Classement




Contenu populaire
Contenu avec la plus haute réputation dans 05/10/2020 Dans tous les contenus
-
yop, derniers print du mois casque batman pour mon ptit fils et un gramophone pris sur thingiverse que j ai modifié pour un echot dot3




 4 points
4 points -
Salut, C'est simplement la "couture". Sur une forme cylindrique ça a tendance à faire une spirale. Tu peux forcer l'alignement pour avoir un trait vertical, ou en aléatoire pour avoir des petits points partout.2 points
-
Bonjour, Nouveau sur le forum, je tenais à vous faire part de mon expérience sur cette machine. En préambule, j'avais acquis, il y a quelques semaines, sur le coincoin, une X3S. J'ai vite compris pourquoi les gens voulaient s'en débarrasser. Mécanique solide, mais alimentation inadaptée, et électronique d'un autre temps. Bref, je me suis mis en tête de l'améliorer en ne gardant que la partie mécanique. Bref, je commence à me faire mes petits devis, board 32bits supportant un dual Z et dual extrudeur, écran tactile, TMC2208 (ou 2209), alimentation 24V 400W, hotend dual mix. Bref un petit billet quand même. Et puis, je tombe sur une promo très alléchante sur Gearbest pour une X5SA-2E (environ 250€). Le choix et le calcul ont été vite rapide (trop avec le recul), et donc voilà le carton qui arrive à la maison. Soyons clair, même si l'aspect puzzle pourrait en freiner plus d'un, je dois avouer que le montage s'est passé sans trop de problème, hormis que les vis sont mélangées donc il faut de la patience pour retrouver les 12 vis M4x12 au milieu des m3x8, m4x16 et j'en passe. Bref, après 4-5 heures de taf, la bête est montée et câblée, il faut dire que ça fait un sacré morceau. je cale au mieux les deux vis du bed. Je l'allume, une "musique" (mais était ce bien utile) joue au démarrage, et entreprend le nivelage automatique. 1ere désillusion, crash du bed, le capteur ne le détecte pas. Je contact aussitôt le vendeur qui m'en envoie un nouveau. Mais comme je manque de patience, et surtout comme j'en avais un sous la main, je remplace le capteur, recale correctement le plateau. Et le nivelage se passe bien, je dirai même très bien. très peu de défaut, surtout quand on sait que le plateau d'impression est une tôle de 2.5mm en alu. Réglage de l'offset Z à la feuille de papier, me voilà près pour le premier test avec le PLA fourni sur un seul extrudeur. Hormis un problème de stabilisation de la température, la pièce s'imprime et les dimensions sont bonnes (+/-0.05). Je teste donc en mode dual. Mais au bout de 2 couches, un filament reste bloqué. Je pense d'abord juste à une rétraction insuffisante. J'en fais part au vendeur qui me confirme cette hypothèse. Je corrige mes paramètres et fait des tests à blanc avec le PLA. Tout semble OK N'utilisant que du TPU et de l'ABS, je bascule vers des tests avec de l'ABS, pensant que mon souci de blocage était résolu. Première aparté: Pendant mes tests, je me suis aperçu qu'il y avait un souci avec le contrôle d'impression de Simplify3D, reboot de la machine, j'ai donc basculé sur Repetier pour le contrôle online, et Cura 4.7 pour le offline. Deuxième aparté: La carte ne réponds pas à certaines commandes Gcode classiquement utilisées pour faire certains réglages (PID, réglages des steps/mm, etc...) Mais là, idem, 2 couches s'impriment puis blocage d'un filament. Le vendeur me suggère d'augmenter la vitesse de rétraction. En parallèle, et en attendant l'avis du vendeur et du support Tronxy, je m'attaque au problème de stabilité de la température. Après avoir consulter cette page http://www.customize-3d.net/comments/chitu-g-code-explained.html?start=20 et télécharger Notepad++, je modifie le firmware de façon à trouver les bonnes valeurs Kp, Ki, Kd pour la buse en remplaçant M303 E0 S150 C5 par M303 E0 S240 C8 Et là j'arrive à obtenir des valeurs qui me permettent d'avoir une température plus stable. Suite à un premier retour du support Tronxy, ce dernier me demande le numéro de série ainsi qu'une photo de la board. Je profite de ce démontage pour intégrer des smoothers. Bien qu'il y ai de la place dans le boitier, le fait que Tronxy ai fait le choix de déporter dans une autre boitier le raccordement du stepper X, et je pense aussi, la techno des drivers, les smoothers n'ont seulement rien apporté, mais surtout ont dégradé le fonctionnement des steppers (bruits de claquement, j'ai d'ailleurs le même souci sur ma U20, mais c'est une autre histoire). Bref, je retire les smoothers, je modifie le firmware avec les bonnes valeurs de PID, et désactive la ligne M303. Et je recommence mes tests en dual avec de l'ABS. Mais toujours le même problème. Je commence à perdre patience, le vendeur me demande de vérifier des trucs bidons comme la résistance de la cartouche de chauffage, le support me demande de mettre à jour le firmware (c'est la première chose que j'avais faite avant de câbler la machine). A force d'essai, je m'aperçois que soit le filament bloque dans le heatbreaker, soit juste avant de rentrer dedans En cherchant sur le net, je m'aperçois que certains vendeurs de hotend équivalent à celui installé sur ma machine, indiquent qu'il ne convient pas à des températures supérieures à 230° ou proposent un heatbreaker full metal. J'en fait part au vendeur et au support, mais je n'ai pas encore eu de retour sur ce sujet. Mais au gré d'un message, j'évoque qu'en attendant d'avoir une solution pour l'ABS, je ferai des tests avec le TPU. Et là le vendeur me réponds qu'il n'est pas recommandé d'utiliser du TPU ou tout autre matériau flex, qu'il y a un risque de blocage du filament!!!! Mon sang ne fait qu'un tour, je fait une copie d'écran du dit message, l'envoi au support Tronxy, en leur faisant remarquer que sur la plaquette commerciale il montrait des pièces imprimées flexibles (dont une chaussure) et que sur la description technique, le TPU faisait partie des matériaux utilisables. En parallèle, j'ai répond avec les mêmes arguments au vendeur, et j'en ai profité pour contacter le service commercial de Gearbest. Pour conclure: Malgré un début prometteur, cette imprimante est un nid à emmerdes. Et sincèrement, pour le moment, j'ai plus de déceptions que de satisfaction. De mon coté, je cherche une solution viable déjà pour imprimer en ABS. J'ai testé un E3D, avec un adaptateur Y, mais visiblement la longueur de rétraction du filament (environ 100mm) fait aussi rebouter la machine. J'avais en stock un hotend provenant de ma U20, et fait un test en mono filament concluant, et j'attends la fin d'impression d'un nouvel adaptateur Y plus court pour tester en dual. Donc, si vous n'aimez pas bricoler, bidouiller, vous prendre la tête et surtout imprimer avec autre chose que du PLA rigide, écarter cette machine de vos choix. Je n'hésiterai pas à vous faire part de l'évolution de mes relations avec tronxy et de la machine1 point
-
Sauf qu'à la vue des tarifs Prusa, j'ai un léger doute sur le fait que la version XL (quand elle sortira) rentre dans son budget ...1 point
-
Salut, As-tu calibré ton extrudeur (voir ce tuto)? As-tu réglé le flux (voir ici, partie "Calibrage du flow")? (Les autres étapes de ce tuto sont également conseillées) As-tu imprimé une tour de température?1 point
-
Pour fixer des matériaux différents avec le pla je prévois dans la conception un rivetage en pla.1 point
-
Il gèrera sans problème. Le mosfet n'est rien d'autre qu'un interrupteur qui s'ouvre et se ferme rapidement. qu'il soit interne, externe, petit, gros ça sera pareil. Et le temps d'ouverture/fermeture est insignifiant. La seule chose qui va influencer le PID est la cartouche de 80W qui chauffera tellement vite que la thermistance lira une température bien plus faible le temps que ça se répartisse dans le bloc d'alu. Il faudra refaire un PID pour limiter ce phénomène et éviter le yoyo. Mais le PID est fait pour ça alors il ne faut pas s'en priver. J'ai proposé cette solution pour éviter d'avoir encore un module en plus et du câblage supplémentaire. C'est à choix à faire. La modif firmware c'est 6 caractères à modifier, ça ne va pas chercher loin. Faut juste mettre les bons au bon endroit edit: nos messages avec @remibora se sont un peu téléscopés.1 point
-
Je suis comme toi, pour moi, une imprimante est un outil pour imprimer sans devoir y passer des heures et je ne souhaite pas plus la bricoler qu'une imprimante jet d'encre ou une laser ou un PC portable. Ceci dit, je comprends que certains aiment les customiser, leur installer les led de toutes les couleurs etc. (c'est mieux que de trainer dans des bars louches avec des gens louches qui fument des trucs louches, , , , c'est pas clair tous ça). Je ne t'ai pas proposé les machines que j'utilise car malheureusement elles sont incapables d'atteindre les 370mm que tu souhaites. J'espère que Prusa ne tardera pas à sortir la XL qui était en bonne voie avant la Covid, celle-ci devrait atteindre tes dimensions mais il nous faut être patient (ça fait chmir d'être patient)1 point
-
Il y a e plus petit modèle si celui la est trop gros....1 point
-
J'essaie de m'y coller ce weekend1 point
-
La plupart des arguments sont faux, ou pas tout à fait vrai. Aujourd'hui les chinois préfère le 32bit tout simplement parce qu’un processeur 32bis coûte 4 fois moins chère qu'un 8bit (un seul fabricant Atmel). Juste un exemple : Speed – 8-bit controllers slow down the hotend dramatically when calculating curves and arcs. C'est faux, cars aucun trancheur ne gère les arcs ou les courbes dont ça sert à rien, sauf si vous transformez votre imprimante en CNC/Graveur.1 point
-
C' est quelle matière que tu imprimes pour avoir une température de bed a 110° ? Tu peux essayer de débrancher le tube PTFE coté extrudeur , puis de faire avancer le filament en manuel sur 100mm . Si tu arrives a retenir le filament a la main le soucis vient de ton extrudeur sinon tu as certainement un bouchon dans ta tête d'impression.... et tu est bon pour la titi's procédure je pense1 point
-
@mellesan La lecture du sujet suivant pourrait peut-être être utile : Le bras levier de l'extrudeur plastique d'origine a une forte tendance à se fissurer sur le dessous (là où on ne le voit pas sauf après démontage) En changeant simplement la buse, il es t aussi possible que le PTFE ait bougé créant un interstice et le colmatage est en cours. Dans mon sujet au-dessus, je renvoie vers la procédure de @Titi78 à mettre en oeuvre quand on remplace la buse sur nos Creality. Quel filament utilises-tu ? Je suppose de l'ABS avec tes 110° pour le plateau et 230° pour le filament mais comme tu ne le précises pas, je préfère poser la question.1 point
-
Oui, je précisais simplement que la variable quand elle est complétée par «_layer_0» permet de prendre en compte cette première couche ou pas (lit et / ou tête) La préchauffe simultanée des deux éléments (lit et tête) réalisée via le boitier de commande est possible car elle utilise les deux G-codes non bloquants (M104 (tête) et M140 (lit)) et elle ne fait que ça. Dans le G-code de démarrage on peut aussi les utiliser MAIS on doit obligatoirement placer ensuite des commandes de chauffe bloquantes sinon la suite des instructions se poursuivraient avec la forte probabilité de lancer l’impression alors que la buse n'est pas suffisamment chaude pour faire passer le filament de 1,75mm à travers la buse de 0,4mm (l'extrudeur de toute façon l'empêcherait si la température est en-dessous de 170° ou au-dessus de 170°, il n'apprécierait sans doute pas et le ferait savoir en émettant des «bruits»). PS: si tu veux en apprendre plus sur les variables utilisables avec Cura : http://files.fieldofview.com/cura/Replacement_Patterns.html1 point
-
J'ai la CR-10 V2 (30x30x40)depuis 6 mois et en suis très content (elle succède à une PrinterBot Simple metal de 2014) qui fonctionne toujours. Préférée à une CR-10s Pro entre autre parce que son boitier est externe et n'est pas sous la machine (ça a beau être isolé: mettre des composants électroniques sous une plaque chauffante...). Je voulais aussi tourner le boitier vers moi. Fonctionnement parfait sans aucune bidouille logicielle. Pas de jeu dans l'assemblage et il y a en plus une triangulation. Après un mois, j'ai acheté le BLTouch 3.1. Installé sans problème. Il a juste suffit de mettre le firmware constructeur. Inconvénient de la machine : Bruit du bloc alim infernal. J'ai rapidement déconnecté les 3 petits ventilos internes et mis à la place 2 ventilos de 120 mm (récup d'alim de PC) sous le boitier (dont j'ai enlevé la plaque inférieure). Il a juste suffit d'un petit convertisseur d'alim (2€) car l'alim ne sort que du 24V. Inutile de remplacer les 3 ventilos interne par des modèles de meilleur qualité: c'est le vent dans le fatras de composants, nappe, fils qui provoque le plus de bruit. Avec les deux ventilos dessous (sur des supports 3D) il n'y a plus aucun bruit (sauf celui des deux ventilos de la tête) d'impression J'ai aussi fini par supprimer le détecteur de filament qui arrêtait tout à cause de mauvais contact (mal conçu). Comme je reste à côté de la machine, ce truc ne sert à rien. J'aime dans cette machine moderne la reprise d'impression: On sélectionne pause, on attend que la tête revienne à 0,0. On éteint. Quand on rallume, le système demande si on veut continuer. Bref: très content. (achetée chez Banggood avec sélection d'un dépôt en europe: livré en 3 jours)1 point
-
Toutes les imprimantes citées imprimeront correctement sorties du carton, que ce soit Alfawise, Creality, Artillery, Ortur et j'en passe On est juste en plein changement de "standard" je trouve, et quitte à investir, je le ferais dans une machine type Ortur Obsidian ou Biqu Bx (direct drive, drivers silencieux, moteurs précis, contrôle de l'alimentation, etc.) quand il y aura l'équivalent avec le volume d'impression que tu souhaites1 point
-
Salut, un indice ici: ou dit autrement: #define DEFAULT_AXIS_STEPS_PER_UNIT { X, Y, Z, E } Pour le calcul, tu devrais t'en sortir...1 point
-
Comme on te l'a expliqué précédemment, ton erreur vient du nom des variables: print_bed_temperature doit être remplacé par material_bed_temperature (idem pour le reste) Ce qui donne: M104 S{material_print_temperature} ;Consigne température buse M140 S{material_bed_temperature} ;Consigne température plateau M109 S{material_print_temperature} ;Attente température buse M190 S{material_bed_temperature} ;Attente température plateau Pour la consommation de l'alimentation, c'est la raison principale pour laquelle je suis passé en lit chauffant 230V. Excès de précaution? probablement...1 point
-
Fait chauffer l'ultrabase à 70/80 et gratte le plus gros du pla qui colle (je le fais avec mes ongles mais gaffe c'est chaud, ne pas prendre de spatule acier ou autres trucs qui va rayer ton ultrabase), le reste devrait partir avec de l'alcool ménager et un chiffon en frottant assez fort, toujours bed chaud. Est ce que tu avait bien dégraissé l'ultrabase avant tes essais ? Pour le pla je suis plutôt à 55/60° et pas de souci d'accroche de la première couche mais faut l'imprimer très lentement (je suis à 10mm/s mais 20 ça va aussi)1 point
-
navigateur + mail ça me suffit mais on verra bien1 point
-
@Altdorf Ton problème est que tu n'utilises pas les bonnes variables (celles que tu utilises sont pour PrusaSlicer et celui-ci utilise les crochets [] alors que Cura utilise les apostrophes {}) : Extrait de mon gcode de début pour Cura (4.7.1) et ma CR10 et qui est pleinement fonctionnel :1 point
-
Le M0 ne peut fonctionner qu'avec un écran LCD, ce qui n'est pas le cas de la E3V2 (TFT) Le M300 nécessite l'activation de SPEAKER dans le configuration.h du Marlin (il n'est peut-être pas activé dans le firmware Creality) et accessoirement la présence d'un «buzzer» / haut-parleur. Pour le G92, c'est étonnant car il est fréquemment utilisé pour réinitialiser l'extrudeur, Dans les valeurs entrées après l'axe (Z, X, Y, E) tu as bien utilisé le format numérique anglo-saxon (le point (.) au lieu de la virgule (,) pour séparer les entiers des décimales) ?1 point
-
Salut 400 c'est des valeurs données pour une vis trapézoïdale d'un pas de 2 mm1 point
-
@Altdorf Bonjour, La liste de tous les G-codes possibles est disponible sur le site de Marlin, la Bible est >>> ici <<<. Pour ceux que la Ender3 V2 est capable d'utiliser, seule l'analyse du code source de ton modèle permettrait de la connaître sinon la méthode essai-erreur est la seule qui te reste. Lesquels ne fonctionnent pas sur ta V2 ?1 point
-
Je ne suis pas fan de ce type de support pour les bobines car lorsque qu'elles sont presque vides elles ne sont plus assez lourdes pour tenir sur les galets et ont tendance à dérailler...1 point
-
Evite le sunlu, noir il est noir transparent et le blanc blanc transparent1 point
-
Non, pas vraiment, Il existe de nombreux modèles de tendeurs de courroie Y pour l'anet A8, seuls ceux qui se mettent sous le plateau peuvent apporter une correction, et encore, tout dépend des dimensions de la pièce. Par contre en faisant la correction que j'ai indiquée, le problème EST réglé.1 point
-
Bravo les personnages et les modèles sont bien réussis, merci du retour d'expérience et nous saurons t'écouter pour de nouveaux projets ! N'hésite pas à communiquer et partager ton expérience avec la communauté qui grandie à grand pas. Si tu as des problèmes techniques et matériels nous sommes là pour répondre en particulier @studiolab39 officielpropose son expérience professionnel comme revendeur national de TENLOG; il assure un SAV et propose ses services multiples. Il détient des kits pour upgrader nos machines TENLOG à haut niveau. cordialement Francis1 point
-
Je confirme que pour un infill à 100% et u filament qui fait bien 1,75... soit l’extrudé fini par claquer, soit pire, la pièce Google car trop remplie et pousse l’extrudeur par le haut. Je suis en direct drive avec un bmg et j’ai réglé les stops à 418, pour avoir la bonne extrusionthéorique, et je règle mes profils avec un flou entre 95 et 97% pour le rigide, et 105% pour le flexible. Je pense que l’ajustement a plus de sens dans le profil de filamenr.1 point
-
Bonjour voici quelques-unes de mes impressions avec la Ender 3 V2...



 1 point
1 point -
Sinon, tu peux essayer d'inverser les sondes de température (buse et lit chauffant). Si les connecteurs sont identiques, c'est rapide.1 point
-
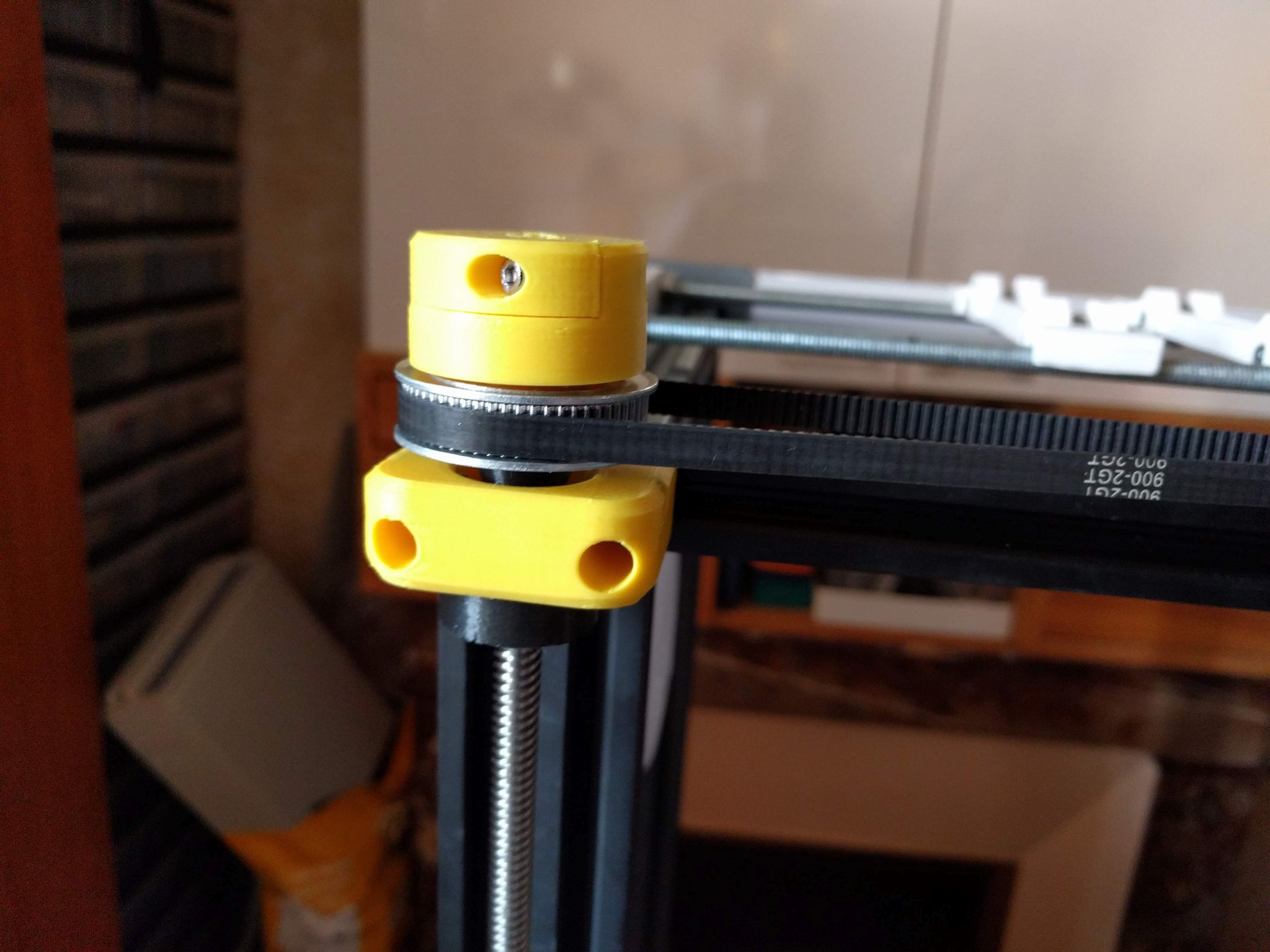
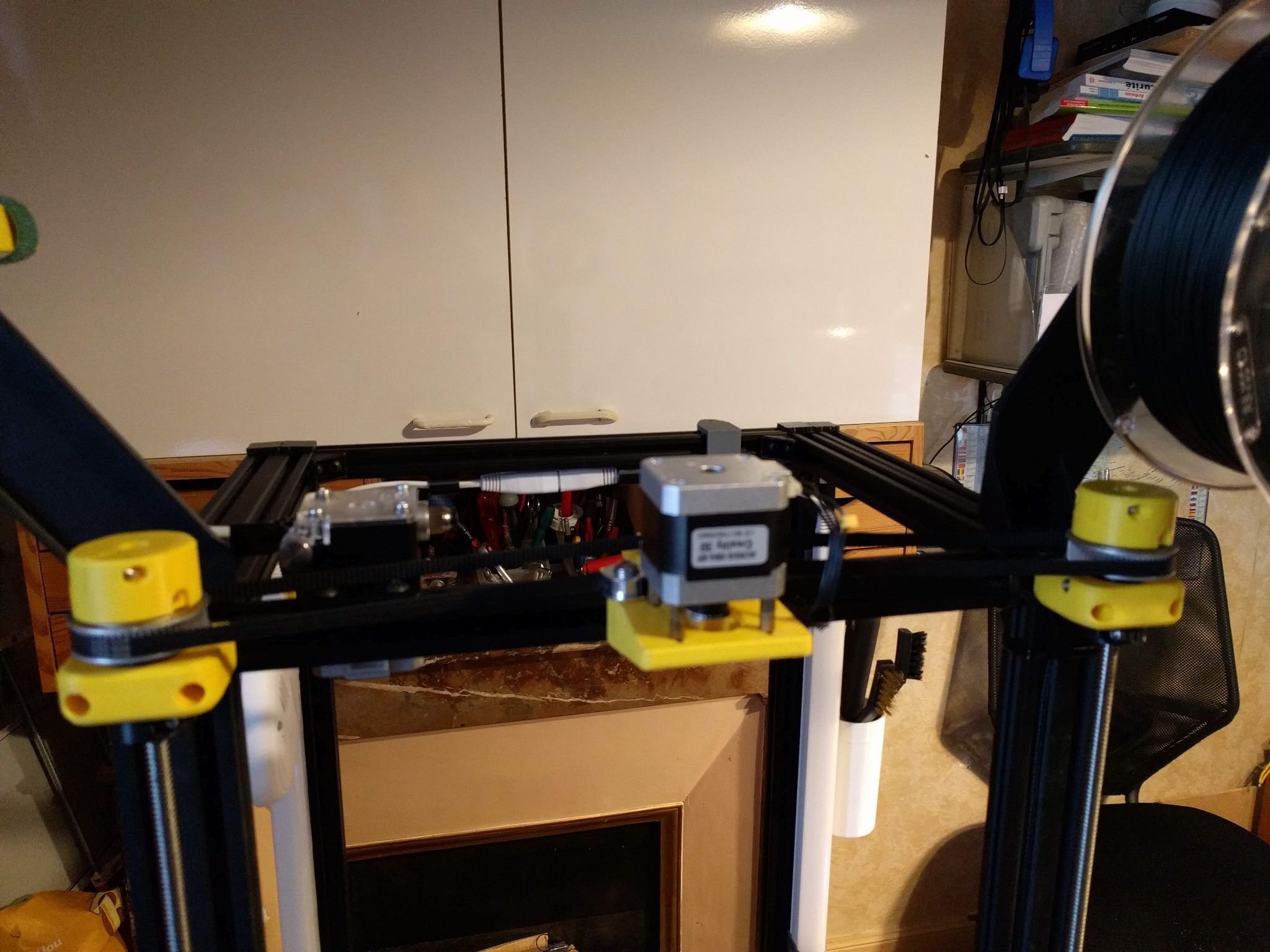
Attention pour le Z, c'est dû au fait que j'ai ajouté une seconde tige filetée trapézoïdale, synchronisée par une courroie n'utilisant qu'un seul moteur pour piloter l'ensemble. Mécaniquement les tiges ne sont contraintes que sur deux points (il suffit de 2 points pour définir une droite ). Mes roues d'entrainement étant des 60 dents, la valeur du pas du Z est multipliée par 3 : Mes tiges trapézoïdales sont des T8, pas de 2 avance de 8 (4 filets) :
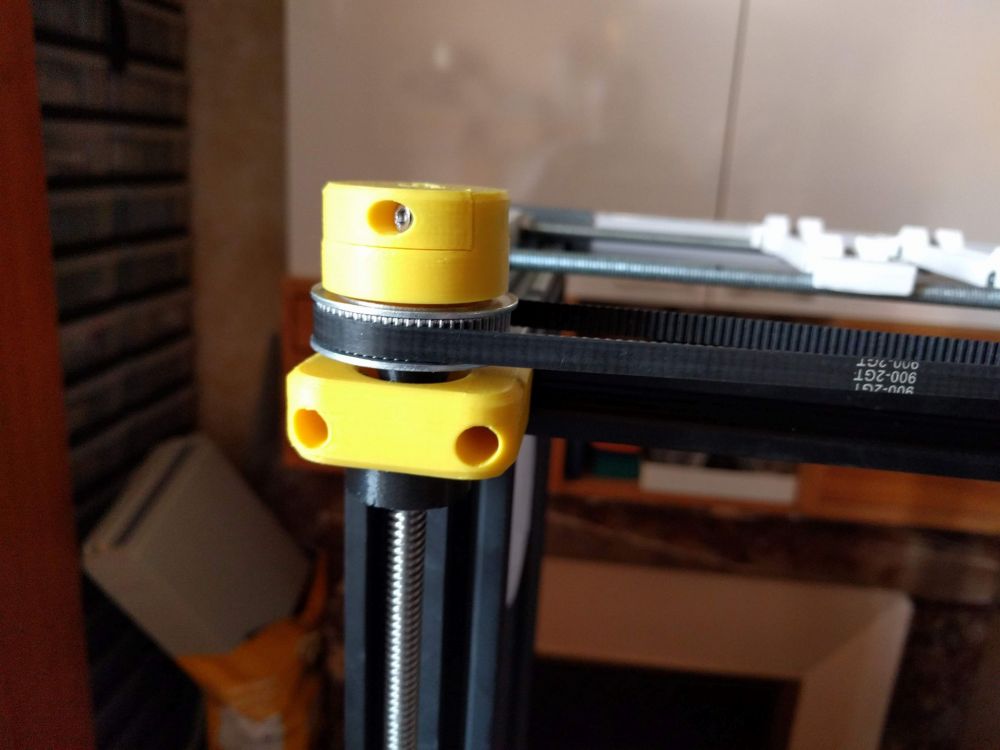

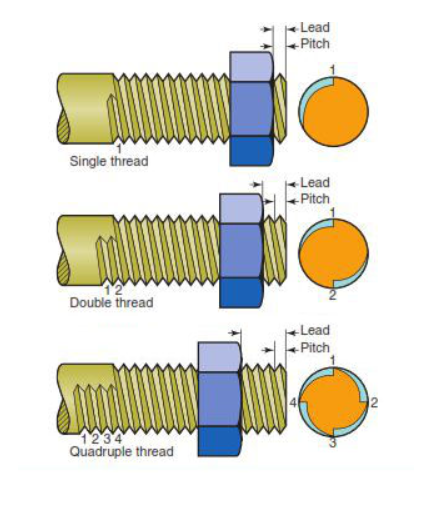 1 point
1 point -
Les utilisateurs qui copient collent le même message partout on peut pas y faire grand chose0 points
-
Bonjour a tous Je vient donner des nouvelles de cette fameuse BIQU-B1 . Miracle j'ai reçu des pièces ce matin , c'est cool . Déballage du colis ,enfin si on veut,c'est plus un espèce de sac ou tout est en vrac dedans et vu la taille ,je sens déjà les problémes , lol Donc pour rappel je devais recevoir un plateau complet (extrêmement bombé) , un écran (pas de validation avec le bouton marlin), une alimentation (grillé d'origine ou presque)et une carte mère (grillée elle aussi après environ 30 h de prints en tout). j'ai reçu : En guise de plateau ,une simple plaque SSS qui ne me sert a rien puisque c'est le plateau qui est en cause un écran ,cool c'est celui qu'il me fallait (pas encore essayé) une alimentation (pas la même que l'originale) complètement défoncée (si je veut l'installer il va falloir changer le châssis de l'alim en admettant qu'elle fonctionne) Et enfin une carte m..... ,ah ben non elle n'est pas dans la livraison ,dommage J'ai donc attendu presque deux mois pour pouvoir faire fonctionner cette imprimante avec les pièces de rechange promise pour remplacer les pièces défectueuses , mais comme les pièces livrées ne correspondent pas ou sont manquante , ben ce n'est pas encore pour cette fois , lol.. En fait non ,la je me mettait juste a la place d'une personne débutant l'impression 3D sans aucune connaissance et ayant commandé cette imprimante , la réalité est triste mais il n'imprimera jamais sauf si il fait comme moi , mettre la main au portefeuille pour acheter et remplacer les pièces défectueuses et réparer cette imprimante lui même . Et ne penser pas vous faire envoyer les pièces de rechange , vous pouvez toujours essayer , mais c'est un travaille de longue haleine pour un résultat au final très médiocre . Moralité ,ne jamais s'emballer sur une imprimante qui semble très prometteuse et ou nous n’avons aucun retour , car au bout du compte ,pour le même prix de revient de cette machine ,j'aurais pu avoir mieux et plus grand , genre Sidewinder X1 ( même si elle a quelques soucis aussi ) , au moins elle , elle possède un SAV lol Merci encore une fois de m'avoir lu PS: je suit toujours avec grand intérêt , la Ortur Obsidian , mais ce coup ci ,j'attend les retours .0 points
-
Et voilà ! Les ventilos chinois sont reçus . Le 80x10 est plus aigu donc plus inconfortable que l'origine . J'aurais dû m'abstenir de le commander : autant de bruit sinon plus , à 1 petit dB près ... et encore ! Je n'ai pas pu essayer le 40x10 pour le moment mais ça va venir !0 points
-
L'intérêt de l'appli n'est pas là, mais dans les notifications instantanées... La capture de l'attention, toussa...0 points















.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)