Classement




Contenu populaire
Contenu avec la plus haute réputation dans 14/01/2020 Dans tous les contenus
-
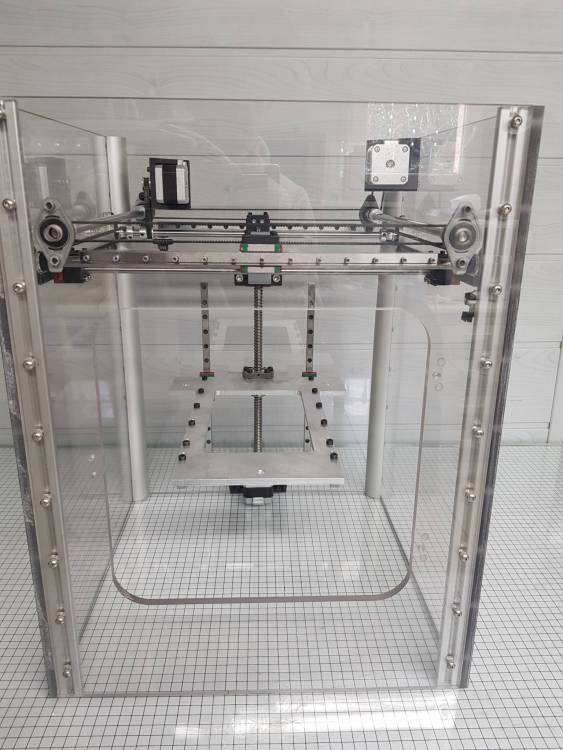
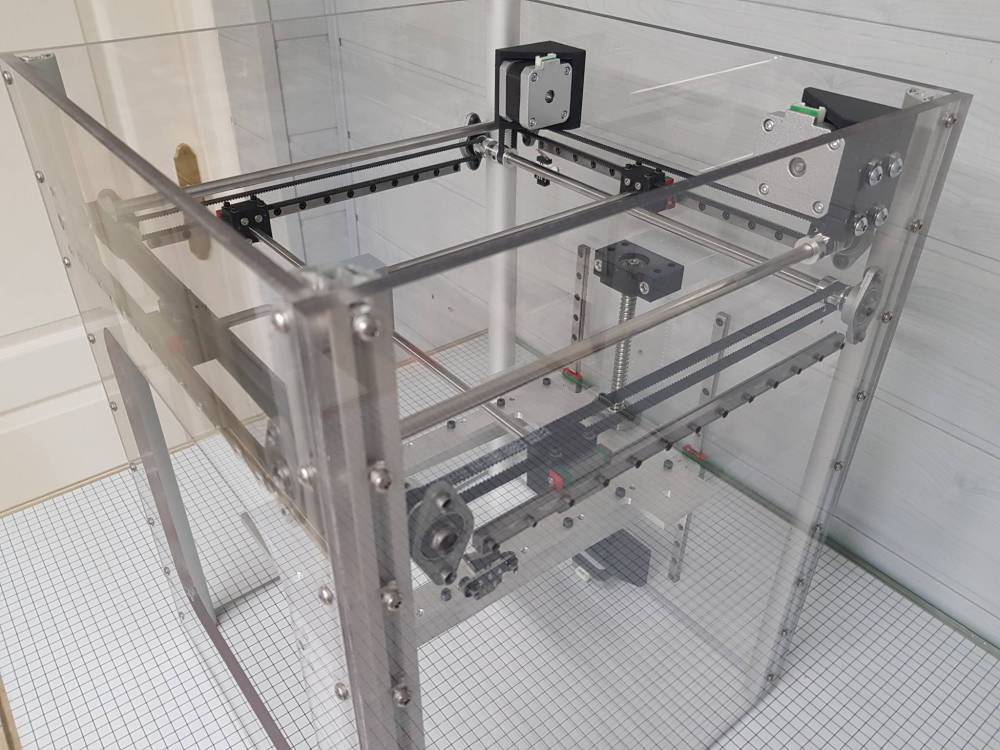
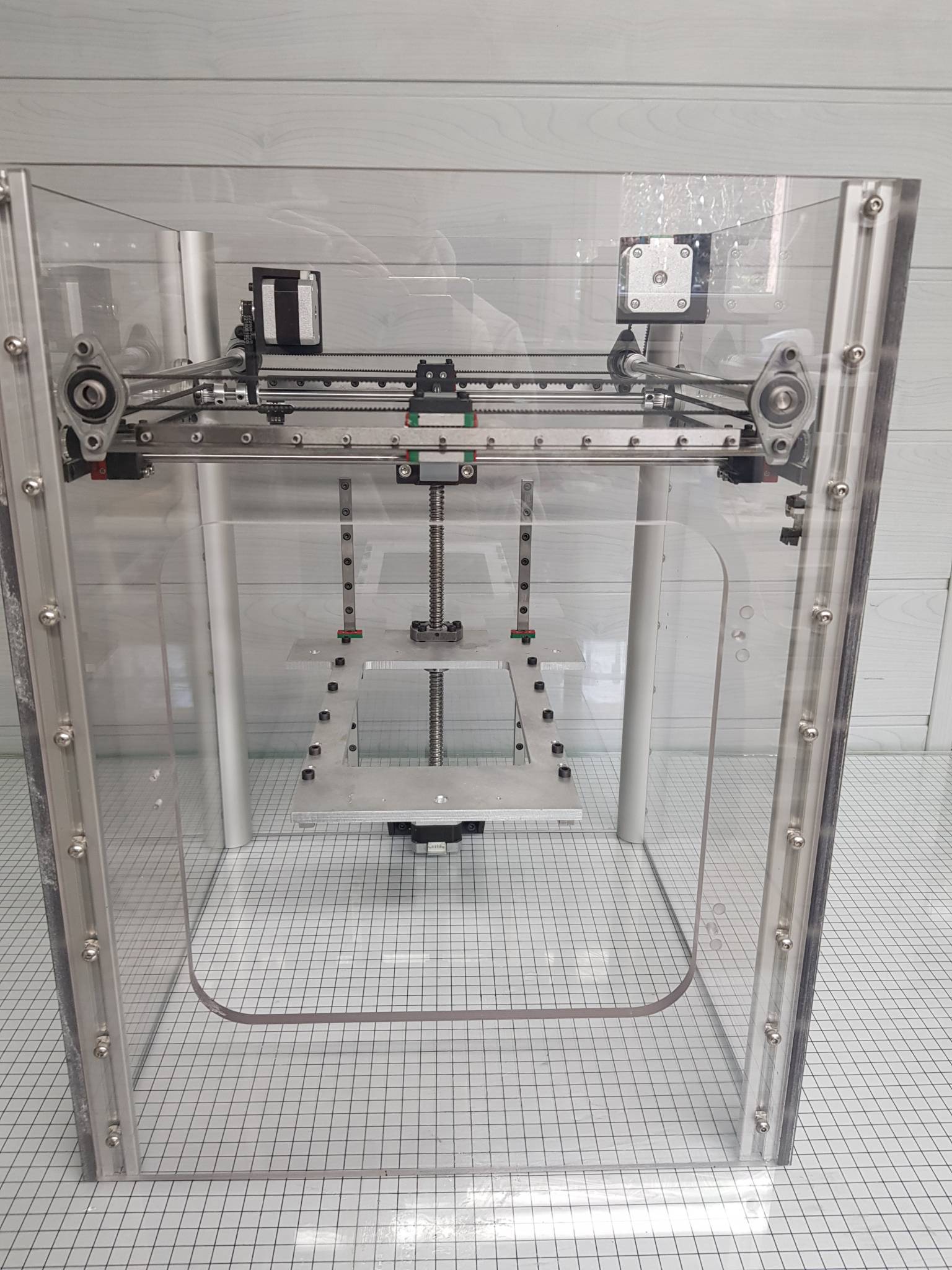
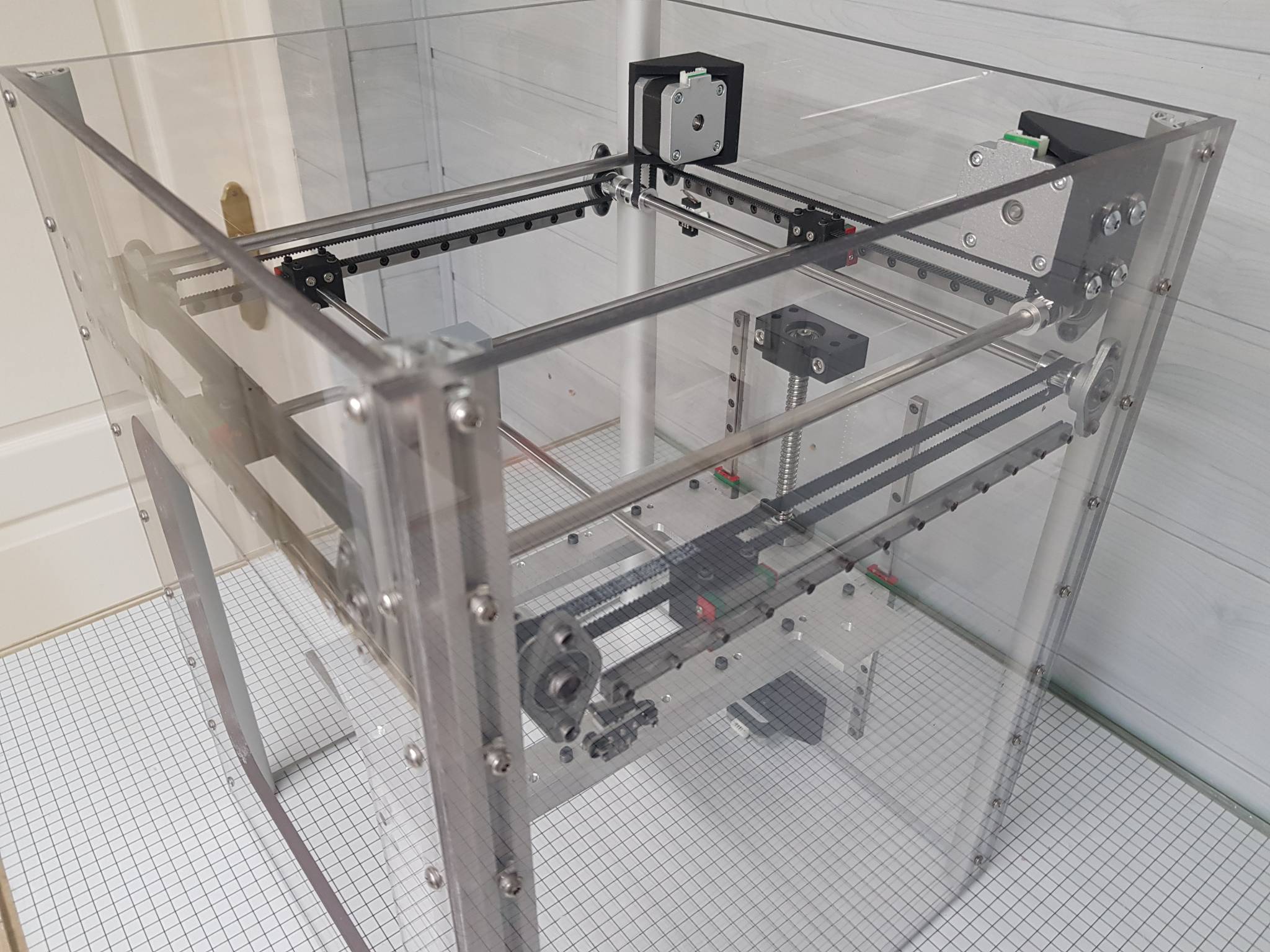
Bonjour a tous ci joint quelques photos de mon imprimante en cours de construction , le chassis est usiné en plexi epaisseur 8 avec ma fraiseuse cnc , le support plateau est en alu qualité aviation et usiné en cnc pour ce qui est du support extrudeur , support moteur et chariot porte courroie je les ais imprimer en PLA les guidages sont composer de rails hiwin , les courroies sont au pas de 2 , et j'ai utilisé une vis a bille pour la translation du Z pOUR CE QUI EST DU VOLUME D4IMPRESSION IL SERA DE 220X200X220
 3 points
3 points -
Ce sera bientôt ton cas (bientôt étant évidemment relatif par ces temps qui courent ).3 points
-
pour ceux qui le suivait ;il a annoncer son retour . son message Le GüeroLocoil y a 2 jours Salut à tous !! Premièrement, merci à tous pour vos bons mots et encouragements dans les derniers mois, vous êtes vraiment fantastique. Mon épouse va bien, tout semble être rentré dans l'ordre ! Bonne nouvelle, après 4 mois de retraite et prendre du temps avec ma famille, je suis de retour ! Je vais faire environ une vidéo par mois, question de resté modéré :). La famille est importante, et après discussion, nous avons décidé de faire un retour, mais sans faire d'abus. 2-3 vidéos pas semaines, c'était beaucoup! Autre bonne nouvelle, il y aura des petites vidéos spéciales, peu éditées qui seront disponible pour ceux qui désirerons supporterons la chaîne. Ces vidéos seront des montages, fails, ou tests que je fais, et que normalement je n'enregistre pas. elles seront peu éditées, donc, cela ne me demandera pas de temps supplémentaire Donc, soyez attentif, de nouvelles vidéos sous peu !2 points
-
Ooooooh j'ai aucune prétention dans ce domaine, y'a des gâââârs bien plus pointus que moué Vla juste un p'tit truc En plusse j'arrive pas bien à me servir du LICEcap de @Kachidoki (j'ai beau centrer l'animation dans le rectangle de sélection, ça l'fait pas, comme virer le bandeau bleu en haut) Un peu de pédagogie serait bienvenue.
 2 points
2 points -
L'utilisateur @xanax38 n'est plus intervenu sur le forum depuis avril de l’an dernier et son post date de septembre 2018 @steeve_becker, c'est gentil de vouloir apporter de l'aide mais soit l'utilisateur a résolu son problème soit il a trop pris de son pseudo .2 points
-
C'est un beau test. Bravo @fran6p2 points
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
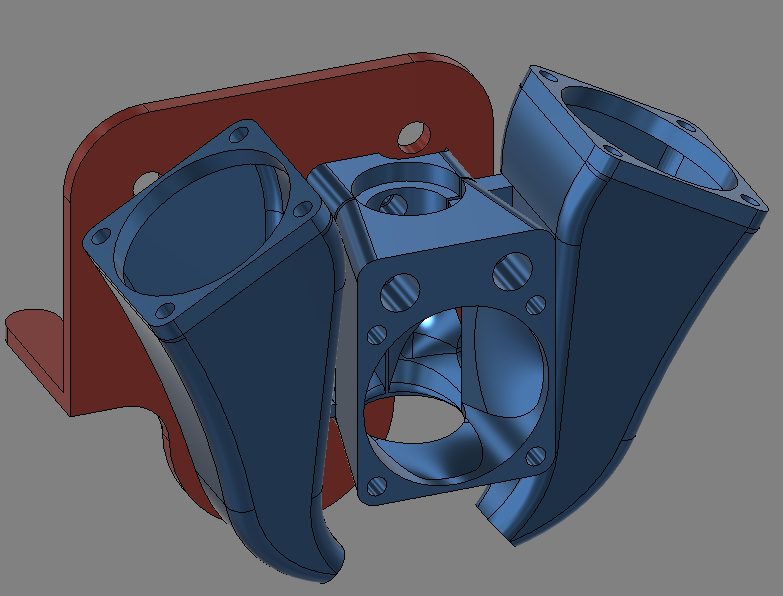
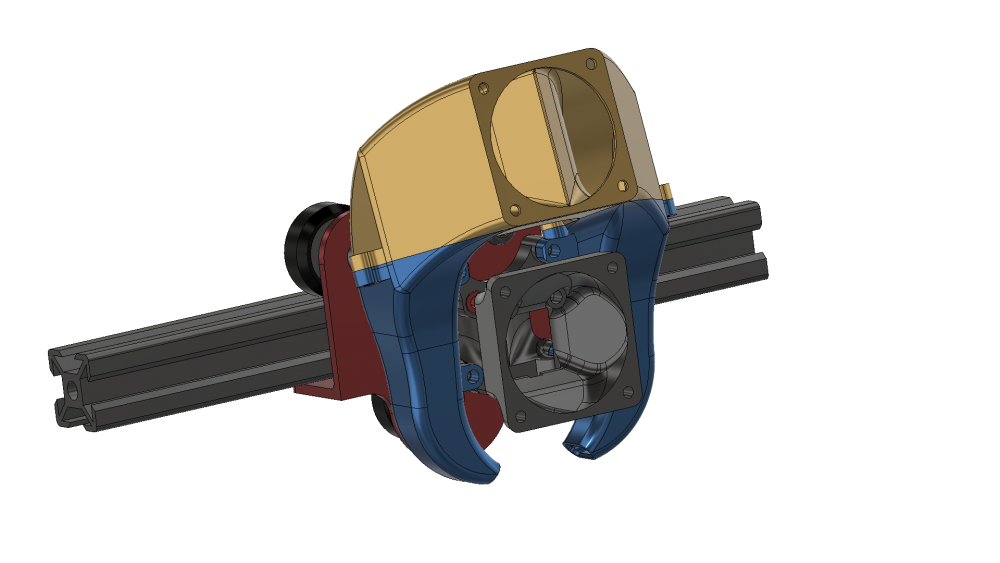
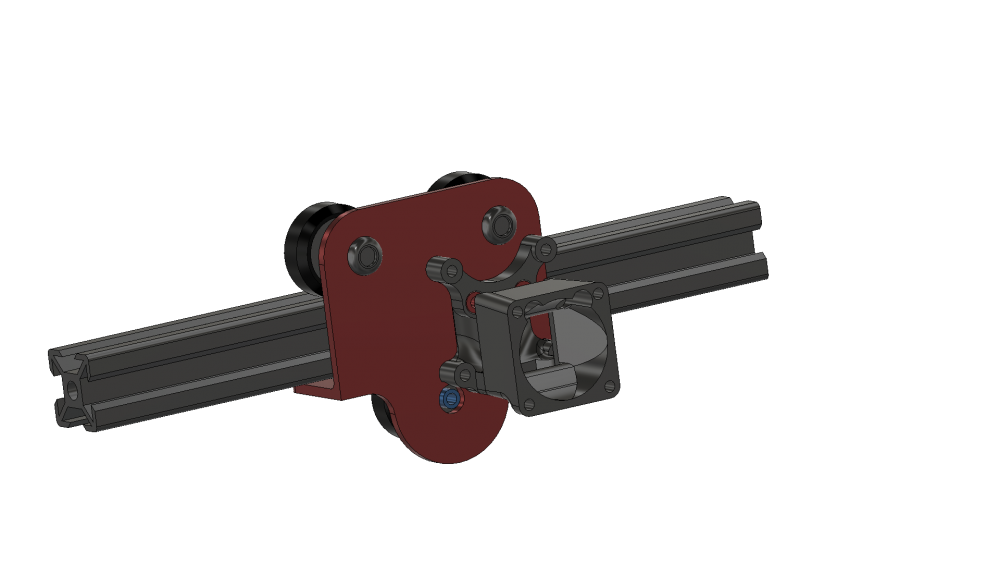
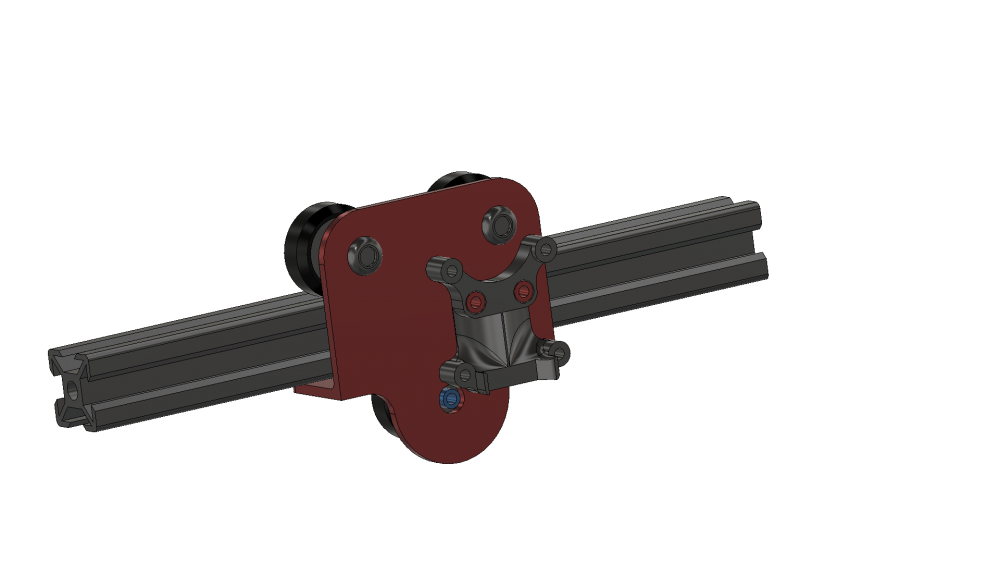
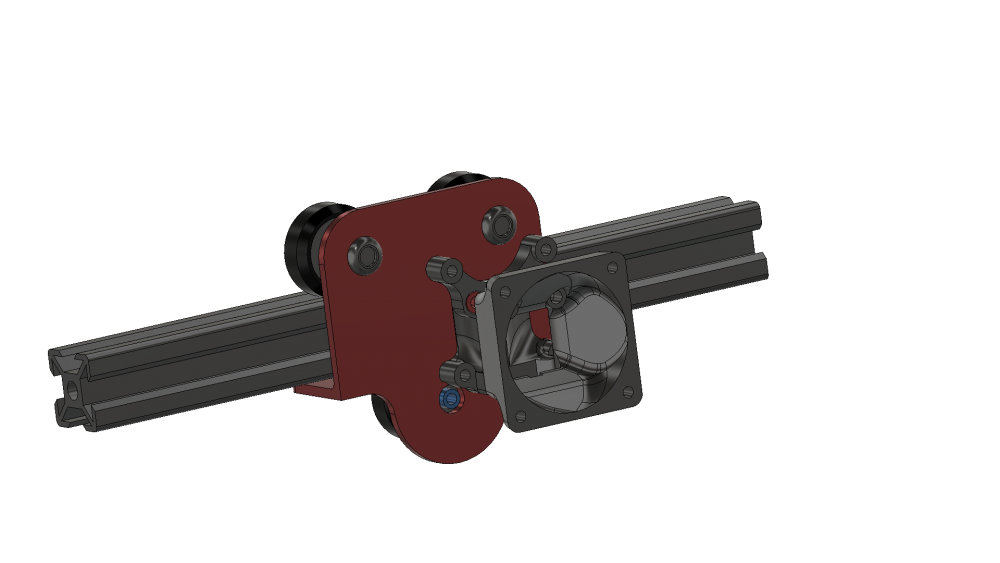
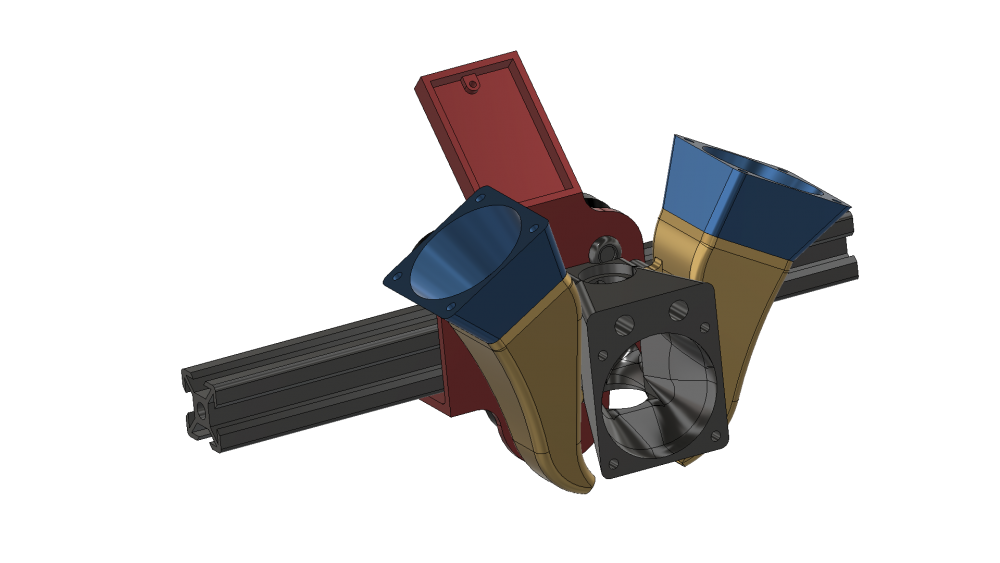
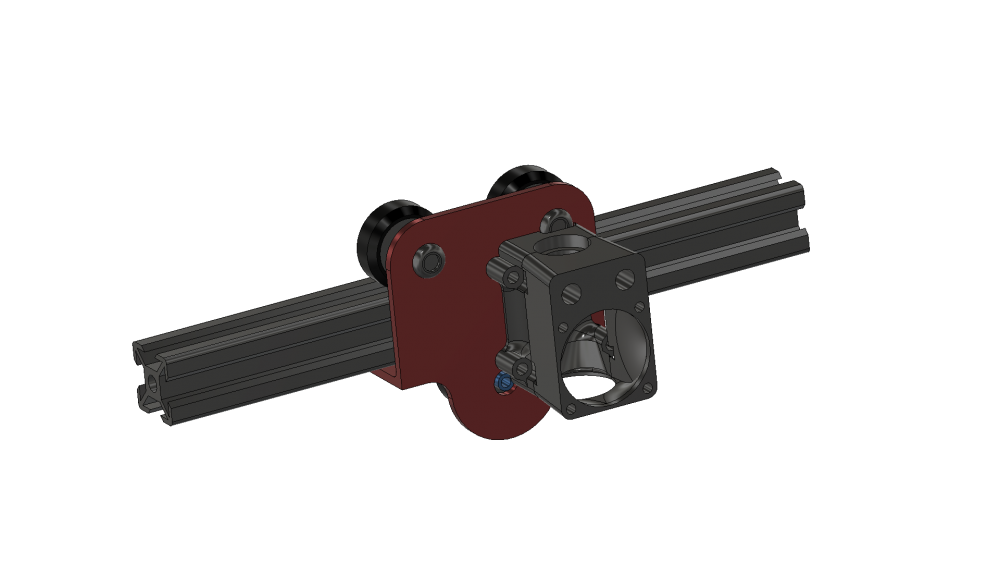
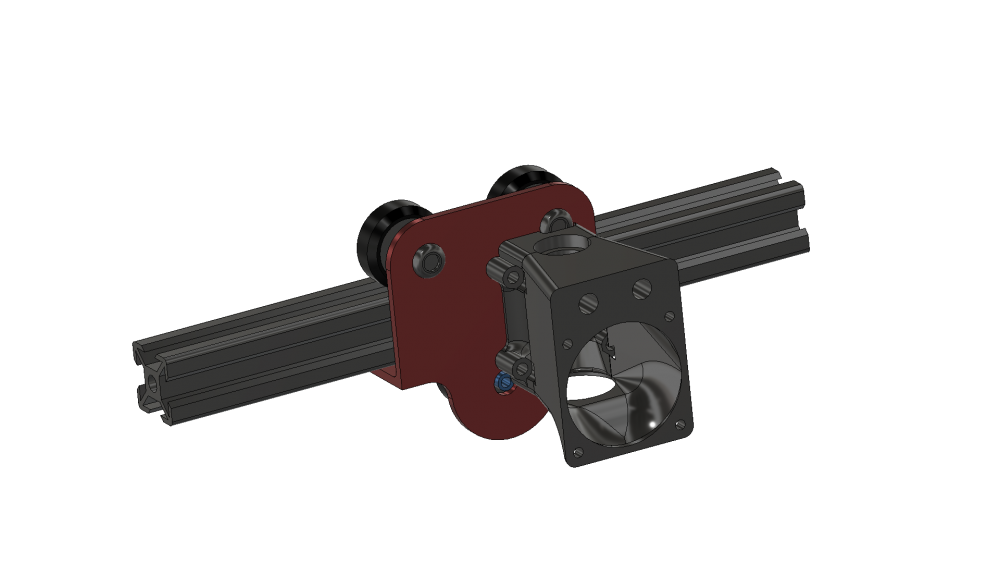
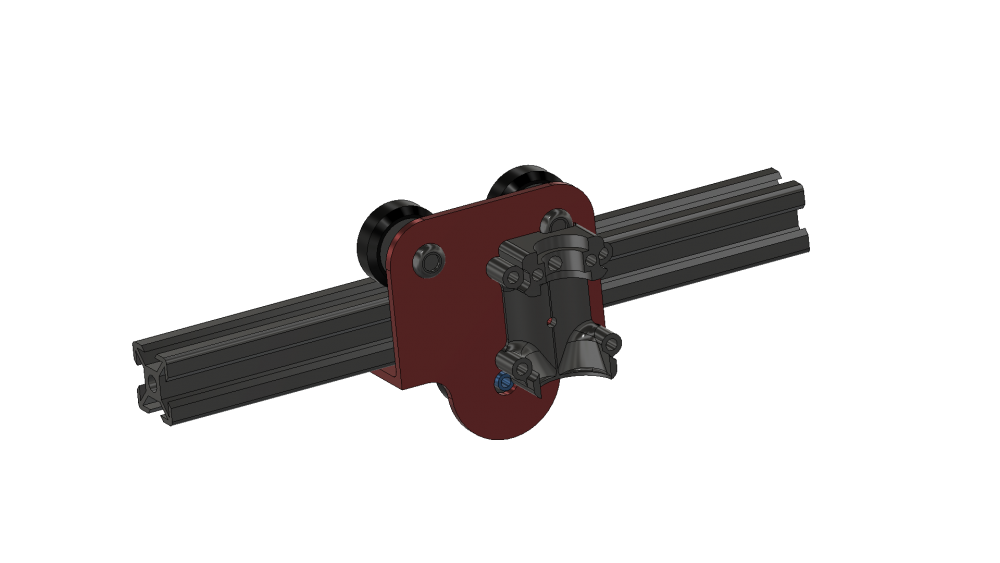
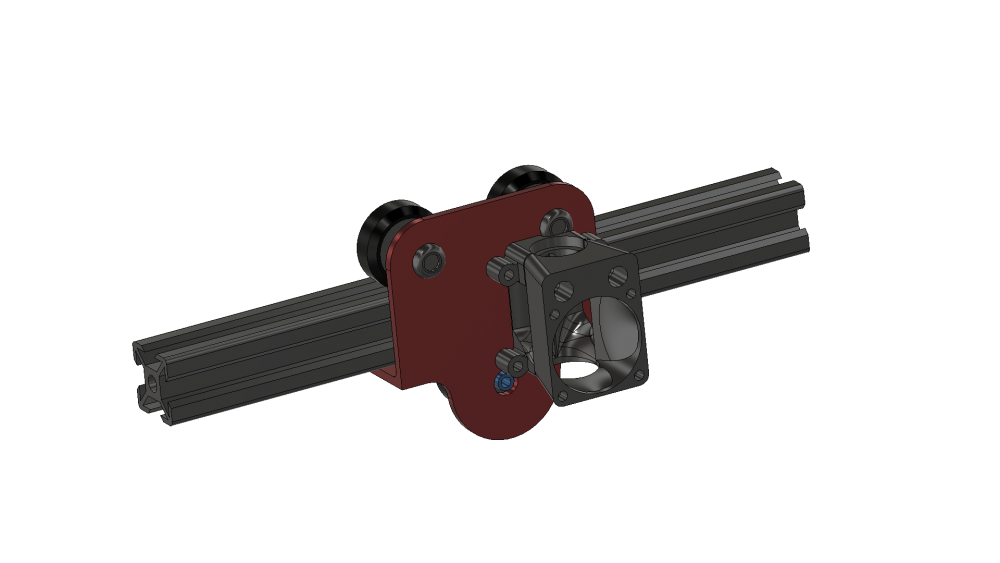
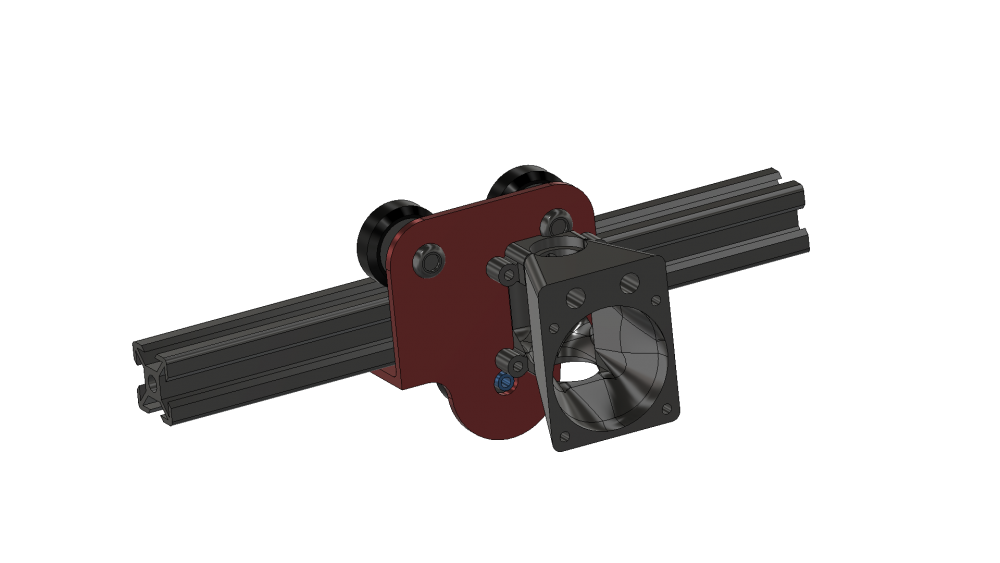
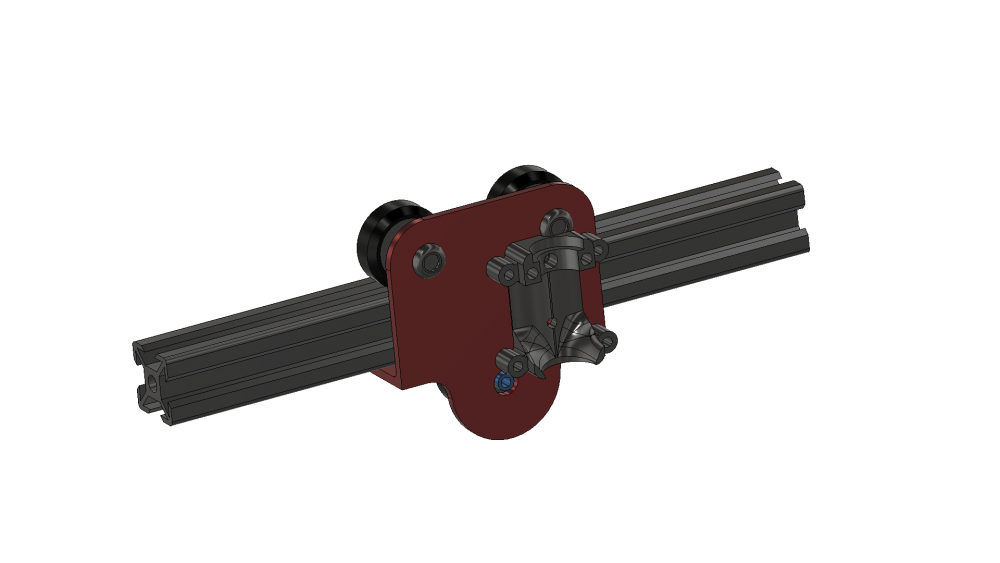
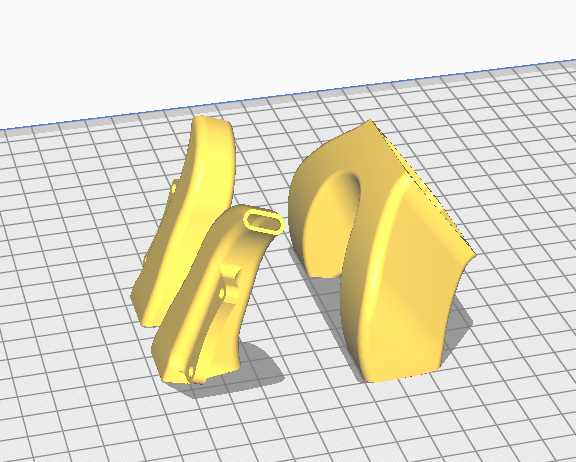
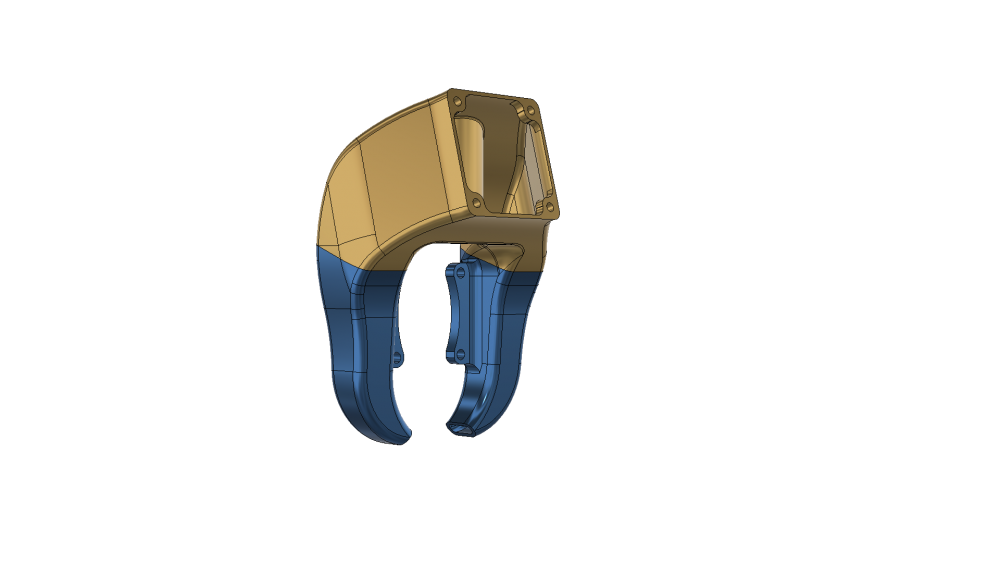
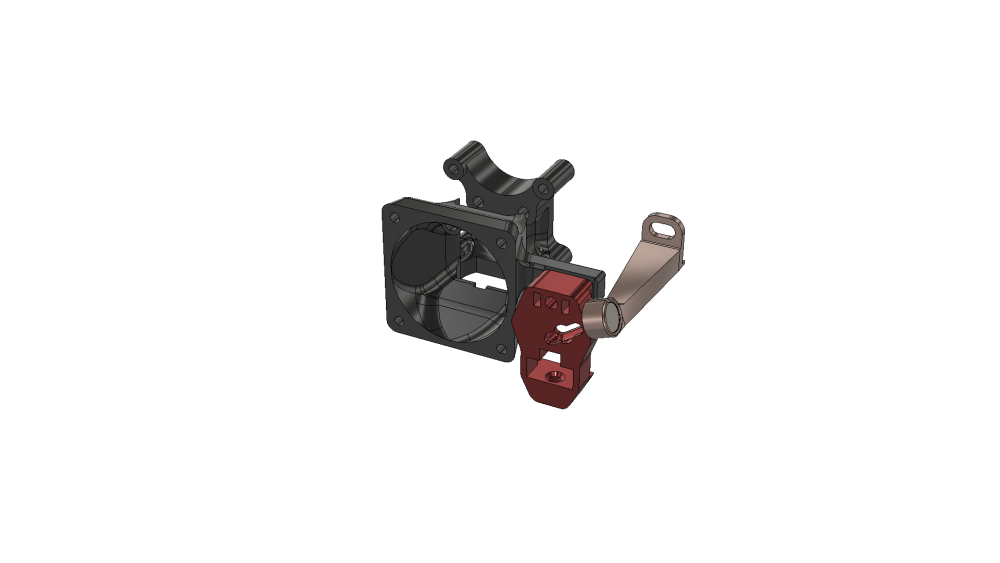
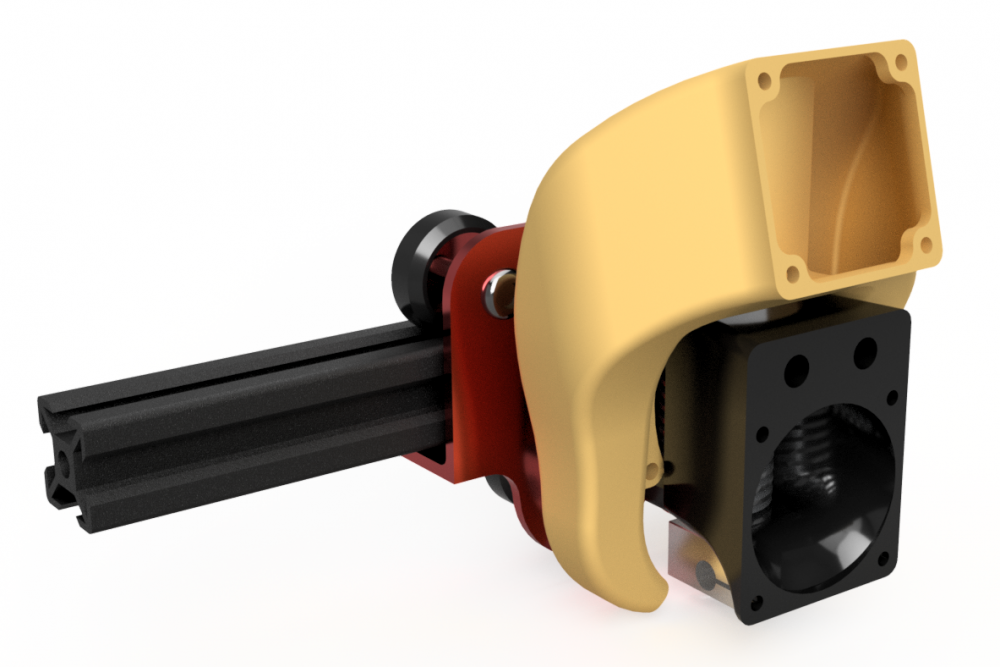
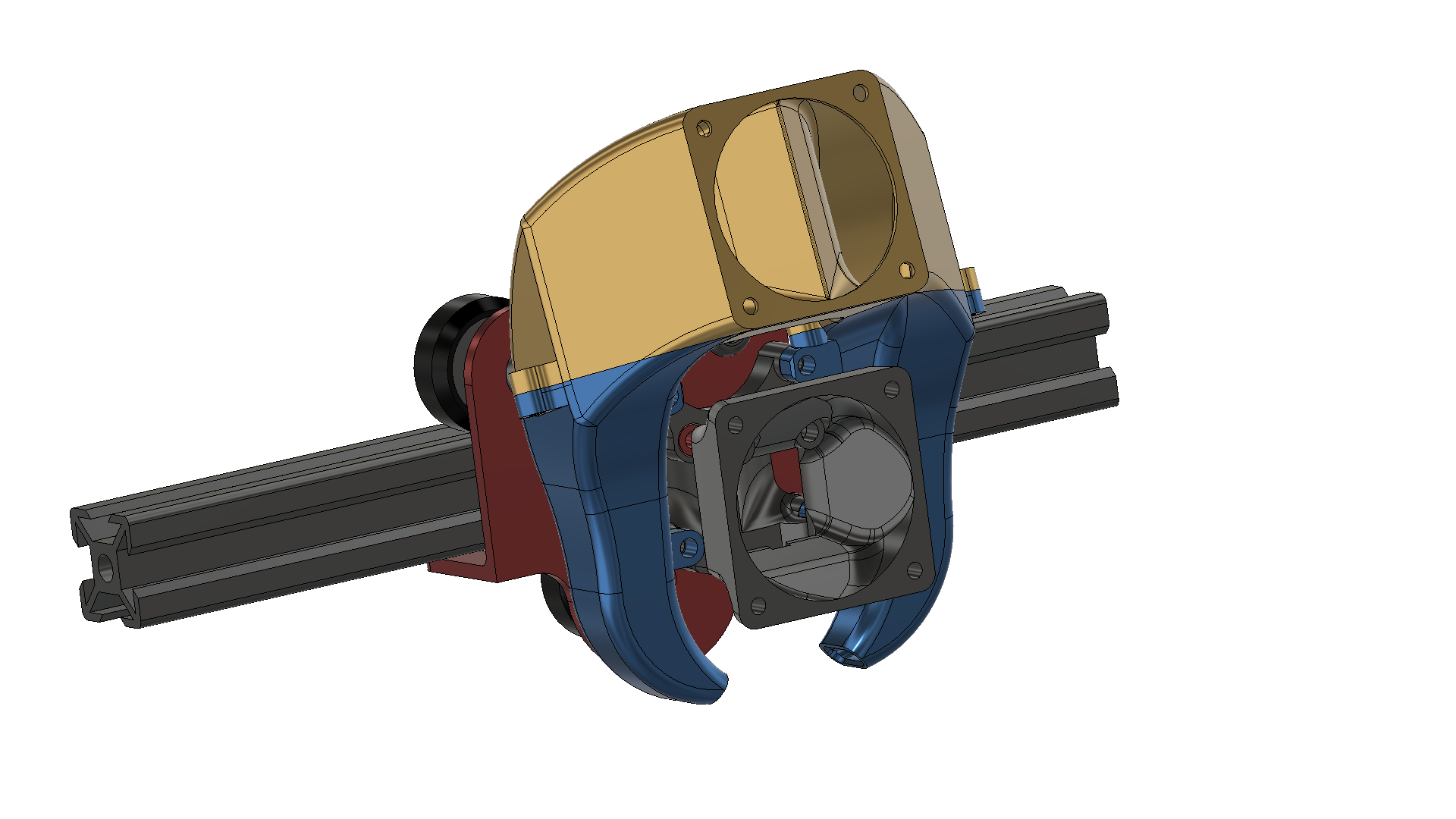
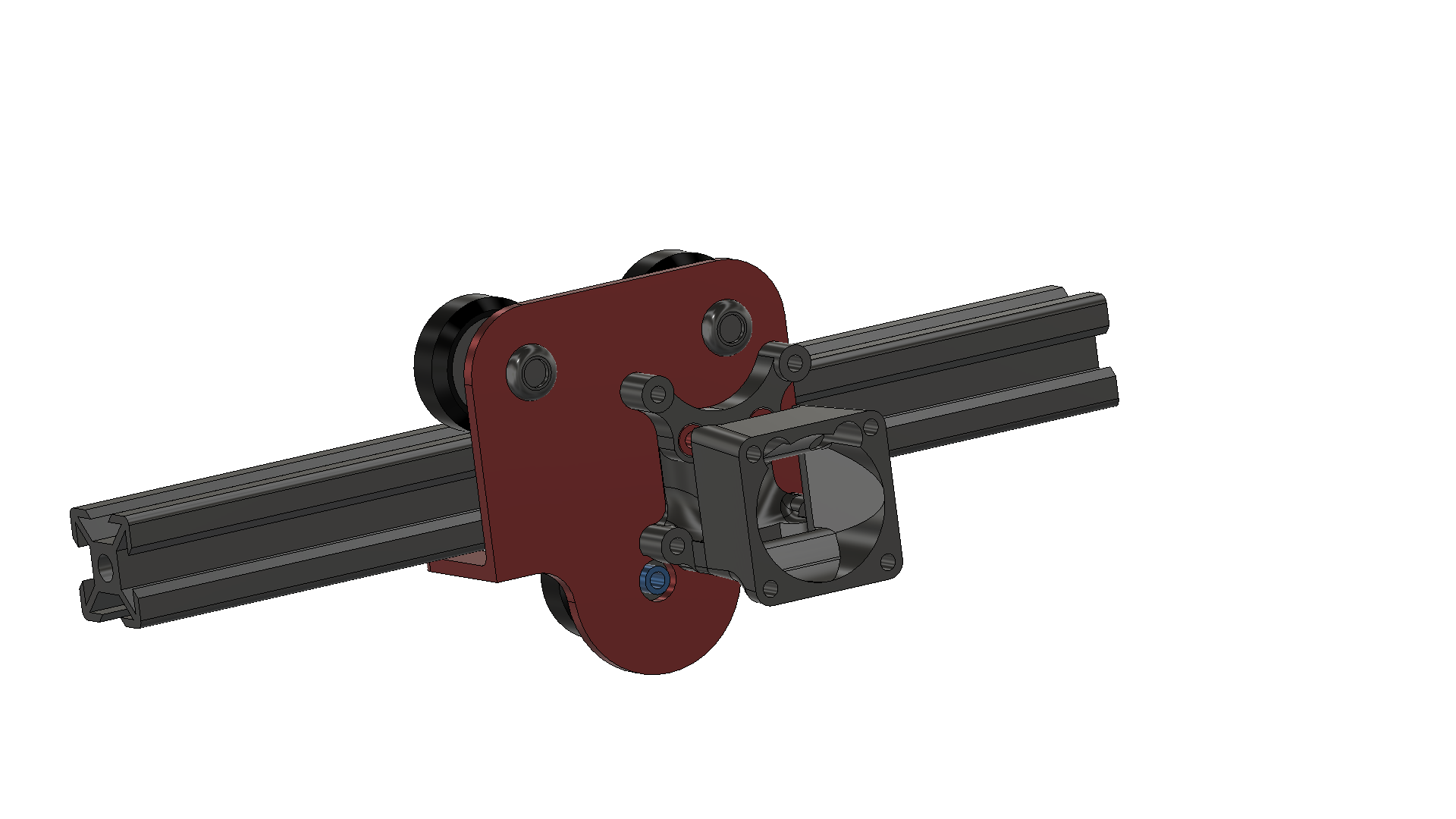
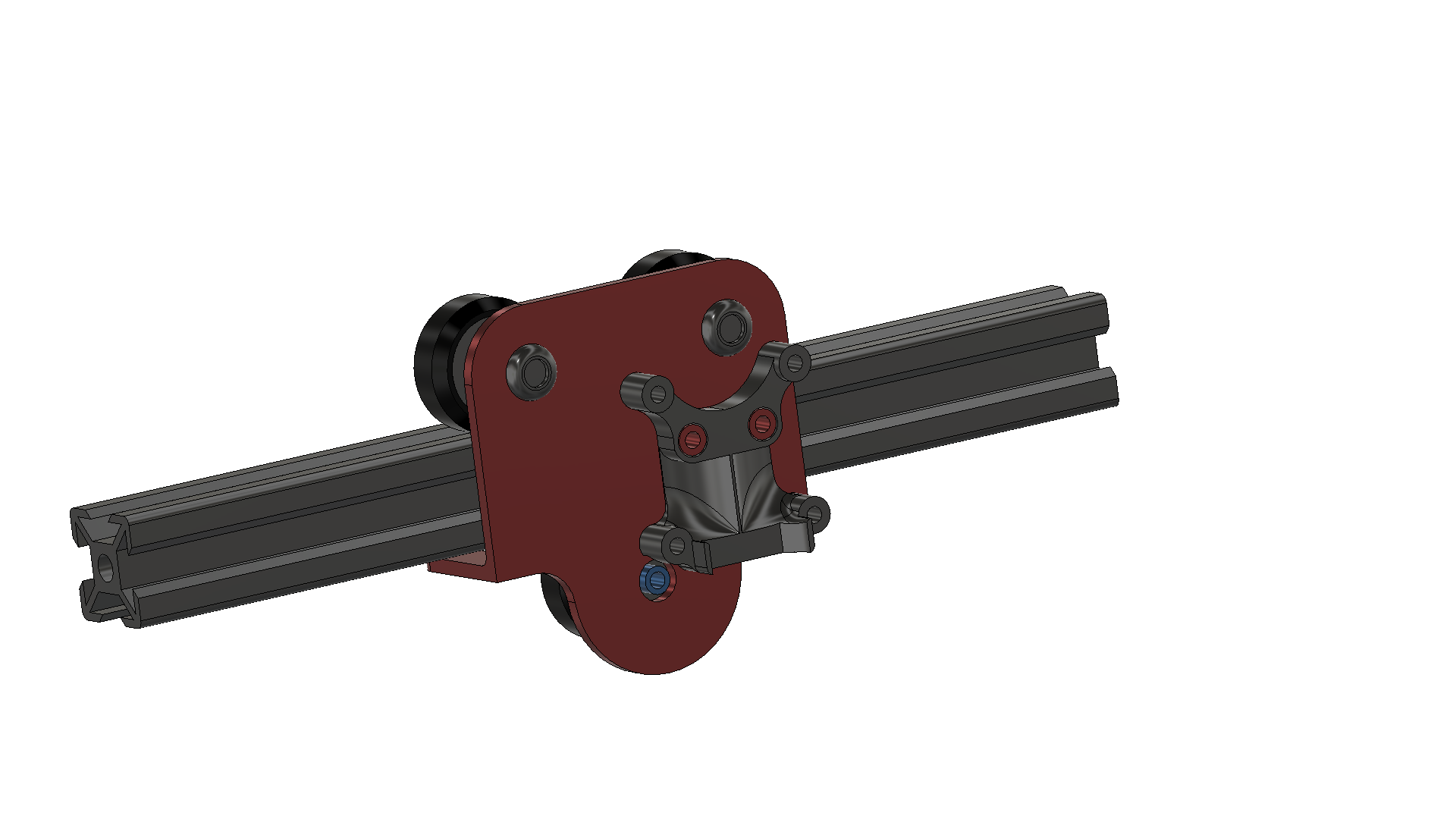
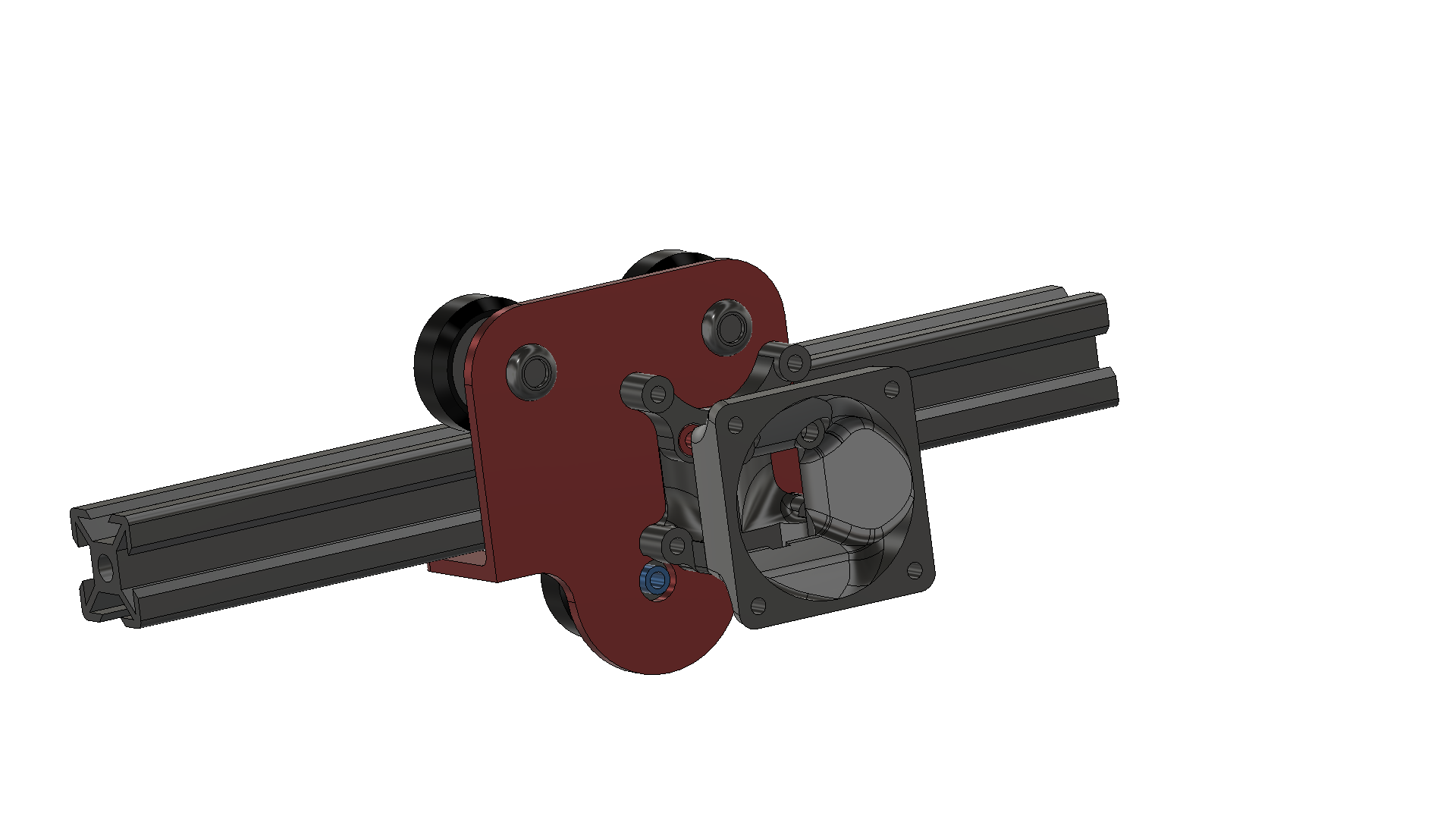
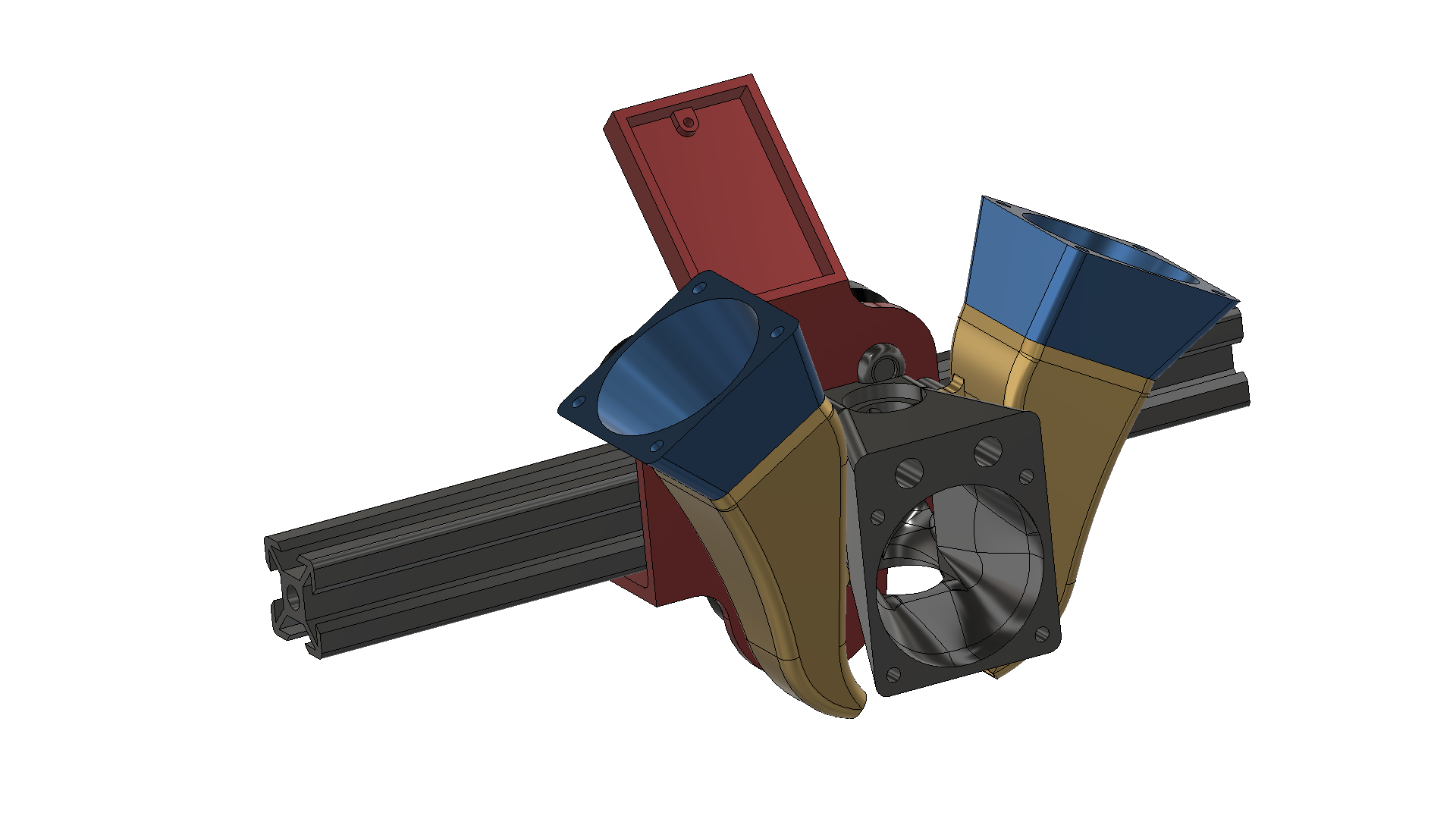
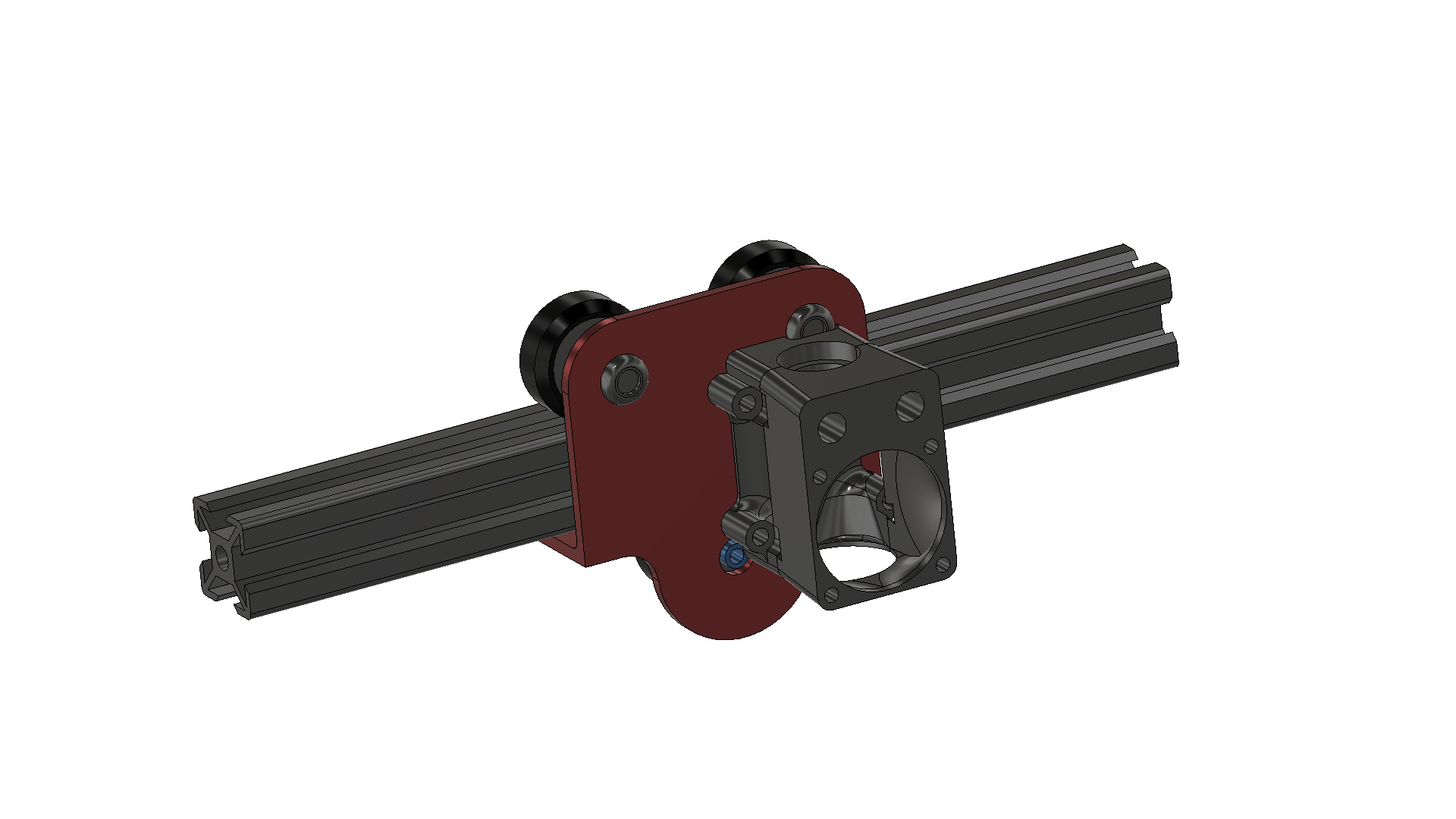
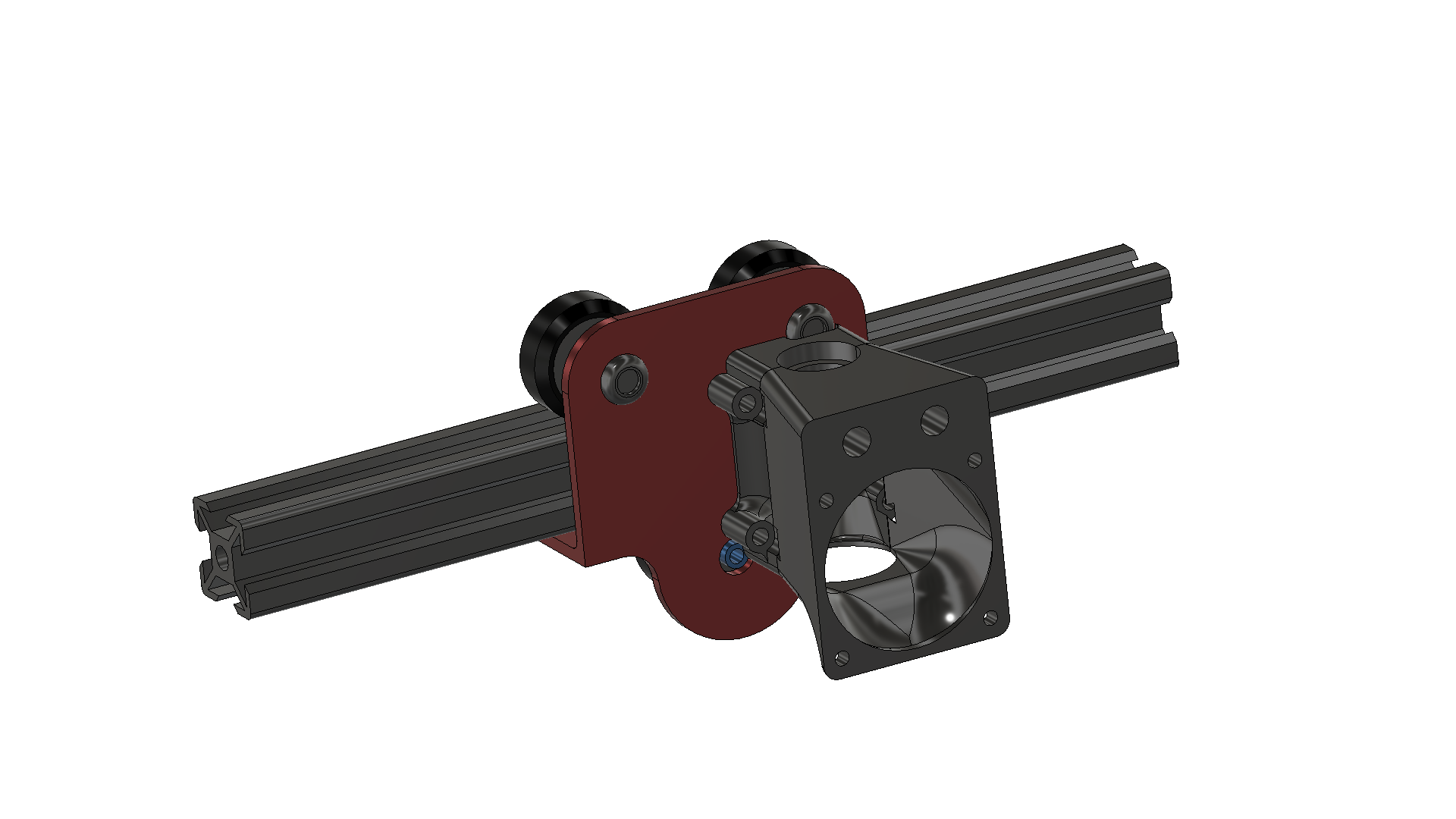
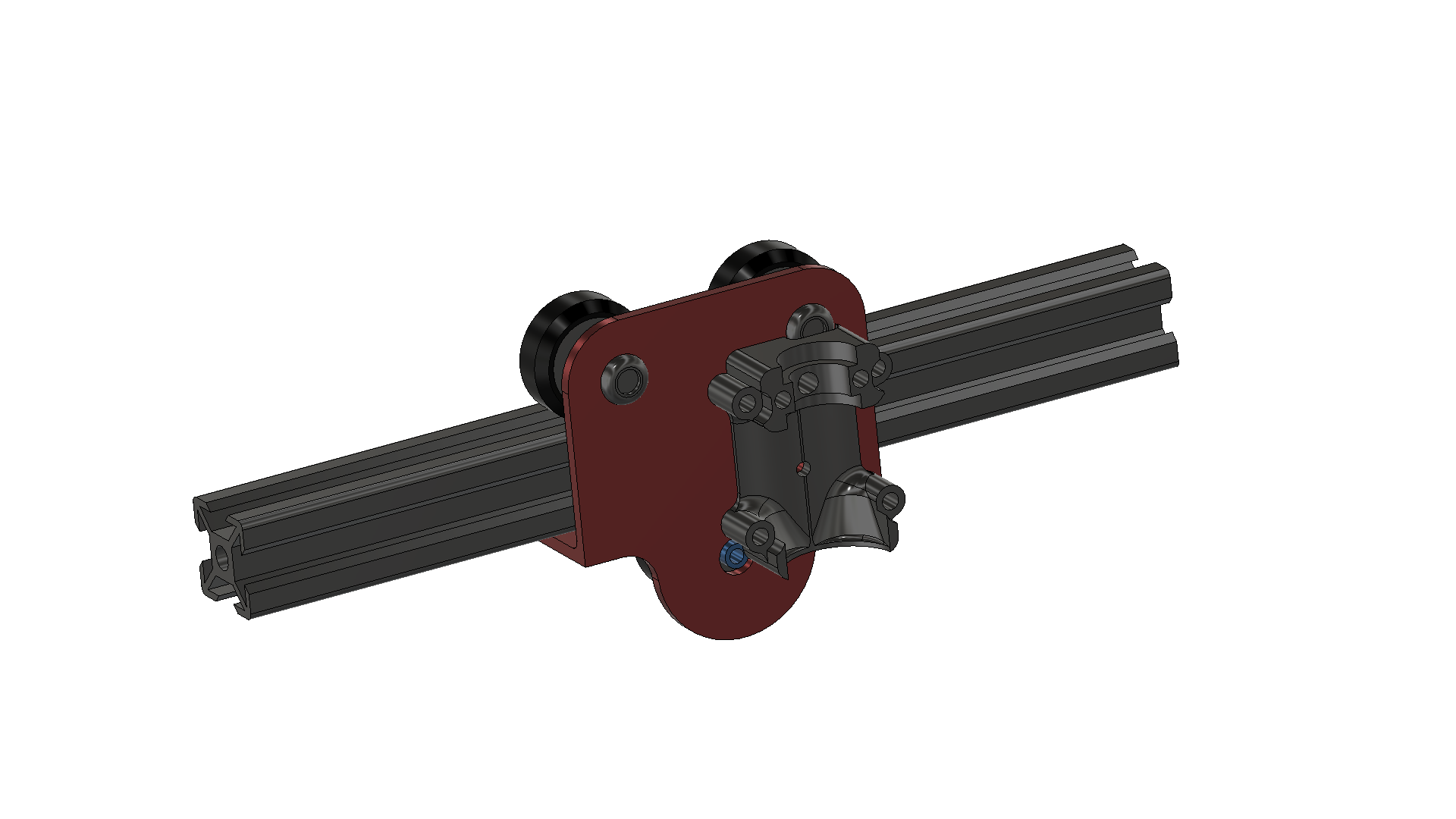
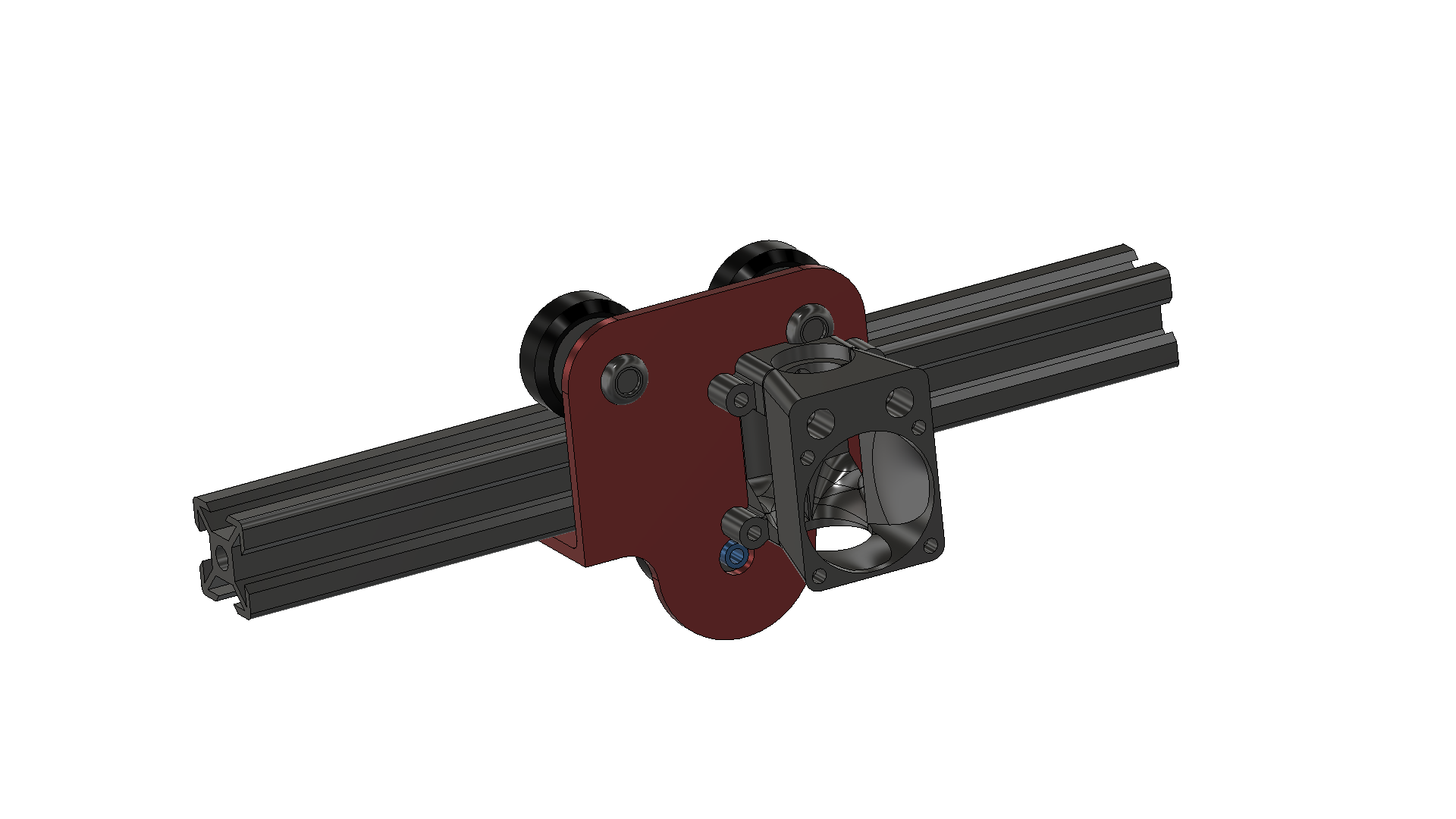
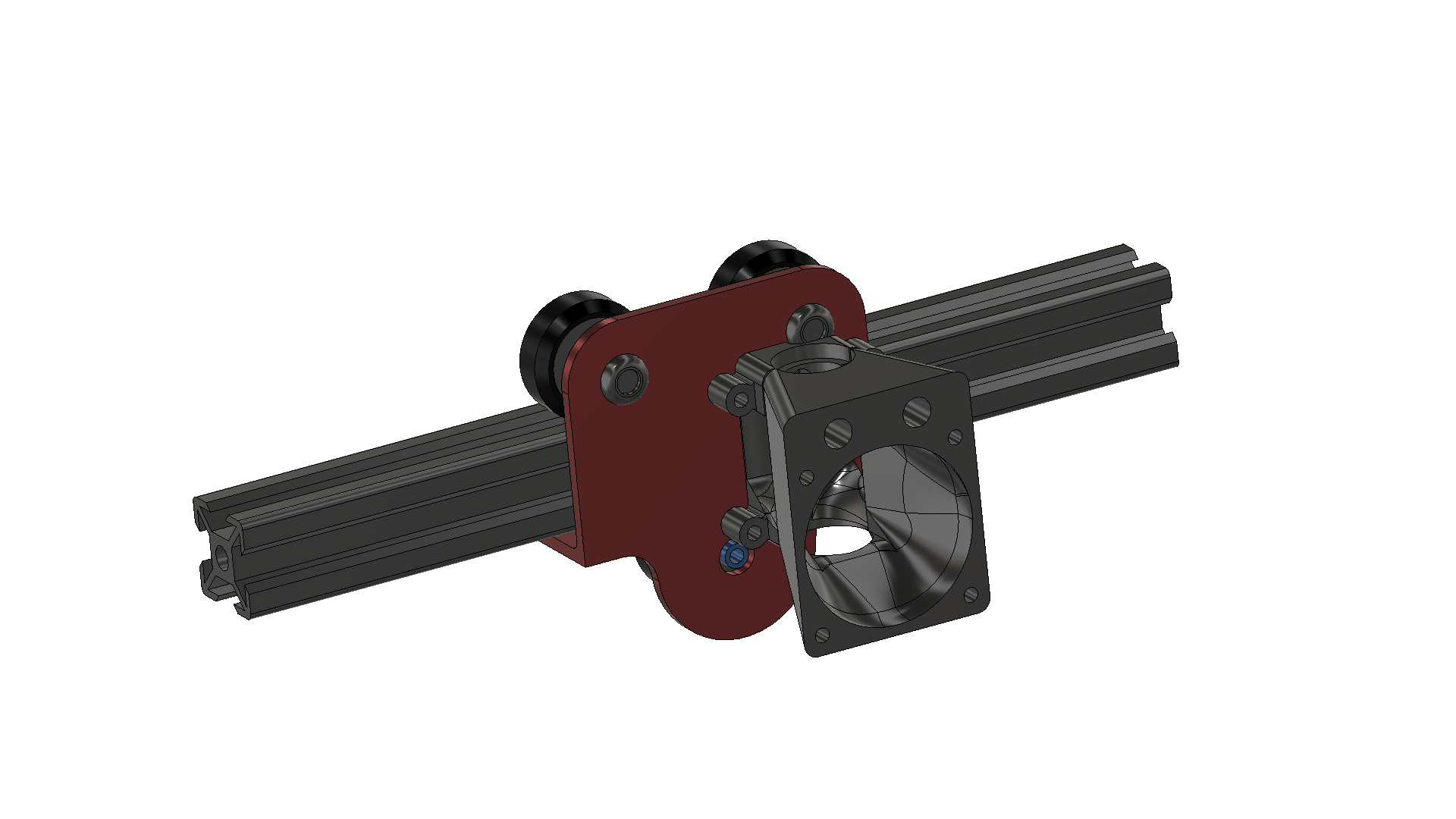
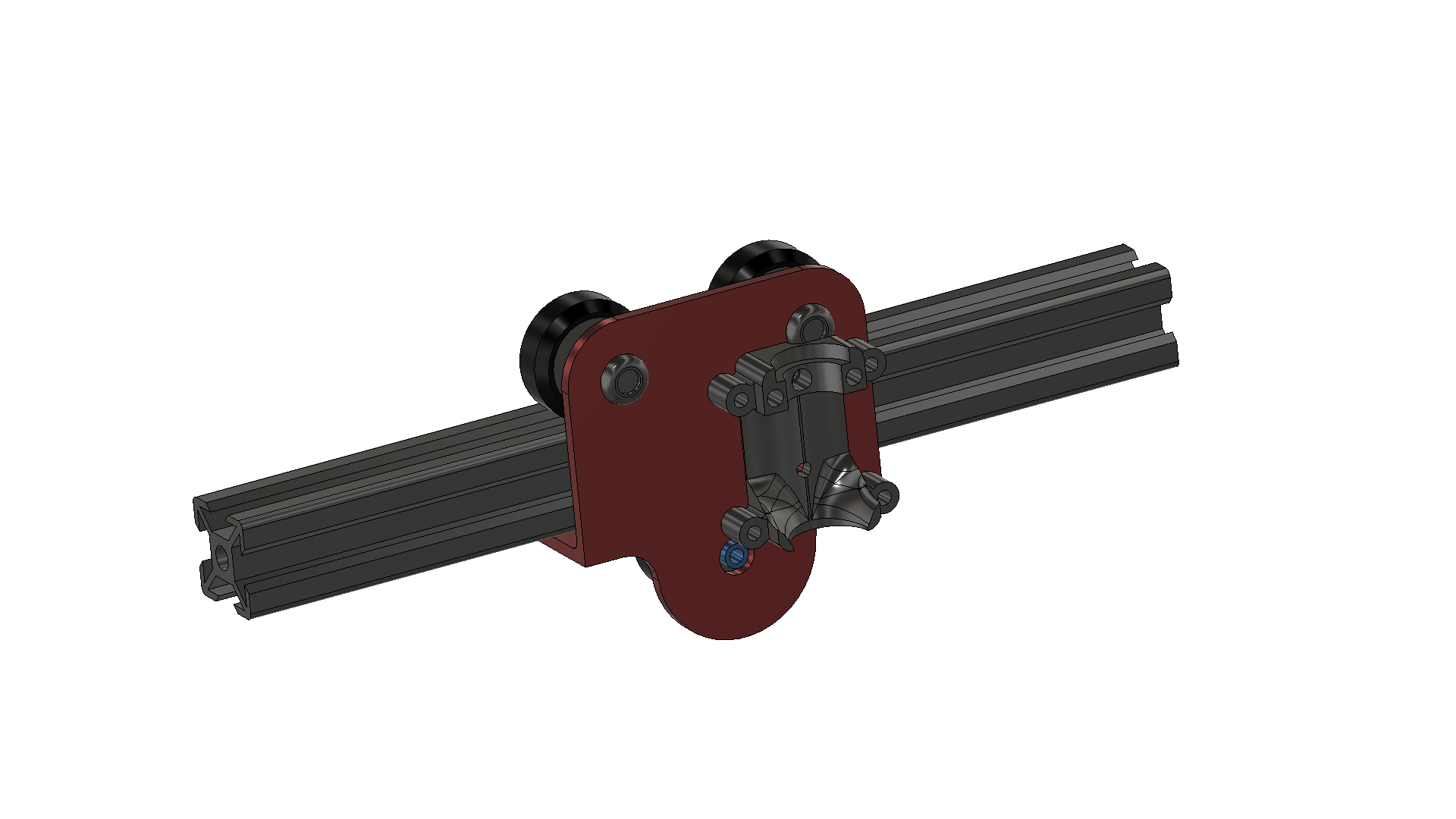
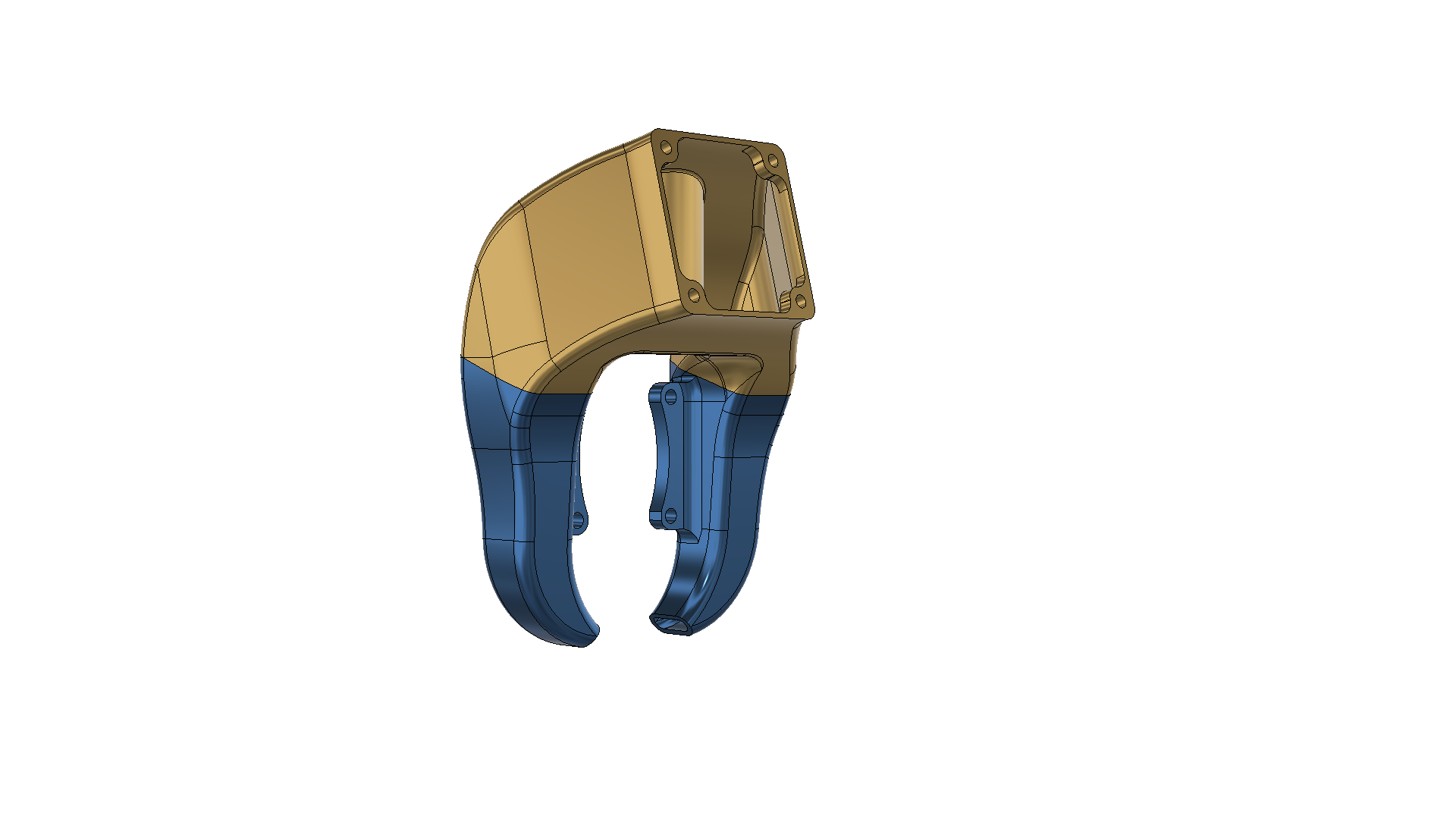
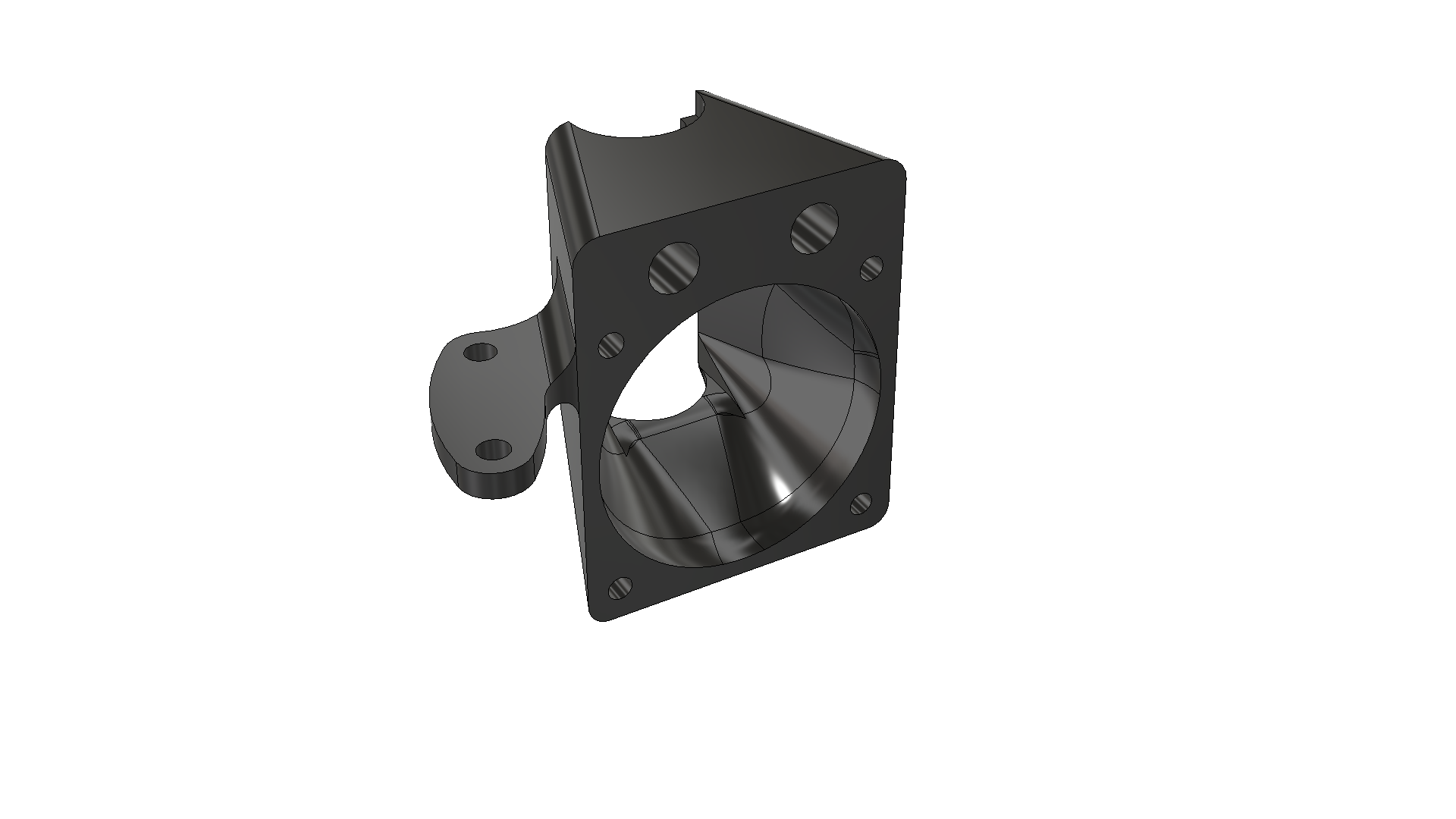
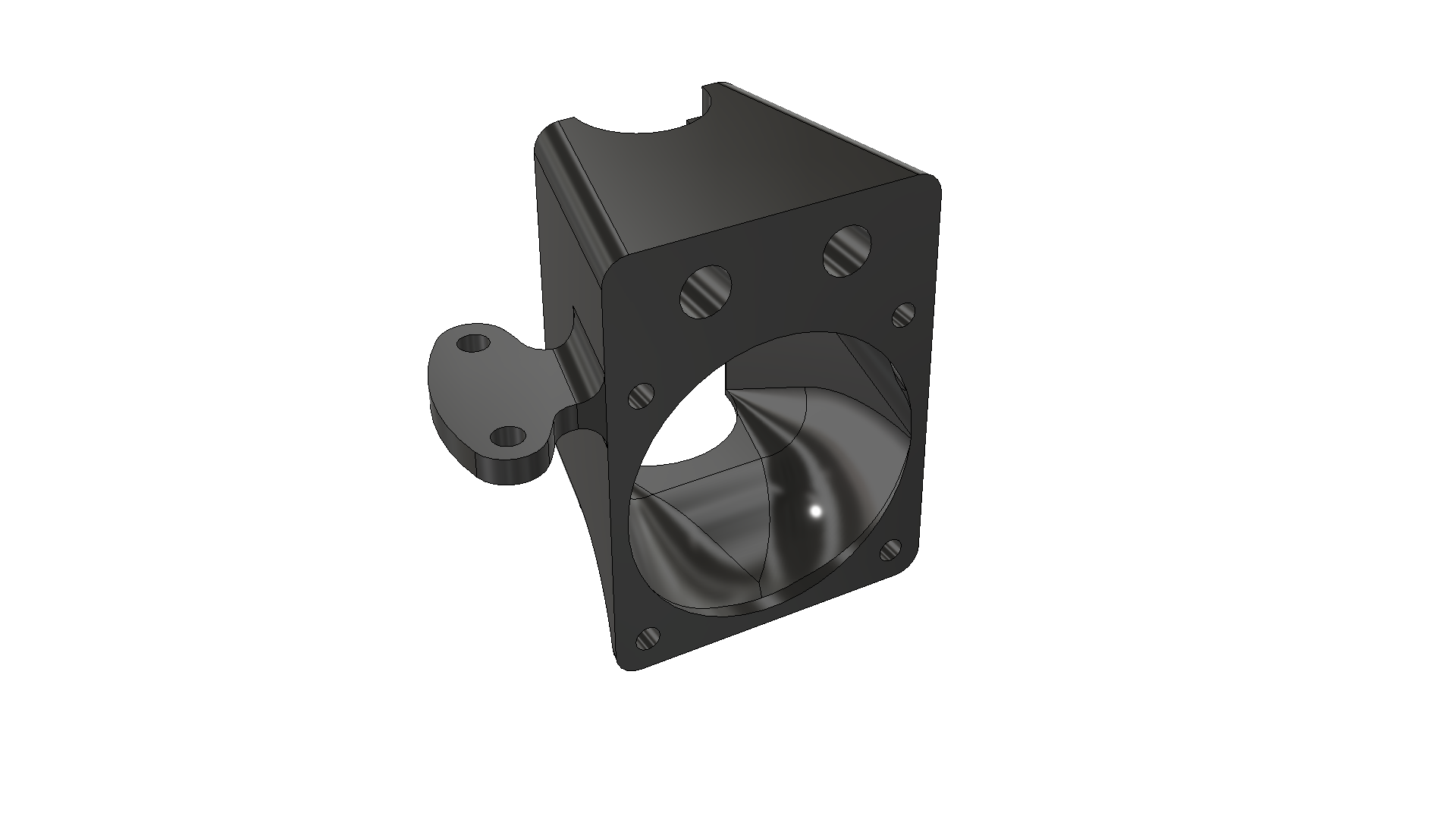
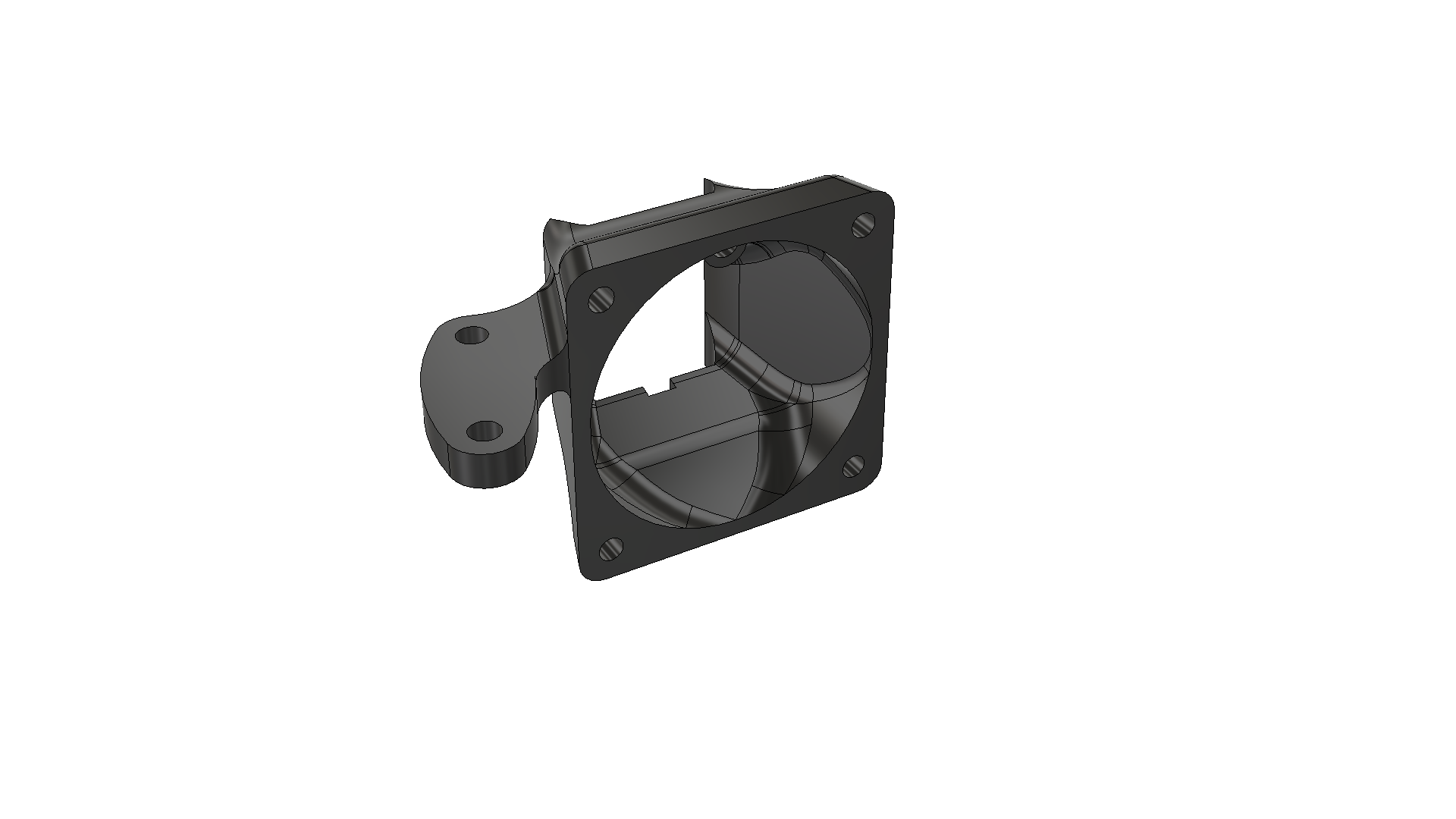
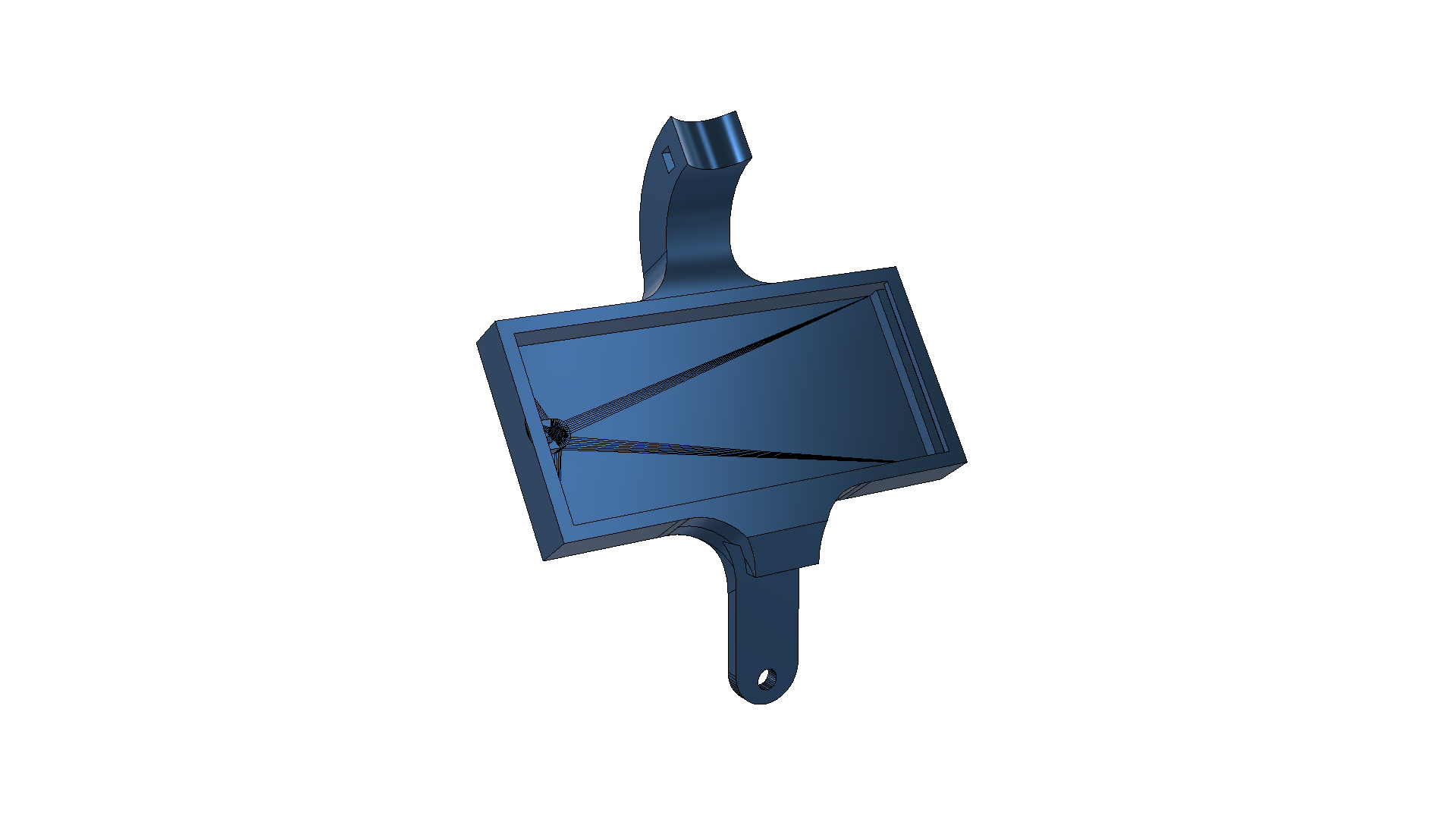
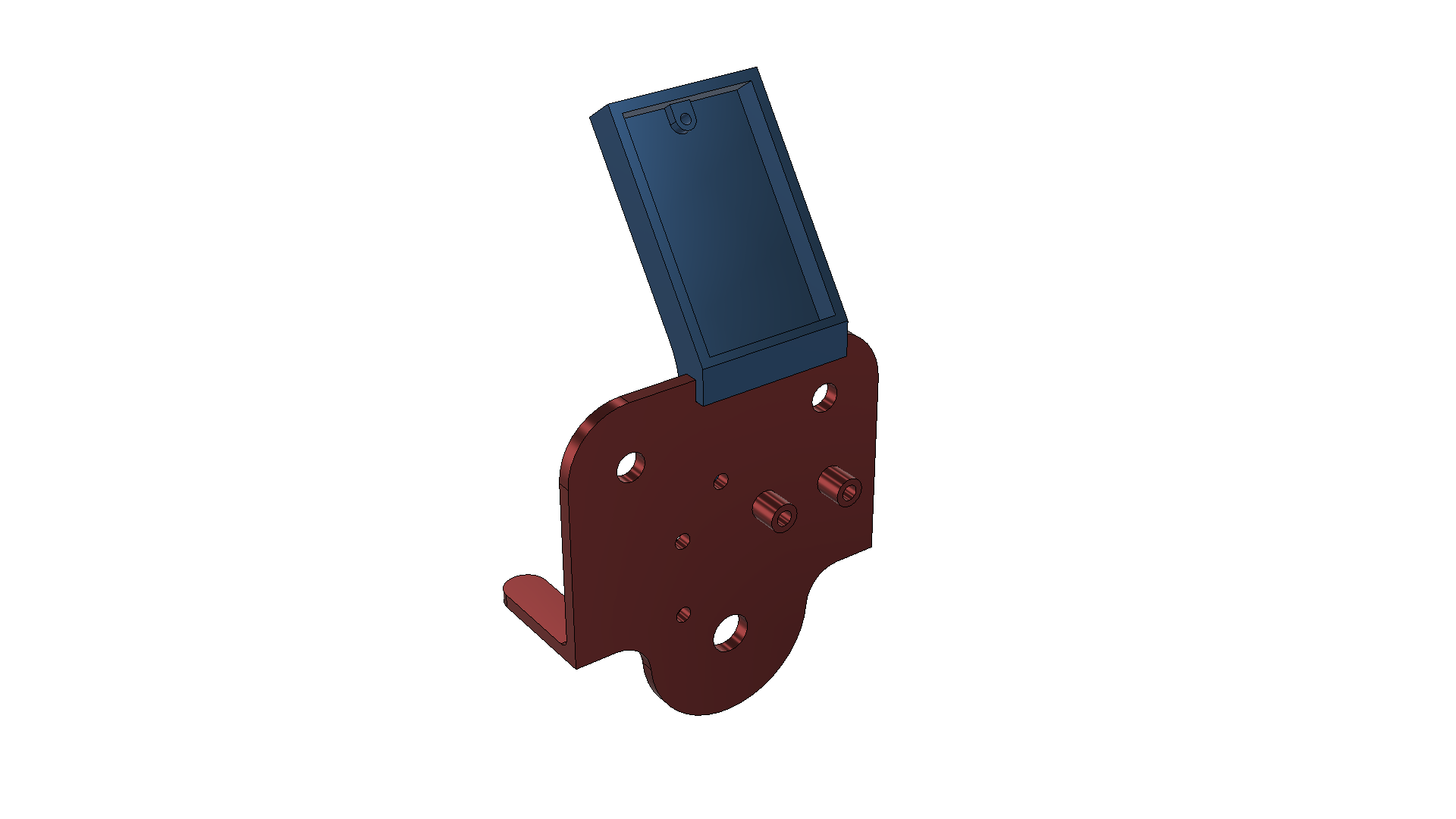
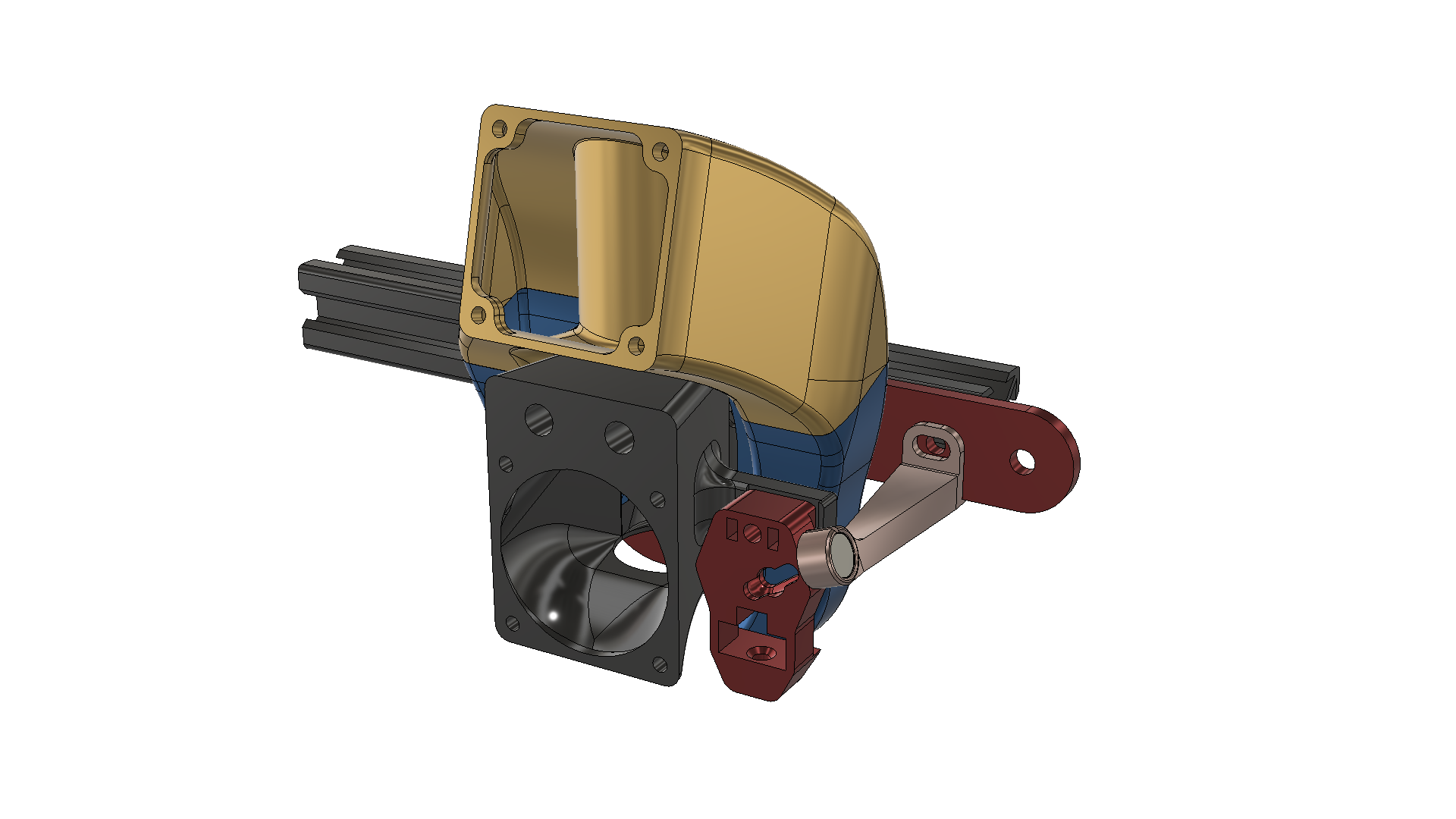
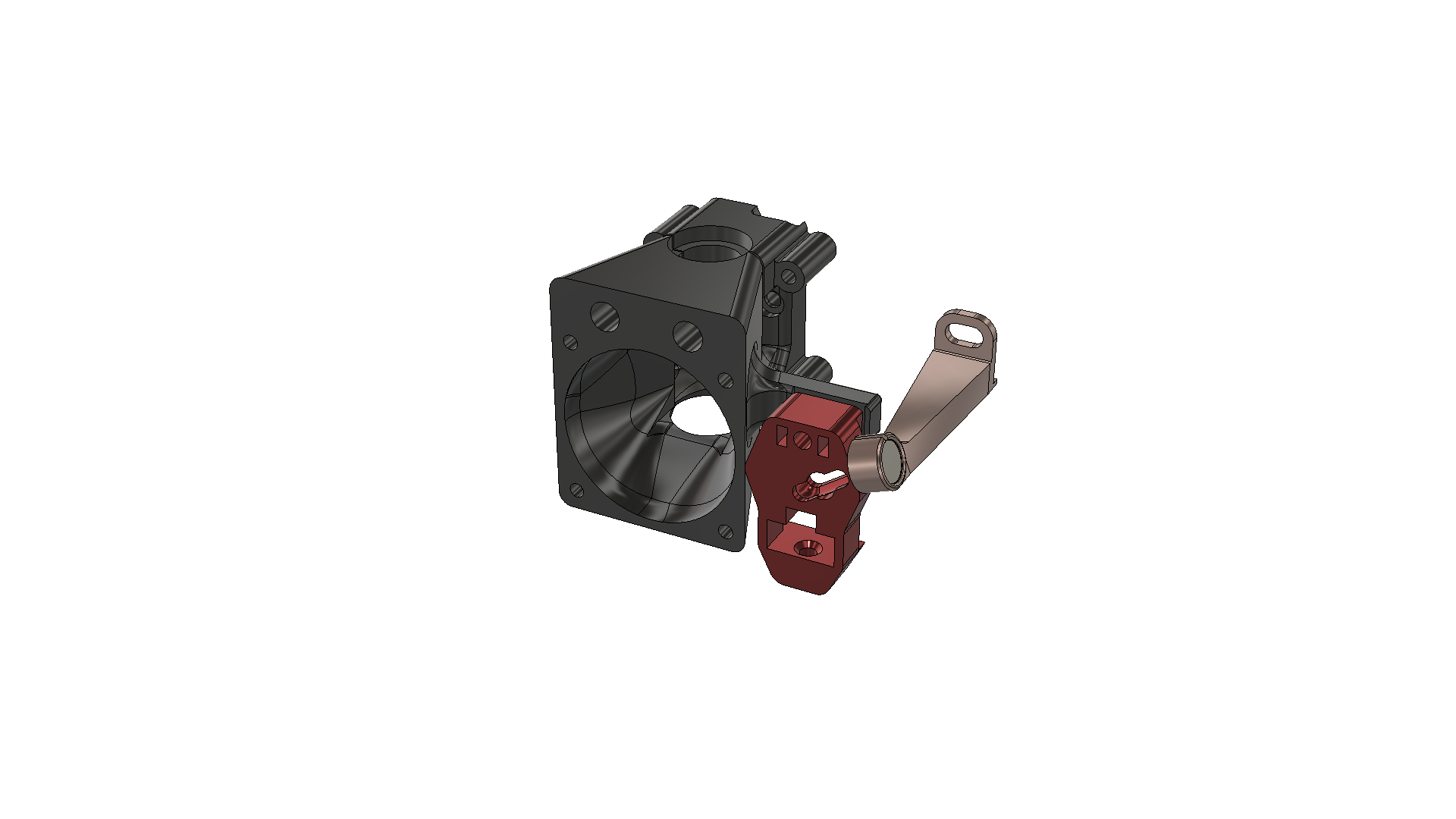
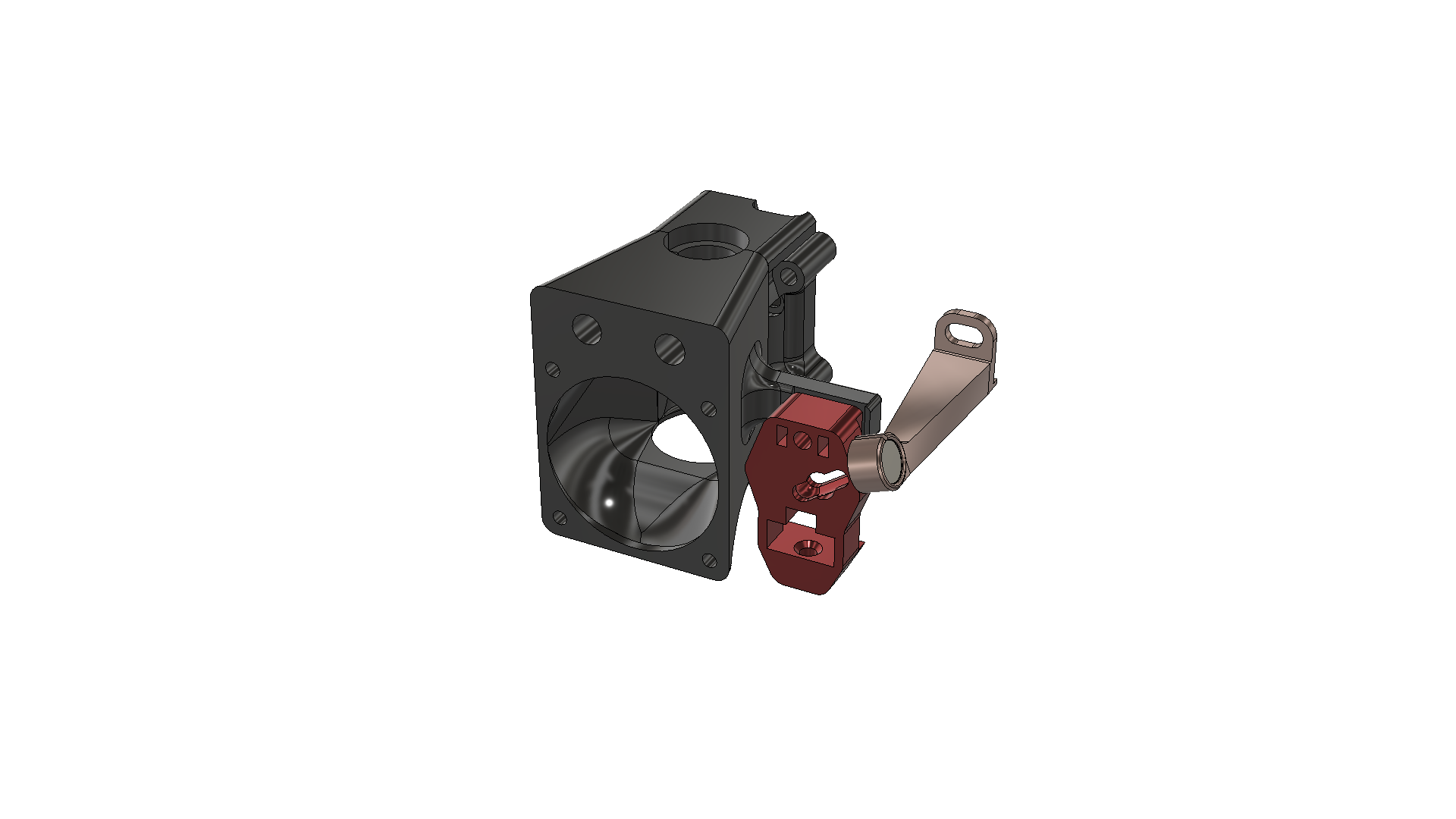
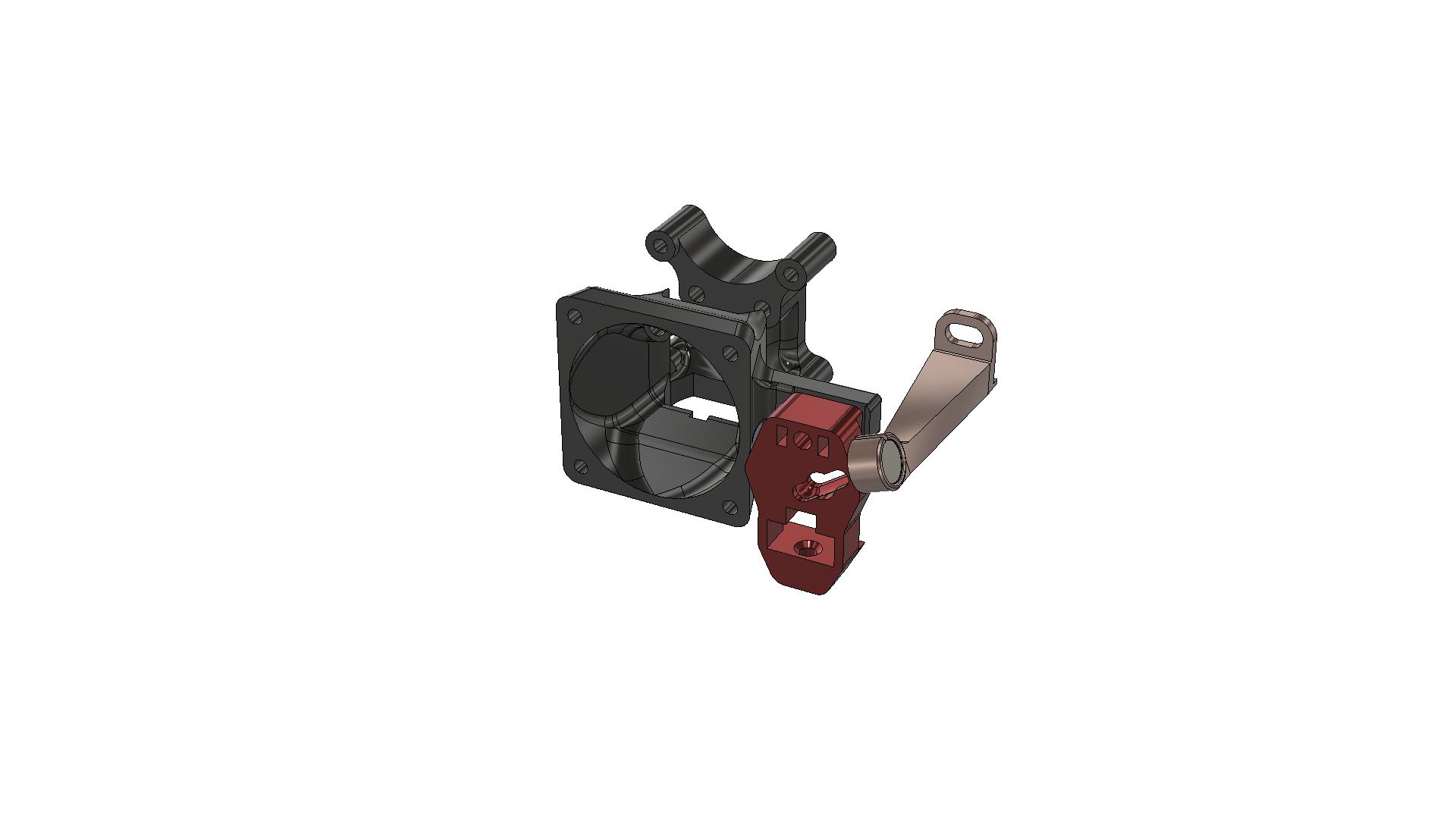
Bonjour à tous et bienvenue sur le topic officiel du fang modulable ! Les réponses à la plupart des questions concernant le montage, la visserie nécessaire, les paramètres d'impression ou les pièces à imprimer pour votre configuration se trouvent soit : DANS CE MESSAGE (cliquez sur "révéler le texte masqué" pour accéder à l'info qui vous intéresse) DANS LA NOTICE PDF (téléchargeable au bas de ce message) Donc merci de bien TOUT lire avant de poser des questions auxquelles vous avez déjà les réponses ! Origine du projet : MAJ 28/01/19 : Suite de l'aventure ! Entrons dans le vif du sujet ! Donc à ce jour nous avons plusieurs montages possibles qui vont du simple fang 40mm et support pour tête et ventilo d'origine : Au montage AiO/E3D et fang à double ventilos 30/40mm + BL-Touch/Touch-mi et support pour PCB de @Janpolanton : Tous les fangs sont compatibles avec tous les supports tête, toutes les têtes supportent le BL-Touch ainsi que le Touch Mi. Chaque support de tête possède quatre montages de ventilateur hotend différents : 1 support pour accueillir un ventilo 30mm 1 support pour un ventilo 40mm 1 support pour accueillir un ventilo 40mm + BL-touch. 1 support pour accueillir un ventilo 40mm + Touch Mi Concernant le BL-Touch/Touch-Mi, vous trouverez dans le dossier dédié un fichier texte qui précise les offset X et Y à indiquer dans marlin/smoothie pour votre modèle de tête ainsi que des instructions de montage. Tous les montages têtes amènent à un petit décalage du home sur l'axe Y (ente 6 et 9mm selon les modèles), il suffit pour palier à ce souci de déplacer un peu le endstop de l'axe Y de manière à ce que la tête tombe bien là ou elle le doit ! Pour ce qui est des liens de téléchargement, deux solutions s'offrent à vous : Un lien vers MEGA.NZ exclusif au forum, il contient en plus du fang 40mm une version double ventilos 30mm et les supports pour le PCB de @Janpolanton, de plus en passant par MEGA.NZ vous avez la possibilité de ne télécharger que ce dont vous avez besoin. Un lien vers la page Thingiverse du fang 40mm. CES LIENS SONT DISPONIBLES EN BAS DE CE MESSAGE ! Pour ceux qui ne sont pas à l'aise avec Mega.nz, quelques instructions : Illustrations des pièces dispo (je rappelle que les photos sont cliquables pour agrandir !) : Montage du Touch-Mi : MAJ 07/07/19 : Paramétrage de Marlin pour le TouchMi (par @sensei73) MAJ 10/03/19 : Nouvelle version du fang. Il existe deux versions du fang 40mm, une version "facile à imprimer" en trois partes et une version monobloc, plus difficile mais pas insurmontable ! Position et paramètres d'impression pour la version 3 pièces : Idem pour la version monobloc (par @jipee) LIENS DE TÉLÉCHARGEMENT : MEGA.NZ = >>>ICI<<< Thingiverse = >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- NOUVEAU ! Vous pouvez désormais acheter votre fang modulable imprimé en PLA 3D-870 chez CompoZan, ça se passe >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- INSTRUCTIONS DE MONTAGE FORMAT PDF : >>>ICI<<<. Voila, n’hésitez à laisser un petit like, ça fait toujours plaisir ! Enjoy !





 1 point
1 point -
Tu serais en sous extrusion que ça m’etonnerais Même pas.. Ton extrudeur est il bien calibré ? Pour le savoir fait un trait à 120 mm de ton extrudeur , extrude 100mm et ton trait doit être à 20 mm de ton extrudeur. ensuite ton débit est il ok ? Pour le savoir ,imprime un cube sans la face du haut avec deux couches de contour , l’epaisseur Doit correspondre à deux fois le diamètre de ta buse.1 point
-
Tu as l'anycubic 4 Max pro, elle a une structure solide en caisson et peut être déplacée facilement (bon faut pas la faire tomber ou la trimbaler sur des km quant même) sans avoir à devoir refaire les réglages, elle est assez silencieuse et a un caisson fermé avec un filtre (assez efficace car je n'ai pas d'odeur quant j'imprime de l'abs) donc elle est pas mal pour un petit appart, son seule défaut pour un appart c'est peut être l'encombrement qui est un peu plus grand que sur une imprimante ouverte. J'ai débutée avec, c'est ma première et la prise en main fut facile, en sortie de carton elle imprime super bien, les quelques "améliorations" que j'ai mis c'est plus pour le confort comme la buse acier qui n'a plus besoin d'être nettoyée (bon cerise sur le gâteau je trouve que le rendu est mieux avec mais c'est subjectif), pareil pour le conduit de ventilation, c'est un plus mais pas indispensable. 250€ sur aliexpress livrée depuis l'EU donc pas de taxe et livraison en une semaine. Il doit y avoir d'autres imprimantes qui pourront convenir mais ne les connaissant pas je préfère laisser leur propriétaire donner leur avis.1 point
-
Tu sais ce qu'il te reste à faire... EDIT: Et n'oublie pas le tuto.1 point
-
Ce n'est pas moi qui vais te lancer la première pierre. Je déteste faire des paquets.1 point
-
Bon finalement, le SAV va nous envoyer une nouvelle alimentation gratos de ce que j'ai compris car c'est sans doute traduis du chinois mais c'est mal traduit du coup sur le mail il y a marqué " nous allons vous envoyer un nouveau pouvoir"1 point
-
ça dépend déjà si c'est le bltouch original ou une copie.... Après même avec un bltouch original ou le meilleur capteur du monde si la mécanique de la bécane n'est pas au top(jeu dans les axes,dans la tête d'impression,câbles qui tirent sur le bed,...) tu n'obtiendras jamais de bons résultats. Mais quand tout est ok et que ça fonctionne correctement , comme dit pascal_lb ça évite bien de s'arracher les cheveux a niveler le bed avec une feuille de papier .1 point
-
1 point
-
Voir ici : https://www.lesimprimantes3d.fr/forum/topic/27524-problème-début-d’impression/1 point
-
Superbe travail, mais ça m'interpelle toujours ces plateaux en porte à faux; heureusement que tu n'imprimeras pas du plomb. Les rails hiwin sont fait pour glisser pas pour travailler en flexion.1 point
-
Excellente question... Cela reviens à la question que j'ai posé à un peintre récemment : C''est quoi la différence entre une noir classique et noir profond ? Pour en revenir au sujet : C'est pour être prudent. Si @Miguel jagot ne sais pas comment désactiver, il lui suffira d'entrer la valeur de 0%.1 point
-
Une Volkswagen ?? Moi j'achète mes miennes ici >>>> Je te recommande les fraises à une seule lèvre (flute) >>1 point
-
il y a la "mara des bois" ou la "gariguette" .... ok je sort1 point
-
c'est vrai qu'il s'est défoncé le @fran6p bravo !!!!! ..................... après il a que ça à faire1 point
-
Second. Ne touche pas au premier bloc.1 point
-
La mienne : Idem, électronique modifiée avec un potentiomètre pour régler le niveau, sinon ça arc tout seul (et accessoirement ça permet de remettre de la pêche en fin de vie de la pile). Heureusement qu'il y a une grille au même potentiel de chaque côté qui fait office de protection sinon ouille les doigts. Au moins les moustiques sont vaporisés au lieu d'agoniser à petit feu avec l'odeur qui va bien... Ça fait bien 5 ans que j'ai la même, je suis le premier surpris de la durée de vie avec les modifications, le transfo et les capa HT tiennent bon.
 1 point
1 point -
L'écran avec les menus est revenu en installant le firmware composé par @fran6p et disponible ici : Plus qu'à finir de programmer le BLTouch1 point
-
Alors 5° dans ton garage, tu oublies ! Voilà pourquoi tes couches ne sont pas collées ! Désolé pour Mme mais ton imprimante devra rejoindre, le salon, la chambre, le bureau... Bref une t° entre 15° et 25° Le PEI texturé ou lisse, bonne idée, je dois encore en équiper ma CR10S pro (toute es autres imprimantes en sont équipées), je te conseille ceci, fourni avec la base magnétique, excellente qualité ! Pour l'ultrabase voir ici Perso, je préfère nettement le PEI !!!1 point
-
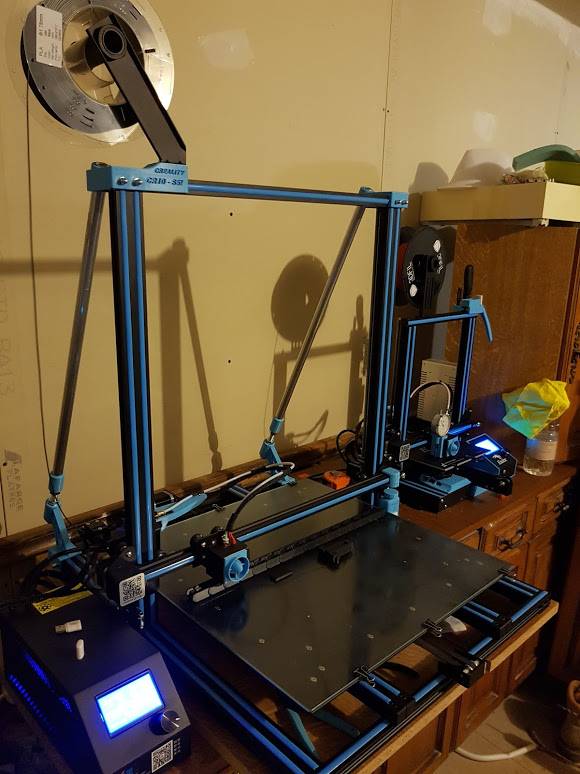
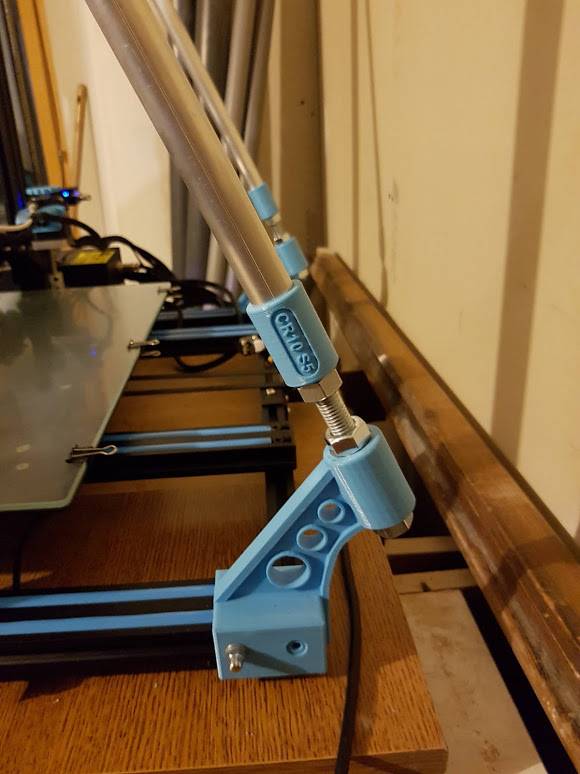
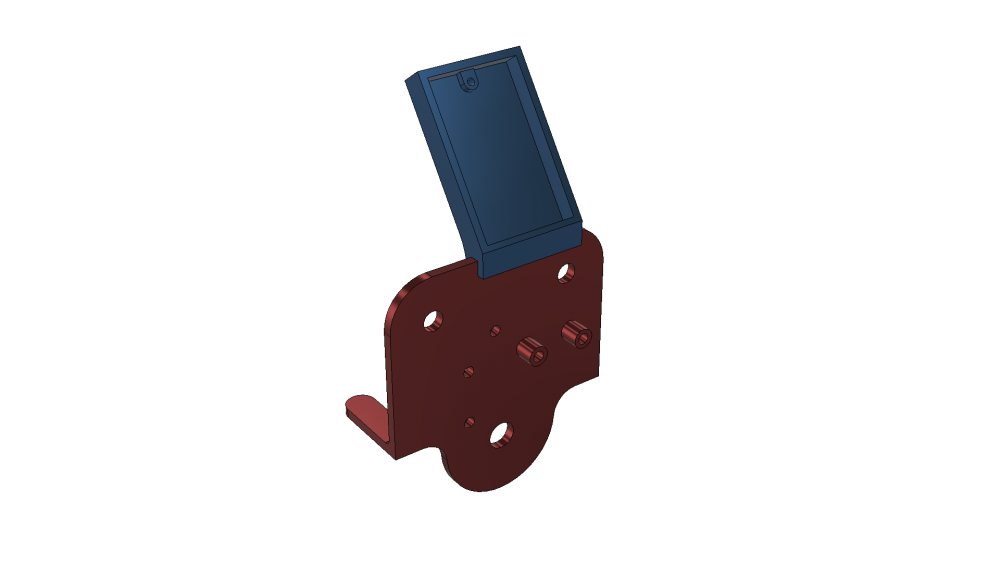
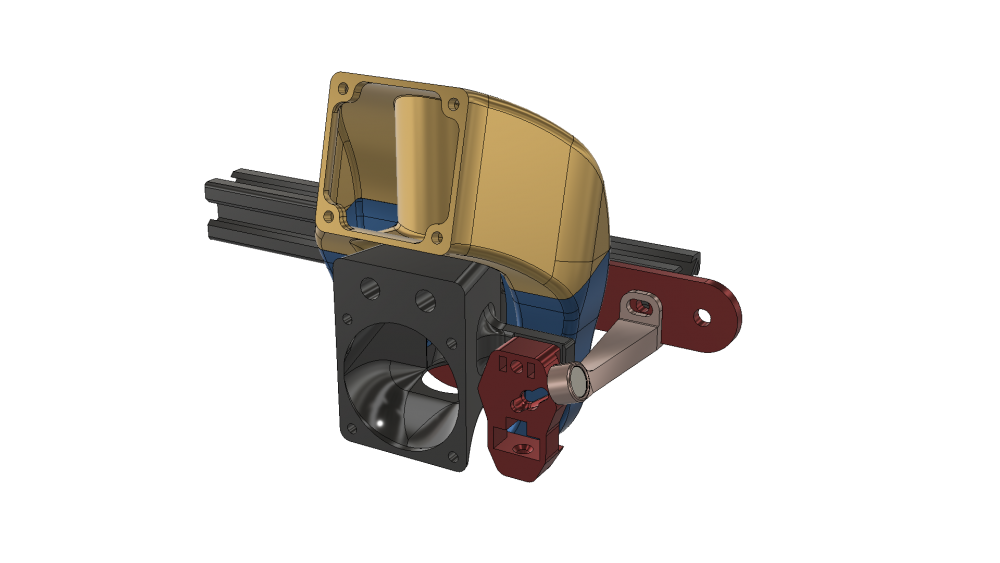
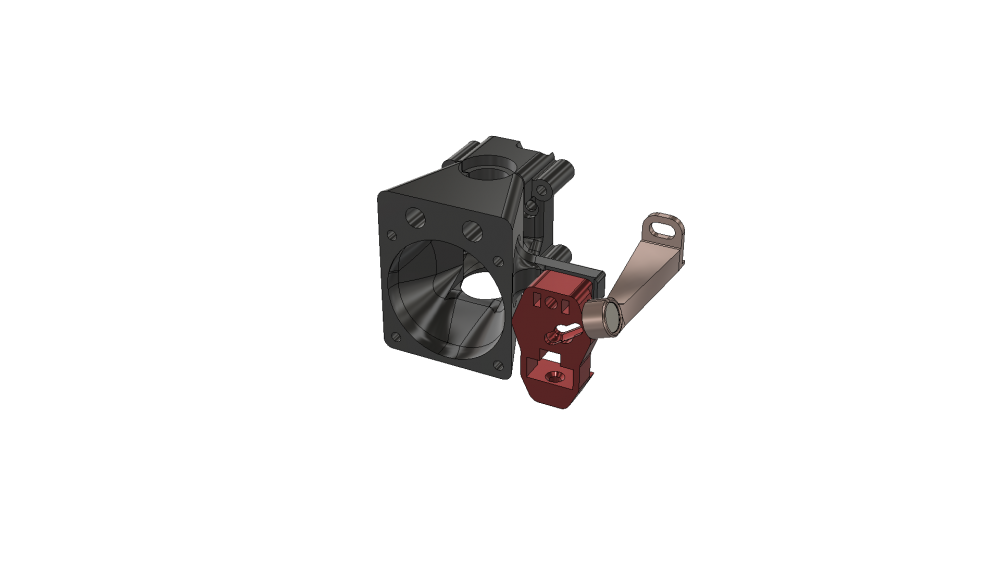
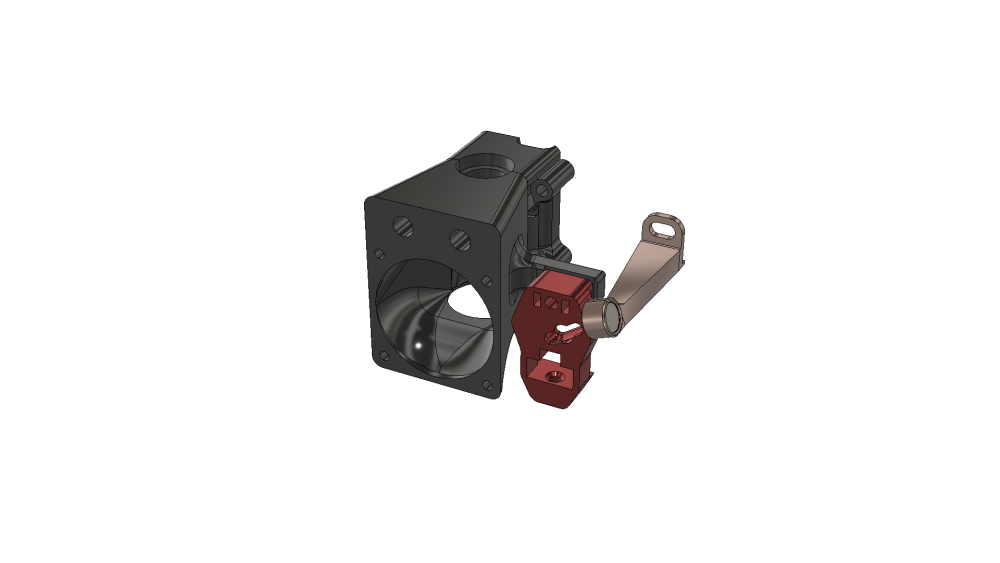
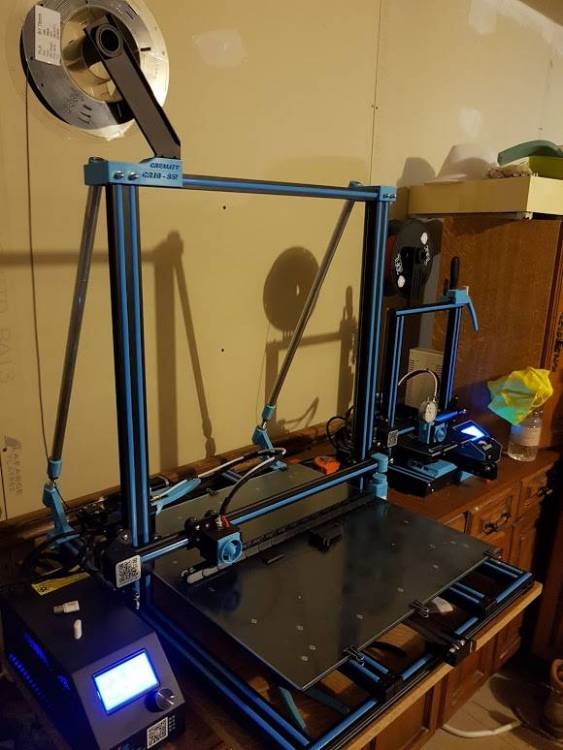
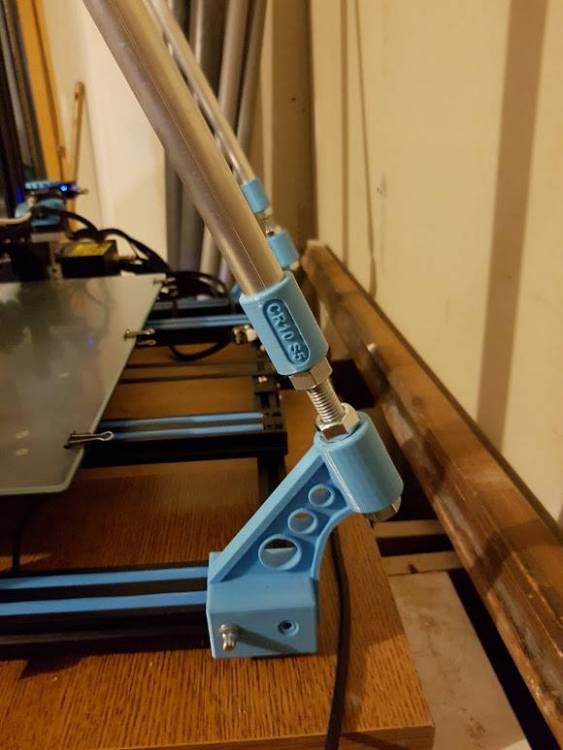
Désolé pour ma réponse tardive, j'ai eu un petit soucis technique et j'ai été quelques jours en déplacement. @Titi78, Merci . C'est amusant, j’étais parti moi aussi sur une idée de cales de calibrage pour la hauteur de l'axe X. Puis ensuite je me suis dis qu'une seule suffirait vu que la référence coté gauche est obtenue par le switch de butée. J'ai rajouté un réglage de hauteur sur cette cale, puis je l'ai fixée pour qu'elle soit toujours disponible...c'est comme ça qu'est né le Control Z. Faire un Gcode, c'est effectivement une très bonne idée, ça évite d'automatiser disable Steeper. Comment fais tu cela? C'est un petit fichier que tu laisses ensuite sur la carte SD? désolé si la question parait très simple, mais je suis encore débutant. Pour la synchro des axes Z, j'avais lu ton passionnant sujet sur ton imprimante. Mais comme je te l'ai dis c’est encore un peu complexe pour moi. Dans quelques mois, je pense que je partirais également sur cette solution. Mais le fait que les deux moteurs soient synchronises par une courroie, ça ne risque pas de faire forcer l'un par rapport à l'autre? Par contre je vais prochainement adopter ta solution de tendeur de l'axe X . @miserovitch, Merci aussi Tu parles de ghosting, sais tu d’où il viennent sur cette machine , et as tu pu trouver des solutions pour les atténuer? Pour la présentation de mes renforts, c’était justement prévu à la suite : Je reposte la vue globale de mon précédent message Ne trouvant pas de renforts pour cette imprimante, j'ai décidé de faire les miens que j'ai préféré les placer à l’arrière, pour mieux garder libre l’accès sur l'avant de la machine. Pour éviter d'avoir un angle trop fermé limitant la rigidité, j'ai un peu reculé et décalé vers le haut le point d'accroche des barres de renforts. J'y ai intégré des rondelles en acier pour donner une bonne portée aux écrous. En haut la fixation englobe les boitiers des roulements des vis de l'axe Z avec un épaulement en dessous pour prendre appui et fixé par deux vis à l'avant. Une empreinte permet de loger l’écrou frein du haut de la tige pour prendre un minimum de place. Car il y en a peu à cet endroit , surtout de l'autre coté ...mais ça passe. Justement de l'autre coté, j'ai fais un ou deux aménagement léger (désolé je n'ai pas de photos) pour laisser passer le levier de l'extrudeur. Je peux atteindre la cote Z=504mm, je ne perds pas de hauteur. Et j'ai rajouté un bossage sur la partie supérieure pour permettre à la bobine de passer aisément. Les bras de renforts sont constitués de tige filetée de 12mm de diamètre entourée d'un tube d'aluminium de 20mm. Ce dernier à un rôle surtout esthétique. Pour bien le centrer, Il y a une cuvette de 20mm de diamètre dans la fixation du haut et dans une pièce spéciale en bas (le petit cylindre ou il y a marqué "CR10-S53 sur la photo suivante. Le tube est ainsi pressé sur la fixation du haut grâce à l’écrou vissé contre cette pièce. Je peux alors solidariser l'ensemble avec deux écrous de part et d'autre de la fixation du bas. Ce qui permet de faire un réglage/serrage simple sans tirer sur la structure et risquer de la déformer. Les fournitures (écrous tige filetée et tube alu) se trouvent facilement en enseignes de bricolage. Si quelqu'un veut les fichiers je lui mets bien volontiers à disposition. J'y ai apporté quelques améliorations, notamment pour renforcer les fixations du bas pas assez solides à mon gout. @Miiras Titi t'a parfaitement répondu j'aurais pas dis mieux. Quand je tourne la vis de l'axe Z du coté gauche, je bloque en même temps celle du coté droit.


 1 point
1 point -
Salut à tous, Ce firmware est une version de Marlin 1.1.9 adaptée à la DiscoEasy 200, j'ai également configuré le Touch-Mi dans la config. @laurentGuille L'interêt du Touch-Mi ou Bl-Touch est de supprimer le capteur inductif d'origine qui se dérèglent constamment à cause de la chaleur de la tête. @leleuf Ta config d'origine sera écrasée, mais tu peux toujours revenir sur une autre version même antérieure, pas de soucis de ce côté là. Par rapport au vieux firmware Dagoma, toutes les améliorations depuis la version 1.1.0 sont incluses dans la version 1.1.9 (comme le babystepping par exemple), j'ai également ajoutés des améliorations propre à la machine : Palpage du plateau en 9 points Vitesse de déplacement améliorée lors du palpage Ajustements du Linear Advance Gain de temps, la buse chauffe pour atteindre la temperature d'impression pendant le palpage Vitesses d'éjection et insertion du filament améliorées1 point
-
Bonjour tous le monde je prends quelques minutes pour me présenter j ai comme une importante 3d une creality ender 3 pro, et là je viens de la faire évoluer avec une bigtreetech skr pro v1.1 avec des TMC2209, c est je peux aider qlq un pour un réglage vraiment de base, elle marche avec vraiment pas de bruit sauf celui des ventilateurs d origine. Cordialement a tous1 point
-
Ce fichier journal contient probablement des explications Ton installation de Vscode + Platformio + Git ont été correctement effectués? Essaye si tu le peux de réduire la profondeur de tes dossiers ( G:\Mon imprimante 3D\MARLIN 2\VSCODE\BIGTREETECH-SKR-PRO-V1.1-master(1)\BIGTREETECH-SKR-PRO-V1.1-master\firmware\Marlin-2.0.x-SKR-Pro\buildroot\share\vscode\AutoBuildMarlin ) Chez moi, j'ai un dossier Marlin à la racine du disque dur. C'est à l'intérieur que je place les différentes versions. Plutôt que de prendre le Marlin de BTT, récupères la version sur le site de Marlin qui est à jour hormis peut-être la partie du platformio.ini concernant les pilotes TMC.
 1 point
1 point -
Sans doute. Mais le PLA que j'utilise quasi exclusivement (Ingéo 3D850 et mieux le 3D870) donne des pièces très solides et qui après recuisson (j'utilise non pas un four (car Madame ne veut pas en entendre parler ) mais la technique de l'immersion dans une eau chaude à 75-70° que je laisse tranquillement refroidir jusqu'à une vingtaine de degrés) sont encore plus solides (il y a une cristallisation de la matière après recuisson) et supportent sans difficultés des températures qu'un PLA classique auraient ramollies (un peu comme les montres molles d'un célèbre tableau de Dali). Après ça reste mon impression car je n'ai jamais fait de pièces en ABS (et je n'aime vraiment pas l'odeur qu'il émet (testé dans le Fablab de Châteauroux)).1 point
-
Bonjour, Après des expériences, avec une imprimante basique linéaire e une Rostock delta. Je me décide à passer sur du plus sérieux ..... J'ai lu avec grand interet vos articles .... Aillant fait de mauvaises expériences avec arduino ( un sacré basard pour configurer et impossible modifier)... Je suis tenté de passer a la smootheboard ... J'ai cru comprendre que c'était plus logique à utiliser, et de plus du 32 bit .... J'ai une longue expérience dans les micro contrôleurs du 8080 au Pic (sans oublier ces vieux Motorola et Intel). Bon par contre je ne connais pas du tout le micro qui équipe la carte Smootheboard .... Comme j'ai l'intention de m'impliquer dans ce type de développement, je recherche des informations. Je suis pour l'instant à la partie mécanique de l'imprimante, je n'ai pas encore reçu la carte .... Je commence en parallele à chercher à comprendre comment cela ce passe au niveau de la carte : Je pense qu'il y a des programmes , style firmeware et config, ...... Ils doivent exister sous forme de base, que l'on peut modifier, mais ensuite sous quelles formes (extension) .... Ou les trouver ? Ils sont, ensuite les compilés ou interpretés et on les charge ... ???? Dans le micro, ou la carte SD ????? En fait je cherche à comprendre la démarche utilisée: Gcode --> Ou et comment c'est traduit en commandes, Ou se trouve les fichiers qui interpretent ...... C'est le gros problème que j'avais avec arduino, personne ne savait comment ça marchait , et on ne pouvait rien modifier. Si quelqu'un pouvait m'éclairer à ce sujet ...... Merci ...... Serge.1 point
-
les TBA ne seraient ils pas mieux plutot que les pololu?0 points
-
0 points













.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)