Classement



Contenu populaire
Contenu avec la plus haute réputation dans 16/10/2021 Dans tous les contenus
-
Le prix commence a devenir intéressant, après a voir a l'usage, il est vrai que perso une imprimante 'normale' avec une courroie pourrait être vachement sympa quand il y a pleins d'impression a faire, a mon avis il va falloir attendre quelques années pour avoir des tarifs identique a ceux d'aujourd'hui avec ce genre de techno (pas forcément l'angle a 45° mais tous du moins la courroie) Après je sais qu'il y a pleins de méthode pour retirer les pièces, par exemple avec un bon coups d'axe X, mais perso j'ai pas confiance, vus comment mes pièces sont collée a la vitre, c'est un coups a ce que la vitre parte avec ou que ça bouge des trucs sur mon axe X2 points
-
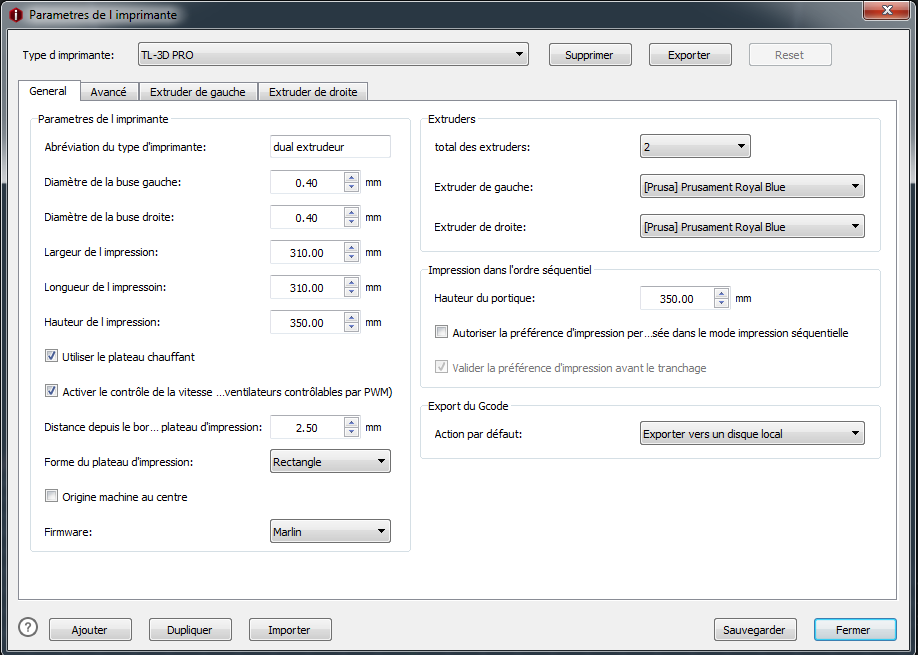
Salut, Dans les paramètres de l'imprimante, tu as possibilité de mettre l'origine de l'imprimante au centre. A part ça, je ne vois pas.
 2 points
2 points -
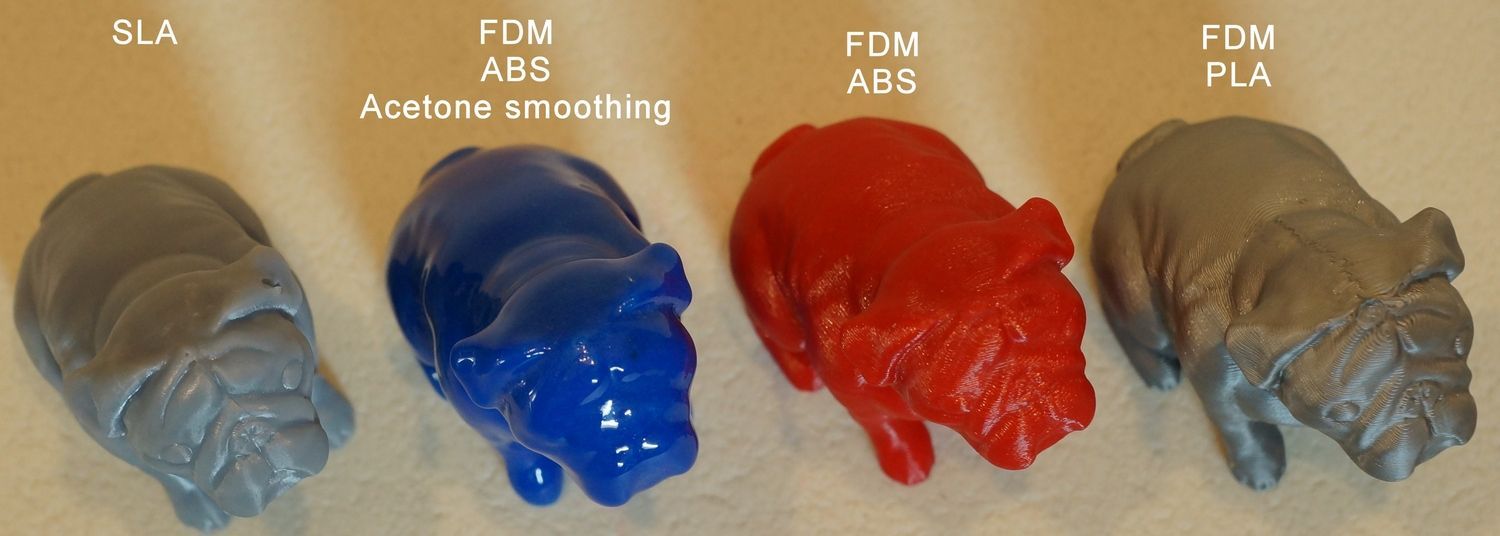
Bonjour @electroremy Super ton test ! çà permet d'avoir des références sur les différentes techniques d'impressions. Le chien en FDM est très beau le choix du filament révèle une précision d'impression. Le SLA est TOP Personnellement je n'utilise plus l'ABS je préfère le PETG qui tient très bien aux intempéries et au soleil à l'extérieure. La température du filament pour le PETG doit est au minimum de 230° et une ventilation réduite BED à 70° et le résultat est performant. a+2 points
-
Bonjour, Une membrane FEP n'a pas une durée de vie illimitée, mais pour la conserver le plus longtemps il faut filtrer la résine restant dans le bac après chaque impression par précaution. Ensuite comme une fuite est toujours possible mettre une protection sur l'écran LCD (pour ma part j'utilise une protection pour tablette tactile découpé à la taille de l'écran de mon ELEGOO MARS2) je n'ai pas constaté de perte de résolution (mais je ne fais pas beaucoup d'impressions), sinon fait un essai sur un même tirage avec et sans protection pour voir si il y a vraiment une perte de résolution...1 point
-
Bonjour, On peut marqué mon sujet comme [RÉSOLU] si vous voulez Merci beaucoup encore!1 point
-
ho la belle bête ... Mais bon peut être trouver comment faire fonctionner celui là avant d'acheter le model ++ @RFN_31 Je veux bien des photos des entrailles si tu l'ouvre pour vérifier les branchements / composants ... a moins que tu ne le renvoie en SAV ... ou que tu trouve le truc pour qu'il chauffe ( ne pas le mettre au four mais peut être y mettre une bobine (comme il y a une mesure de poids) ... et bien fermer le couvercle si il y a un capteur de fermeture ...)1 point
-
@Avrel Une solution peut-être, mais cela reste du bricolage, c'est de configurer une imprimante Idex et d'imprimer uniquement avec l'extrudeur de droite. En Idex, je ne parlerai pas d'extrudeur primaire et secondaire, les deux étant indépendant et pouvant imprimer exactement de la même façon, donc tu à la possibilité je pense de n'utiliser que l'extrudeur de droite (E2). Après à voir si l'imprimante va lire le Gcode, car de mémoire il va définir les extrudeurs dans le gcode (T0/T1 changement d'outil), et dans ton cas le T1 risque de ne pas être détecté.1 point
-
Salut ! Je ne l'ai pas non plus mais j'ai retrouvé une vidéo de Kamino KGY sur ce sécheur de filament j'espère que ça pourra t'aider.1 point
-
Bonjour, Je viens de tester une technique apparue assez récemment : l'ironing, combiné à un remplissage des surfaces "monotone". Il s'agit de repasser sur une couche déjà imprimée avec une extrusion réduire à 15% - cela aboutit à un lissage. Le procédé est surtout efficace sur les surfaces horizontales. Voici la pièce : Sur la photo suivante : à gauche une pièce sans ironing et à droite avec, imprimées en ABS : Remarque importante : l'ironing amplifie le phénomène de retrait de l'ABS, j'ai donc dû imprimer la pièce de droite avec un brim solide (brim de deux couches, intégré à la pièce), que je n'ai pas encore proprement éliminé sur la photo précédente. On voit que l'ironing ne donne pas un lissage homogène, mais la pièce est quand même mieux "soudée" Attention également : l'ironing peut occasionner plus de "bavures" J'ai du faire un limage et un ponçage de la pièce imprimée avec ironing. Ensuite, pour avoir un bel aspect, un léger acétone smoothing (les pièces sont en ABS). Voici le résultat : à gauche la pièce après smoothing à l'acétone, à droite la pièce poncée avant smoothing : La pièce est meilleure sans être parfaitement lisse non plus. Le seule point délicat est l'élimination des bavures éventuelles, qui peut être problématique dans certains creux. J'ai aussi testé l'ironing sur une autre pièce (celle du bas sur la photo), même sur le fond est parfaitement lisse sur la plupart de la surface, les défauts d'homogénéité et les bavures ont rendu la pièce moche : Bref l'ironing est utile mais pas pour toutes les pièces et pas pour toutes les surfaces d'une pièce. L'ironing, judicieusement mis en oeuvre, en complément d'autres techniques d'impressions et de finition, peut donner de belles pièces. Il est possible dans PrusaSlicer de mettre des modificateur pour n'activer l'ironing que sur certaines parties de la pièce comme expliqué sur ce sujet : A bientôt


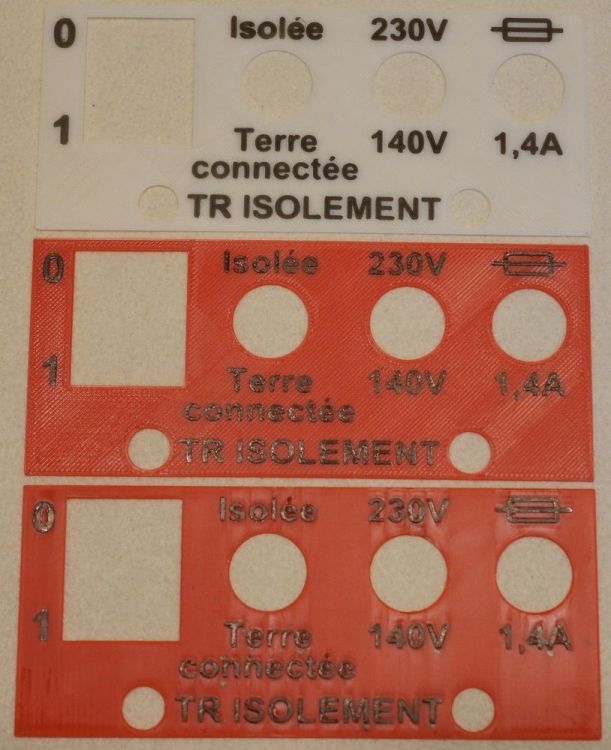 1 point
1 point -
Au vue de la taille des rainures de guidage des montants, l'équerrage devrait être supérieur aux bricolages habituels de nombreuses marques.1 point
-
Je l'avais également vu il y a 2/3 jours. Ils auraient pu nettoyer l'écran, c'est limite quand même dans une vidéo de présentation ... Un type d'imprimante pour un besoin particulier, pas emballé pour ma part. D'une certaine façon une concurrente à la 3Dprintmill de Creality, même si plus polyvalente, j'ai cependant un doute sur l'équerrage après passage de l'un à l'autre.1 point
-
bonjour je pense comme @PPAC que tes temps d'exposition sont bien trop longs . ils doivent être entre 2 et 4 s selon la résine. tu as l'effet pied d'éléphant ( les premières couches surexposées seront toujours plus "larges" que les couches suivantes )qui peut expliquer ce problème. il est possible aussi que ton Fep se soit légèrement détendu après une exposition trop importante à la chaleur des LEDs.1 point
-
Oui j'ai aperçu ça l'autre jour. Mais je me demandais le temps pour passer de l'un à l'autre. Ou alors il faut un système super précis pour avoir des butées nickelles ! Au delà de l'axe illimité avec l'impression à 45°, je me disais que peut être une marque pourrait sortir une imprimante classique (90°) avec le tapis roulant. Certes on perd l'axe illimité, mais on gagne la productivité avec l'éjection des pièces auto pour les séries. (et accessoirement un Z plus important qu'à 45°). Je trouvais super intéressant de pouvoir choisir d'imprimer à plat ou à 45° de manière à optimiser les impressions : limiter les supports et solidifier les pièces en évitant les couches dans l'axe de sollicitation.1 point
-
Le MArlin de Artillery ou le molise te limiterons maxi a 270°c, avec du Bi-metal 0 soucis, après la tête full metal de Artillery utilise un heat break full metal qui convient mais demandera malgré tout de d'avoir un bonne ventilation et utilise par defaut un buse en acier trampé si tu utilise cet dernière les température doivent être augmenté en conséquence de 10 a 20°c suivant les machines.1 point
-
Bien et surtout on nombre croissant d'acquéreur, La X2 est une très bonne machine pour ce prix mais je me montre souvent critique, si on est novice ou pas très alaise en électronique et bricolage. Certain choix d'artillery conduise beaucoup de personne a abandonner en parti pour des choix quels peu discutable sur la qualité de certains composants ou assemblage.1 point
-
Salut @Tom75 ça ressemble au soucis de verticalité du BLTouch. Je n'avais pas filmé le mauvais positionnement malheureusement il est pas évident de le voir, C'est difficile de voir l'alignement parfait, moi j'avais carrément desserré et resserré en le tenant au plus vertical j'avais remarqué un léger jeux une fois desserré ce qui explique qu'il ai pu bouger un peu. Merci @PPAC c'est vrai que ma vidéo pourra servir à quelques uns au vue du nombre croissant de personne avec ce problème.1 point
-
Super ! Bons prints.1 point
-
Problème résolu en effet je n'avais pas forcé assez pour rentrer la gaine dans le pneufit. Pour une fois que je suis trop doux merci pour votre aide en tout cas.1 point
-
Bonjour, Ton tube bowden (PTFE) doit rentrer dans le pneufit. Quand tu le rentre dedans (bien à fond) et que tu tires sur le tube, sort-il du pneufit ? Si oui, ton pneufit est défectueux et il faut le changer. Pour bloquer le pneufit, tu as normalement une espèce de circlip bleu qui maintient la partie grise écarter (bloquage du PTFE) : tu devrais la mettre en place, cela peut éviter de débloquer le pneufit par erreur. Ensuite ton serre-câble sur la gaine est peut-être trop serré et peut avoir tendance à tirer sur le bowden : desserres le un peu (tu devras probablement le couper et en mettre un autre).1 point
-
@Tom75 tu as contacte quels SAV, pas l'officiel du fabriquant Artillery en tout cas car étant chinois ils auront du mal a te répondre as une demande qui est pas formulé en Anglais. Je présume que tu parle de Artillery 3D Expert un simple revendeur Français. Plusieurs personne souffre de soucis avec l'intégration de ce 3Dtouch made by Artillery, la chose que tu peux tenté de faire et de défaire Les 2 vis du 3Dtouch et le refixé en faisant en sorte qu'il soit aligné le plus droit possible, bien comme il faut bien serré et si il y a du jeux le plus bas possible. Ton soucis ne viens pas tant du Z offset que du positionnement et de la sensibilité du 3Dtouch qui semble te poser soucis ici.1 point
-
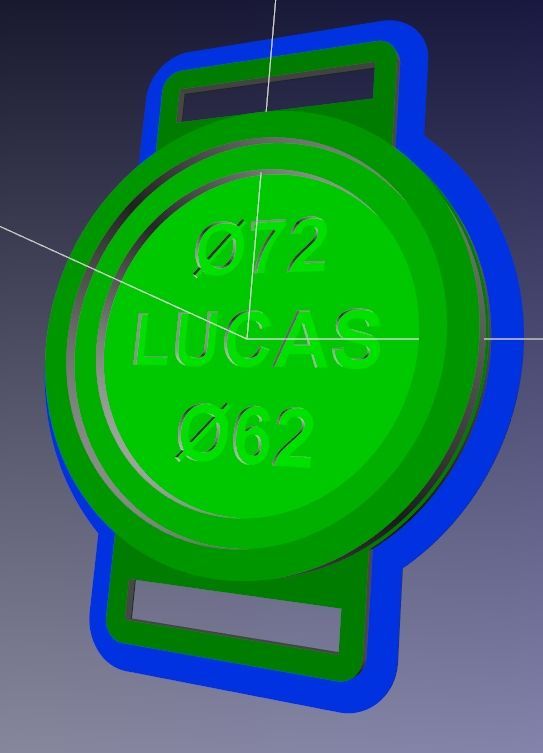
Je ne parle pas de l'origine du STL mais de l'origine du plateau représentée par les traits vert/rouge/bleu.Du fait que l'extrudeur principal se trouve à droite sur mon imprimante le positif de l'axe x est par conséquent inversé. Quand je veux fait x+ le chariot se déplace a gauche1 point
-
J'ai déjà utilisé une technique encore différente, et cerise sur le gateau, en couleurs. J'ai une imprimante laser (enfin led) couleur et le toner n'est ni plus ni moins que de la poussière de plastique très fine. Je connaissais la méthode du transfert de toner pour la création des PCB maison sans insoleuse, technique qui fonctionne très très bien. Donc il s'agit ici d'avoir une surface plane, et d'imprimer en 2D sur papier le motif que l'on souhaite (en miroir !), et ensuite de l'appliquer avec un fer à repasser, comme pour un flocage. Le toner va fusionner avec la pièce. Ensuite on laisse tremper le tout dans de l'eau pour que le papier se désagrège, j'utilise une brosse à dent pour retirer les fibres de papier collées dans le plastique. En général je fini avec une couche de vernis pour rendre les couleurs vives. Sinon on peut utiliser du papier spécial flocage, mais c'est plus cher. J'avais utilisé cette technique pour faire des médaillons avec des personnages Disney en couleurs, mais malheureusement ou bêtement je n'ai pas pris de photos... Je n'ai testé qu'avec de l'ABS, ça pourrait peut-être marcher avec d'autres matières, mais gaffe à la température du fer à repasser.1 point
-
Bonjour, Alors voici un nouveau test comparatif FDM / SLA plus intéressant J'ai imprimé cette pièce : https://www.prusaprinters.org/prints/75708-mermaid-support-free-remix Imprimer cette pièce sans support semble difficile... En FDM, avec de l'ABS, ça fonctionne mais il y a des défauts visibles au niveau des parties en surplomb : En SLA, j'ai imprimé la pièce sans inclinaison ni supports... la pièce est... parfaite : Voici la comparaison entre les deux : J'en ai aussi fait une en ABS blanc : L'ABS permet de faire de l'acétone smoothing : C'est plus lisse mais il y a une perte de détail significative : Pour cette pièce, l'impression SLA est le meilleur choix. Ca donne envie de tester une résine transparente ! A bientôt
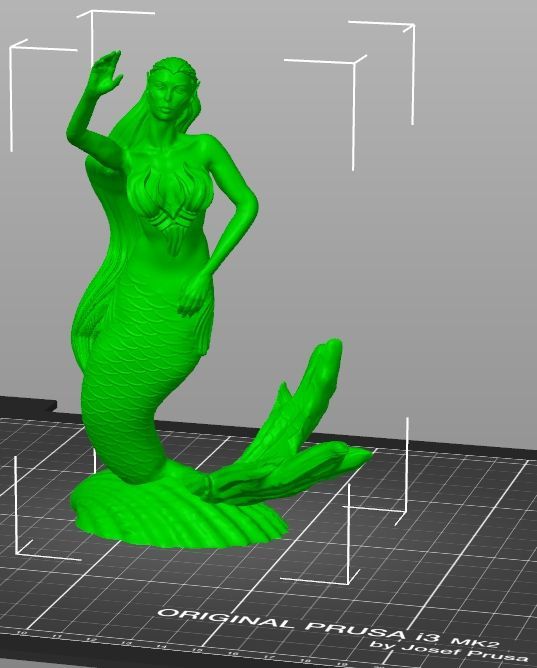











 1 point
1 point -
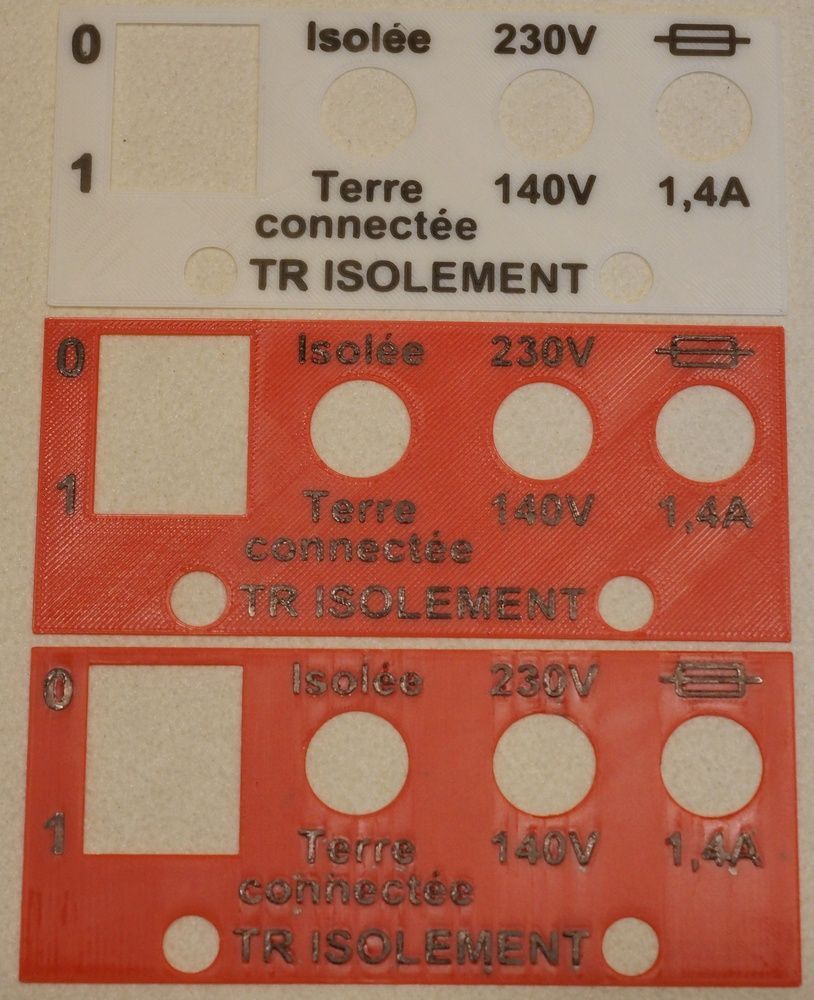
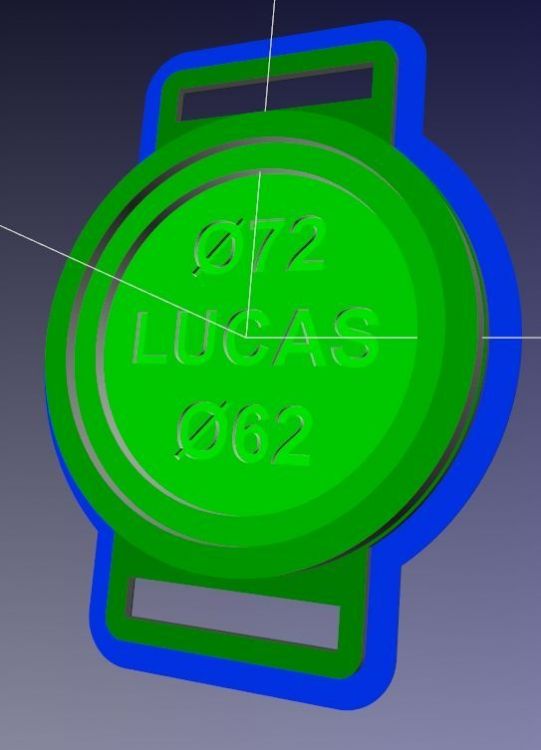
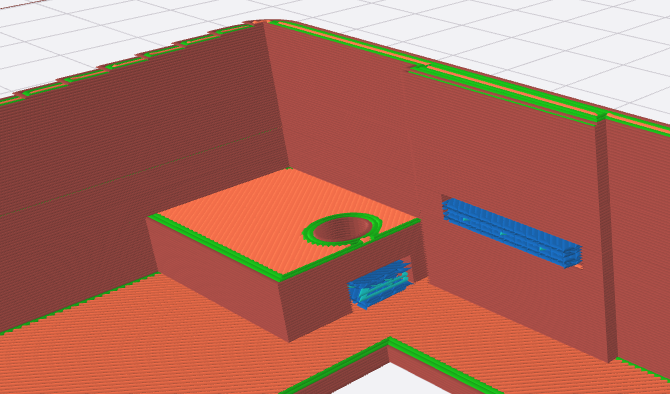
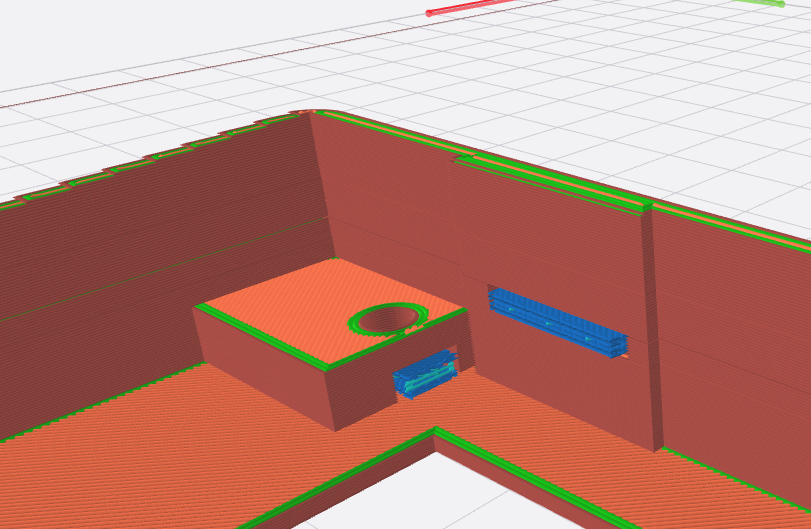
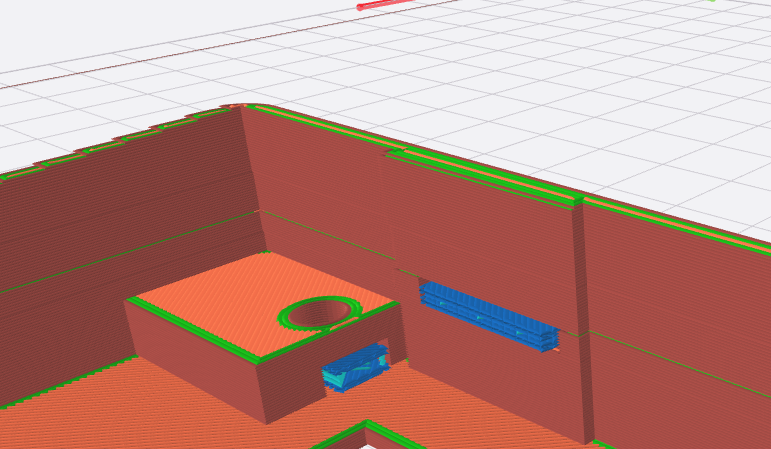
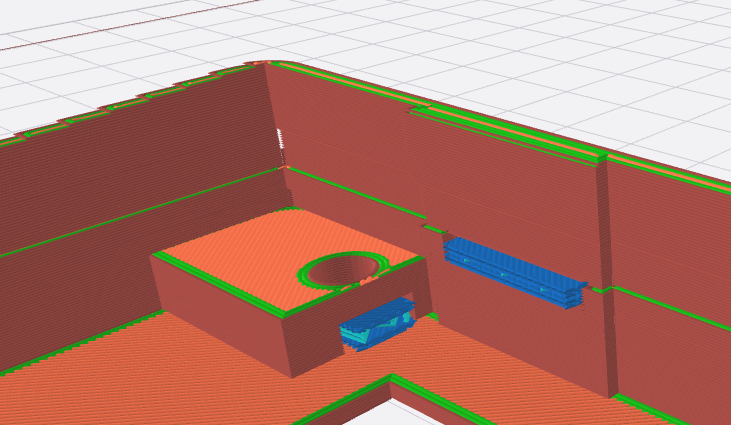
@methylene67 J'ai fait plusieurs slices avec des compensations de trous 0.05, 0.10, 0.20 et 0.5. On voit qu'à partir de 0.05 mm , il apparaît un petit défaut qui s’aggrave avec l'augmentation de la valeur de compensation. Compensation 0.05 mm Compensation 0.10 mm Compensation 0.20 mm Compensation 0.50 mm [edit] Apparemment le phénomène apparaît sur des trous rectangulaires placés à la vertical
 1 point
1 point -
PSFFFFFF, comme si c'était mon style de râler et d'être désagréable, moi qui ne suis qu'amour et bonté.1 point
-
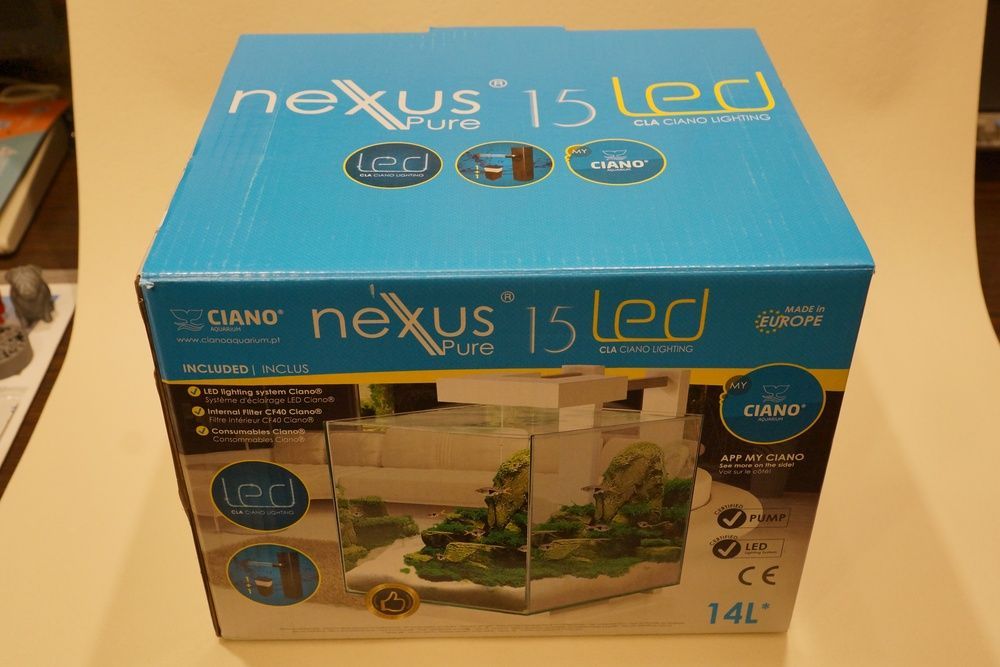
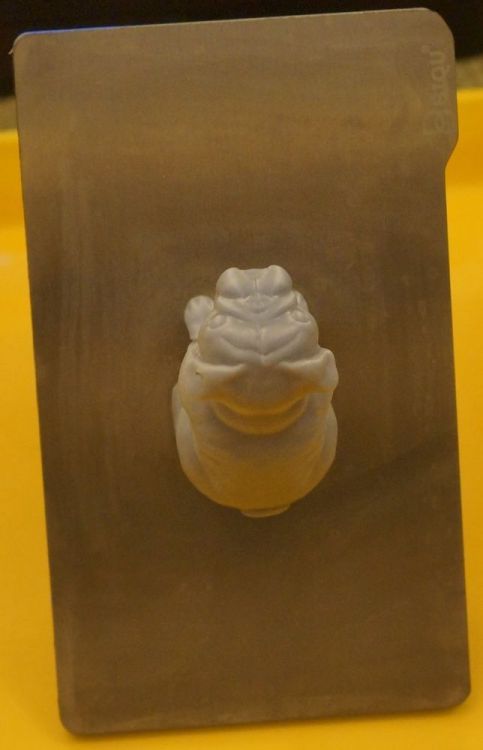
Bonjour, J'ai compris pourquoi je n'arrivais pas à avoir un smoothing acétone homogène... La vapeur d'acétone est plus lourde que l'air. Conséquence : dans un récipient, si vous mettez de l'acétone liquide, la vapeur restera en bas. Donc mes figurines étaient trop smoothées en bas et pas assez en haut. On le voit clairement ici (pièce normale à gauche, pièce smoothée la tête en bas de façon pas homogène à droite) : C'est à ça que servent les chiffons et serviettes : à diffuser l'acétone de façon homogène sur toute la hauteur. J'ai trouvé dans le commerce un contenant adapté, et maintenant mes pièces à l'acétone smoothing sont mieux réussies et à froid (donc sans danger, et avec le temps de voir ce qu'il se passe et donc de choisir le degré de lissage) C'est un aquarium carré en verre de chez Jardiland, la taille interne correspond à ce qui peut être imprimé par mon imprimante : La lampe LED 12V est pratique, je l'ai démonté pour m'en servir de "baladeuse" : Une plaque de verre de mon ancien frigo sert de couvercle ; le dessus de l'aquarium étant bien plat, l’étanchéité est bonne, mais je l'ai quand même placé dans ma cabine hotte aspirante. L'acétone est dans les coupelles en metal, deux chaussettes servent de diffuseur, et il y a aussi une coupelle sur le support de pièce, de cette façon il y a évaporation d'acétone tout en haut : Maintenant, mon smoothing est plus rapide (tout en restant contrôlable) et homogène ; et sans chaleur le risque est bien plus faible. Autre astuce : avant le smoothing, si la pièce comporte des défauts (filaments décollés, bosses, creux, pics), il ne faut pas hésiter à les "corriger" manuellement de la façon suivante : - pinceau avec du jus d'ABS - séchage - cutter fin ou scalpel pour éliminer les "pics" résiduels On peut répéter une fois ces retouches, avant de faire le smoothing global de la pièce. Ces retouches manuelles ne sont pas très jolies, mais le smoothing global va les estomper complètement (sauf si vous avez fait un truc de bourrin bien entendu ) La pièce (à gauche) est de meilleure qualité que celle d'avant (à droite) : Certes, j'ai laissé assez longtemps pour avoir un rendu brillant et un lissage prononcé, donc on a forcément une perte de détails, mais moins importante qu'avant sur le visage. Voici les pièces blanches et noires : Voilà












 1 point
1 point -
Bonjour, Voici un nouveau test, avec le petit chien "buddy", imprimé de façon "normale" (non incliné et sans supports) La pièce en résine SLA est très précise, les photos parlent d'elles-même : On voit des petits défauts sur la pièce en résine mais c'est de ma faute (bac mal nettoyé) La pièce en résine est pleine, et donc plus lourde : Voilà A bientôt

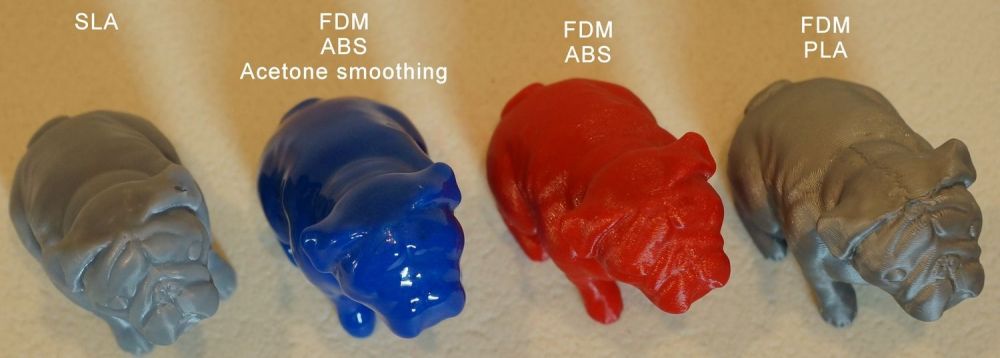



 1 point
1 point -
Les frais de dossiers n'existent que si la TVA n'a pas été réglée à l'achat...1 point
-
Tout de suite la suite..... Voici le dernier exemple en date pour l'arnaque planifiée des frais divers.... Vous achetez un brol à quelques euros, et BPost refuse que vous fassiez vous-même les démarches de paiement des droits d'importation. Ils vous facturent des frais, et si vous ne payez pas, le colis ne vous est pas délivré. copie du mail reçu ce jour: edit: Je viens de demander la possibilité de dédouaner moi-même le colis (envoi de la facture, preuve d'achat, etc) --> REFUS DE BPOST, le colis va être renvoyé en Chine.... Aperçu des coûts Calcul détaillé de ces coûts Cet envoi venant de l'étranger est soumise à des droits de douane et des taxes supplémentaires. Vous trouverez ci-dessous un calcul détaillé de ces frais . Détails Droits d'importation (douane) €0.59 Frais de formalités douanières (bpost) €15.00 TVA €4.16 Total €19.75 Consentement pour le dédouanement bpost se charge des formalités de dédouanement de votre envoi. À cet effet, nous avons besoin de votre consentement. Cochez cette case si vous acceptez que nous nous chargeons de faire dédouaner votre envoi en votre nom, pour votre compte et à vos frais. Les frais de dédouanement (TVA et droits de douane, qui seront transférés par bpost pour votre compte aux autorités gouvernementales compétentes) et frais de services de dédouanement de bpost ne sont pas remboursables une fois le processus de dédouanement complété. Les services de dédouanement sont distincts des services de livraison. En cas de perte ou d’endommagement de l’envoi, veuillez contacter directement le vendeur. Cliquez ici pour une Demande d’une révision ou d’exemption (par ex, pour un cadeau, diplomates, réimportation) Notification de numéro de TVA (clients entreprises) Attention: veuillez soumettre votre demande avant d’effectuer votre paiement ------------------------------------ Mise à jour du 16/10/21 ----------------------------- REédit --> le colis ne coûte que quelques €, mais Bpost estime que la valeur n'est pas exacte et a donc estimé la TVA sur la valeur probable de l'article et des frais de transport.... ça plus les frais de BPOST, ça fait beaucoup....0 points