Classement



Contenu populaire
Contenu avec la plus haute réputation dans 30/06/2021 Dans tous les contenus
-
Pas facile pour le camarade jbon1 - 2 - 3 - 4 etc. cela risque de finir par jbon-no (oui c’est de l’humour à deux sous)3 points
-
Première éclosion, environ une centaine de petits criquets (j'ai encore d'une dizaine d'autre oothèque en couveuse), il va y avoir trop à bouffer pour le pogona, va falloir que j'apprenne à les cuisiner pour moi...
 2 points
2 points -
Le facteur humidex donne un équivalent en sensation ressentie par l'humain... L'humidité dans l'air augmente la sensaton de chaleur.... Au même titre que le refroidissement éolien, l'hiver, donne un équivalent en température ressentie par l'humain a cause du vent.... Ce facteur (humidex ou éolien) ne s'applique qu'aux humain, étant donné que l'on peut ressentir le froid, ou la chaleur !2 points
-
Ce n'est pas mon sport collectif favori . Je suis plus handball où on utilise également ces deux couleurs mais également des exclusions provisoires de 2 minutes. C'est également utilisé au rugby (là l'exclusion est plus longue, 10 minutes). Après regroupement des différents posts des uns et des autres, on est passé de 15 à 12 pages2 points
-
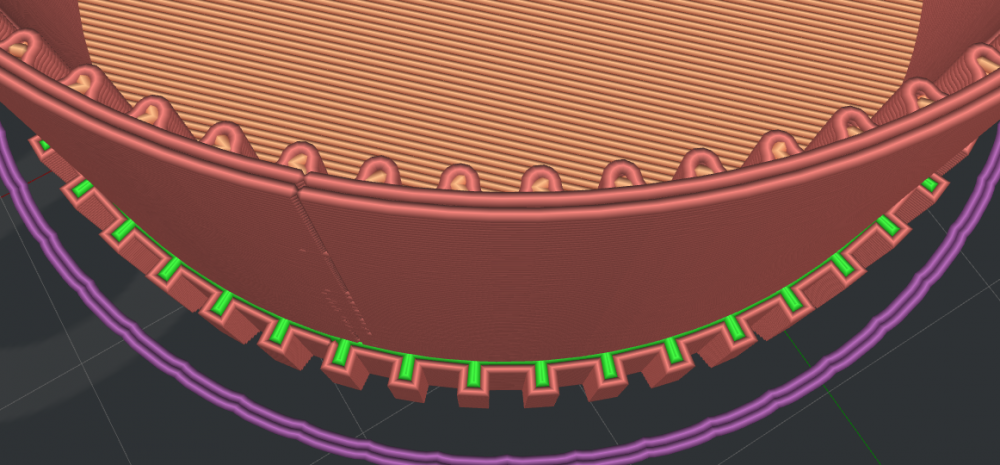
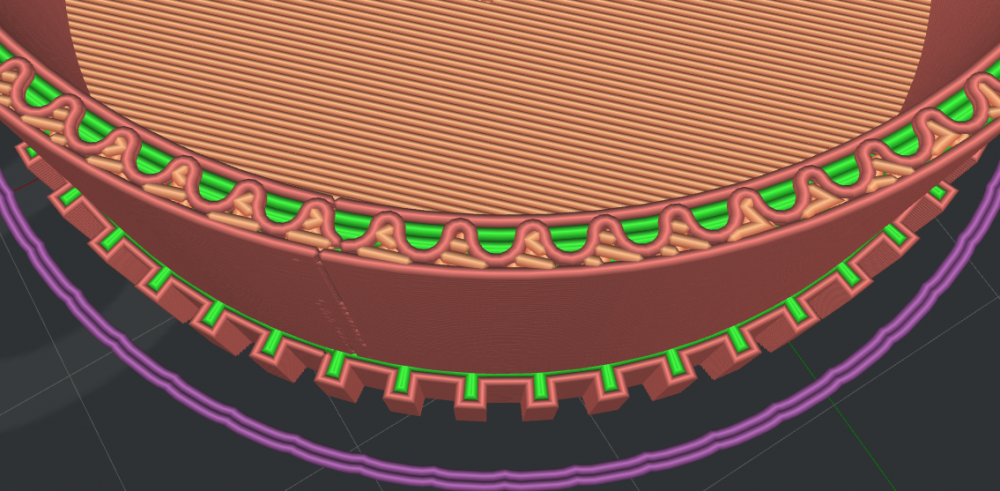
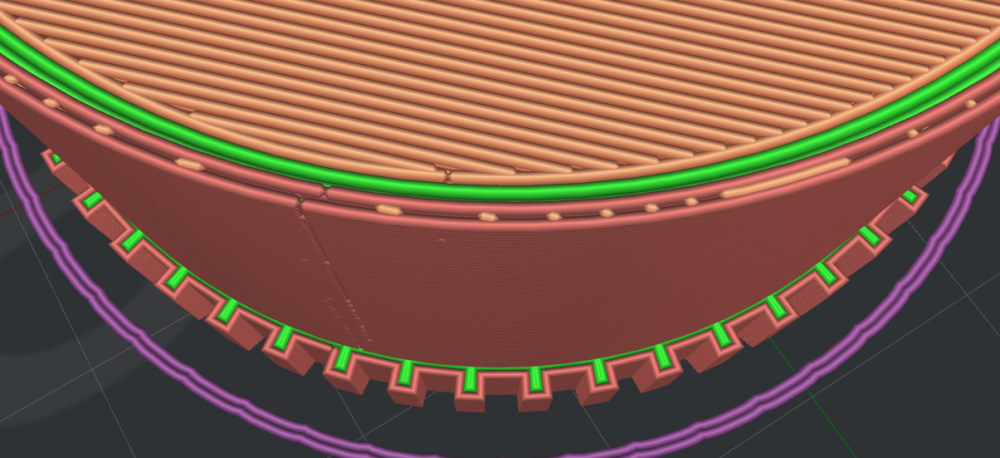
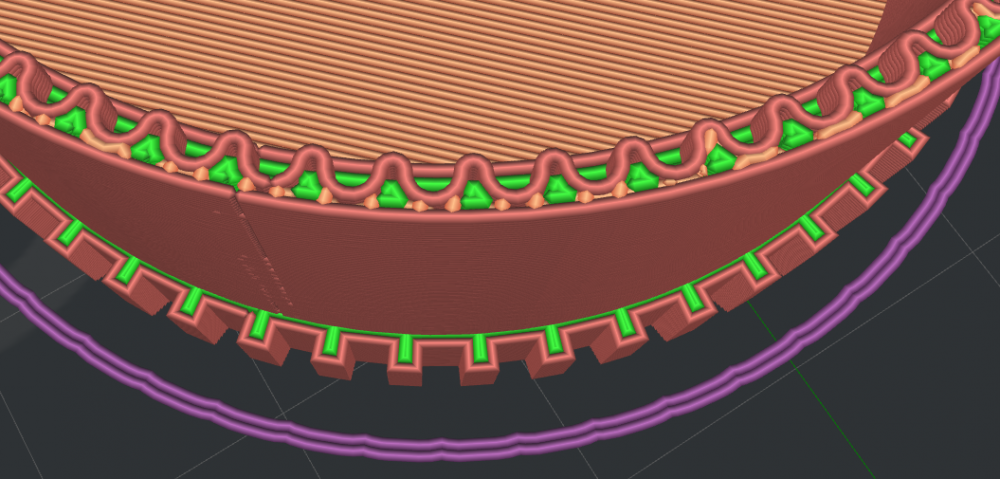
As-tu regardé ton impression pendant qu'elle se déroulait? Parce qu'il faudrait savoir si les fils sont uniquement dus à quand ta buse passe d'une zone à une autre sans imprimer ou si c'est une couche qui n'adhère pas à la couche précédente (j'ai un peu cette impression à la vue des photos). Tu n'as pas entendu de "claquement" du moteur d'extrusion ? Ce qui me semble aussi étrange, ce sont les zones où on ne vois pas de "gros" problème : Les strates sont très (trop) marquées comme si tu étais en sous-extrusion (ou une autre raison que je ne vois pas). Normalement en imprimant en couches de 0,2 ça devrait être plus lisse2 points
-
Bonjour, Sur ma Cr10S Pro V2 j'ai récemment tenter d'imprimer des pièces à assembler avec un jeu de 0.2. Or j'ai remarqué que la variation de côte était très importante, parfois de l'ordre de 0.6-0.8mm. Après m'être renseigné je suis tombé sur cette article très complet et très bien expliqué : Cependant sur ma bécane il ne m'est pas possible de régler le step_per_unit et après avoir tester le thin_wall je remarque une variation de +25% par rapport à la côte attendus (0.5 alors que la buse fait 0.4). Auriez-vous des solutions ? Merci d'avance.1 point
-
Cette semaine, côté B2B on vous propose de découvrir le Laboratoire Cristal, un des acteurs majeurs du numérique dentaire et un cas d’usage de l’impression 3D au sein d’Alstom. Ensuite, un peu d’écologie avec des tabourets imprimés en 3D par SuperForma à partir de déchets de PLA. Viennent après les nouvelles imprimantes 3D qui ont intégré notre comparateur. Pour finir, comme d’habitude, un petit projet DIY de fusée imprimée en 3D découvert sur le forum qui vient d’ailleurs d’être mis à jour ! https://www.lesimprimantes3d.fr/semaine-impression-3d-286-20210630/1 point
-
Sur la 4 max pro ca ne fonctionne pas directement via le slicer, car le M600 n'est pas prit en compte, va falloir le faire manuellement soit en appuyant sur pause à l'écran soit en insérant des lignes dans le G-code.1 point
-
Après si tu utilise des TMC2209 malgré des acceleration identique tu as vachement moins brusque et beaucoup plus fluide, la qualité des driver joue beaucoup. Pour le reste mon amis @M1K3D0a tous dit1 point
-
Juste pour info j'avais en effet mélange mélanger les fils blanc et orange dans ma tête. Ton cablage ici est bien le bon et correspond a ce que j'ai fait sur la Genius désole de t'avoir fait perdre du temps dans cette histoire1 point
-
J'utilise les supports magnétiques et je n'ai plus aucun souci.1 point
-
C'est un systeme de régulation de la température : Proportionnelle, Intégrale, Différentielle. Ca permet d'avoir une courbe de température qui va se lisser au fur et a mesure que tu t'approche de la consigne.....1 point
-
Et peut-être que ton filament est humide, le passer au four 2/3h à 40°C pour voir1 point
-
Heinnn !! c'est koa un PID , un BID je sais , j'en prends souvent1 point
-
Je ne connait pas (j'ai bien une petite idée mas la flemme de rechercher ). 49°, c'est franchement chaud. Au-delà de 25/26°, la chaleur m'insupporte alors à 49°. Et pourtant, il y a encore des personnes qui refusent de croire au changement climatique que l'on vit depuis déjà quelques années. EDIT: @PPAC Un rapport avec un polargraphe (imprimante 2D sur mur vertical (des murs horizontaux existent-ils ?) ? Firmware Makelangelo pour piloter le tout ?1 point
-
On a quand même eu notre lot de chaleur ces derniers jours... 32° (45° avec humidex)... Mais pour nos camarades Britanno-Colombiens, c'est pas de la tarte... Ils ont battus des records de chaleurs jamais vu au Canada.. 49° (et sans facteur humidex).....1 point
-
@marin Tu n'as pas déclaré de thermistance pour le lit (TEMP_SENSOR_BED 0) C'est une valeur correcte si tu n'as pas de lit chauffant. Pour mesurer / régler la Vréf, la pointe (+) du multimètre sur le potentiomètre et la pointe (-) sur une masse. Généralement, on connecte la pointe négative sur le bornier (-) de l'alimentation: ainsi les deux mains ne sont pas occupées à maintenir les pointes aux bons endroits (moins de risque de dérapage et donc de court-circuit).1 point
-
Tu as essayé le lavage à l'eau chaude et au savon (liquide vaisselle basique), de temps en temps et même avec l'ipa, ça lui fait du bien au plateau. ah oui, il faut bien rincer (toujours à l'eau chaude)1 point
-
Ha c est une couroie... Zut !!! J avais l espoir que ce soit une corde à linge... Pour un système d etendoir à linge avec détection de piaf sur le fil... et dont le servo aurait pour but de faire vibrer la corde à linge pour faire fuire le piaf avant qu il ne se lache copieusement ( car il a manger chinoi) sur le linge fraîchement lavé... Mais bon... tans pis... Je retiens tout de même ton disign de pièce pour le détourner dans cette optique ... ILS ME GONFLENT CES PIAF !!!!1 point
-
C'est dommage c'était le bon moment pour ne plus avoir le servo lent ... C'est un robinet automatique pour arrosage du même nom. (ça m'énerve je l'ai vu cette pièce, mais impossible de savoir ou ...)1 point
-
Dim : ~100 mm x 38 mm x 39 mm et oui il y a bien un servo Ha ha voila je suis découvert, c'est moi la terreurs des cadis de super marché et j'en profite pour voler tout les jetons ainsi rassemblé pour offrande au "grand ornithorynque aztèque"1 point
-
Ben voyons donc.... tu sais bien que l'on ne te ferait pas ce coup-la.... on a trop d'estime pour toi !!!1 point
-
il peut toujours y avoir un Schtroumpf caché. Mais là je ne pense pas (enfin je n'en ai pas vu ) L'un d'eux pourrais surement s'en servir https://fr.wikipedia.org/wiki/Liste_des_Schtroumpfs Gros indice : le schmilblick peut s'utiliser pour Schtroumpfer !1 point
-
J’étais parti sur cette façon de faire, mais il semble qu’il y ait des retours de bug avec l’UART… du coup, me voilà hésitant1 point
-
Effectivement la courroie du X était détendue, je n'avais pas vérifié cela au montage. Le temps de trouver comment on fait, c'est facile en fait. Cube de test parfaitement réalisé. Merci
 1 point
1 point -
Salut, J'avais fait cette réponse à @papagalak : La majorité des pièces imprimées proviennent de ce lien , pour les bras de 90mm ce sont ceux de l'archive «Flying_extruder_bmg.rar» de ce lien . Dans le fil du post en lien, tu trouveras un peu plus bas, la pièce réalisée par @papagalakpour maintenir le PTFE entre l'extrudeur volant et le tripode métalliqiue de la tête (flying V2-2 v0.stl).1 point
-
Bonsoir à tous, Je crois que j'ai trouvé, je n'avais pas assez de courant dans mes moteurs Z. Je me suis servi des infos trouvées dans ce post dans lequel intervient @Tircown J'ai des moteurs avec un courant de 1,7 A. J'ai donc commencé à 50%, soit 850mA pour tous les moteurs. Pour le moment, le cube est parafait, juste une petite retouche à faire pour les Z. Je passerai peut-être à 80% pour les Z, soit 1360mA si le besoin s'en fait sentir. Merci à tous pour vos idées et votre aide. Jeff1 point
-
https://marlinfw.org/docs/gcode/M900.html Pour désactiver le Linear Advance (si activé ... voir résultat d'un M115 https://marlinfw.org/docs/gcode/M115.html ) a mettre dans ton g-code de démarrage M900 K0 ; Disable Linear Advance Je croise les doigts car après ... ? pour le moment1 point
-
Faut pas être aussi catégorique. Bien souvent, je combine le multipostage et je laisse filer tout comme les autres modos. Surtout que certains multipostent par méconnaissance des fonctions du forum, notamment pour des citations multiples. Alors que pour d'autres, c'est une religion.1 point
-
Après sur l ventilateur de gauche ne tournais pas le 4010 donc pas de refroidissement de la hotend comme la dit @Motard Geek donc avec la chaleur le ptfe interne devais augmenter quelques peu de volume et ne plus laisser passer ton filament. Le soucis que tu risque d'avoir a présent c'est le ptfe a peux être pris au une claque et il faudra donc peut être le remplacer lui aussi.1 point
-
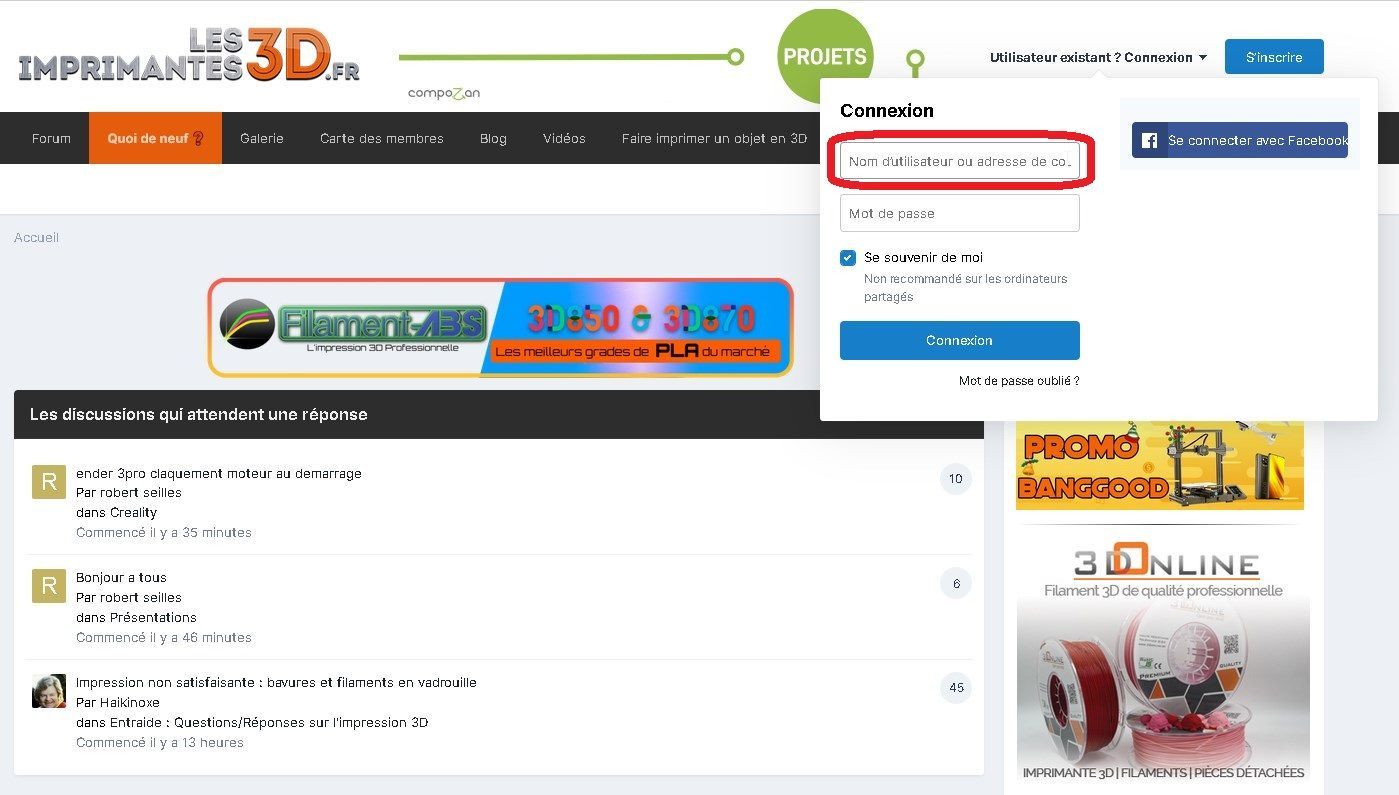
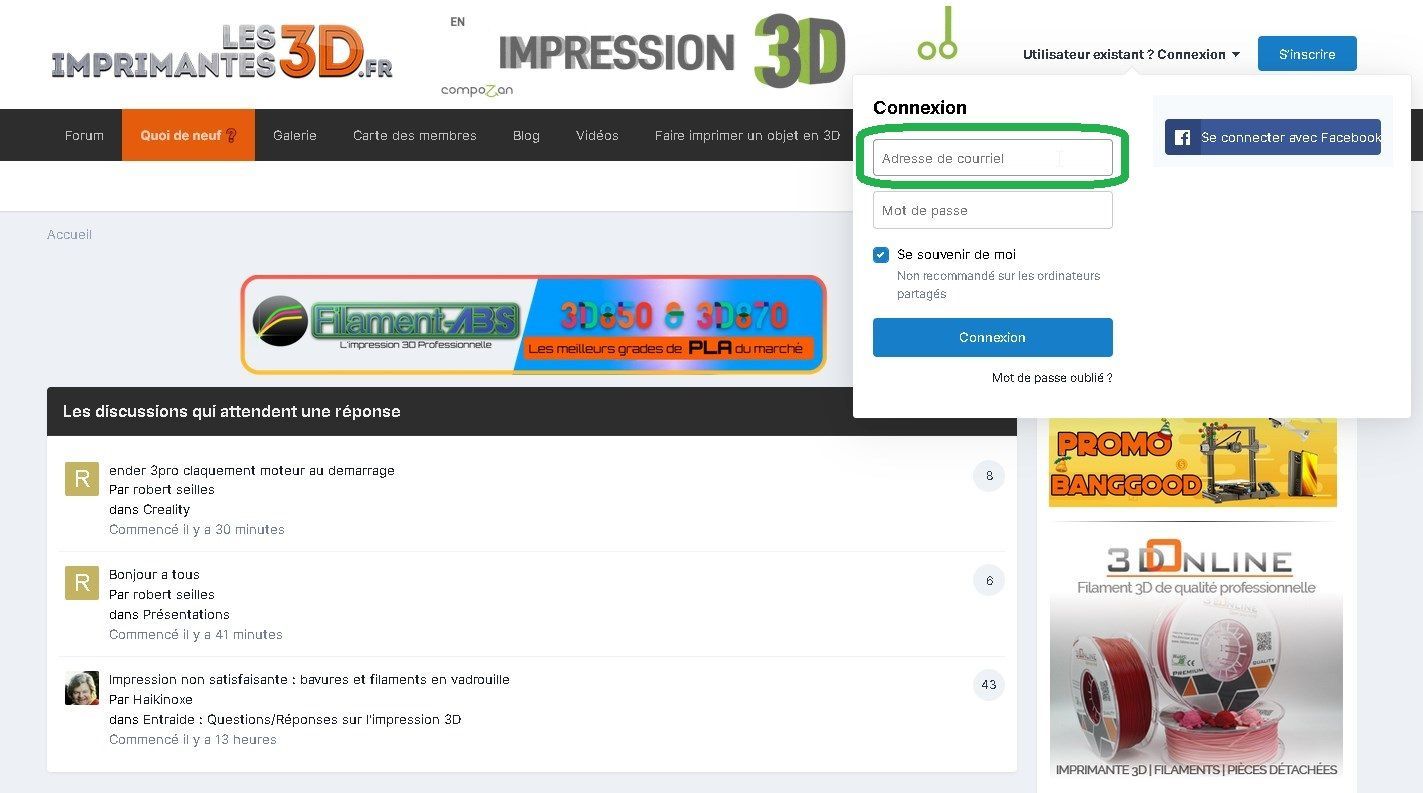
Afin de réduire les tentatives de piratage des comptes du forum (et le spam qui en découle), à partir de lundi prochain vous ne pourrez vous connecter au forum qu'en utilisant le couple adresse mail + mot de passe. Aujourd'hui il est possible de se connecter avec le pseudo. Ce dernier étant affiché sur chaque message, ça facilite la vie aux robots qui font du brut force... Aujourd'hui : La semaine prochaine : J'ai également renforcé la complexité requise pour le mot de passe des nouvelles inscriptions. N'hésitez pas à changer et renforcer vos mots de passe de temps en temps EDIT : la connexion via Facebook est toujours d'actualité et ne change pas.
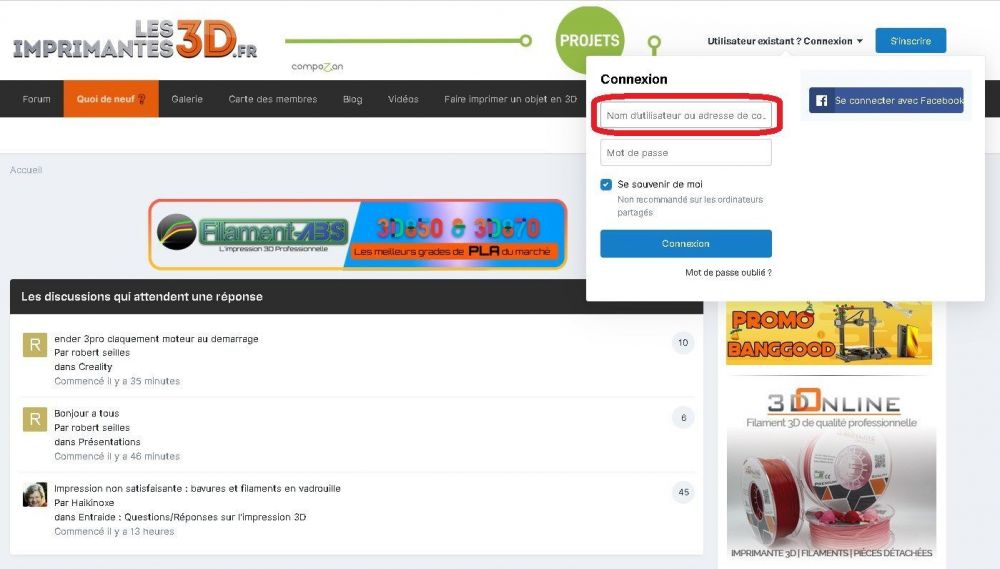
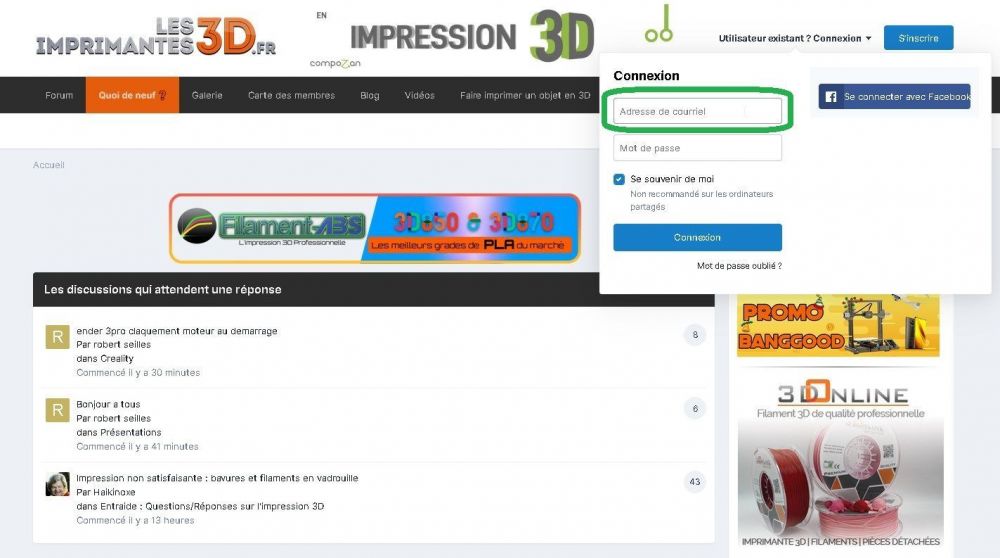 1 point
1 point -
Salut ! J'ai réussi à grandement réduire le problème en tendant mes courroies un peu plus fort et en réduisant la vitesse d'impression. [emoji106] Merci@PPAC Envoyé de mon One Plus Nord en utilisant Tapatalk1 point
-
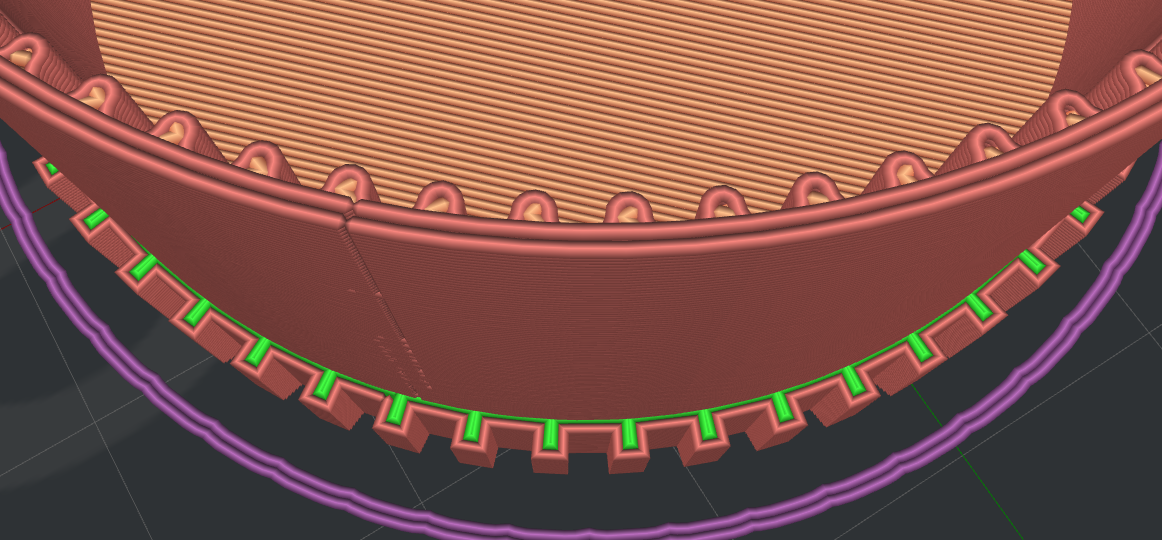
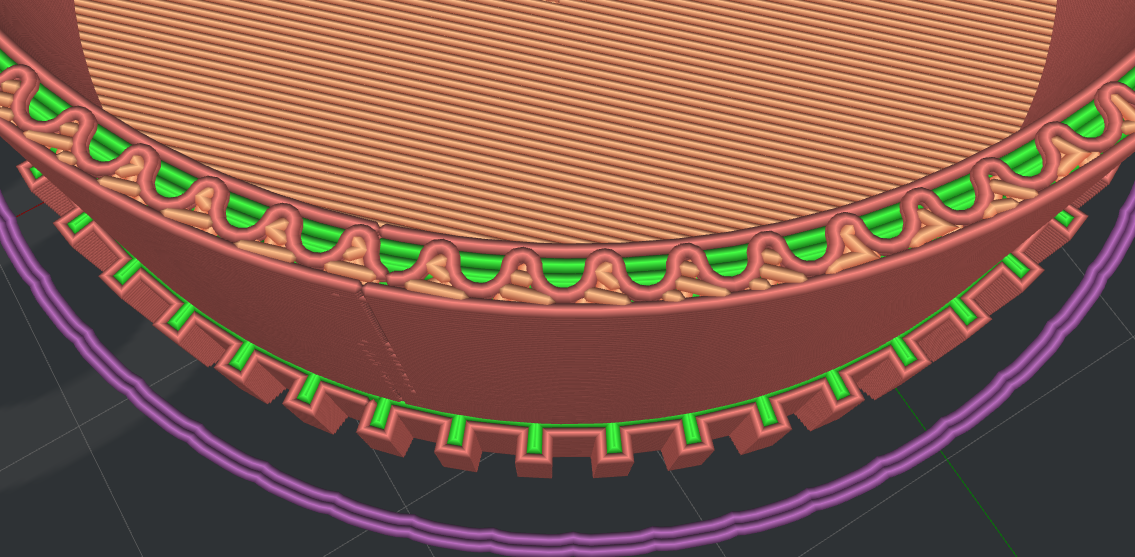
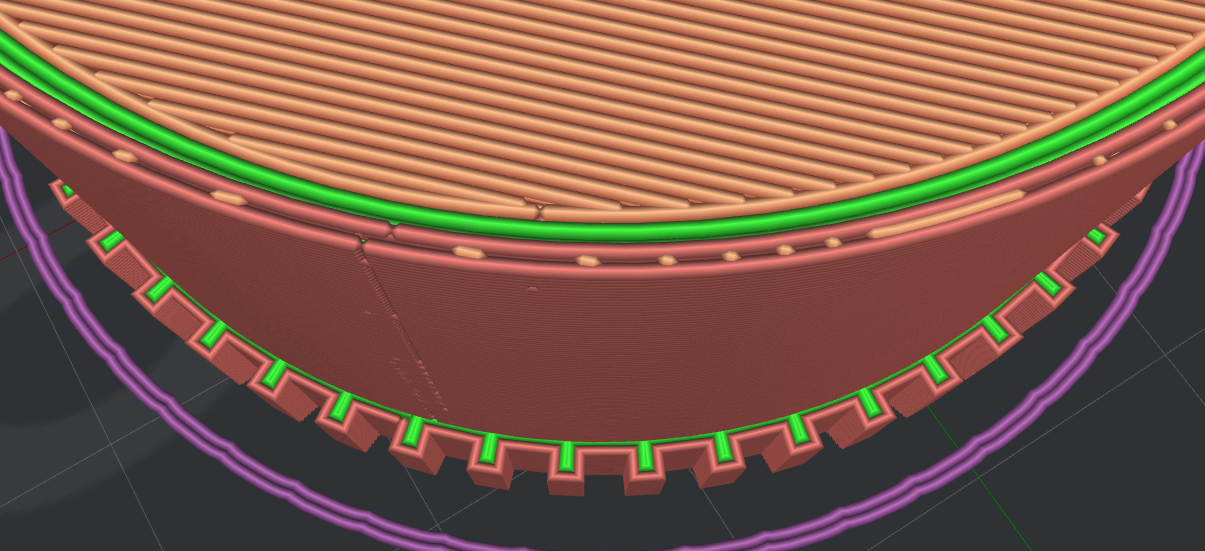
Après de nombreux essais j'ai fini par trouver comment supprimer cette peau disgracieuse sur l'extérieur en modifiant légèrement la pièce. J'ai fait en sorte que les parois correspondent à un multiple de la largeur de buse (0.4mm dans mon cas), ce qui évite à ideamaker de combler l'espace entre les deux couches intérieur et extérieur avec des pâtés par ci par là. En image : Pour la peine je vais me mettre un petit coeur en bas à droite du message... A ben non, je ne peux pas !
 1 point
1 point -
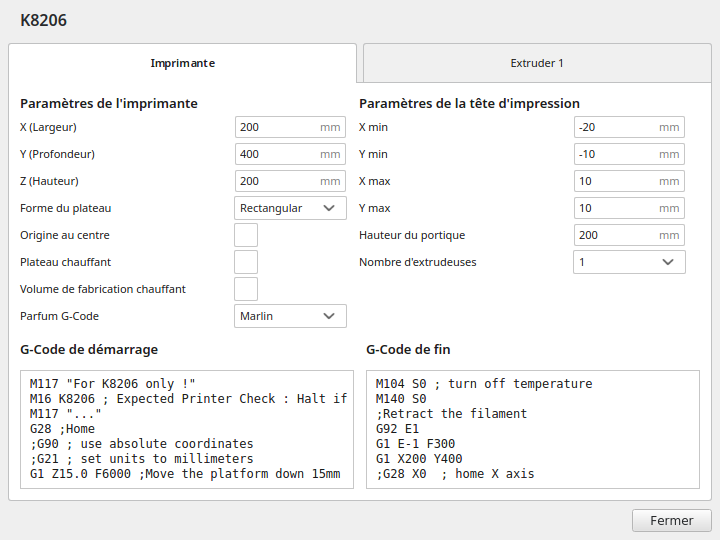
Il ne faut pas confondre une commande g-code https://marlinfw.org/meta/gcode/ , des script g-code de début et de fin dans les paramètres de l'imprimante (suite de commandes g-code) d'un fichier .gcode (suite de commande g-code qui inclut les script de déut et de fin en plus des suites de commande g-code pour imprimer l'objet ...), Sous Cura 4.8.0 : bar de menu : "Paramètres" -> "Imprimante" -> "Gérer les imprimantes..." Tu sélectionne alors ton imprimante dans la liste,( clique "Activer" si besoin,) et là tu clic "Paramètres de la machine" qui te donne normalement qq chose comme cela : Là tu y trouve le "G-Code de démarrage" (script g-code de début) et aussi le "G-Code de fin" ajouté en début et en fin de chaque fichier .gcode généra par cura. si il y a un ";" en début ou dans une ligne alors se qui suit le ";" ai considéré comme un commentaire. si tu veux comprendre ce que fait une commande g-code et les paramètre qu'elle accepte, regarde sur : https://marlinfw.org/meta/gcode/ Aussi , pour comprendre l'impacte des paramétrés de Cura, je te conseil vivement d'installer le plugin/extension "Settings Guide" (les textes sont traduit en fr. malgré le nom du plugin en anglais) depuis le "marché en ligne" sous cura ! (il te faudra créer un compte Ultimaker ...)
 1 point
1 point -
Salutation ! Tu a quoi comme firmware sur cette "bécane" Cr10S Pro V2 ? il doit y avoir moyen, même si tu n'a pas possibilité d'éditer et/ou d'enregistrer via l’écran de l'imprimant ou via la commende g-code M500 https://marlinfw.org/docs/gcode/M500.html les steps/mm modifié via M92, de les définirs dans le g-code de démarrage du trancheur que tu utilise avec un M92 https://marlinfw.org/docs/gcode/M092.html . cf Tu utilise quoi comme trancheur ? Sinon il reste la possibilité d'utiliser l"équivalent de l'Expansion horizontale de cura ou encore de jouer sur l'echelle de ton objet voir de modifier le model 3D pour prendre en compte se défaut d'impression.1 point