Classement



Contenu populaire
Contenu avec la plus haute réputation dans 09/03/2021 Dans tous les contenus
-
Bonjour jeune ingénieur génial aux chevilles dilatées J’ai vraiment aimé ta réflection (sur l’autre sujet): je l’ai fait en cinq jours et j’aurais pu faire moins mais j’avais des grosses journées au boulot. Tu aurais dû ajouter: comme c’était trop facile, je l’ai bricolé avec la main attachée dans le dos. en réalité j’ai le poil hérissé en lisant ton message. Tu te permets de traiter Bosco d’incompétent qui ne sait rien, alors qu’il a été super sympa avec toi en prenant le temps de lister les différents points délicats pour la réalisation de ton projet et il a expliqué très clairement qu’il avait abandonné ce projet mais sur une ancienne bécane différente de la Ender 5. quand tu auras aidé et conseillé la moitié des makers qui ont remercié Bosco pour sa compétence et sa gentillesse, tu pourras te la jouer, bien que cela ne soit pas le cas de Bosco. je vais te donner un seul conseil à toi petit génie prétentieux, ne fais pas comme la grenouille de La Fontaine, sa fin ne fut pas glorieuse.3 points
-
@Loanpour moi perso je rigole, le PLA biodégradable , les fumée nocives ou pas le pla y as automatiquement des plastifiants pour faire simple lorsqu'il est naturel et après dés qu'il est coloré ben j'en parle même pas. les fumée nocives, bien évidement que oui mais c'est comme tout , ça dépends du degré d'expositon et travaillant dans l'injection depuis 35 ans je peu vous dire que je n'est jamais entendu parler de maladie professionnelle lié a cela. et pour finir oui tu as certainement été fortement géné mais personne ne sera capable de répondre a ta question , tu devra tous seul éliminé les filaments qui te sont néfaste c'est un peu comme les allergies va savoir pourquoi ?2 points
-
Bonjour @Loan si j'ai bien tout compris : tu as pris froid en évitant de mourir intoxiqué2 points
-
Je suis désolé @Savate mais tu n'es pas crédible car je sais comment tu pratiques. Tu mets le drapeau noir derrière toi puis avec un flingue pointé sur l'extrudeur de la Geeetech et tu lui dis: Eh petite, si tu t’arrêtes je te bute et mon frère Ange butera toutes les Geeetech sur l'ile. Facile comme solution, mais nous en métropole cela ne fonctionne pas.2 points
-
Avec la méthode de @Kachidoki, ce serait plutôt rouge d'abord puis bleu ensuite2 points
-
Salut , je me demandais si vous aviez deja entendu parlé ou si il existe deja un systeme qui permettrait de recycler du plastique deja utilisé sous forme de granulés ou autre pour en refaire un materiau dimpression ? Je lance ca comme ca histoire d en parler , je pense que ca serait une bonne idée non ?1 point
-
Salut et bienvenue avec du retard, T'inquiète, pour l'orthographe, on "nez" pas des flèches non plus, ça ne devrait pas se voir! Par contre les modos aiment moyennement le langage SMS ...1 point
-
L'imprimante étant à l'étage du dessous, en cherchant des infos sur les caméras, je suis tombé sur ce lien : https://www.numerama.com/tech/131766-transformez-vieux-smartphone-android-camera-wi-fi.html C'est gratuit (il faut juste un vieux smartphone !) et ça marche très bien. Reste plus qu'a imprimer un support pour fixer le tel dans le caisson ! J'ai cherché sur le forum et n'ai rien trouvé, donc je partage si ça peut aider !1 point
-
Parfois c'est un problème de câble USB. Certains arrivent à se connecter au bout du 3ème essai C'est un problème de téléchargement? si c'est ça alors les voici: CH341SER.EXE CDM v2.12.28 WHQL Certified.zip1 point
-
sinon, comme l'a suggéré @Idealnight, tu sauvegardes ton palpage et tu le rappelles au début de ton fichier gcode avec la commande M420 S (ou M420 S1 Z5, le Z permet d'annuler progressivement la correction en Z). Dans le détail: Tu palpes ton plateau en envoyant la commande G29. A la fin, tu enregistres la matrice avec un M500. Dans le Gcode de démarrage, après la ligne G28, tu tapes M420 S ou M420 S1 (c'est idem). Si tu veux que le nivellement s'estompe après 51mm de haut, tu tapes M420 S1 Z51 point
-
Ta vitesse Z_PROBE_SPEED_FAST est correcte, c'est pour ça que je ne t'ai pas dit d'y toucher. Dans les sources, tu as: Z_PROBE_SPEED_FAST = HOMING_FEEDRATE_Z = 4*60 Est-ce que tu peux confirmer ou pas, le paramètre (sur l'écran de l'imprimante) qui pourrait modifier les vitesses en %?1 point
-
qu'est-ce qu'il faut comprendre?1 point
-
Je viens de regarder la vidéo que tu mentionnes dans ton 1er message. Dans les sources SMITH3D, il y a ces valeurs: vitesse XY_PROBE_SPEED : 133x60 ~ 8000mm/s vitesse Z_PROBE_SPEED_FAST: 4x60= 240mm/s Il me semble que dans un menu de ta machine, tu as un paramètre en % qui permet de réduire les vitesses. Tu ne l'aurais mis à une faible valeur, par mégarde? Sinon, comme l'a signalé @fran6p, je te conseille de réduire la valeur de #define XY_PROBE_SPEED 12000 à 8000 au maximum.1 point
-
Je suis réellement encore un jeunot dans l'impression fil et je n'ai pas parcouru les solutions que les "moins jeunes" avaient trouvées et expérimentées. Je suis persuadé que si on fouillait dans les montagnes idées, mêmes les plus farfelues, qui n'ont pas été développées par des makers, il y a des pépites qui vaudraient le cout d'être fiabilisées et industrialisées.1 point
-
Est-ce que tu peux fournir ton fichier configuration.h?1 point
-
C'est bien le problème avec ces firmwares «pré-machés», compliqué de savoir exactement ce que TH3D, KAY3D et d'autres ont modifié pour permettre la compilation (quand ils ne modifient pas en plus d'autres fichiers .h / .cpp). Un bon vieux Marlin est préférable, au moins on sait où aller chercher les différentes directives et où remonter les bugs éventuels . Ce n'est pas plus compliqué, d'autant plus que nombre de configurations sont fournies dans les exemples de conf. Mais bon chacun fait comme il veut / peut. EDIT: C'est du grand n'importe quoi ces valeurs de «suoerfast probe»: 200 voire 233 mm/s en déplacement. l'imprimante a intérêt à être bien fixée sur la surface de travail. Même 8000 mm/min c'est beaucoup1 point
-
Salut @nico46, si tu parles de cette variable: XY_PROBE_SPEED, elle est potentiellement définie dans ces 2 fichiers : Configuration_backend.h et Conditionals_post.h. Tout dépend des options de ton fichier configuration.h. Pourrais-tu le fournir? PS: habituellement, le BLTOUCH_DELAY est inférieur à 1000 et souvent 500 est une valeur adaptée. C'est lié à la communication entre le microcontrôleur et le BLTouch, ça n'a donc pas de lien avec la vitesse recherchée.1 point
-
Voila, j'ai réussi avec le soft OpenBuilds CONTROL. Bonne soirée1 point
-
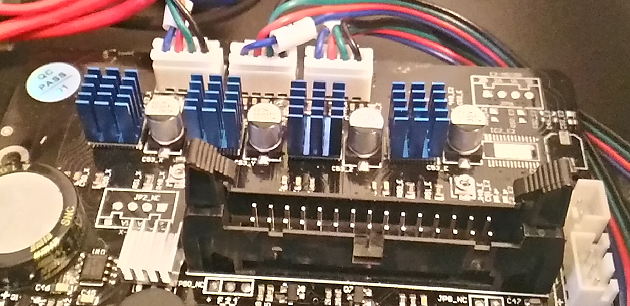
Benchy propre sur lui, quelques défauts liés à un point de couture mal placé mais ça marche. Dernière évolution, ajout de radiateurs sur les TMC2225. Ils sont livrés avec du double face très fin. Comme la carte est fixée au plafond du boitier, j'ai des doutes sur leur tenue à long terme, on va voir....

 1 point
1 point -
@Idealnight, 20 extrudeuses pour 3 € aurait été plus fun (avec les deux mains attachées dans le dos donc utilisation de tes pieds ) Pourquoi j'interviens pourrait-on se demander à juste titre ? Tout simplement parce ce que j'ai été notifié par l'utilisateur qui a réussi son installation (sans nous monter ce qu'il entend par ce qu'il a fait) alors que je n'étais pas intervenu dans la discussion et que je n'avais rien demandé. @Ceztu as peut-être réussi ton installation alors bravo mais tu as encore des progrès à réaliser quant à l'utilisation du forum.1 point
-
Avec les cartes 2.1 / 2.2 c'est généralement le FTDI F232 qu'il faut.1 point
-
Le transporteur (La Poste, DHL,FedEx,...) le fera pour toi (au moins en Belgique) si la valeur du colis dépasse 22€. Pour information: cette franchise de TVA et de frais de douane pour les colis de moins de 22€ disparaîtra au 1er juillet 2021 - dès ce jour tout envoi entrant dans l'UE sera soumis à la TVA et aux frais de douane et d'importation dès le 1er Euro. AliExpress et d'autres s'y préparent activement en installant des entrepôts en Europe d'où seront envoyés tes commandes chinoises ... pour échapper ainsi à ces frais en vertu de la libre circulation des biens dans l'UE.1 point
-
Le 1Go ne se fait plus depuis au moins un an déjà. Raspberry n'a gardé que les 2, 4 et 8 Go. Au moment de l'arrêt du 1 Go, ils avaient aligné le prix du 2Go sur celui du RPi3B+. Pour des deux gigas, les derniers que j'ai prix, c'était sur Aliexpress: https://fr.aliexpress.com/item/4000054541849.html La pénurie de composants électroniques fait que certains modèles sont moins «rentables» pour les vendeurs PS: en cas d'achat au Royaume-Uni, comme ils ne font plus partie de l'Union Européenne, la TVA de 20% n'est normalement pas appliquée (en tout cas, c'était le cas pour mes dernières commandes sur Pimoroni et PiHut) mais en théorie il faudrait déclarer en douane1 point
-
Bonjour @logan97429 Je n'ai pas de technique pour enlever un radeau qui tien trop a une pièce imprimé ... peut être chauffer un peu au sèche cheveux histoire de ramollir les liaison ? Personnellement j'évite le radeau (raft) et je préfère une bordure (brim) Tu a peut être une impression particulière qui a besoin de l'utilisation d'un radeau mais si c pour une autre raison (un défaut d'adhérence ?) le mieux serai de corriger cela ! Alors n'hésite pas a nous(le forum) en dire plus ! Bonne continuation !1 point
-
Sur tout les sites sérieux il y a la fiche de sécurité en bas de la présentation du produit (exemple sur le site de Prusa, de machines-3D et les autres). L'ABS, le PA, le PP, L'ASA, le PC, l'ULTEM, le Peek, le PEKK, le PPS et d'autres n'ont aucune contre indication particulière. Validé par la médecine du travail et les autres organismes de santé. Maintenant les: il parait, j'ai entendu, j'ai lu, on m'a dit, un copain de ma cousine sait que ENFIN tous ceux qui savent tout sur tout ont certainement raison car on leur en a parlé. Dans la ferme de 500 imprimantes MK3 chez Prusa en Europe, les employés ne portent pas de masque pour récupérer les pièces et changer les bobines.1 point
-
Bonjour, Ai-je raison de remplacer ma vis au pas de 8 mm par une vis au pas de 2mm afin d'augmenter ma précision sur Z ? ainsi pour parcourir 0.5 mm il me faudra 180° avec la vis au pas de 2mm au lieu de 22.5° avec une vis au pas de 8 mm. je passerai ma valeur Z à 1600 comme indiquer ci dessous #define DEFAULT_AXIS_STEPS_PER_UNIT {100, 100, 1600, 95}1 point
-
Bon c'est résolu, c'était en effet le plateau qui n'était plus positionné correctement. Il faut le recalibrer tout les combien de temps en général? vous le faite systématiquement à chaque impressions? En même temps j'ai trouvé ou ajuster le débit pour la couche initiale, ça a donné un résultat correct aussi1 point
-
Merci @Jonathan06 J'avais même pas tilté ... oui ! si y a un pas de 2 mm cela fait 2 mm par tour (360°) ... donc 1 mm pour 180° ! ( enfin ... je remette en question mon attention et ma logique de base, je vais aussi réviser mes produits en croix ... et je reviens ... vérifier )1 point
-
Excusez moi si je dis des conneries mais pour moi si le pas est de 2mm alors 360° ca avance de 2mm, et donc 180° ca avance de 1mm.1 point
-
Peux-tu nous donner les précisions des paramètres de bordure ? Et ton objet s'imprime correctement ?1 point
-
Si ta ender 3 est équipée d'une carte mère 4.2.2 alors tu peux passer à l'étape commande d'une carte mère 4.2.7 et SAV pour demander une remise à la hauteur du prix de la 4.2.7 (sauf si ils acceptent de te l'envoyer en échange). Effectivement faut voir la vitesse si elle n'est pas trop excessive. Une autre vérification peut-être faite sur les excentriques mais vu les décalages je mise aussi sur la carte mère. Touches tes moteurs pendant l'impression après quelques minutes voir si ils sont chauds.1 point
-
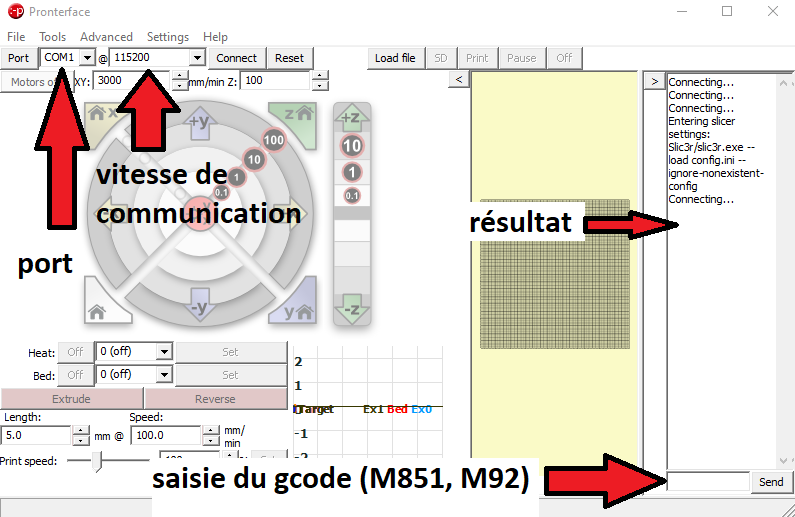
Salut @gaetan11560, A priori, tu n'as pas installé le drivers USB. Il est disponible ici par exemple. Je pense que c'est le CH340. Si ça ne fonctionne pas, essaie le FT232. En complément, pour envoyer et recevoir des informations entre l'ordinateur et l'imprimante, tu peux installer le logiciel Pronterface disponible ici. Voici une vue qui décrit rapidement le fonctionnement: tu choisis le port (autre que 1), la vitesse sera de 115200 et tu cliques sur le bouton Connect (juste à droite de la vitesse de communication) Pour mémoire, avant de flasher le firmware, tu notes les valeurs de l'eeprom avec M503. Après avoir flashé le firmware, tu envoies M502 (reset "usine") suivi d'un M500 (enregistrement de l'eeprom) et un M501 (applique les valeurs de l'eeprom à la SRAM) ou via les menus de la machine. Ensuite tu mets à jour les valeurs des paramètres machine (M92 = pas/mm des moteur,M301 = PID du bloc de chauffe de la buse ,M304 = PID du plateau,...) Si ta carte est une V2.2.1, comme indiqué sur la photo de ton lien Amazon, tu sembles déjà avoir les drivers silencieux. Pour l'obsolescence de ta carte, elle a encore de longues années devant elle. Je te joints un firmware compilé avec les derniers sources de Marlin stable (2.0.7.2). Il est basé sur l'exemple fourni dans la page Github de Marlin, je ne l'ai pas essayé mais tu ne devrais pas avoir de mauvaises surprises. Si le flashage ne fonctionne pas, il faudra probablement passer par l'achat d'un module USBasp pour installer le programme de chargement (bootloader). Tiens-nous informé. firmware.hex
 1 point
1 point -
Salut, Visiblement @Ben1981, tu ne me crois pas alors je vais appeler @nico378, le président du club des "remplaceurs de mobo de Ender3 v2" ! Aux 2 sujets que je t'ai précédemment indiqués, j'ajoute celui-ci. La carte-mère de remplacement est une V4.2.7. au lieu de la v4.2.2. @Bosco2509: c'est un problème récurrent, connu au niveau mondial. Il a déjà fait l'objet de nombreux sujets sur ce forum.1 point
-
Au boulot j'ai pris un deshydrateur pour les bobines sensibles et cher. (la gueule du vendeur quant je suis arrivé avec ma bobine de filament pour voir dans quel modèle elle rentrait...), je peux en mettre 3 d'un coups et une fois les bobines sèches, je les emballe sous vide Imaginé aussi la tête de mes chefs quant je leur ai fait signer le devis.... et comment prendre en compte ce genre de matos dans un atelier d'armement....

 1 point
1 point -
@Savate il me semble que cela est valable pour les résines "de base". C'est à dire les plus courantes qui sont plutôt dures mais cassantes. Par contre il existe des résines plus résistantes, mais les prix ont une légère tendance à s'envoler. Donc je dirais que oui tu as moyens de trouver ton bonheur dans des imprimantes SLA, mais tout dépend de ce que tu es prêt à investir dans tes pièces. Par contre je pense que tu peux oublier le nettoyage à l'eau pour les résines "techniques".1 point
-
1 point
-
Il n’y en a pas trente six. Tu regardes sur les sites des revendeurs que tu connais dans la rubrique filament flexible, tu vas tombé sur du TPU à 98 shore A où 40 shore D ce qui revient à la même dureté. pour des poignées de vélo cela me semble trop dur et glissant. Je ne pense pas qu’il y ait une matière imprimable qui puisse te convenir. je suis désolé qu’à chaque fois que je te répond ce soit négatif mais c’est la vérité, (tout du moins la mienne). J’essaie d’être clair et de ne pas te donner de faux espoirs en te laissant dépenser inutilement des ronds et perdre ton temps.1 point
-
Sinon il suffit de passer par pronterface pour lancer le mesh et l'enregistrer dans la mémoire de l'imprimante. Ensuite il n'a plus besoin de palper a chaque impression...1 point
-
@nico46 configuration.h : Avec un Bltouch, tu peux augmenter cette vitesse de déplacement entre les points de palpage (150 au lieu de 133 par exemple). Ça nécessite de compiler son propre firmware par contre1 point
-
Salut et voici les premières tours de roues du Phoenix
 1 point
1 point -
Je modèrerais volontiers les propos un peu bruts de @divers mais comme je partage son avis, je vais m'en abstenir. Tu commences par dire que tu as déjà acheté tes roulements sans même te demander si des alternatives aux guides cylindriques existent pour une machine de cette taille, ni avoir apparemment fait un projet construit. Loin de moi l'idée de briser ton rêve (j'en fais aussi) mais en mettant "la charrue avant le tracteur" tu risques de te perdre en route1 point
-
En lisant tes messages, j’ai l’impression que tu t’embarques dans un projet sans rien connaître en mécanique et sans avoir un dossier complet pour la réalisation de ta bécane. Si tel est le cas tu vas te planter.1 point
-
aparament la il regle de bed par rapport a une des buse et ensuite il a une vis de reglage pour la hauteur de la deuxieme tete1 point
-
Bonjour, Voici un petit robot sympathique qui sait éviter tous les obstacles grâce aux ultra sons. Il choisi le meilleur itinéraire pour éviter les obstacles; il modifié la vitesse selon la distance mesurée. Le système est intelligent avec le capteur US qui pivote. le montage est facile avec un assemblage avec des vis et écrous M2. Les moteurs sont puissants et alimenté par un contrôleur L198 piloté par un Arduino Nano. La vidéo du robot Panda A+
 1 point
1 point -
Perso, j'attends encore trois ou quatre ans pour répondre, il faut rester dans le bon timing, c'est important de ne pas se précipiter.1 point
-
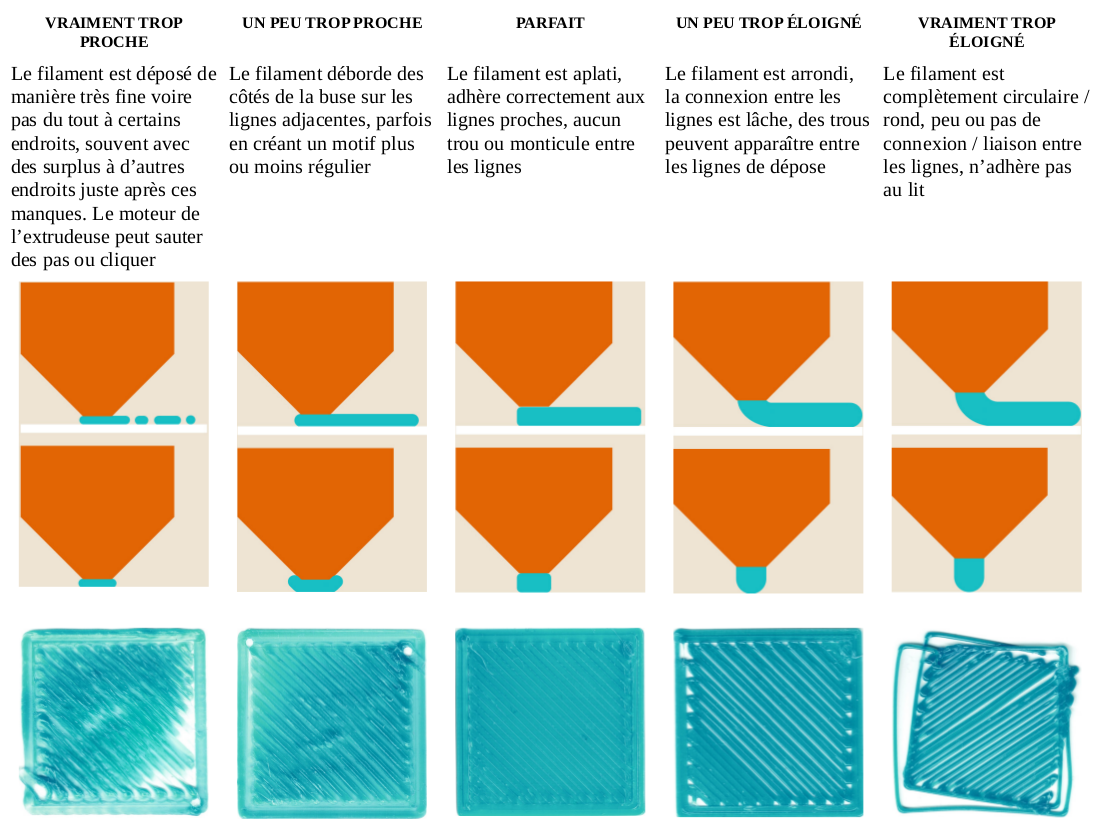
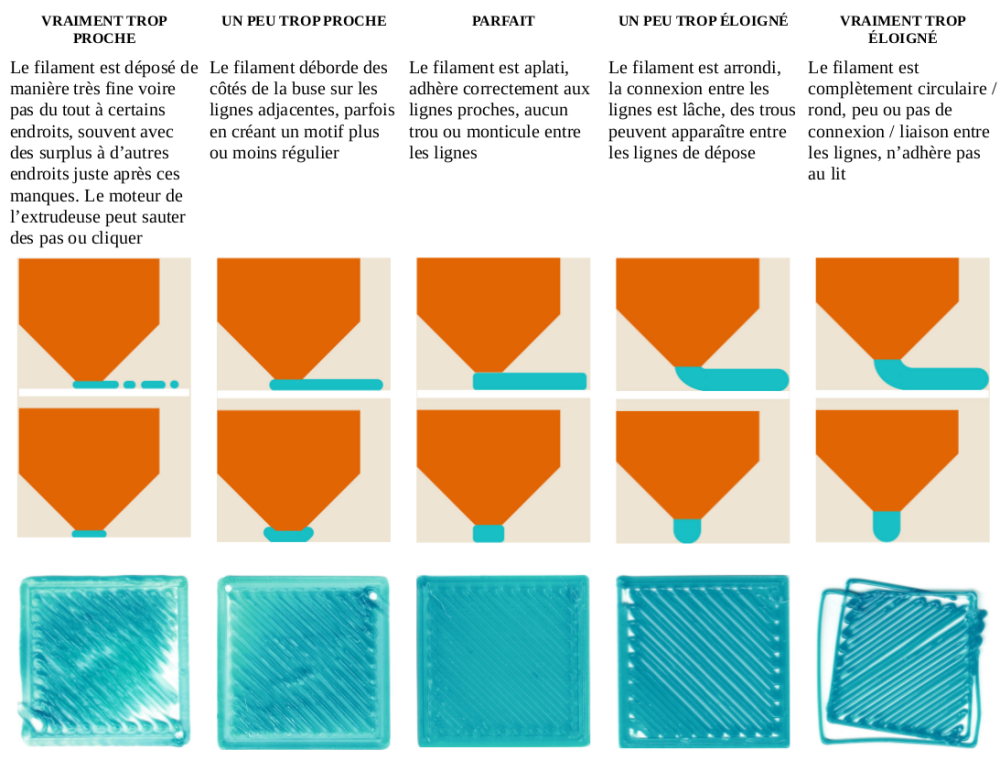
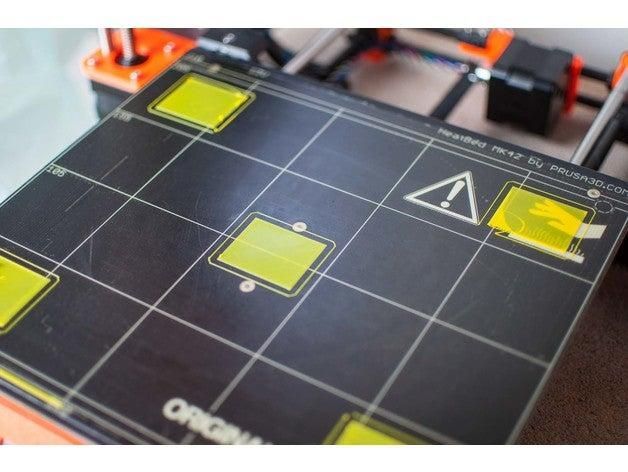
Le réglage de la première couche Le bon réglage de la première couche est la base de toute impression réussie. C’est l’une des difficultés majeure que tout débutant rencontre et qu’il va devoir maîtriser s’il veut réussir ses pièces et éviter un plat de spaghetti. Ce réglage incorrect peut entraîner : Un décollement de la pièce dû à une mauvaise adhérence de la pièce sur le plateau. Une première couche à l'aspect visuel désagréable. Un gauchissement de la pièce (autrement appelé "warping") qui, en plus de ruiner l'aspect visuel et mécanique de la pièce, peut engendrer un décollement de celle-ci. La détérioration de la surface du lit quand la buse est trop proche Cela ce produit lorsque l'écart entre la buse et le plateau n'est pas correctement réglé. Il faut en premier lieu vérifier le bon réglage du parallélisme du plateau vis à vis de la buse. Ensuite, il faut régler cet écart (également appelé "offset"). Ce réglage doit être réalisé aux conditions d'impression (buse et lit à température) et également avec l'extrémité de la buse exempte de tout détritus. Cela peut se faire de manière : mécanique (via une vis de butée qui est propre à votre modèle d'imprimante et ensuite via les molettes de réglage du plateau) informatique via le logiciel qui pilote l'imprimante (parmi lesquels se trouvent Pronterface, Repetier-Host, Octoprint, …). automatique (ABL = Auto Bed Leveling) via un capteur détectant où se trouve la surface d'accroche à différents endroits du plateau (permet de compenser les défauts de planéité de celui-ci) Voici comment reconnaître la qualité du réglage en fonction de ce qui est imprimé. Afin de vérifier le bon réglage de votre imprimante, vous pouvez imprimer ce genre de pièce. Avec de l'expérience, vous pourrez régler «à la volée» votre écart buse/plateau lors de l'impression de la première couche, et notamment lors de l'impression de la jupe ("skirt" en anglais). Si vous voulez commenter ce tuto, proposer une amélioration ou autre, suivez ce lien. Si vous ne parvenez pas régler votre première couche, suivez ce lien. ---------------- Merci @Yo' d'avoir relu et amélioré mon premier tutoriel. L'idée originale, rédigée en anglais vient d'un utilisateur de Reddit (r/3DPrinting).
 1 point
1 point -
change de femme sinon tu dois bien avoir un autre appareil électronique qui chauffe a la maison , tu profite de la chaleur perdu1 point
-
Sympa le produit prêt et adapté aux imprimeurs. Et à ceux qui trouvent que c'est cher pour ce que c'est, je viens de vérifier dans mon placard et... J'ai exactement le même moteur. Le truc blanc du bas. Et le couvercle aussi. C'est tellement dingue que j'hésite à vous faire une photo. Donc oui, vous pouvez surement utiliser le votre (ma femme va pas supporter ça par exemple, il va falloir être discret) mais il faudra débobiner pour que tout rentre dans les paniers non adaptés. Les temps adaptés sont les suivants: RECOMMENDED DRYING TIME No. Materials Dryer Temp Drying Time 1 PLA 45°C (113°F) > 4h 2 ABS 60°C (140°F) > 2h 3 PETG 65°C (149°F) > 2h 4 Nylon 70°C (158°F) > 12h 5 Dessicant 65°C (149°F) > 3h1 point
-
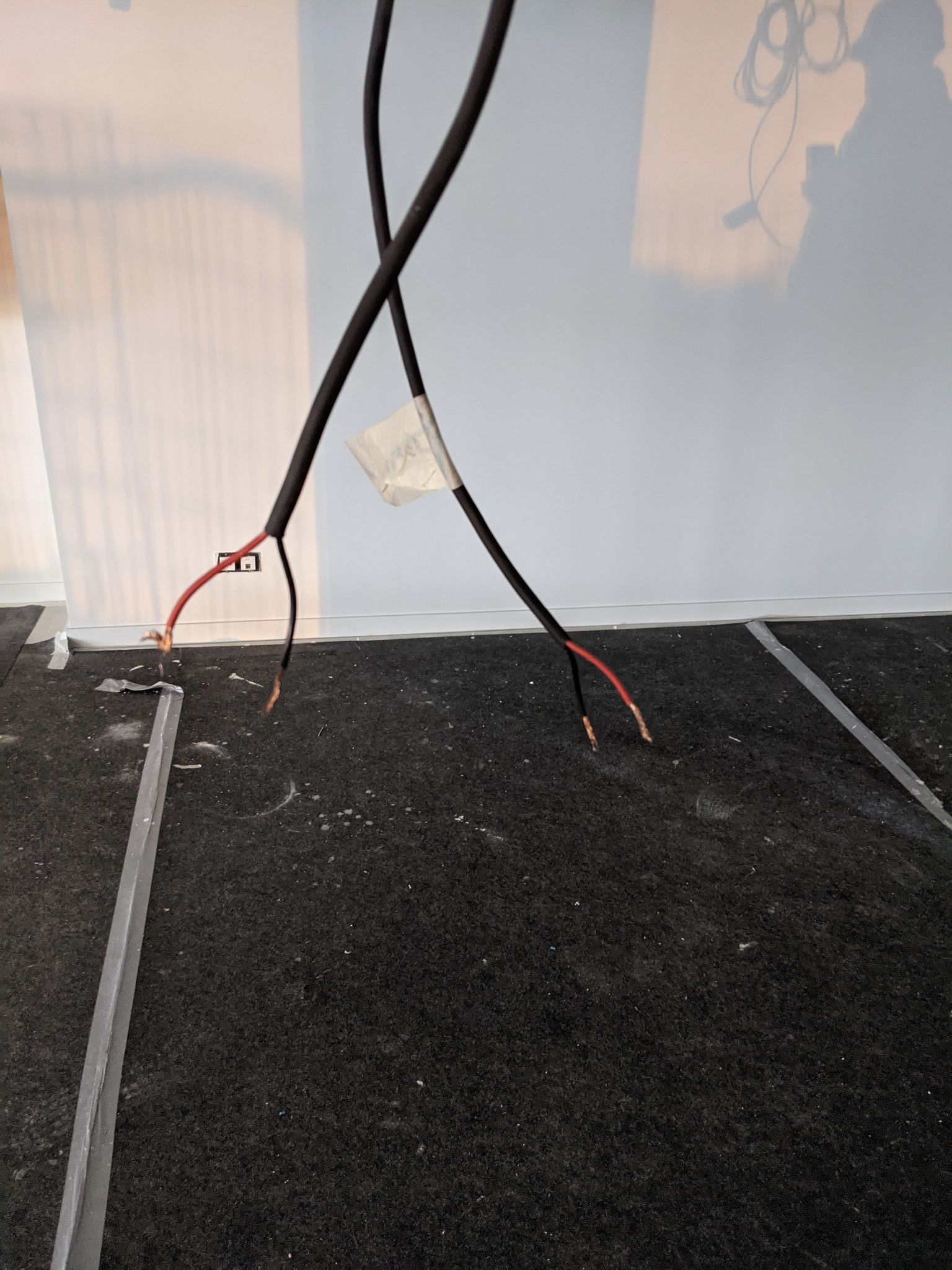
Bon aller, je déterre le sujet pour vous présenter une nouvelle perle électrique sur chantier : Alors : Oui ils ont alimenté le tout à moment donné. Non ils n'ont pas bloqué l'accès à la zone pendant les tests Oui depuis c'est comme ça Non on ne sait pas si tout est bien débranché et ou hors tension Oui d'autres entreprises sont sur place Non ce n'est pas un petit chantier avec des petites entreprises Voilà ^_^




 0 points
0 points