Classement




Contenu populaire
Contenu avec la plus haute réputation dans 16/05/2021 Dans tous les contenus
-
Pour le PID autotune il faut être proche des conditions d'utilisation réelles pour du PLA donc pense à activer le ventilateur à fond avant de lancer le PID autotune. Si souvent de l'ABS, augmenter la température de consigne et faire sans le ventilo3 points
-
Perso j'ai l'habitude de dire que la bonne tension, c'est "assez" mais "pas trop".... Alors d'accord tu vas me dire que c'est une réponse àlc... Et tu auras probablement raison. Plus sérieusement, quand le mobile est à l'extrémité de la course, et qu'on appuie avec le doigt au centre du brin supérieur de la courroie, on ne doit pas pouvoir lui faire toucher le brin inférieur mais presque. C'est pas scientifique, c'est même pas mécanique, juste pifométrique mais sur les 4 machines dont je dispose c'est ce que je fais et ça me va. Une sorte de réglage "à la one again a bistoufly" et au doigt mouillé.3 points
-
Il ne faut pas exagérer, il y a des limites quand même. je me souviens d’une impression que j’ai lancé en novembre 2019, un soir où il pleuvait et j’étais seul à la maison. L’impression s’est terminée début 2020 à la mi-janvier vers vingt heures quinze juste avant la soupe et comme j’ai oublié de l’enlever depuis, j’ai retrouvé mes pièces la semaine dernière toutes moisies. bon, je vous laisse, je vais aller lancer les pièces suivantes pour 2022.3 points
-
Salutations ! Sur ce forum, il est mal vu et rarement toléré de faire du multipost (plusieurs posts/messages à la suite d'une même personne sans réponse d'autres intervenants). Si il n'y a pas de réponse de quelqu'un d'autre et que tu as la possibilité d’éditer, il ne faut pas poster plusieurs fois de suite. (en gros si tu te retrouves avec deux message à toi à la suite en moins de 12h tu aurais dû éditer le 1er plutôt que créer le second ...) Ex : En haut de chaque post/message à droite, se trouve un bouton « … ». Quand on clique dessus, un menu déroulant apparaît dans lequel se trouve l'option ÉDITER. (si "éditer" n'apparait pas le délai d'édition a été dépassé ou le droit d'édition a été enlevé par les administrateurs. ou tu cliques sur un message qui n'est pas le tien ...) Cette option comme son nom l'indique, permet de modifier, corriger, compléter son propos durant une période de 6h ou 12 heures après parution selon les cas. Donc quand on a fait par erreur un multipost le top serait de les regrouper pour faciliter le travail des administrateurs : On édite le dernier message, on clic dans la zone d'édition, on fait un "ctrl + a" pour tout sélectionner on fait alors un "ctrl + x" pour couper (mis dans le presse papier), on écrit "mes excuses ... à effacer ... merci", on donne une raison pour l"édition exemple "déplacé car multi post" on enregistre, on va au message précédent, on l’édite et on y colle (ctrc+v) à la fin, ce que l'on viens d'extraire du message qui le suivait ... Merci d'appliquer cela ! Bonne continuation ! P.S. Temps que l'on se trouve dans la section "Les fonctionnalités du forum" en profiter pour voir les autres choses qui existent ... J'utilise des extraits/adaptation de messages de @fran6p et j'y rajoute ma touche (avec mes excuses pour les fautes d'orthographe, grammaire ... EDIT: c'est corrigé ). @fran6p n'hésite pas modifier, corriger, adapter et utiliser ce sujet à ta guise. Dans l'espoir de bien expliquer ... (mes excuses si je ne suis pas dans la bonne section ou si je fait un doublon.)

 2 points
2 points -
Ideamaker depuis 5 ans, impossible de revenir a un autre, ils sont quasiment tous bloqué dans le passé ( Surtout simplify, c'est le pire pour moi, osé facturé un logiciel si chère et proposer si peu de fonction ...) à l'exception de Prusa Slicer qui apporte aussi de vraie avancée. Clairement Cura pour moi, c'est bien pour débuté, mais dès qu'on veut passer a des fonctions avancés, pousser les paramètre machines, optimisé le moindre recoin de l'impression, bah idea a toutes les fonctions pour y arriver, une liste exhaustive : Personnalisation des supports, modification, suppression, placement manuel Layer adaptive, infill adaptive, support adaptive, etc .. Paramètre variable par hauteur de couche, par forme (Notion de modifier), par groupes, exemple que j'utilise souvent : modèle imprimé en 0.1, support imprimé en 0.2, je gagne un temps fou a faire l'impression des support qu'une couche sur deux Fonction de réparation du modèle intégré qui marche fort Permet de couper, fusionner, dégrouper le modèle. Fonction d'alignement pour les modèles en X pièces Impression séquentiel Support des machines a plateau infinie Depuis peu, ils ont rajouter une fonction pour texturé un modèle simple, applique une tessellation sur le modèle a partir d'une texture en niveau de gris Et je fais ça tardivement, j'oublie forcément pleins de chose qui font que pour moi je n'ai pas trouver meilleure chaussure à mon pied.2 points
-
Perso après avoir utilisé cura, j'ai essayé simplify 3d et je l'ai très vite adopté. Pourquoi simplify 3d ? Pour sa simplicité et son efficacité. Et pour moi il gère mieux les jointures. Je reviens régulièrement sur cura pour des print bien particuliers car pour moi ça reste le slicer le plus complet. J'ai testé prusa slicer mais pas assez longtemps pour m'en faire une idée réelle de ces qualités.2 points
-
L'extrudeur ne dois être calibré que si changement mécanique (capricorn, nouvelle pièces,...) mais le coefficient multiplicateur peut être différent pour chaque filament car cela dépend de son diamètre réel, de sa couleur (quantité de pigments, humidité contenue à l'intérieur,...),... Par exemple, après cube de test, j'obtiens 97% pour mon wanhao black et 102% pour le orange. Il est donc à priori nécessaire de faire un test et créer un profil pour chacunes de nos bobines2 points
-
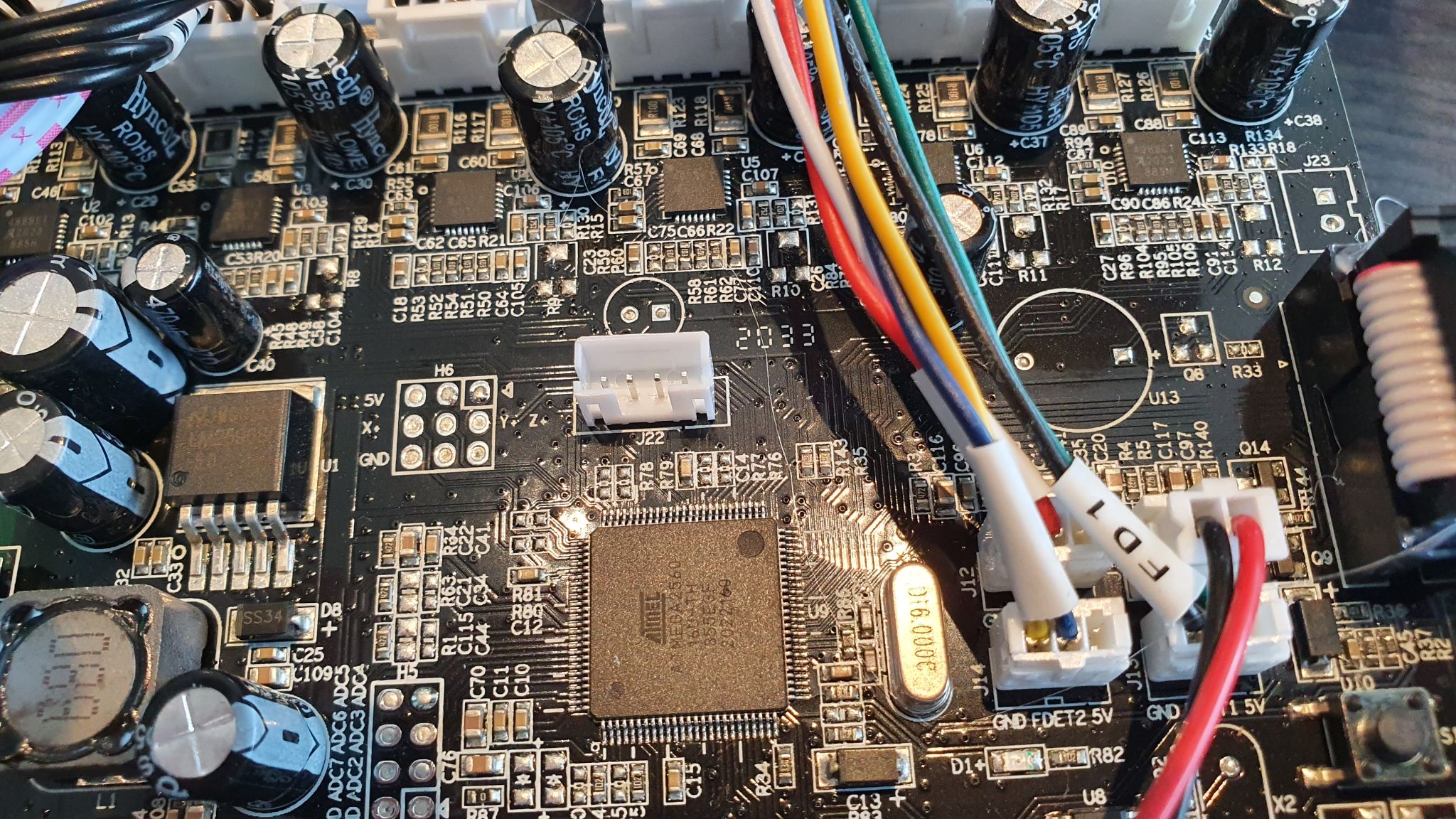
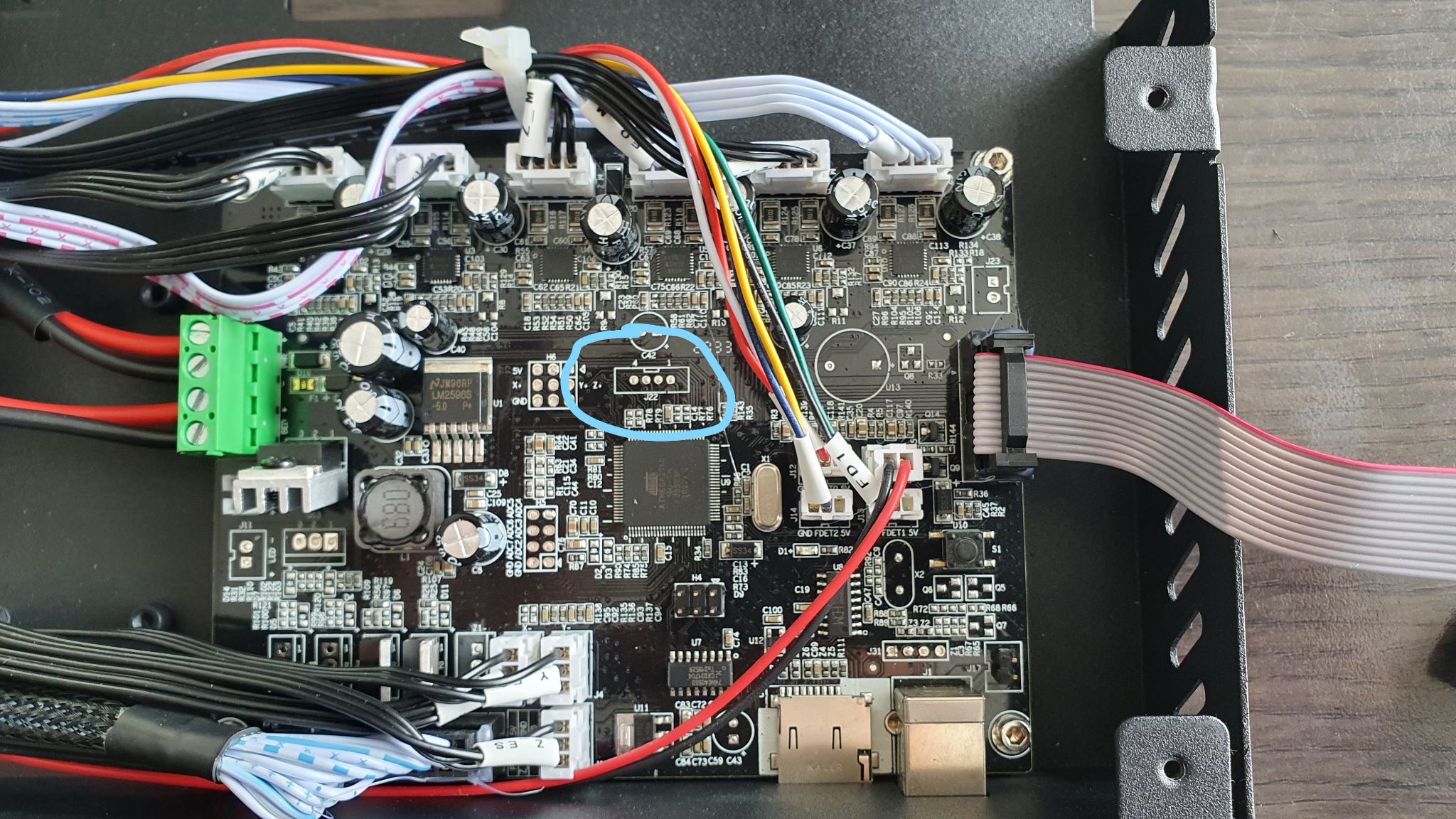
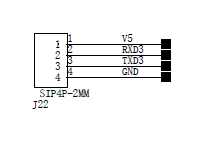
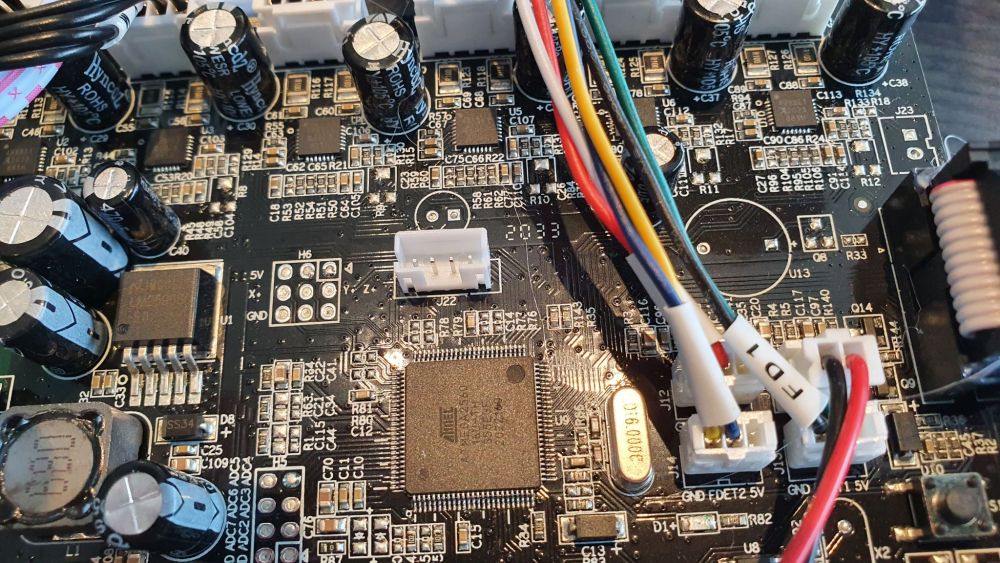
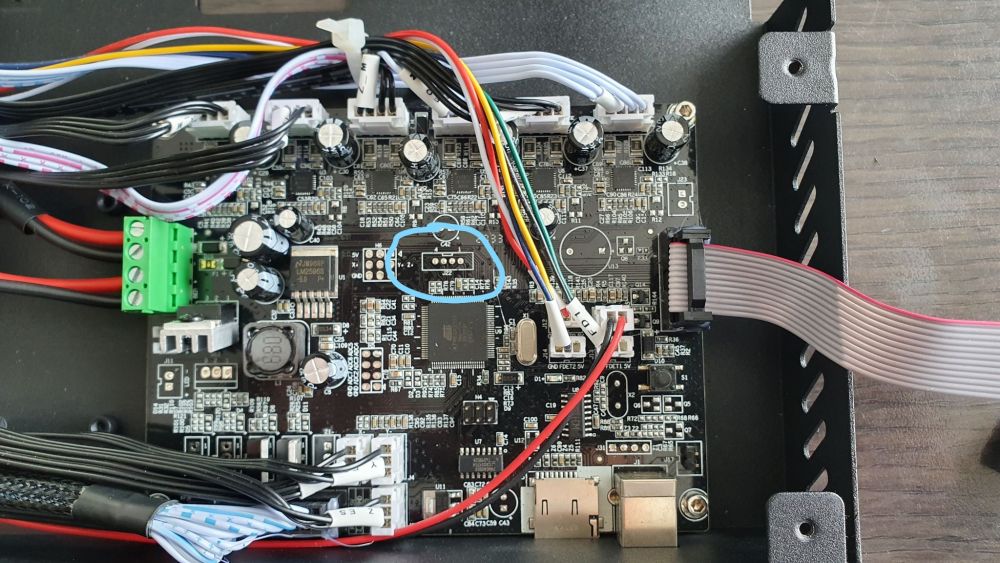
Pour les possesseurs de la carte en version 4.1, il s'agit bien du connecteur J22. Il faut souder un connecteur JST PH2.0 4 broches (pas de 2mm) pas un dupont qui est au pas de 2.54). https://fr.aliexpress.com/item/1005001670049273.html?spm=a2g0s.9042311.0.0.27426c37rzRu2W Merci encore à @medmed
 2 points
2 points -
Vous êtes combien à bosser là dessus ? La Team Rhino, @landaisd à trouvé un chouette nom Faudra faire une fête un jour2 points
-
Salutation ! Là, moi, je décomposerais le truc pour au final avoir des éléments séparé a plat sur le plateau et je ferais un coup de colle en post production. (edit voir ajouter des genres de charnières / travailler les formes des zones de contactes pour faciliter l'assemblage/le collage ) Bien moins prise de tête, moindre coût en temps d'impression et en matériaux de support ... sauf trouver la bonne colle ... il y a des sujet sur le forum Sinon si possible, peut être revoir le calibrage de l'extrudeur pour avoir un débit parfait (ni trop ni pas assez ) ( https://www.lesimprimantes3d.fr/forum/topic/34123-tuto-conseils-quelques-réglages-à-réaliser-avant-de-se-lancer/ ) et vérifier qu'il n'y a pas de curling ( https://cults3d.com/en/3d-model/tool/warping-curling-test )... Bonne chance pour votre présentation et bonne continuation !2 points
-
J'avoue avoir essayé avec un accordeur de guitare mais je n'ai pas pu lireylz même fréquence deux fois de suite du coup j'ai abandonné2 points
-
Salutation ! Je ne sais plus où j'ai lu cela sur le forum, Il existerais des applications comme pour accorder les cordes d'une guitare (oups ) les cordes d'une harpe ( ) mais pour les tensions de courroies... Je suis encore a la méthode "au feeling ..."2 points
-
Salutation il y a plusieurs techniques ... L’idéal mettre un firmware marlin avec d'activé M600 https://marlinfw.org/docs/gcode/M600.html pour le changement de filament Après les autres solutions ne sont pas idéal ... utilise un script post traitement pour ajouter un changement a une hauteur et placer une commande g-code de pause comme G4 de qq minutes https://marlinfw.org/docs/gcode/G004.html ou editer le fichier .gcode pour rajouter cela ... il existe plusieur commande de pause mais baucoup demande d'avoir un ecran qui accepte les interaction utilisateur et cela ne fonctionne pas vraiment si l'ecran est en mode "jolie" graphique ... Pour cela tu trouvera des pistes (même si pas la même machine) avec Edit : après il y a encore d'autre trucs mais qui me semble vraiment pas pratique comme faire en deux impressions (deux fichier et bien prendre en compte que la seconde impression commence sur la 1er ...) ou alors calculer et se faire un filament avec soudure d'un autre au bon moment pour avoir le changement de couleur (là aussi pas simple de tomber juste ...) Mac Gyver aurais surement pleins d'autres trucs comme cela2 points
-
Salutation ! Oui enfin il faut vérifier qq truc tout de même ... surtout que les carte SD fournis sont rarement de bonne qualité ... et faire un retour pour une carte SD quelle perte de temps / ressources ! non ?2 points
-
C'est un problème récurant avec les micro SD daubiques fournies. La première chose à tester2 points
-
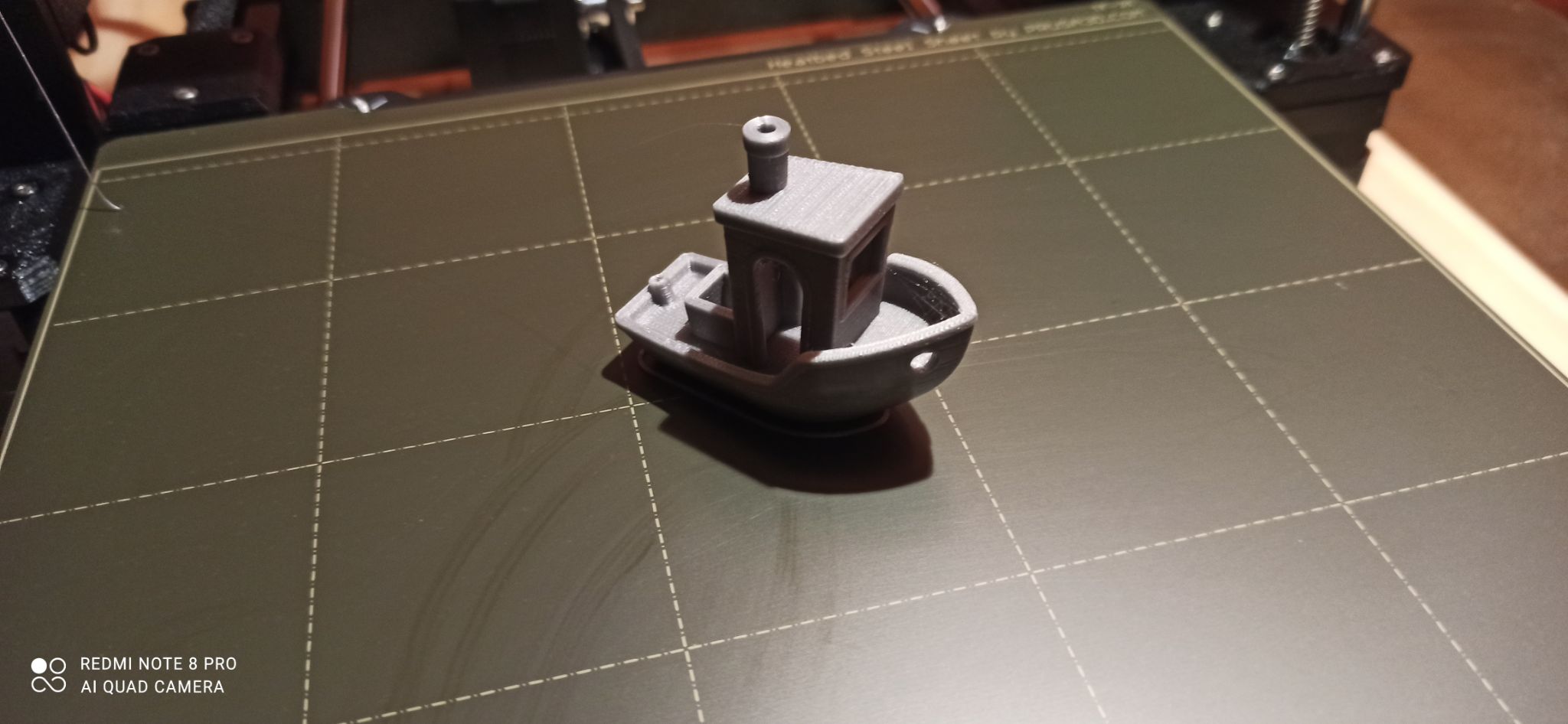
Si ca peut te rassure regarde le mien qui vient de la carte SD d'origine apres réglage de débit et calibrage. Maintenant regardes celui que j'ai slicé moi: En plus de mémoire je crois que celui qui est sur la carte sd a été slicé avec simplfy3d, ce n'etait pas avec Cura. En plus sincèrement je n'ai jamais compris comment les slicer gère ce genre de problème, ce qui est sûr c'est que d'un slicer à l'autre c'est géré différemment plus ou moins bien!

 2 points
2 points -
@Sidewaindeur Moi je met une marque à l'entrée de mon extrudeur, j'extrude 100, je remet une 2ème marque, puis je ressort mon filament et je mesure la distance entre les deux trais. Je ne crois que le filament puisse se tendre ou se détendre, si je refais la même opération chez moi 10 fois, les 10 fois j'ai le même résultat. Apres quand on parle de précision je pense qu'on est pas à un millimètre près, mais si au lieu de 100 on a 90 ou 95mm là ca commence à devenir significatif! Enfin c'est que mon avis, comme je dis tout le temps, je ne détiens pas la vérité, et tout le monde est libre de penser comme il veut2 points
-
Merci @Krl pour tes explications très claires, au vues du résultat de tes maquettes tes courroies ont l'air parfaitement tendues, super boulot !!! Penses à détendre celle de ton site web, j'y ai eu accès après un "Attention : risque probable de sécurité" Et ben @Jonathan06... je t'ai connu plus précis dans tes réponses . D'ici quelques temps je finirais bien par faire ça au feeling aussi... bonne continuation... @Jean-Claude Garnier, la méthode du pifomètre ça me parles , chez moi on dit "à la one again show" (avé l'accent marseillais), thanks2 points
-
C'est très difficile de répondre à la question. Moi je tend assez fort sans que ça soit au maximum. Je ne sais vraiment pas comment l'expliquer2 points
-
Salut, Je tends mes courroies de manières à ce qu'elles soient le plus détendu possibles, tout en n'ayant aucun "bâillement" ou aucune "élasticité" lorsque la rotation moteur s'inverse. Sinon ça fait des cercles elliptiques.. Idem pour le serrage de mes roues (pour les créality notamment), je les serre au max tout en laissant assez de mou pour que les courroies ne "baillent" pas lorsque la rotation moteur s'inverse. Il faut que les axes coulisses très facilement sans aucune résistances palpables manuellement. Sinon ça fait des cercles elliptiques..2 points
-
Fait Les TMC2225 sont équivalents aux TMC2208 Les firmwares fournis par Creality sont disponibles >>> ici <<< (vérifie tout de même quelle carte est installée (4.2.2 ou 4.2.7) et si tu as un Bltouch prend le bon (avec ou sans l'adaptateur écran)).1 point
-
C'est normal, un maillage est un nuage de points, il ne définie pas un volume fermé. Si tu veut une masse il te faut un volume pour appliquer la masse volumique du matériau. Par exemple la surface d'une planche c'est Lxl mais un grillage de ce point de vue n'a pas de surface car c'est "juste" des fils.1 point
-
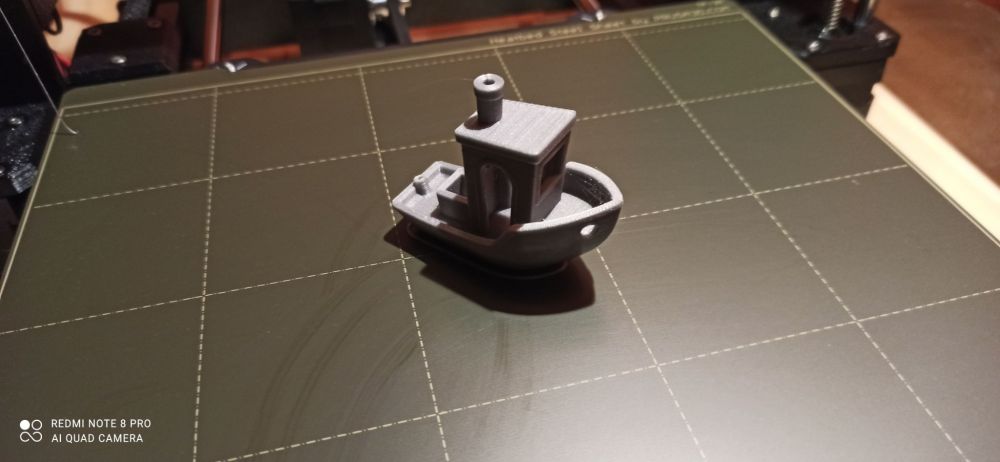
Je suis entièrement d'accord avec toi sauf que par défaut cette machine est mal calibrée. Pour ce qui est des paroi du benchi ca peut venir d'autre chose que du débit. Ca peut venir de la largeur de ligne que tu as programmé et du nombre de ligne de contour. Par exemple: si tu as une paroi qui fait 1mm avec une largeur de ligne de 0.4, le slicer va faire deux ligne qui font 0.8, et il ne sait as comment faire pour combler le 0.2mm restant. C'est ce qui peut expliquer le vide entre les lignes à un endroit et pas un autre. Si c'etait un problème de débit tu aurais ce même problème même sur le contour du boat alors que ce n'est pas le cas1 point
-
Merci pour les conseils avisés! Je vais tester fusion et Freecad, on verra bien où tout celà nous mène! Je vais de ce pas me mettre au travail:-)1 point
-
Après relance d'une autre impression (le benchy) : conclusion : c'était bien la première couche et d'ailleurs j'ai eu la confirmation sur le site de Prusa. je vais pouvoir m'attaquer à plus sérieux...encore merci à tous.
 1 point
1 point -
@Jonathan06 merci pour le conseil, je vais faire de même.1 point
-
Seulement un petit délire, ne t’inquiètes pas.1 point
-
slt bug de LBC normalement c'est bon la1 point
-
Bonsoir ! Essai avec une autre carte SD ( si elle était fournis avec la machine, elle est surement de mauvaise qualité ! petites économie des constructeur ...) Une carte SD de marque type sandisk, kingston ou autre mais de qualité qui soit inférieur a 32Go (limite de taille pour formater en fat32) bien formaté en "fat32" avec des taille d'unités/block de "4096" Ou alors peut être le détecteur de fin de filament mais tu aurai pas un freeze ...1 point
-
Ce n'est pas si compliqué que ça puis on est là si besoin1 point
-
Cool que tes problèmes soient résolus1 point
-
Cool que t'es pu solutionné ton problème Quand tu souhaite nommer un membre du forum, tu peux utiliser un @ avant son pseudo une liste apparaitra, et pour remercier, les likes en bas à droite des réponses ça fait toujours plaisir... A+ enjoy1 point
-
slt je t'ai pris l'écran sur LBC, dommage que tu n'est pas la skr qui va avec1 point
-
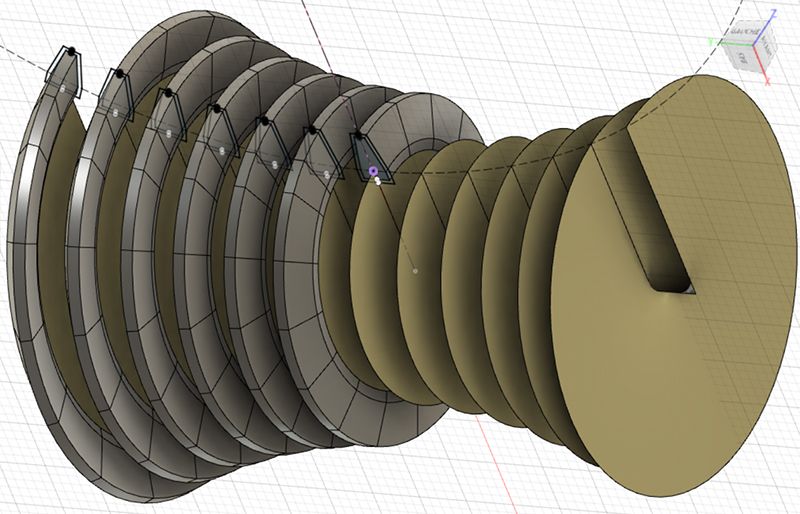
Bonjour, Tu l'as compris, j'aime a apprendre de mes expérimentations et de celles des autres quelque soit le domaine . Ce forum est l’idéal pour ça, du nerd geek à l’ingénieur à la retraite, en passant par le bricoleur du dimanche, tous rassemblés autour d'un même thème... Pour moi, tout ceci reste un jeu passionnant et je suis bien loin du cahier des charges c'est clair Concernant la vis globique, c'est avant tout son esthétisme qui me plait. Merci pour ton encouragement, grâce à vous tous ça avance bien ----- edit : Je suis a l'instant entrain de corriger certaines erreurs de conception J'y peut rien, je suis tombé amoureux de ses formes
 1 point
1 point -
Bonjour @17Chris17, Après les calibrations extrudeur, XYZ et PID, j'ai pu avoir des résultats satisfaisant avec cura en montant le débit à 106% sans toucher à la distance d'expansion. Tu as quelle valeur pour le pourcentage de chevauchement de la couche extérieure ? Dans le profil de wanaho elle est trop basse, 5% il me semble, avec 25% c'est ok pour moi. edit: oops, je print en mono du coup ma réponse t'es peut être inutile... peu être à d'autres...1 point
-
Ahhhh j'ai eu peur ... Oui c'est vrai que ça coule de source (alimentant le lac Texcoco), mais comme toujours, ça va mieux en le disant !1 point
-
Merci pour vos retours, je n'avais pas vu les réponses. J'ai commandé et monté un abaisseur 24/12v pour trois fois rien sur amazon au final et c'est parfait ! L'idée de prendre de la led directement en 24v m'a traversé l'esprit mais bon payer de 5m de led 24v pour un bout de 20cm....1 point
-
Petit a petit ... déjà il faut une imprimante bien assemblé , bien réglé puis après le paramétrage sous le trancheur ... Je te laisse chercher dans la section tutoriel du forum ... Tu y trouvera se genre de lecture1 point
-
SALUTATION ! TU SEMBLE TE TROMPER DE SECTION ... TENLOG VS ANYCUBIC ... Mais sinon moins lise comment et d'où ? moins de hauteur de couches ? ou autre chose ? une photo pour expliquer ? Tu veux peut être dire comme cela :1 point
-
Bonjour et bienvenu parmi nous, j'ai peut être mal compris, mais si à 100% tu n'as pas de défaut pourquoi tu veux mettre 95%? Désolé mais je vois peut etre mal sur les photo, car chez moi la résolution n'est pas top! Entre le 1ere ligne et la deuxième de jetons c'est quoi la différence, sur les deux tu as écrit variation de débit?! Pour le réglage du flow pourquoi tu règle avec M221 au lieu de régler avec "Débit" dans Cura?1 point
-
Bonjour Dans Fusion, lorsque la boite de dialogue "FILETAGE" est ouverte il faut cocher la case "Modéliser".1 point
-
Salutation ! c-a-d ... ? une capture d’écran de cura ? Je n'ai pas encore utilisé Fusion360 mais de ce que j'ai lu, il faut bien faire attention a sélectionner l'ensemble des objets/éléments dans l’arborescence avant de faire un export stl ...1 point
-
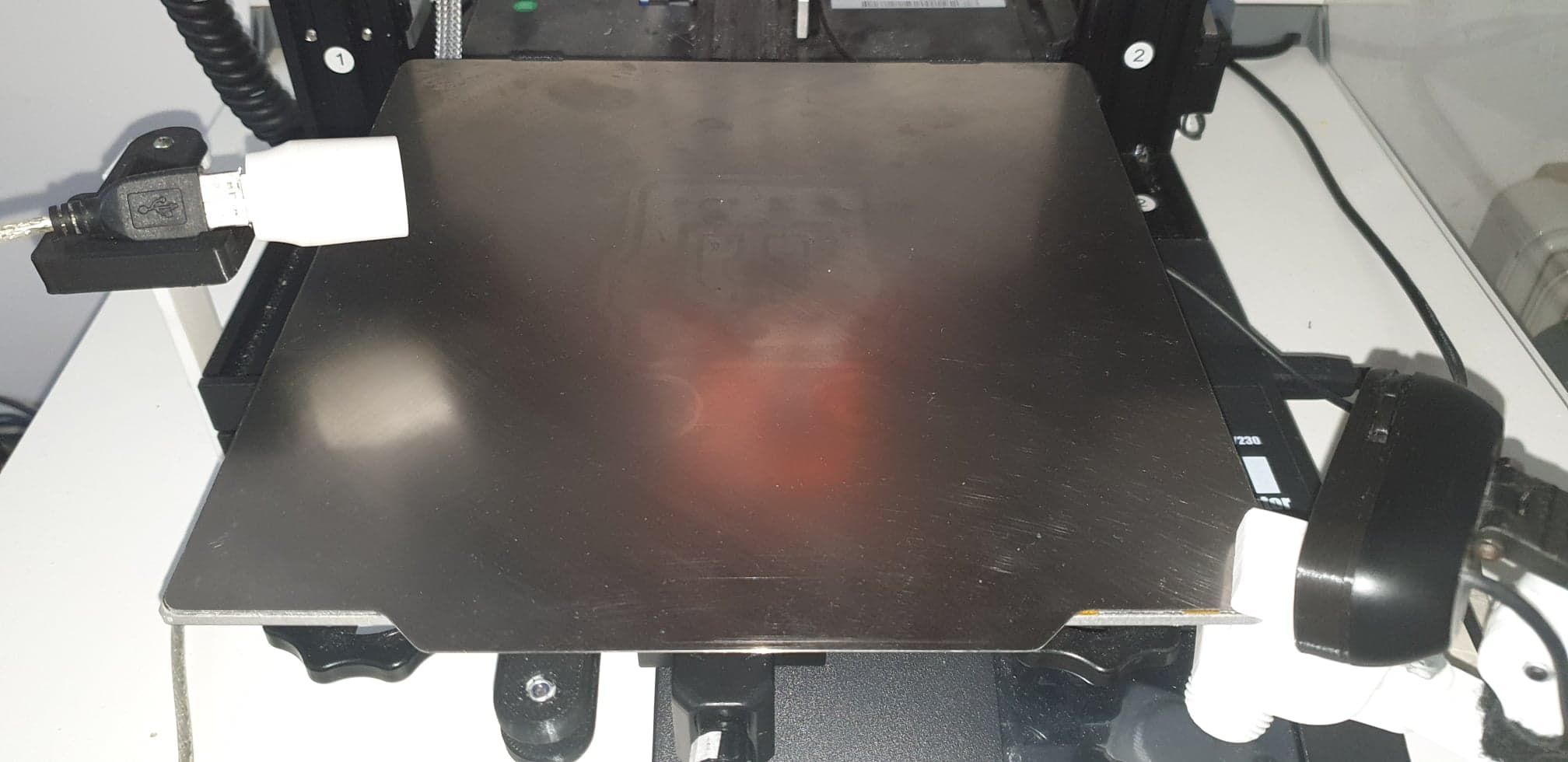
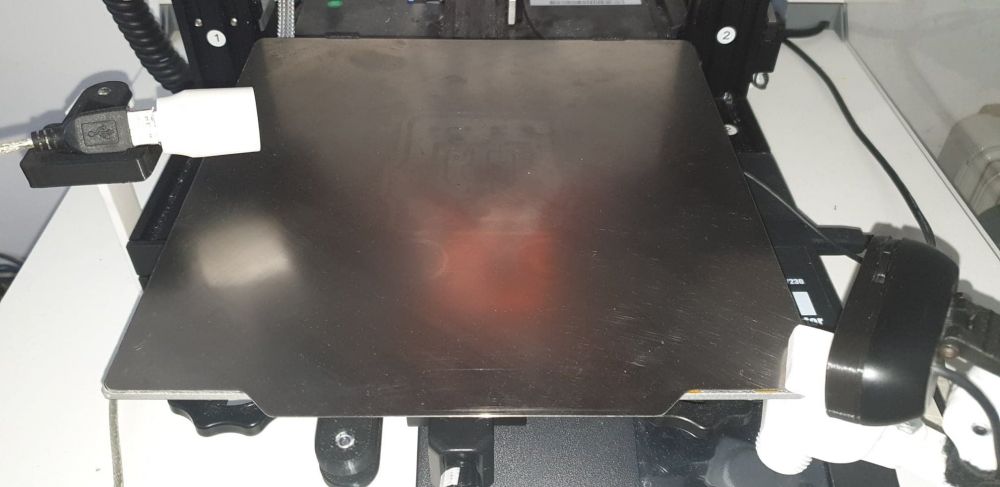
Bon, puisque vous êtes gentils je vais vous donner mon astuce Regardez cette photo et dites moi ce que vous voyez? Bon, je vais vous le dire. Il y a quelques mois, j'ai installé un BLTouch. Lors de mes réglages, ma buse à défoncé le bed jusqu'a la plaque en métal de dessous. J'en ai donc commandé une neuve chez Wanhao. Celle-ci a mis du temps a arriver. Comme j'en avais mare d'attendre, j'ai décollé la feuille de dessus et j'ai bien nettoyé la plaque métallique de la colle restante. J'ai essayé d'imprimer avec comme cela en attendant l'arrivé du nouveau plateau. Depuis j'ai bien reçu la feuille à coller de chez Wanhao mais je ne l'ai toujours pas collé et ca ne risque pas d'arriver car juste avec cette plaque j'ai une finition miroirs Afin d'améliorer l'adhérence de mes prints, j'ai pris un papier à verre fin j'ai passé un coup dans une diagonale puis dans l'autre. Aujourd'hui je ne vois aucune raison de changer
 1 point
1 point -
Comme @PPAC le mentionne, avec un abaisseur de tension, ou si tu as deux bandes de LED, branche celles-ci en série. Ca fera 2 x 12 V, et tu seras en voiture !!!1 point
-
ou peut etre avec un truc du genre abaisseur/convertisseur de tension 24v a 12v https://french.alibaba.com/product-detail/dc-dc-buck-converter-step-down-module-4-40v-to-1-5-35v-36v-to-12v-24v-to-12v-18v-5v-3-3v-voltage-regulator-super-mini-size-60319259140.html1 point
-
une valeur sure pour le PEI c'est aliexpress chez energetic 3D1 point
-
Adjugé, vendu !!! J'en prends un orange pour porter la semaine et un noir pour les sorties du wkend Edit : vu le produit générique que c'est, ya surement moyen d'en trouver à 2 balles la douzaine, et la ça le fera mm pour aller au carnaval1 point
-
Merci pour ce partage je l'ai vu hier, mais je ne suis pas très convaincu de ce montage, car là il souffle directement sur la buse. Si au moins il y avait une chaussette pour protéger le corp de chauffe et le haut de la buse. Comme tout le monde le sait, la stabilité de la température est hyper importante pour une bonne qualité d'impression. Une variation de température du hotend, fait varier la température du filament, et du coup sa viscosité, ce qui donne une variation légère du débit d'extrusion. Ceci se reflète sur l'état de surface de nos impressions. Ce phénomène quand il est léger se voit surtout en lumière rasante. Un température très stable, donne des lignes d'épaisseur et de largeur identiques et donc bien alignées entre elles. Une variation de cette température pendant l'impression, donne des parois sur lesquelles ont a l'impression d'avoir de très petits décalages de couches mais dans tout les sens et à de manière aléatoire. J'ai fait quelques tests il ya quelques jours pour comparer, en suivants les températures sur Octoprint, les variations de températures entre la tête V1 et la tête V2. En effet sur la tête V1, la buse est bien protégée du souffle du ventil, alors que sur la V2 la buse dépasse complétement par le bas et donc sous le souffle de la ventilation. Donc en surveillant les température sur octoprint, j'ai constaté que les variations sont plus importante sur la V2 que sur la V1 et c'est logique. J'ai pu reduire cette variation, et seulement réduire, en refaisant un PID du hotend. J'ai imprimé des cubes avec le même Gcode et avec la V1 puis la V2 "oui j'ai les deux", et le résultat est sans appel, en lumière rasante on voit bien la différence. J'ai donc redessiné la pièce de dessous pour la rabaisser un poile et protéger mieux la buse du flux d'air, et j'avoue que j'ai été agréablement surpris du résultat! Si quelqu'un veut le stl: Fan_duct_D12_V3.STL1 point
-
C'est un truc que j'ai appris, ne pas se précipiter à lancer l'impression. Bien regarder les couches avant en mode aperçu En général, je modifie la largeur de ligne entre 0,4 et 0,5 par pas de 0,02 et je tranche à nouveau pour voir le gain éventuel.1 point
-
1- Vu que tu as touché au réglage de ton extrudeur, je dirai que je te conseil de faire un test vite fait en remettant la valeur d'origine et nous dire si c'est mieux. 2- la fois où tu l'as utilisé sur ta D12, c'tait avant de calibrer ton extrudeur? si oui alors tu as ta réponse. 3- Tu n'as pas été jusqu'au bout de la calibration, car une fois qu'on a réglé ces step/mm, il faut régler son débit en imprimant sous cura un cube en mode spiral avec une largeur de ligne de 0.40mm, ensuite il faut mesurer la largeur réelle de celle-ci et il te faudra trouver entre 0.44mm et 0.45mm. Si ce n'est pas le cas, alors il te faudra augmenter ou baisser le débit jusqu'à avoir la bonne valeur.1 point