Classement




Contenu populaire
Contenu avec la plus haute réputation dans 14/02/2022 dans Messages
-
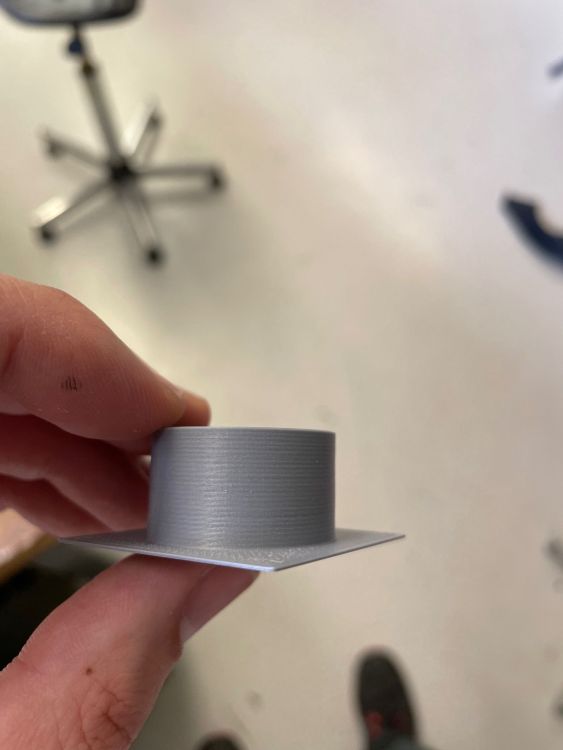
comme tu m’a dis j’ai dû coups coller à la résine la piece qui avait du jeu et voilà le résultat…. c’est nettement mieux, j’ai toujours un artefact mais je pense que ça vient des drivers

 3 points
3 points -
Bonjour, oui et très simplement. Commence par imprimer des objets en mono couleur. Ensuite avec ton expérience et ta connaissance de ton imprimante et de ton trancheur, il te sera plus facile de tester la bi couleur. Inutile de bruler les étapes, tu risques juste de te dégouter de l'impression 3D.3 points
-
Et en plus ça permet d'avoir du verre trempé Plus sérieusement, je ne suis pas super fan du refroidissement violent d'un bout de verre chaud, c'est un coup à fissurer la plaque en verre (si si j'ai vu toutes les pubs de carglass ) Su mes X1, je laisse refroidir et ça se décolle tout seul, si ça résiste -> spatule en plastique, le marteau n'est à utiliser qu'en dernier recours .3 points
-
Je le savais !!!
 3 points
3 points -
Je me suis douté, alors je me suis dit qu'il fallait compliquer un peu les choses pour t'empêcher de trouver trop vite !2 points
-
Suspensoirs pour manches de brosse à balayer : - tu colles le "tube" sur le bout du manche, - tu fixes les équerres au mur (avec des chevilles de 10 de préférence). - Quand tu veux ranger tes brosses tu passes un boulon (M6) dans les trous des équerres et des "bouts" de brosse, ensuite tu sécurises le tout en tournicotant une ficelle autour des boulons et des "barbillons" du "bout de brosse"... Je m'en vais essayer de suite tiens ! Tu as les .stl stp ?2 points
-
Ca fait partie des liens youtube que j'ai poste sur le forum il y a longtemps, apres je ne suis peut etre pas le seul et pas le premier a avoir mis celui-la. Du meme auteur tu as egalement une tres bonne video sur la transmission par axe avec des explications sur le guidage, ca explique combien et ou mettre les roulements a billes pour les axes Z (en general). Une video plutot longue mais ca vaut le coup de regarder jusqu'au bout pour comprendre la mecanique en jeu sur nos machines. @+ SoM2 points
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
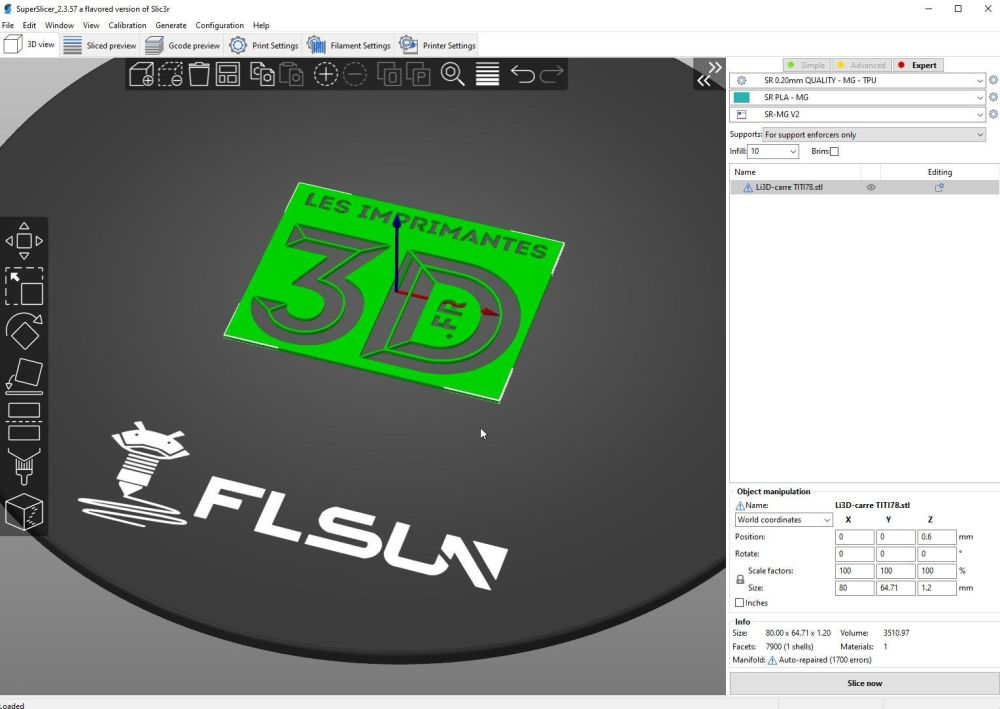
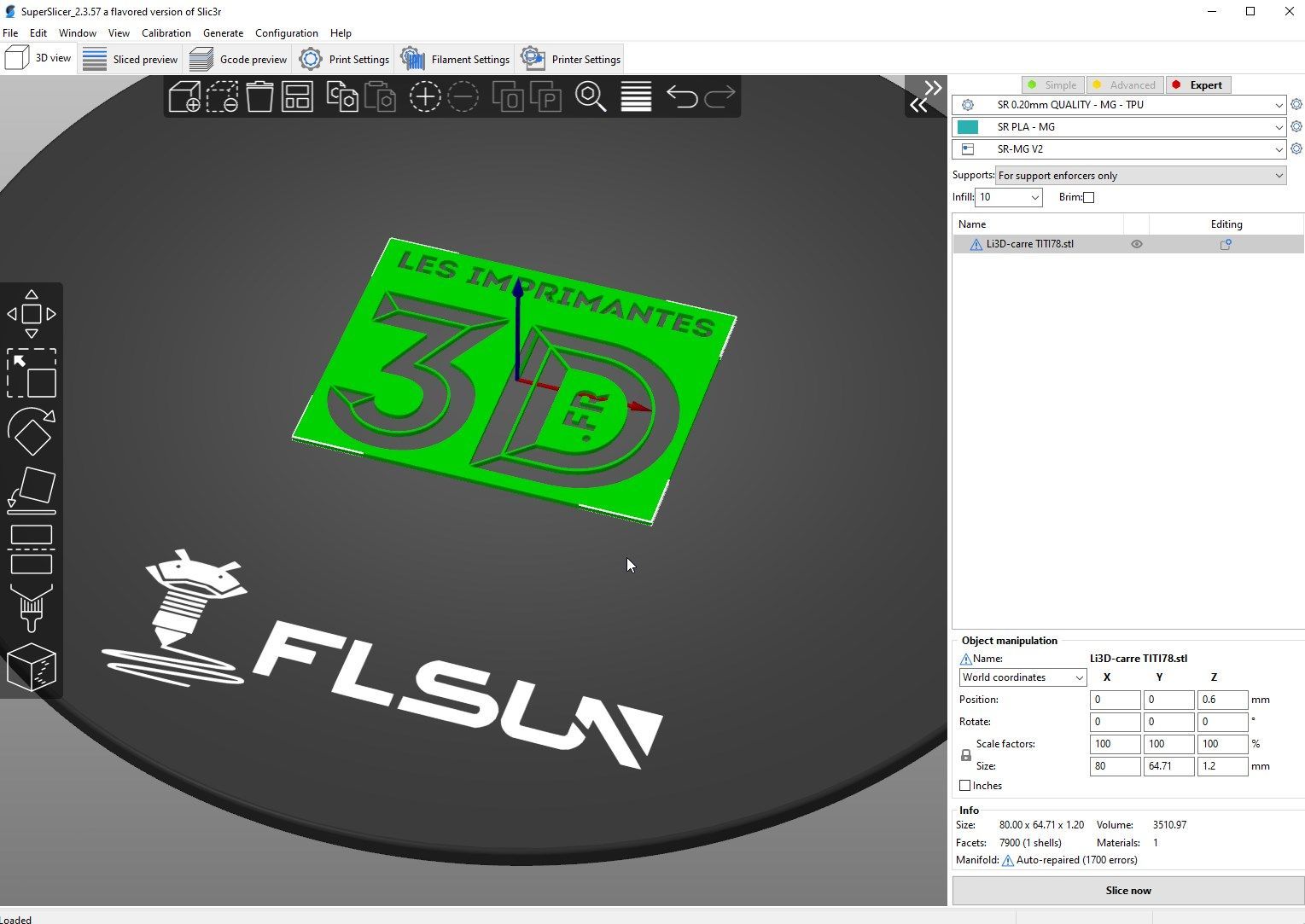
Voici un topic pour échanger sur la configuration de SuperSlicer pour la FLSun Super Racer. Je commence avec la config pour l'imprimante : SR-MG V2.ini Pour le PLA : SR PLA - MG.ini Pour le TPU : SR TPU - MG.ini Pour l'impression 200 microns "qualité" : SR 0.20mm QUALITY - MG.ini Pour l'impression 200 microns "vitesse" : SR 0.20mm SPEED - MG.ini Pour l'impression 200 microns "vitesse" en TPU : SR 0.20mm QUALITY - MG - TPU.ini Je suis parti des profils de la QQS Pro pour lesquels j'ai essayé de répercuter les paramètres fournis par FLSun pour Cura 4.4. J'ai fait quelques modifications mais y'a carrément matière à optimiser. Il faut mettre ces fichiers dans les dossiers /printer/, /filament/, /print/ de C:\Users\UserName\AppData\Roaming\SuperSlicer Dans les réglages de l'imprimante il faut changer le Z max (260 au lieu de 330). Attention, la rétraction est définie pour un extrudeur Direct Drive. Pensez à l'adapter si vous êtes en Bowden
 1 point
1 point -
Bah justement, tes 8 cm ne suffisaient pas d'où ma remarque . Parce que ça n'aurait pas été le premier à entendre un "boom" puis un affreux bruit de moteur qui force sur un home . Un coup à cramer les driver voir le moteur ca !1 point
-
Même pas besoin de forcer. Sur une plaque en verre, j'ai déjà eu le cas où un print en PETG s'est décollé tout seul en refroidissant. Avec un joli 'ploc' comme avec un bon PEI. Sauf qu'un bout de la vitre s'est décollée avec le print... Le PEI, il n'y a que ça de vrai... Mais faut quand même pas faire n'importe quoi, on peut aussi en arracher des bouts. J'ai déjà remarqué aussi que de verser du produit à vitre ou de l'IPA tout autour de la pièce, et de lever doucement un coin, permet un décollage plus facile. Le liquide se faufile par capillarité sous le print. Du coup les quelques tours de skirt aident pas mal à faire un bassin.1 point
-
En même temps mon ami Savate j'ai vue pas mal de monde réussir a arracher des morceaux de Verre de plusieurs mm sur les bed en verre, juste en décollant des print en PETG et cela sans usage de glaçon sur un groupe FB Creality ou je traine aussi mdr. Donc au final perso j'en reviens toujours au même moi plaque de PEI texturé et/ou Feuille PEI je prend que cela moi1 point
-
@MrMagounet J'ai récupère la dernière version non releasé de Digant et les inclus dans un clone de ce que tu a fait. La version est disponible ici : https://github.com/P-tite-tete/Firmware_Flash-Artillery_X2_GeniusPro/releases Je n'ai plus de M1 et M21 avec cette version. Je vous laisse voir si cela marche. Je pense que la prochaine version stable du patch devrai être bonne.1 point
-
@patrick76 je suis d'accord avec toi, le plus simple est de racheter la même sonde etc ( ce que je risque de faire)...mais je me suis tellement mis dedans que j'avais l'ambition de la transformer en anet 2.0: bowden avec extracteur déporté (par que l'extracteur de base au niveau de la tête quelle horreur !) et pouvoir utiliser des fils de 2.85mm...ma seule crainte est que je n'ai pas le firmware d'origine (j'en ai trouvé sur le net, mais quant à savoir si c'est exactement celui pour cette version modifiée...c'est pas évident). J'ai vais essayer de dumper le firmware actuel, il me semble que c'est possible avec avrdude, comme ça même si je ne pourrais pas le modifier car déjà compilé, je pourrais au moins le réinjecter en cas de soucis... Pour mes soucis de COM avec l'imprimante, si je trouve pas de hub alimenté dans mon bazar, j'essayerai sur un autre PC avec lequel je flashe mon arduino mega sans problème. pour l'instant pas de succès avec le backup du firmware d'origine. avrdude continue ses stk500_getsynch en fait je m'aperçois qu'à chaque tentative de dialogue avec l'imprimante, celle ci effectue un reset...exemple quand je lance le moniteur série d'arduino: start Info:External Reset Free RAM:11450 SD init fail debug:401 SD init fail même chose avec les appels d'avrdude si on y regarde de plus près: avrdude.exe: stk500_getsync() attempt 1 of 10: not in sync: resp=0x73 avrdude.exe: stk500_getsync() attempt 2 of 10: not in sync: resp=0x74 avrdude.exe: stk500_getsync() attempt 3 of 10: not in sync: resp=0x61 avrdude.exe: stk500_getsync() attempt 4 of 10: not in sync: resp=0x72 avrdude.exe: stk500_getsync() attempt 5 of 10: not in sync: resp=0x74 avrdude.exe: stk500_getsync() attempt 6 of 10: not in sync: resp=0x0d avrdude.exe: stk500_getsync() attempt 7 of 10: not in sync: resp=0x0a avrdude.exe: stk500_getsync() attempt 8 of 10: not in sync: resp=0x49 avrdude.exe: stk500_getsync() attempt 9 of 10: not in sync: resp=0x6e avrdude.exe: stk500_getsync() attempt 10 of 10: not in sync: resp=0x66 0x73 = s, 0X74 = t etc.... ce qui nous donne: start In.....le même message donc !1 point
-
@mich0111 en principe mega correspond à atmega 2560 pour mon utilisation personnelle j'utilise Xloader qui comporte Atmega 2560.. j'ai repris la lecture du post depuis le début le défaut c'est bien du Warping ? Si c'est un défaut des couches qui se décollent rien à voir avec la mise à jour du firmware Merci de joindre la photo envoyée à Tenlog. Ou se situe l'imprimante dans quel lieu garage ou autre pièce de la maison qu'elle est la température de la pièce ? Ci-joint un fichier hexa qui fonctionne j'ai fait le test c'est la version 1.32 la dernière. TL-D3P.hex @mich0111 en principe mega correspond à atmega 2560 pour mon utilisation personnelle j'utilise Xloader qui comporte Atmega 2560.. j'ai repris la lecture du post depuis le début le défaut c'est bien du Warping ? Si c'est un défaut des couches qui se décollent rien à voir avec la mise à jour du firmware Merci de joindre la photo envoyée à Tenlog. Ou se situe l'imprimante dans quel lieu garage ou autre pièce de la maison qu'elle est la température de la pièce ? Ci-joint un fichier hexa qui fonctionne j'ai fait le test c'est la version 1.32 la dernière.1 point
-
Bonjour, La carte à choisir est bien la mega, concernant Xloarder pas de soucis avec celui-ci c'est ce logiciel qui donné en lien sur le site de Tenlog pour la MAJ des firmware.1 point
-
Le connecteur derrière l'écran est bien inséré ?1 point
-
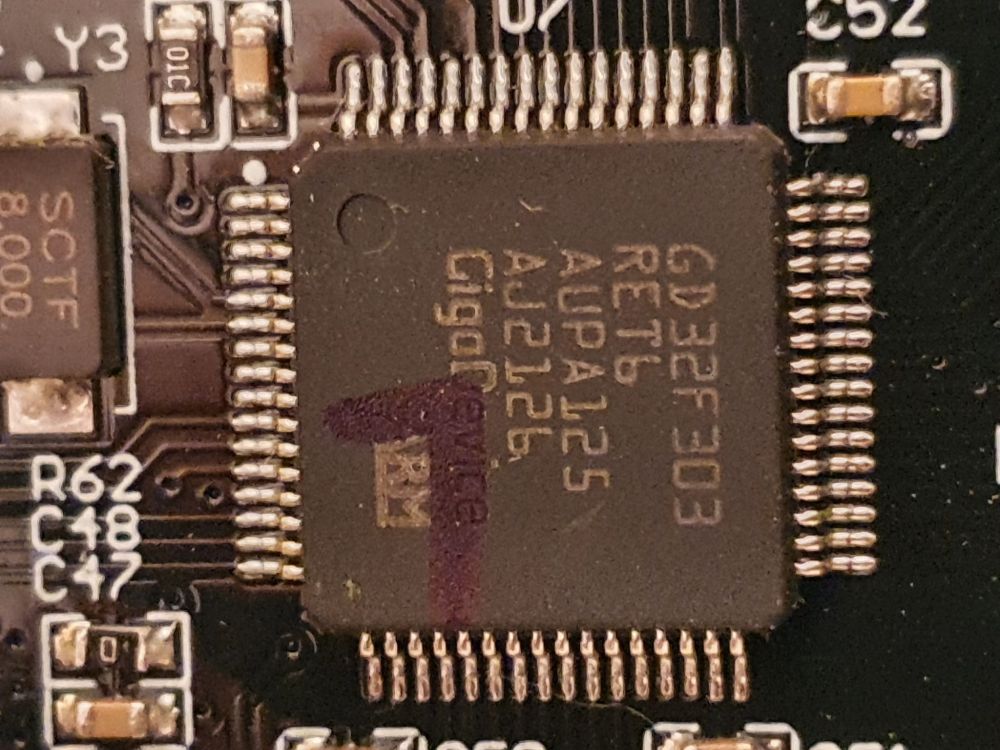
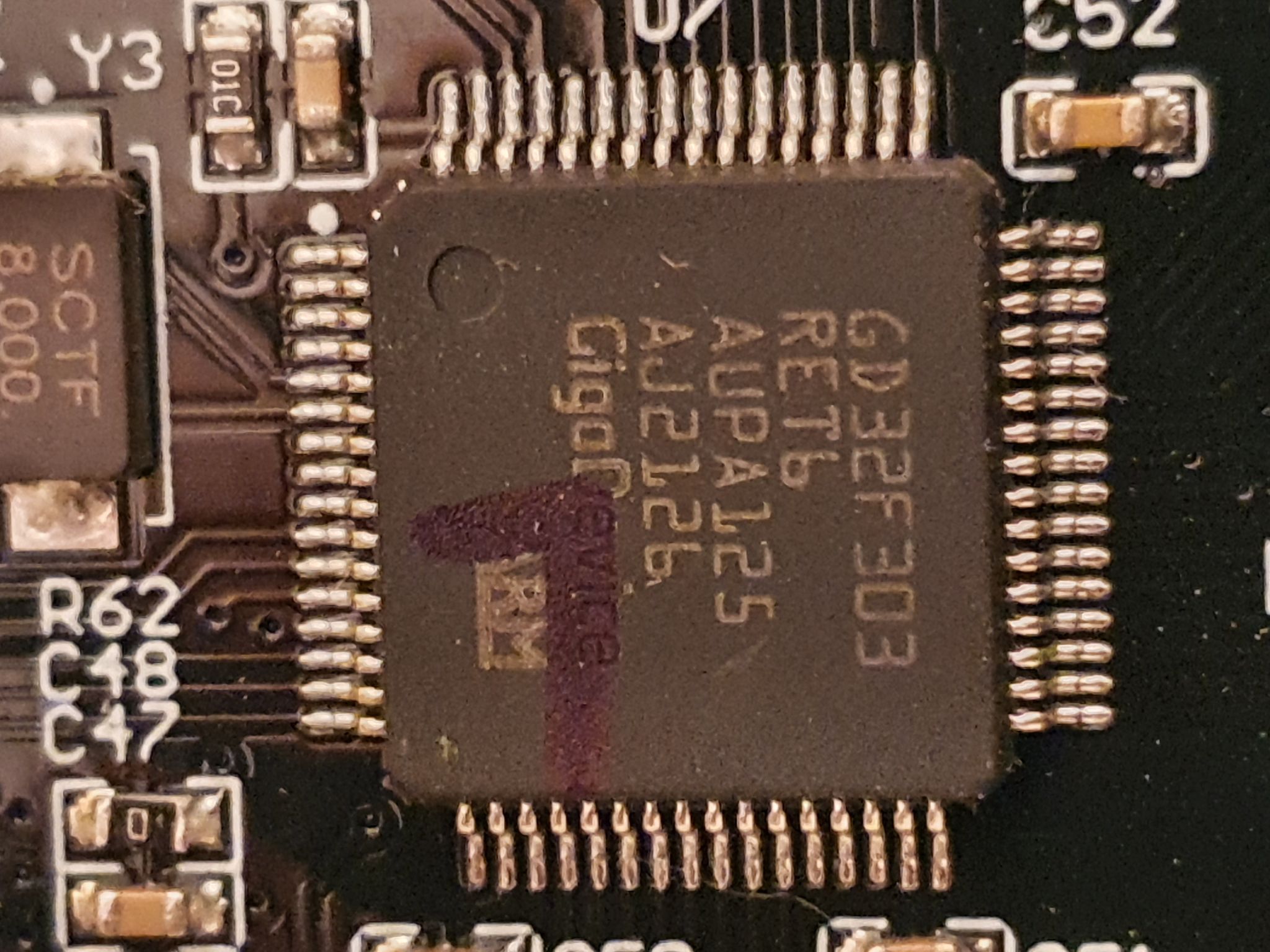
Dac je vais pas pouvoir regarder ça tout de suite, mais en attendant je peux te dire que ça fini par "GigaD" avec le D barré au feutre et remplacé par un L. J'édit dès que j'ai plus d'infos ! Du coup ma réponse précédente était inexacte ^^ J'ai pris en photo le contrôleur ça sera plus simple. Merci d'avance pour ta réponse !
 1 point
1 point -
@MrMagounetLa copie du BLTouch est bien monté, d'après les premiers tests il est beaucoup plus fiable que mon 3D Touch d'origine mais ce n'est toujours pas ça. Hier soir, ma première couche était bien réglé et enregistré, ce matin je relance le test de première couche et là ce n'était plus bon. J'ai effectué 3 ABL via Bed Visualizer, voici les résultats. Les deux premiers ont été effectué à la suite, le troisième j'ai éteint la machine et je l'ai laisser refroidir avant de le relancer. J'ai l'impression qu'une fois le Z Offset réglé, tant que je n'éteint pas la machine celui-ci reste toujours correcte, par contre si j'étais/laisse refroidir la machine ce n'est plus bon... C'est peut-être un coup de chance, je n'ai pas effectué 100 tests non plus ^^ Votre avis ? Je vais peut-être le renvoyer et commander celui officiel sur 3djake. Merci !
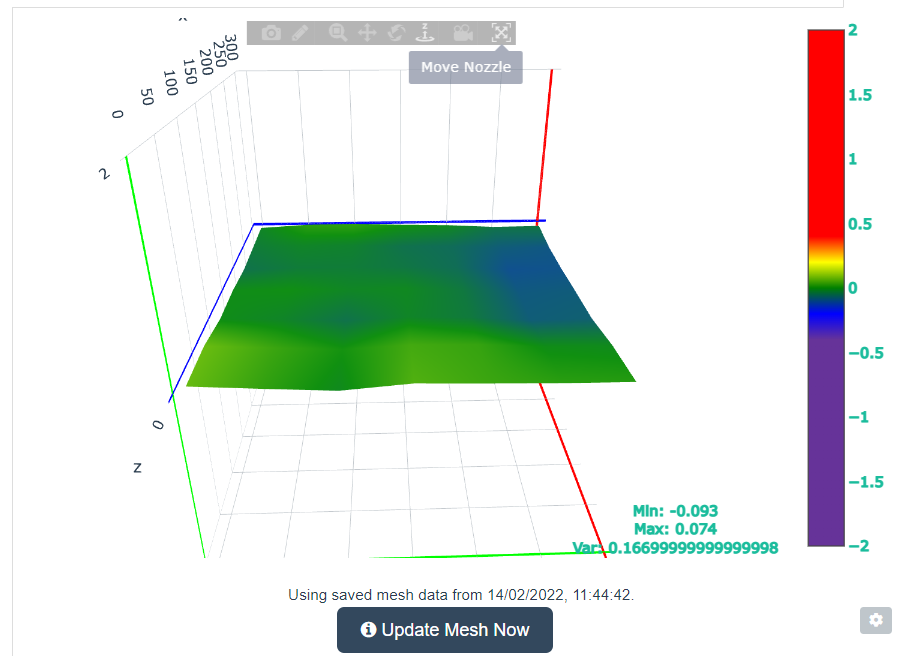
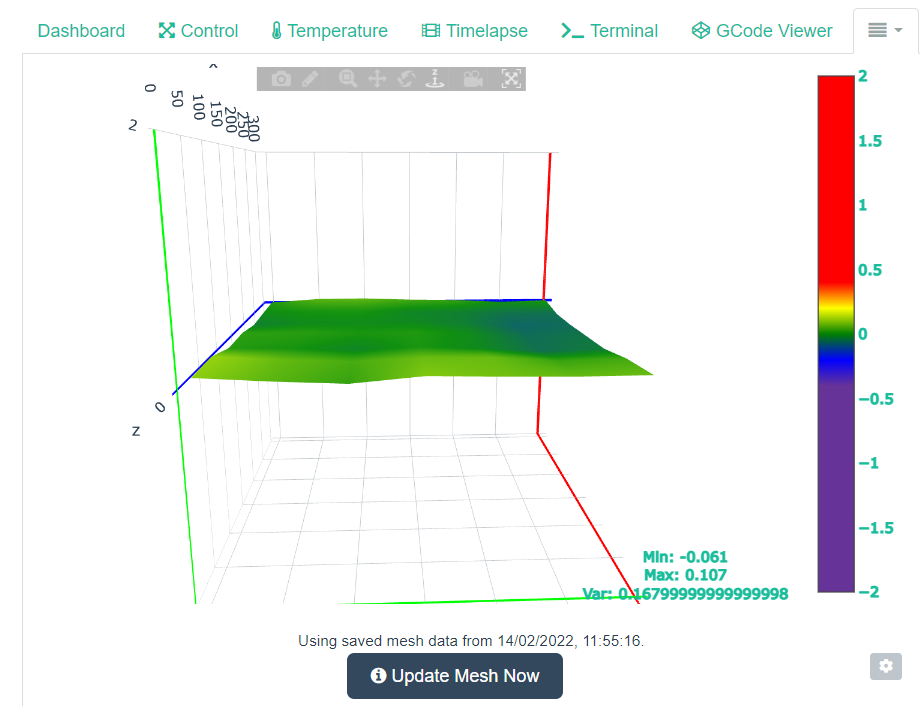
 1 point
1 point -
Tu cherches à nous embrouiller hein ? Autant avec les 4 j'avais une idée claire, maintenant avec les 2 je suis perdu1 point
-
C'est certain qu'avec cette méthode tu as de quoi finir l'hiver au chaud devant ton écran.1 point
-
Salut, J'ai eu ce problème avec l'imprimante qui ne prenait pas en compte le résultat du précédent levlling. J'ai dû écrire ce pramètre avec la lettre S : M420 S Mon levelling est manuel. Je le commande de temps en temps en allant sur le plugin Bede levelling (sous Octoprint) Voici mon fichier qui fonctionne : G90 ; mode absolu G28 ; Home M420 S ; l'imprimante active son MBL1 point
-
Je viens de flasher ma nouvelle mars 3 et c'est pareil...1 point
-
Bonsoir, Ton déclage ne vient pas du déplacement de ton capteur ?1 point
-
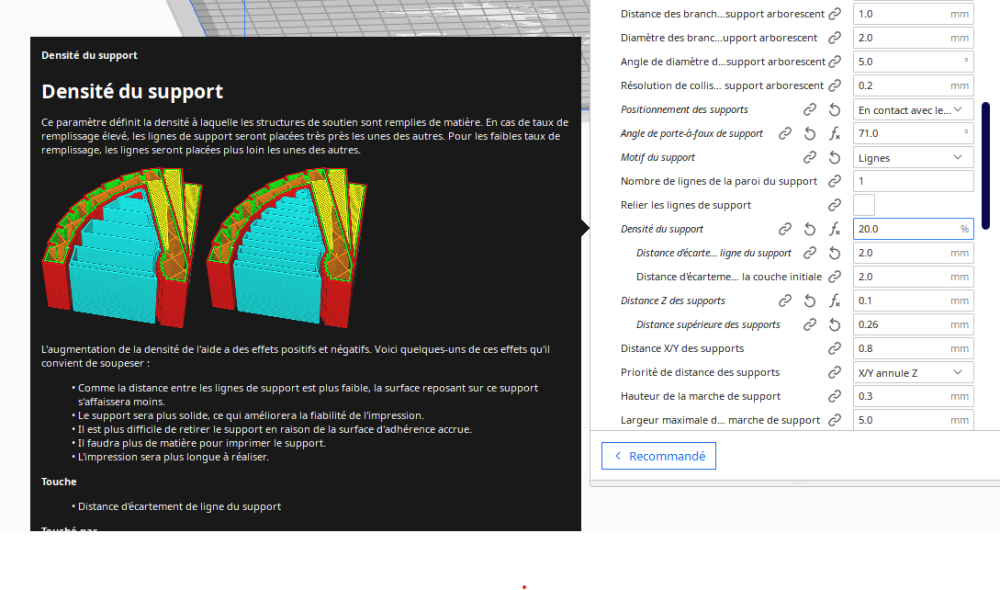
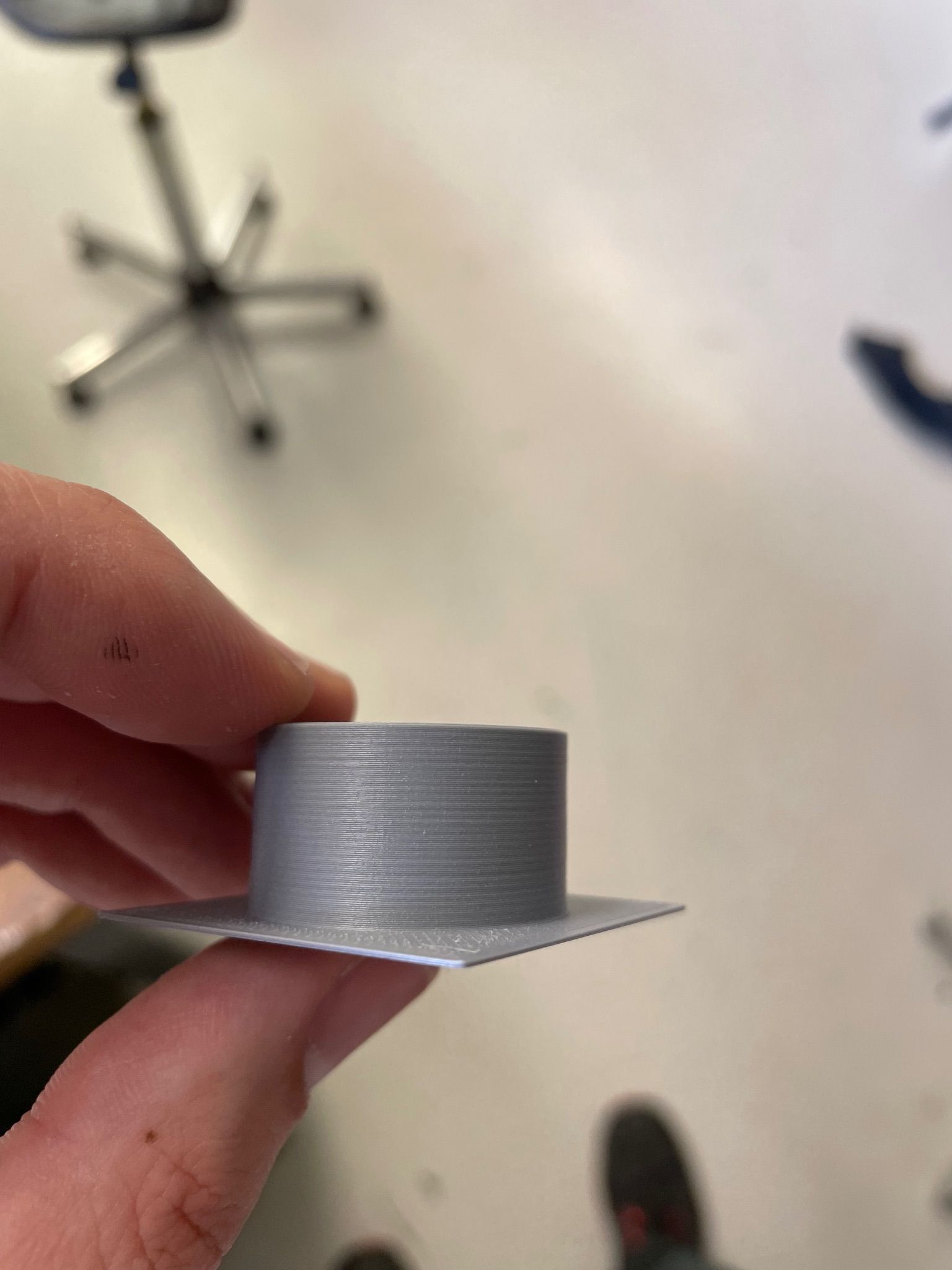
bonsoir @jerem59120 Sur Cura j'utilise la version 4.13.1. Si ce sont tes vrais paramètres Cura dans ta capture je suis étonné de voir une densité de support mise à 0%. Voilà mes paramètres ci-dessous et les explications du guide de Cura. J'ai pour un print avec un grand débord mis 20 % tu peux essayer moins. mais à 0 c'est plus que juste. Si ta densité tend vers 0, la distance entre les lignes devrait tendre vers l'infini.
 1 point
1 point -
Pour le camping en montagne, il va falloir que tu rallonges les vis.1 point
-
Salut @mich0111 Pas de soucis à utiliser Xloader qui est plus simple d'utilisation! Bien identifier le port COM dès le départ avec une vitesse de 115200 Bauds. bien sélectionner le CPU Atmega 2560 Rien de compliqué en somme c'est une opération facile il suffit de sélectionner le bon firmware dédié à la machine; seul exigences les driver TMC2208 et la détection optique de l'axe Y pour la machine TLD3. ( faire confiance à TENLOG pour le firmware) j'ai actuellement 2 TLD3 et une Hand 2 qio fonctionnent à merveille je peux tout faire avec. Voici en exemple un véhicule RC 4x4 en cours de construction en attente de pièces ! J'utilise les excellents filaments de Arianeplast du PETG et PLA bleu métallisé sur cette voiture. Ma conclusion 50% de la qualité d'impression intervient pour le choix du filament et 25% des réglages du Slicer et 25% de la machine (entretien et réglages divers et le choix d'un extrudeur BMG, TITAN et full métal pour le Heatbreack indispensable pour les filaments techniques (ABS, ASA, AF80, PCBLEND, PETG carbone etc...) Il est indispensable d'utiliser un Heatbreack en Full métal pour les filaments techniques températures d'extrusion > à 260° le tube PTFE n'aime pas. En exemple un filament PCblend 275° et le bed à 110° c'est assez technique à imprimer le polycarbonate Bon courage rien de compliqué l'impression 3D il faut juste de la pratique et se poser les questions essentielles ma méthode c'est le POC Pourquoi OU et Comment règle un défaut constaté. La réponse vient rapidement après analyse. a+ vidéo pour l'écran et Firmware voici la vidéo firmware
 1 point
1 point -
Pourquoi faire? Simple le firmware d'origine de l'anet A8 est un vieux Repetier bridé et "piraté" (anet n'a pas respecté les licences), le remplacer par un Marlin récent ajoute de nombreuses fonctions utiles, dont la protection contre les emballements thermiques (diminue fortement les risques de voire la machine prendre feu) qui est désactivée dans le firmware d'origine. Par contre je déconseille fortement Marlin 2.0 qui est optimisé pour les cartes 32 bits (la carte anet est une 8 bits) et qui sature très rapidement la mémoire flash de la carte (elle est construite autour de la version bridée du microcontroleur utilisé dans les cartes ramps et n'a que la moitié de la mémoire flash de ces cartes). Il vaut mieux utiliser la toute dernière version de Marlin 1 (la 1.1.19.1) car elle est optimisée pour les cartes 8 bits et prend moins de place en mémoire flash.1 point
-
Dans le sud, il est recommandé de ne pas boire que l'eau plate, avec la tapenade et la fougasse, tranchée avec un couteau super aiguisé.1 point
-
Peut-être que la très forte pression exercée durant ce mois l'a usé aussi . Mais apparemment le problème venait bien de l'extrudeur donc maintenant t'es au chef a ce niveau1 point
-
Le plateau de la Creator 3 passe dans la 4 Max pro bon ça dépasse de partout et faut le rentrer de côté et le faire pivoté à 90 pour le mettre en place.... mais j'avais de l'ASA à imprimer et pas envie de retenter sur les PEI, ni envie de remettre un ultrabase juste pour une petite impression donc j'ai emprunté le bed de la Creator...
 1 point
1 point -
J'aime bien cette photo :
 1 point
1 point




















.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)