
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 01/04/2021 Dans tous les contenus
-
Bonjour, Teachingtech, célèbre youtubeur australien (langue anglaise), complète son site de réglages, dépannage de nos imprimantes 3D par une nouvelle section dédiée au Bltouch (y compris une section dépannage rien que pour lui) via l'onglet «Upgrade guides». Vu le nombre de problèmes d'installation de cet ABL (AutoBedLeveling) trouvés ici sur ce forum, peut-être sera-t'il utile à certains Son site >>> ici <<< Sa vidéo (accessible via son site) :4 points
-
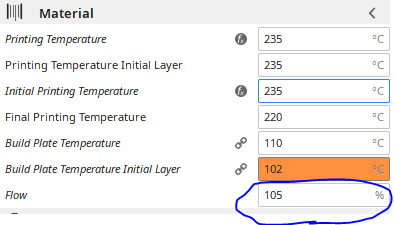
Hello Tu utilises quoi comme slicer ? Peux-tu indiquer les réglages du slicer (et le matériau que tu emploies) ? Normalement la jupe (skirt) doit entourer l'intégralité de la zone d'impression et là on a un dépassement (entouré de rouge) que je ne comprends pas : En plus, justement en parlant du skirt, on vois déjà un pâté (entouré de bleu) là : Je miserais bien sur une buse ou un injecteur encrassé, peut-être -mais moins probable- sur un mauvais débit de filament donc réglage de l'avance de l'extrudeur ou mauvais paramètrage du Ø de filament (mais vu qu'on ne touche jamais à ça ce serait étonnant) Je vois que tu as répondu pendant que j'écrivais ma question... tu utilises CURA. Vérifie alors ce paramètre, normalement il doit être à 100% (donc mon illustration est un mauvais exemple) : A moins d'utiliser des matériaux dont les couches n'adhèrent pas facilement les unes aux autres ou un filament de diamètre plus petit (ou plus grand) que le Ø1,75mm habituel, il n'y a aucune raison d'avoir autre chose que 100%


 3 points
3 points -
Tout d'abord merci pour le gcode du benchy. Je l'ai passé à la loupe... En mettant de côté la température trop élevé pour du PLA... Et... j'ai comparé avec un Gcode tranché (que je met en pièce jointe) avec le profil par défaut pour une Ender 3... résultat : Tu extrude entre 2 à 3 fois plus qu'avec un profil "par défaut". C'est comme si ton flow était entre 200% et 300%... J'en perd mon latin... Par curiosité... tu n'aurais pas activé l'Extrusion relative (dans Cura) ou l'extrusion en mm3 dans le menu de ton imprimante ? Pourquoi cette question ? Avec le gcode du Benchy, ton extrusion est trop importante ! Voici le benchy tranché via Cura avec le profil d'Ender 3 en "par défaut". Tu peut l'ouvrir avec un "bloc notes" et tu y verras l'importante différence d'extrusion... CE3_3DBenchy(1).gcode Bon... eh bien tant mieux pour toi !2 points
-
Effectivement, la plupart des PLA c'est 180°C-210°C @Gaëtan 76 Regarde les températures écrites sur ta boîte de PLA ou sur la bobine Nettoie ta buse et toute la parie qui chauffe et refais un essai autour de 200°C (à moins que ce que tu vois écrit précise que ça s'imprime à 230°C mais j'en doute) Si ça se trouve tu surchauffes ton PLA et il se dégrade ce qui pourrait expliquer ces pâtés Edit : @Jonathan06Quelle communion de pensée ! Sûr que la nouvelle est bien calibrée ?2 points
-
Salut ! Triste anniversaire... 1 an après... on en est toujours au même point à sortir masquer. Et que cela en déplaise à certains... l' "Acte 3 - Le Retour du Covid" est en cours... (petit clin d'oeil au "Retour du Jedi" qui était aussi à l'origine l'acte 3 ) Revenons au sujet : Je ne sais pas si comme moi... vous devez porter votre masque toute la journée... avec "la transpiration" et autres facteurs, nos oreilles en font les frais. Certaines personnes... que je citerai pas... choppe des infections derrière les oreilles dû aux élastiques des masques. Et... j'ai alors dit à cette personne : Porte un masque avec des liens, ils te blesseront pas les oreilles. Et la personne m'a répondu : Ils ne sont pas pratique à porter quand on doit l'enlever et le remettre souvent. Tu ne peut pas me trouver quelque chose que tu imprimerais avec ton imprimante 3D. Alors... j'ai cherché... j'y ai trouvé les "Ear Saver", en français "Sauveur d'oreille" (en vente parfois dans certains commerce à 2€) Mais souvent nécessitait du filament flexible et/ou de déformer le PLA à la chaleur du plateau ou de l'eau chaude. Et mon cerveau... a fait "Tilt" : Pourquoi ne pas en faire un articulé ? J'ai cherché, j'en ai trouvé 2... mais pas assez grand pour "les grosses têtes" ou au motif "tortue" Et voilà comment j'en suis arrivé à dessiné celui-ci : https://www.thingiverse.com/thing:4810450 Il s'imprime simplement en PLA, sans supports. Il est articulé et imprimable d'une seule pièce. Voilà... je partage si certains remarquent que le port du masque blesse leurs oreilles. "Impression d'un autre sujet en cours... impression de celui-ci demain !" PS : Tiens encore une idée : j'ai bien envie d'en faire une version avec 2 aimants pour faciliter la mise en place derrière la tête.
.png.1a90683a46d7ffe8f2890a8c28462b1e.png) 2 points
2 points -
Bonjour, fraîchement équipé d'une D12, je joue avec la config et je jongle avec quelques difficultés, cf autre topic: Un autre de mes soucis concernait la config Wifi, puisque l'interface limite la clé wifi à 16 caractères, ma clé en fait 20. J'ai contacté Wanhao qui m'affirme que c'est une limite de la carte électronique. Sauf qu'il suffit de mettre son SSID et sa clé wifi dans le fichier de config du firmware "robin_nano35_cfg.txt" pour que cela fonctionne. C'est bien l'interface qui limite, pas la carte électronique. Enfin, il n'est pas nécessaire de reflasher tout le firmware pour prendre en compte une modif du fichier "robin_nano35_cfg.txt". Après un flash, il est renommé en robin_nano35_cfg.txt.cur. En lui redonnant son nom, un simple redémarrage de la D12 et la nouvelle config est prise en compte.1 point
-
@Bestor Thank you, all work!1 point
-
Je pense avoir trouvé ce qui cloche : c'est la soudure du connecteur de la thermistance (cf. photo) Après avoir refait la soudure, l'imprimante reporte la température comme il faut (depuis au moins 3h en tout cas...) Je pense que la connexion était intermittente et que ça finissait par ne plus remonter la température avec les vibrations dues à l'impression. Dans ce cas, la MKS GenL interprétait la température comme -15°C ce qui engendre une erreur MINTEMP et arrête l'impression. La buse reste en place, surchauffe et finit par faire une erreur Thermal Runaway. C'est ma thérorie (pour ce qu'elle vaut).
 1 point
1 point -
Salutation ! Je me permet de mettre mon grain de sel @jossua, @d12 : si l'imprimante bug / freeze avec la carte d'origine : Essayer avec une autre carte (micro?) SD ( si elle était fournis avec la machine, elle ai surement de mauvais qualité ! petites économie des constructeur ...) Une carte SD de marque type sandisk, kingston ou autre mais de qualité qui soit inférieur a 32Go (limite de taille pour formater en fat32) bien formaté en "fat32" avec des taille d'unités/block de "4096" Sinon, le connecteur de la carte SD ou les pin de la carte SD sont peut-être a nettoyer avec le produit adapté pour ne pas avoir de faux contacte ... Aussi, sur le PC, il faut tj "éjecter" la carte SD et attendre le message "peut être retiré en tt sécurité" Et dites nous si cela change le truc ! Bonne continuation !1 point
-
T'es sûr qu'il n'y a pas simplement un débit plus élevé parce qu'il imprime plus vite ? Vu que son fichier consomme en tout 3,38m de filament et le tiens en consomme 3,77m... il n'extrude pas vraiment plus (en moyenne sur la pièce complète) qu'avec tes réglages, et même plutôt légèrement moins ! (La différence est minime, elle doit venir de réglages sur le skirt et des remplissages) Si je regarde dans vos deux Gcodes la consommation pour une couche pleine (question de ne pas être influencé par les différents remplissages) entre vos deux Gcodes (j'ai pris de la cote Z0,4 à la cote Z0,6 ce qui correspond à la partie inférieure) la longueur d'extrusion de vos deux Gcodes est très proche (457,5mm dans les deux cas... à 0,2mm près)1 point
-
Bonjour, @jossua c'est toi aussi @d12 ??? Car ce message était destiné à @d12. @jossua Je n'ai jamais reçu de message de ta part! envois moi ton numéro de tel par message privé. @d12 Sous Cura quand tu as une zone grise, sauf erreur de ma part c'est qu'elle est placé en dehors de la zone imprimable, soit trop grosse, soit mal placé. Quand on a des partie grise normalement on ne peut pas slicer, donc on ne peut pas générer des fichier gcode, donc on a rien pour lancer un eimpression! [MODERATEUR] je ne sais pas comment effacer un message, du coup je me retrouve avec un message vide!1 point
-
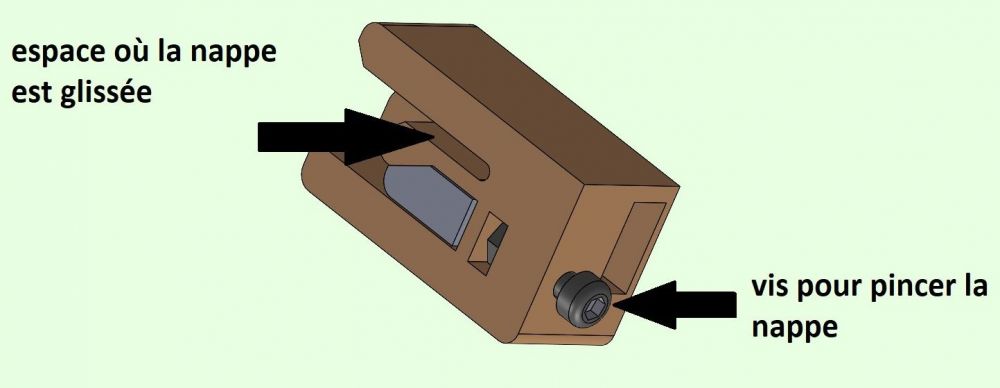
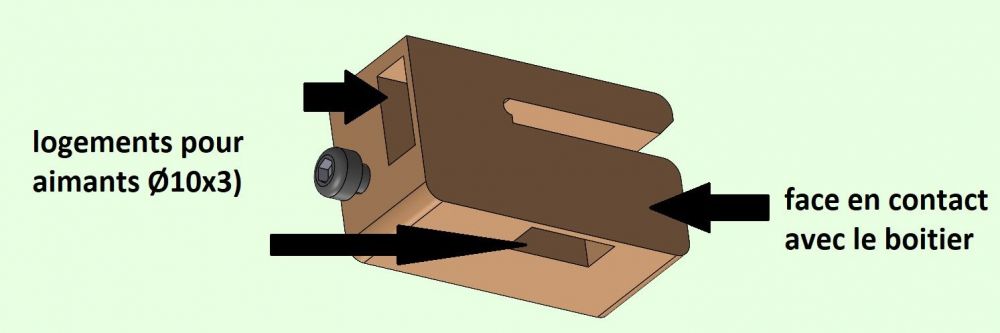
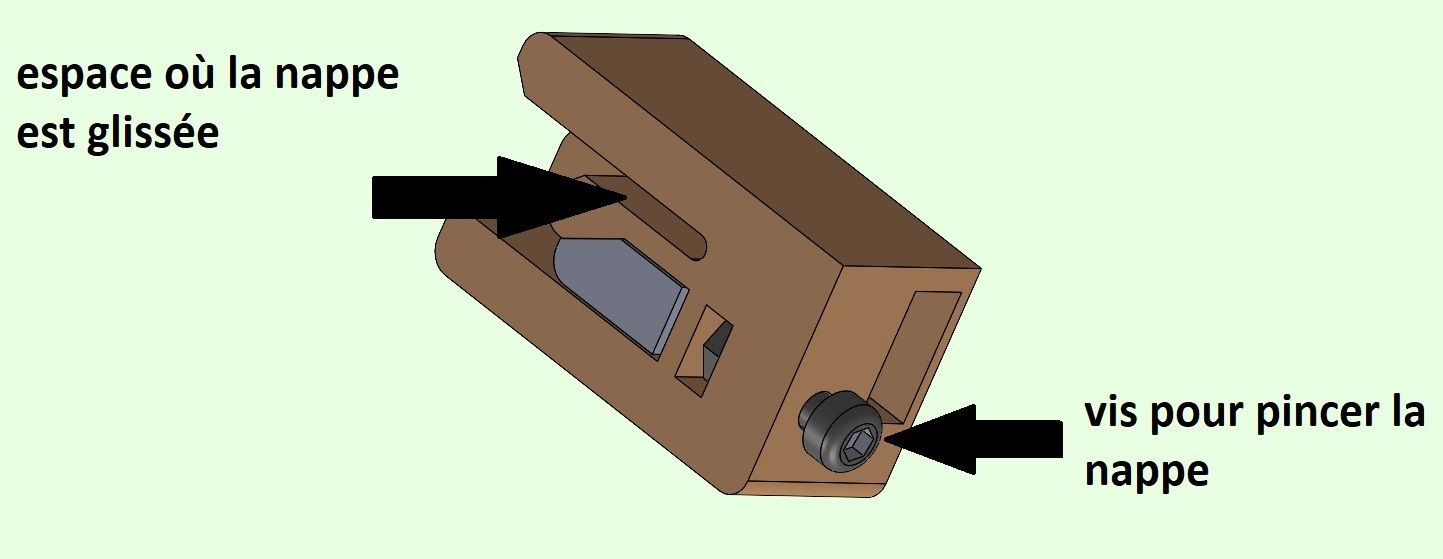
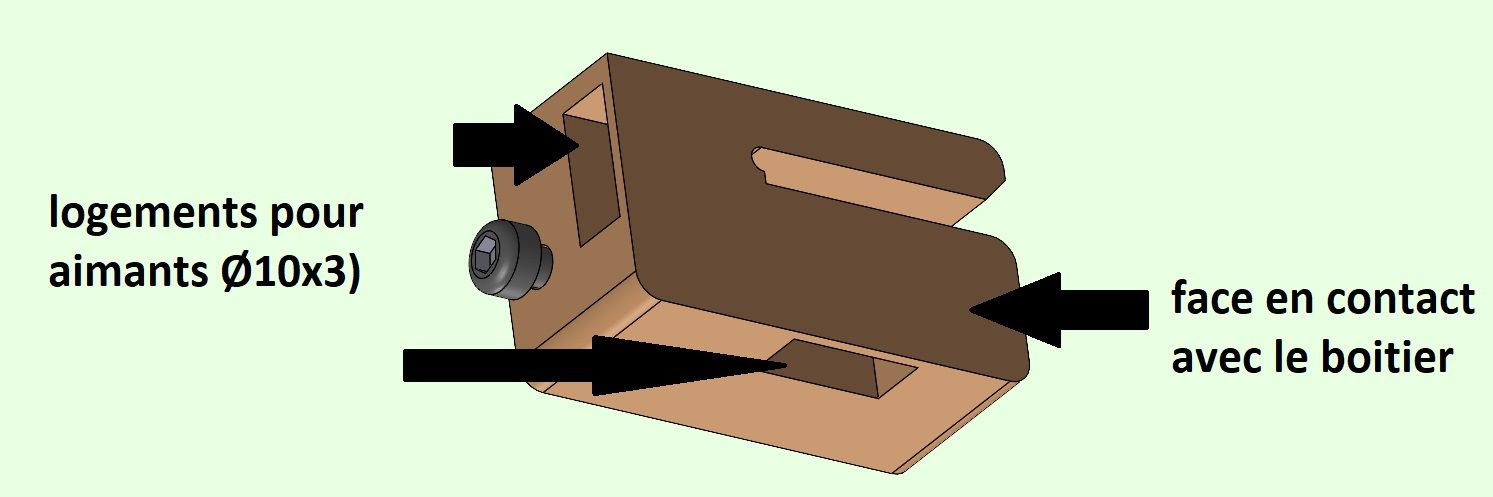
Voici des vues des pièces que j'utilise: Je peux te fournir les fichiers 3D si ça t'intéresse (format STEP, IGES, STL,...)
 1 point
1 point -
Merci à tous les deux, J'avais pensé à fixer le prolongateur, mais je n 'ai pas bien vu où "l'accrocher". Si tu peux préciser ta pensée ça me donnera des idées. Pour le soudage/dessoudage, j'ai un peu de matériel, pas de connaissances, mais empiriquement, j'ai déjà remplacé des condos grillés sur une régulation de chauffage donc, je tenterai surement l'opération, pour pouvoir revendre mon imprimante, en vue d'un autre modèle plus grand et direct drive. Encore merci1 point
-
Salut, La version Marlin bugfix est rarement une bonne idée à moins de vouloir délibérément participer au développement de Marlin. Dans ce message tu trouveras les fichiers de config (Marlin V2.0.7.2) pour une Ender 3 carte V1.1.4 avec BLTouch. D'après @SyFizz_, le firmware est opérationnel avec octoprint. Tu pourrais modifier les fichiers pour les adapter à ta config (v1.1.5, Bltouch?,...). J'ajoute le fichier cardreader.cpp à remplacer dans Marlin\src\sd pour corriger le bug de reprise après arrêt d'alimentation. cardreader.cpp1 point
-
Octoprint te permet en effet visualiser certaines données comme la stabilité de la température du bed et de la buse, et certaine autres information après de la a te dire si tu aurais un historique de log je ne sais pas. De plus octoprint nécessitant que le port serie soit libre et comme sur la MKS GenL le port série est utilisé par le TFT tu sera obligé de débranché l'ecran TFT et de tous commande via octoprint.1 point
-
Salut, Je te conseille plutôt de faire une bride qui maintient la nappe de l'extension (prolongateur). La mienne est maintenue avec des aimants et pour l'instant, tout fonctionne. Dans un 1er temps, un bout de scotch te dépannera. La soudure du lecteur SMD / CMS (composant de surface) est un chouya délicat sans matériel adapté.1 point
-
Bonjour, Edit Ce sont des des 1204 donc pas de 4 mm/tr. Après vérif parce que j'avais un doute, les vis à filet triple de la defunte tronxy c'est 8 mm/tr entraînées chacune directement par un moteur. Donc même configuration que quand je suis en rapport 2/1 comme sur la photo. Du coup là je suis identique à la Tronxy (0,04 mm/pas) et si je veux je peux être 2 fois plus précis avec un rapport 1/1 soit 0,02 mm/pas. Donc très loin du 0,1 que tu annonces. Pas compris d'ailleurs comment tu obtiens cette valeur. Pour ce qui est de la puissance nécessaire à actionner une paire de vis à bille, je suppose que tu t'es déjà servi d'un étau? Tu as pu constater qu'il faut vraiment pas beaucoup de couple pour t’écraser les doigts. Et encore, un étau n'est généralement pas muni d'une vis à bille dont le rendement est bien meilleur. Aucun soucis pour le mouvoir. Pour la réversibilité, la vis à triple filet de tronxy ou la vis à bille 1204 sont pareillement réversibles. L'essentiel et que le plateau ne tombe pas quand y a pas de jus et c'est le cas même en le chargeant. L'avantage c'est que comme les 2 vis sont synchronisées, pas de risque de fausser le plateau. Contrairement à une architecture à 2 moteurs. Pour les hautes performances c'est vrai qu'on verra. Mais je m’appuie sur une solide expérience pour pouvoir comparé vu que je bosse dans le métier depuis 2017 et que j'ai accès à plusieurs machines plastiques SLA FDM et métallique LBM. Le métallique c'est un autre monde, une autre techno, mais pour le plastique j'ai principalement maintenant accès à Raise Pro2 plus et Stratasys Fortus. La Raise ne vaut aujourd'hui clairement son prix. C'est une bonne imprimante, rigide mais pour l'utiliser en double extru (notamment a destination de support solubles) bon courage. La Stratasys est super fiable en double extru (elle ne sait pas faire autre chose d'ailleurs), grosso modo 4x plus rapide qu'une Raise sur pièce identique et met en œuvre avec un taux de réussite très proche de 100% des matières comme l'ULTEM, le PC, l'ASA, l'ABS, le Nylon 12 chargé carbone et d'autres encore. La Strtasys coûte environ 30x le prix de la Raise, qui elle coûte quasiment 10x plus chère qu'une machine chinoise qui aujourd'hui n'en est vraiment plus très loin. Entre les 2 mondes y a rien. Moi le défi, c'est une imprimante qui me revienne pas à plus de 700 balles, qui fasse aussi bien qu'une Raise sur du PLA des matériaux comme l'ABS et le PC grâce à une enceinte chauffée et qui mette en œuvre le PVA et le BVOH de manière fiable et sans bavure. Même si pour ses premiers prints l'imprimante sera en simple extru avant d’évoluer.1 point
-
merci je vais regarder tous ça avant de me lancer et fusiller ma carte ...lol heureusement j'en ai deux encore merci1 point
-
Parfait ! @Alexis_R: T'en fait pas ! Au début cela prend du temps pour bien tt comprendre et aussi pour savoir comment poser une question avec suffisamment d'info. ! Tu peux marquer la réponse de @Bosco2509comme "solution", je pense qu'il a donné la réponse la plus détaillé et utile ! Edit : je pensé a la 1er réponse de Boscos2509 ! mais bon ... au moins il a le point pour avoir proposé la meilleur solution ! Bonne continuation !1 point
-
Merci de vos précieux conseils, j'ai enfin trouvé le paramètre. PS : désolé de ne pas avoir été assez précis pour la photo. Merci1 point
-
Déjà, pour savoir si tu as besoin de calibrer l'extrudeur, tu peux voir s'il est bien calibré ! Il suffit de ramener le filament juste au niveau de la sortie de l'extrudeur, tu dévisses le raccord rapide du tube Teflon, tu fais avancer de 200mm avec ton panneau de commande et tu mesures si ça a avancé de 200mm ou d'une autre valeur. Si ton extrudeur est bien calibré ça avance exactement de 200mm1 point
-
1 point
-
Moi je ferrai un calibrage d'extrudeur, et je tenterais à 210°C et 45mm/s1 point
-
230°C ce n'est pas trop pour du PLA? 70mm/s c'est beaucoup aussi il me semble.1 point
-
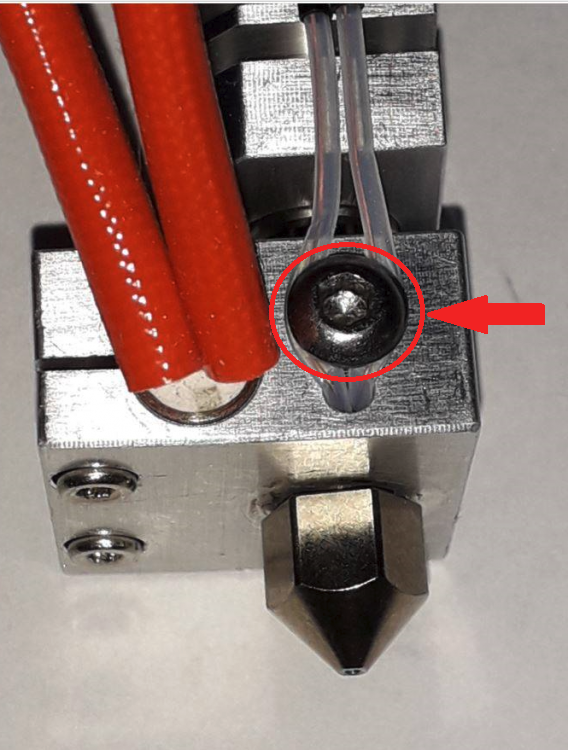
Non, ce serait plutôt la thermistance qu'il faudrait remplacer (là elle est en court-circuit, résistance de 0Ω ou très faible résistance, probablement dû à un serrage trop fort de fils sur le corps de chauffe qui a abimé les isolants) : Tu pourrais dans un premier temps essayer de dévisser un peu lavis cerclée en rouge, peut-être que le court-circuit «disparaitrait».
 1 point
1 point -
C toi qui a fait les test ... moi de se que j'ai interprété c la sonde de la tête mais j'ai peut être mal compris ... mais malheureusement sans test avec une sonde neuve, l’hypothèse de la carte hs reste envisageable ...1 point
-
Salut ! Fait péter le gcode de ton benchy boat ! En français : Ajoute le fichier gcode du bateau benchy ici sur le forum. Pourquoi ? Avec le gcode on peut y voir les réglages de ton imprimante. Avec notamment les accélérations, les rétractations, ect... tout quoi... Accessoirement donne nous les gcodes de début d'impression et de fin d'impression. Tu peut également nous donner tout les réglages du Slicer (Cura), le plus détaillés possible. A vu de nez, et à l'instinct... il y a un mauvais paramétrages de Cura... donc faut trouver où le réglages est mauvais... Et... sur le forum, il y a des "Pros" et des "Spécialistes" qui seront capable de décoder le gcode et de voir si ton imprimante est mal configuré.1 point
-
Ok donc si tu a permuté les sondes thermique et que le problèmes se déplace, la sonde thermique de la tête semble H.S. ... Rebranche comme avant ! le test ai fait ! et téléphone (si il y en a un de num de tel ) au SAV ... Bon courage !1 point
-
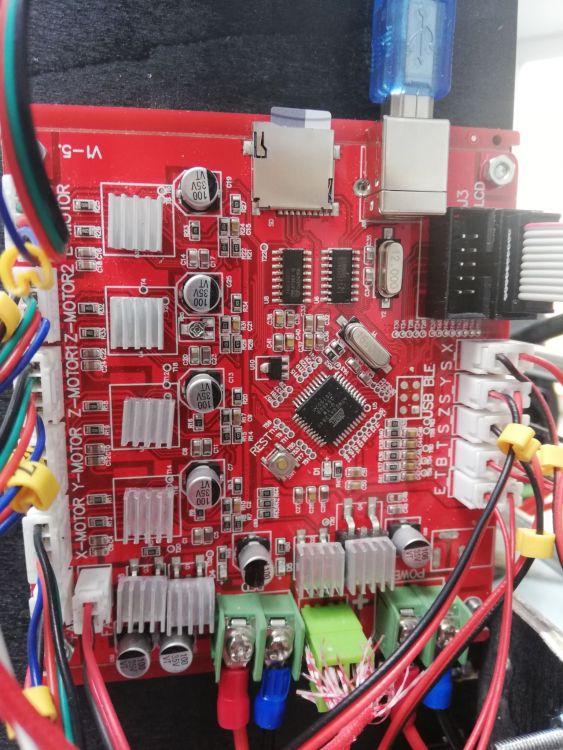
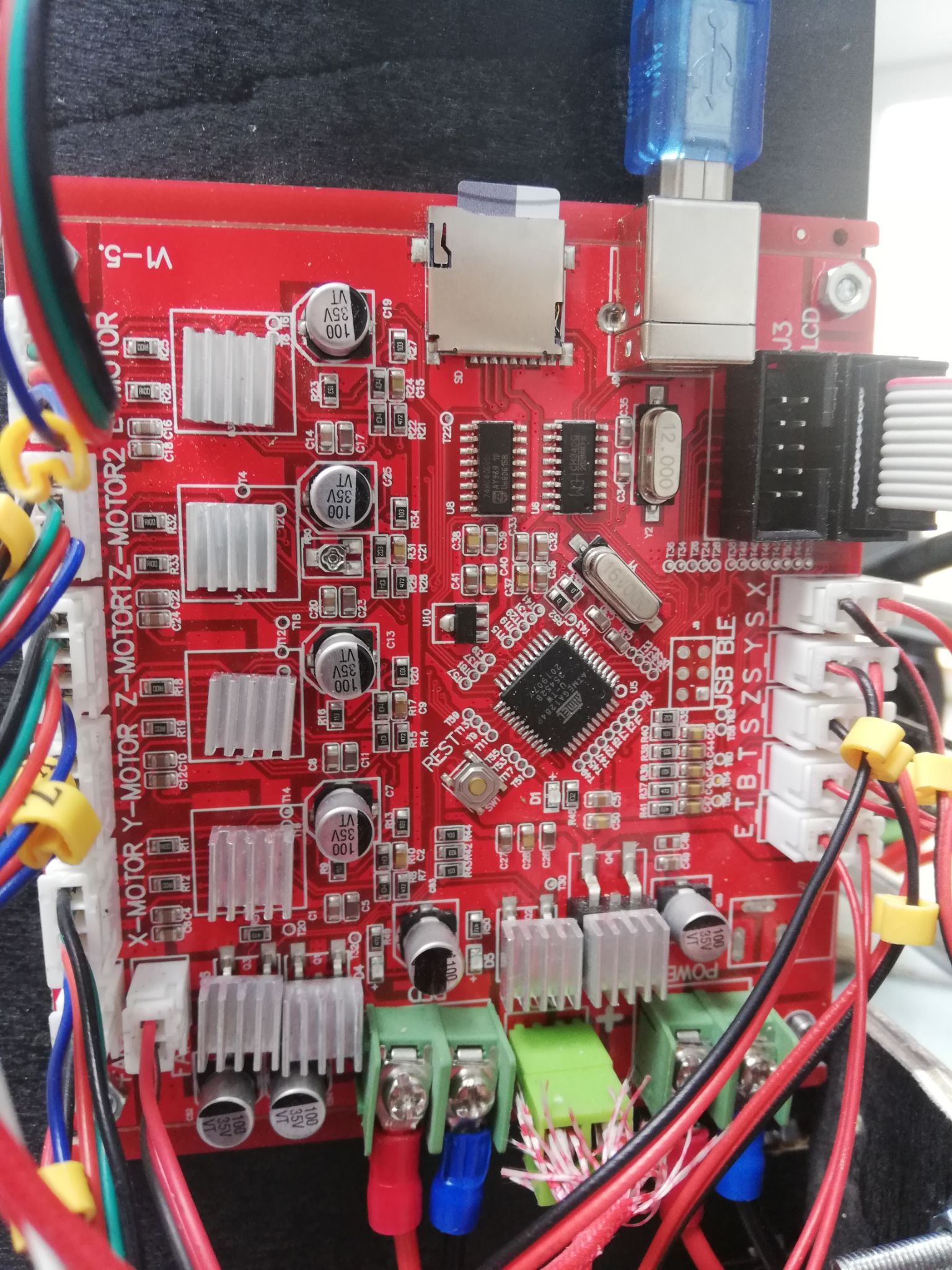
voici la photo de ma carte
 1 point
1 point -
Bonjour, je profite de ce post pour demander si vous aussi vous avez des soucis de sous extrusion avec la 4.8? Sur une ender 3 pro. Ce qui est étrange c'est que ça doit être lié à la rétractation car ça ne concerne que les petites pièces éloignés. Si je tente de réimprimé un fichier fait sous les versions précédentes, je n'ai pas le problème.1 point
-
Sur le Thermal Runaway tu as eu des réponses au dessus, tu peux avoir un soucis de faux contact de câblage ou de soucis avec la MKS GenL. La Température de l'extrudeur fixé a -15°c indique qu'il n'y a pas de retour de la sonde de température de la tête, si tu as testé et que a température ambiante tu as environs 100kohm alors elle est bonne, les Epcos 3950 et 104gt-2 sont toutes des thermistance de 100kohm pour environ 28°c. Reste donc le câblage dans ce cas tu as 2 nappes a controler une de 30pins qui remonte le long du poteau Z de gauche, et une nappes 24pins (oui la Genius c'est 24 pin et la X1 20pins) qui parcours l'axe des X de la gauche jusque la tête d'impression, vérifie que les nappes sont bien enfiché et pas endommage ou cramer.1 point
-
Sans une belle photo ... et si tu n'a pas revus t'on réglage hauteur buse / plateau et/ou le nettoyage du plateau ... Si les tutos proposé par @Idealnight n'ont pas suffit ... il y a un truc qui m’échappe ! Sinon regarde sur : https://www.simplify3d.com/support/print-quality-troubleshooting/ tu trouvera peut être des pistes ... ou Identifier et corriger les défauts d'impression1 point
-
Oui c'est clair, problème de calibrage de plateau. Il y a peut être autre chose, mais tu ne pourras pas le savoir tant que tu n'as pas bien reglé ton bed et imprimé ta pièce en entier, là on pourra voir s'il y a d'autres problèmes.1 point
-
Ok... Je ne sais pas pour @PPAC, mais pour moi : Une vue de dessus de la couche prise à partir du logiciel, sans connaitre le modèle, ni le nombre de couche... pour moi, cela ne me sert à rien. Je ne peut pas t'aider en l'état. > Il y a un truc qui s'appel "Capture d'écran", il suffit d'appuyer simultanément sur les touches "Windows + Impr. écran". C'est plus rapide que de prendre en photo avec son téléphone. > Dans le cas de ton problème, c'est une photo de la pièce que tu as sûrement déjà imprimés (une première fois), avec une ligne rouge ou une flèche pour indiquer la couche qui te pose problème. Là on pourra t'aider plus facilement... NB : Si un jour ta maison brûle, et que tu appel les pompiers cela ne les aidera pas si tu leur dit juste : Ma maison brûle, venez éteindre l'incendie (puis de raccrochez le téléphone). Au minimum... il leur faudra l'adresse... pour qu'ils viennent éteindre le feu... Je rigole... mais cela arrive bien trop souvent malheureusement...1 point
-
Salut ! Bienvenue sur le forum ! +1 avec @PPAC . Montre-nous la couche en question. Comme je le rappel trop souvent : On est pas à côté de toi, ce que toi tu vas appelé "Couche", nous nous utiliserons son "vrai" nom. Le problème dans le cas présent, c'est que la couche en question, laquelle parmis celle-ci est celle qui te pose problème : 1. Bas de support 2. Plafond de support 3.Bordure J'émet une hypothèse : Tu imprime une figurine... tu y met des supports, et à la fin de l'impression tu peine à retirer les supports, car ils sont "trop collé" avec la figurine. Dans cette hypothèse, c'est le "Plafond" de support qui est "mal réglé". Par défaut, sur la plupart des Slicer, cela est "mal réglé". Au lieu de te faire un cours magistral... je t'invite à regarder ces 2 vidéos, qui t'expliqueront mieux que moi : Conclusion : Si les supports sont difficiles à retirer, il faut augmenter la distance entre le modèle et la pièce. _____________________________________________________________________________________________________________________ Alors... oui... ce n'est pas "clé en main", il faut régler soi-même ce paramètre. Cela peut être long et laborieux. Et un réglage qui sera "bien" sur une figurine... ne sera pas forcément "bien" sur une autre pièce. Il faut "Apprendre" à utiliser son imprimante et le logiciel de tranchage. Rappel : L'impression 3D est à l'origine un métier à part entière, et il y a même des formations pour apprendre à utiliser et faire ce genre réglages.1 point
-
Bonjour à tous. Alors j'ai tout remis comme c'était dans le config adv, et dans le fichier config j'ai paramétré le parking comme ceci : #define NOZZLE_PARK_POINT { (X_MIN_POS + 5), (Y_MAX_POS - 10), 10 } Je viens de faire le test. La buse se lève de 10 mm et va bien à 5 mm du chariot Z sans le toucher, ce qui est important dans mon cas. Si ça peut servir à quelqu'un : l'activation de l'option du changement de filament m'a couté 6% de l'espace de la carte mère ; ce sera ma dernière option, il ne me reste que 2% Un grand merci à tous1 point
-
Oui ... enfin si il pense mesurer une température supérieur a la température demandé il se mette en attente ou bug ... Là je sais plus ... cela ne m'a jamais fait un truc comme cela ... le SAV me semble le meilleur moyen de faire changer le tout ou de faire contrôler/réparer la sonde thermique et/ou la carte mère ... Je n'ai plus d'idée de trucs a tester, si tu n'a pas de multimètre ou de sonde thermique de rechange ... Bonne chance / bon courage avec le SAV ! Et bonne continuation !1 point
-
Bon sans multimètre, si tu a bien vérifié les connecteurs tu peux éventuellement (machine éteinte ) permuter les connecteur de la sonde du plateau avec celle de la sonde de la tête pour voir si cela se déplace sur l’écran qd tu rallume mais il ne faudra pas oublier de remettre en place les connecteurs après ... et attention par sécurité toujours débrancher l'alimentation du secteur pour ne rien griller qd on débranche, rebranche des éléments et pour éviter tout risque d’électrocution. ou directement tenter de changer la sonde thermique / thermistance de la tête ... qui malheureusement sont assez fragiles ... mais vérif quelle n'est pas en court circuit (que les deux pates/fils) ne se touchent pas directement ou via le bloc chauffant ou via autre chose de conducteur ...1 point
-
Ok donc j'ai pas ton imprimante ni le même genre d'affichage, mais là pour moi c la valeur de température "mesuré" ( a 275°C) et la valeur de la température "cible" ( a 0°) Donc se serai un défaut de câbles / connecteur / sonde thermique de la tête ... En principe une thermistance CTN a un valeur de résistance qui diminue quand la température augmente (si je me souvient bien ...) elle devrait être de 100K Ohm a 25 °C donc si tu a un court circuit cella augment faussement la température mesuré ... Si tu a un multimètre tu peux mesuré la résistance total du circuit et/ou de la thermistance si tu le fait au connecteur après l'avoir débranché ... Tu devrais avoir une valeur de résistance mesuré de l'ordre de 100 K Ohm si a 25°C, et si tu pose la main sur la thermistance, la chaleur devrais faire diminuer la résistance mesuré. Si il y a un défaut de connexion tu aura un résistance infini se qui donne un affichage de température proche de 0°C ou négative . Si tu a un court circuit tu aura une résistance mesuré proche de 0 Ohm donc un affichage de température très élevé d'ou t'on 275°C ! ? Edit : @cashgrany voila j’espère ne pas mettre mélangé (j'ai fait plusieurs édition et au début me semble t'il j'avais faux ... là je pense avoir juste ... enfin ... j'espére vraiment !) Edit 2 : merci a un futur lecteur de me citer et me corriger si j'ai fait une erreur et/ou de me donner un moyen mnémotechnique pour ne plus me mélanger car cela fait déjà plusieurs fois que je me mélange là dessus : "cour circuit -> 0 Ohm -> Temp. max °C" vs "déconnexion/fils sectionné/écrasé -> inf. Ohm -> Temp. min °C" )1 point
-
Salutation ! Ha oui ! là y a un truc très louche ! Sur l'écran d'affichage, la température cible ai elle a 0 ou a la température ambiante ? (cela t'affiche 275/0 °C ou 275/21 °C? ou complètement autre chose ? une photo merci ! Edit : si tu n'a pas changé de firmware ... un retour SAV risque d’être a envisager, sauf si tu veux prendre le temps de faire des vérifications de branchements et de démontage pour accéder a la carte mère et faire des mesures avec un multimètre ... mais sans aucune solutions assuré ... donc surtout pour le fun ou le défit !1 point
-
Salutation ! Je ne suis pas certain de quelle " couche" tu parle ... une photos stp ! Sinon, pour comprendre l'impacte des paramétrés de Cura, je te conseil vivement d'installer le plugin/extension "Settings Guide" (les textes sont traduit en fr. malgré le nom du plugin en anglais) depuis le "marché en ligne" sous cura ! (il te faudra créer un compte Ultimaker ...) Mais aussi de bien regarder/décortiquer/analyser l’Aperçu sous cura après découpage ! Bonne continuation !1 point
-
Qui est-ce qui va avoir une bonne 60aine d'heures de ponçage/mastiquage/ponçage/apprêt/peinture/montage devant lui....?? Quasi 2 mois de print sur 3 machines pour toutes les pièces détachées d'un projet entièrement articulé de 1m de haut.... Je vous posterai le projet terminé après le plus gros du travail....donc en 2032 à priori...
 1 point
1 point -
Acétone ? White spirit ? N'importe quel solvant agressif... Tu ne risques pas grand chose : Au pire tu dépolis ta vitre ce qui permettra d'améliorer l'adhérence du filament donc tu auras plus gagné que perdu !1 point
-
Bonjour Il eût été préférable de mettre ton post dans la section appropriée (ici ce sont les présentations) mais bon... Visiblement ton filament n'adhère pas au plateau (ça saute aux yeux). Il peut y avoir plein de raisons pour une mauvaise adhérence Il y a plein de sujets sur l'adhérence au plateau, je t'invite à les consulter Entre autres, pour qu'il adhère, il faut avoir une "bonne" distance entre la buse et le plateau, c'est à dire une distance telle que le filament qui sort de ta buse soit légèrement écrasé sur le plateau. Légèrement mais pas trop, c'est une question de dosage. Là on voit que le filament reste rond, il n'est pas du tout écrasé. Il est donc évident que le réglage de hauteur plateau n'est pas bon. Il faut remonter un peu ton plateau avec les molettes situées en dessous Tu peux rechercher une procédure de réglage sur internet, il y en a qui font le réglage en prenant des bouts de papier 80g/m² comme cale de hauteur, moi je fais le réglage à l’œil1 point
-
Bonjour, Il faut d'abord apprendre à bien paramétrer ton slicer en mono et à imprimer des pièces bien réussi avant de t'attaquer au dual. Mais le principe du dual c'est relativement simple, le slicer considère une pièce bicolore comme deux pièces complètement indépendantes et chacune des deux utilise un Extruder différent. Ensuite c'est à toi de positionner les deux pièces de sorte que les deux pièces forment une seule de deux couleurs. Pour faire simple si tu prend une pièce créé en un seul stl tu ne pourra pas imprimer une zone de cette pièce d'une couleur et le reste d'une autre.1 point
-
Salutation ! Il semble préférable si tu début en impression 3D de te faire la main avec une seul buse / couleur au début ... cf : https://www.wanhaofrance.com/pages/start Moi, imprimer en dual avec une K8400 (donc machine complètement différente, mais tu aura qq idées de pistes de recherches ) était expliqué comme cela par mon fabricant : https://manuals.whadda.com/article.php?id=137 Et tu trouvera surement plus d'informations adapté a ta machine si tu recherche sur le forum. De plus tu ne précise pas le slicer que tu utilise ... donc pas simple de t'orienter ! Si tu utilise cura, créer un compte ultimaker pour accéder au "marché en ligne" et installer le plugin "Settings guide" (il ai en fr) te sera surement d'une grande utilité. Aussi Le GüeroLoco a fait qq vidéo sur la D12 peut être les regarder te sera utile. : Wanhao D12/230 2 couleurs : Évaluation complète ! Wanhao D12/230 : Complément d'information Bonne continuation !1 point
-
Comme l'a dit @PPACcette section du configuration_adv.h réalise deux choses: le changement de filament et/ou le parking de la tête lors d'une pause. La documentation, bien qu'en anglais, est une mine : https://marlinfw.org/docs/configuration/configuration.html#advanced-pause Extrait de celle-ci :1 point
-
Salutation ! Pour moi tu n'a rien a changer ou a désactiver dans les paramètres de ADVANCED_PAUSE_FEATURE (re met comme cela était pour ne plus avoir d'erreur de compilation) ils ne seront utilisé que lors de la commande M600 (changement de filament ) normalement déclenché via un détecteur de fin de filament ... https://marlinfw.org/docs/configuration/configuration.html#advanced-pause https://marlinfw.org/docs/configuration/configuration.html#filament-runout-sensor Il faut activer ADVANCED_PAUSE_FEATURE car il a un genre de dépendance avec le NOZZLE_PARK_FEATURE mais (M600) ne sera pas utilisé avec le simple "park" lors d'une pause simple ... enfin je crois ... https://marlinfw.org/docs/configuration/configuration.html#nozzle-park Bonne continuation !1 point
-
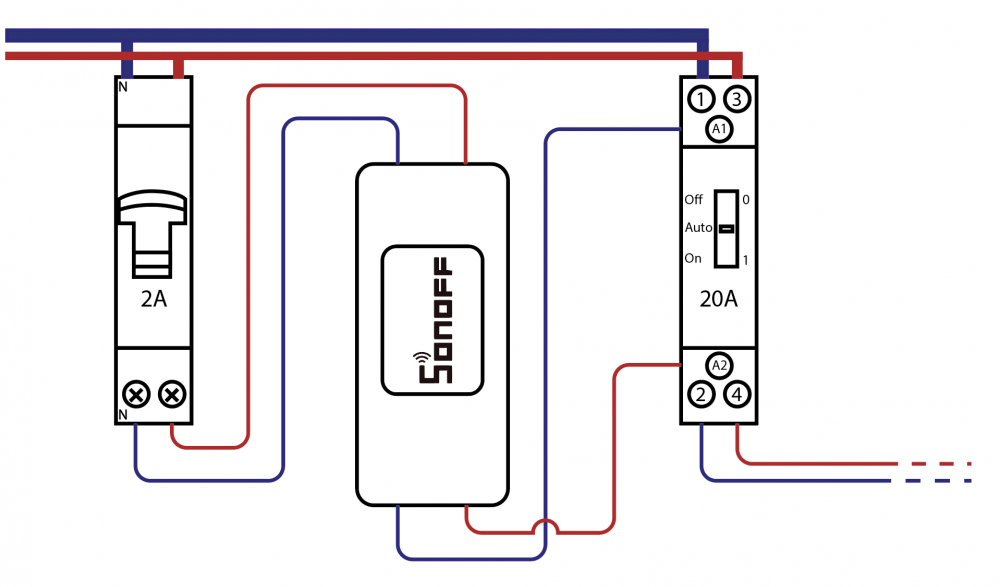
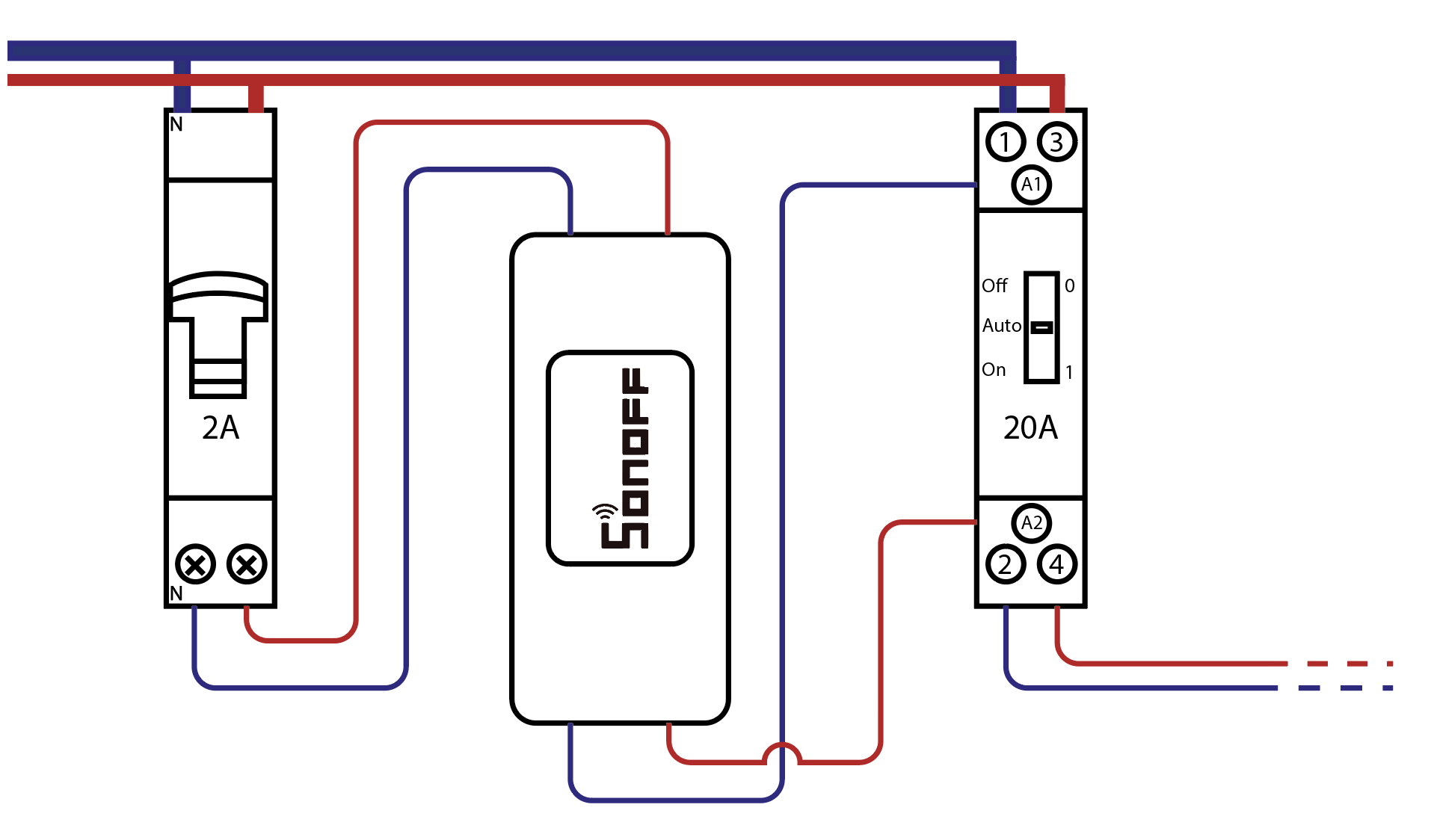
Ok, donc si je fait un rapide shéma (désolé les électriciens du forum ), ça donnerait ça ? J'ai pris l'option jour / nuit, ne sachant dès le début comment j'allais brancher le tout, et il arrive qu'on reste plus que les week-end avec le télétravail maintenant ^_^
 1 point
1 point -
pourtant pas dur de l'identifier, c'est la ctc a8 (copie de l'a8 qui est une copie de... et ainsi de suite). La carte est une Anet 1.7, et il n'y a qu'un seul firmware officiel anet a8 (enfin deux, si on tient compte de la version pour le capteur anet). Rectification, mal vu, c'est la version oem de la carte qu'anet vend sans marquage aux autres marques. (c'est une carte non finalisée, elle est complète mais pas sérigraphiée et les embouts amovibles de fabrication ne sont pas enlevés).1 point







.thumb.png.af6ec5ffd7e474e476739233ce79399e.png)


.thumb.jpeg.241d8d1e0c799ef9b3d7703652e37525.jpeg)




.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)