
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/08/2019 Dans tous les contenus
-
Hello, Sur la mienne, cf post cité plus haut, j'ai des hanpose 48 mm, utilisé avec des 2209, et ça marche du tonnerre, pas besoin de 5160 ou de 5161 si tu ne compte pas passer sur des Nema23.3 points
-
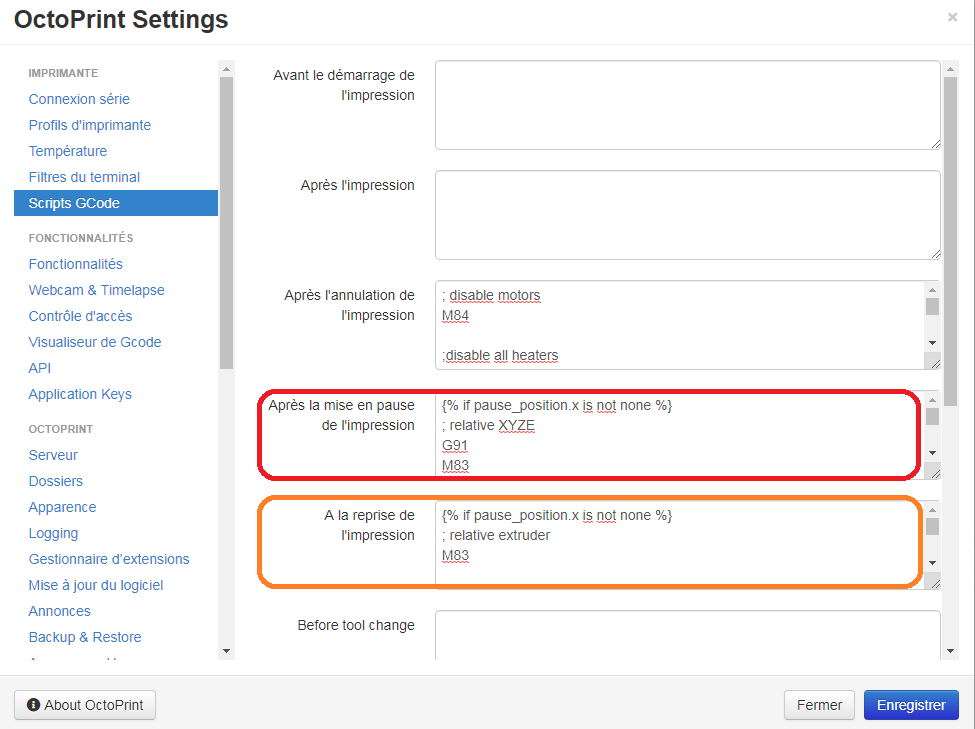
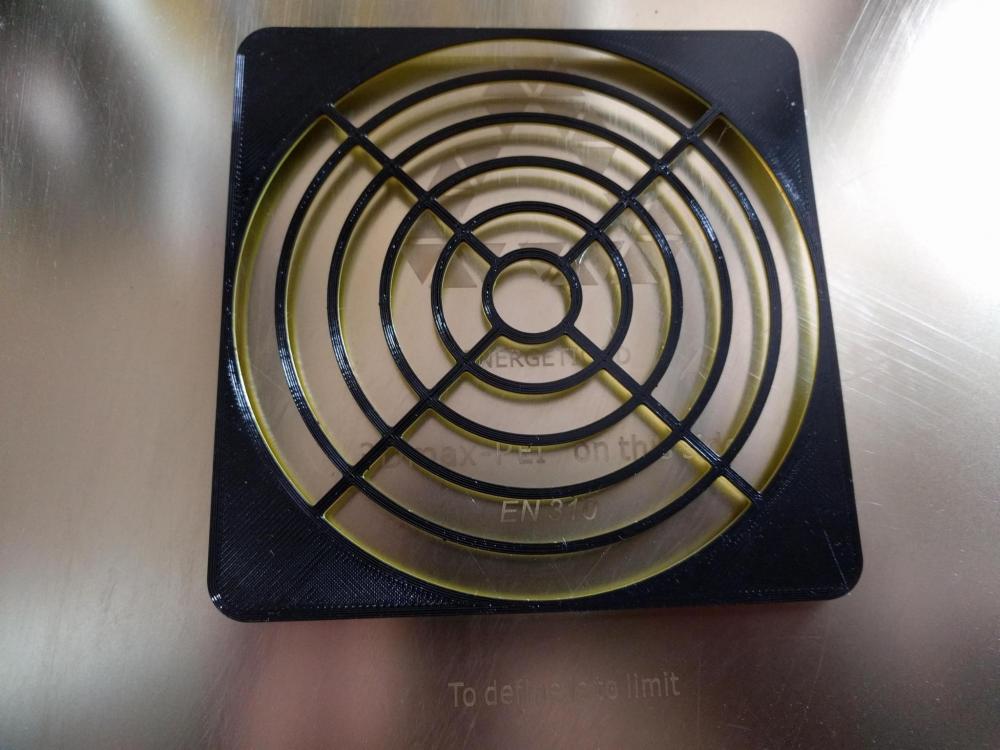
Bonjour à toutes /tous, J'ai deux impressions nécessitant plus de 400g chacune à réaliser. J'ai acheté dernièrement des recharges de filaments de 3D850 jaune ( @filament-abs.fr ) pour être placées dans une Masterspool. Malheureusement, elles ne contiennent que 650g donc vous voyez le problème (je sais, j'aurais pu acheté une bobine de 1 kg directement MAIS j'ai voulu jouer à l'écolo de service ). J'ai donc voulu vérifier si avec mon Octoprint, la fonction "pause" me permettrait d'effectuer le changement de filament en cours d'impression. J'ai donc tenté. Première tentative, la pause se fait bien MAIS la tête (chaude évidemment) reste sur la dernière position d'impression et après changement de filament, j'ai un GROS pâté qui s'est formé à cet endroit . Réflexion intense, cogitation, mon neurone entre en ébullition . Recherche sur la documentation officielle d'Octoprint et là, eurêka, tout est expliqué (en anglais certes mais expliqué tout de même). Il suffit d'ajouter dans les paramètres d'Octoprint, les bonnes lignes de code au bon endroit : Dans la boite "Après la mise en pause de l'impression" (After print job is paused (pour les anglicistes)) Dans la boite "Reprise de l'impression" (Before print job is resumed (à nouveau pour les anglicistes )): Relance de l'impression de ma pièce de test (un cache de ventilateur 120mm), pause à +-50% de l'impression. La tête se déplace en (10,10) avec un léger déplacement du Z. Changement du filament manuellement (j'aime le travail manuel). Appui sur le bouton "Reprendre", la tête reviens où elle s'était arrêtée, le filament s'écoule et progressivement, je vois mon jaune commencer à arriver. L'impression va jusqu'au bout sans problème. C'est cool. Je vais pouvoir faire mes pièces sans avoir à m'inquiéter d'une pénurie de celui-ci Photos: PS: mon imprimante étant une CR10 (pas S ni S pro), j'ai la possibilité via le boitier de commande dans la section Tune (qui ne s'affiche que quand une impression est en cours) d'utiliser l'option "Change filament" qui fait la même chose MAIS en émettant un bip -bip régulier, désagréable et peu harmonieux avec la musique que j'écoute .


 2 points
2 points -
Je suis en attente de recevoir : ce matériel . Je testerai et ferai un retour. En gros c'est la palette (de Mosaic) du très pauvre . Il suffit juste d'un briquet... Une vidéo est disponible (en cantonais): >>> ici <<<.2 points
-
@fran6p, @Poisson21, et tous les autres(), Hé oui, c'est pas facile !! Je vais mettre mon REX dans mon file, Mais comme toi, je peine à trouver les réglages standards permettant des impressions fiables et reproductibles ! Juste une observation : Pour ma part, pour tenter de comprendre comment S3D génère son G-Code, j'ai mis des commentaires dans chaque script : ce qui me permet d'identifier rapidement les différentes phases lors de l'analyse du gcode produit.
 2 points
2 points -
Salut, La plupart des fournisseurs, dont filament-abs.fr propose d'acheter leur filament au mètre (par tranche de 10m). Du coup, je comprends pas trop ta demande. 10 mètres c'est suffisant pour faire un benchy ou quelques petits prints. Exemples de lien : https://www.filament-abs.fr/produit/filament-pla-au-metre/ https://www.arianeplast.com/219-pla-format-10m https://www.grossiste3d.com/37-fil-3d-pla-175mm-au-metre2 points
-
@Basilic Je suis en train de faire une vidéo expliquant toutes les étapes de A à Z, en partant de l'image d'un circuit jusqu'à sa finition complète. J'ai pas mal fouillé sur internet et j'ai trouvé pour ma machine les softs et les paramètres qui fonctionnent Edit En fait je fais 2 vidéos pour la gravure pcb avec cnc, la première :2 points
-
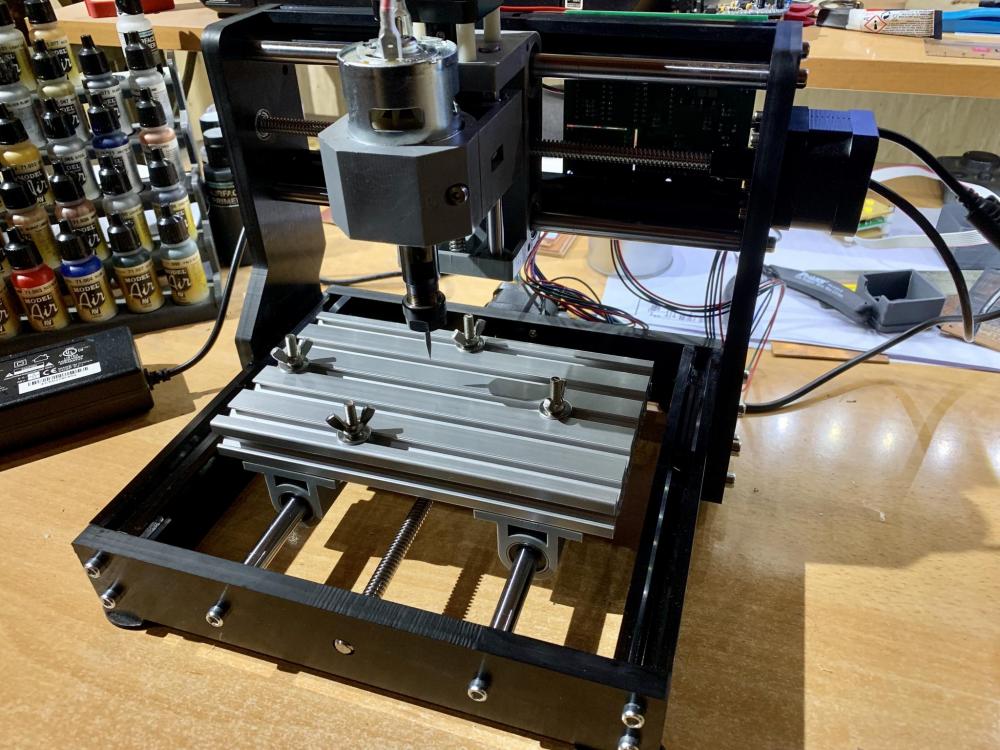
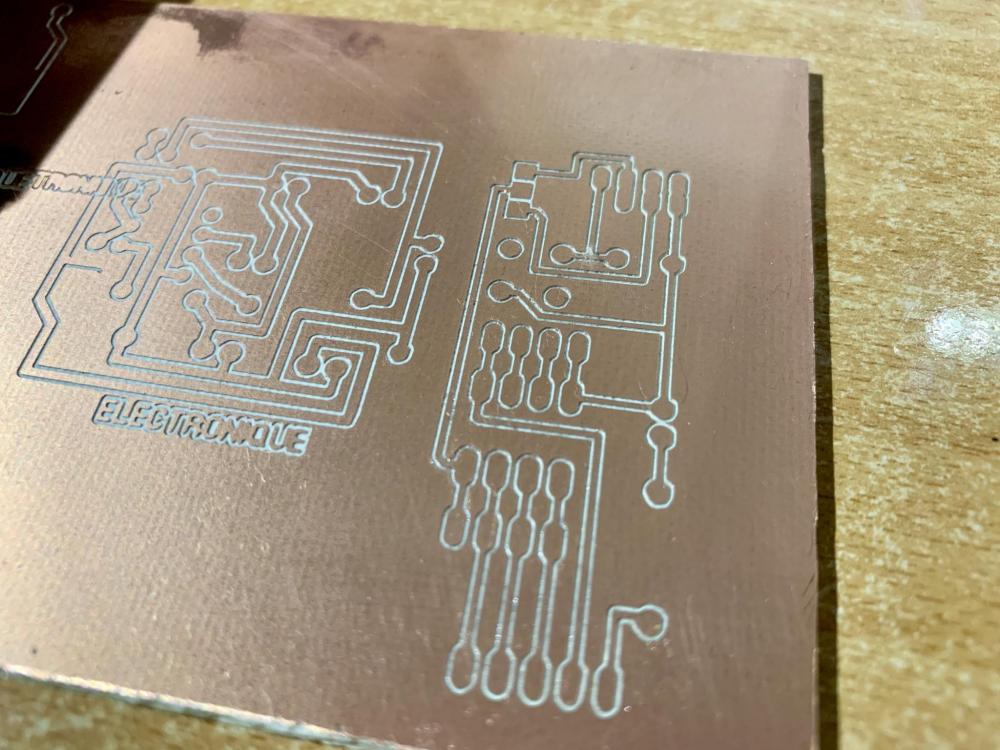
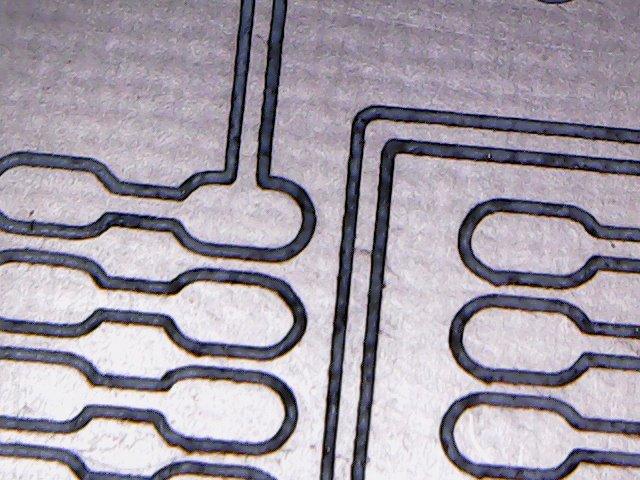
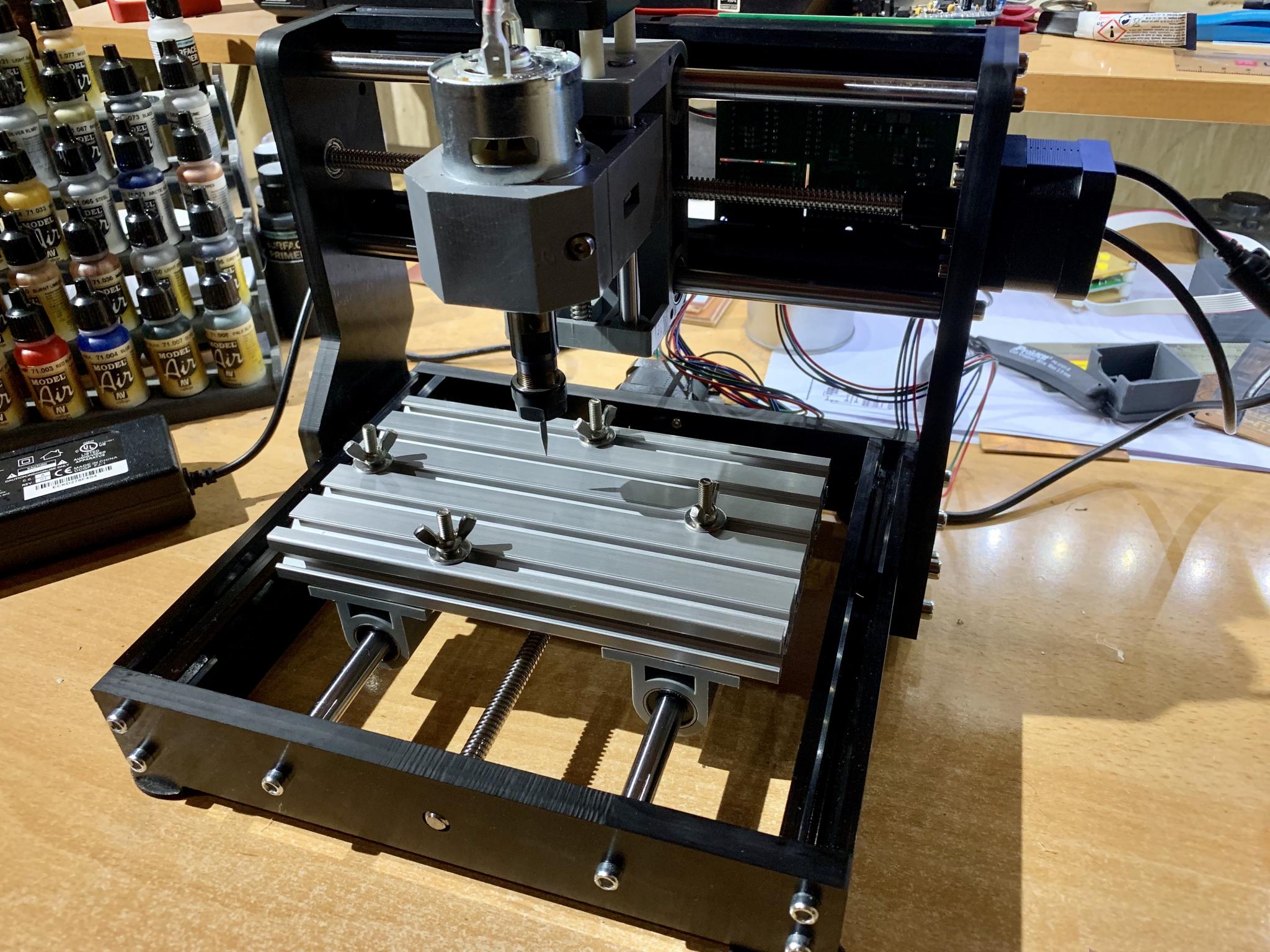
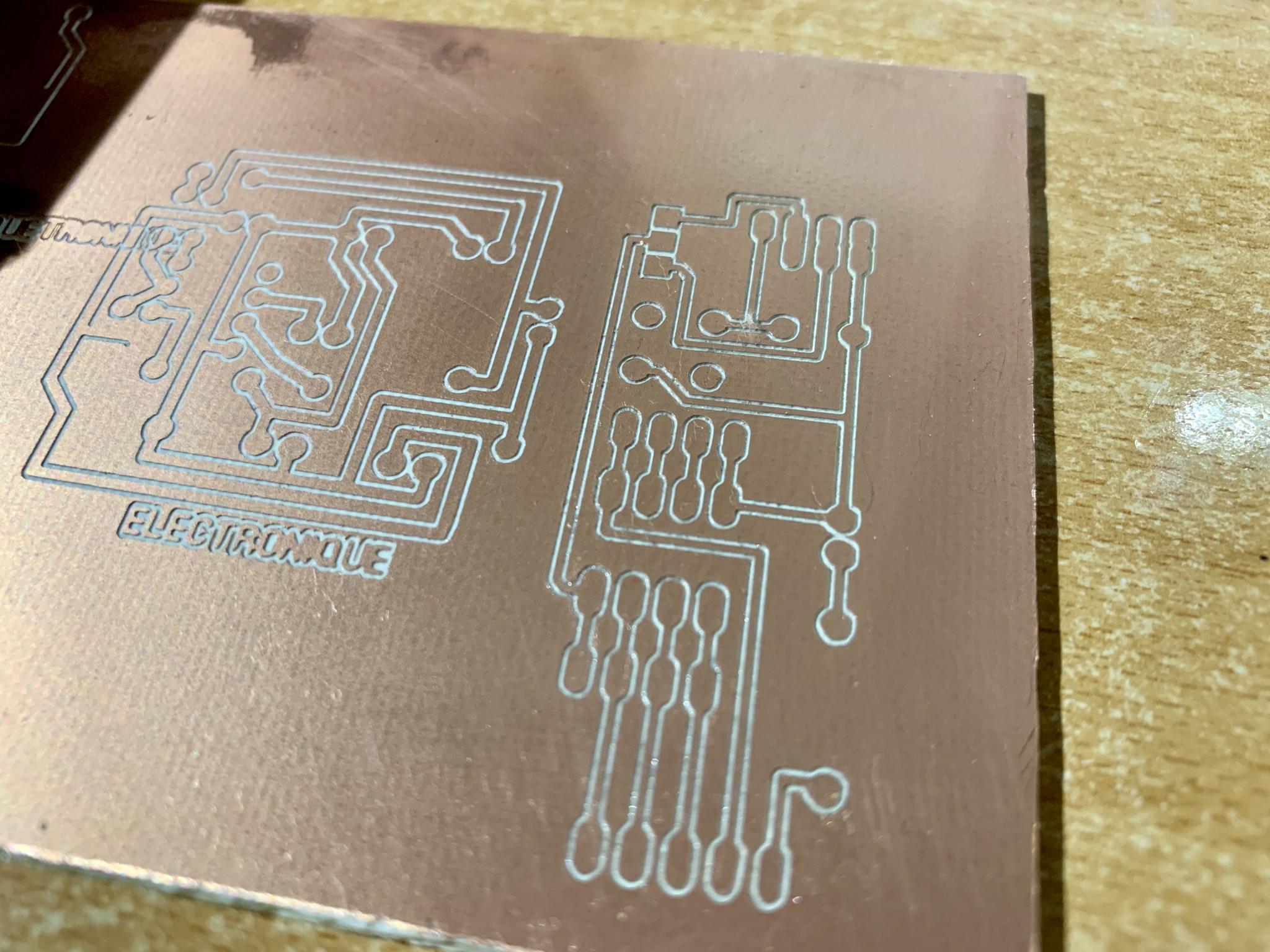
Salut à tous. Il y a longtemps, je faisais des circuits électroniques au fer à repasser et au perchlo. J'ai décidé d'être un peu plus écolo et tenter la gravure des pcb avec une graveuse cnc. J'en ai pris une de toute petite taille (le plateau d'impression fait 18 sur 10 cm), c'est une cnc 1610. Je l'ai trouvée sur Amazon, elle m'a été livrée avec la rapidité connue du site, très facile à construire en 2 à 3 heures en s'appliquant et opérationnelle immédiatement. Elle est extrêmement rigide et les déplacements du plateau et du mandrin se font sans forcer de part le système de construction. Elle est livrée avec un écran externe qui permet de la faire fonctionner sans ordinateur, mais lors de mes premiers tests, je me suis aperçu que si l'écran est branché, la communication usb avec l'ordi ne se fait plus. L'écran permet l'insertion d'une carte micro qui est livrée avec. Je l'ai donc testée en la branchant avec l'ordinateur. Elle est livrée avec GBLC Control qui permet de la piloter et de faire le point 0. J'ai essayé une gravure pour faire un circuit imprimé, et après avoir tatonné un peu pour la profondeur de gravure, je dois reconnaitre que je suis assez bluffé. Je l'ai utilisée avec un mèche livrée avec la machine, je pense qu'elles ne sont pas prévues pour ça (je met un s car 10 mèches identiques sont livrées avec la machine). Le type de gravure est dit à l'anglaise, les points en rapport sont dans des zones connectées. Le tracé final est hyper propre, sur l'image ci-dessus, vers le haut à droite, il semble qu'il y ait un défaut, c'est de la poussière car j'avais recouvert la plaque cuivrée avec un peu d'huile de vaseline, et il faut bien nettoyer après, mais j'avais fait la photo et j'ai eu la flemme d'en refaire une autre... Pour vous donner une idée, voici un agrandissement de la plaque pour que vous vous rendiez compte de l'efficacité de la machine. Après la gravure, la machine se remet au point 0 et peut repartir pour faire les trous et découper la plaque, mais je n'ai pas encore les mèches qu'il faut. Je vais apporter quelques modifications à cette cnc, en particulier mettre des end-stops et faire un blocage de plaque permettant l'impression 15x10cm sans que le mandrin soit gêné. Pour un premier essai, je suis assez content du résultat et si certains sont intéressés, je peux faire un tuto complet pour vous expliquer dans le détail comment à partir d'un plan pdf on peut arriver à l'envoyer sur la cnc.
 1 point
1 point -
@Luvwahraan fr.aliexpress.com/item/33042927706.html?spm=a2g0o.productlist.0.0.5295380eN1f7Qm&algo_pvid=936f1246-45df-4864-8d5b-eb6d225ea732&algo_expid=936f1246-45df-4864-8d5b-eb6d225ea732-1&btsid=092f0725-1261-4cee-a501-d7ae7e24daa0&ws_ab_test=searchweb0_0,searchweb201602_8,searchweb201603_52 il y a d'autres packs comme celui ci ou avec ou sans écrans... Qu'est-ce que atom dans tout ca?? je ne m'y suis pas interréssé.Je "métrise" le flash marlin mais je n'ai pas compris ce qu'etait "ATOM"1 point
-
Chez Biqu/BigTreeTech le pack n'est pas disponible avec des TMC2209 en ce moment. J'ai pris des 5160 pour ne pas attendre 15 ans, mais c'est surtout parce que je sais qu'ils me serviront pour autre chose plus tard. Par contre pas de sensorless homing avec. Sinon j'ai eu plus de galère à compiler Atom que Marlin 2.0 (en prenant la version du github de BTT), mais pour le moment je me suis contenté de faire tourner les moteurs et chauffer la tête, sans rien activer de spécial.1 point
-
Il suffit de les acheter chez watterott ou digikey, mais c'est plus cher1 point
-
j ai acheté le même. moi j 'ai fait comme ca :1 point
-
C'est tout à fait ce genre de déformation, en moins prononcé quand même CQFD : faut refroidir ! Au pire je la jetterai sur leboncoin Je suis parvenu à imprimer correctement 1kg de filament, pas de raison que je n'y arrive pas de nouveau ! Non mais !!!1 point
-
pour le réglage regarde ici à la fin de mon post1 point
-
Et pendant ce temps.... les pièces de la "tête à bascule" s'imprime...
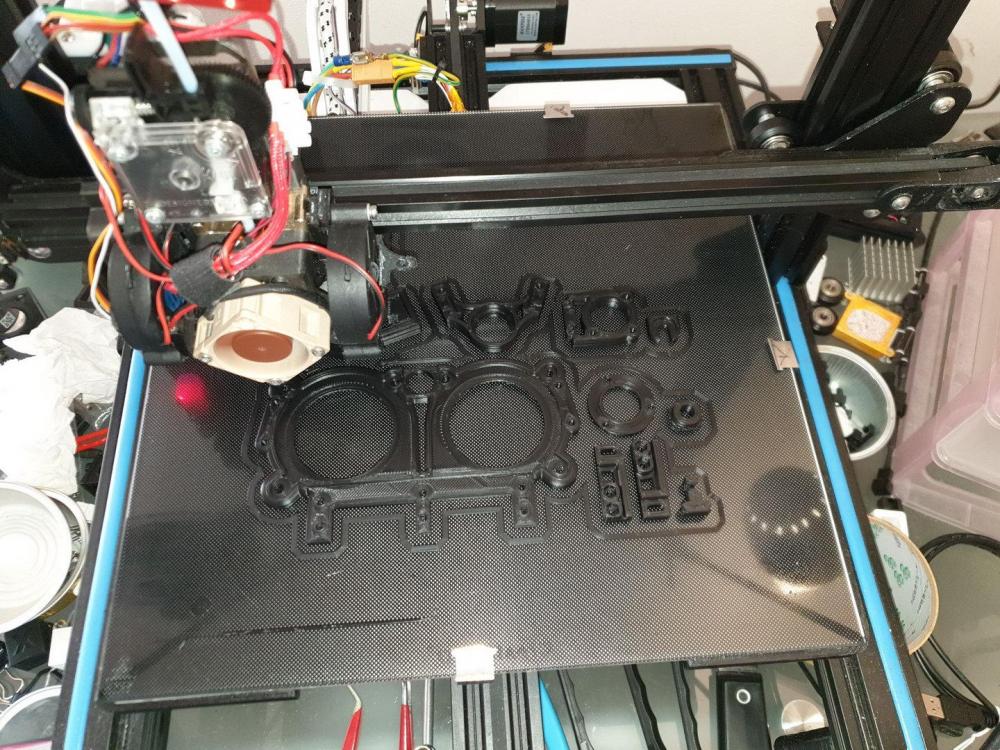 1 point
1 point -
de rien au plaisir !1 point
-
colis reçu super bien emballé et bien protégé! Merci encore @Oze1 point
-
Pour avoir deux moteurs en Z il n'y a pas forcément besoin d'une carte spécifique. Il est possible de mettre les moteurs en série/parallèle. Sinon la SKR pro 1.1 n'a pas l'air d'être un mauvais choix (c’est aussi celle que j’ai acheté), mais pour le moment il faut se débrouiller un peu seul la faire fonctionner, vu le peu le retours encore. Cf. post de @Poisson21.1 point
-
@fran6p @yopla31 Bon après de nombreux essai, j'ai enlever l'amorçage du fil dans le gcode de début d'impression, CURA ne fait pas le démarrage des couleurs systématiquement dans le même ordre, donc il faut bien commencé le print avec une tête d'impression complètement vide et faire l'amorçage à chaque changement de couleur seulement. Avant de lancer des gros prints, faire systématiquement des essais avec les fils que l'ont veux utilisé sur des petits prints où les 2 couleurs sont bien imbriqués. J'ai en effet été obligés de considérablement diminué le flow car par exemple pour des lettres imbriqués , je me suis retrouvé avec des reflux sur la 2eme couleur poussée par la première. Ceci est due je pense au fait que l'on extrude des wall dans les 2 couleurs côte à côte, et que les petits défaut de (sur)extrusion sur une couleur gêne l'extrusion de la 2eme couleur. J'ai aussi un petit problème avec des marques laissé par la buse (entouré en rouge sur la photo) mais je vois pas trop sur quel paramètre joué pour les enlever, la buse semble resté pendant quelque seconde au même endroit et quand elle repart enfin elle laisse une marque.
 1 point
1 point -
Connecteurs Dupont : https://www.amazon.fr/UEETEK-620PCS-connecteur-en-tête-logement/dp/B071RNP4R5/ref=pd_bxgy_23_3/262-8991427-4693327 Pour ta boite de connecteurs si ce sont des JST XH, le pas est de 2,54mm (ce sont ceux qui sont utilisés dans le lien que @Bosco2509 t'a donné pour les câbles tout prêts ). Il existe un autre modèle de JST, le PH dont le pas est de 2,00 mm Il y a même des modèles XHP (très semblables aux XH)... Bref de quoi s'y perdre . Tu as toujours la possibilité de rallonger tes câbles en jouant de la soudure accompagnée de gaine thermoplastique (tu coupes, tu insères un morceau de nouveau câble et tu soudes chaque extrémité (sans oublier de mettre la gaine thermo au préalble car une fois soudé c'est plus compliqué )...1 point
-
T'inquiètes, j'ai moi-même utilisé une ultrabase, ça passe largement, la surépaisseur est la même que pour une plaque de verre. Par contre méfies toi si tu imprimes du petg, il a tendance à arracher des morceaux de la plaque si le plateau était trop chaud pendant l'impression.1 point
-
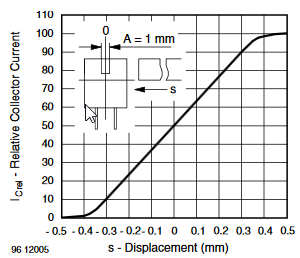
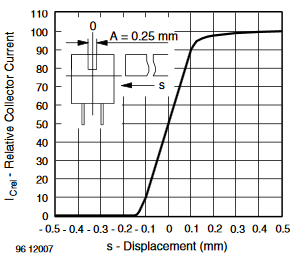
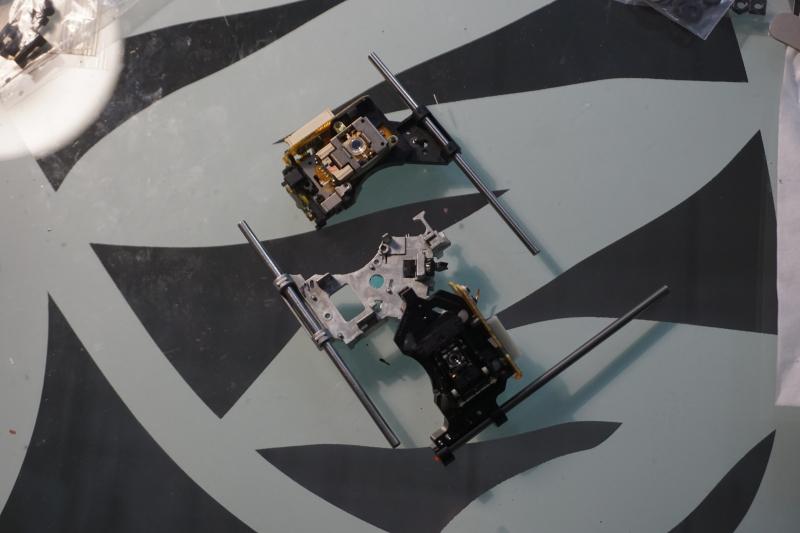
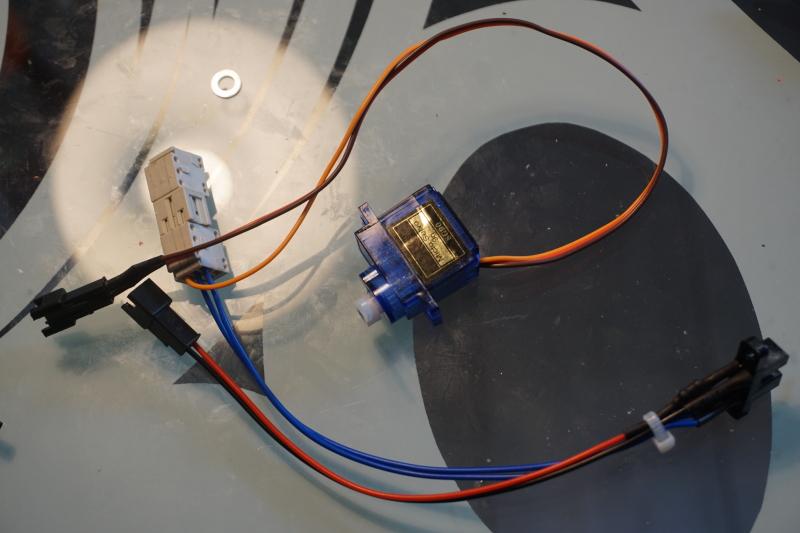
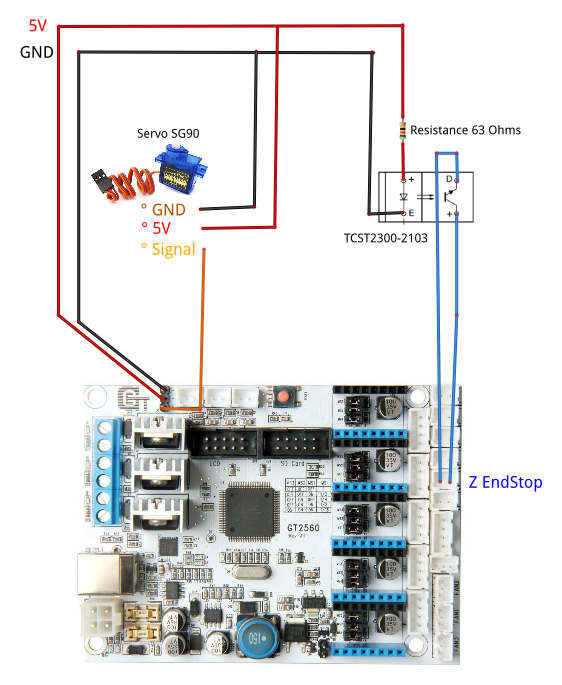
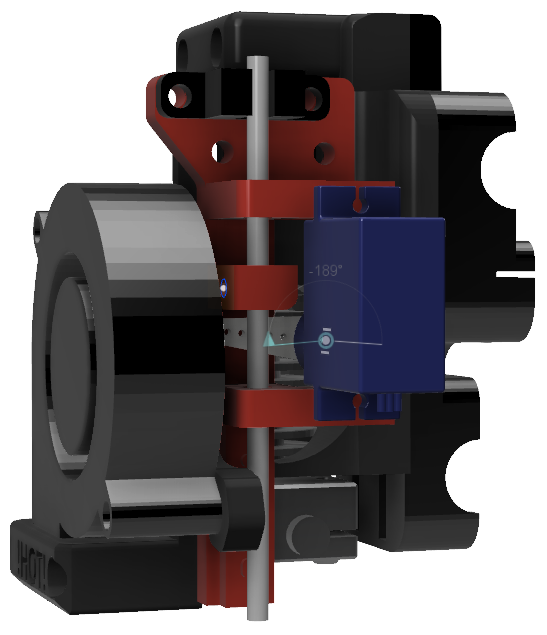
Je vous presente ceci: Le postulat de départ pour moi c'est: l'autolevel, c'est pratique, çà apporte un plus, mais ce n'est pas indispensable et je vais pas me ruiner pour ca. Du coup, pour un dizaine d'euro, j'ai acheté un 3DTouch. Au début niquel puis au bout de deux semaines, des galères au niveau de la première couche arrivent. je me rend très vite compte que le 3DTouch est déjà complètement a l'ouest avec des écarts de palpage de l'ordre de 0.2. Avant de le mettre a la poubelle, je le démonte et on voit bien que sa précision est lié a la qualité de l'ensemble. Retour sur un fin de course standard qui fait bien le Job, mais l'autolevel c'est vraiment agréable quand on y a gouté, quels sont mes choix possibles : Capteur capacitif, mouai ou BLTouch Original trop cher pour ce que c'est. Sachant qu'on peut contrôler des Servo, associé a un capteur optique, on peut faire quelque chose de pas trop mal. Je pensait avoir l'idee du siecle mais finalement en cherchant des infos, ca existe depuis un bail . Par contre pas vraiment d'info sur la réalisation et surtout aucune info sur la précision. Quelques videos de système existant : https://www.youtube.com/watch?v=BJbZ2XYm0p0 https://www.youtube.com/watch?time_continue=20&v=93bi-BLU6v8 https://www.youtube.com/watch?v=UmO2N2HlF7c https://www.youtube.com/watch?v=hqBF5s-aBCQ https://www.youtube.com/watch?v=Pyd__fvhwxA https://www.youtube.com/watch?v=JbkAqFJ49SA LE MATOS Pour le servo, on ne réfléchi pas ce sera un SG90. moins d' 1€ sur Aliexpress par exemple. Pour le capteur optique, j'ai choisi un TCST2300 La plupart du temps c'est un endstop optique qui est utilisé avec un capteur moyen voir médiocre. Moi j'ai pas besoin d’électronique superflu, de led ... J'ai choisi ce capteur pour son ouverture de 0.25mm contrairement au 1mm habituel. Une résistance chutrice de 63 Ohms (dans mon cas 2 resistances de 150 et 100 en //) fera l'affaire La pointe vient d'un lecteur DVD en panne. diametre de 2.99 pour une fourche de 3.1. Parfait Et c'est tout ! Ca vient de chine, ca laisse le temps de faire un peu de 3D EDIT : STL dispo sur Thingiverse : https://www.thingiverse.com/thing:2807107 LE CABLAGE Ca se branche exactement comme un 3DTouch/BLTOUCH. Ici sur ma GT2560A+ MARLIN Au niveau de Marlin, ICI une version 1.1.8 c'est grosso-modo comme un 3DTouch/BLTouch. Dans pins_GT2560_REV_A_PLUS.h on ne va pas déclarer un BLTouch mais on va utiliser les memes pins. On peut faire autrement mais j'ai fais simple. #define BOARD_NAME "GT2560 Rev.A+" #include "pins_GT2560_REV_A.h" #if ENABLED(BLTOUCH) #define SERVO0_PIN 11 #else //#define SERVO0_PIN 32 #define SERVO0_PIN 11 #endif Dans configuration.h , ca doit ressembler a ca //Parametre pour le Servo #define Z_ENDSTOP_SERVO_NR 0 #define Z_SERVO_ANGLES {70,0} // Z Servo Deploy and Stow angles // valeur testé avec M280 #define SERVO_DELAY { 300} // a augmenter a 1000 si servo lent #define DEACTIVATE_SERVOS_AFTER_MOVE //Apres c'est classique pour de l'autolevel et a adapter #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN #define AUTO_BED_LEVELING_LINEAR #define X_PROBE_OFFSET_FROM_EXTRUDER -25 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER -38 // Y offset: -front +behind [the nozzle] #define Z_PROBE_OFFSET_FROM_EXTRUDER -2.3 // Z offset: -below +above [the nozzle] #define LEFT_PROBE_BED_POSITION 30 #define RIGHT_PROBE_BED_POSITION 170 #define FRONT_PROBE_BED_POSITION 30 #define BACK_PROBE_BED_POSITION 170 #define LEVEL_BED_CORNERS #define Z_SAFE_HOMING #define EEPROM_SETTINGS // Enable for M500 and M501 commands #define NUM_SERVOS 1 // Servo index starts with 0 for M280 command // The size of the print bed #define X_BED_SIZE 200 #define Y_BED_SIZE 200 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS 200 #define Y_MAX_POS 200 #define Z_MAX_POS 180 #define Z_PROBE_OFFSET_RANGE_MIN -20 #define Z_PROBE_OFFSET_RANGE_MAX 20 //#define BED_CENTER_AT_0_0 #define MANUAL_X_HOME_POS -12 #define MANUAL_Y_HOME_POS -4 #define MANUAL_Z_HOME_POS #define Z_MIN_PROBE_REPEATABILITY_TEST et quelques commandes pratique dans ce cas M280 P0 s0 // position 0 du servo M280 P0 S90 //position 90° M119 // STATUS ENDSTOP M401 // sortir le bras ou M280 P0 SXXX M402 // rentrer le bras ou M280 P0 SXXX Pour conclure, c'est surement moins sexy qu'un BLTouch mais pour quelques €, j'ai quelque chose qui marche tres bien et surtout que je maitrise. Test de repetibilité : 18:50:59.612 : M48 Z-Probe Repeatability Test 18:50:59.612 : Positioning the probe... 18:51:08.043 : Bed X: 50.000 Y: 50.000 Z: -0.043 18:51:13.085 : 1 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:18.122 : 2 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:23.157 : 3 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:28.194 : 4 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:33.247 : 5 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:38.285 : 6 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:43.323 : 7 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:48.359 : 8 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:53.395 : 9 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:58.433 : 10 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:52:01.282 : Finished! 18:52:01.282 : Mean: -0.042714 Min: -0.043 Max: -0.043 Range: 0.000 18:52:01.282 : Standard Deviation: 0.000000


 1 point
1 point -
Bonjour, Je pratique un peu le modélisme avec une voiture thermique grande échelle 1/5ème et il y a presque un an, j'ai décidé de faire appel à un maker inscrit sur Freelabster. J'avais besoin d'imprimer des supports carrosserie en nylon que j'ai dessiné, mais que je n'arrivais pas à imprimer, j'avais que des échecs : décollement, déformation, etc... Pour éviter de gaspiller toute ma bobine de nylon, j'ai envoyé mes fichiers sur Freelabster et confié le travail à un des makers qui m'ont contacté. J'avais demandé une impression en nylon avec un taux de remplissage de 100%. J'ai bien reçu les pièces, mais j'avais un gros doute sur la matière utilisée. Déjà, ça n'avait pas l'aspect du nylon et les pièces étaient très rigides alors que le nylon est souple. Aujourd'hui, petite sortie avec ma voiture RC et la voiture s'est retournée dans un virage. Comme je m'y attendais, les supports imprimés ont tous explosé alors que le nylon aurait dû plier. En découpant les morceaux, je peux pratiquement affirmer que c'est du vulgaire PLA au lieu du Nylon et en plus avec un faible taux de remplissage !! Résultat, 35 euros à la poubelle pour rien !0 points
-
Non, j'ai cassé la pièce seulement hier après-midi et je n'ai rien fait. De toute façon, après 10 mois, ça ne servira pas à grand-chose et je n'aurais pas dû accepter la pièce pour pouvoir faire une réclamation.0 points
-
SAGA Gearbest/Alfawise U20 pro. Après avoir fait quelques test à la demande de Gearbest cad vérification des connectiques et modification des réglages à l'aide de la vis sur le capteur, le capteur ne s'allume plus du tout désormais !!??. J'attends l'envoie d'un nouveau capteur (pas de nouvelle ça fait 3 jours, c'est qu'il n'est pas encore parti). Concernant ma demande de remboursement complet pour cette imprimante, Gearbest fait totalement la sourde oreille.0 points
-
Envoie un courrier a la DGCCRF0 points
-
Le phénomène de "Pneufit qui laisse glissé le tube PTFE" est appelé "Backlash". Il existe des "clips" sur Thingiverse qu'il te suffit d'imprimer et de mettre sur le Pneufit... en voici quelques-un : https://www.thingiverse.com/thing:1118187 https://www.thingiverse.com/thing:699415 https://www.thingiverse.com/thing:699199 Il se peut que cela soit juste ton Pneufit qui soit de mauvaise qualité ou défecteux... tu peut le remplacer si besoin. Et pour répondre à ta question : La réponse : OUI ! Bien évidemment ! Il faudra sûrement cependant, imprimé un adapteur... ou en modéliser un si besoin. Ceci dit... j'ai pas encore eût entre les mains un "Magnet-fit"... donc c'est une supposition.0 points
-
Bonjour, Je pense que la première chose à faire serait de prendre le temps de parcourir le forum. La plupart des réponses s y trouve sans trop d effort...0 points














.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)





