Classement




Contenu populaire
Contenu avec la plus haute réputation dans 07/01/2021 dans Messages
-
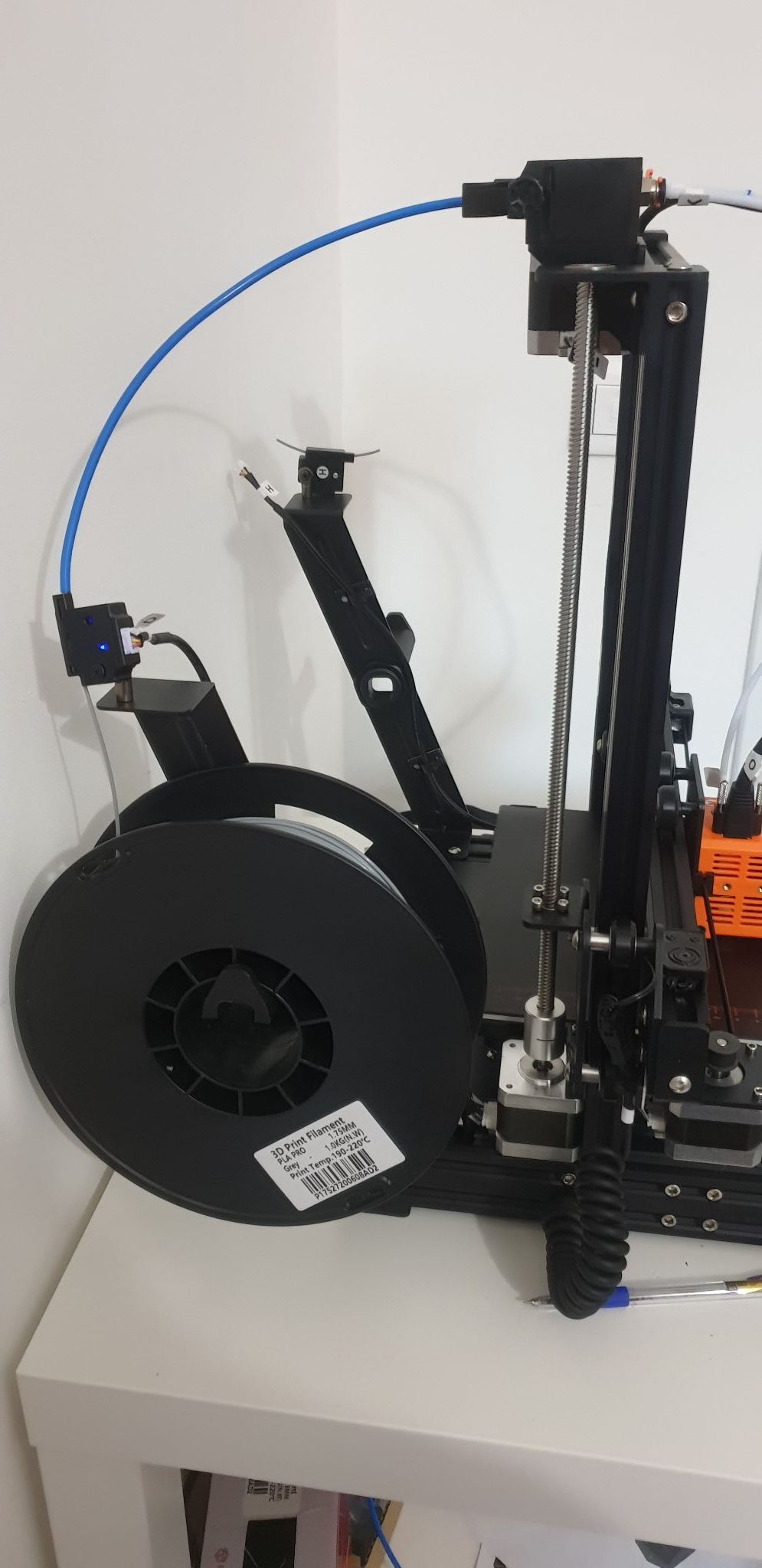
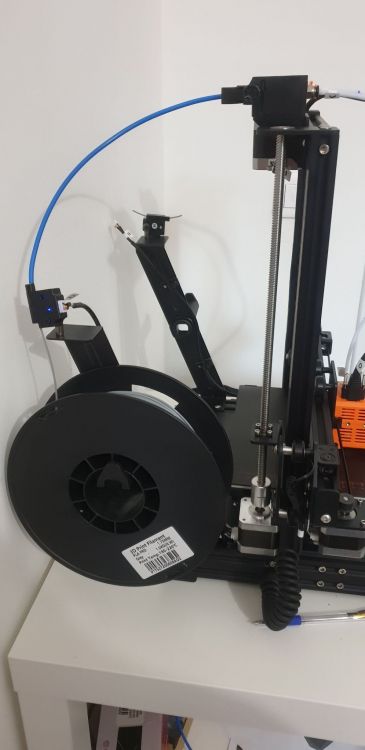
Pour ceux que ca intéresse, voici une petite modif qui est à mon sens très intéressante. En effet vous avez du remarqué que le filament était tendu entre le détecteur et l'extrudeur, a force ca finit par user l'entrée de l'extrudeur a cause du frottement. J'ai donc rajouter un morceau de PTFE entre les deux, du coup ca ne tire plus sur le détecteur et ca ne frotte plus à l'entrée de l'extrudeur, voir photo:
 2 points
2 points -
amovible, bonne accroche et retrait des objets facilité2 points
-
Imprime une seule couche pour voir1 point
-
Contrôles ton coupleur qui maintient ta tige filetée et le moteur. La noix en laiton ne doit pas être trop serrée de façon qu'elle puise bouger au besoin. En complément:1 point
-
Effectivement j'ai lu trop vite. Mais ça reste aussi un des problèmes récurrents sur les bobines Pour les problèmes de blocage, c'est pour moi dans 99% des cas, un problème de manipulation des bobines par les utilisateurs.1 point
-
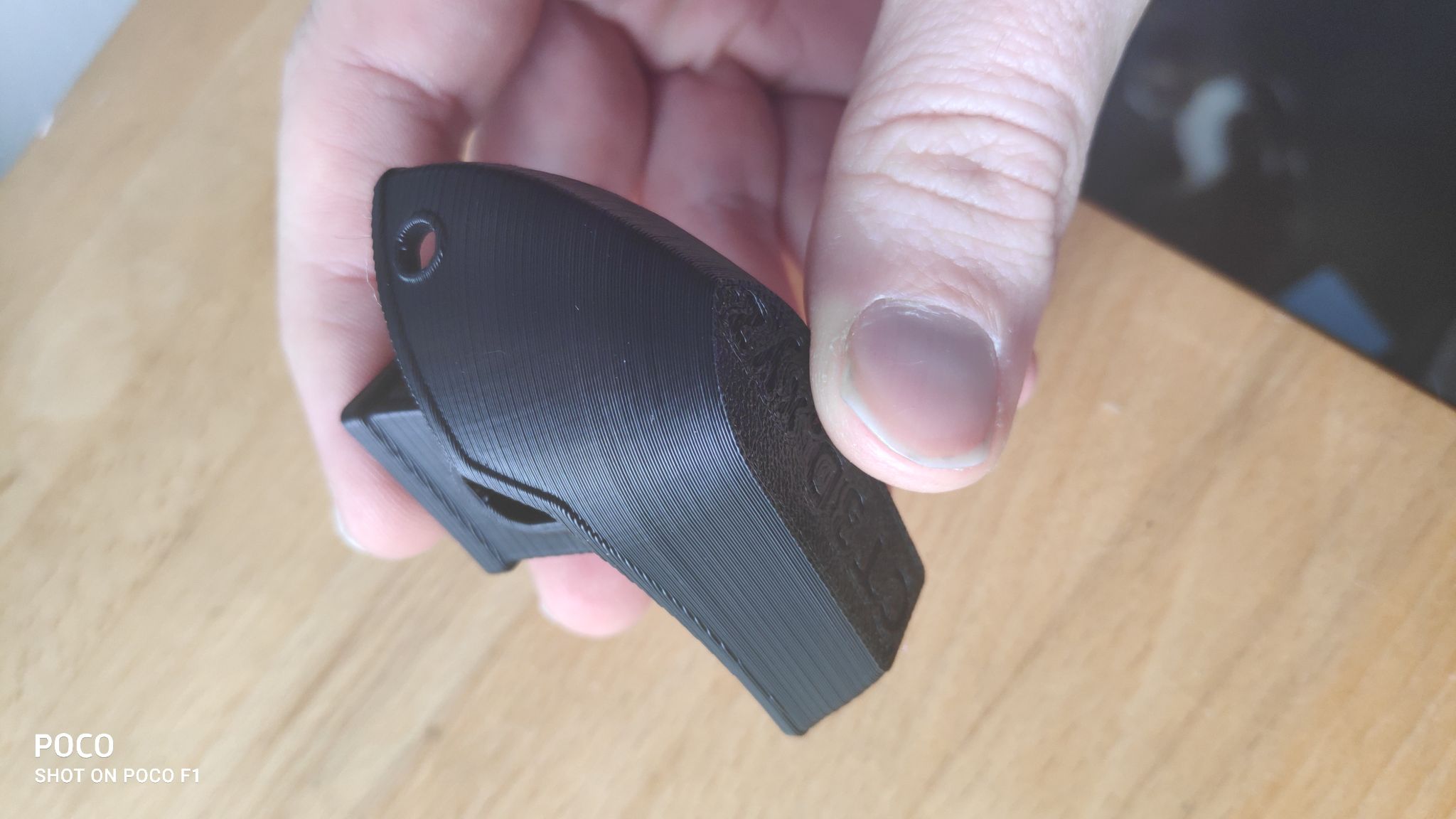
Merci pour tes précisions sur la CR6. Maintenant, quand j'aurai envie de changer, une autre sera peut être sortie. Concernant la moto, je veux fixer ma petite plaque SOUS l'immatriculation pour masquer ces deux trous (cerclés de rouge) que je n'aime pas du tout. Je me base sur une idée trouvée sur le net (autre photo), et ma réalisation est beaucoup trop grande pour l'instant car elle fait la largeur de la plaque d'imm.

 1 point
1 point -
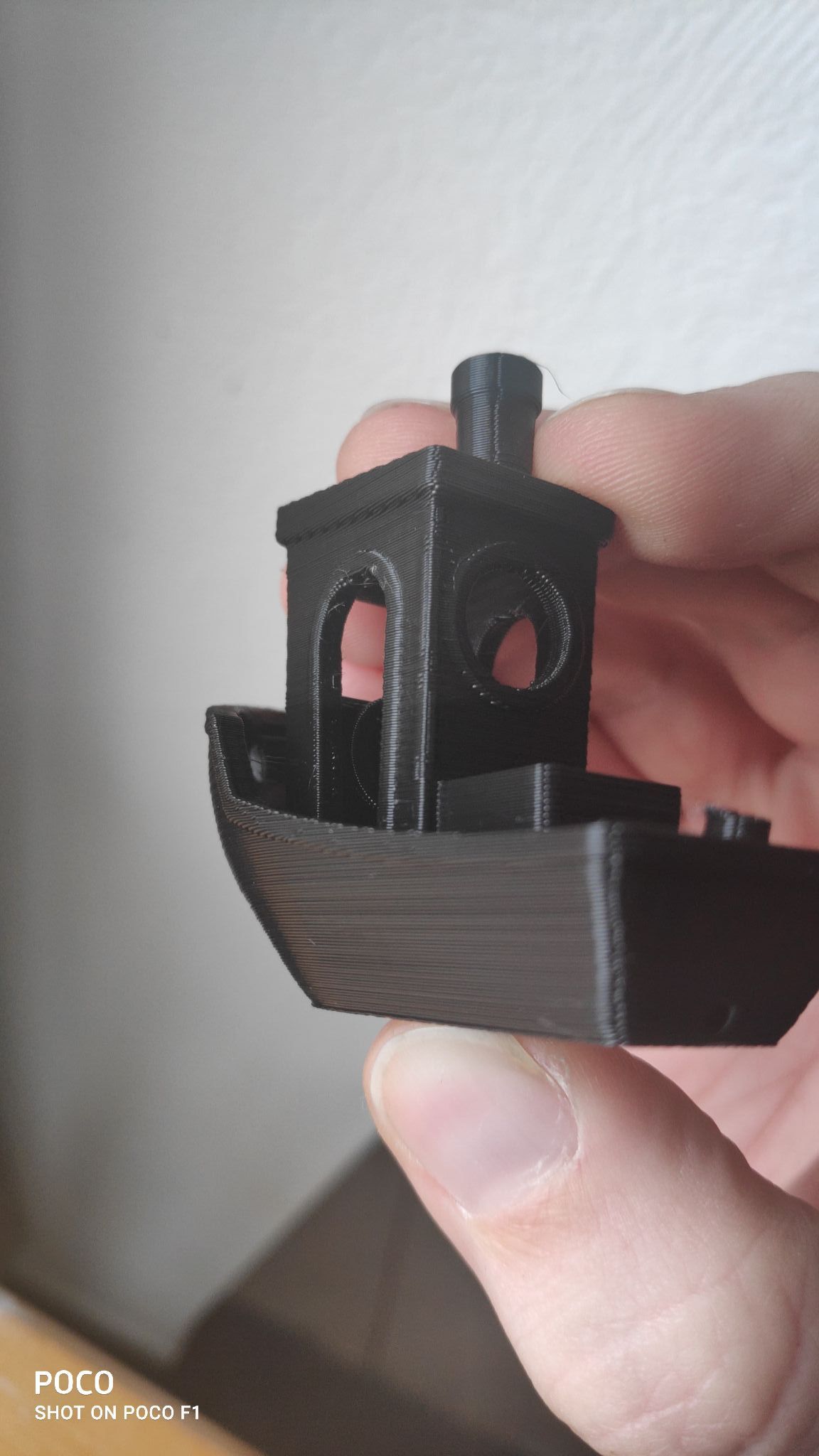
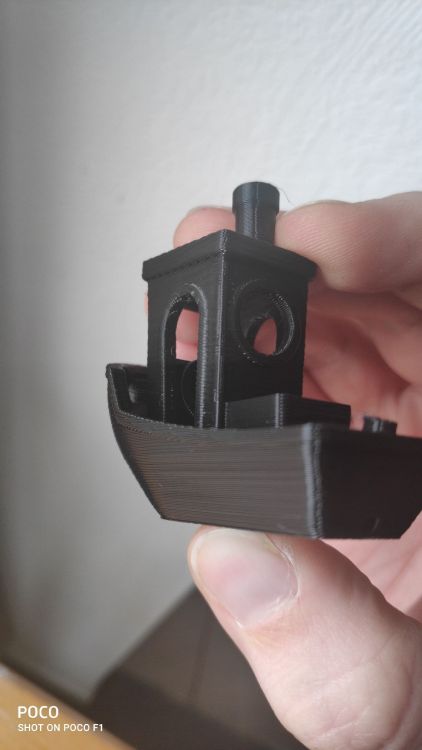
Benchi brut sans réglage pid, calibration etc...



 1 point
1 point -
Si tu es totalement débutant et que tu n'es pas à l'aise en informatique, je te conseille de t'inscrire dans un fablab (il y en a certainement dans ta région), cela te permettras de te familiariser avec cette techno et ensuite de pouvoir faire le bon choix d'imprimante. De plus, tu n'auras pas dépensé inutilement 2 ou 300 € qui traineront au fond d'un placard. Franchement, je trouve que sur le forum on ne parle pas beaucoup des fablab qui sont la pour aider au choix et à l'apprentissage de l'impression 3D1 point
-
Le problème c'est l'allongement (ou plutôt la compression) de la partie élastique, qui risque de générer des erreurs de hauteur et/ou une mise en biais de la traverse si un des deux côtés monte/baisse plus durement que l'autre (ceci est vrai bien sûr uniquement sur les machines qui ont 2 moteurs Z) C'est pour ça que les kopins mettent une bille : ça peut pas aller plus bas !1 point
-
oui . pas de soucis. le but est d’éviter le tassement du coupleur (pour faire comme un rigide)1 point
-
Tu as raison @Bastan cela n'aurait rien changé dans ton cas. @biostrike est "hors sujet", il parle d'un autre vrai problème qui est l'accrochage du fil sur la bobine en fin de bobine. Une bobine laissée dans un carton au soleil peut avoir des effets catastrophiques. Pour l'anecdote, je me souviens d'un client qui avait stocké deux tonnes de bobines de film thermorétractable dans un local sous des tôles ondulées en plein été, elles se sont collées l'une sur l'autre et les 2T ont finies à la benne.1 point
-
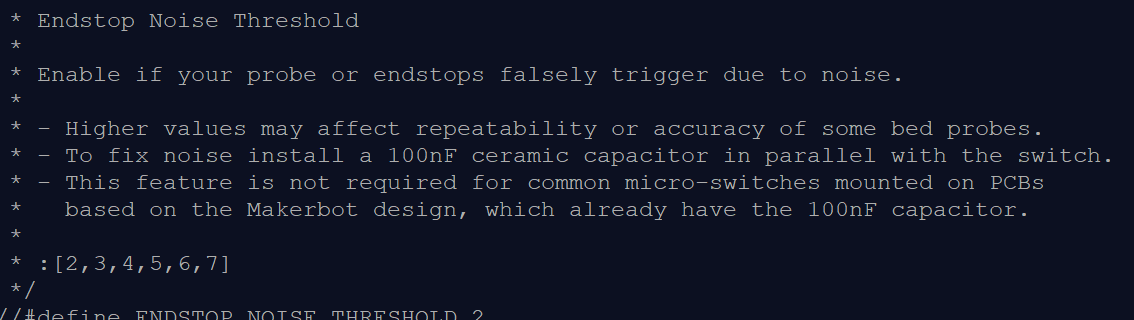
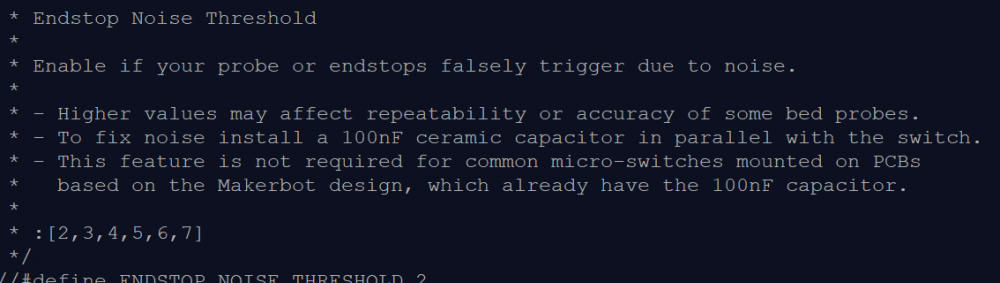
Bonjour Alors je viens d'avoir le prob, c'est un soucis d'interférences. Deux solution : Software : Activer : //#define ENDSTOP_NOISE_THRESHOLD 2 Attention c'est normalement efficace mais ca réduit la précision (c'est indiqué juste au dessus de la ligne) Hardware (la plus efficace) : souder des condensateurs céramiques 100nF en para sur les endstop (exemple : https://www.amazon.fr/gp/product/B07Y7PHY91/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1 ) Voir bas de page. https://marlinfw.org/docs/hardware/endstops.html
 1 point
1 point -
Quand on ne sait plus quoi inventer en matière de sécurité, ça devient contre productif, voire même ça créé des problèmes ou de la pollution là où il n'y en avait pas. Les équipes s'occupant de la sécurité au taf, on jugé bon de baliser tout le parcours piéton du parking vers l'usine avec une belle peinture. Le parking étant en pente, ça n'a pas loupé il y a eu des accidents et blessures au premier hiver. L'année suivante ils ont sablé la peinture pour la rendre moins glissante, en plus d'y répandre un sac de sel par mètre carré (pas sur que ça soit terrible non plus tout ce sel), et cette année ils ont carrément enlevé la peinture. Résultat, des kilos de peinture, sel, sable et je ne sais quels autres produits encore, pour rien, et il y a toutes les chances que ça ait fini dans les eaux usées. J'ai pas souvenir que les photocopieuses soit spécialement filtrées, surtout quand ce sont les employés lambda qui changent les cartouches en mettant du toner partout. Ah oui, ce ne sont que des grosses particules <10µm, on est sauvé. Mais ce genre de machines produisent beaucoup d'aérosols (<100nm) lors des impressions, sans pour autant qu'on les enferme dans une bulle. Je suis sûr que vous reconnaissez tous l'odeur de la photocopieuse. J'ai d'autres exemples. Quand on est malade, on s'astreint à une hygiène de vie irréprochable, on n'approche plus les éléments qui nous rendent malade (diabète, cholestérol, cirrhose, etc...). Dans le prolongement, si on est sensible à ce point à l'impression 3D, le mieux est de ne pas utiliser d'imprimante 3D, tout simplement.1 point
-
Bonjour, Ok...pourvu que ça dure A+1 point
-
Ça arrive très souvent, mais c'est surtout selon le système d'accroche des fabricants de bobine. C'est pour cette raison, que je n'accorde aucune confiance aux détecteurs de fin de filament, qui n'auront aucun effet dans ce cas. Le meilleur détecteur c'est vous : Surveillez et anticiper le changement de bobine restera la solution la plus fiable.1 point
-
Je fais ça avec 2 cales, des Kaplas Je tourne chaque coupleur à la main jusqu'à ce que les 2 cales touchent tout juste le profilé de chaque côté. Tu peux voir une démo à 16mn23 sur cette vidéo :1 point
-
Après de très très très nombreux essais tous autant infructueux les uns que les autres, j'ai décidé de repartir d'une nouvelle base Marlin2. Donc re téléchargement et re essais. Et là, la motherboard MKS_GEN_L_V21 est acceptée. J'avais donc, visiblement, un pb avec le 1er Marlin téléchargé (fichier ou sauvegarde). Nouveaux essais donc en cours.1 point
-
Je viens de recevoir un direct drive titan de chez creality. Sur leur vidéo on voit bien qu'il y a un PTFE e dtre titan et corps de chauffe. Creality titan1 point
-
En fait j'ai posé ma question directement sur le forum octopi et il s'avère que la fonction backup a pour but de réutiliser ses plugins et paramètres et notamment lors de la mise à jour d'octopi. Voici le liens vers le sujet (en espérant que ça puisse aider) : https://community.octoprint.org/t/backup-plugins-on-new-octopi-version/286101 point
-
C'est vrai que si c'est sur une petite impression c'est pas un drame, mais sur la fin d'une grosse impression si ça foire à cause de ça tu as juste envie de les tuer ...1 point
-
Comme tous les organismes officiels considèrent qu’il n’y a pas de danger avec les plastiques lors de leurs transformations, nous n’avons aucune évacuation ni filtration (matières: ABS, PP, PA, PC, PMMA, PE, PS, PEEK) En décembre je suis allé visiter une usine ultra moderne d’injection qui transforme plusieurs milliers de tonnes annuellement, il n’y a pas plus de filtration, suite aux visites de la médecine du travail et des autres organismes Apaves, etc. je suis allé dans d’autres pays européens visiter des unités d’injection dans lesquelles il n’y avait pas plus de protections. Alors permettez moi de rire lorsque je lis que les utilisateurs de petites imprimantes qui transforment quelques kilo de PLA par an sont traumatisés par les soit disantes particules dangereuses émises par leur bécane. À chacun ses phobies, moi c’est les araignées.1 point
-
Re, regarde déjà si les vis du coupleur entre la tige filetée et le moteur ,sont bien bloquées. regarde si les connecteurs sur le moteur et sur la carte mère sont bien enfichés. tu peux aussi permuter les moteurs de 2 axes pour voir si ça le fait encore . Peut tu mettre une photo de ta carte mère ? ceci pour voir si les drivers sont soudés ou amovibles .pour faire un essai de permutation de 2 drivers.. A+1 point
-
Oui, et le "tramming" (désolé ya pas vraiment de mot qui va bien en Gaulois) c'est s'assurer que l'axe de la broche est parfaitement d'équerre avec la table Normalement on fait ça avec un comparateur monté dans la broche de cette façon : Sur un tour complet de broche, le comparateur doit être à zéro partout Enfin ça c'est la théorie. Dans la vraie vie sur nos brêles en carton, c'est difficile à obtenir Mais ça n'empêche pas d'ESSAYER de s'en approcher le plus possible, au moins de comprendre le principe Tant que la broche n'est pas perpendiculaire à la table en 4 points, inutile de rêver à faire du bon boulot
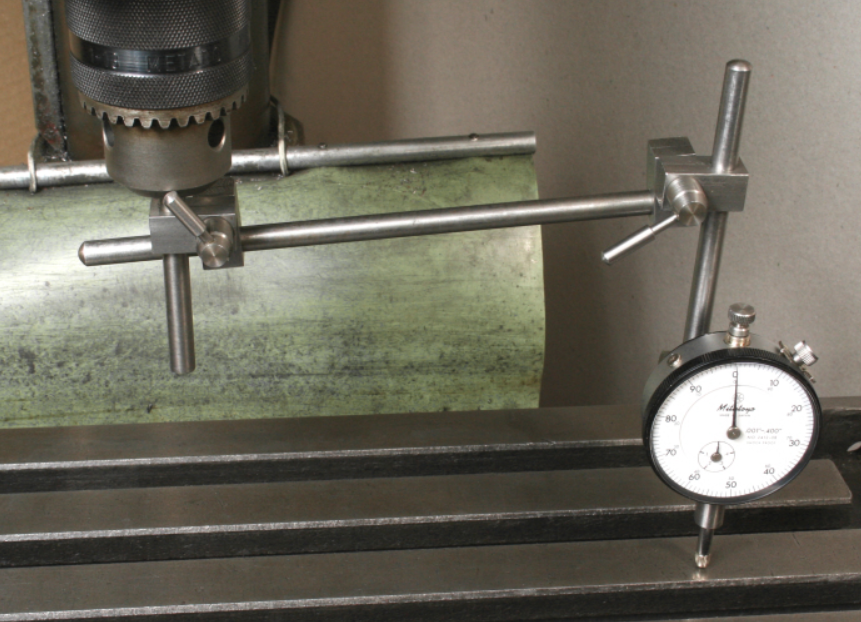 1 point
1 point -
Hello Parfaitement adapté à la D3 non pas encore. Mais en gros je me conçois des pièces me permettant de brider mon pied à coulisse sur une pièce fixe de l'imprimante (Par exemple le "rail" de l'axe X pour l'axe X et le "rail" de l'axe Y pour l'axe Y ... ) et me permettant d'utiliser la jauge de profondeur (si elle est bien rigide car sur certains pieds à coulisse ...) pour appuyer sur le chariot dont je veux mesurer le déplacement. (La tête ou le bed en gros) Une fois en place je commence par demander un mouvement de 1mm pour bien mettre en contacte la jauge et le chariot puis mise à 0 du pied à coulisse puis je demande 80 ou 100mm de déplacement (selon la course disponible sur le pied à coulisse) je regarde la valeur et classiquement à l'aide d'un produit en croix je vais compenser la valeur de mes steps/mm pour l'axe concerné.1 point
-
non juste la pointe qui étai bien tordu que j'ai pu redresser avec délicatesse , depuis ce midi elle a déjà fait 3 printe avec une première couche impeccable1 point
-
Oui le PETG a un joli rendu. 250/90 pour la plupart des pièces en PETG que je fais. Parfois je monte un peu plus haut quand j'approche de la limite de débit de matière de ma hotend ou quand je vais vite. Pour la solidité, c'est pas non plus du métal hein. Le coup de la roulette c'est surtout l'orientation et de l'astuce qui la rend solide. La tige filetée sur toute la longueur en interne aide également. J'avais fait la même pièce avec des parois de 5mm un infill à 50%, établi couché sur le côté, je me suis pendu à la roulette et la pièce a craqué de tous les côtés (non visible, c'est la tige filetée qui s'est inclinée en écrasant l'infill). La même pièce avec 100% d'infill et elle ne peut mécaniquement plus se déformer à l'intérieur du tube acier, pas d'air, pas d'espace, pas de liberté de mouvement. En position normale (verticale) le tube acier repose presque directement sur la roulette à travers le centimètre de plastique qui sert d'enjoliveur et empêche la poussière de s'accumuler. Il y a peu d'efforts de cisaillement, lors des sessions de scie ou lime manuelles tout au plus. Avec les freins enclenchés au 4 coins et son poids, c'est très stable. Ce qui m'étonne le plus avec le temps, c'est que les pièces ne prennent même pas de jeu (ça reste du plastique), alors qu'elles sont juste emmanchées au maillet. Pour les serre-joints, en serrant à fond on voit bien qu'il y a de la souplesse (caractéristique du PETG), mais ça ne casse pas et ça reste bien serré durant les heures des sessions collage bois.1 point
-
Sachant que la zone de fusion du verre (simple) se situe entre 800 et 1400°C, je ne pense pas que ton bed ai atteint cette température et que ta pièce y ai résisté.... Tu as peut être eu un éclat de verre qui est resté sur ta pièce, cela arrivant quant il y a trop d'accroche et/ou qu'on enlève la pièce sans attendre que le bed refroidisse.1 point
-
@zeta2reticuli Pour embouter la buse sur la cape, prévoir un épaulement pour qu'elle se cale d'elle même à la bonne profondeur et éviter qu'elle ne puisse basculer sur un côté ou un autre. Pour éviter les supports, parfois je fais un angle arrondis même si un angle droit aurait tout aussi bien convenu. Car avec l'arrondi n'ai pas de surface horizontale mais un surplomb progressif. Donc un arrondi sous l'épaulement (en jaune, le dessus étant bien plat) devrait te permettre de te dispenser de supports :
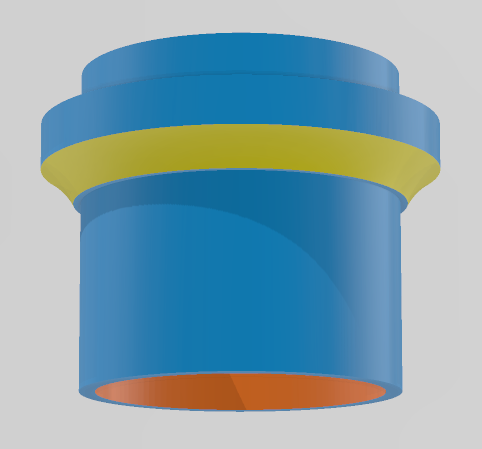 1 point
1 point -
J’espère que vous ne faites pas de finition sur les pièces que vous imprimez (toutes matières confondues). Le moindre ponçage à la main ou à la Dremel dégage des milliers de fois plus de particules qui volent et se déposent durant plusieurs jours.1 point
-
Merci pour vos réponses, oui entre une imprimante plug and play comme une Zortrax M300 que j utilise au boulot et une Tenlog les réglages diffèrent beaucoup, le slicer aussi. Le jeune du boulot imprime depuis plusieurs années sur Ender 3, CR 10 et une duplicator. Oui il faut y passer du temps pour arriver à trouver de bons réglages par rapport à une marque. En tout cas j aime beaucoup ces forums d échanges ou l on apprends plus vite. Et les problèmes on en à tous mais des conseils, des idées à partager c est encore mieux. Bon allez vais refaire des tours d essais ... Pas le choix quand on part de zéro. Pour les zéros comme moi des vidéos trés utiles avec Tamtam3D Il y a 3 ou 4 autres vidéos et je peux vous dire que cela aide vraiment beaucoup pour approcher l impression Tenlog ou autre.1 point
-
Salut, Ben, non, du curling c'est ça: Plus sérieusement, c'est ça. Ton problème est un problème d’adhérence. Il faut donc jouer sur différents paramètres: nettoyer le plateau à l'alcool, bien écraser la 1ère couche, température du plateau correcte (60°C -> 80°C voire plus, à tester), remplacer le radeau par une bordure (avis personnel),... j'imagine que le filament est du PLA. Si c'est de l'ABS, les préconisations sont différentes.
 1 point
1 point -
Si la ender 3 t'intéresse, voici des explications sur les différences. La V2 a une carte qui est "plus silencieuse" (elle "gère mieux" les moteurs). La conséquence, c'est que les surfaces verticales sont de meilleure qualité (pas/peu d'effet peau de saumon = mini vaguelettes ).1 point
-
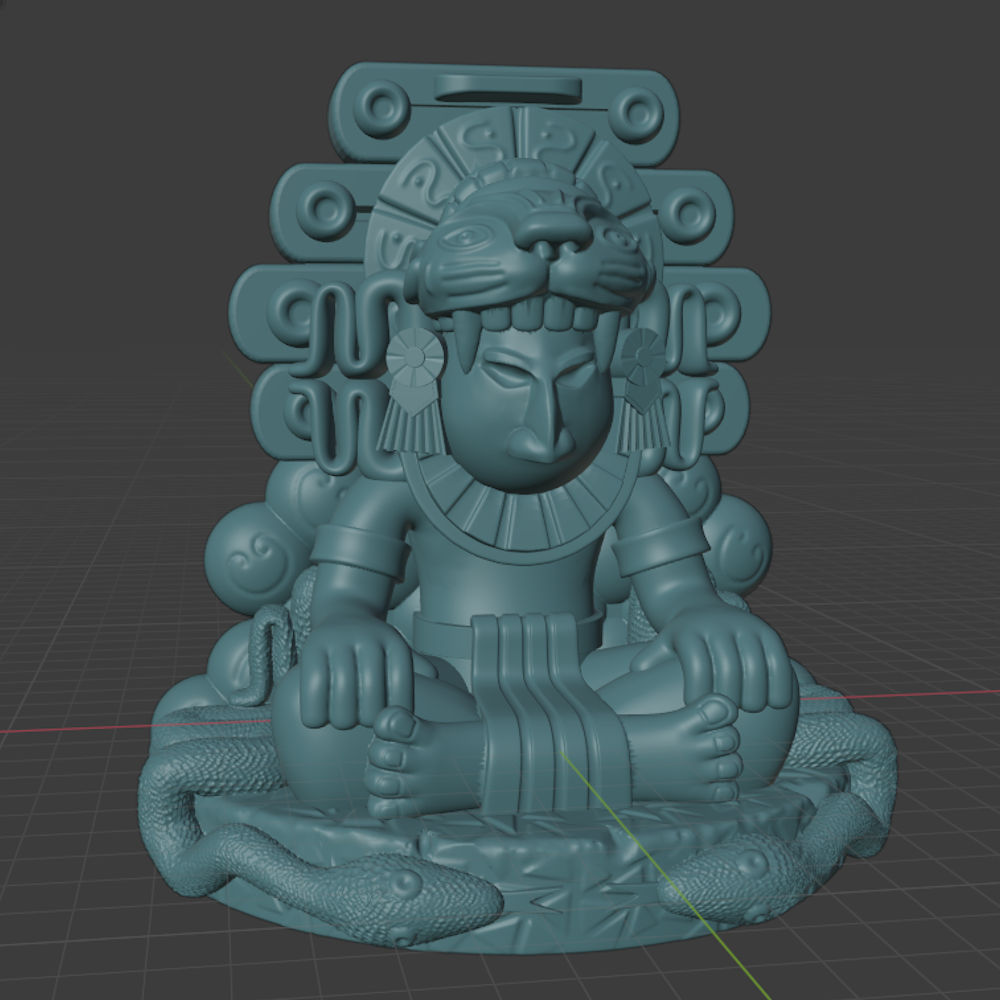
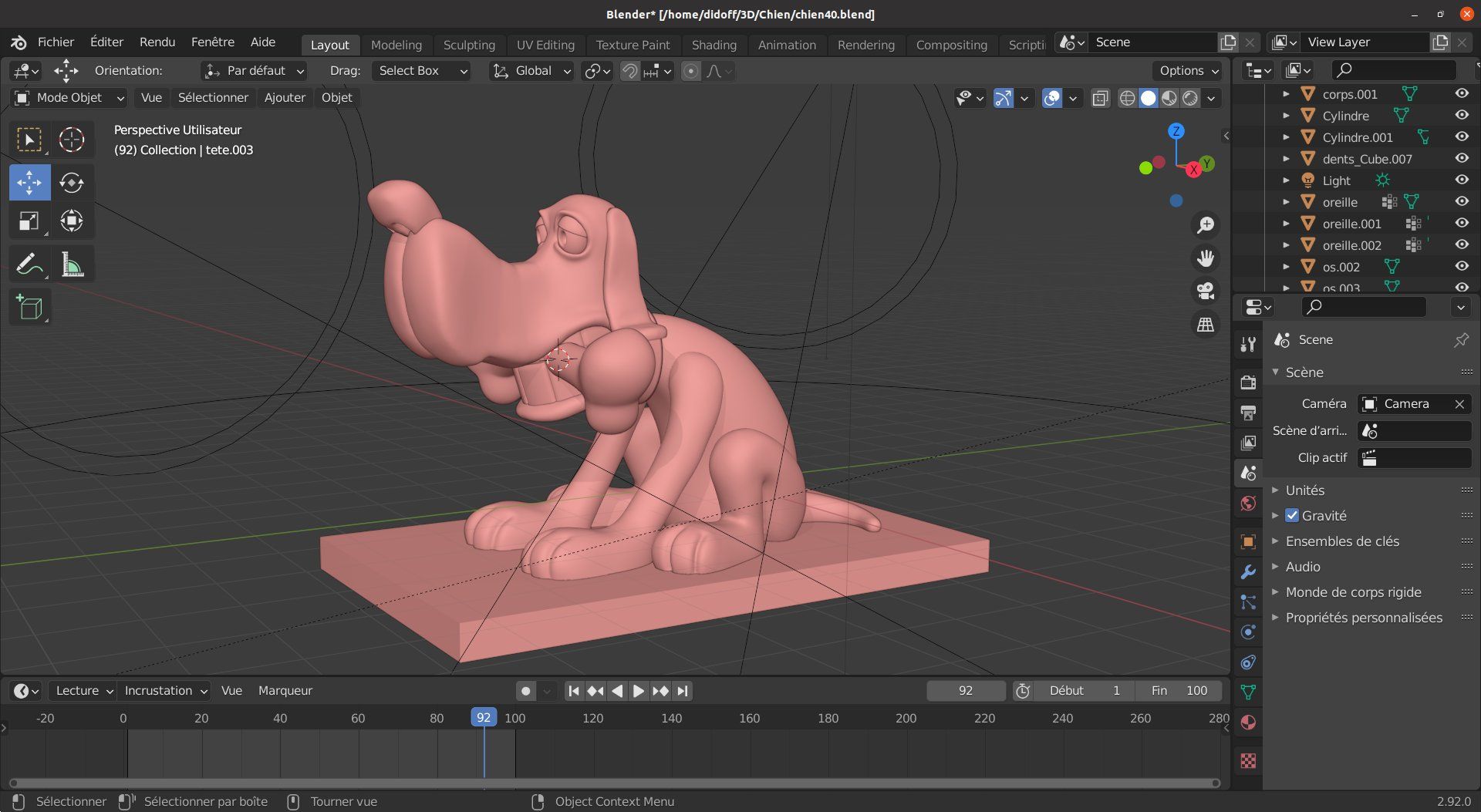
Bonjour à tous, Voici ma dernière création... Pour cette statuette je me suis inspiré de l'art précolombien plus particulièrement des statuettes zapotèques; Pour l'impression rien de spécial, impression couchée en une seule pièce et sans supports. La statuette fait 16 cm de haut, 52 heures d'impression en 0.1. Le fichier STL du Zapotek est disponible sur Cults. Bonjour à tous, Voici ma dernière création, toujours réalisé avec blender... Une quarantaine d'heures d'impression... Hauteur 13 cm, longueur 20 cm...
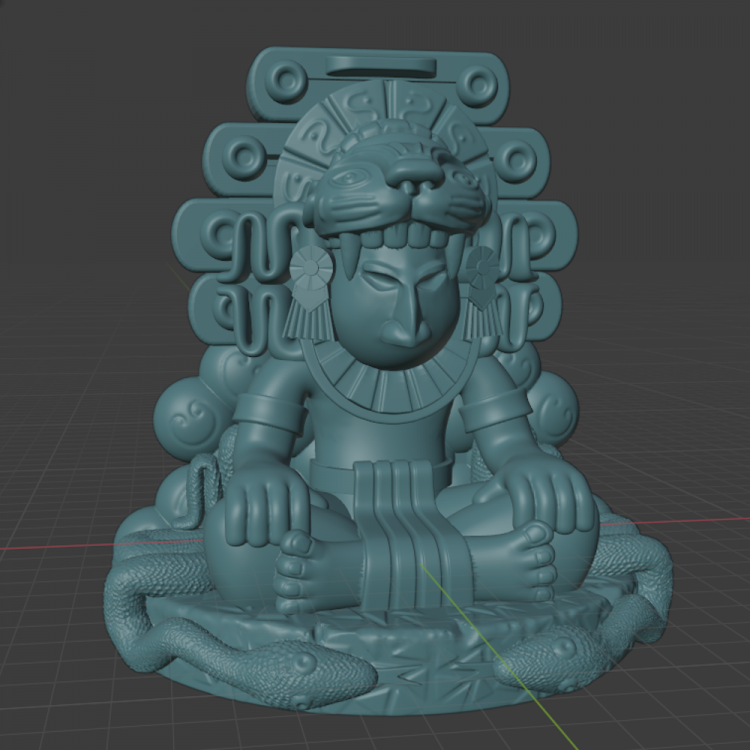











 1 point
1 point -
Vous l'avez demandé !!! Vous l'avez attendu !! Il est enfin là !! Fin de l'impression du module gauche. Cela a pris moins de temps !! Image finale du projet Module Gauche Module Droit Le Tiroir L'ensemble des modules en place J'annonce que ce projet est enfin finalisé ! Pour l'instant tout du moins ! Boitier Modules.zip1 point
-
Merci pour le conseil. Donc tu verrais plus comme ça ?1 point
-
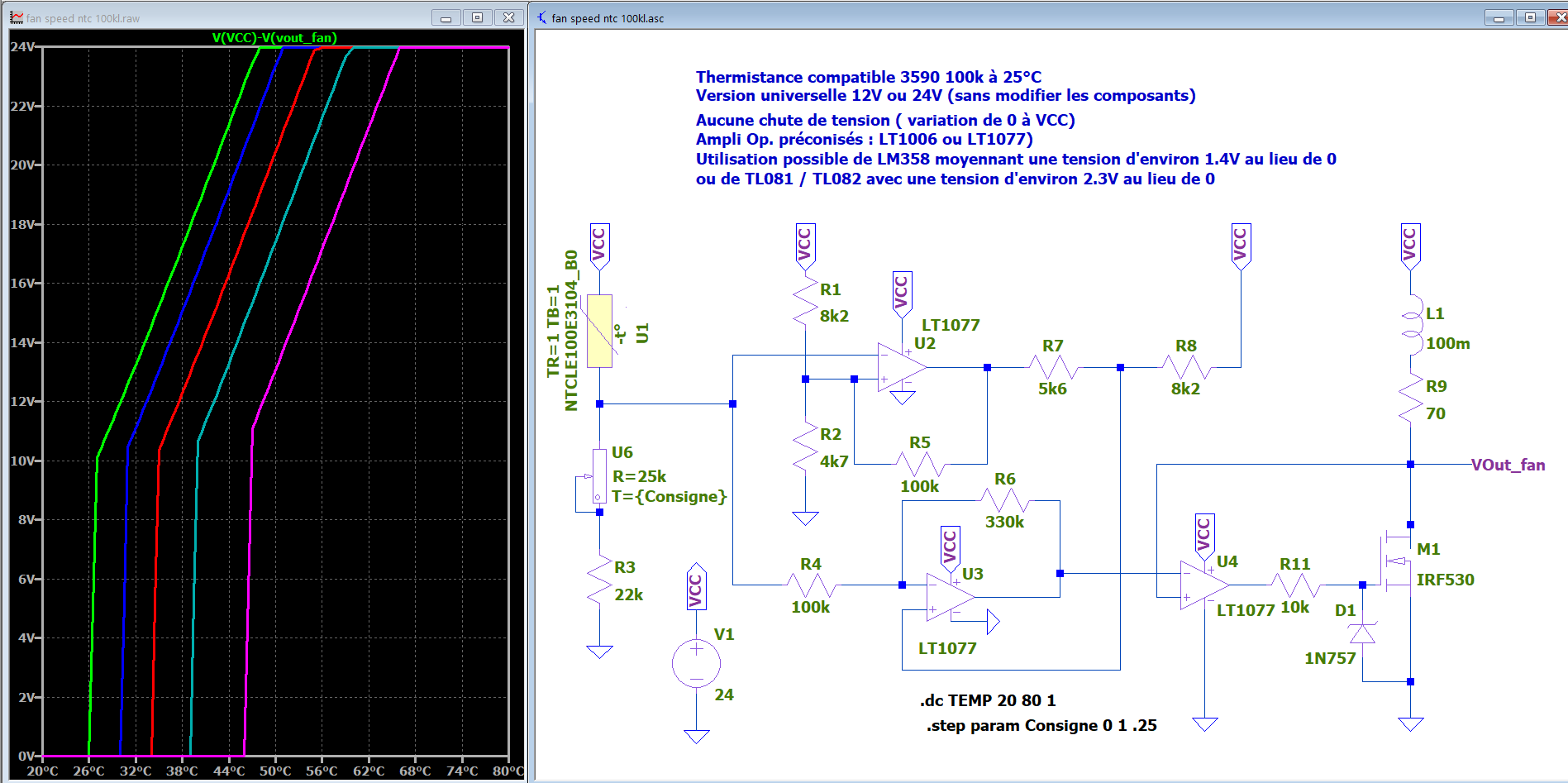
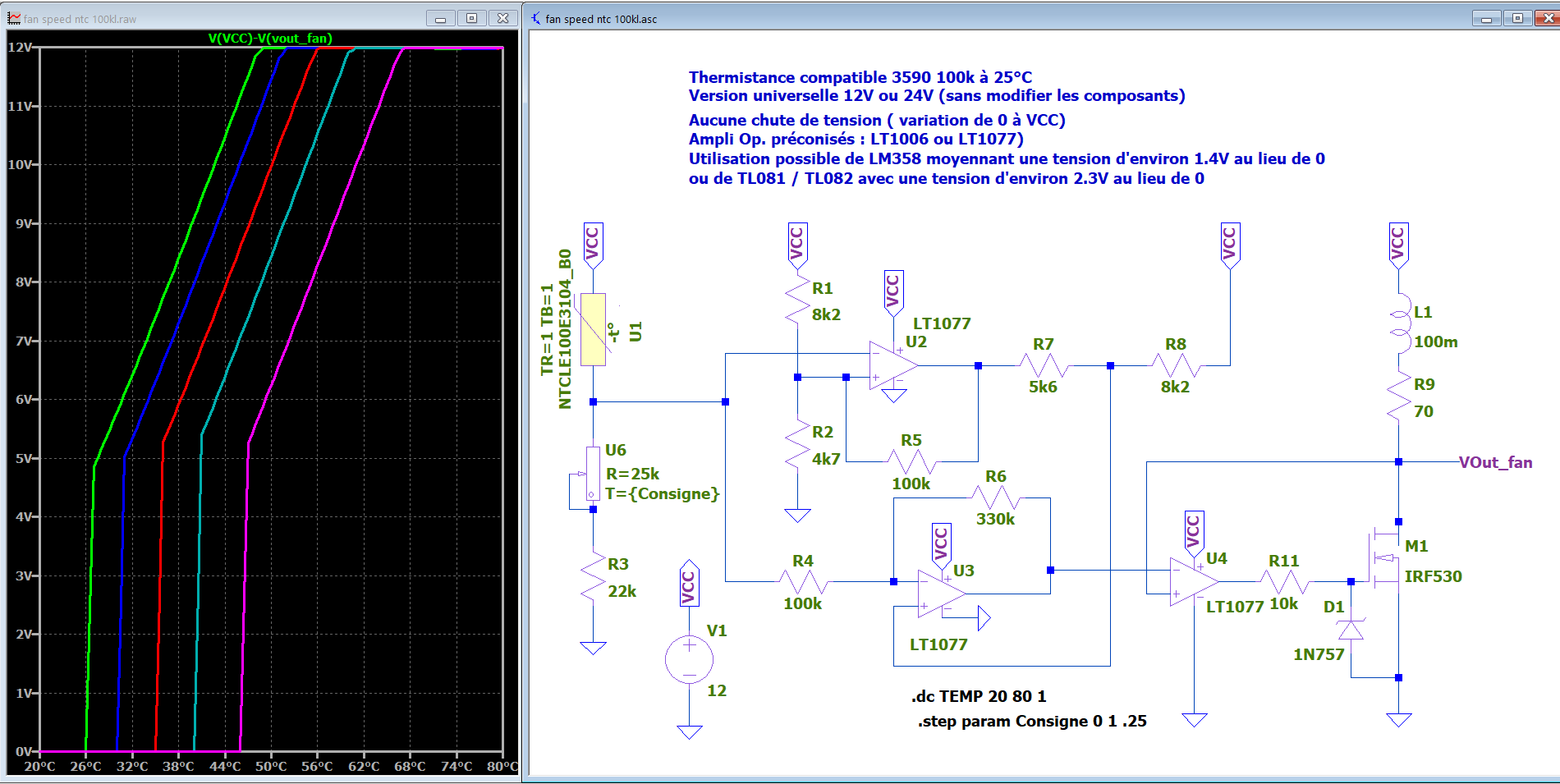
Bonjour à tous, J'ai de nouveau planché sur un schéma Ses points forts : Il est compatible avec les thermistances 3950 100k à 25°C utilisées sur la majorité de nos imprimantes. Il est universel 12V ou 24V sans modification Il atteint la tension d'alimentation maxi et descend à 0V Ses inconvénients (et oui, c'est pas simple d'avoir le beurre et l'argent du beur...) Pour atteindre les tension maxi et mini, il faut utiliser des ampli opérationnels bien spécifiques LT1006 ou LT1077 ou le variante en boitier double) Avec des ampli op. classiques, LM358 ou TL081/082, la tension mini plafonne au mieux à 1.4V et n'atteint pas le 0V (mais est-ce vraiment gênant?) Voici la simulation du fonctionnement de la version 24V et la simulation du fonctionnement de la version 12V
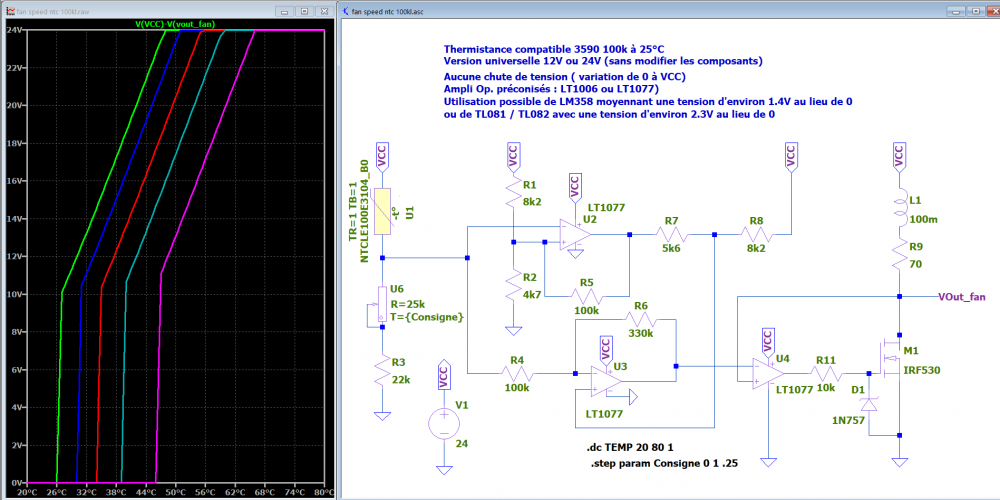
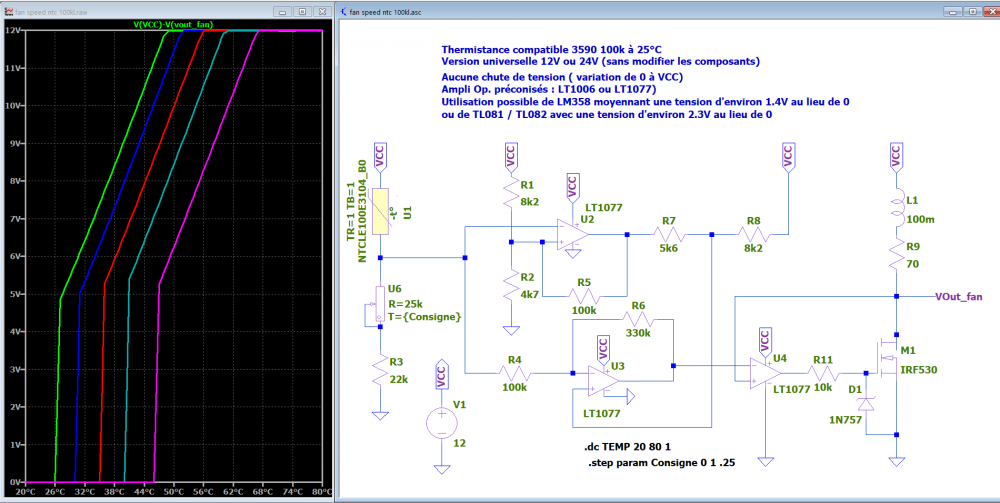 1 point
1 point -
En fait, ça ne s'arrête jamais ? Le fabriquant fait les 2/3 du boulot (ce qui explique le prix), et c'est le client qui fait le reste s'il veut que ça se passe bien.0 points