
Classement



Contenu populaire
Contenu avec la plus haute réputation dans 14/07/2019 Dans tous les contenus
-
Tu prends des antibiotique pour ça ?3 points
-
En principe, tu n'es pas censé imprimer directement sur le MK52, donc qu'as-tu mis comme steel sheet dessus ? Sur les smooth PEI sheet, quand l'IPA ne suffit plus, on peut passer un coup d'acétone. A n'utiliser que si le nettoyage au liquide vaisselle + IPA n'est plus efficace. L'acétone rend la feuille de PEI cassante si on l'utilise quotidiennement. Pour les textured sheet, c'est différent, pas de nettoyage à grande eau, sauf séchage immédiat et mise en température pour évaporation rapide de l'eau en surface. Le revêtement en ULTEM absorbe l'humidité, qui forme des bulles lors de la chauffe et le décolle. Pour l'acétone, JAMAIS sur le textured sheet, ça détériore très vite le revêtement, qui va peler et rester coller sous les impression. Quelques éléments d'infos ici => https://blog.prusaprinters.org/how-to-print-on-a-powder-coated-sheet/2 points
-
c'est bien, mais si tu mettais un prix... si c'est à prendre sur place... ou combien de frais de port pour un envoi.... une photo.... ça serai plus vendeur car là pour l'instant ça fait pas vraiment envie...2 points
-
<Mode HS> Il me manque... euh... une rapide liste : Le support de la tête E3D, appelée "effecteur"... je l'ai commandé, il y a un moment, mais toujours pas livrée... > a noter que j'en avais acheté un d'occasion (moitié prix) sur Ebay, à un vendeur "Français"... mais j'avais pas lu les toutes petites lignes qui indiquait que plusieurs pièces étaient manquantes... moi qui pensait faire une affaire... il manque juste les visseries et la moitié pièces pour rendre le tout utilisable > simplement ma faute, j'aurais dû prendre le soin de lire les petites lignes. J'ai été contraint et forcé d'en commandé un neuf sur Ali. Le capteur BL-Touch ou 3D Touch... je sais pas trop quoi choisir... mais j'attend d'avoir le support pour étudier la question. Une tête complète E3D celle qui était avec la delta est complètement flingué (la thermistance, la sonde, le corps de chauffe, le radiateur... tout a surchauffé)... et j'ai jamais vu un montage de tête E3D monté à la bourrin, je doute fort qu'elle est imprimé quoicque se soit de potable un jour... Là aussi j'attend d'avoir le support et j'en commanderai une complète sur Amazon (c'est pas plus chère que sur Aliexpress, et je l'aurai en 24-72h). Et quelques autres pièces qui sont pûrement accessoires. Ensuite côté firmware... il va falloir que je vois comment paramétrés tout le firmware... Je pense pendre le firmware d'origine et y faire quelques modifications... lesquelles ?! Telle est la question... Et pour finir... le plus important de tous : du TEMPS LIBRE ! PS : Je pensais faire une affaire en rachetant cette delta sur leboncoin... mais de toute évidence, je me suis trompé... car plus je vérifie les pièces fournies, plus je découvre que tout a été monté de travers ou forcé "a la bourrin"... du coup, je préfère tout remonter avec des pièces neuves par précaution. Je mettrai à jour le topic concerné et je détaillerai tout ce que j'ai fait... vous verrez cela par vous mêmes ensuite. <Fin Mode HS>2 points
-
arrête @fran6p , @Yo' va encore nous faire une déprime fin du HS...2 points
-
Parfois Exact ! J'en avais marre de chercher la pomme que j'avais posée quelque part. En plus, j'ai 2 arrosoirs qui ne sont pas du même modèle et je ne trouvais pas toujours la bonne du premier coup. Maintenant, je peux arroser au goulot ou à la pomme sans soucis.
 2 points
2 points -
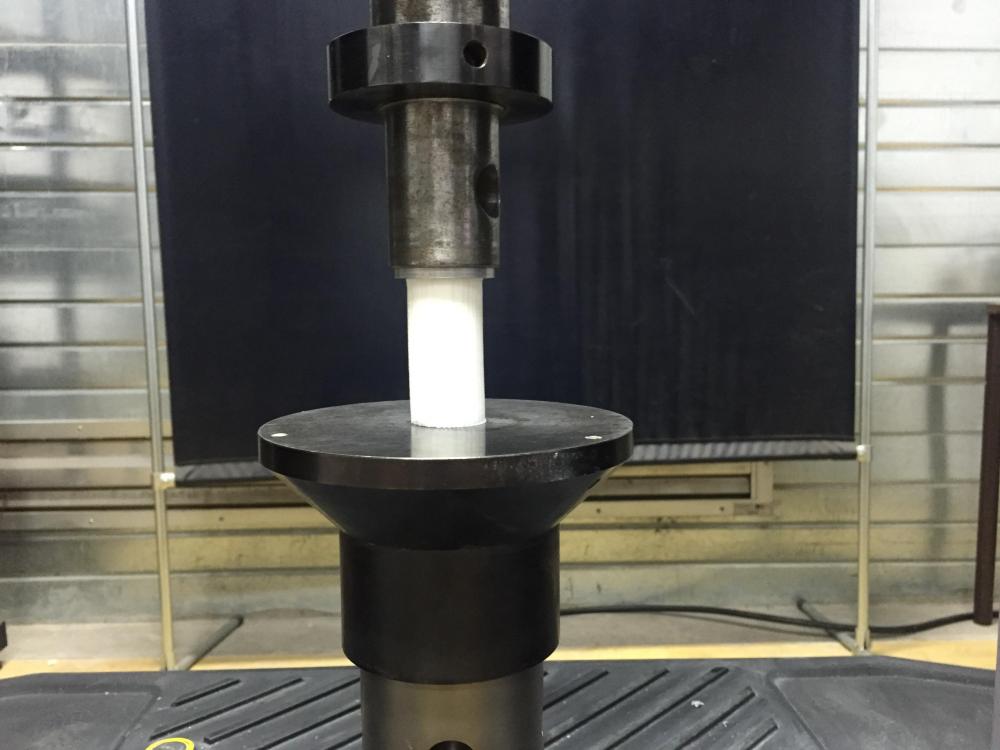
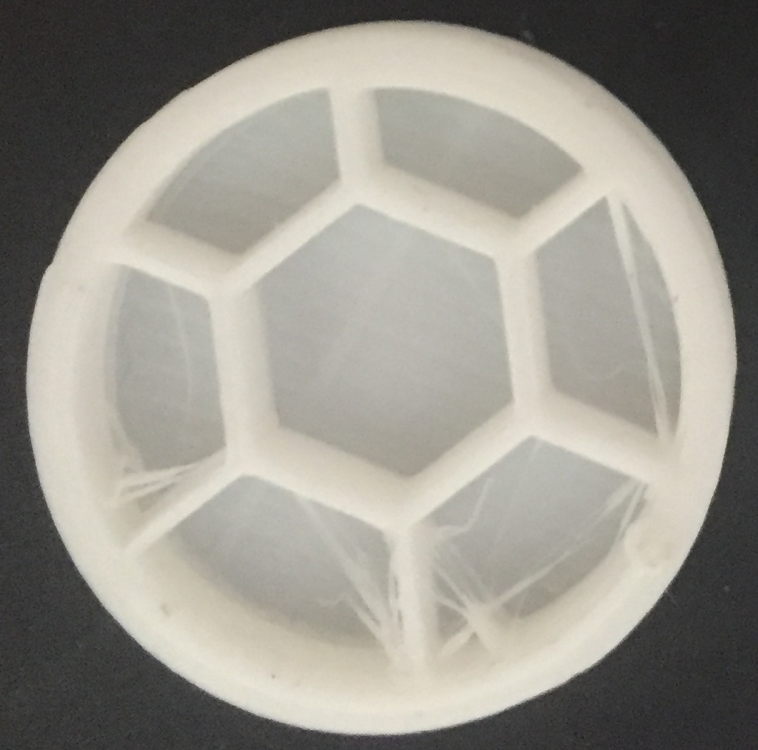
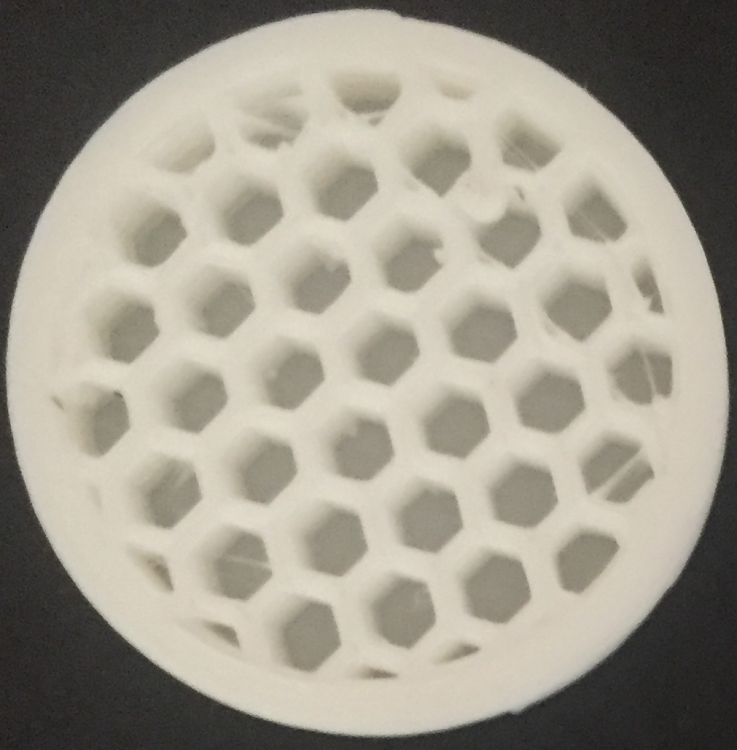
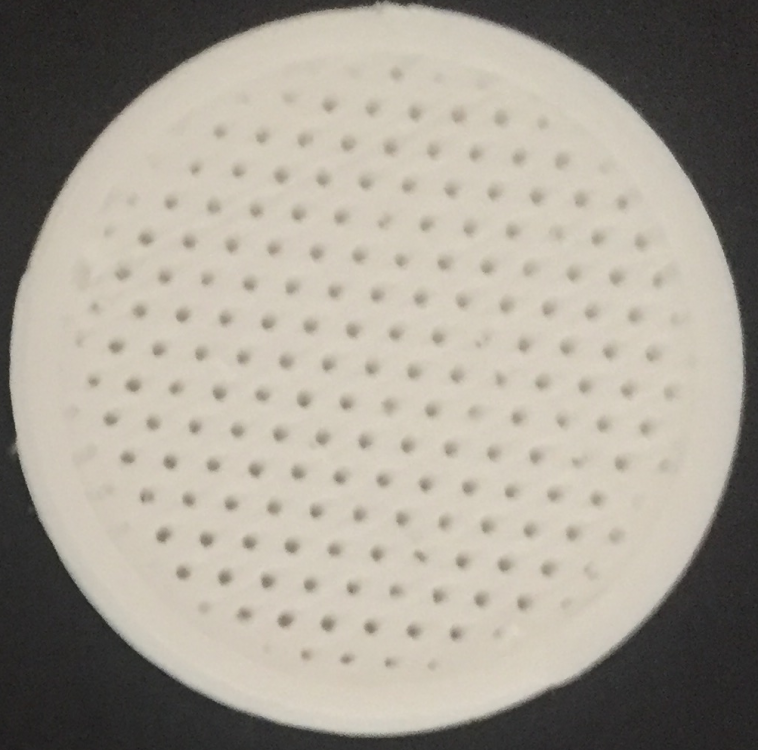
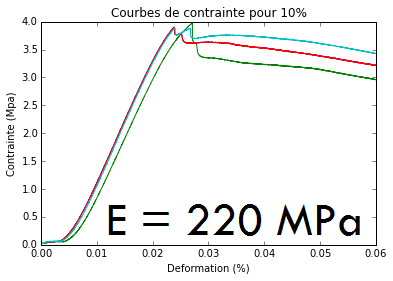
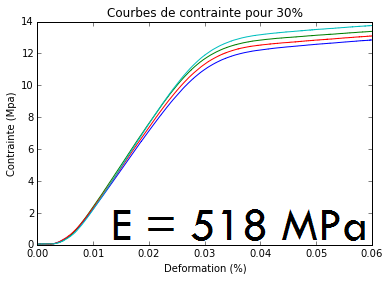
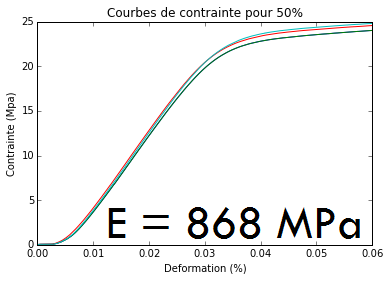
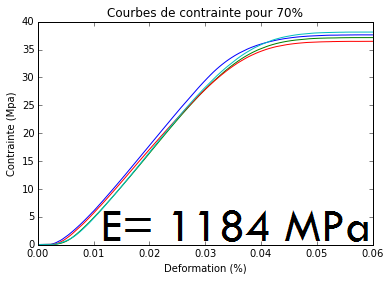
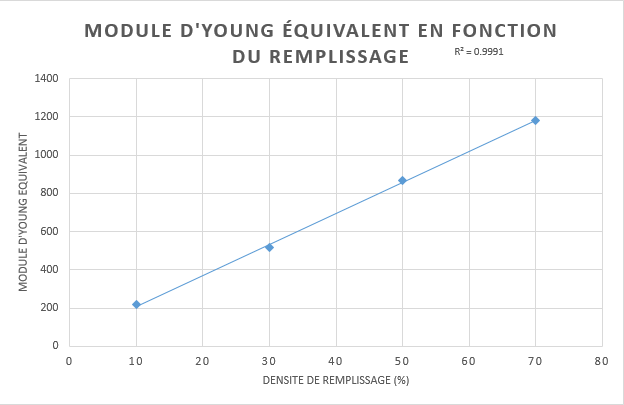
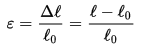
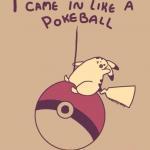
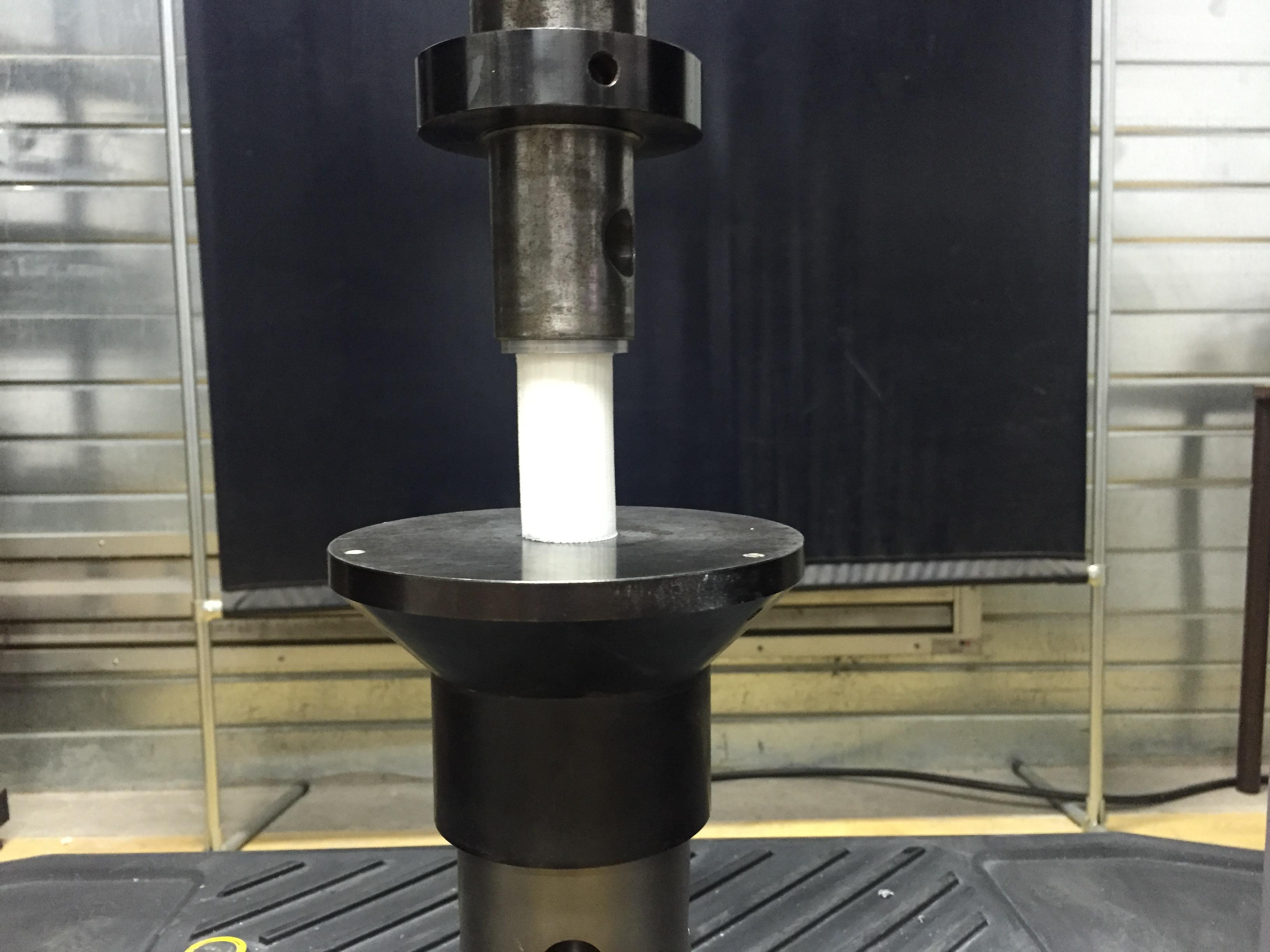
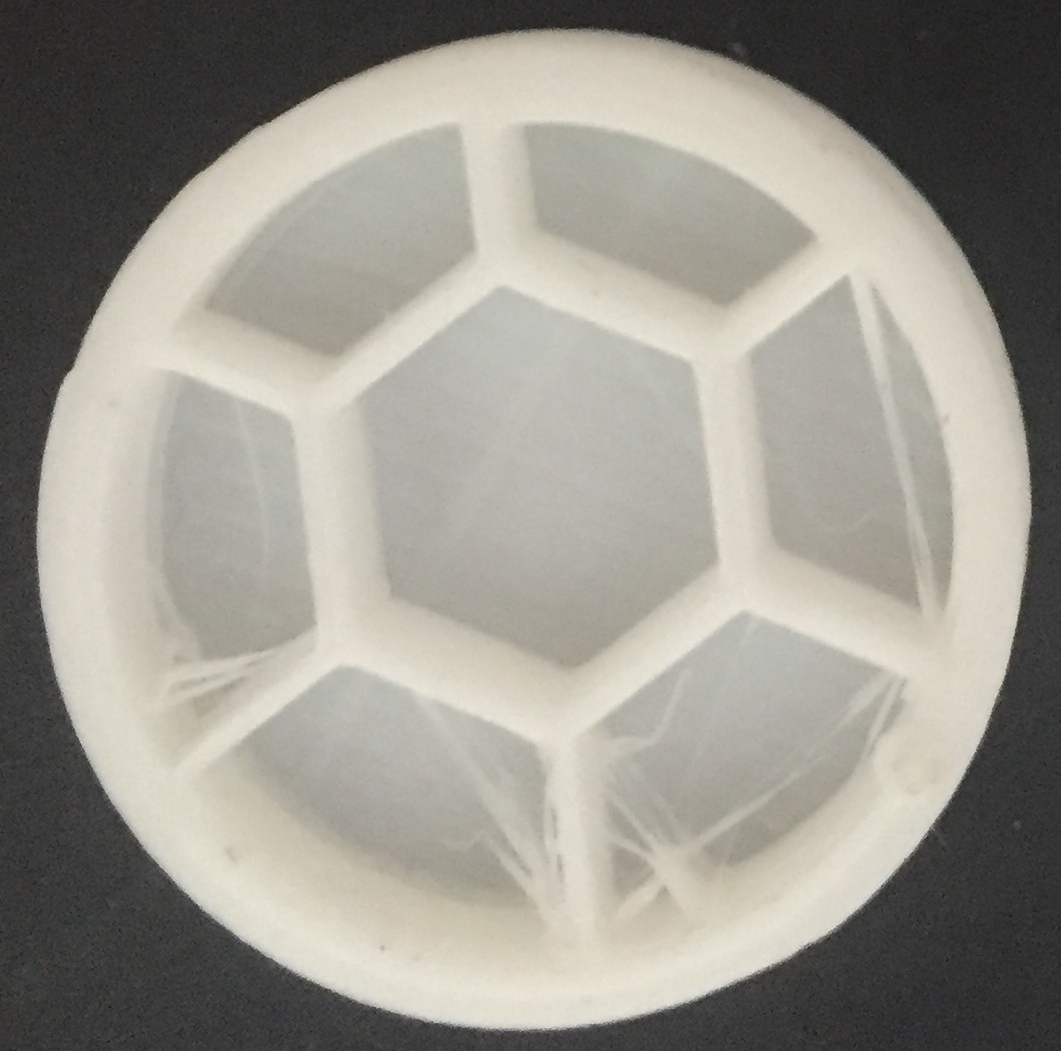
Bonjour, dans le cadre de mes études j'ai décider de réaliser des compression d'éprouvettes de PLA imprimées en 3D pour savoir s'il y avait un taux de remplissage privilégié. J'ai voulue vous partager mes résultats, le sujet est un peu long mais j'espère qui vous intéressera . Pour réaliser cette expérience je suis allé dans un laboratoire de recherche sur les matériaux : Le but était de déterminer s'il y avait un taux de remplissage limite au-delà duquel il n'était pas rentable de remplir plus les pièces imprimées. Pour ça, comme j'avais pas forcément énormément de temps sur la machine, j'ai testé 4 taux de remplissage différent à partir d'une géométrie hexagonale : 10% / 30% / 50% / 70% (coupe transversale) Comme on peut le voir sur les coupes, l'échantillon a 10% n'a pas beaucoup de contact avec la surface latérale (périphérie) et cela se traduit qualitativement par une rupture non linéaire de cette surface latérale assez rapidement et une perte total des propriétées mécanique après rupture. Tandis que pour les autres taux de remplissage (30% , 50% et 70%) , la surface latérale reste intact même après rupture et donc toutes la matière interne se condense / se tasse à l'interieur de l'éprouvette, subissant une déformation uniquement selon la hauteur. Le diamètre de l'éprouvette reste inchangé. ==> on a une conservation des propriétées mécanique même après rupture. Cela se confirme par les courbes ci-dessous, avec le module d'Young (E) déterminé par un calcul de pente lors de la première phase de contrainte, la phase d'élasticité. courbes de contrainte (1courbe = 1 éhantillon) Que nous disent les courbes ? cela confirme nos observations qualitative. En effet, les courbes pour 30,50 et 70% on exactement la même allure, seul leur pente et donc leur module d'Young diffère. On remarque pour ces courbes que, après rupture de la courbe (donc de nos échantillons), on conserve une pente croissante qui confirme également une conservation des propriétées mécaniques après rupture, puisque cela montre que l'échantillon montre encore une résistance face à la machine. Les observations pour 10% sont également confirmé par ces courbes puisque l'ont voit que les courbes font un peu chacune leur vie après une chute nette de contrainte ce qui montre la perte des propriétées mécaniques. Les courbes nous révèle en plus l'aspect aléatoire de la rupture pour les échantillons à 10% puisque l'on peut voir le point de rupture se fait jamais au même point de déformation alors que pour les autre taux de remplissage, les courbes sont très similaire. Pour l'anecdote, le technicien du laboratoire m'a confirmé n'avoir jamais vu des courbes aussi rapproché pour différent échantillons. On a donc une régularité des propriétées mécanique à partir de 30%, alors que pour 10%, la résistance est incertaine, et on aime pas vraiment ça ! Que révèle alors le module d'Young noté E sur les courbes ? En physique, le module d'Young est déterminer par une relation de proportionalité, appelé loi de Hooke : où : est la contrainte, exprimé en MegaPascal (MPa) , c'est à dire la force appliqué à l'échantillon par rapport à sa surface. (rapport Force / Surface) est la déformation, exprimé en %, rapport de la différence de hauteur engendré par l'expérience sur la hauteur initiale () est le module d'Young, exprimé en MegaPascal (MPa) est une grandeur caractéristique des matériaux / échantillon testé. Comme le module d'Young n'est pas forcément très parlant à tout le monde, je vais vous donner un équivalent du poids nécessaire qu'il aurait fallu pour arriver à une rupture : 10% : 290 kg 30% : 940 kg 50% : 1670 kg 70% : 2600 kg Si je vous donnais l'équivalent en twingo, votre première remarque serait : Merde, c'est que du plastique ! Vous vous souvenez du but de l'expérience ? On voulait déterminer s'il y avait un taux de remplissage au-delà duquel il était pas rentable de remplir plus, il faut donc tracer là courbe qui exprime le module d'Young en fonction du taux de remplissage, à partir des 4 valeur que l'on à ici et essayer de voir si on peut remarquer si la courbe admet une rupture de pente notable. Et bien il se trouve que l'on obtient une courbe parfaitement linéaire, on peut supposer que l'on obtiendra éventuellement une rupture de pente au delà de 70% mais bon, 70% c'est déjà beaucoup. Donc quelles sont les conclusion de tout ça ? Au final, 10% est à proscrire ( si la pièce est soumise à une contrainte de compression plus ou moins importante, au quotidien pour des pièces quelconque, 10% peut amplement suffir) puisque on arrive à une rupture qui détruit totalement la pièce. On peut alors recommander 30% pour avoir des propriétées mécaniques régulière et qui peut encaisser une déformation sans forcément détruire le système. En revanche, sauf nécessité mécanique, il n'est pas nécessaire d'aller au delà, vous connaisez tous les contraintes en terme de temps d'impression et de coût en matière que cela engendre de monter à 50 ou 70% Cependant, il aurait été intéressant de réaliser de nouveau test entre 10% et 30% pour voir jusqu'où on pouvait descendre pour obtenir des résultats similaire. J'ai fait une machine pour des essaie de compression pour d'autres expériences lié à ces travaux, j'essaierais de le faire si j'ai du temps à perdre cet été . Voilà, j'espère que cela aura été intéressant, encore une fois je précise que les résultats obtenue sont par rapport à des pièces qui serait soumise à des contraintes, je ne dis pas qu'il faut bannir le remplissage à 10% pour tout type d'impression.




 1 point
1 point -
Bonjour à tous. Je comptais m'approprier une Creality (probablement une Ender 3, voir sur le lien suivant). Toutefois, je viens de tomber sur la prochaine vidéo que je vais linker de suite (les autres chaînes ont marqué leur anciennes review en tant qu'imprimantes en violation du GPL). Grosso-modo, il semblerait que la marque Creality ne souhaite pas libérer les codes sources modifiés de son Marlin, qui est un framework sous licence GPL (licence libre mais qui, en contre parti, exige de libérer toute modification apportée, sous la même forme de licence GPL. Creality (et autre? A investiguer..) n'a vraisemblablement pas choisi de jouer aux mêmes règles de jeu, et ne libère pas les sources de ses machines, basées sur Marlin. D'après la première vidéo (de chez '3DMN', assez connu et impartial sur Youtube), il semblerait que Creality cherche aussi passer en mode propriétaire et donc ne plus être open-source (beaucoup l'achète d'autre part à cause de sa licence GPL, en plus de son coût). Je sais, je ne suis que le petit nouveau, mais c'est une annonce/nouvelle assez sérieuse, qui devrait être tirée et affiché, surtout pour ceux qui n'ont pas encore décidé. EDIT: Suite à la vidéo postée par ShagoY, j'ai trouvé un group facebook dédié qui regroupe/regroupera toutes les marques qui violent des licences libres. Voici le lien. https://makerhacks.com/3d-printer-companies-abusing-open-source/1 point
-
perso je suis contre ce genre de truc, on cherche à rigidifier nos châssis au maximum et on ajoute de l'élasticité de ce coté... très peu pour moi1 point
-
Commencer par se présenter et dire bonjour c'est bien aussi [emoji23] Ça me choque toujours sur ce forum qu'on laisse les gens faire comme sur le bon coin ici :(1 point
-
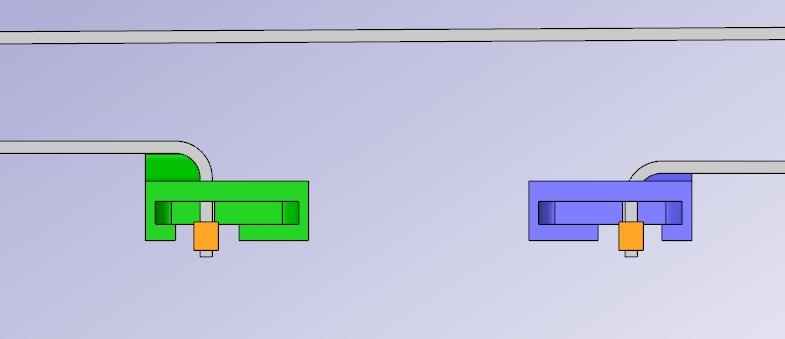
Sur mamienne j'ai opté pour une autre alternative : deux profilés de 20x20 bien écartés l'un de l'autre, avec 4 roulettes et 4 excentriques. Les 4 excentriques sont un peu "too much" mais avec deux seulement, ça donne pas assez de mou pour pouvoir les introduire à leur place dans les rainures. Autre "détail" : il faut avoir un parallélisme au poil entre les deux rails. J'ai fait pour ça deux cales de réglage usinées ensemble, que je mets en Y+ et Y- avant de serrer les profilés contre. Y'a pas de problèmes, y'a que des solutions !1 point
-
Tu as un tuto sur le sujet (VRef)....dans les tutos ;o)1 point
-
Hello C'est normal, il n'y sont jamais ! Dans Cura par exemple, il faut les activer :
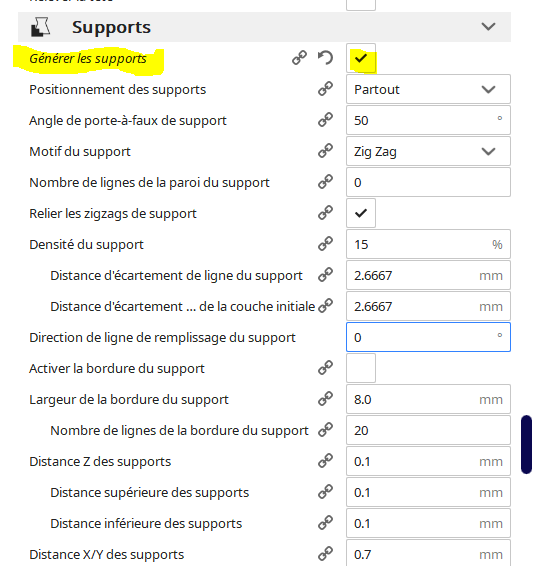 1 point
1 point -
Salut, les supports , c'est le "slicer" qui les génère...en auto ou en manuel...selon le logiciel. A+1 point
-
Voici une autre modification de l'axe X concernant la position de la courroie sur le chariot du X. d'origine la courroie n'est pas droite et provoque des dispersions dans les cotes lors de l'impression. j'ai réalisé 2 petites cales qui permette un alignement parfait de la courroie coté gauche pour le moteur et droit pour le roulement qui est plus gros que la poulie moteur: pour les monter il faut enlever le moteur du X, le chariot X et le tendeur courroie X et j'ai dessertie les 2 bagues laiton d'origine pour grappiller quelques mm de plus pour la courroie puis remis les 2bagues laiton voici les stl Cales courroie X .zip

 1 point
1 point -
J'avoue avoir fait quelques recherches et avoir lu quelques avis négatif dessus... Legueroloco a fait une vidéo sur ce sujet, il faudrait que je prenne le temps de la visionner. Si les avis sont négatif... sans t'offenser : Tu peut le garder ! J'en suis pas à ce point... et comme dit précédemment : Je n'ai guère de temps libre pour me consacrer à la delta ces dernières semaines. J'ai d'autres choses qui occupent 99% de mon temps libre, et je serai occupé comme cela encore quelques semaines (ou tout du moins jusqu'à la mi-Août)... je n'ai donc guère le temps pour m'arracher les cheveux qu'ils me restent...1 point
-
Hello Déjà ça, c'est une mauvaise idée : c'est le casse gueule assuré. Tu ne peux (dois) pas commencer par un truc aussi ambitieux, à moins que tu n'aies envie de perdre du temps, de l'argent, du filament et ta patience en prime, avec au bout l'imprimante à la cave ou sur le Bon Coin. Commence plutôt par de petites pièces simples et sans support, fais-toi un cube de calibration et quelques merdouilles sans importance, le petit bateau Benchy par exemple. Il faut que tu touches du doigt l'incidence des températures, du remplissage, des différents paramètres d'extrusion sur l'accroche, la cohérence et l'aspect de l'objet Après, quand tu auras commencé à saisir les tenants et les aboutissants, tu pourras en connaissance de cause te lancer dans ton projet, avec une espérance de réussite acceptable. Pour les supports, je sais pas trop quoi te répondre, je laisse Cura se débrouiller avec et ils s'enlèvent très facilement. Oui, sûrement, sûrement.... N'oublie pas que :
 1 point
1 point -
Faudra que je test mais pas maintenant, je print une pièce de 7h la, pas envie de la planter lol, merci !1 point
-
C'est pas bête ça ....1 point
-
@Michel59263 C'est faisable MAIS ce n'est pas simple, une vidéo (basée sur un Cura 2.6) explique rapidement comment faire. Je ne l'ai jamais essayé Sinon @Kachidoki avait donné comme solution d'utiliser Slic3r ici:1 point
-
Modération : @zotek j'ai déplacé ton post pour une meilleure visibilité1 point
-
Salut ! Je viens témoigner d'un généreux cadeau de la part de Geeetech : Il y a 2 jours, j'ai été contacté par les services de Geeetech, car cela fera 4 mois, très bientôt, que j'ai mon imprimante A10. Je suis abonné à leur page "Face de Bouc"... et de temps à autre je poste les photos des améliorations que j'ai créé et apporter à mon A10. Geeetech m'a remercié pour les retours "positif" sur leur imprimante et pour ce que j'avais fait jusqu'à ce jour. Ils demandaient une photo de mes impressions... en l'occurence de mes plus belles impressions, et échange ils m'enverraient une Bobine de 1kg de filament PLA. Au tout début... j'ai cru à une arnaque... de quelqu'un se faisant passé pour Geeetech. Puis en vérifiant, j'ai constaté que le nom et prénom de la personne était identique à celle qui m'avait répondu au sujet de ma demande de remplacement de la Carte mère (après mon soucis). Cela ne me coutait rien de répondre en envoyant les photos de mes plus belles impressions... celle des jouets (leurs Pokemon) fait pour mon neveu et ma nièce. Quelques heures plus tard, ils me répondent, en me remerciant pour les photos et me demandent : Quelle est votre couleur de PLA favorite ? Je leur répond : Rouge. Normalement c'est noir... mais j'ai déjà 3 bobines de 1kg de noir... donc une couleur que je n'ai plus (en stock) cela sera du pûr bonheur. Résultat : J'ai reçu un code d'un valeur de 19,99€ à utiliser sur Amazon.fr, sur la boutique de Geeetech. Uniquement valable pour l'achat d'une bobine de 1Kg de PLA Rouge. Je viens de validé le code...et... BOUM ! J'ai bien la confirmation d'Amazon. Je recevrai dès demain ma bobine de filament de 1Kg de PLA Rouge. Donc : Si vous veniez à recevoir un mail de Geeetech, vous demandant des photos de vos impressions, ceci n'est pas une arnaque ! Je vous invite à leur répondre, vous profiterez d'un cadeau.1 point
-
Bonjour à tous, Photopraphe d'art liquide (http://art.helenecaillaud.com) je me sers de l'impression 3D pour concevoir mes buses de projection de liquides, à des fins photographiques essentiellement. Les buses se veulent être assez précises (fentes de 1mm par ex, précisions aux 0.05 parfois), le liquide interagissant entièrement avec les formes de la pièce. La moindre bavure, ou cheveu d'ange, peut interférer dans la génération de la forme liquide. J'ai commencé la conception 3D il y a 2-3 ans avec OpenScad et très dernièrement je me teste à Fusion 360, et je transmets aujourd'hui tous mes projets d'impression à des laboratoires d'impression en ligne (par méconnaissance complète de l'impression 3D) . En dehors des prix, j'ai surtout la frustration de ne pas pouvoir avoir mes pièces aussi rapidement que je le souhaiterais. J'ai donc décidé d'investir dans une petite imprimante pour comprendre les principes de base, et je verrai par la suite si je dois passer à l'étape supérieure, et ai très dernièrement acheté la FlashForge Finder que je viens de recevoir. Elle n'est pas encore déballée Et là paf, je commence à consulter les forums, et je me rends à peine compte du "bazar" dans lequel je m'embarque. Donc je suis là pour apprendre, fouiller, comprendre comment ca marche, avec l'hypothétique objectif de pouvoir concevoir et imprimer mes propres pièces à terme. Au plaisir d'échanger avec vous Hélène1 point
-
La meilleure amélioration que j'ai faite sur mon Anet, c'est ceci. Ça n'a l'air de rien, mais ça facilite grandement l'introduction du filament dans l'extrudeur. Je n'ai plus à tâtonner, ça rentre tout seul. À imprimer en PETG, pas en PLA, à cause de la chaleur.1 point
-
Bonjour, Je commande régulièrement chez Aliexpress également, et à ce jour, un seul litige à déclarer, une sonde de température DS18B20 manquante dans une commande. Litige réglé assez rapidement avec photos à l'appui. En cas de litige, faut rien lâcher. [emoji16] Il ne faut pas non plus valider trop vite la réception de la commande, perso je le fais toujours après avoir vérifier l'état et le bon fonctionnement du matos. Après, dans les vendeurs il y a de tout... Pour ma part, je choisis les vendeurs suivant plusieurs critères: - pas de vendeurs avec des noms à la con genre shop1234 et consorts. - je vérifie systématiquement ce qu'il y a en vente dans le magasin, c'est à dire que les produits vendus soient cohérents avec l'activité du dit magasin. Certains vendent aussi bien des cartes électroniques que des fringues ou autres produits sans aucun rapport. A fuir. - je sélectionne systématiquement des vendeurs qui existent depuis au moins deux à trois ans. - pour un produit dont j'ai besoin, je vais regarder chez les vendeurs qui ont le plus vendu le dit produit, car il y a bien plus de chances d'avoir des retours avec commentaires et surtout quelques photos. - je ne me fie pas trop aux étoiles, elles n'ont aucune valeur dans le système de notation actuel d'aliexpress. - je choisis systématiquement un vendeur proposant l'envoi par Aliexpress standard shipping à minima, quitte à payer un peu de frais de port. Il faut aussi prendre la bonne habitude de laisser un commentaire et si possible des photos une fois vos produits reçus, ça aidera les autres. Et surtout prenez le temps de chercher, ne vous fiez pas uniquement à ce que vous propose la recherche. Certes ça prend du temps mais ça vaut parfois le coup. [emoji6] Envoyé de mon ONEPLUS A6003 en utilisant Tapatalk1 point
-
Cale de frein en plastique c'est le must, le poids est l'ennemie de la vitesse.1 point
-
Bonsoir, Il n' y a pas que sur le Tube qu'on rencontre les "experts" / "spécialistes". Il est tellement plus facile de regarder des vidéos que de faire ses propres expériences / recherches: ça ne demande aucun effort / travail. Allez pour rigoler / détendre un peu l'atmosphère un petit dessin:
 1 point
1 point -
Bonjour, Merci tout d'abord pour ces différents posts ! Pour ma part je n'arrive pas non plus à contrôler les relais correctement en passant par le SSH (petit problème suite à l'installation de Wiring Pi et avec l'interface Octoprint). Puis je suis tombé sur le plug-in "Enclosure Plugin" qui simplifie clairement la tâche et permet beaucoup de chose : On peut piloter des GPIO, faire des commandes G-Code, PWM les définires comme entrées ou sorties Programmer un démarrage automatique lorsque le serveur s'allume ou en début d'impression Programmer une extinction après la fin d'impression avec un timer possible Ajouter des entrées (capteurs, boutons, détecteur fin filament ...) pour déclencher une action sur les GPIO par exemple. Et rajouter un raccourci dans la NavBar (juste à côté des boutons systèmes, tout en haut) ... info : https://github.com/vitormhenrique/OctoPrint-Enclosure Bref tout à l'air de marcher pile poil ! Très intuitif, pas de commandes spécifiques à faire en SSH ou autres ... Voila, si cela peut aider
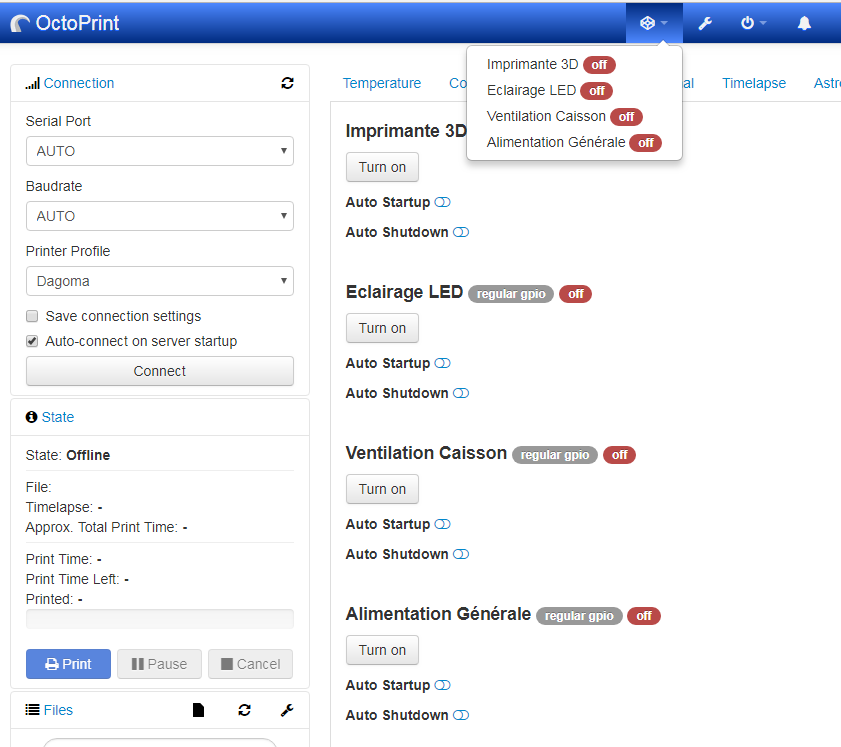
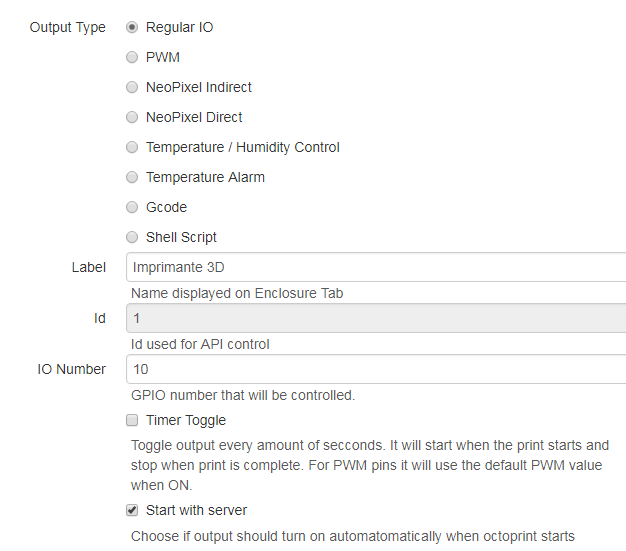 1 point
1 point -
Comme je l'ai écrit plus tôt. Libre à vous de choisir quoi faire. Le but de ce poste est de sensibiliser les gens au problématique et de les laisser choisir par eux-même. Par contre (puisque vous cherchez à justifier votre opinion sur le sujet), vous ne dites pas qu'il s'agit d'une bonne chose, mais en même temps vous banalisez l'affaire, sous prétexte qu'il s'agit de marques chinoises qui de toute manière se prennent pour des organismes au-dessus des lois. Non! Ces marques se comportent de la sorte car des consommateurs continuent d'achetez leur produits, soit de manière désinvolte (pour des raisons économiques ou autres) soit inconsciemment (d'où l'existence de ce poste et les vidéos faites par la communauté d'impression 3D sur YT). Il est de notre responsabilité, nous les consommateurs, de prendre des mesures pour contrer ces démarches. Ou laisser faire et accepter ces décisions (quelque soit le choix, je le respecte). Pour revenir au sujet de pourquoi choisir open-source: Oui, ce n'est pas toujours facile et ce n'est pas l'unique raison de choisir l'open-source (mais n'empêche, l'Open-source permet de se débrouiller dans une démarche de réparation, là où une machine non open-source devra compter sur le bon vouloir des magasins de vente et du SAP). Mais d'une part, pensez à votre hobby, l'industrie de l'impression 3D ne serait JAMAIS au stade dans laquelle elle se trouve, sans aide de la communauté Open-Source, ni ces mêmes marques qui jouent avec les règles établies. D'autre part, pensez que si jamais vous tombez dans un pépin et devrez arranger votre bidule, et ben, vous ne pourrez pas! Bonne chance pour avoir de l'aide de ces mêmes marques chinoises que vous banalisez tant. Bref, le bût du poste a son utilité et c'est le but de la démarche.1 point
-
Ce n'est pas parce que c'est la mode que c'est bien. On parle de Creality car il s'agit d'un fait. Si d'autres marques chinoises font pareil, je serai ravi de connaître leur nom. Libre à vous d'avoir une opinion et/ou de financer des marques qui jouent avec les consommateurs, c'est votre choix. En ce qui me concerne, une de mes critères de sélection d'une imprimante 3D c'est leur appartenance à la catégorie open-source. Ca permet de sortir en cas de pépin (car on peut trafiquer et trouver des solutions sur des forums par exemple). Mais surtout, ne pas faire confiance à des organismes qui violent des règles établies, et tirent profit d'un système. Le but de ce poste est de faire connaître ce détail, et aider les nouveaux acquéreurs dans leur démarche de choix de machine.1 point
-
Imprimante 3D Creality CR-10 500*500*500 Filament Surveiller avec Double ZCette large imprimante 3D est complètement neuve, n'a jamais servis et n'a même jamais été ouverte de son emballage d'origine. Je fournis en plus de cette imprimante d'autres pièces complémentaires n'ayant jamais étés déballés non plus (dans leur emballage d'origine):- Imprimante 3D Creality CR-10 500*500*500 Filament Surveiller avec Double Z- 1kg d'ABS 1.75mm;- 1kg de PLA 1.75mm;- Carte mémoire SD 128 Go;- 16 buses d'extrusions 0.2mm, 0.3mm, 0.4mm, 0.5mm, 0.6mm, 0.8mm, 1mm;- 5 cartouches de chauffe 40W 12V;- 6 roulement V Groove Ball. Je n'ai jamais déballé tous ces articles par manque de temps, et voudrais aujourd'hui les vendre car je vais déménager dans une autre région.0 points
-
Trop chère à chaque fois, les gens n'ont pas le sens des prix. J'ai vue des Anet A8 pour 350€, c'est du délire.0 points
-
Je vais apporter mon point de vue car j'ai "travaillé" pour une chaîne de tests. Ce n'était pas dans le domaine de l'impression 3D mais le processus est identique. Nous démarchions donc des marques pour qu'elles nous mettent à disposition des produits . Nous nous voulions 100% indépendants et libres de dire si oui ou non le produit était bon ou pas. Nous avons été sollicité plusieurs fois pour des séries de test, rémunération à l'appui, ce que nous avons toujours refusé. Beaucoup de marques refusaient de nous envoyer des produits, sachant le résultat du test à l'avance et la mauvaise pub que ça entraînerait. Bref, un mec d'une chaîne "concurrente" à décider de copier le concept, sauf que tout était beau tout était rose pour toutes les grosses marques qui lui faisaient de beaux cadeaux. Ne parlons même pas du niveau des tests Et pour le coup il faisait au moins 20 fois plus de vues que nous ! Donc l’honnêteté sur Youtube, ça ne paye pas0 points

















.thumb.jpg.0749a040ad609dbf864dd5e091810a64.jpg)


