Classement




Contenu populaire
Contenu avec la plus haute réputation dans 23/04/2021 dans Messages
-
Bonsoir, PrusaSlicer gère cela. exemple de mon gcode de fin: {if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+2, max_print_height)} F600 ; Move print head up{endif} G1 X5 Y{print_bed_max[1]*0.8} F{travel_speed*60} ; present print {if max_layer_z < max_print_height-10}G1 Z{z_offset+min(max_layer_z+70, max_print_height-10)} F600 ; Move print head further up{endif} {if max_layer_z < max_print_height*0.6}G1 Z{max_print_height*0.6} F600 ; Move print head further up{endif} M140 S0 ; arrêt chauffe du bed M104 S0 ; arrêt chauffe de la buse M107 ; Arrêt ventilos M84 X Y E ; désactivation moteurs2 points
-
Bonsoir. Merci Argonaute pour ton retour positif et tes propost d'amélioration. Désolé de ma réponse tardive j'ai du traiter une urgence. J'étudie l'ensemble des questions et tenterai d'apporter un maximum de réponse. Pour info je suis toujours en cours de travail sur la version sans blTouch.. Bonne soirée.2 points
-
Gravure sans laser ! Pour ne pas trop galérer avec le réglage de la 2ème tête, je dévisse juste les 4 vis et revisse jusqu'au début du point dur de serrage, et ensuite je resserre la petite vis de réglage ou... la desserre de ce que je crois nécessaire, et "à l'ancienne" je tapote sur la tête !! et ça fonctionne... Pour la 1ère tête, la vis de réglage est très mal placée, pas accessible aisément, et va rapidement se voir équiper d'une ch'tite molette !! Calibrage des extrudeur nickel et stable. Les valeurs calculées (T0:95.51 et T1:95.56) sont très proches et sur 3 essais de 200mm, aucun écarts aussi bien sur E0 que sur E1 (filament libre et non sur bobine via détecteur de filament). 1 ère impression lancée : grosse chaleur, enfin le contraire : le lit ne veut pas chauffer à 60° et plafonne à 50° et finit par générer une erreur fatale ! Après quelques instants à imaginer la remise à l'origine de la bouse bécane pour un retour au SAV, donc re-flash du firmware publié sur github, et eurêka ! Je cours sur le PC inspecter mon firmware 2.0.7.2 encore tout chaud (façon de parler) et keske je vois pas devant mes yeux : #define DEFAULT_bedKp 10.00 #define DEFAULT_bedKi .023 #define DEFAULT_bedKd 305.4 je lance vite un PID du BED (M303 E-1 C8 S60) qui me donne des valeurs bien différentes (entre parenthèses les valeurs initiales): #define DEFAULT_bedKp 80.54 // 10.00 #define DEFAULT_bedKi 7.12 // .023 #define DEFAULT_bedKd 606.95 // 305.4 Normal que ça plafonnait ! On a l'air souvent bête avec ces imprimantes 3d ! Je relance l'impression, YES ça fonctionne. Même pas d'erreur dans mes scripts de mon nouveau profil ideamaker. Et puis vlatipas qu'elle me demande de changer le filament, la bourrique ! Bon, en finalité même avec un bout de filament dans les détecteurs, j'ai des demande de changement de filament sans un seul M600 ou M412 dans mon gcode. J'ai fait un M412 S0, et l'impression fonctionne enfin sans interruption... enfin, j'espère, c'est en cours.... Donc gros soucis avec le câblage non blindé des détecteurs.2 points
-
Quand tu as eu ta machine, sur la carte SD y avait-il des modèles prétranchés ? Si oui essaie d'en imprimer un. Si ça ne fonctionne toujours pas, essaie avec une autre carte SD dont tu es certain qu'elle fonctionne correctement (inférieure à 32Gio, formatée FAT32, secteurs de 4096 octets). Si ça ne fonctionne toujours pas alors problème matériel ou plutôt électronique. Normalement le caractère «;» sert d'indicateur afin de ne pas prendre en compte la suite mais un espace avant rendra de toute façon le code plus lisible.2 points
-
Je suis passé par là (il y en avait quelques uns).2 points
-
Ton gcode de démarrage est toujours incorrect C'est ou : M140 S210 (mais ça ne fonctionnera pas car le lit ne peut dépasser 120/130° en configuration «usine» ) ou: M140 S{material_bed_temperature} Même punition pour le M1042 points
-
Très propre le bouton pour gazinière Moi j'ai imprimé ça il n'y a pas longtemps avec le filament Smartfil argent. Impression très agréable, pas trop eu de difficultés a part les trop petites pièces. C’était plusieurs pièces à imprimer puis assembler, même les vis sont imprimées en 3D


 2 points
2 points -
Bon grâce à vous j'ai réussi enfin je suis soulagé ^^ . Merci à vous @PPAC , @Savate , @Titi78 , @fran6p , @Krl , @Orkh4nn et les autres ^^ . Vous êtes vraiment génial .2 points
-
si tu es sous Windows, il faut vérifier que tu n'a pas besoins d'un driver. Pour cela, il faut allez dans le "gestionnaire de périphériques" et regarder si quand tu connecte la carte mère de l'imprimante en USB tu a un nouveau "Port COM" ou un nouveau "périphérique inconnu" ! Dans le cas d'un "périphérique inconnu, il te faudra installer un driver tu trouvera des explications et le driver via cette page https://www.geeetech.com/forum/viewtopic.php?t=60612 Je pense que c'est le CH340SER ou CH341SER. Si ça ne fonctionne pas, essaie le FT232. http://www.wch.cn/download/CH341SER_EXE.html http://www.wch.cn/downloads/CH341SER_ZIP.html Aussi, une seul application peut utiliser le port COM en même temps, il faut la fermer pour quelle le libère pour une autre ... (de temps en temps il faut redémarrer Windows si le port COM n'est pas libre alors qu'il n'y a pas d'application qui l'utilise.)2 points
-
Salutation ! Pour la carte SD Essai avec une autre carte SD fraîchement formaté ( si elle était fournis avec la machine, elle est surement de mauvaise qualité ! petites économies des constructeurs ...) Une carte SD de marque type sandisk, kingston ou autre mais de qualité qui soit inférieur a 32Go (limite de taille pour formater en fat32) bien formaté en "fat32" avec des taille d'unités/block de "4096" Sinon, le connecteur de la carte SD ou les pin de la carte SD sont peut-être a nettoyer avec le produit adapté pour ne pas avoir de faux contacte ... Aussi, sur le PC, il faut toujours bien "éjecter" la carte SD et attendre le message "peut être retiré en tt sécurité" Et si tu a une carte SD pas très rapide, enregistrer sur le PC puis copier le ficher sinon le trancheur peux ne pas arriver a écrire entièrement le fichier ... Après, éventuellement tu peux tester d'imprimer via un ordi + connexion USB juste pour éliminer le défaut de carte mère si il n'y a pas de problème. Enfin pas de nom de fichier trop long (moins de 255 caractères) et pas de caractères spéciaux/diacritique ni de '.' comme premier caractère. Là il y a une histoire d'utiliser un fichier .cfg pour donner la clé wifi a la machine ... ou alors de changer temporairement le clé wifi pour accéder a la machine en wifi et via l'interface web saisir une clé plus longue ... (recherche sur le forum)2 points
-
Salut a tous... suite a une derive de post... je me suis dis ... pourquoi pas... Bref je suis friant de musique "politiquement incorrecte" ... j'entends par la les artistes ( je dis bien ARTISTES ... pas les merdes que l'on nous impose en boucle a la radio ...) qui ne mâchent pas leurs mots et exprimes avec humour ... au second, voir même troisième degrés des idées pleines de vérités !!! Je vais donc ouvrir le bal dans la catégorie hip-hop ... qui il faut l'avouer... de nos jour est une catastrophe et un vrai dépotoir de ce qui se fait de pire !... tous incapables de chanter sans autotune ni faire de phrase sans faute de grammaire ou d'orthographe !!! Donc pour relever le niveau ... ce qui ne s'est pas vus depuis mc solaar et iam ... voici mes liens : la Canaille ( gros .... même très gros coup de cœur !!! avec des textes dignes du grand MC Solaar !!! ) : Cabazi : James deleck : Karlit et kabok : Redbong...: et d'autre que l'on entendras jamais sur skymerde... Sstupeflip : Orelsan : Ensuite ... dans un style plus " variété française " Odelaf : Didier Super : Voila pour une première fournée ... Il y en as encore plein d'autres ... plus ou moins connus ... les fatal picard par exemple... et donc ... n’hésitez pas linker ici vos morceaux préférés du genre ... je suis sur qu'il y en a certain que je ne connais pas ...1 point
-
Bonjour, la grande majorité de nos imprimantes Tronxy est équipée de cartes mères du fabriquant ChiTu-Systems: https://www.chitusystems.com/ Ce qui n'est pas banal c'est que les cartes de ce fabriquant chinois se retrouvent le plus souvent sur des imprimantes résines et presque pas sur des FDM. ChiTu-Systems a même développé un trancheur spécifique à ce type d'imprimante: Chitubox Le point commun à tout ça reste les quelques fonctions spécifiques qui permettent de réaliser des modifications du firmware sans avoir à le flasher. Les fonctions sont lues sous forme d'un G-code comme pour un fichier d'impression. Tronxy s'en sert pour proposer des mises à jour (légères) du firmware. Ces fichiers sont disponibles ici: https://www.tronxy.com/marlin-firmware-for-tronxy-3d-printer/ Exemple pour ma X5SA-400 le contenu du fichier: X5SA 400 V2.0.gcode J'en ai profité pour nettoyer les lignes et mettre un commentaire en français. J'ai regroupé plusieurs sources pour recroiser les infos pour comparer les fonctions mais des erreurs sont possibles donc: - n'hésitez pas à me signaler s'il y a des erreurs dans mes définitions - Rappel important: ces G-code contrôlent l'imprimante donc à utiliser à vos risques et périls...soyez prudent pour prévenir tout risque de dégradation du matériel ou d'accident corporel. ; TRONXY X5SA-400 ; ================================== ; Activation du module de récupération de données ( I0 déactivé et I1 activé ) M8000 I1 ; ================================== ; Réinitialisation du module de récupération de données ( I0 déactivé et I1 activé ) M8001 I1 ; ================================== ; Sens rotation moteur X ( I-1 normal et I1 inversé ) M8002 I-1 ; ================================== ; Sens rotation moteur Y ( I-1 normal et I1 inversé ) M8003 I-1 ; ================================== ; Sens rotation moteur Z ( I-1 normal et I1 inversé ) M8004 I1 ; ================================== ; Sens rotation moteur E ( I-1 normal et I1 inversé ) ; Si 2 ou 3 extrudeurs ajouter E2 ou E3 pour préciser, exemple M8005 I-1 E2 M8005 I-1 ; ================================== ; Choix du référentiel de déplacement X (0 déplacement tête - 1 déplacement plateau) M8005 X0 ; ================================== ; Choix du référentiel de déplacement Y (0 déplacement tête - 1 déplacement plateau) M8005 Y0 ; ================================== ; Choix du référentiel de déplacement Z (0 déplacement tête - 1 déplacement plateau) M8005 Z1 ; ================================== ; Vitesse de démarrage XY (mm/s). ; Si la vitesse de déplacement > à cette vitesse, démarre à cette vitesse et accélère jusqu'à la vitesse de déplacement. ; Sinon reste à la vitesse de déplacement. M8006 I100 ; ================================== ; Valeur de Jerk (mm/s³) M8007 I20 ; ================================== ; Accélération XY (mm/s²) M8008 I100 ; ================================== ; Définir les pas/mm pour X et Y ensemble ; Exemple: 0.00625 = 160 pas/mm = 1/160 M8009 S0.00625 ; ================================== ; Définir les pas/mm pour X et Y indépendamment ; Exemple: X0.00625 Y0.00630 = 160 pas/mm en X et 158,7 pas/mm en Y ;M8009 X0.00625 Y0.00625 ; ================================== ; Définir les pas/mm pour Z ; 0.00125 = 800 pas/mm = 1/800 M8010 S0.00125 ; ================================== ; Définir les pas/mm pour E (valeur valable de façon indissociable pour tous les extrudeurs connectés) ; 0.0013085 = 764.23 pas/mm = 1/764.23 M8011 S0.0013085 ; ================================== ; Vitesse max XY (mm/s) M8012 I100 ; ================================== ; Vitesse max Z (mm/s) M8013 I20 ; ================================== ; Vitesse max E (mm/s) M8014 I120 ; ================================== ; Vitesse Z lors du premier déplacement Auto-home (mm/s) M8015 I8 ; ================================== ; Vitesse XY lors du premier déplacement Auto-home (mm/s) M8015 S20 ; ================================== ; Vitesse Z lors du deuxième déplacement Auto-home (mm/s) M8016 I6 ; ================================== ; Vitesse XY lors du deuxième déplacement Auto-home (mm/s) M8016 S6 ; ================================== ; Pré-extrusion avant d'imprimer (mm) M8017 I6 ; ================================== ; Vitesse max de E pour la pré-extrusion (mm/s) M8018 I120 ; ================================== ; Vitesse de rembobinage du filament (pour logiciel Makerware) M8019 I50 ; ================================== ; Longueur de rembobinage du filament (pour logiciel Makerware) M 8020 S1.5 ; ================================== ; Longueur de rétraction de la tête d’extrusion du commutateur (pour logiciel Makerware) M8033 S0 ; ================================== ; Diamètre du filament utilisé (mm) M8021 S1.75 ; ================================== ; Température max du bloc de chauffe (°c) M8022 I275 ; ================================== ; Température mini du bloc de chauffe pour extruder (°c) M8022 T170 ; ================================== ; Température max du lit chauffant (°c) M8023 I100 ; ================================== ; Détection d'erreur de T° ( 0 activée et 1 désactivée ) M8023 T0 ; ================================== ; Déplacement max en X (mm) -> taille plateau M8024 I400 ; ================================== ; Déplacement max en Y (mm) -> taille plateau M8025 I400 ; ================================== ; Déplacement max en Z (mm) M8026 I400 ; ================================== ; Nombre de têtes d'extrusion (entre 1 et 3) M8027 I1 ; ================================== ; Nombre de filaments par buse ( 2 à 3 = S1 et 1 = S0 ) M8027 S0 ; ================================== ; Sélection du nombre de contacteurs Z pour version à 2 moteurs Z. ; 0 : mode double limite Z, le deuxième contacteur se connecte au Z+. ; 1: mode limite simple, 1 seul contacteur fin de course. ; 3: mode trois Z, le troisième contacteur se connecte à Ext. Pour activer cette fonction, placez une coche devant la commande. ;M8027 Z0 ; ================================== ; Utilisation du pilote de l'extrudeur E2 pour le Y. Pour activer cette fonction, placez une coche devant la commande. ;M8027 Y0 ; ================================== ; Utilisation du pilote de l'extrudeur E2 pour le E1. Pour activer cette fonction, placez une coche devant la commande. ;M8027 E0 ; ================================== ; Autoriser l'utilisation du lit chauffant ( 1 activé et 0 désactivé ) M8027 T1 ; ================================== ; Ajouter x.xx mm au retour filament après rétraction M8028 S0.00 ; ================================== ; Position des contacteurs fin de course XY sur la structure pour le pt 0 ; 0 limite zéro unilatérale telle que mendel,i3... ; 1 : Limite de points maximum unilatérale telle que makerbot ; 2 : Limite bilatérale telle que ultimaker ; 3 : Limite à l'arrière gauche de la machine (apparaît rarement) M8029 I0 ; ================================== ; Type de contacteur XYZ ; 0 : interrupteur de fin de course XYZ normalement ouvert, lorsqu'il n'est pas déclenché, le niveau du signal est élevé ; 1 : interrupteur de fin de course XYZ normalement fermé, lorsqu'il n'est pas déclenché, le niveau du signal est faible M8029 T0 ; ================================== ; Position sur l'axe Z de l'interrupteur de fin de course ; 0 : buse la plus proche du plateau, l'interrupteur de fin de course se connecte à Z- ; 1 : buse la plus éloignée du plateau, l'interrupteur de fin de course se connecte à Z+ M8029 S0 ; ================================== ; Action après XYZ homing -> retour au 0 (0,0,0) M8029 C0 ; ================================== ; Activer le détecteur de filament ( 1 activé et 0 désactivé ) M8029 D1 ; ================================== ; Type de contacteur du détecteur de filament (0 identique au XYZ, -1 inverse au XYZ) M8029 P-1 ; ================================== ; Contrôle du ventilateur de refroidissement filament ; 0 contrôlé par le Gcode du trancheur ; >0 déclenche le ventilateur à partir de la t° de consigne M8030 I0 ; ================================== ; Déclenchement auto du ventilateur de la tête d'extrusion à partir de 50° M8030 I50 T-1 ; ================================== ; Pas utilisé (réglage écart X si deuxième tête d'extrusion) ;M8031 S35.0 ; ================================== ; Pas utilisé (réglage écart Y si deuxième tête d'extrusion) ;M8032 S0 ; ================================== ; Pas utilisé ;M8031 D-35.0 ;M8032 D0 ; ================================== ; Répertoire de la carte SD affiché sur l'écran M8034 I1 ; ================================== ; Matrice manuelle: Nombre de points de mesure M8035 I7 ; ================================== ; Coordonnées des points de mesure manuelle (doit être = nombre défini au dessus) M8036 X10 Y10 M8036 X60 Y50 M8036 X380 Y380 M8036 X60 Y380 M8036 X380 Y380 M8036 X60 Y50 M8036 X380 Y50 ; ================================== ; Matrice auto: nombre de points de mesure en X et en Y ; Si X=5 & Y=5 alors 25 pts de mesure mais l'écran n'affiche que les 16 points de gauche M8038 X4 M8038 Y4 ; ================================== ; Type d'architecture de l'imprimante (CoreXY) M8080 I2 ; ================================== ; Type de résistance chauffante : EPCOS NTC 100K 1% 3950 B (équivalent au Type2 sous Marlin) M8081 I2 ; ================================== ; Active le nivellement automatique du plateau M8083 I1 ; ================================== ; Pas utilisé (pour version Delta ?) ;M8083 D0 P0 ; ================================== ; Delta Z offset qui correspond à la détection capteur + valeur Z sup. M8084 Z-1 ; ================================== ; Durée d'affichage de l'écran de démarrage (100 ms mini - 6000 ms maxi) M8085 I6000 ; ================================== ; Temps d'attente de l'économiseur d'écran (s) M8085 T0 ; ================================== ; Durée de veille entre la commande d'arrêt et l'arrêt effectif de l'imprimante (s) M8085 P0 ; ================================== ; Pilote de microstep externe ; I : le temps d’établissement entre l’efficacité du signal de direction et le nivellement élevé du signal d’impulsion. L’unité est ns ; T : le temps de conservation le plus court du signal d’impulsion avec l’unité de ns M8087 T12000 I0 M8087 Z180000 ; ================================== ; Pas utilisé ;M8087 I0 T14200 ; ================================== ; Vitesse du ventilateur de carte mère (256 = max) M8489 I256 ; ================================== ; Vitesse de chargement du filament (mm/s) M8489 T3 ; ================================== ; Déconnecter les pilotes moteur et arrêter les ventilateurs après l'impression. M8489 P0 ; ================================== ; Valeur de réglage du PID de la tête d'extrusion M301 P22.2 I1.08 D114 ; ================================== ; Pas utilisé (lancer 5 cycles de montée en température à 150° du bloc de chauffe) ;M303 E0 S150 C5 ; ================================== ; Désélectionner le module de gravure laser M8520 I0 ; ================================== ; Sauver dans l'EEPROM les modifications apportées M8500 autre code ChiTu: M8512 "configFile.gcode" A lancer comme une impression. Permet de générer un nouveau fichier qui donne les valeurs actuelles des codes ChiTu de la carte.1 point
-
Je découvre le monde de l’impression 3D depuis 1 mois. Et... je prends mon pied !!! Le soir tu te couches avec un délire en tête , en te réveillant tu le modélise , l'aprèm tu le tiens en main !1 point
-
Salut a tous ... Sujet épineux et délicat, auquel beaucoup d'entre nous sont confronté et qui parfois pose problème ... ( dans mon cas ... j'ai pas trop a me plaindre... car j'en suis conscient... le WAF est une réalité tout comme le changement climatique... et je tiens a préciser que je suis très loin des clichés associés a ce theme.... mais parfois... c'est pas évident !...) Dejas le WAF ... c'est quoi ?... et bien c'est ca : https://fr.wikipedia.org/wiki/Facteur_d'acceptation_féminine Bref ca peut en faire marrer certains... juste les faire sourires ( comme moi) ou bien carrément en indigner d'autres !... Mais comme j'aime ma femme de tout mon cœur ... je fait tout ce que je peut pour respecter ce principe ... qui a l'instar d'un certain ancien président américain méprisable et misogyne au plus haut point ne le nie pas contrairement au réchauffement climatique !... Vous me suivez toujours ? Bon ... je propose ici de faire part et exposer vos solutions et mise en œuvre concernant vos imprimantes a ce sujet ... Comme par exemple ... : Elle Râle parce que mon imprimante fait trop de bruit ... " Pas de soucis mon amour !!!!... je commande tout de suite des roulements linéaires igus et des ventilos plus silencieux ! " Et comme chacun sait que chaque problème a sa solution ... ... je suis sûr que certains d'entre vous ont des solutions auquel d'autres n'aurais pas pensé pour pallier a ce petit problème et je vous propose de venir les partager ici ....1 point
-
Récemment j'ai voulu imprimer un genre de filtre comparable à une moustiquaire de 150mm x 150 sur 0.32 mm d’épaisseur (2 couches seulement). Heureusement, j'ai commencé par un échantillon qui s'est littéralement retrouvé incrusté dans le bed . Après nettoyage, j'ai refais l'opération après avoir passé de la colle en bâton que j'ai dilué avec quelque gouttes d'eau tiède et étalé sur toute la surface du bout du doigt. Et là nickel, après un nouveau test échantillon, à l'aide de la spatule et avec un peu de minutie, la moustiquaire s'est détachée parfaitement intacte . Voilà ça peut servir pour d'autres qui comme moi se demande ce que veut dire "middle adhesion"1 point
-
Alors, il faudrait compiler soi même le firmware en partant d'un Marlin (si c'est 1 marlin sur la ender 6) le fichiers de configuration sont ici : https://github.com/MarlinFirmware/Configurations/tree/bugfix-2.0.x/config/examples/Creality/Ender-6 Le Marlin version 2.0.7.2 stable est ici : https://marlinfw.org/meta/download/ Avec Visual Studio Code, ça se fait bien (des tutos sont dispos sur le Net) Edit: prendre en compte la remarque de @roliam (très rapide à répondre )1 point
-
Si ce n'est pas une carte 32bits, en effet c'est plus compliquée1 point
-
Par curiosité et parce-que je suis une grosse feignasse qui aime tout automatiser, comme soulever (mais pas trop et suivant la hauteur finale) la tête après le print pour faciliter le fait d'enlever et remettre le bed magnétique. tiens je suis tomber la dessus aussi, trop cool :1 point
-
Bonjour, pour débattre un prix, il faut avoir une base de réflexion... combien tu souhaites la vendre ? merci.1 point
-
ma boule de cristal me dit : SAV ! Bonne courage et bonne continuation !1 point
-
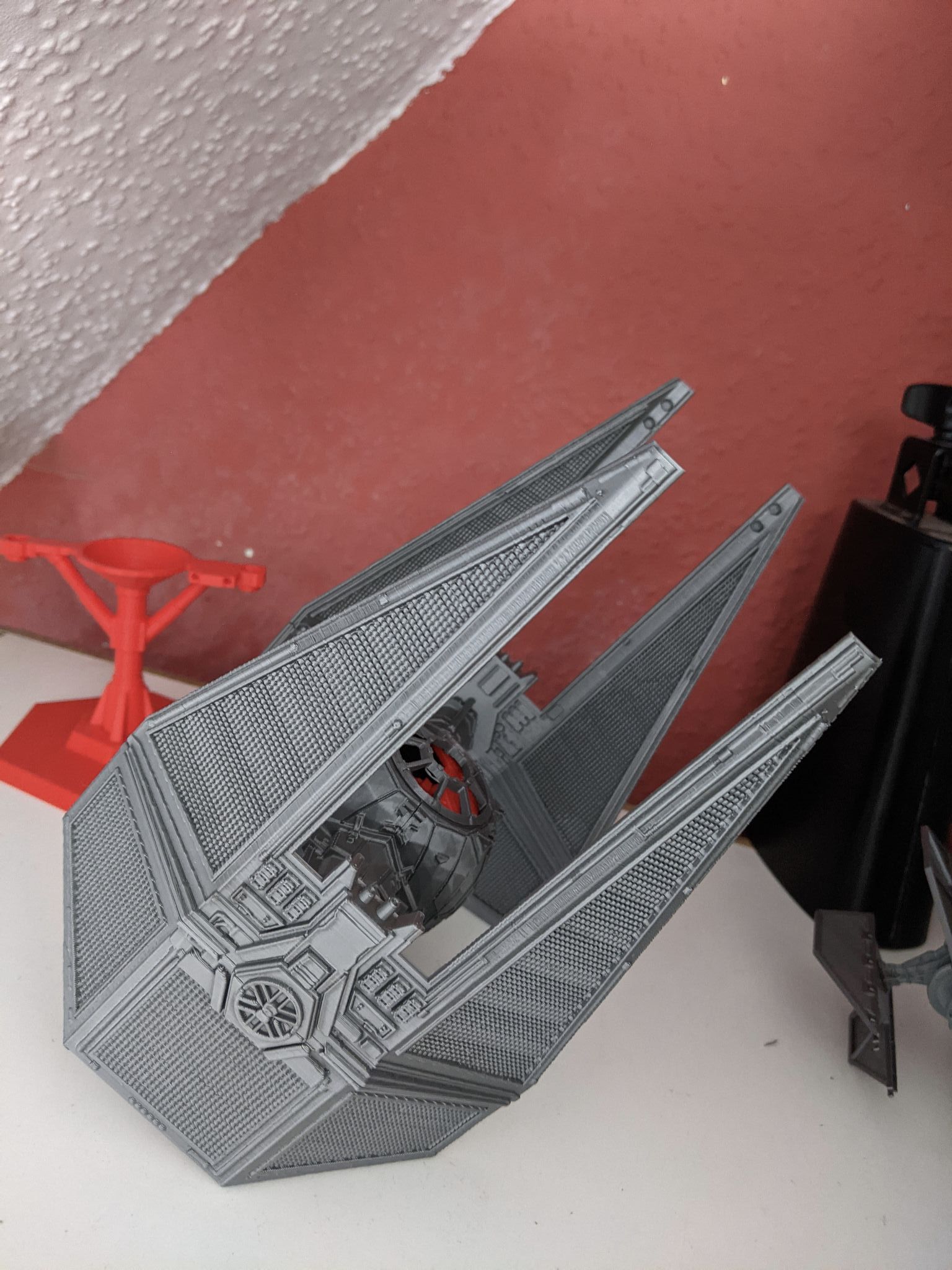
desoler je sais que faire plusieur poste n`est pas apprécié mais voilla une petit photo de mon dernier projet! 29h d'impression mais aucun post traitement necesaire !
 1 point
1 point -
Avec pronterface ça marche sans problème, c'est ce que j'utilise : Pronterface : Connect puis - > M83 Chauffage buse à 205 °C Mesure en entrée d'extrudeur et marquage au marqueur sur fil à 120 mm Commande G1 E100 F100 -> extrusion de 100 mm Mesure distance entre extrudeur et marque Si mesure = 20 mm steps ok Si mesure différente de 20 mm, calcul 120 mm - valeur mesurée M503 pour récupérer la valeur de steps actuel de l'extrudeur Calcul : valeur step actuel x 100 / valeur trouvée = nouvelle valeur de steps M92 E"valeur calaculée" Sauvergarde avec M500 Eteindre et débrancher le câble et rallumer la machine Refaire la manip et vérifier qu'on trouve bien 20 cm De base tu test sur l'extrudeur 1. Si tu veux vérifier l'extrudeur 2, tu switch avec T1 pour l'extrudeur 2 (T0 pour l'extrudeur 1). A savoir que les steps avec le firmware actuel sont communs aux deux extrudeurs, il n'est pas possible de les configurer séparément (chez moi j'ai une différence de 5 mm environ après calibrage, E2 extrude 105 mm quand E1 extrude 100 mm, sans parler de l'erreur de mesure ou de lecture).1 point
-
Désolé, il ya deux version de D12 avec une inverseion du Z. Il faut croire que dns ton cas il faut inverser le Z. Pour cela tu ouvre le même fichier et tu cherche la ligne suivante: >INVERT_Z_DIR 1 Tu remplaces le 1 par un 0, et tu redémarre. Ca devrait inverser l'axe Z1 point
-
Salut, Il est trèèèèèèès vivement conseillé de réinitialiser l'eeprom après flashage puisque le nouveau firmware peut avoir choisi une disposition différente des variables dans l'eeprom. Tu as donc eu le bon réflexe. Il ne te reste plus qu'à injecter les réglages que tu avais soigneusement notés.1 point
-
je ne connais pas ton imprimante mais a vus de nez c'est soit la cartouche de chauffe qui n'est plus enfoncé correctement dans le ploc de chauffe , soit la cartouche de chauffe qui est usée et qu'il faut changer. vérifie aussi que la thermistance soit bien dans le bloc de chauffe car si elle est sortie elle ne donne pas la bonne température1 point
-
problème résolu, cause, mauvais paramétrage dans cura, j'ai refait depuis plusieurs print, et pas de soucis merci de l'intérêt que vous portez à mes petir problème salutations jmjuli_11 point
-
Merci, j'ai réinstallé le firmware du site et ça remarche... ouf.1 point
-
@trotrovainqueur! C'est presque ça et d'ailleurs on pourrait l'utiliser comme tu dis. En fait il s'agit d'une pièce qui est faite pour bloquer un chariot MGN9H. L'ergot rond (à gauche) rentre dans un trou du rail MGN, le petit clips (à droite) va dans la rainure d'un profilé 2020 pour empêcher la pièce de sortir du trou. Et entre une paire de ces pièces, installées dans les bons trous, il y a pile la place pour un chariot MGN9H. J'ai fais cette pièce pour tenir les 4 chariots Z de ma v2 en place pendant que j'installe tout. Et pouvoir déplacer ou retourner l'imprimante avant d'avoir mis les courroies sans que tout se balade. Sinon les rilsans fonctionnent aussi1 point
-
Dac , je corrige en virant ";" et concernant la syntaxe des commentaires, je n'en ai aucune idée si ce n'est : ; ha ha se ce qui suit est commenté ?1 point
-
Salut, Pour la suite, j'ai fait une modif dans le firmware pour te simplifier la tâche. Désormais, tu devrais pouvoir déplacer la buse verticalement par incréments de 0.025mm (point n°10 des instructions) en double-cliquant sur le bouton du pupitre. Il faudrait donc flasher le firmware ci-dessous, en n'oubliant pas d'initialiser l'eeprom après le flash (M502 ou via l'écran) et faire une sauvegarde (M500). J'ai appliqué les paramètres que tu as déjà déterminés (décalage X,Y du BLtouch / buse et les PIDs de la buse et du plateau). Tu pourras le vérifier en envoyant un M503. Après le flash, il faudra donc reprendre l'étape 2 depuis le début sans s'occuper du décalage X,Y du BLtouch puisque tu l'as déjà fait. Sinon, est-ce que la led rouge du BLtouch clignote lorsque tu lances le nivellement et qu'il s'arrête au 2ème point? PS: j'ai remarqué que tu n'avais pas calibré ton extrudeur. Il faudra penser à le faire, c'est le réglage le plus important à faire sur une imprimante 3D (voir ce tuto). firmware-paramBltouch_Con5PinsV2.bin1 point
-
La question des cas avec commentaire ... faut il faire un retour a la ligne avant le {endif} ou comme cela est pré parsé cela ne pose pas de problème ... ex ; forcement pas bon : {if layer_z < 10}M117 msg z<10 ... ; ha ha ce qui suit est commenté ? {elsif layer_z < 45}M104 S240 {endif} ; vs peut etre {if layer_z < 10}M117 msg z<10 ... ; ha ha ce qui suit est commenté ? {elsif layer_z < 45} ;mais alors là ? M104 S240 {endif} ; vs la moins de risques ... {if layer_z < 10}M117 msg z<10 ... ; ... {elsif layer_z < 45} M104 S240 ; il va fair chaud cet été ;) {endif} Sinon pour l’édition seulement jusqu’à 12h après la création du message.1 point
-
Bonjour, Désolé d'avoir pris autant de temps à donner suite, mais c'est seulement aujourd'hui que je me suis à nouveau penché sur la question, la détection de fin de filament fonctionne nickel, et j'ai pu modifié le marlin pour adapter la réaction à mon imprimante lors de la détection Merci pour vos lumière, et vive les forums et l'entre-aide Ps je sais pas si il faut clôturer le sujet, ni comment procéder1 point
-
@Downn666 J'ai complété le titre de ton post Et comme on est plusieurs à avoir essayé de t'aider :1 point
-
Blaster de Han solo
 1 point
1 point -
Bonjour, Quelques nouvelles : Après révision de l'assemblage de l'imprimante, et toujours pas de bon résultat, j'ai mesuré le diamètre du fil en sortie de la buse et celui-ci faisait 0.25 environ pour une buse de 0.4. J'ai démonté l'ensemble de la tête d'impression et constaté que la buse était bouchée. Après son remplacement, et nouveau réglage du plateau tout est revenu dans l'ordre avec les valeurs de Cura "par défaut". Dans tous les cas, je vous remercie "PPAC" car j'ai appris beaucoup de choses sur le fonctionnement de Cura et surtout l'extension du guide, c'est pas mal fait et cela permet de comprendre les différents réglages. Merci encore Laurent1 point
-
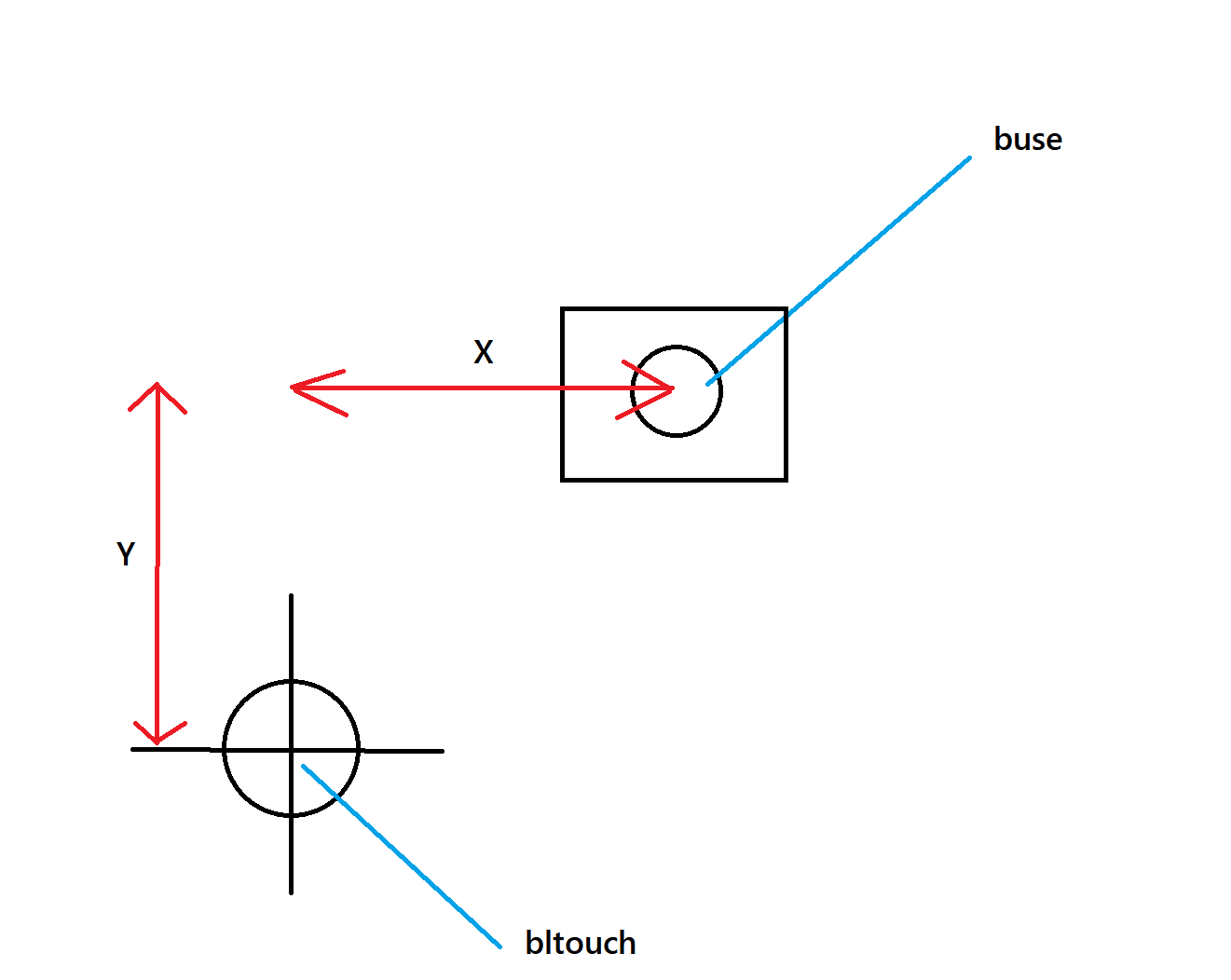
j'ai besoin de 2 valeurs en X et Y petit schéma: vue du dessus de ton imprimante, tu me confirme la position du bltouch et combien tu as en x et Y
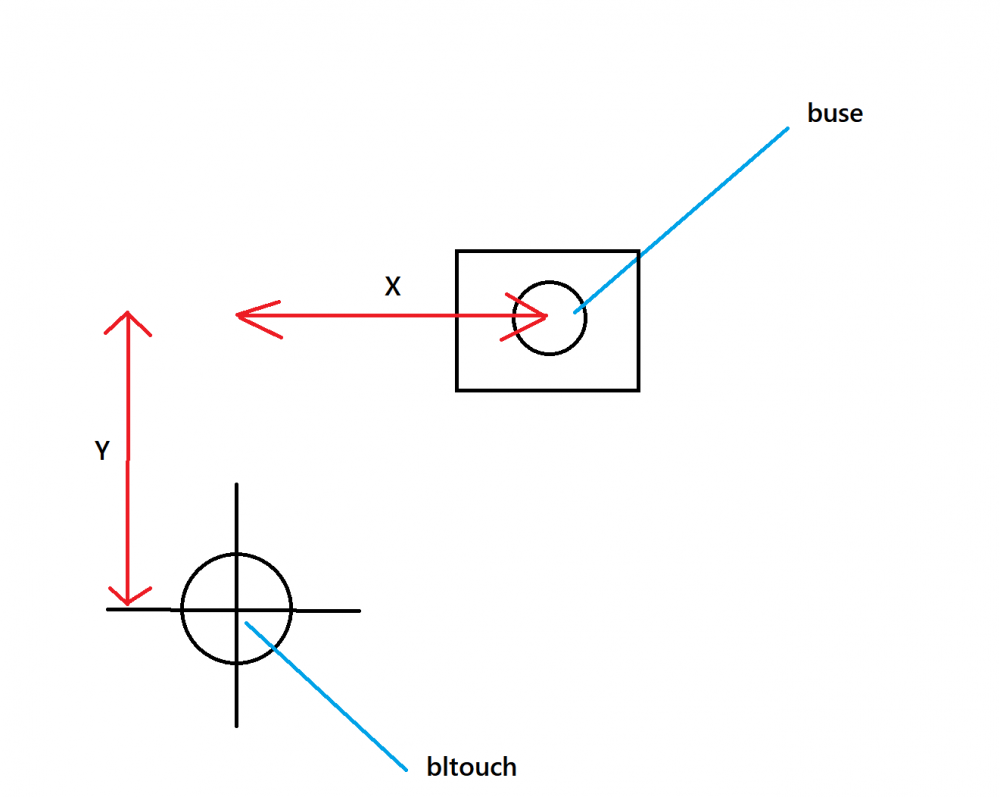 1 point
1 point -
Et puis c'est pratique le réglage soft du décalage en Z, si tu imprime en copie ou en miroir, ça permet d'utiliser une tête en gravure et une en impression (bon que pour les premières couches) Mais comme ils ne sont pas joueurs, le réglage de la tête n°2 en Z est obligatoirement mécanique1 point
-
Pour le soucis de fuites de pla Il faudrait vérifier le pas du filetage du heatbreak de la buse et du bloc de chauffe. En effet malgré que le diamètre fasse 6 mm le pas peut être du pas de 1 mm (standard pour le M6) ou du pas de 0.75 mm (sur certaines tête creality cr-10s pro il me semble) Donc si le heatbreak est au pas de 0.75 mais que le bloc et la buse sont au pas de 1 (ou inversement) Cela peut expliquer la fuite. Prend une vis et un écrou M6 pour tester les filetages1 point
-
Bonjour à toi PPAC, Je te remercie beaucoup pour ta réponse, en effet je ne connaissais pas ce wiki, et je pense qu'il me servira davantage que les innombrables sites sur lesquels je me suis perdu pour au final ne réellement, rien en ressortir malheureusement ! . J'ai effectivement commencé mes recherches sur les différents constructeurs, mais comme tu le dis la liste est longue... J'irai bien entendu regarder davantage de ce coté là aussi . Je sais ce qu'il me reste à faire ! Je posterai surement l'évolution de mon imprimante dans un autre sujet, afin de moi aussi, partager mon expérience. Encore merci pour tes conseils et tes encouragements !1 point
-
Désolé pour le retard, @Titi78. la retraite ça a du bon, mais il faut tout d'abord s'occuper des petits enfants. bon je reviens parmi nous, voila le STL corde à piano 1.stl ou corde à piano 2-1 v1.stl plus les intercalaire corde à piano 2 v3.stl dés que je peux avoir de la corde à piano, je modifie1 point
-
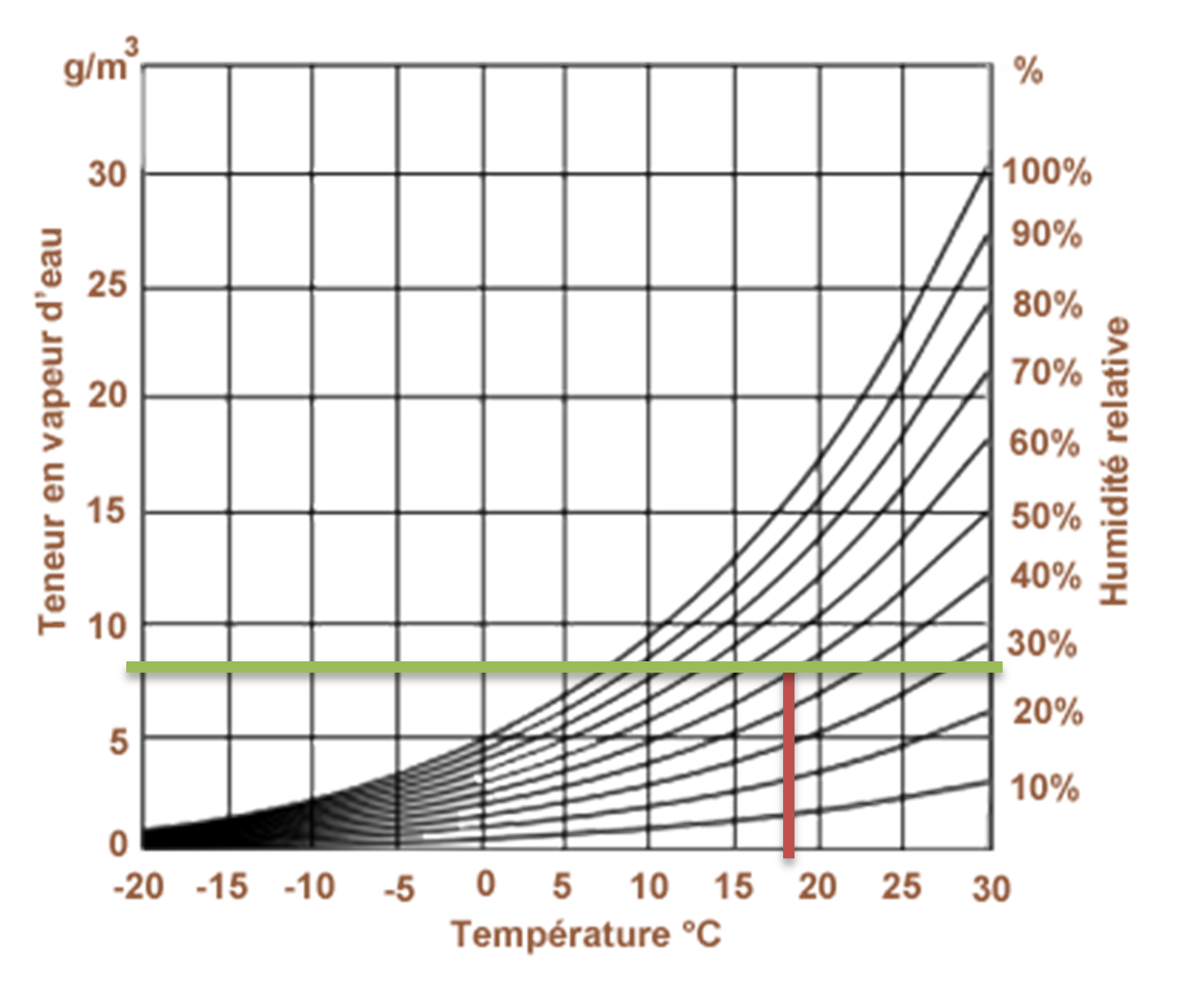
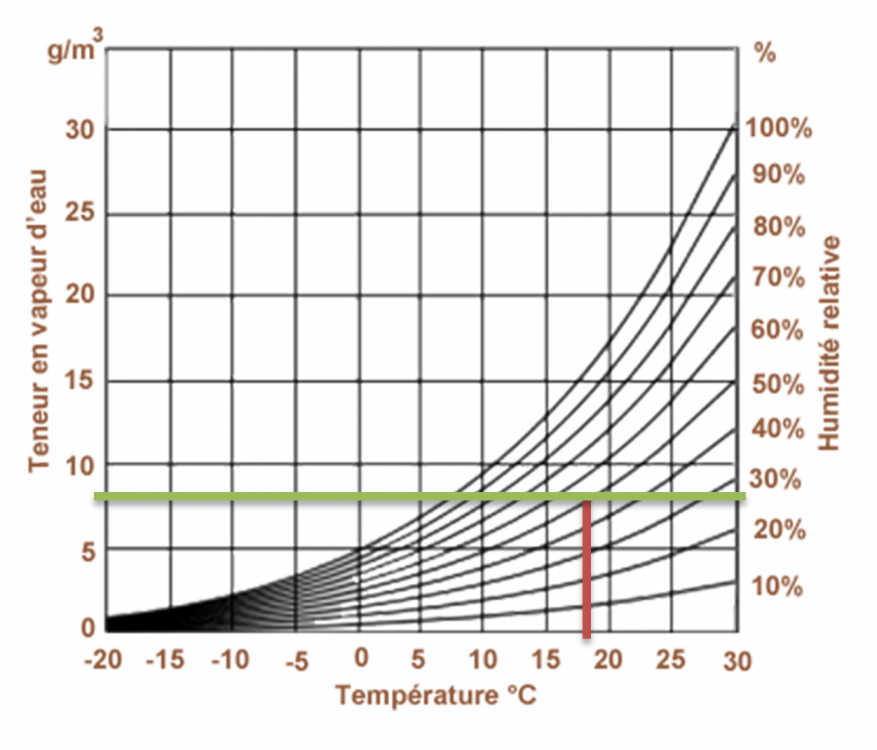
Bravo, tu as découvert... l'humidité relative En rouge, j'ai marqué 18°C à 53%, et reporté en vert la teneur en vapeur d'eau correspondante à gauche. Dans une boite étanche, à teneur égale si on augmente la température à 35°C, en suivant la ligne verte sur la droite, on voit que l'intersection avec les courbes se fera autour des 25% d'humidité (hors échelle ici). Il y a fort à parier que si tu laisses refroidir ta boite, elle retrouvera ses 18°C et 53%, si la vapeur d'eau ne s'est pas échappée.
 1 point
1 point -
Bon visiblement FedEx a décidé de ne pas me livrer aujourd'hui... Il semblerait que d apres leur site j etait absent !... Mais bon... pas d avis de passage ni même un coup de téléphone du livreur... Bref du coup j ai bricoler un peu... Je n ai pas trouver de boite pour 2 bobines... tans pis je me contenterai d une seule... J ai donc fait un premier montage à l arrache et avec ce que j avais sous la main pour tester... Donc une boite, 3 ressorts, une épingle à nourrice ( bhen oui il me manque un 4ieme ressort) et une grille de mini ventilo pour faire un support isolé thermiquement pour la resistance... Je n ai pas fait de ventilation pour l instant car c'estait juste un premier essai...et je vais y revenir dans mes conclusions... Et donc... comme je m y attendais ça fonctionne La régulation en température fonctionne bien... Par contre... la resistance que j ai choisi est un peu juste... c est très long a monter a la température réglée...mais je pourrais améliorer cela en isolant les paroies de la boite... Je l ai donc réglé a 35°c Allumé le tout avec une température de départ de 18° et 53% d humidité ambiante... Au bout de 45min, les 35° sont atteints et l humidité a chuté à 24.7 % Pas mal pour un premier test... Et donc au vus de ce test... la ventilation est inutile et risque comme vous l avez souligner de poser plus de problèmes qu elle n en résout... Du coup... pas de ventilo... Mais les 2 relai seront câblés en serrie de façon à arrêter la chauffe quand une des deux consignes ( température ou humidité) est atteinte... Il me reste plus qu'à mettre tout ça au propre et y installer les rouleaux sur roullements


 1 point
1 point -
Il me semble que : SHIFT+Clic Gauche maintenu te permet de te déplacer par rapport à la pièce. Clic droit maintenu permet de changer l'angle de vue.1 point
-
Alcool Isopropylique à 99.9% si tu ne l'a pas vu, tu n'as pas bien cherché Et c'est eau chaude + Liquide vaisselle, pas savon. Ton plateau n'est pas réglé correctement, soit tu ne fait pas la procédure buse + plateau à température d'impression, soit tu utilise un papier trop épais (essaie avec un ticket de cb) et je confirme 70° c'est beaucoup pour du PLA ...1 point
-
Très beau boulot et très belle évolution . Je vais lire avec attention les réponses qui seront faites à tes questions ! Sinon, je suis entièrement d'accord avec toi concernant la qualité des impressions avec cette version et sur le fait que l'on ne remerciera jamais assez @DGR70.1 point
-
Bonjour, un "petit" retour trés positif de cette version de Marlin 2.0.7.2 aprés un mois d'utilisation Je crois qu'on ne remerciera jamais assez @DGR70pour le boulot fourni Le baby stepping c'est fantastique, le caoutchouc super doux. Le bed Levelling est plus précis que l'ancienne version 1.1.9, les premieres couches sont parfaites quelque soit l'endroit sur mon plateau. Le Linear Advance fonctionne trés bien, le Bed Skew Compensation nickel sur les 3 axes. J'ai enfin pu parametrer correctement le palpage du BL Touch pour eviter les pinces du bed, et centrer correctement mon plateau (ce dernier, j'aurais pu le faire avant ) J'ai rajouté un petit buzzer sur la carte de l'ecran, je n'entends que les clicks écran, et eventuellement quand la carte mère reboote lorsque Octoprint s'y connecte. C'est trés pratique et ça reste discret. Ensuite j'ai voulu jouer, j'ai rajouté un extrudeur clone de BMG en restant en bowden mais j'ai pas vu d'amelioration franche. Alors j'ai cherché comment passer en direct drive, l'occasion de pouvoir imprimer du TPU plus facilement, tout en gardant le hotend MK8 d'origine, le Fang Daemoncrack, avec ce BMG entrainé par un NEMA17 pancake. N'ayant pas trouvé de mod pour le Fang Daemoncrack en direct drive, j'ai modelisé un support assez simple pour supporter le BMG et son pancake sans gêner le Fang, donc c'est un pseudo direct drive avec un BMG distant de 5 cm avec le hotend. Autre revers de la medaille, c'est pas trés joli...mais surtout pas trés leger (540g en DD vs 285g en Bowden) J'essayerai de trouver mieux, mais je pense qu'il faudra que je change de Fang...dommage. ...et c'est à ce moment là que j'ai grillé le driver A4988 de l'extrudeur (cause cablage inversé sur le pancake ). Donc j'ai mis un DRV8825 que j'avais sous la main, mais j'ai gardé un microstepping à 1/16 comme le A4988 d'origine. J'en ai profité pour me plonger dans le reglage des Vref grâce aux excellents tutos sur le site. Le réglage des TMC2208 d'origine était déjà pas mal (X,Y et Z: 1.230V, 1.219V, et 1.225V pour 1.24V théorique). Je vois aussi que sur la carte mère, on peut brancher un deuxieme moteur sur le Z en // avec le premier. Comme j'ai le NEMA d'origine de l'extrudeur dont je ne sais pas quoi faire, donc je vais certainement monter une autre vis T8 pour un dual Z. Je vais aussi en profiter pour mettre un bandeau de LED Neopixel commandé par la carte, j'ai vu que certains comme @guigui82 l'avaient fait avec succés. Et si je suis encore motivé, je deporterais aussi toute l'electronique pour faire un caisson...ou pas Et enfin dernier point, j'ai vu que certains souhaitaient passer en TMC2209 en mode UART sur cette carte d'origine, quelqu'un l'aurait-il déjà fait et comment ? A l'heure actuelle, je vois une amelioration dans mes prints...mais je conviens que c'est cher payé. ça me permet au moins de mettre les mains dedans et d'essayer de comprendre l'impression 3D Maintentant premiere question numéro 1: Lors d'un print, l'ecran avec le firmware d'origine en 1.1.9 affichait la vitesse de deplacement en mm/s en temps réel, et je trouvais ça bien pratique (je savais où j'en étais) Maintenant avec ce nouveau firmware, c'est un pourcentage qui est affiché. Pensez vous qu'il serait possible en plus d'afficher la vitesse actuelle sur l'ecran ? Deuxieme question: Pour une raison ou une autre, si je suis à coté de mon imprimante et que je veux faire un deplacement de la tete avec l'ecran tactile par le menu "deplacement", l'ecran retourne le message "retour à l'origine necessaire" et attend un homing. Mais je trouve ça contraignant. cela m'oblige à passer par Octoprint pour deplacer la tête, et dans ce cas pas de homing necessaire. Serait il possible de desactiver le homing avant deplacement par l'ecran tactile ? Y a t il une ligne dans marlin qui le permet ? Troisieme question: Pourquoi les fabricants d'imprimantes mettent des drivers A4988 sur l'extrudeur, alors qu'ils mettent des TMC sur les axes ? par economie ? Quatrieme question: Si je mets un TMC2209 sur l'extrudeur (pas de Linear advance sur TMC2208, enfin du moins en standalone), puis je pousser le micro stepping à 1/256, ou bien est-ce deconseillé cause trop d'instruction au processeur 8 bits cette cette CM ? Merci
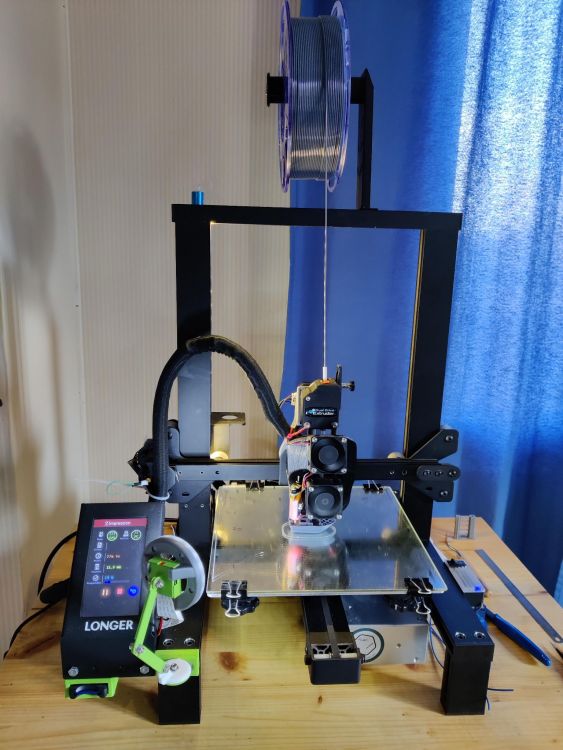 1 point
1 point -
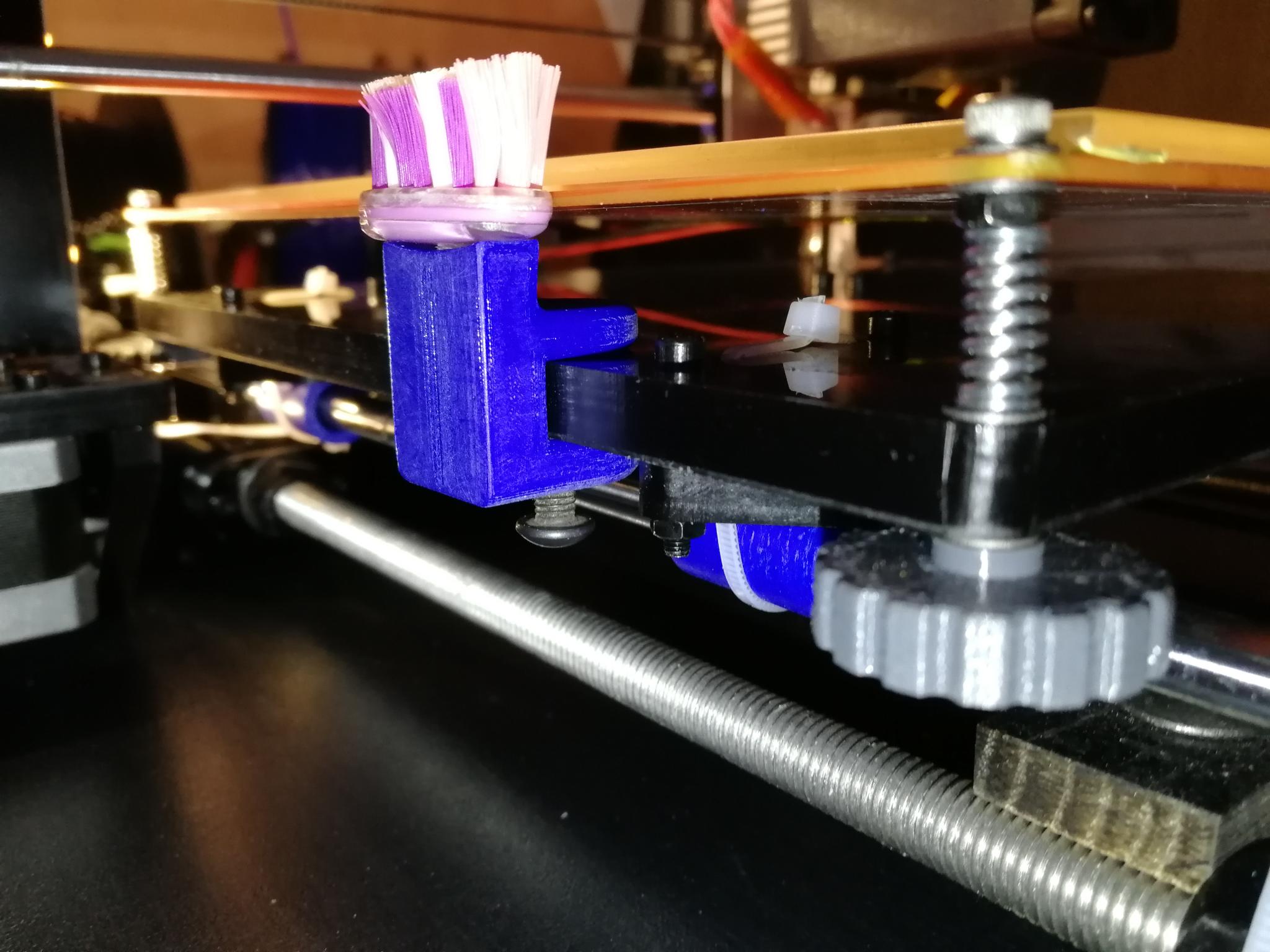
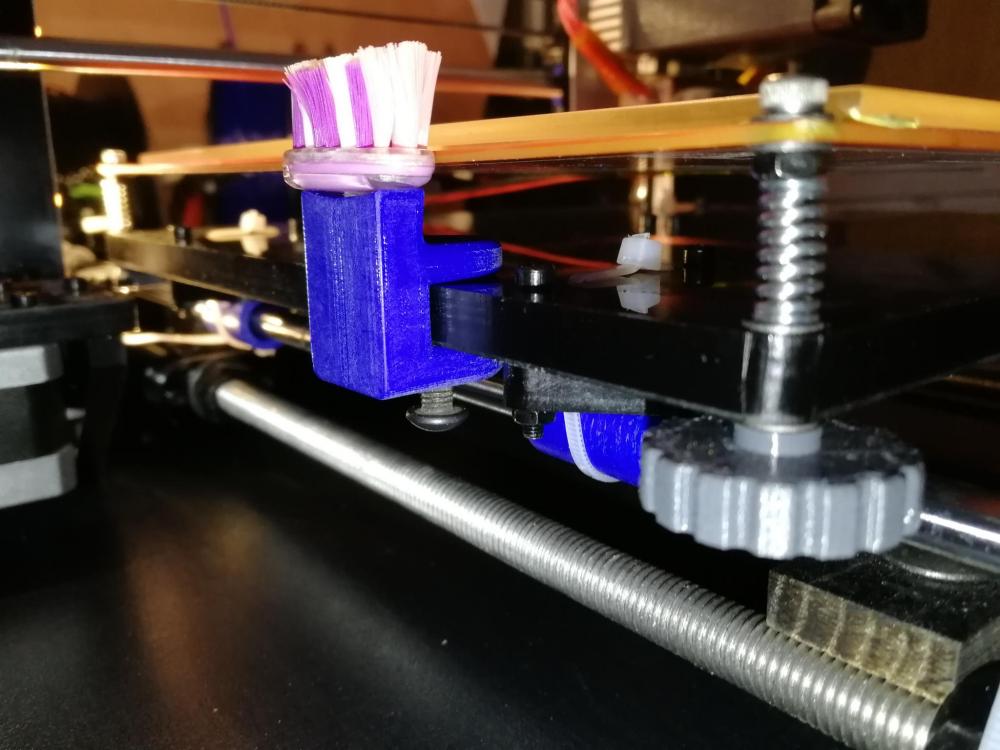
J'ai vu que sur un autre sujet ça parlait des techniques pour enlever l'excés de filament qui coule de la buse avant l'impression, donc peut être que cette méthode va intéresser du monde. Le sopalin ne risque pas de prendre feu, la buse ne reste pas assez longtemps dessus. Il faut le rentrer "en force" pour qu'il ne se décroche pas lors du passage de la buse (parfois j'utilise une chute de support pour caler...). La petite pièce qui sert de support au sopalin est simple a modéliser, il n'y a pas de design ou dimension précise a respecter, la mienne ne s'adaptera pas forcement a toute les machines je la poste quand même si vous voulez la modifier pour l'adapter a la votre. Si ça intéresse je verrais pour faire une pièce adaptable a différent plateau. Télécharger Nettoyage buse.skp : Dans le marlin, fichier Configuration.h: Modifier le rectangle dans lequel le palpage s'effectue de façon a ce que la buse se retrouve le plus proche possible du bord (gauche ou droit?!) ou le palpage se termine (pour moi coté droit, valeur en rouge). Il faudra placer le support du sopalin du coté ou le palpage se termine et dans l'axe du passage de la buse. /!\ Ces valeurs représentent la position du capteur /!\ // set the rectangle in which to probe #define LEFT_PROBE_BED_POSITION 50 #define RIGHT_PROBE_BED_POSITION 250 #define BACK_PROBE_BED_POSITION 250 #define FRONT_PROBE_BED_POSITION 50 Modifier la hauteur lors des déplacements entre les points de palpage (ligne en rouge), Ma pièce mesure 15/16mm avec le sopalin, j'ai mis la hauteur a 13mm... #define Z_RAISE_BEFORE_PROBING 15 //How much the extruder will be raised before traveling to the first probing point. #define Z_RAISE_BETWEEN_PROBINGS 13 //How much the extruder will be raised when traveling from between next probing points Dans le Start G-code (exemple avec le mien) : G28 ; home all axes G29; auto bed leveling G91 position d'origine pour les prochains codes G1 Y-100 F4000 le plateau recule de 100mm G1 Z11 F4000 la buse remonte de 11mm pour se positionner au niveau du sopalin G1 Y-70 F5000 le nettoyage commence, le plateau recule de 70mm G1 Y40 F5000 le plateau avance de 40mm etc... G1 Y-40 F5000 G1 Y40 F5000 G1 Y-40 F5000 G1 Y40 F5000 G1 Y-40 F5000 G1 Y70 F5000 a la fin du nettoyage le plateau avance de 70 mm afin de dégager la buse du support... G90 on récupère la position d'origine machine et l'impression commence Il faut adapter les distances de déplacement en fonction de la taille du plateau, là les valeurs sont données pour un plateau de 300x300 avec le support de nettoyage au milieu de la bordure.1 point
-
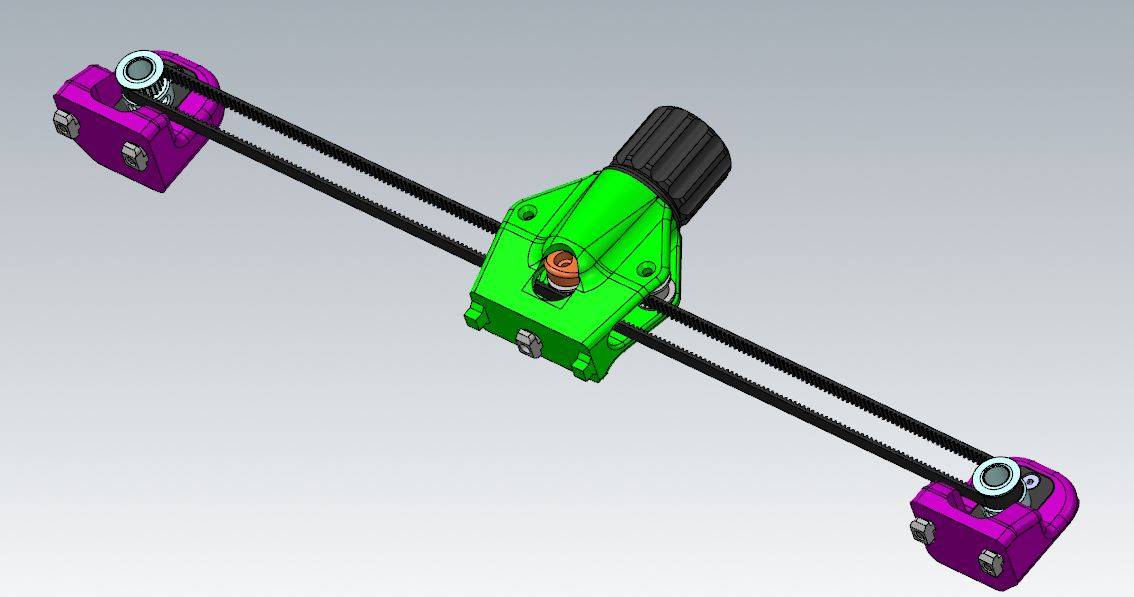
@LOLO710 Voici ma synchro Z : synchro-Z.zip 2 poulies GT2 20 dents 8mm pour Vis Z : https://www.amazon.fr/gp/product/B07CRKYJLS/ref=ppx_yo_dt_b_asin_title_o02_s00?ie=UTF8&psc=1 1 courroie GT2 dentée fermée 6 mm de largeur (760mm) : https://www.amazon.fr/gp/product/B0757L3SBH/ref=ppx_yo_dt_b_asin_title_o02_s01?ie=UTF8&th=1 1 poulie GT2 16 dents 3mm alésage : https://www.amazon.fr/gp/product/B06VSS4VQF/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1 2 poulie GT2 lisse 3mm alésage : https://www.amazon.fr/gp/product/B06VSC7XSV/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1 2 vis M3 L20 tete fraisée + ecrou 1 vis M3 L20 tete CHC + ecrou 1 vis M4 L20 tete fraisee + ecrou en T 4 vis M4 tete CHC + ecrou en T récupérer les couvercles, les roulements et les vis des supports d'origine pour les monter dans les 2 nouveaux supports. les roulements doivent pouvoir glisser dans les logements.
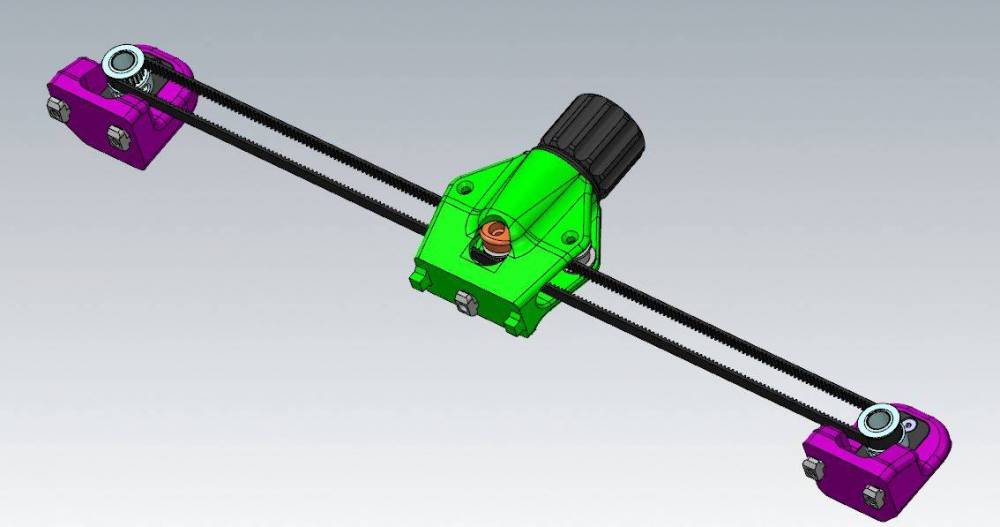 1 point
1 point -
Voyons si ça marche...1 point
-
J'ai fait une tite vidéo mais elle est trop lourde pour le foirium. Faudra que je me crée une chaîne Youtube.... Dans Marlin : // Specify positions as { X, Y, Z }#define NOZZLE_CLEAN_START_POINT { 0, 30, 4}#define NOZZLE_CLEAN_END_POINT {12, 50, 4} Et aussi : #define NOZZLE_CLEAN_FEATURE Mais bon, faut un Marlin récent, aussi
 1 point
1 point