Classement


Contenu populaire
Contenu avec la plus haute réputation dans 19/03/2022 Dans tous les contenus
-
Oui, Je sors ....
 4 points
4 points -
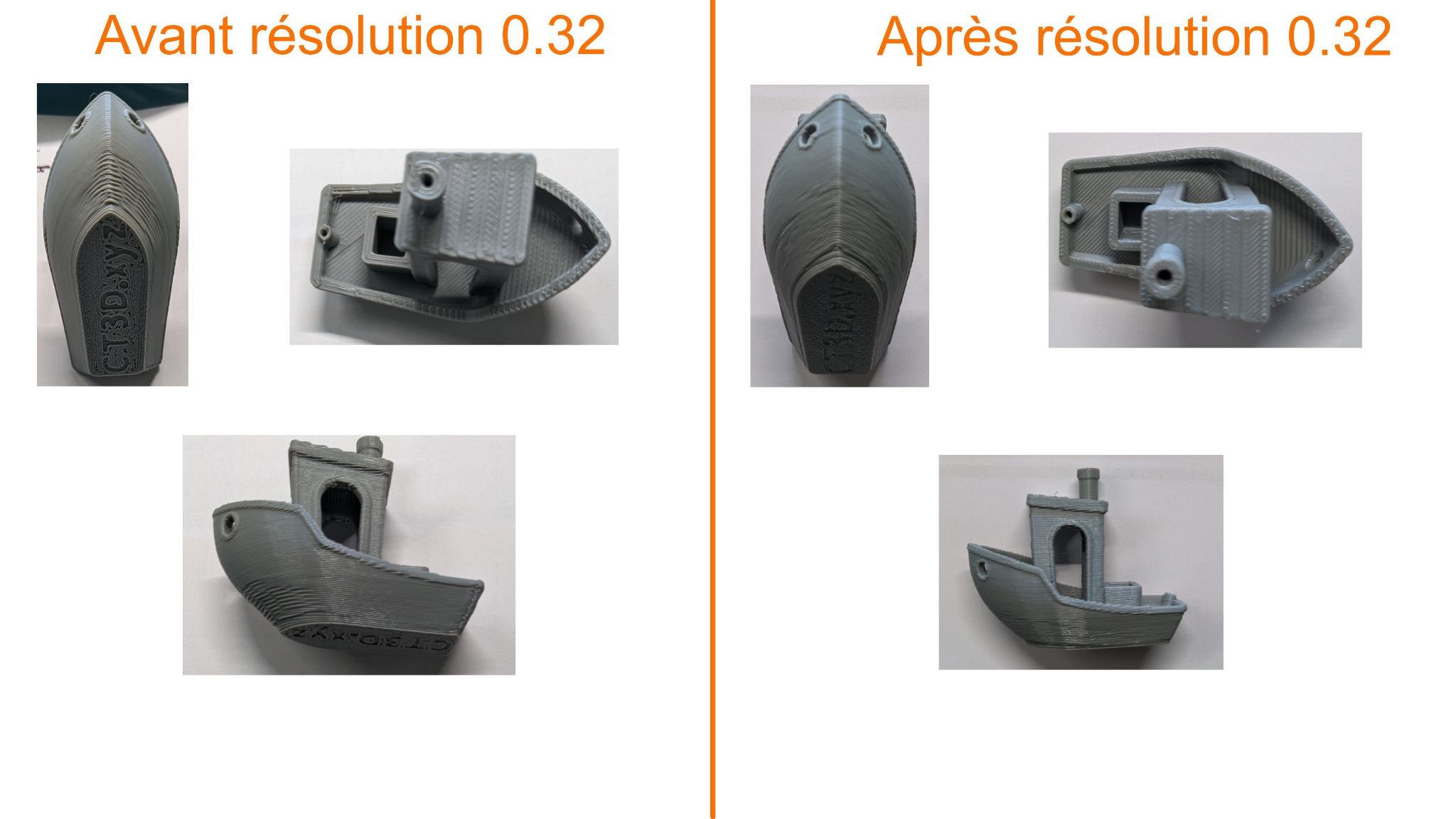
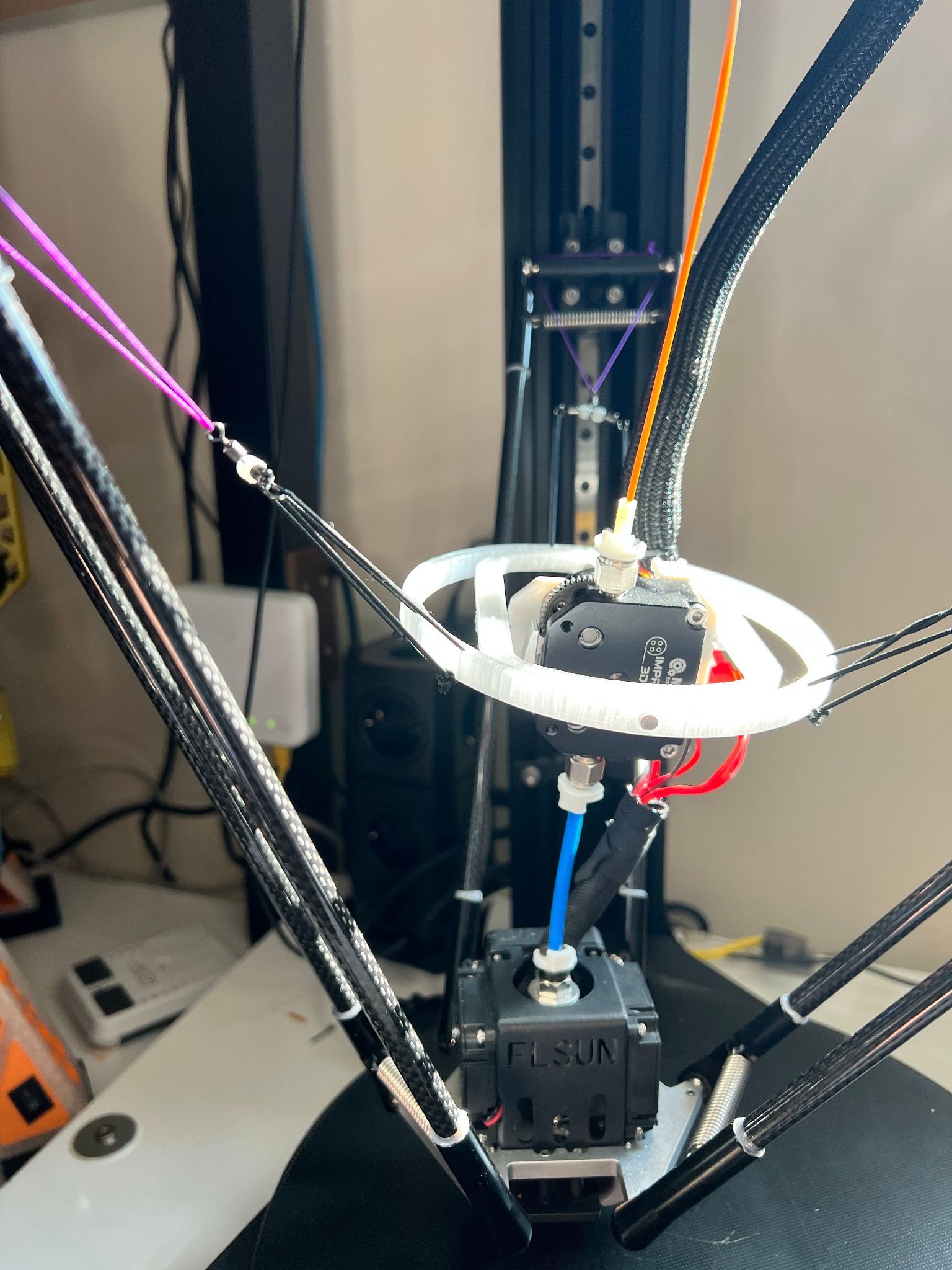
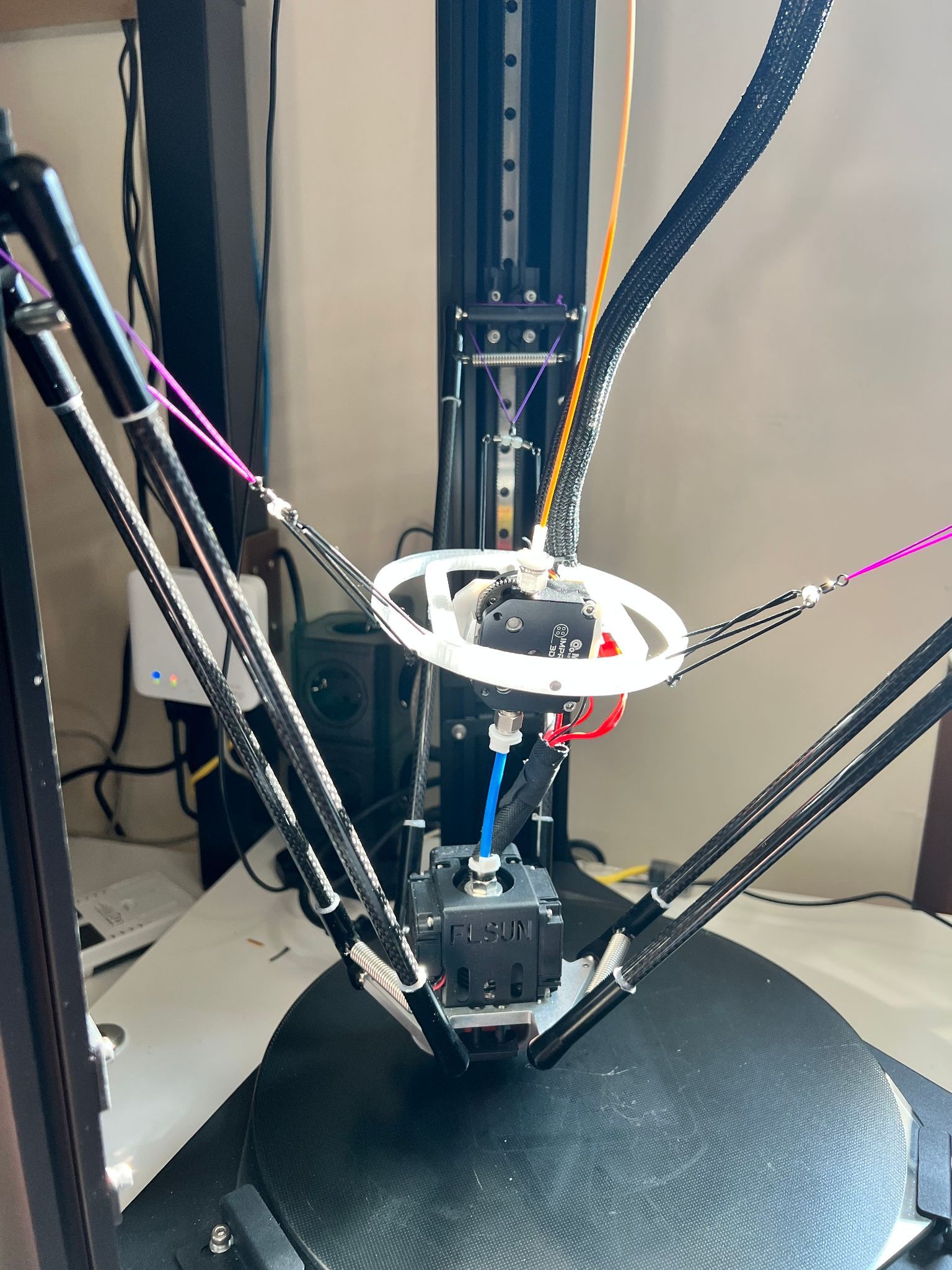
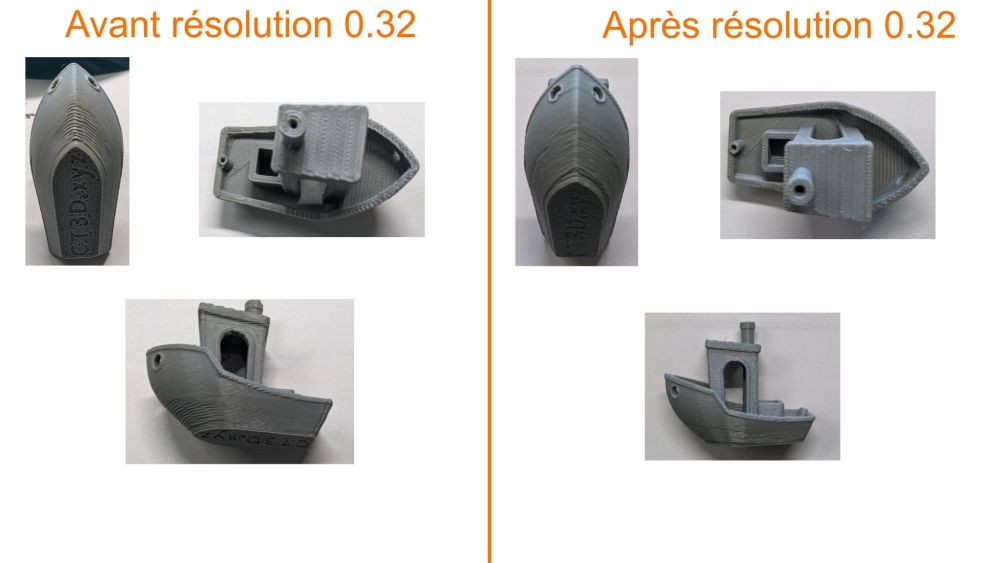
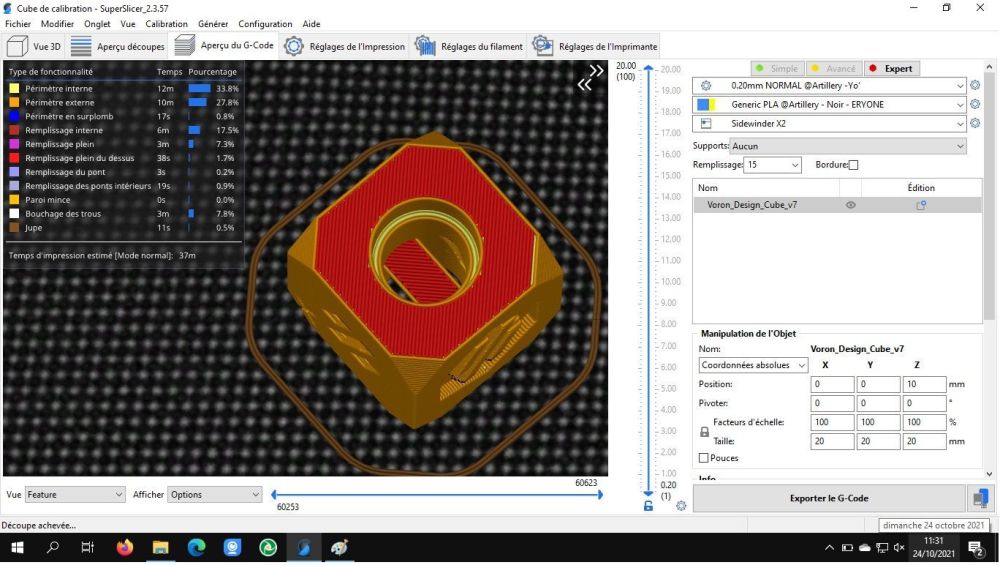
Alors ici je vais vous faire un retour de tout ce que j'ai fait depuis le début de cette imprimante et comment la calibrer (avec certain élément a changé sinon c'est pas terrible). Je fais cela car j'ai faillis revendre cette machine est sans l'aide de @Foxies je l'aurais fais. Je retrace ici tout ce qu'il faut faire pour avoir la machine qui fonctionne le mieux. Je vais complété le poste au fur est a mesure (car cela prends du temps). Avec @stephane Breakinon va essayer de sortir un Wiki pour regrouper tout ce que l'on peut avoir besoin sur cette machine. En attendant le plus gros sera dans ce topic et voir le topic Tout sur la FLSUN Super Racer SR 1) Matériel : 1.1) Mon Matériel Flsun SR équipe d'une carte mère MKS Robin nano V3 (attention certain auront peut être la Btt-SKR13) Lit PEI Texturé et lisse avec base (https://fr.aliexpress.com/item/1005003198020145.html?gatewayAdapt=glo2fra&spm=a2g0o.order_list.0.0.21ef5e5bL0cOOd) Bondtech LGX lite avec moteur (https://www.bondtech.se/product/lgx-lite-extruder-custom/) Heatbreak bi-metal (Heatbreak Bimétallique) bloc chauffant Volcano Trianglelab (https://fr.aliexpress.com/item/32918342986.html?gatewayAdapt=glo2fra&spm=a2g0o.order_list.0.0.21ef5e5bL0cOOd) Ecran TFT BTT70 (https://www.biqu.equipment/products/btt-tft43-v3-0-tft50-v3-0-tft70-v3-0-display-touch-screen-two-working-modes?variant=31754638557282) ou MKS TS35-R (https://fr.aliexpress.com/item/1005001446396197.html?gatewayAdapt=glo2fra&spm=a2g0o.order_list.0.0.21ef5e5bckw6c4) Rail lineaire en 550 (https://fr.aliexpress.com/item/1005001321501018.html?gatewayAdapt=glo2fra&spm=a2g0o.order_list.0.0.21ef5e5bckw6c4) (coulisse bien mieux que ceux d'origine voir Problème rail linéaire) Changement de l'alimentation d'origine par MEAN WELL LRS-350, 24V (https://fr.aliexpress.com/item/1005002054981187.html?gatewayAdapt=glo2fra&spm=a2g0o.order_list.0.0.21ef5e5bi97cvc ) changement ventilateur refroidissement pièce par 2 blower en 5015 24V Ball (https://fr.aliexpress.com/item/4001086807754.html?gatewayAdapt=glo2fra&spm=a2g0o.order_detail.0.0.154b7d565LNyyG) Changement ventilateur bloc chauffas par 4010 24V Dual Ball (https://fr.aliexpress.com/item/1005003474807144.html?gatewayAdapt=glo2fra&spm=a2g0o.order_detail.0.0.154b7d565LNyyG) 1.2) Le minimum à remplacer Alors comme vous pouvez le voir il y a un coup sur ce que j'ai rajouté. Je conseil de faire l'achat de 4 chose Le Heatbreak bi-metal, depuis que je l'ai je n'ai plus de bourrage dans le heatbreak le bloc chauffant Volcano (Trianglelab ou autre) car le bloc fournis est vraiment mauvais par sa taille et ça qualité. Un Lit en PEI (plus facile pour l'adhérence et amélioration dans le temps Un Ecran pour remplacé l'écran d'origine qui hélas est très capricieux et pose problème des que l'on utilise des firmeware de la communauté (je recommande le petit MKS TS35-R) Le reste de mes achats sont du bonus. 1.3) Les pieces que j'ai imprimé ou vais imprimer Alors je ne vais pas lister tout les pièces possible je vais juste vous mettre les pièces que j'ai fait pour mon imprimante (la plus part sont déjà évoqué dans le topic Tout sur la FLSUN Super Racer SR Support de maintenance de la tête d'impression par @jmarie3D Pied pour une meilleurs ventillation Passe-câbles Fan Ducts Fonctionne avec le palpeur. Bondtech LGX Lite Support (version de @Guilouz modifié par moi) Support capteur de fin filament par @Guilouz Guide Cable pour éviter les frottements par @Guilouz Dérouleur bobine (encore en cours de conception chez moi j'ai une version mais elle ne me convient pas encore) Boitier Ecran BTT TFT 70 Boitier Ecran MKS TS35-R (j'attends que @Foxies le publie officiellement) Voila pour aujourd'hui je ferais la suite plus tard 2) Firmeware X) Exemple de résultat d'amélioration. une fois le calibration fini vous devrai voir une vrai différence voici mes résultat avant après pour du PLA de la marque ERYONE en 0,2 et 0,32. 0,20 a été imprimé en 1h08 0,32 à été imprimé en 43min

 3 points
3 points -
Allez moi je mise sur un paquet: - bed sale y'a pleins de résidus (nettoyage a chaque print alcool isopropylique et nettoyage en profondeur liquide vaisselle + eau tiède et on rince bien et ne jamasi mettre les doigts dessus. - refaire le réglage buse/bed - réduire la vitesse de la première couche 20mm/s c'est bien pour la 1ère - température d'impression ? ton PLA donne l'impression d'être assez fluide2 points
-
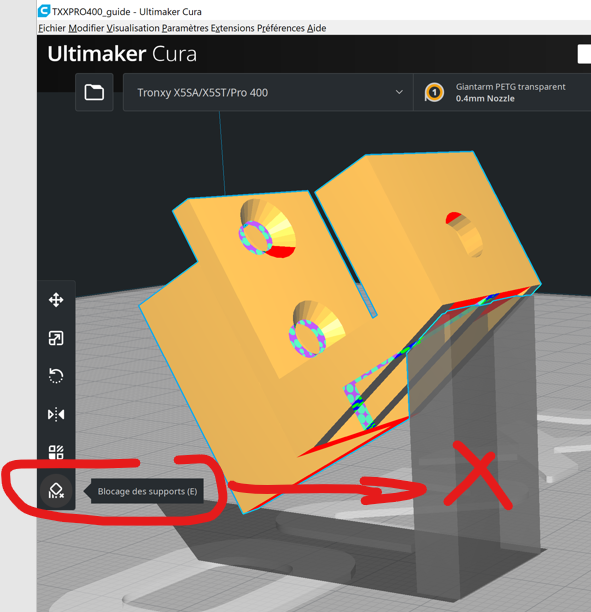
Hello, +1 avec mes petits camarades. Sinon de base tu peux rajouter un support:
 2 points
2 points -
Hello, je pencherai pour un fuite au niveau du bloc de chauffe. Si tout et bien vissé, le bloc ne devrai pas pouvoir pivoter. Il faut demonter le heat break, vérifier le tube ptfe, tout nettoyer et bien remonter. Tu dois pouvoir suivre la titi's procédure.2 points
-
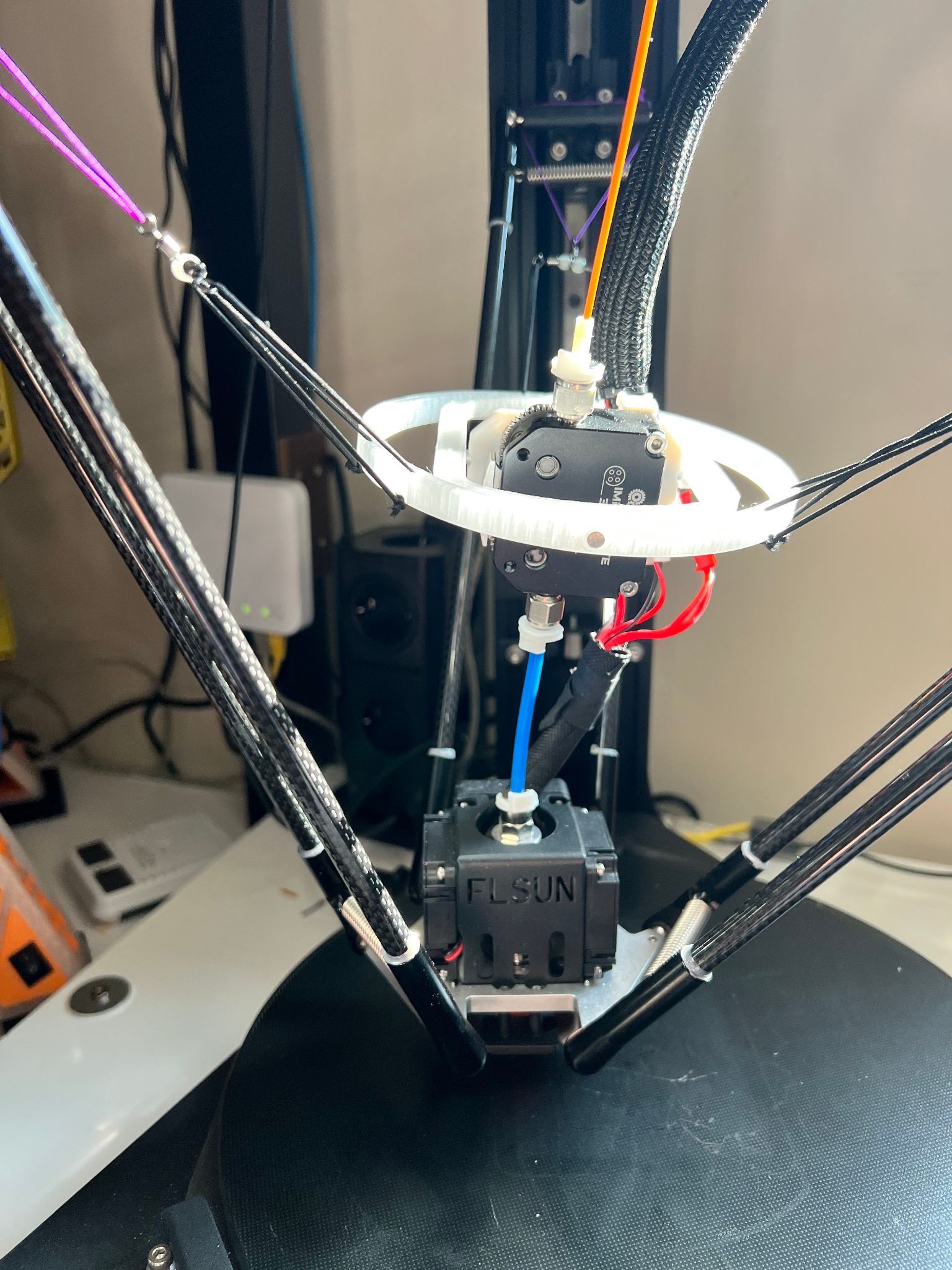
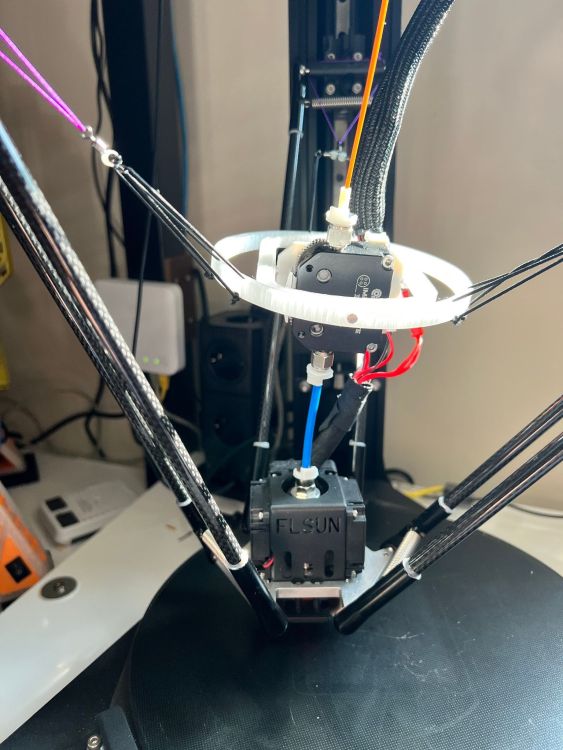
Super à moi J'ai la meme base que P_tite_tete cependant j'ai fait des choix differents: 1) Je n'ai pas pris le bondtech qui à l'epoque de mon achat (janvier 22) etait totalement indisponible et que je trouvai trop cher..., J"ai donc pris le OMG V2s avec son moteur NEMA 14 L omg: aliexpress le moteur ali et le moteur Je ne suis pas parti en Direct Drive mais en Flightruder (modele de @julmar pour les pieces, voici ce que j'ai imprimé (toujours de @julmar flightXtruder 2) J'ai aussi changé le heat break pour un bi-metal 3)ainsi que le Heater et la buse pour du volcano (trianglab) 4) en ce qui concerne le Support de filament, j'ai utilisé le modèle à plat voir poste "tout sur la flsun SR" qui est excellent gain de place (en hauteur et tres pratique) J'ai un ecran TFT qui doit arriver de chez ALIExpress, 5) Comme j'utlise le Fightruder j'ai percé le top de l'imprimante pour passer le filament en plein centre 6) J'ai changé les rails pour des rails acheté sur Amazon (j'ai posté à ce sujet) 7)Par contre des J'ai toujours de Gros problemes de fiabilité (d'un démarrage à l'autre le bed levelling n'est plus le meme) je perds en moyenne 0.10 Pire Mon G33 P5 V3 n'est pas fiable du tout @foxies je passe de 0.009 à 0.018 ou pire sans aucune explication (à mon niveau), je passe d'un print qui warp de tout les cotés à un print qui est impossible a décoller meme 4heures plus tard Pour moi cette imprimante est une DIVA MIGRAINEUSE 8 ) Je peux imprimer parfaitement comme faire des spaghetti sans raison comprehensible sans changement dans le slicer .... comme cela: print d'il ya 30 minutes
 2 points
2 points -
Un frimeware, c'est comme un firmware mais pour "se la pêter" ?2 points
-
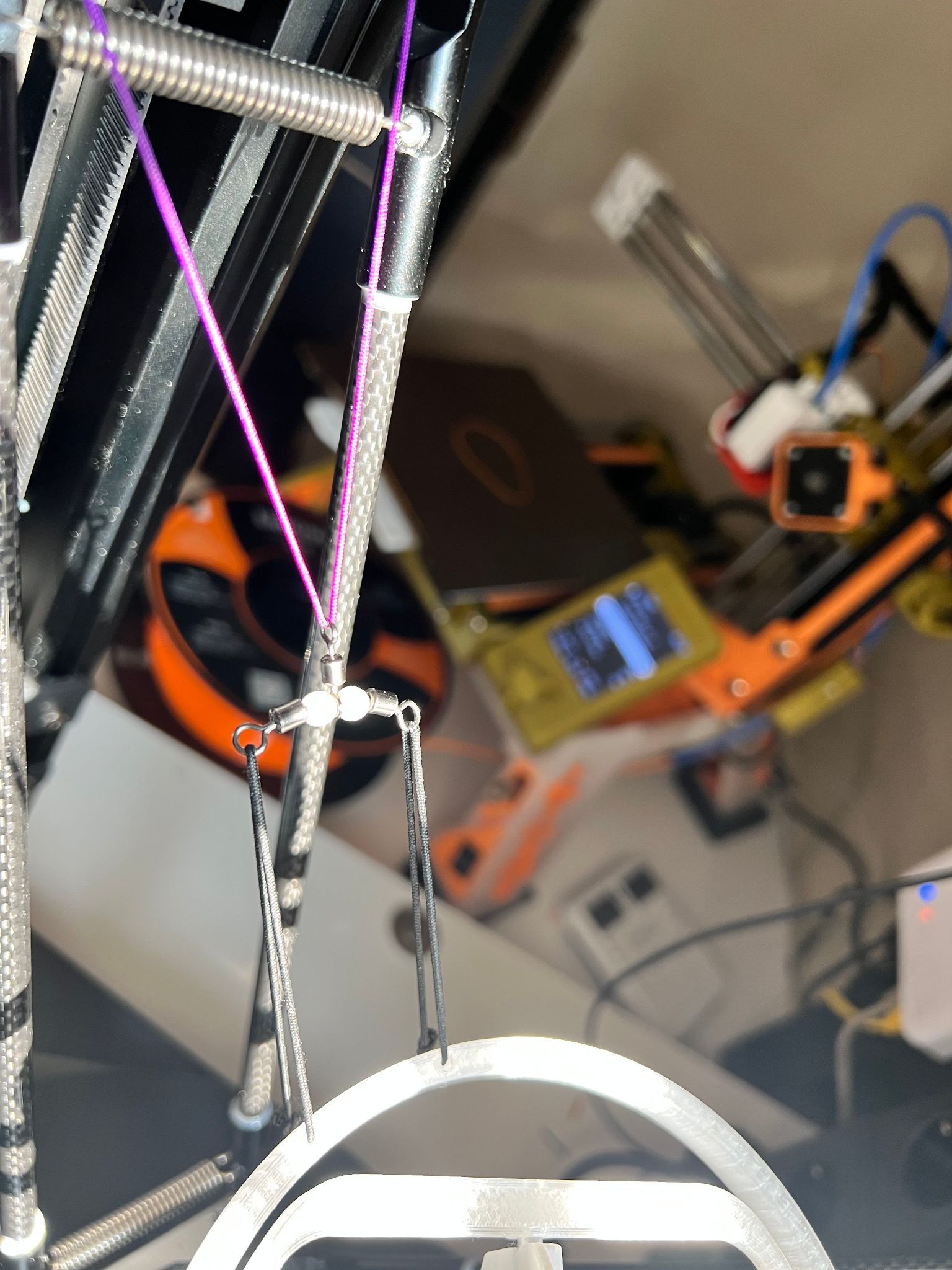
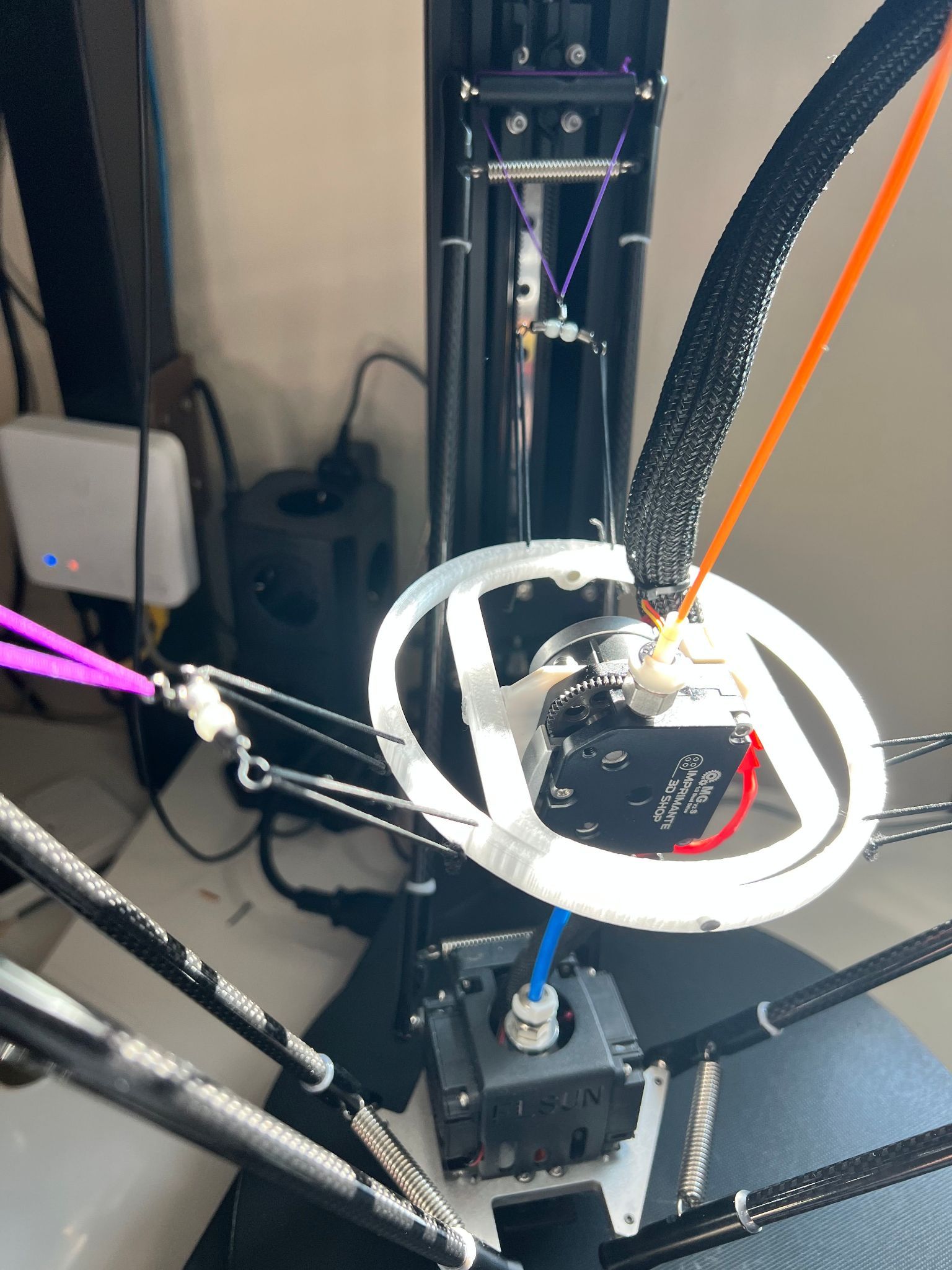
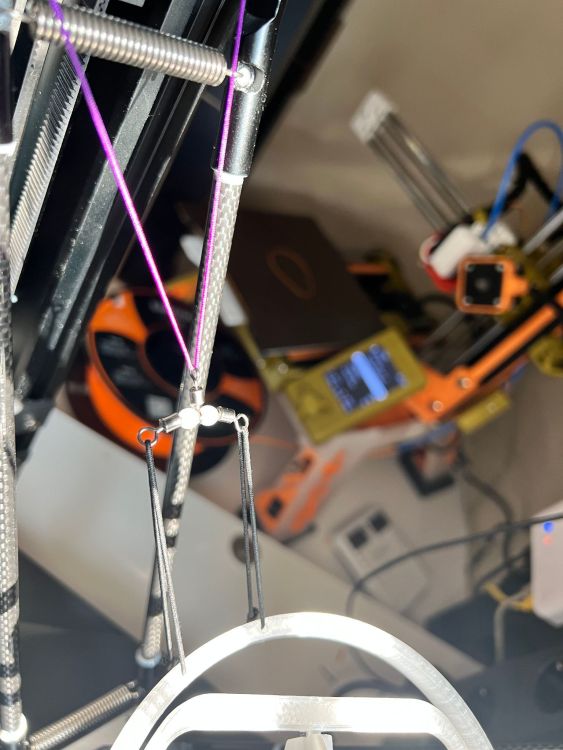
oui elles ne s'inserent pas droite alors que sur mon ecran elles le sont alors emerillons de peche fluorescent (les ptites boules) resistance 10 kg fils violet non elastique (pourtant j'etais sur de l'avoir commander en élastique, cette siuation ou tu te retrouves avec 100 metres de fils non elastique en a fait rire quelque' uns) fils elastique noir pour la partie basse le tout hyper tendu si vous voulez les liens pour les émerillons dites moi Quelqu'un connait un moyen sur le forum @julmar @Foxies@Motard Geek ?? Voila c'est droit merci @julmar

 2 points
2 points -
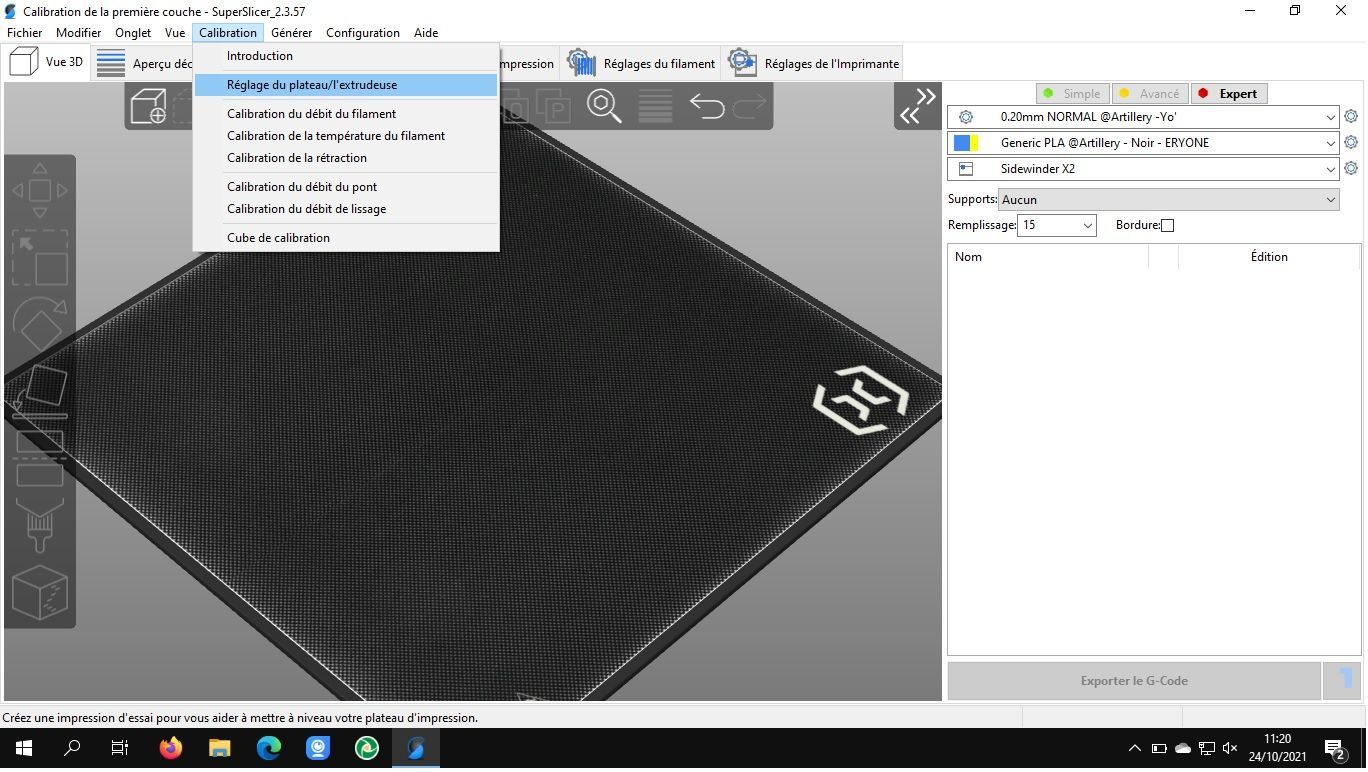
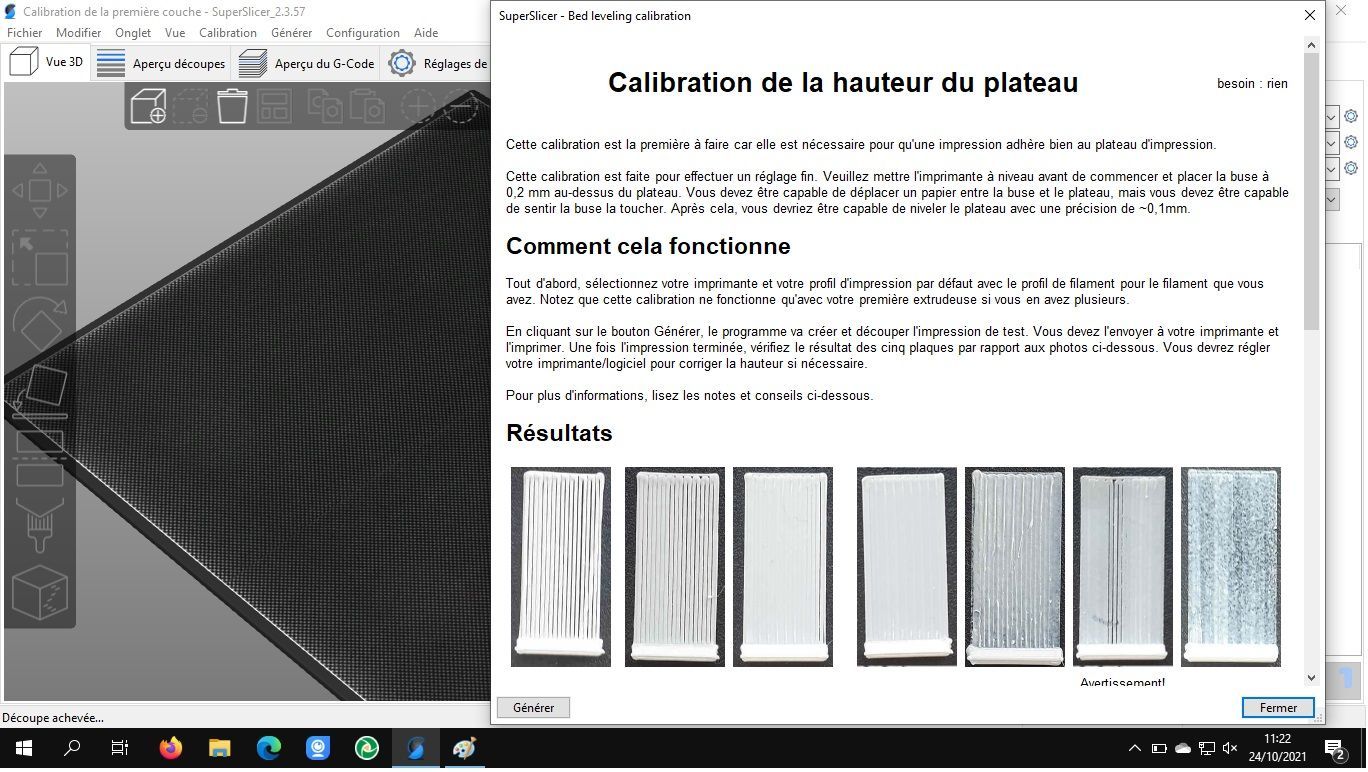
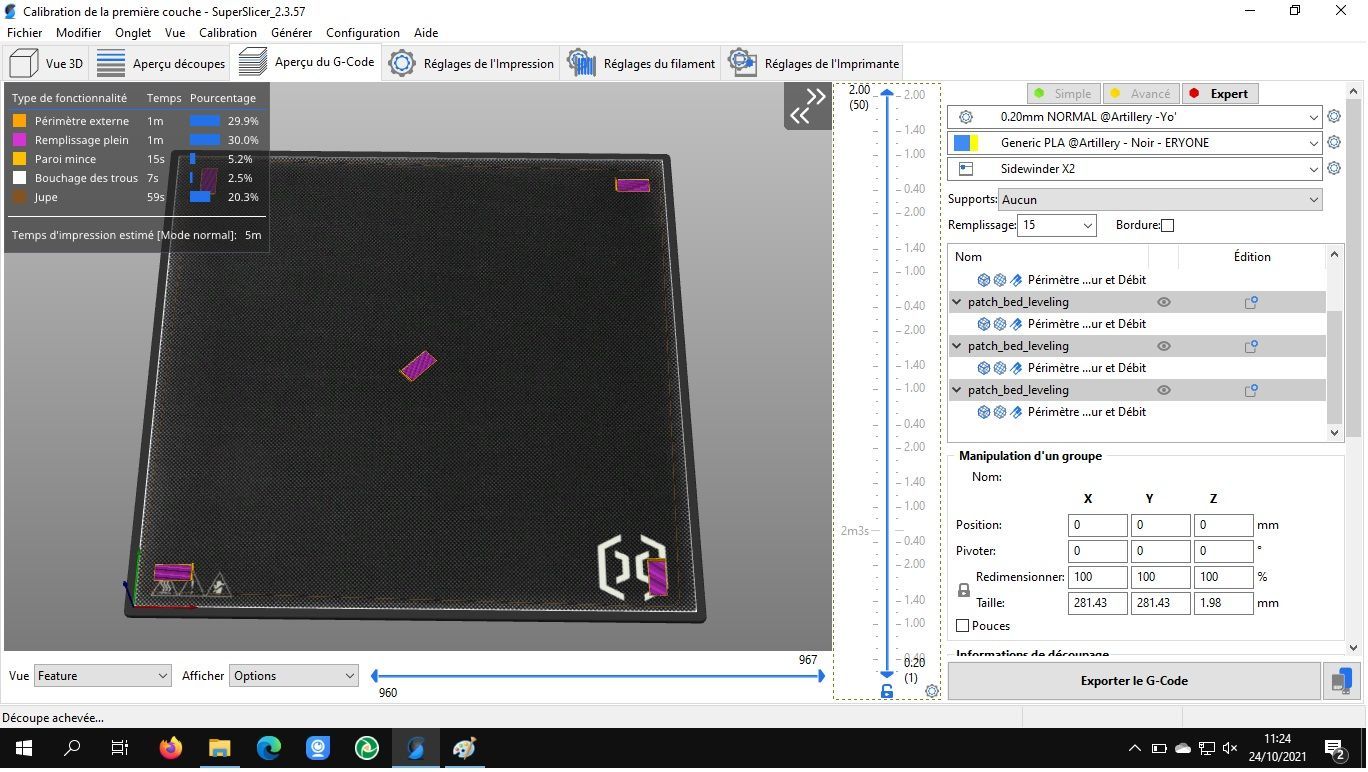
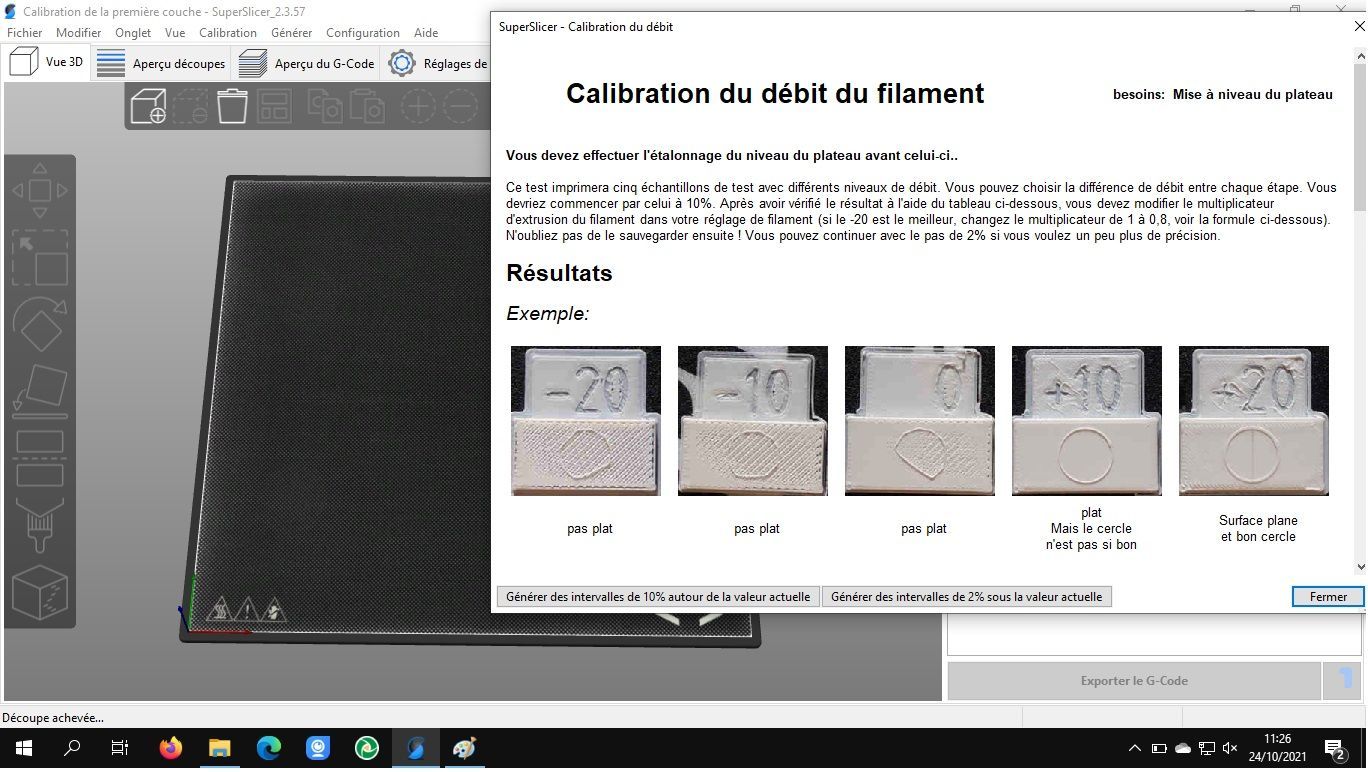
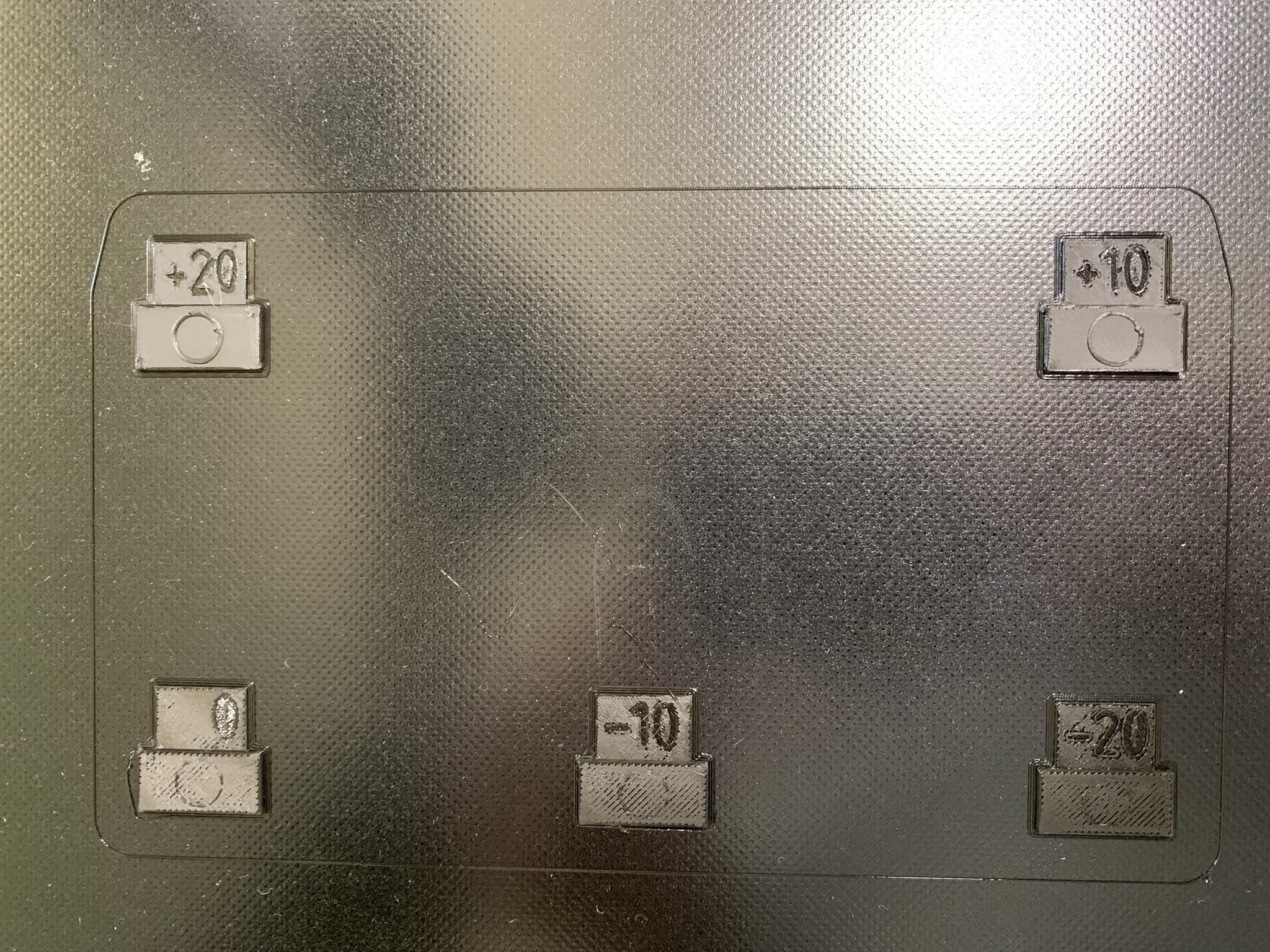
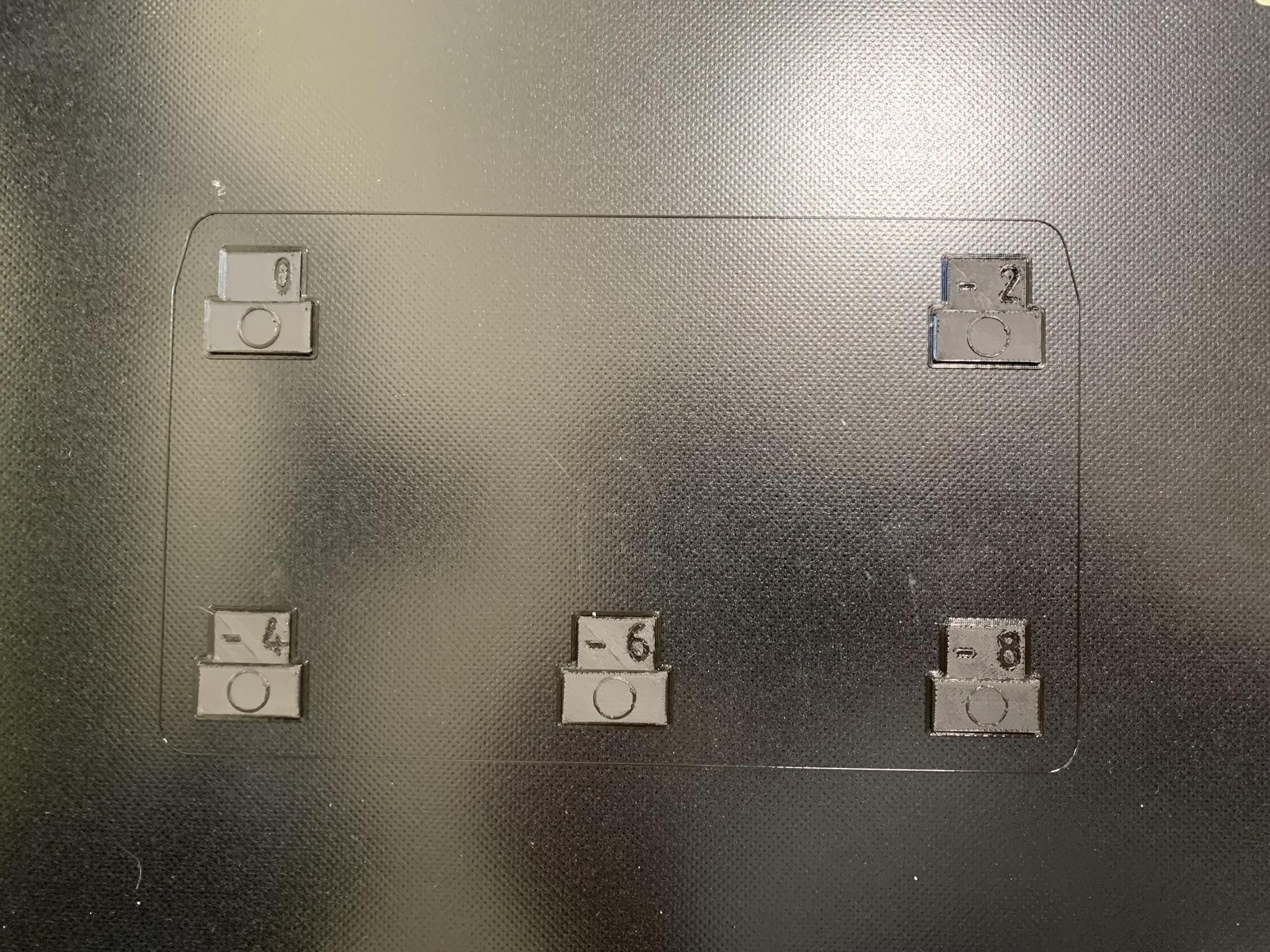
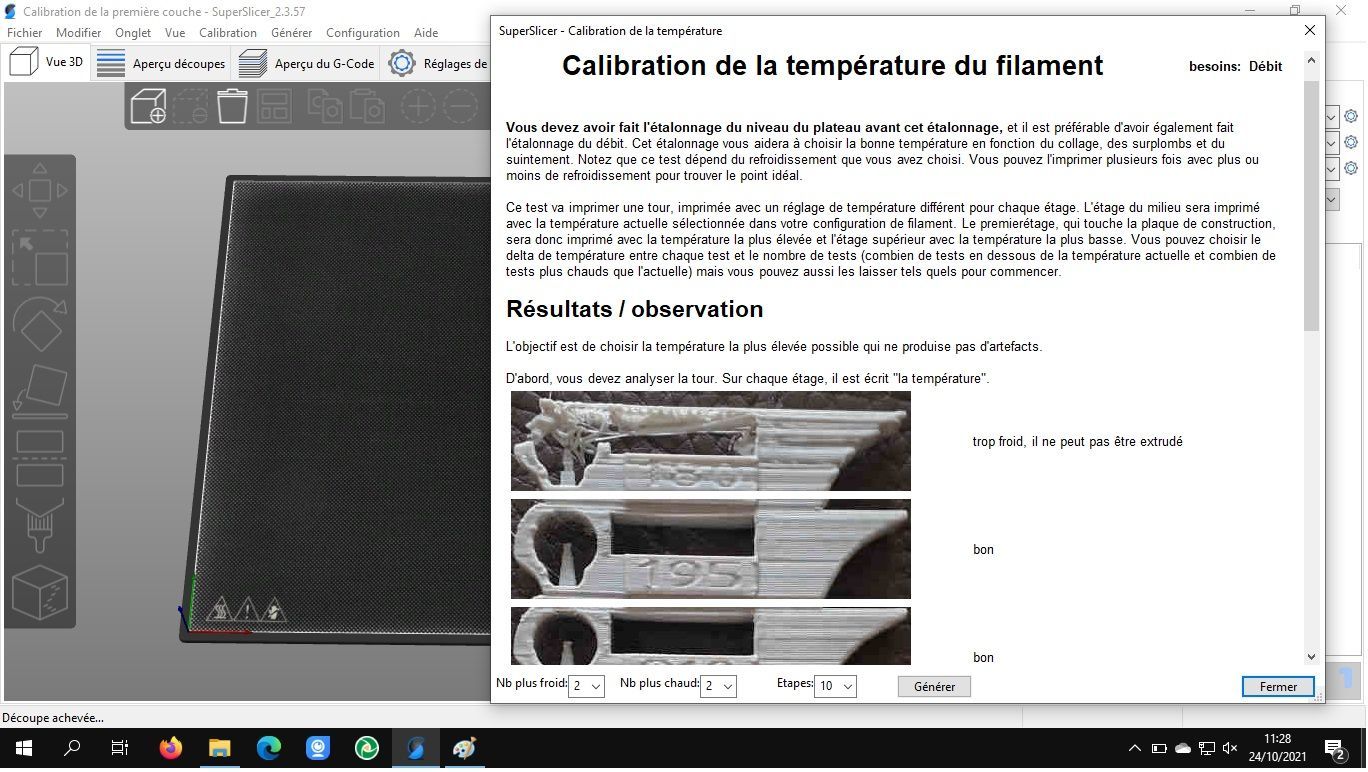
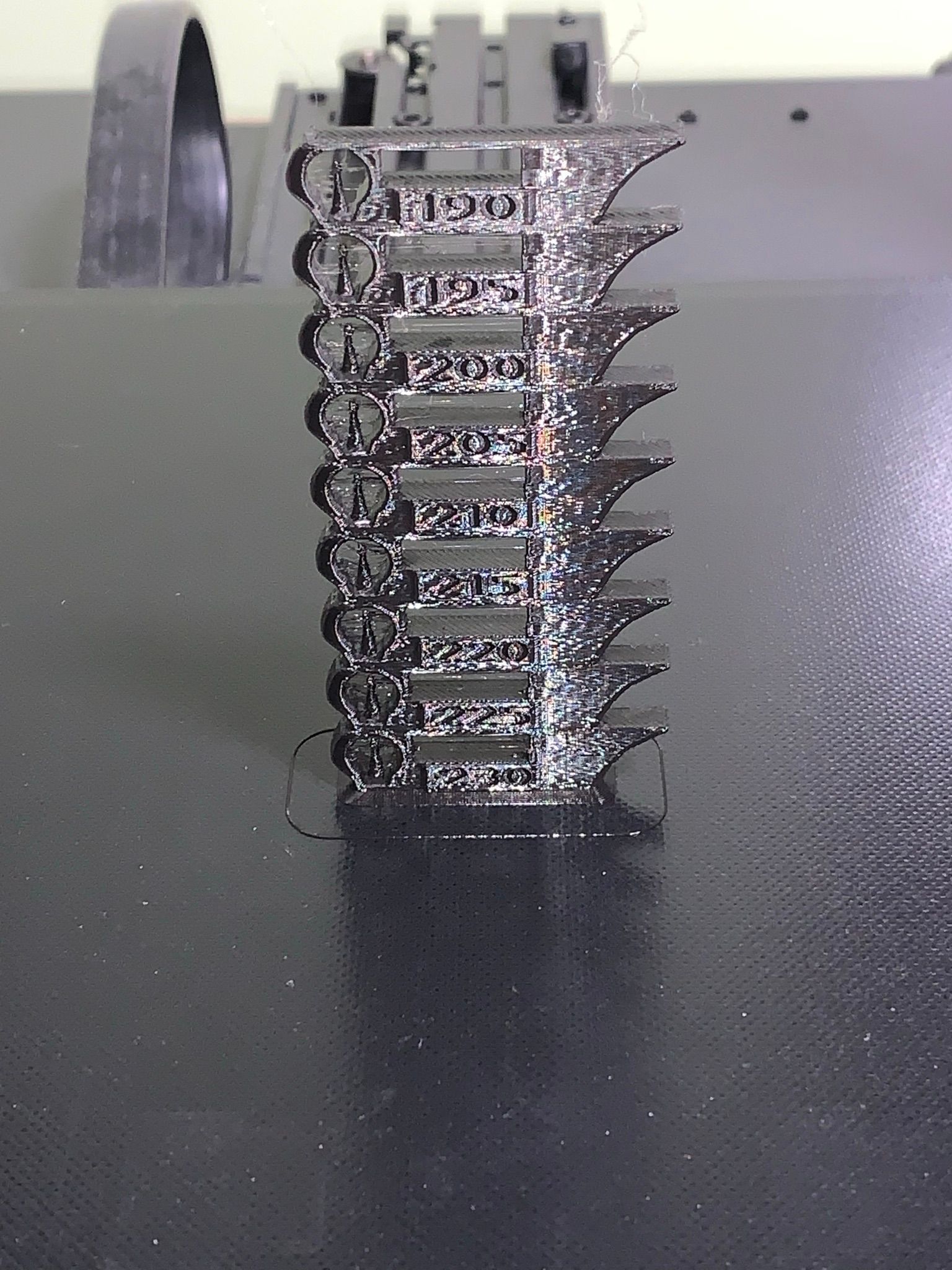
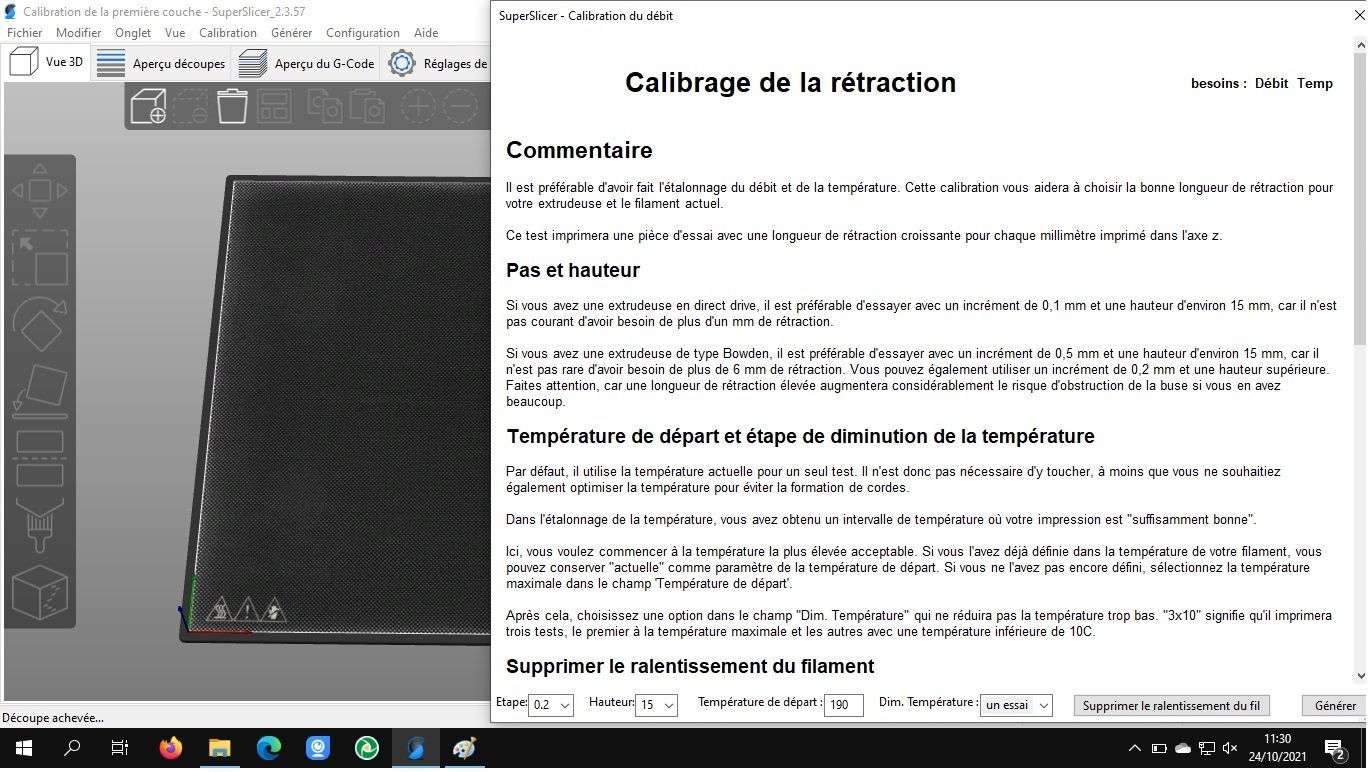
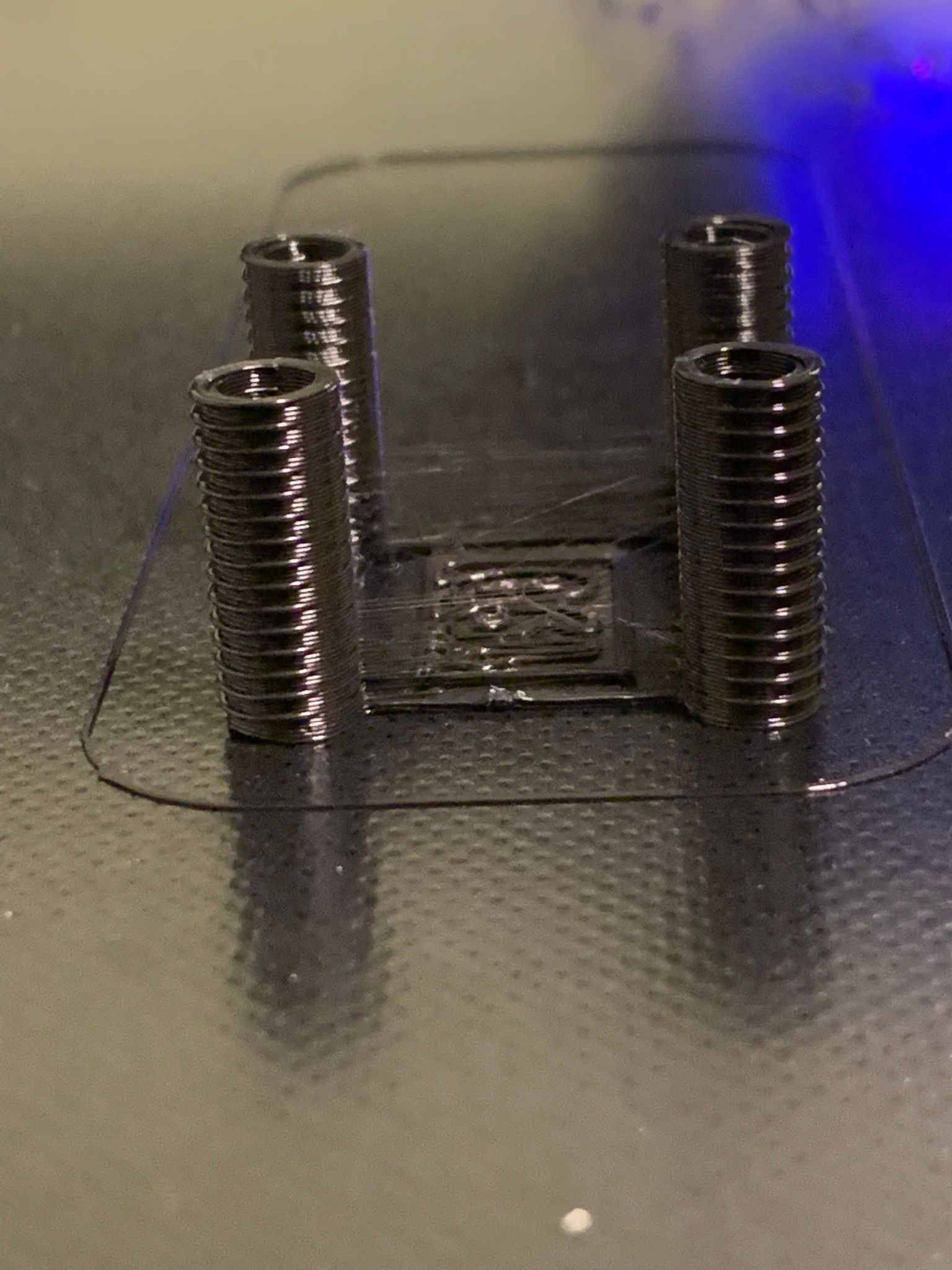
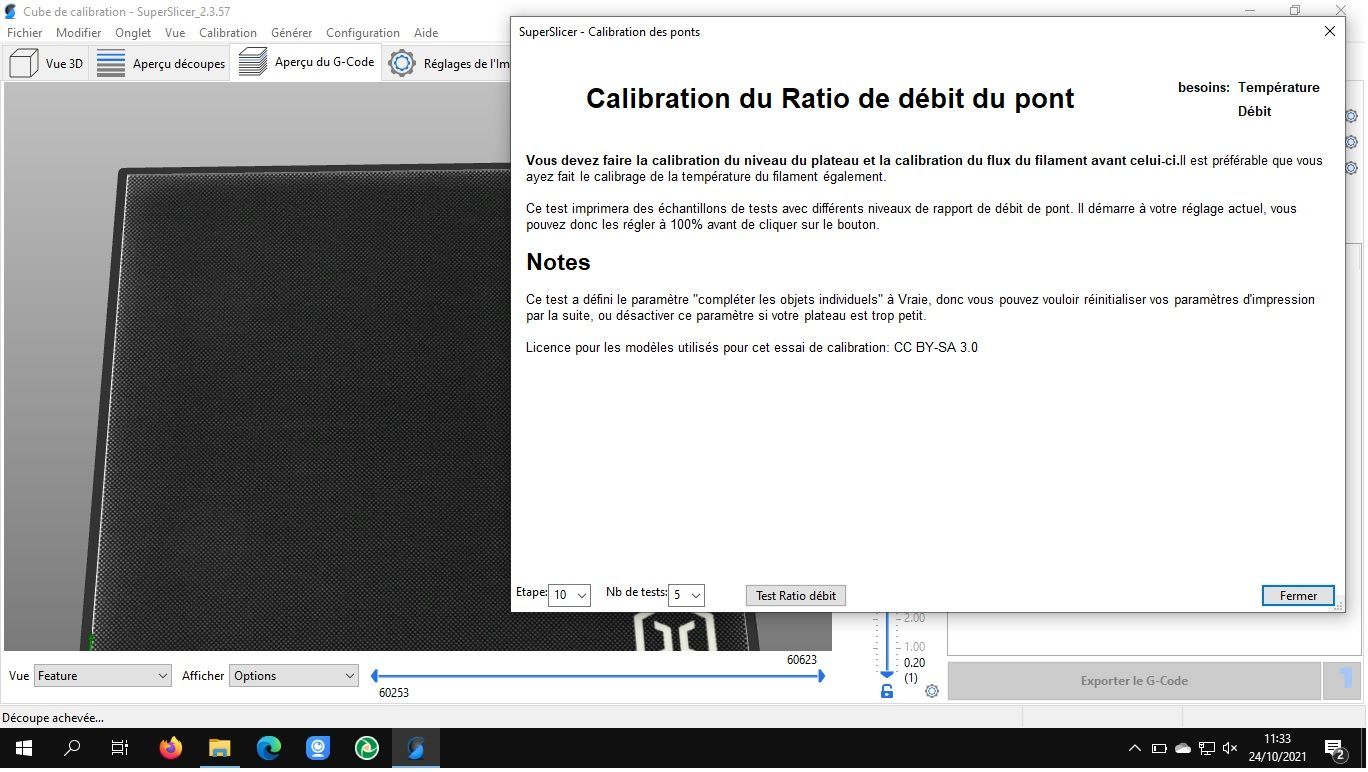
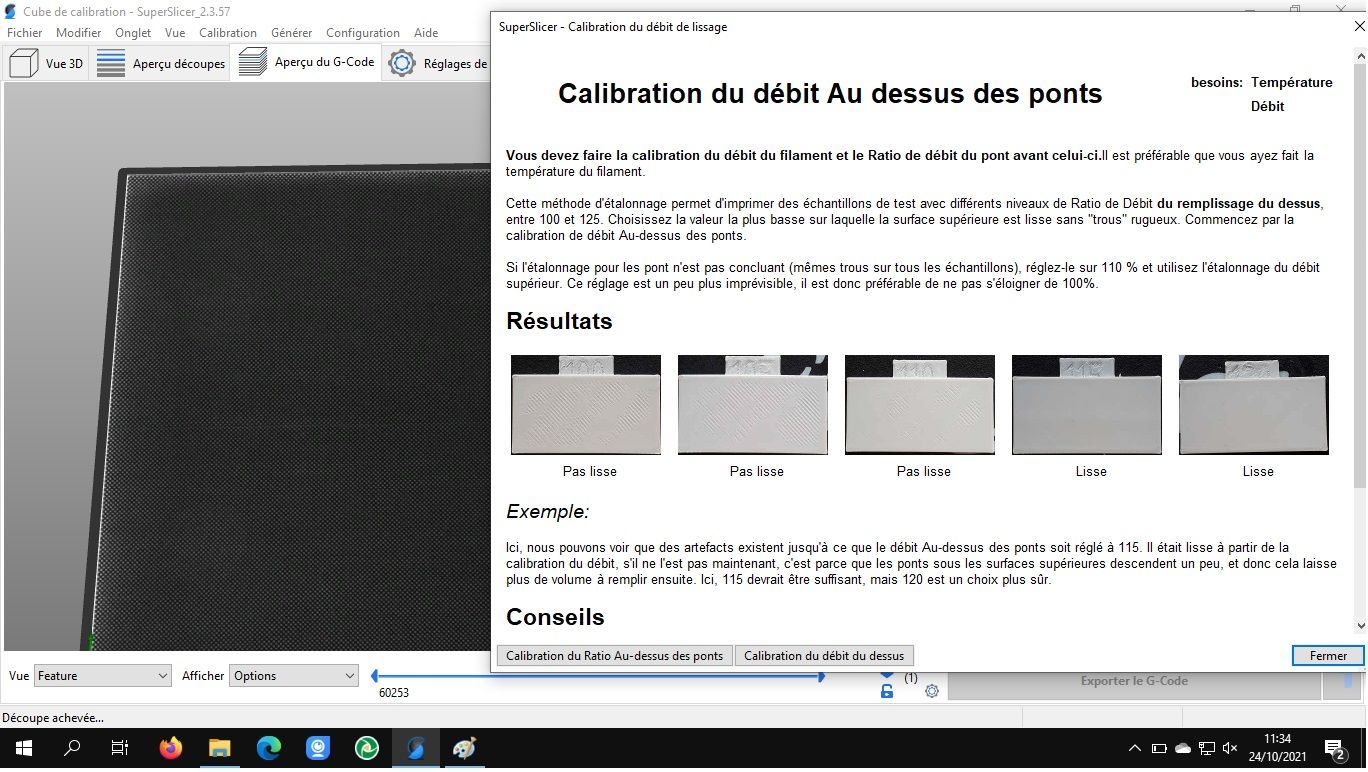
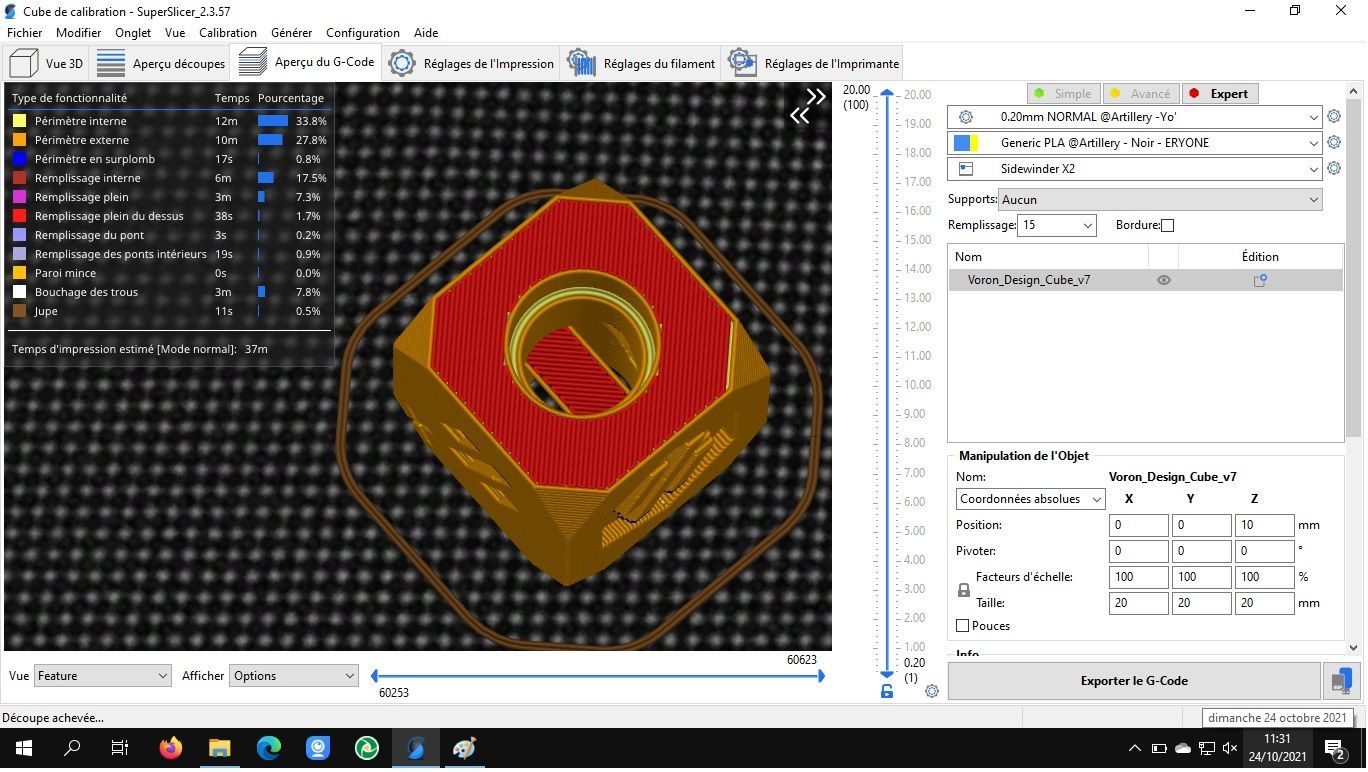
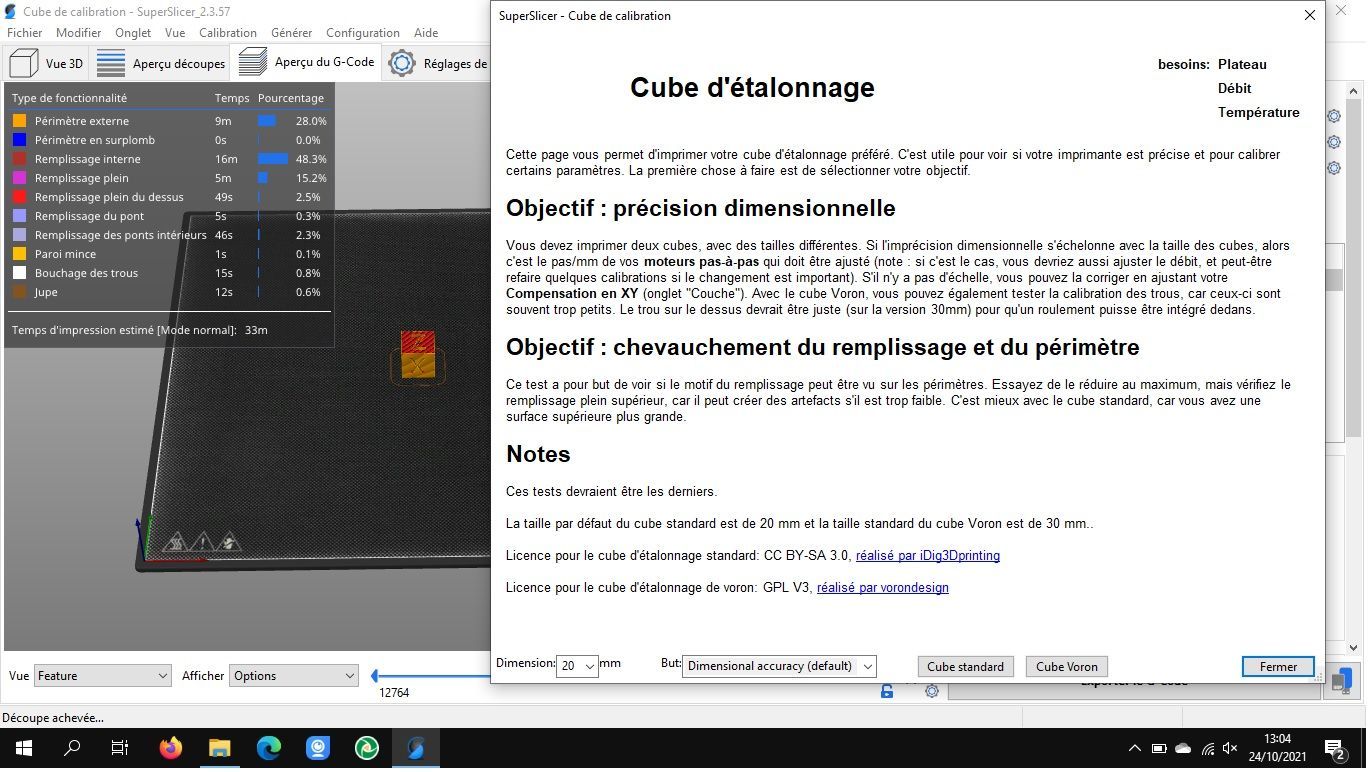
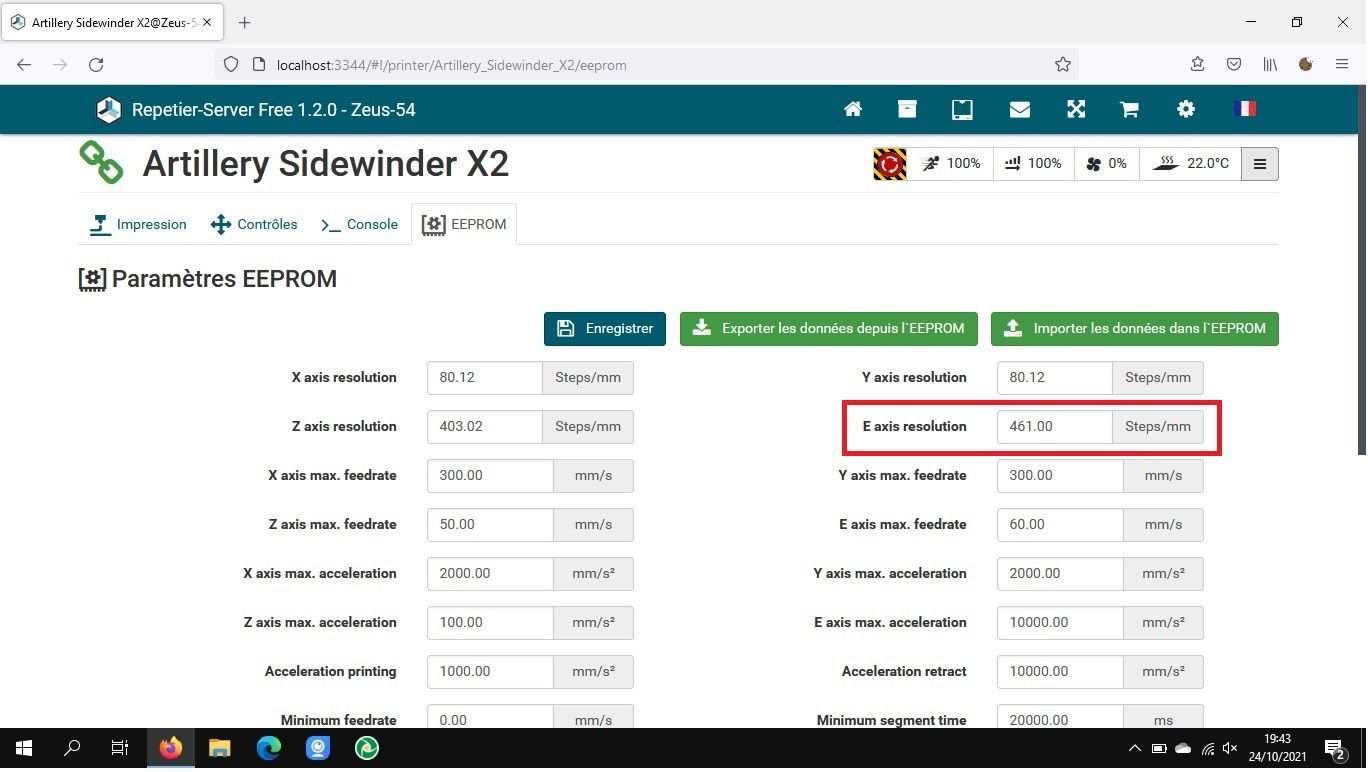
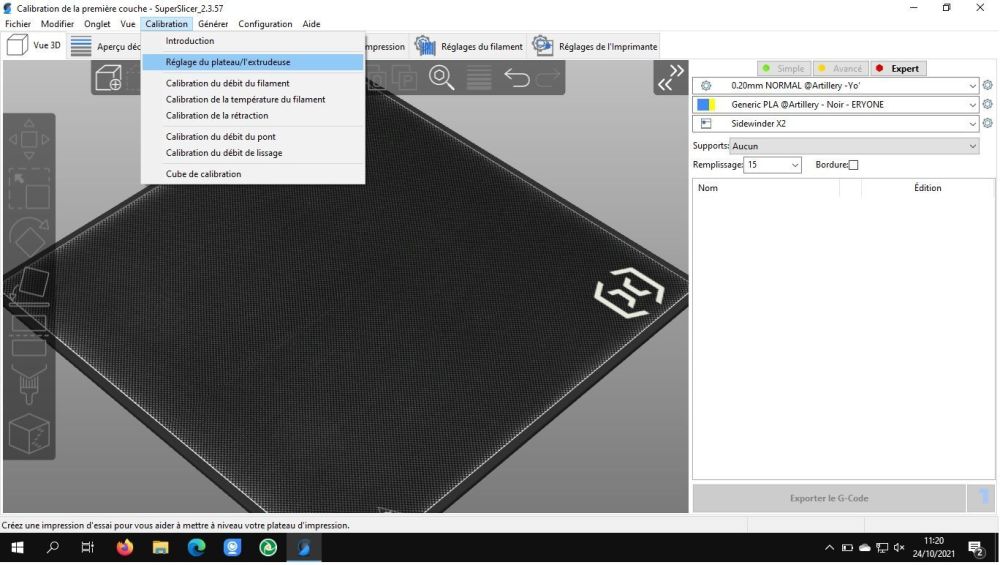
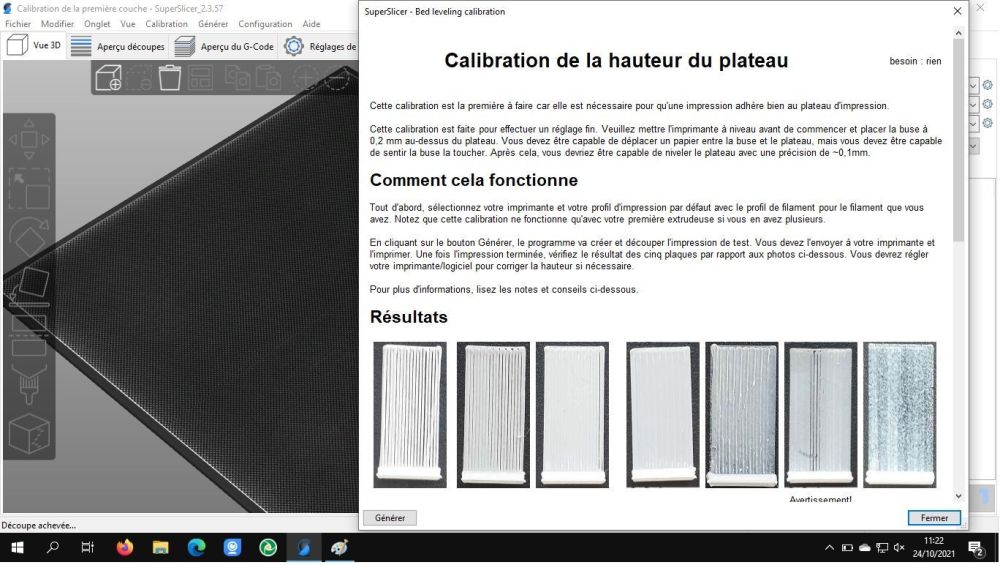
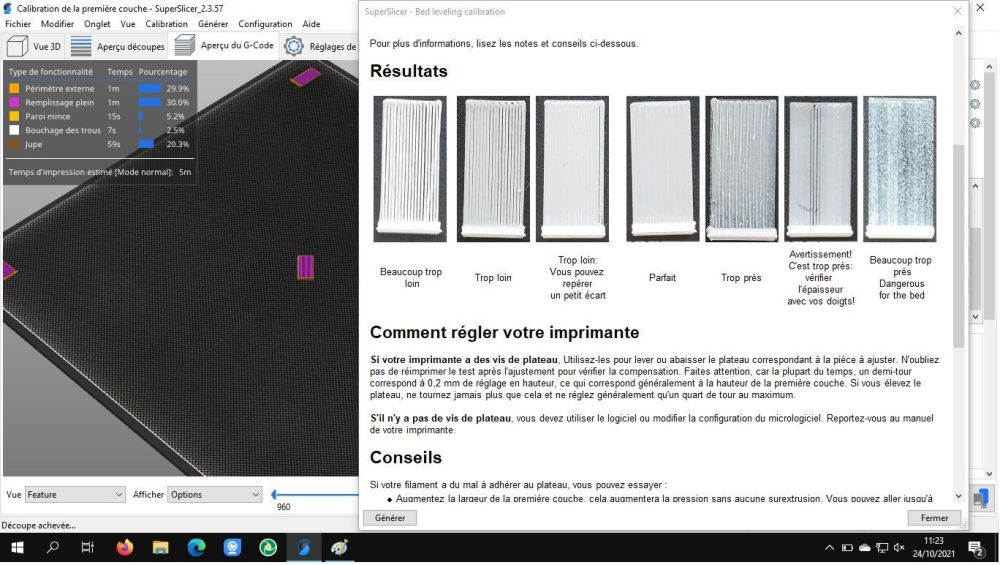
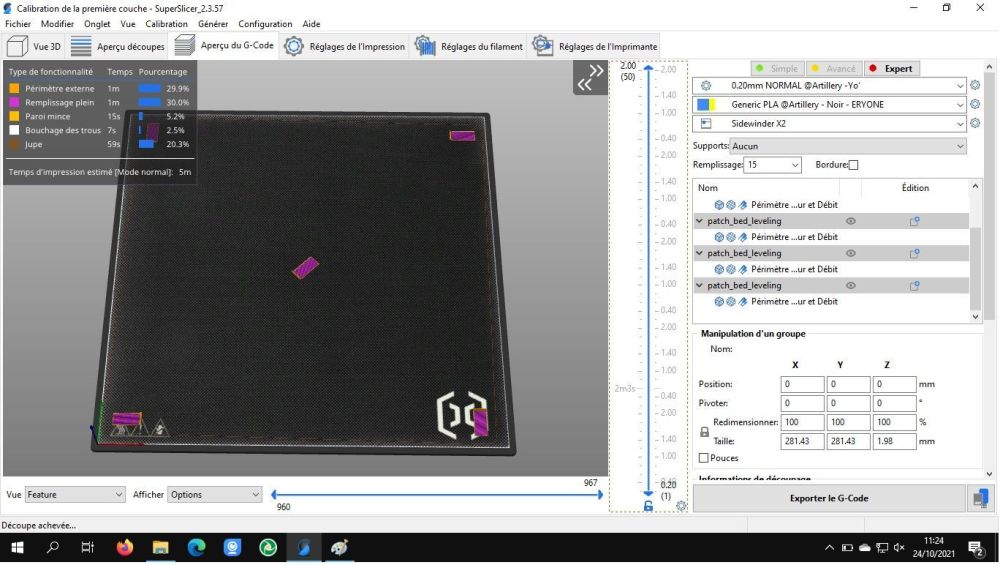
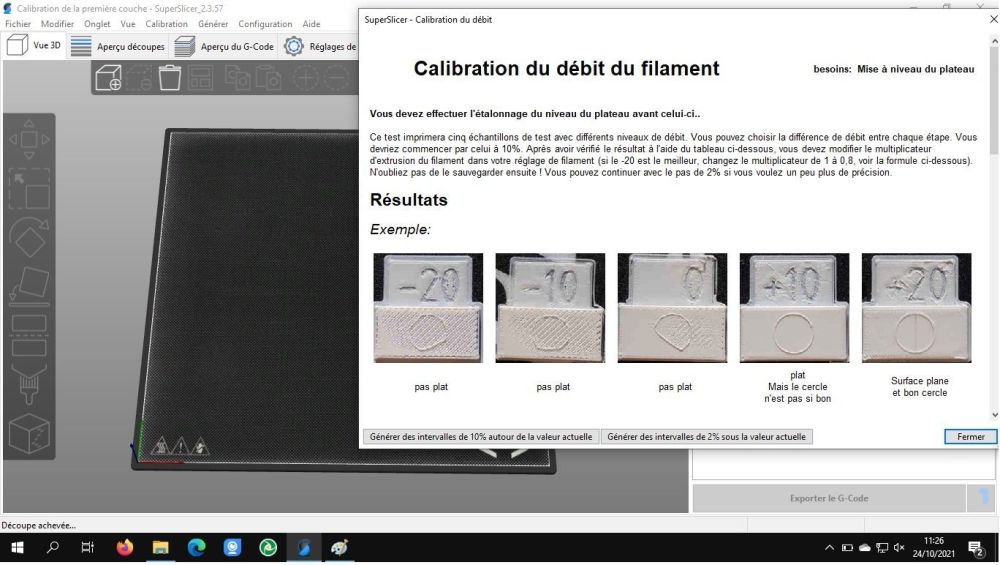
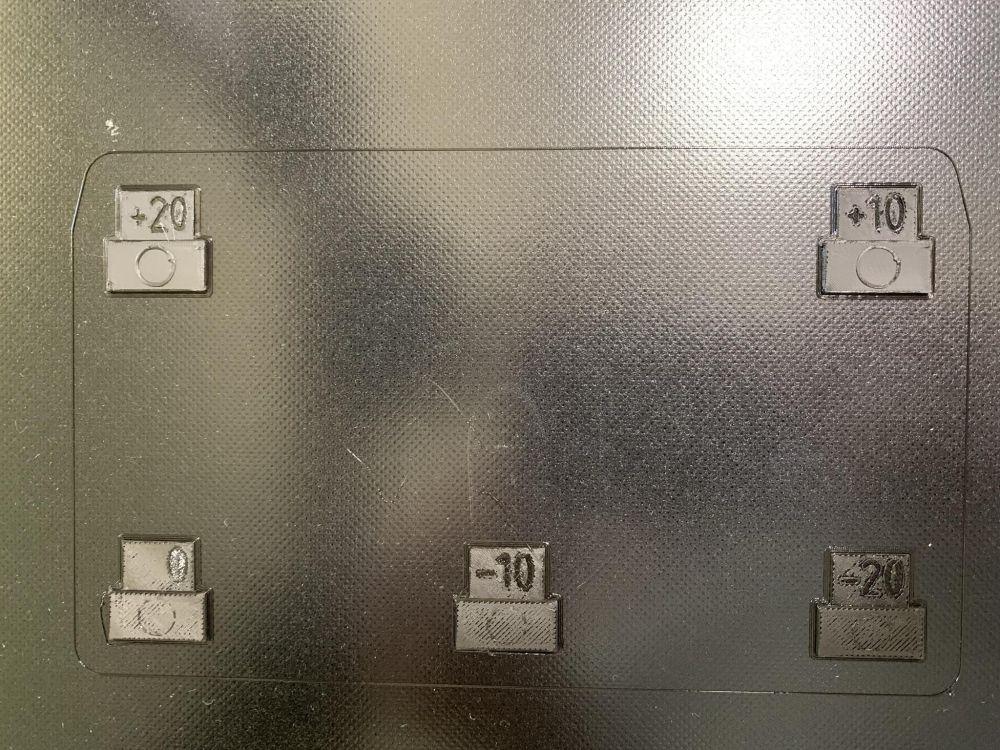
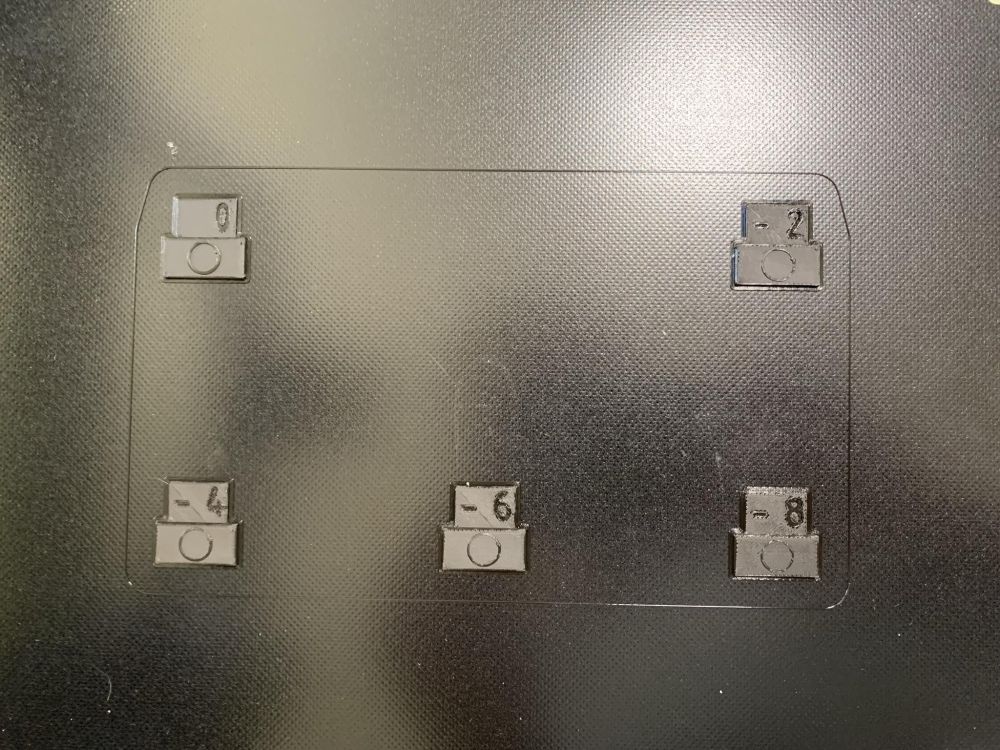
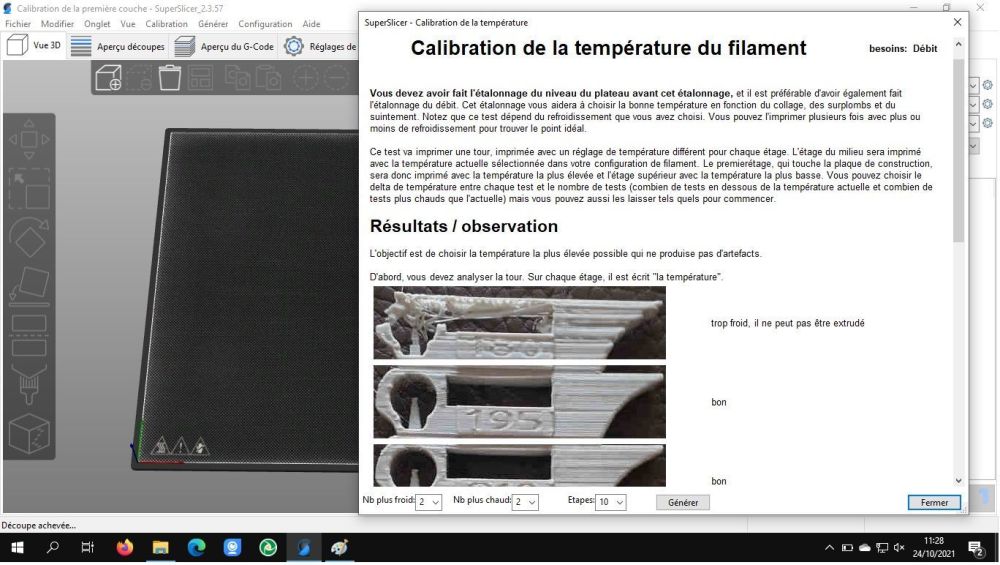
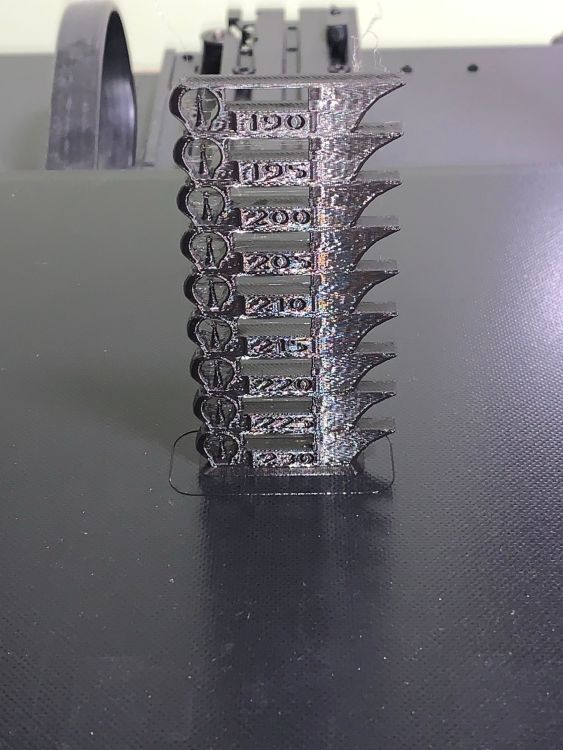
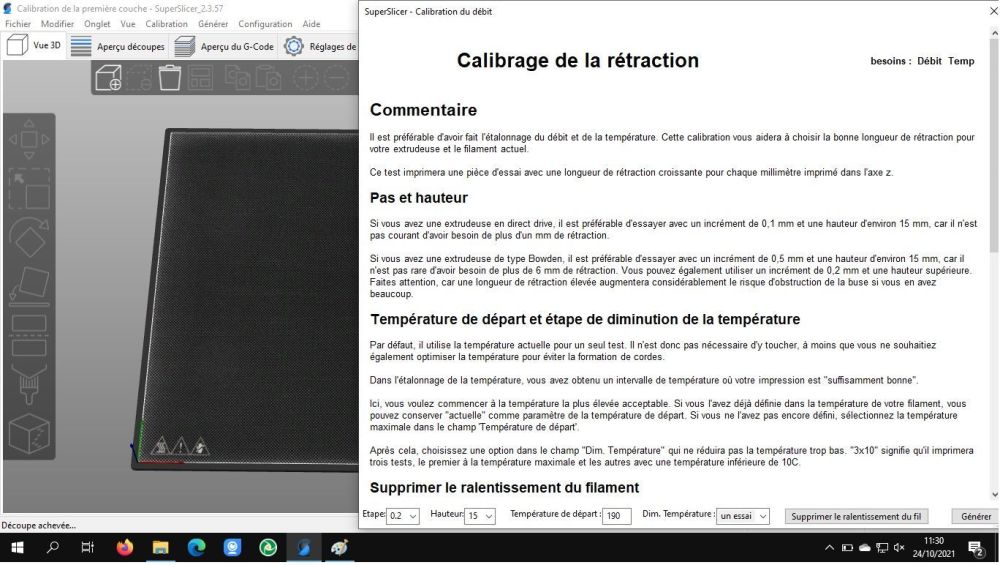
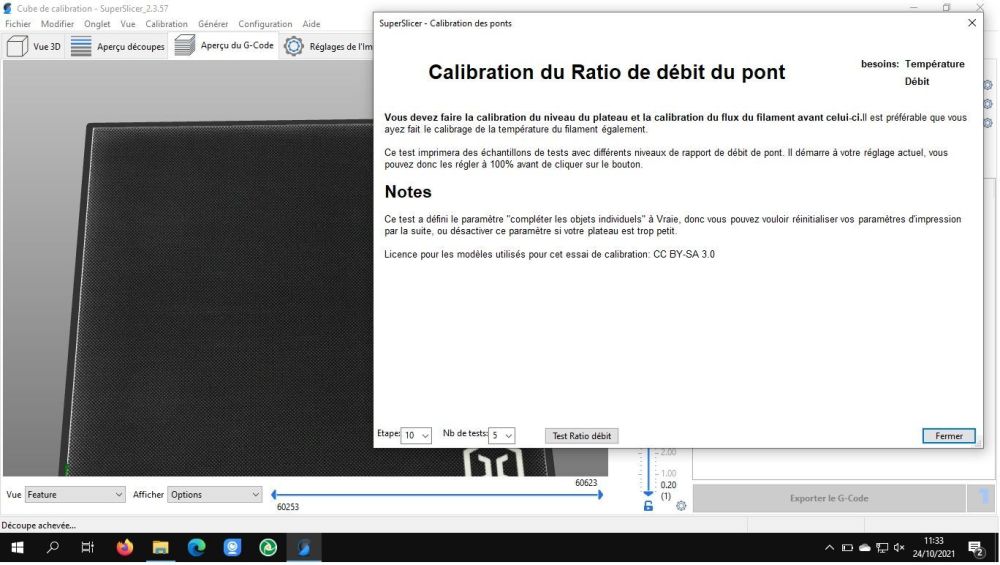
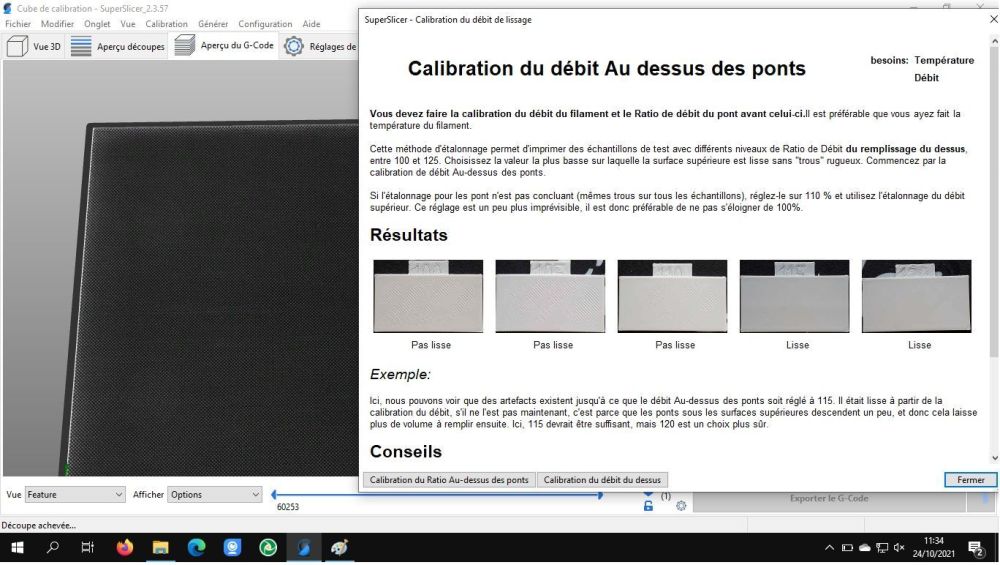
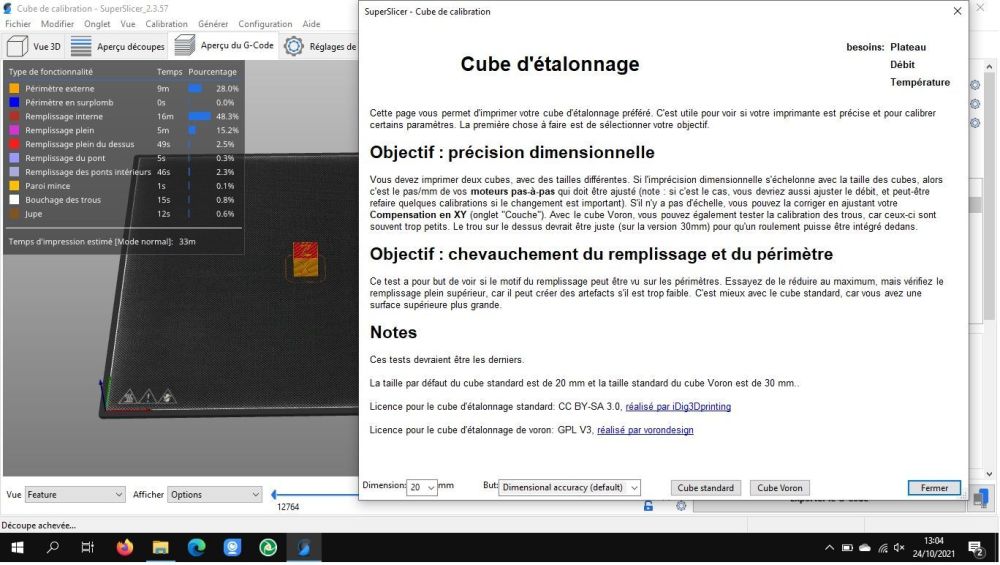
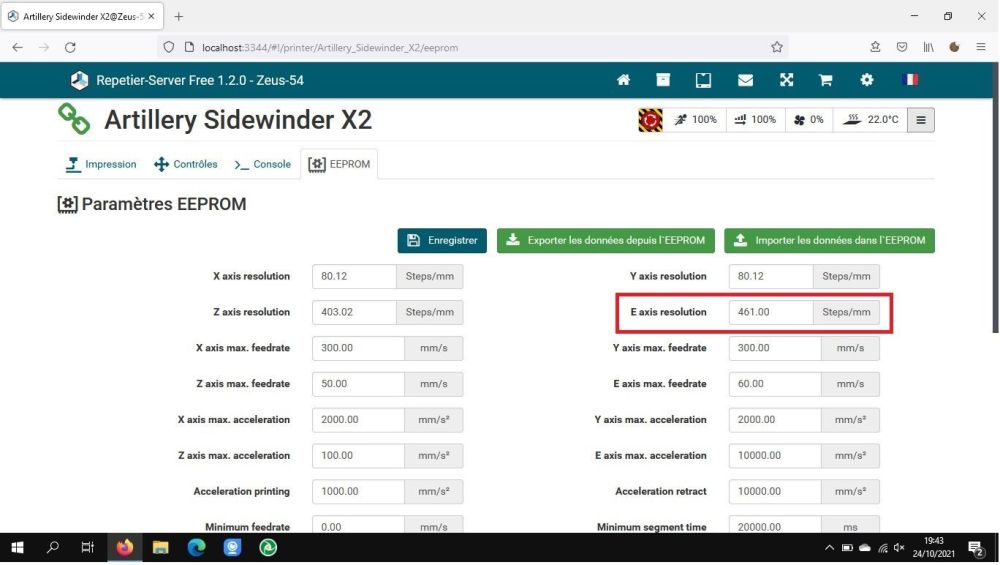
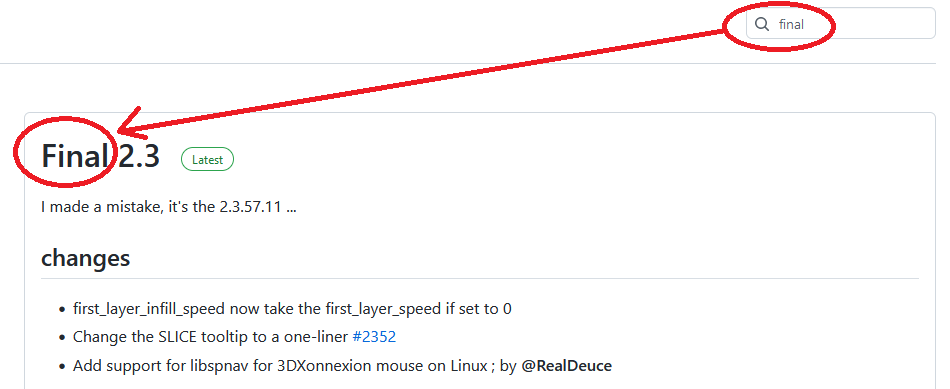
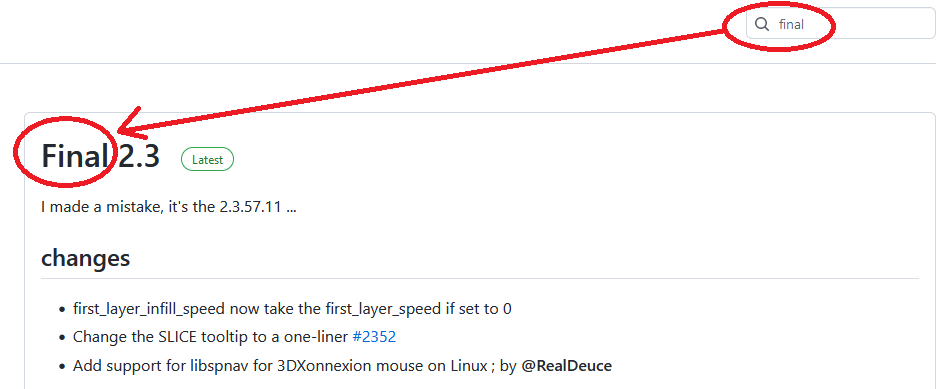
Hello, Pour qu'une impression se déroule le mieux possible, il est nécessaire de réaliser des calibrages (nivellement du plateau, débit, température, rétractation, etc.) Aujourd'hui nous allons voir comment les réaliser simplement grâce au logiciel Superslicer. Avant de commencer, il faut télécharger le logiciel https://github.com/supermerill/SuperSlicer/releases (les liens se trouvent dans "assets" | Attention à bien choisir une version finale (la dernière version finale du moment). Il ne s'installe pas, il faut simplement lancer l’exécutable. Il est à noter que Windows l'a reconnu, sur mon PC, comme logiciel indésirable et que l'antivirus PANDA l'a mis en quarantaine dès que j'ai cliqué dessus Les utilisateurs de PrusaSlicer ne seront pas dépaysé par SuperSlicer. Pour débuter, allez dans "Calibration", puis choisissez le réglage que vous désirez. On va commencer par le plateau. Une fenêtre s'affiche avec des explications et deux boutons dont un "Générer" En cliquant dessus, Superslicer va générer du code pour imprimer 5 pavés. Un fois la fenêtre fermée, il suffit d'exporter le Gcode (en bas à droite) sur une clé USB puis de lancer l'impression. Une fois l'impression terminée, vous pourrez comparer les objets imprimés avec les images affichées plus haut dans le tuto. 2nd test, le débit Comme vous pouvez le voir, il y a 2 tests proposés. Un pour dégrossir et un pour peaufiner. Voici un exemple de ce qui est imprimé. A ce stade, il y a 3 possibilités de réglage. Soit vous modifiez le facteur de correction dans le trancheur (comme c'est indiqué dans les explications du test) Soit vous changez le réglage dans l'imprimante Soit vous intégrez le nouveau débit dans le fichier Gcode que vous allez imprimer Le problème du réglage dans le logiciel, c'est qu'il va falloir le faire dans tous les logiciels que vous utilisez. Pour ma part, durant les réglages j'ai opté pour l’intégration d'un --> M92 E461 --> dans le Gcode de test de débit. M92 --> réglage des steps par mm E --> Extrudeur 461 --> mon réglage Les valeurs affichées sur les pièces imprimées étant des pourcentages, il faut connaître le réglage actuel de la machine (ou y aller au pif (450 pour un extrudeur démultiplié et 100 pour un non démultiplié)). Vous pouvez trouvez ces valeurs sur votre écran (mais ce n'est pas possible pour toutes les machines) via un logiciel comme Repetier-Server dans le firmware de votre imprimante Une fois que j'ai obtenu un réglage qui me convient, je l'ai sauvegardé dans la machine. ça peut se faire via un G92 E461 M500 Ou via les écrans, ou en modifiant le firmware ou en utilisant un logiciel comme Repetier-Server 3ème test, la température là, pas le choix, le réglage se fait dans le trancheur. 4ème test, la rétractation là également, le réglage se fait dans le trancheur. 5ème test, le débit pour les ponts 6ème test, le débit pour le lissage Et enfin, deux cubes de calibration Faire ces tests prends un peu de temps mais au final vous en économiserez (ainsi que du filament) en imprimant au mieux des capacités de votre imprimante et de votre filament. Bien évidement, à chaque changement de filament, les tests en lien avec le filament sont à refaire. N'hésitez pas à laisser vos commentaires.

 1 point
1 point -
Bonjour, Depuis presque 2 ans, cette imprimante 3d est d'une fiabilité exemplaire er répond parfaitement à mes attentes. J'ai fait une impression hier soir, sans souci. J'en lance une autre ce matin, et là, surprise : - Aucune impression - Le bed est marqué - deux vis sont sur le bed Je n'ai pas vu d'où pouvaient venir ces deux vis. La buse en hauteur, le filament sort correctement. J'ai recalibré à plusieurs reprises , offset compris. Malgré tout, la buse vient frotter le bed. Je ne peux pas poster de photos pour l’instant. Auriez-vous une piste ?1 point
-
1 point
-
Bien vu ! C'est exactement ça ! Je n'ai plus qu'à rectifier le tir et voir ce que ça donne. Je m'en occupe de ce pas ! Merci !!! Alors ... Du coup, j'ai dû nettoyer la buse et raccourcir le tube ptfe; la tête chauffante ayant bougé ver le bas, ça m'a fait une fusion du filament dans, et autour du tube. Après un bon nettoyage, remise en place des vis, dubtube et du filament. Nouveau leveling et réglage de l'offset. Impression en cours ... Je suppose qu'avec la chaleur, les vis se détendent. Cela reste donc sans doute un point fragile à vérifier. En tout cas, cette formidable imprimante est repartie, et ça c'est top ! Alors un grand merci PPAC !1 point
-
+1 Ce qui m'a chiffonné tout de suite, c'est que j'ai déjà eu ce genre de chose au début de mon "apprentissage", et j'avais résolu ça quand je suis parvenu à régler mon Z-offset convenablement. Sinon, il y a aussi la "crotte" qui colle à la buse qui peut provoquer un arrachage des lignes déjà déposées (en particulier quand elles ne sont pas bien écrasées sur le plateau), il faut nettoyer ça. J'ai vu quelque part un conseil (je ne retrouve plus la source), de s'armer d'une pince "brucelles" et de toujours surveiller les premières couches pour enlever ce genre de dépot.1 point
-
Ba j'ai une belle image fixe ... peut être que j'ai une carte graphique trop vielle et les codec / driver GPU non pas assez de puissance de calcul pour me faire un rendu a temps ... Sinon le fait que la jupe ou bordure s'imprime (a peut prés bien ... ) , laisse penser soit a un plateau non plan soit a un objet mal placé (non colle au plateau et sans support) lors du tranchage. (mais sans fichier .gcode pour vérifier ... )1 point
-
Je l'ai testé et même changé les poulie par des 20 dents mais pas concluant donc j'ai seulement renforcé le maintien et surtout recentré la poulie lisse avec un montage rondelle différent de celui d'origne. Effectivement, cela dépend des utilisateurs. Certaines fois je rajoute un coup de lacque à cheveux pour l'accroche. Avec le lit d'origine, il faut chauffer à 70° pour que le filament puisse accrocher les micro-picots.1 point
-
J'ai pris le parti inverse: pas de modification notoire, imprimante stock sauf: Firmware de @Guilouz , réglages et optimisations proposés via les tutos de JS Tech, Changement des ventilateurs de refroidissement par des 5015 pas moins bruyant que ceux d'origine, tube PTFE remplacé par un Capricorn, écrou en laiton ajouté au dessus de la buse (bidouille JS Tech) Pour l'instant pas de soucis et impressions me convenant (environ 300h d'utilisation).1 point
-
Bizarre, normalement VLC est compatible quel que soit l'OS1 point
-
ça marche Prems' : Z-offset mal réglé1 point
-
J'ai fait des modifications similaire tout de chez trianglelab et pour l'extrudeur je suis resté sur un Bowden : - extrudeur BBD 2.1 qui va super bien Par contre le PEI c'est de la m***** Merci beaucoup pour ce retour d'XP1 point
-
Mdr j'ai corrigé merci Je pense que l'on va y arriver. J'avais de gros soucis aussi de fiabilité mais la c'est bon. Il m'a fallu pas mal de réglage et le firmware de @Foxies m'a changé la vie. J'avais mis avant celui de @Guilouz mais j'avais des problemes de bed levelling. La différence que j'ai constaté c'est ABL versus UBL.1 point
-
Salutation ! il existe aussi via le marché en ligne des plugin pour placer des support manuellement. Et éventuellement tester d'utiliser les supports de type arborescents ...1 point
-
Aussi, vérifier que c'est pas une blague ( d'un ami, qui a mis des vis pour te troubler (c'est un peux mon style ) ou juste car elles étaient au sol et pour pas quelles traînes elles on étaient posé là où tu allez les trouver... ) Ou qu'il n'y a pas un truc juste aux dessus ( au plafond ) qui perde des vis ... Mais oui sans des photos pas simple ...1 point
-
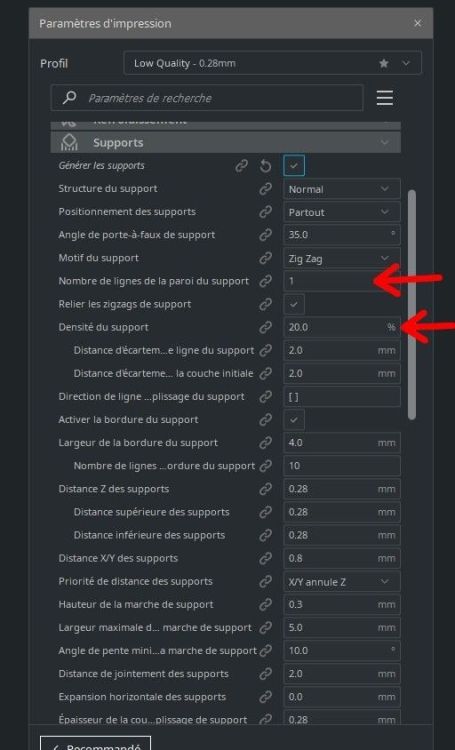
Bonjour, il faut te mettre en mode "All" pour avoir tous les paramètres et tu pourras modifier : Je te conseille aussi (si tu ne l'as pas déjà fait) d'installer l'adon "Settings guide" du "Marché en ligne".
 1 point
1 point -
De 10 milinutes ! c'est une échelle qui mesure le nombre de milimètres grattés en une minute, c'et une échelle miligrade ( je crois que c'est Kevin Celcius qui l'a inventée).1 point
-
Tu ne peux pas donner la taille et la couleur de ces vis ? Il n'y en a que huit qui pourraient tomber sur le plateau... (sauf s'il y a eu tangage ou tremblement de terre bien sur... )1 point
-
Oui! j'ai dit que j'étais pas mécanicien ! reste que le trou il est trop petit ! Les 2,5 mm c'est après ponçage de 10mn des deux côtés ...1 point
-
Et bien, si à chaque fois que tu as le moindre petit souci, tu n'essaies de comprendre puis de le résoudre et que tu te contentes de renvoyer la bécane alors il est préférable que tu n’achètes pas une imprimante 3D, car des petits problèmes tu en auras régulièrement.1 point
-
En général 210° Celcius (pas centigrade !) c'est correct. 250 c'est très élevé pour du PLA. Après tout tes changements, as tu fait uncalibrage du PID ? Si non tu peux suivre ce tuto (à partir de 19'30"):1 point
-
Ni piste ni , mon ne voit rien dans sa boule de cristal car elle est déchargée actuellement Si les vis étaient sur le plateau, c'est qu'elles devaient normalement être sur un élément au-dessus avant de choir ( il n'y en a pas quarante ).

 1 point
1 point -
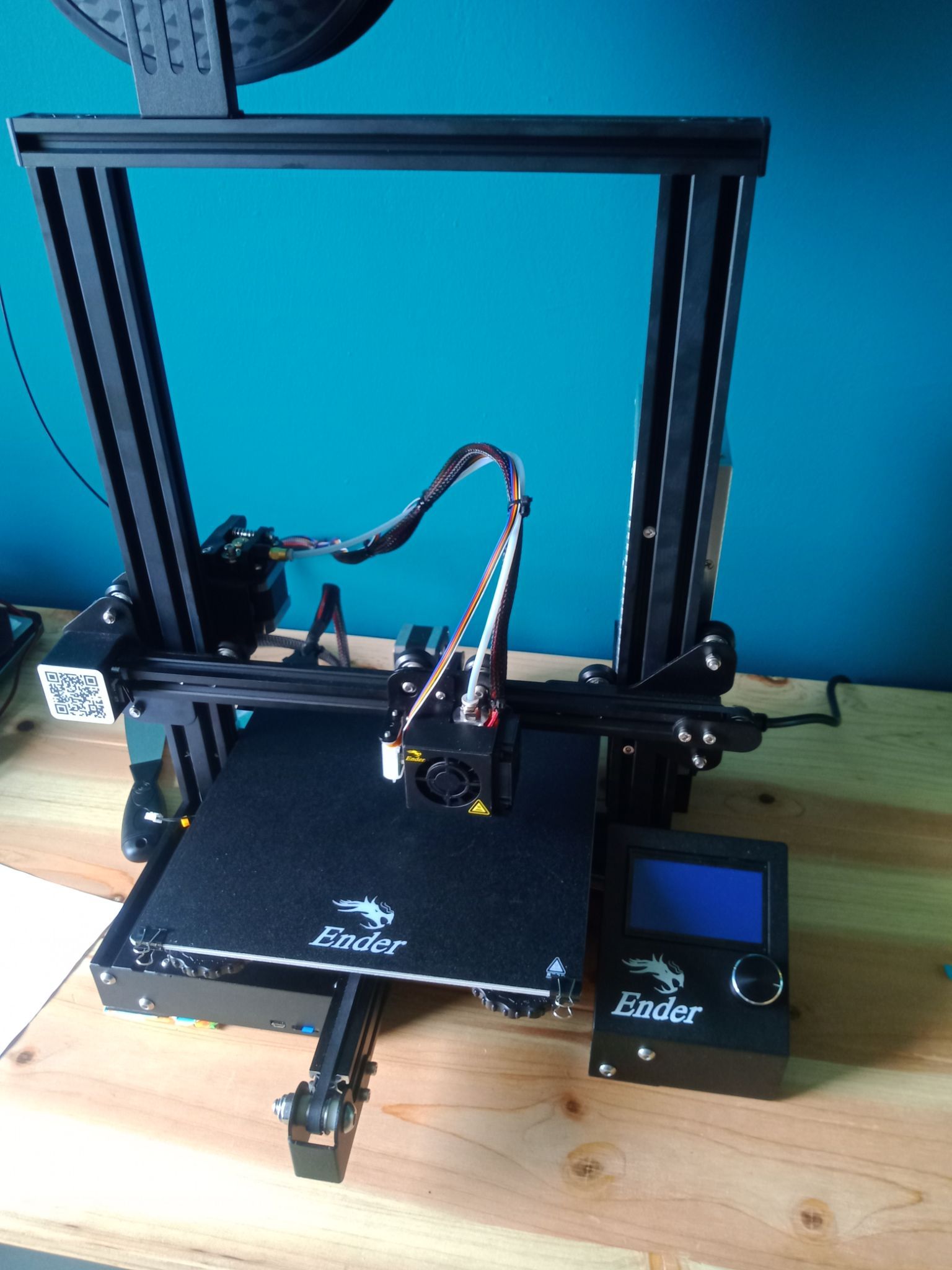
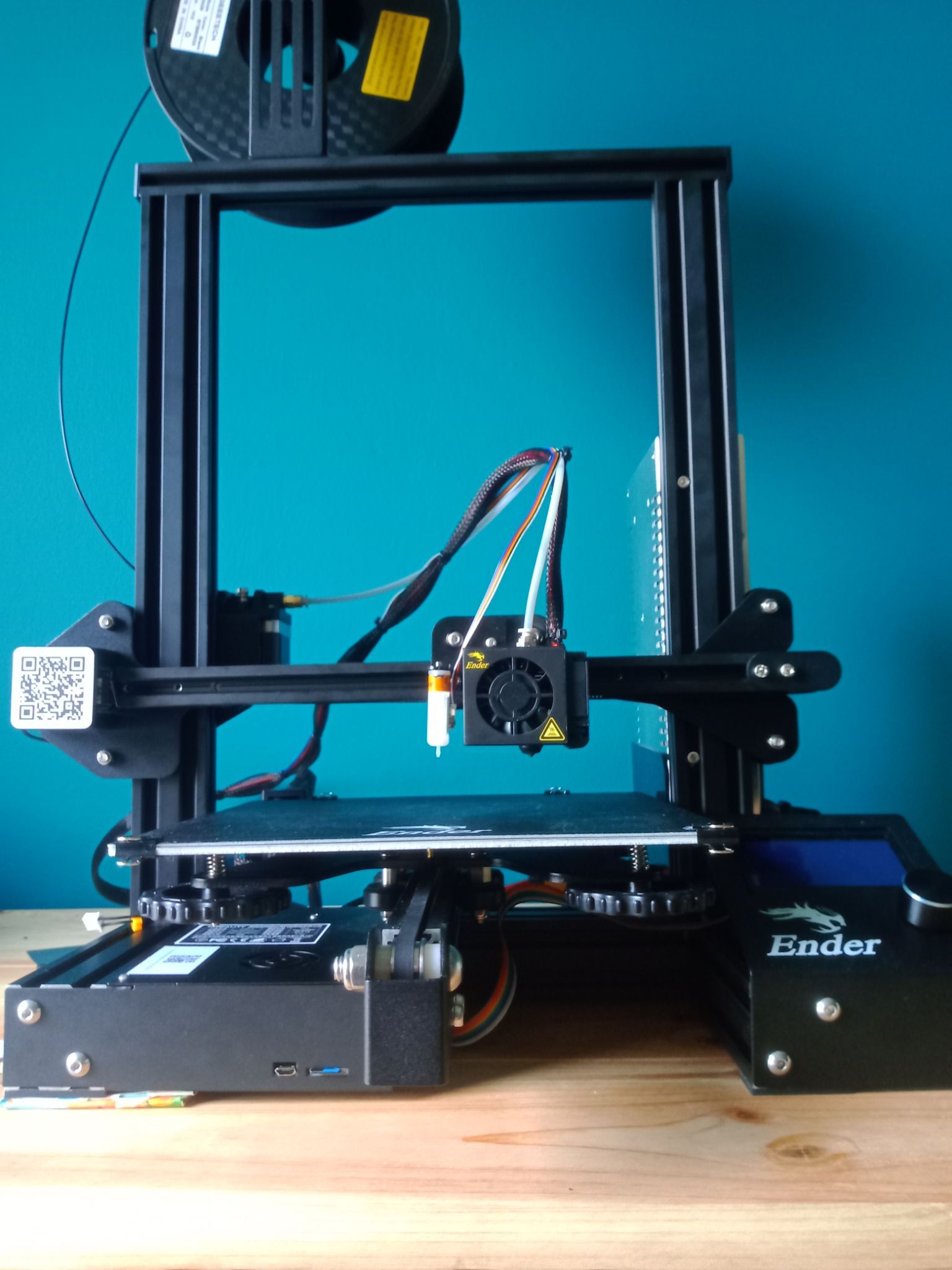
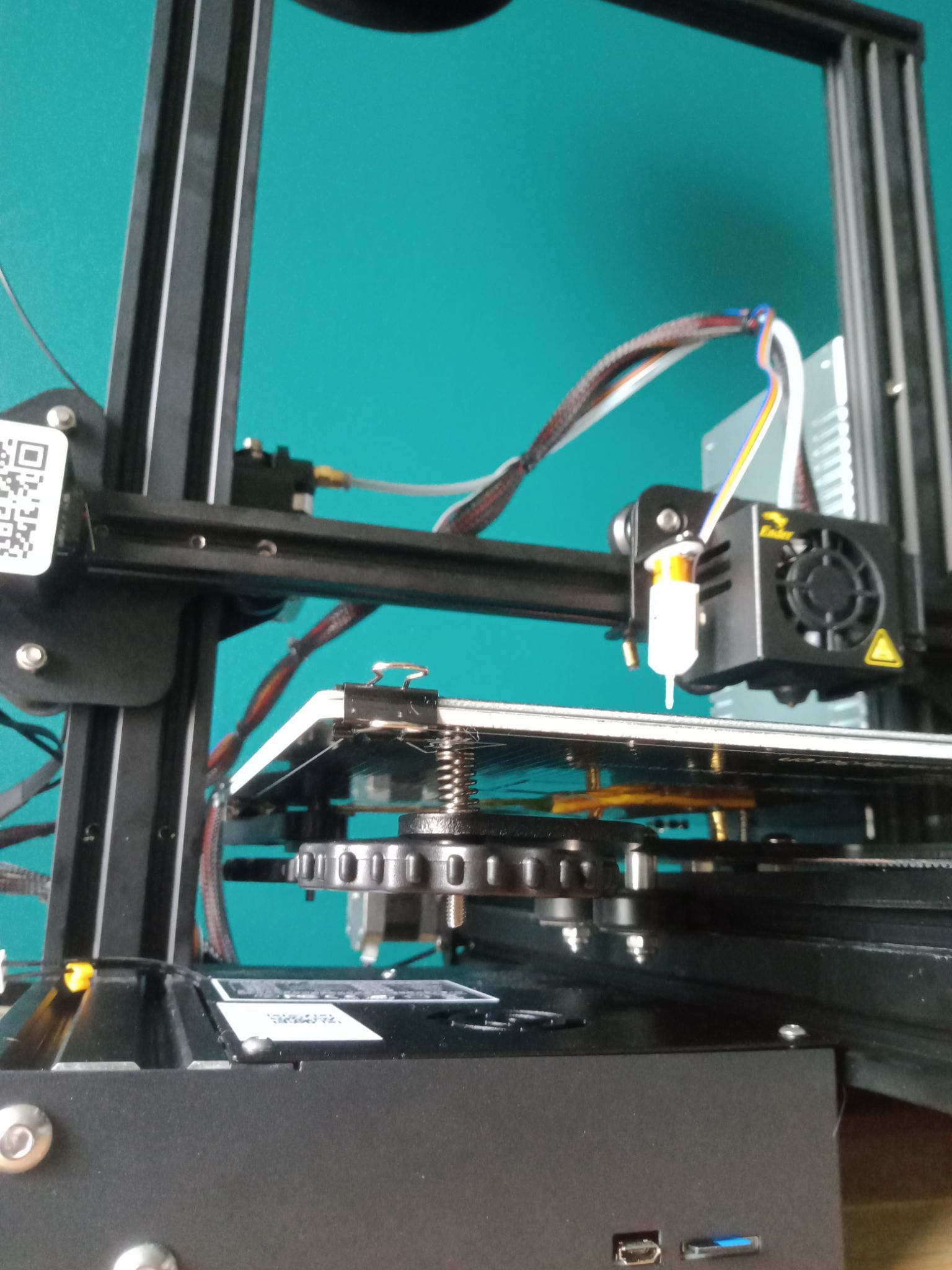
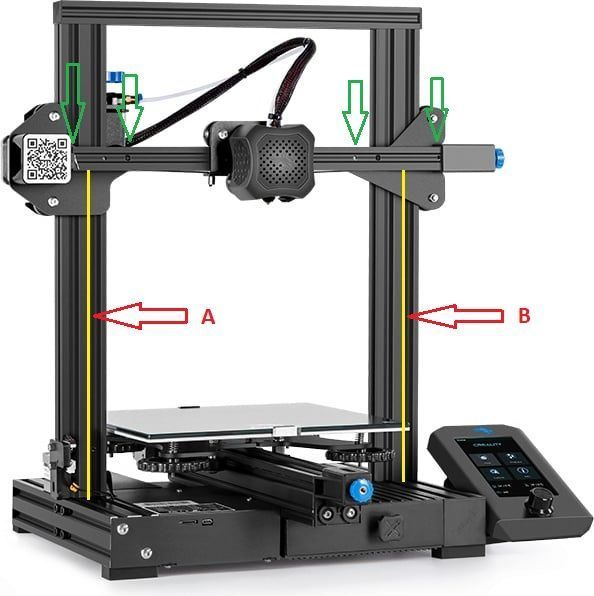
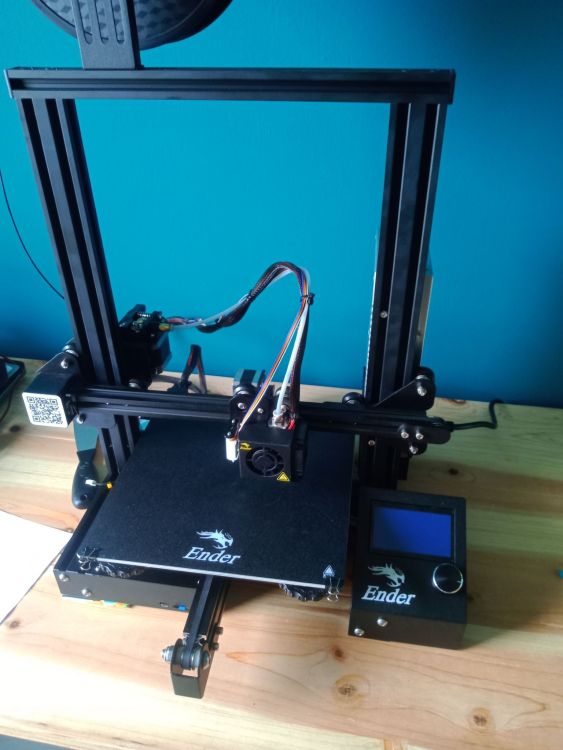
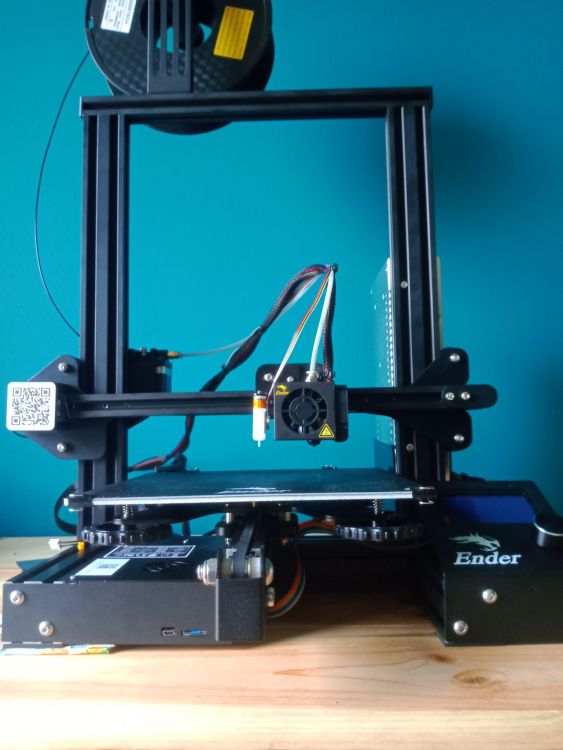
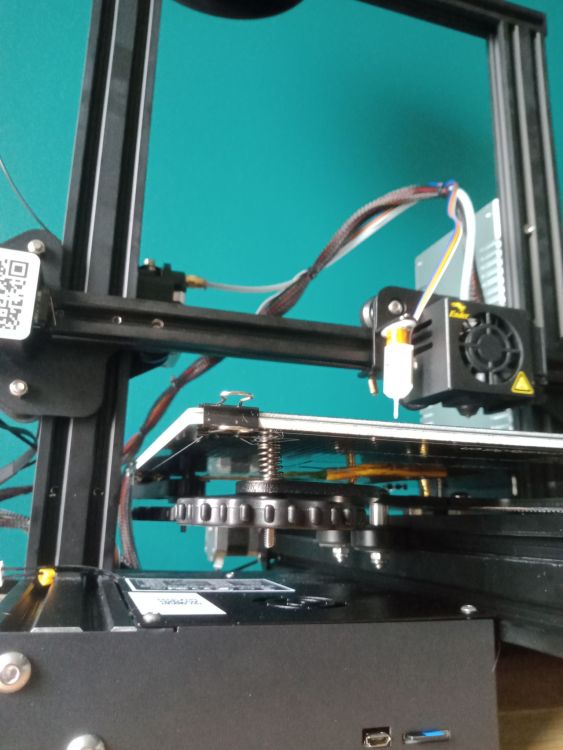
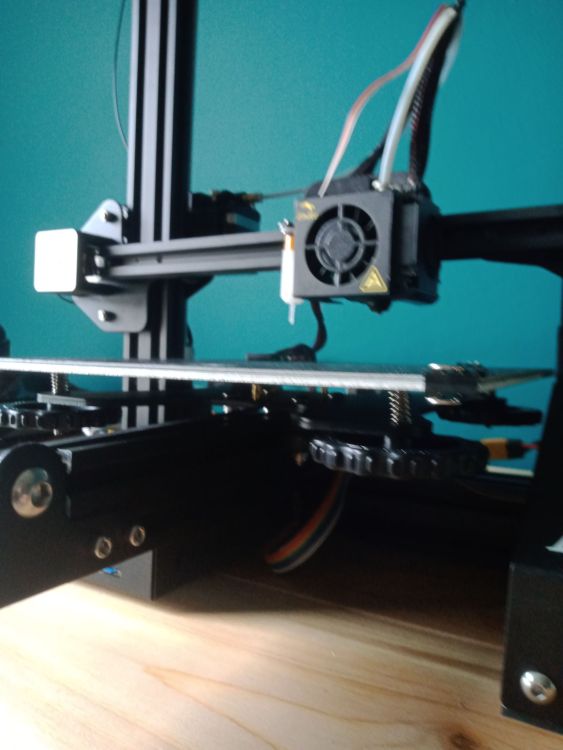
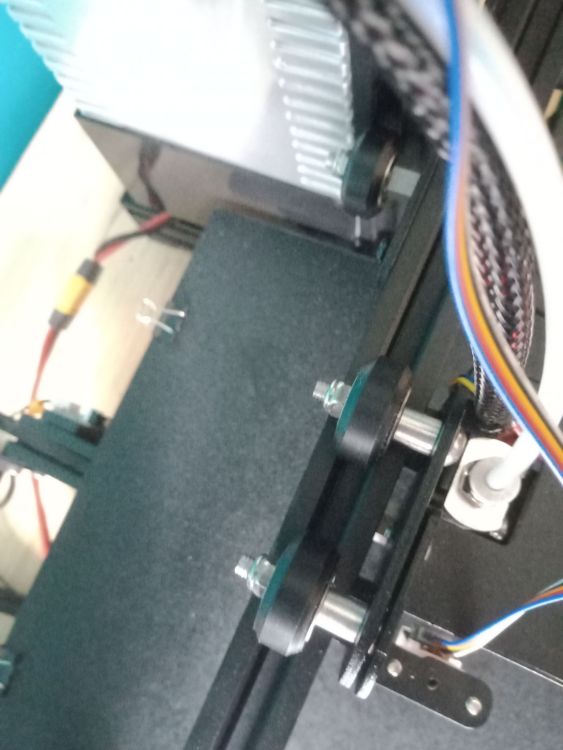
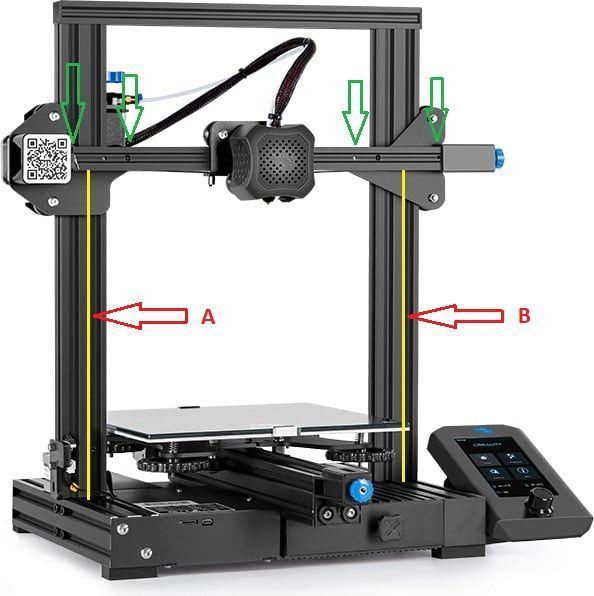
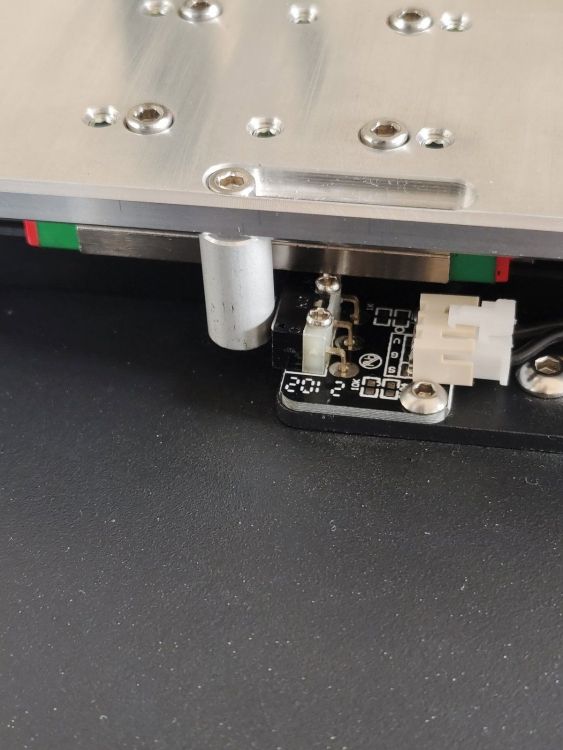
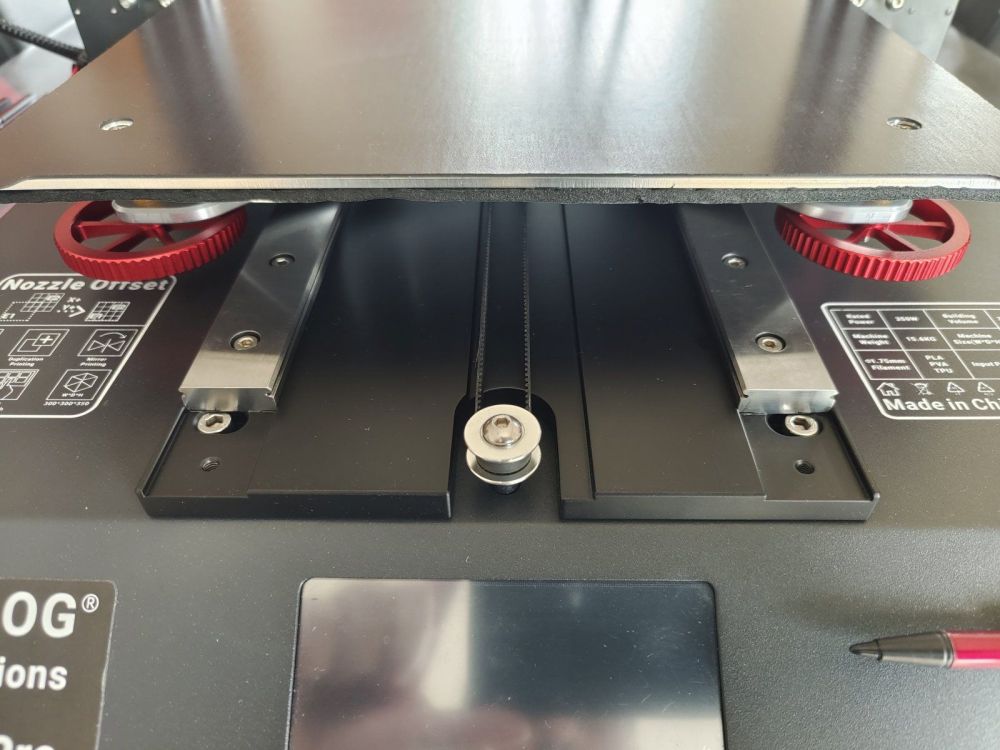
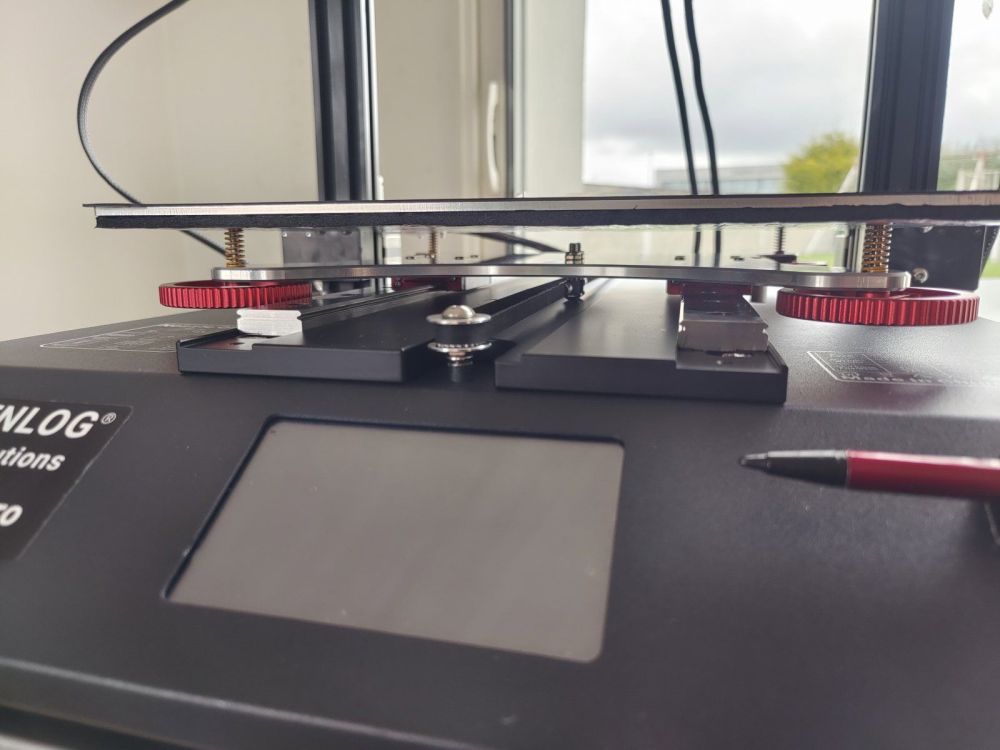
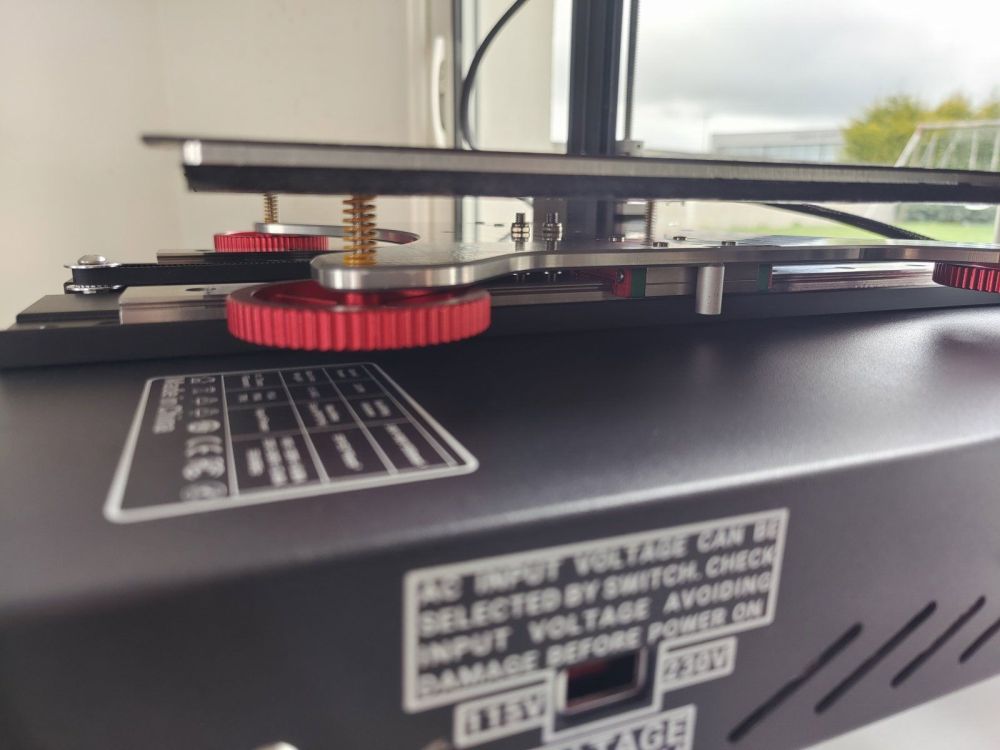
(Il te manque les bagues de blocage des pneufits, elles sont bleues et 2 différentes pour tête d'impresison + extrudeur). sinon je compresserai déjà un peu plus mes ressorts. Enlèves les cales sous l'imprimante ça ne sert a rien, pour l'équerrage, A doit être égal a B, pour se faire on joue avec le blocage des excentriques ou les vis identifiées en vert (voir photo) Le réglage se fait a chaud d'impression bed + buse poru le réglage des molettes sans aucun filament qui coule et buse propre. On fait les 4 coins + le centre et tant qu'on touche à une molette on refait le tour complet. ton bltouch a l'air pencher est-ce la photo ou pas ? ton chariot X si tu le prends en main et tentes de le bouger reste t-il en place ou y'a un décrochage ? Pareil pour le bed si tu appuies légèrement aux coins y'a t-il un décrochage ?
 1 point
1 point -
Si le décalage était constant cela serait juste d'incriminer les courroies et/ou les galets. Mais on dirait qu'il y a une "correction" au fil des couches : il semble que la dernière couche soit alignée avec la première du coup. Quand il y a un soucis au niveau du guidage, il reste et se répercute couche par couche, tout part en "profil égyptien".1 point
-
J'espère que cela convient

 1 point
1 point -
Si tu demandes un déplacement de X mm après mesure et plusieurs tests est-ce que cela correspond ? A première vue les excentriques et la courroie sont els éléments pouvant créer ce problème donc si tu es sur de toi a ce niveau, il reste le moteur oui...1 point
-
Je t'invite fortement a lire les tutos section creality du forum, concernant l'extrusion et le montage cela s'applique a tous les types de ender 3. Il faut également bien contrôler l'équerrage: La distance entre le point A et le point B doivent être identiques, les flèches vertes montrent les vis sur lesquelles on peut jouer pour mettre d'équerre en plus des excentriques
 1 point
1 point -
Si vous avez un compte Google, vous pouvez charger votre vidéo sur votre Youtube et donner le lien ici. Pour l'orientation des pièces, il s'agit de l'imprimer dans le sens où il y aura le moins de supports et le moins de surplombs possible. Cela dépend des pièces. Quand vous la "passez" dans un slicer, vous pouvez l'orienter puis faire la découpe, examiner le résultat et recommencer autant de fois que vous voulez avant d'exporter le fichier le plus réussi sur votre imprimante.1 point
-
@Guillaume3D Dans le fichier configuration.h, vers la ligne 38, ici la version 2.0.9.3 : #define CONFIGURATION_H_VERSION 020009031 point
-
Salut, Tu peux envoyer un M115 à l'imprimante (via Pronterface par exemple) qui te donnera la date et l'heure de compilation du firmware, ainsi que la version de Marlin. Si tu as toujours le firmware dans un dossier, il suffit de le retrouver avec la date et l'heure.1 point
-
1 point
-
Bonjour, Je vais commander sur le lien de MotardGeek Je vais prendre un bi face lisse/texturé La base c'est la partie a coller aimantée ? Donc il faut que je la prenne avec le tapis c'est bien ça ? Merci1 point
-
Salut, On va pas refaire le match, mais il faut s'attaquer aux causes! En changeant les éléments au hasard on empile les problèmes ... Tu ne dis pas le type de filament que tu utilises ni les températures d'extrusion; tu as essayé d'autres filaments?1 point
-
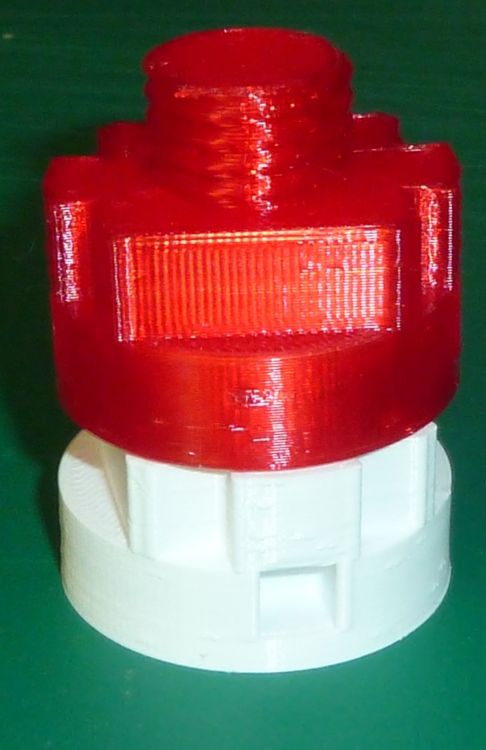
Ou bien que j'ai un compas dans l'oeil Ceci dit, j'ai réussi à compenser avec le réglage "Expansion horizontale des trous" de Cura... Mais c'est toujours à titre anecdotique, vu que je suis hors-jeu (c'est la pièce en PETG rouge qui a été "compensée", la troisième fut la bonne ^^)

 1 point
1 point -
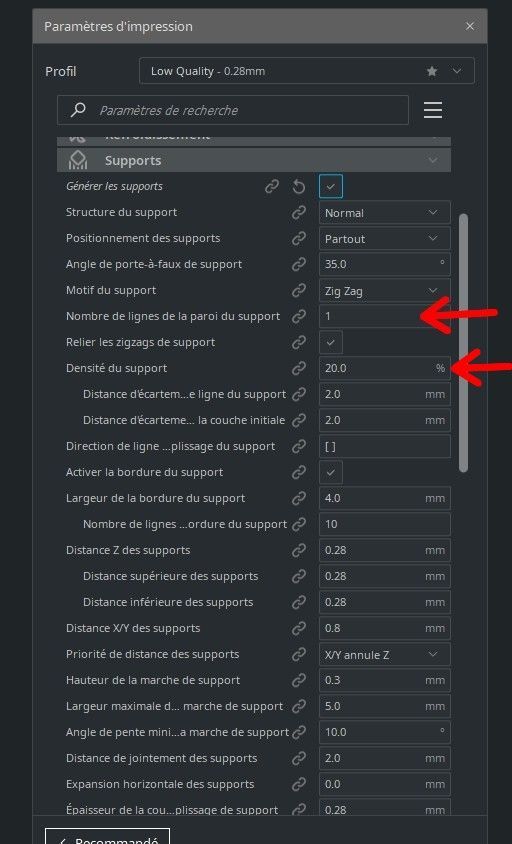
Bonjour, Belle bête Impossible à imprimer sans support, vu les overhangs (porte à faux). Avec l'expérience vous pourrez prévoir les soucis à ce point de vue et la façon de les éviter : supports et paramètres de supports, mais aussi bonne orientation de la pièce, bonne température et vitesse d'impression... Je vois sur une de vos photos que vous l'avez imprimé avec une jupe (lignes autour de la pièce), c'est tout à fait inutile (si ce n'est pour la purge de la buse), utilisez une bordure (plusieurs lignes collées à la pièce, pour améliorer l'adhérence) à la place. Effectivement, votre Z-offset doit être encore amélioré ; si vous avez du mal avec la feuille de papier, il y a un test rapide disponible dans Superslicer (calibrage plateau) ici : Et aussi, vous avez un peu de banding, il faut vérifier la tension de vos courroies et la pression sur les rails de guidage avec les galets à excentrique : (imprimante éteinte) tête et plateau doivent circuler facilement, sans points durs et les courroies ne doivent pas sauter sur les molettes crantées quand vous faites un mouvement brusque.1 point
-
Tu dis avoir branché et installé correctement mais qui te dit que cela est correct ^^. Effectivement on voit toujours ton capteur Z en place... Ensuite une chose importante, TANT que ton bed n'est pas réglé correctement manuellement cela ne sert a rien de mettre un bltouch. Donc montres nous ton montage de l'imprimante, le bed, les excentriques etc etc. Il y'a des tutos de montage et installation et dépannage section creality du forum a lire et relire attentivement1 point
-
Oui, ça le serait Les prix actuels pour une tête complète Sprite Pro sont plutôt élevés (≃ 90€) et devraient baisser / se stabiliser d'ici quelques temps (ou pas avec la conjoncture actuelle ). L'avantage de la tête complète est que son remplacement / montage est rapide / facile: dévisser les quatre vis qui maintiennent l'ancienne sur le tripode de l'axe X, monter la nouvelle et revisser les quatre vis (sans oublier de débrancher / reconnecter la nappe de connexion électrique). En ne prenant que le heatbreak full-metal (≃ une dizaine d'euros) ou le heatbreak+bloc de chauffe (≃25€), là par contre il faut être un peu «plus» bricoleur mais ça reste néanmoins faisable. Contrairement à @Kachidokiet @diverspour qui leur(s) imprimante(s) est(sont) un(des) outil(s), ce qui m'intéresse le plus dans ces imprimantes c'est de les bidouiller, les démonter par forcément pour les améliorer mais pour mieux les comprendre (ça doit dater de mon enfance et de mes premiers démontages (sans remontage ensuite ) de postes radio à lampes (mon paternel avait moyennement appréciés à l'époque )). Donc n'importe quelle machine est susceptible de me convenir, pour moi c'est un moyen de continuer à faire fonctionner mon neurone Donc si ton utilisation de l'imprimante est professionnelle, tu te dois d'avoir le meilleur outil et comme chacun sait un bon outil n'est jamais bon marché.1 point
-
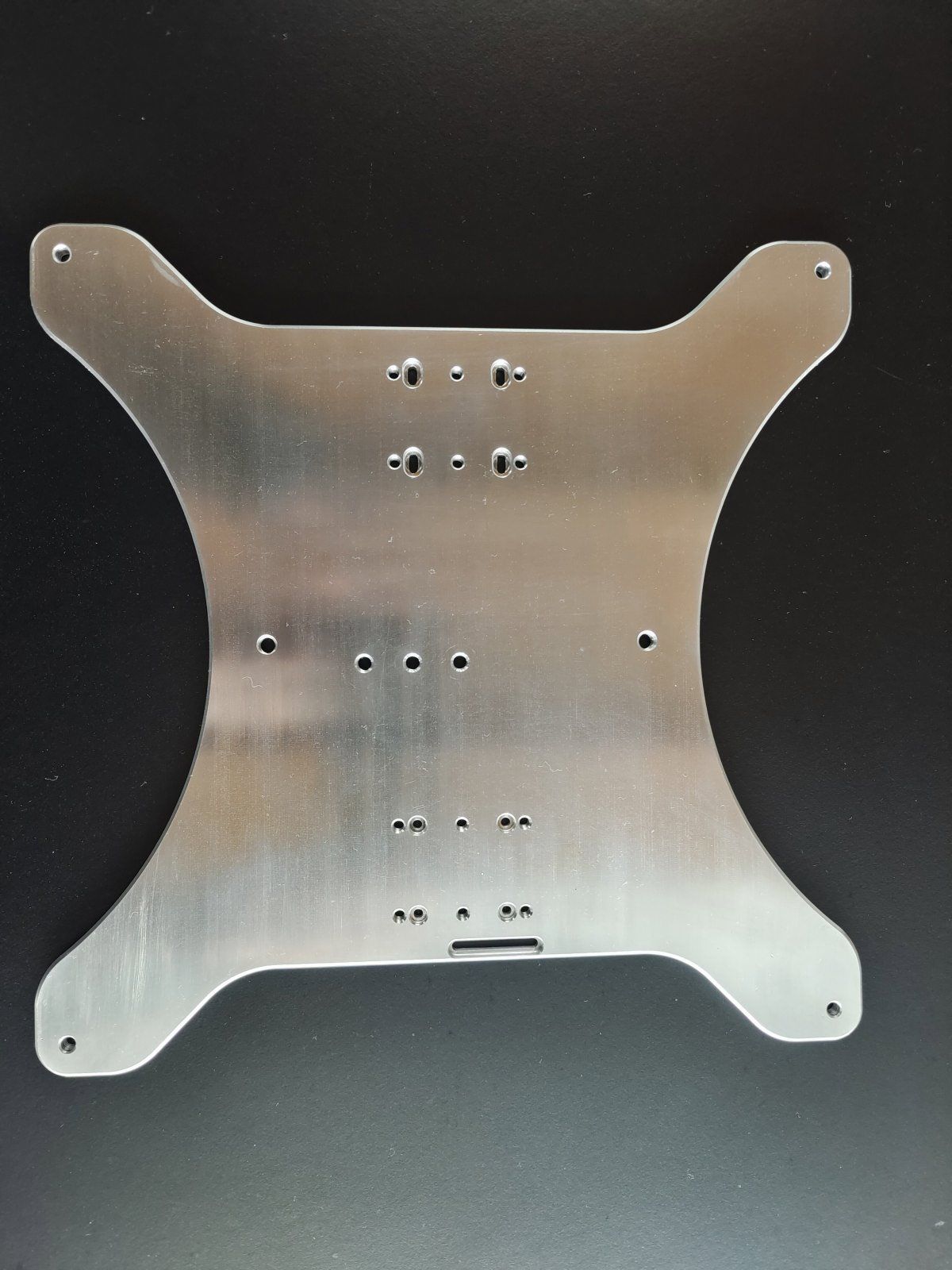
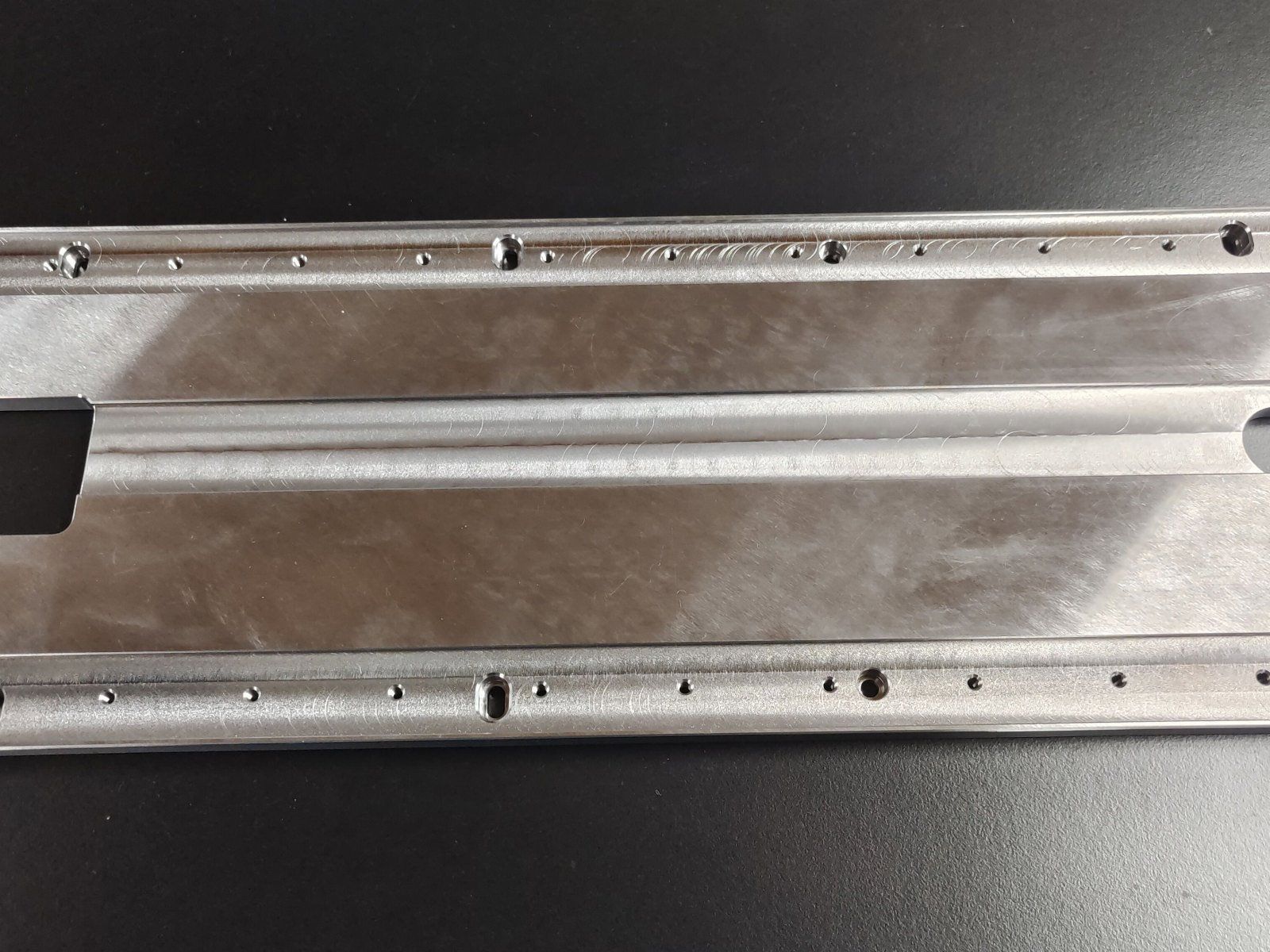
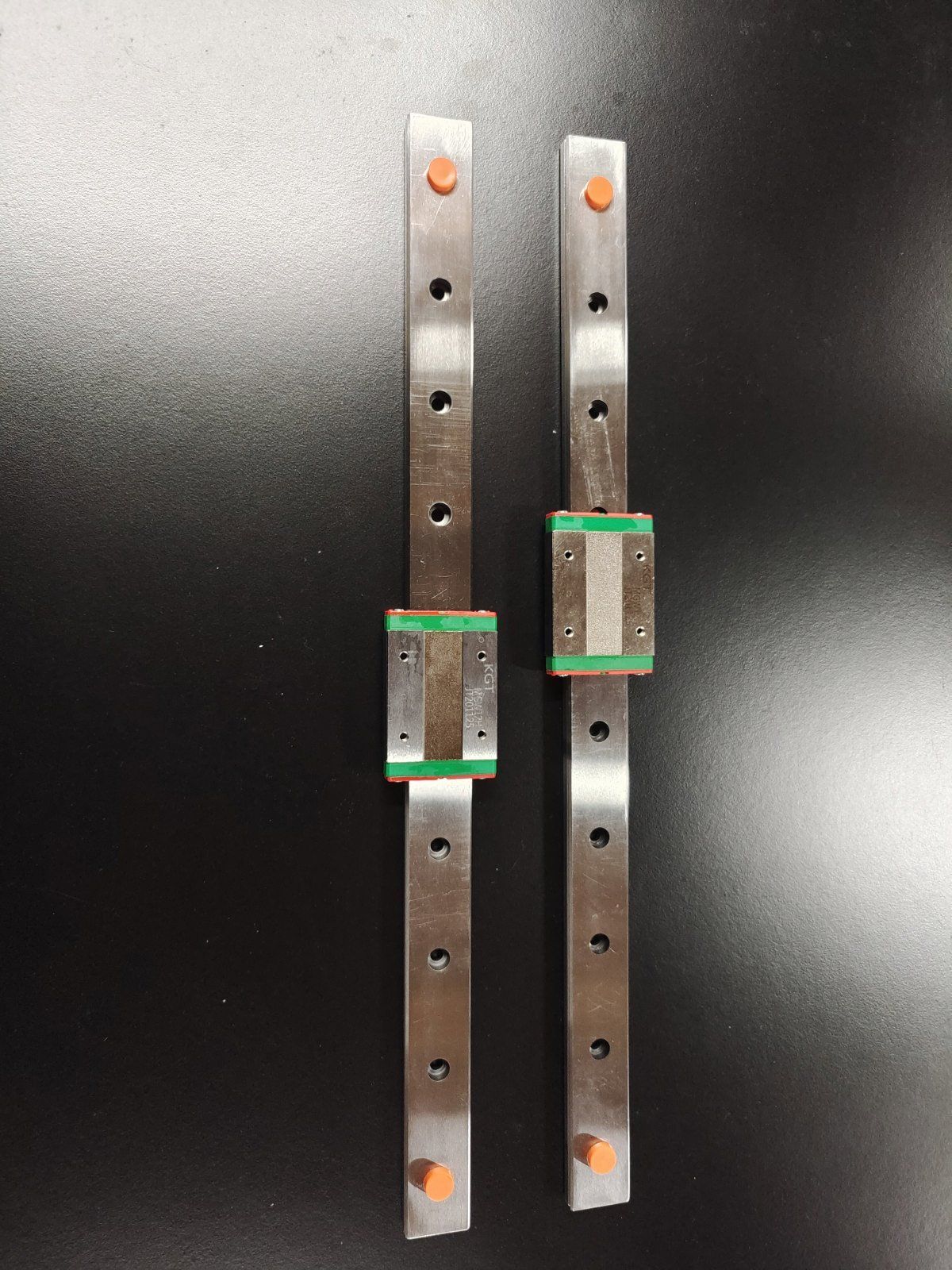
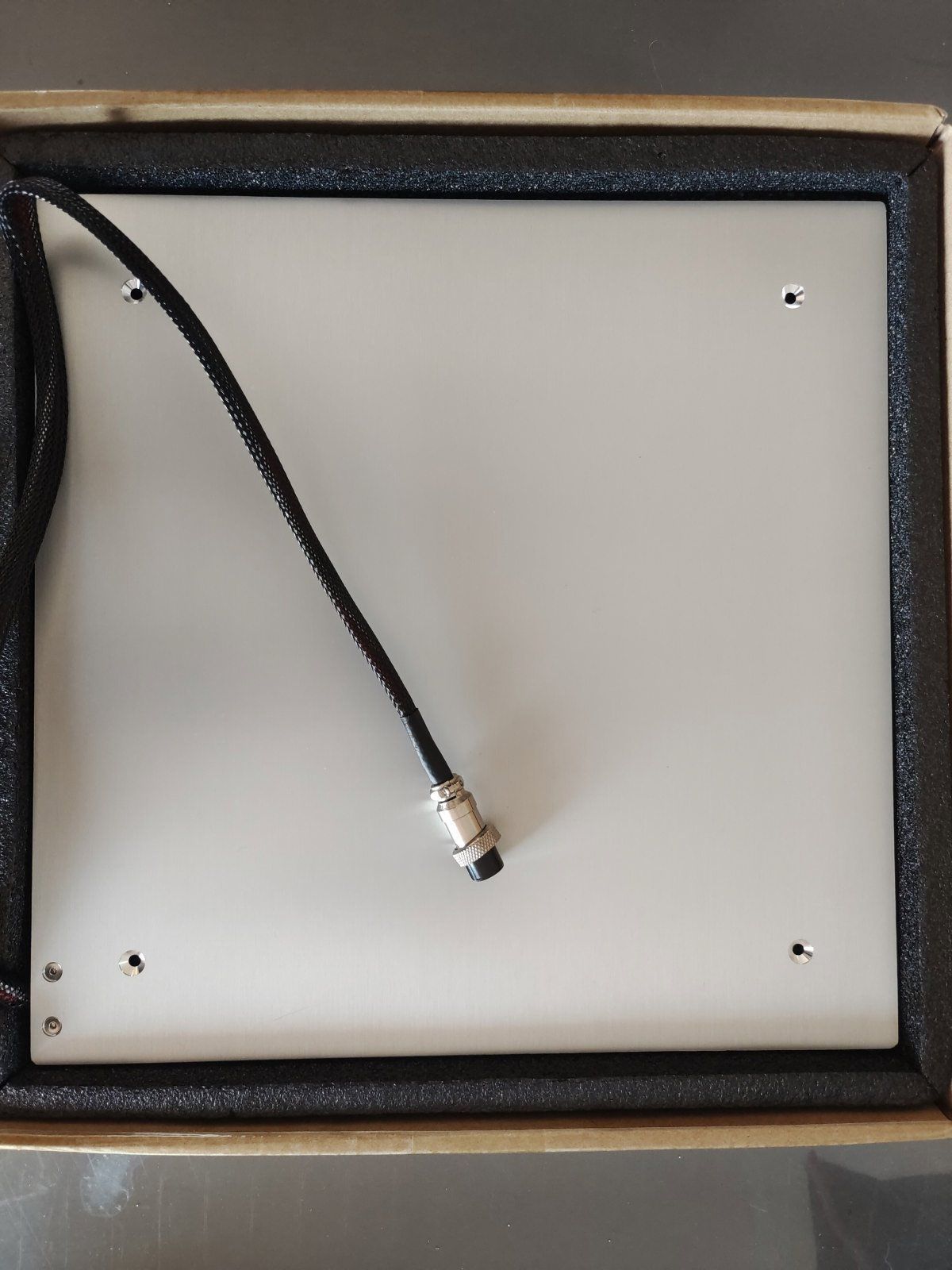
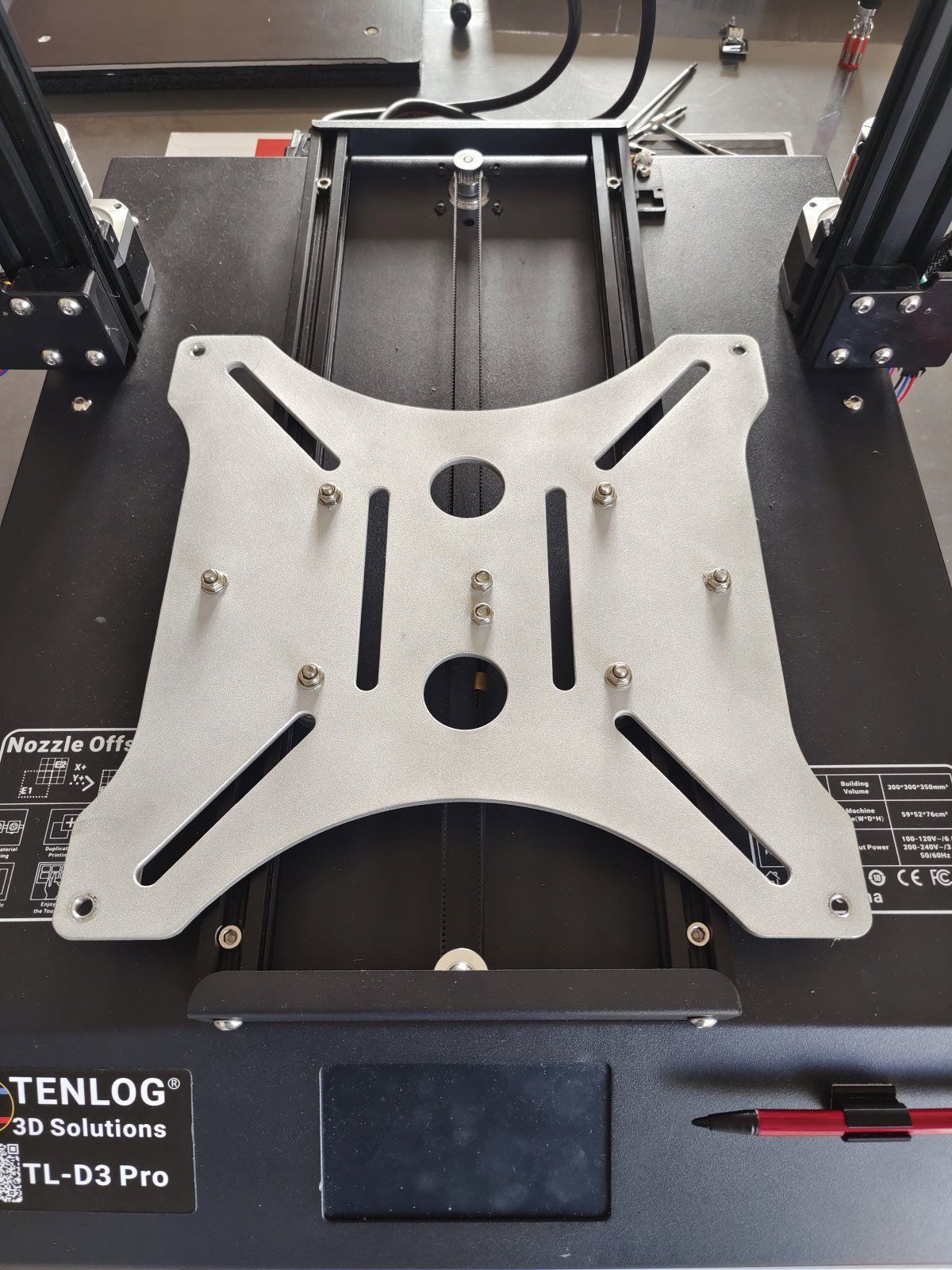
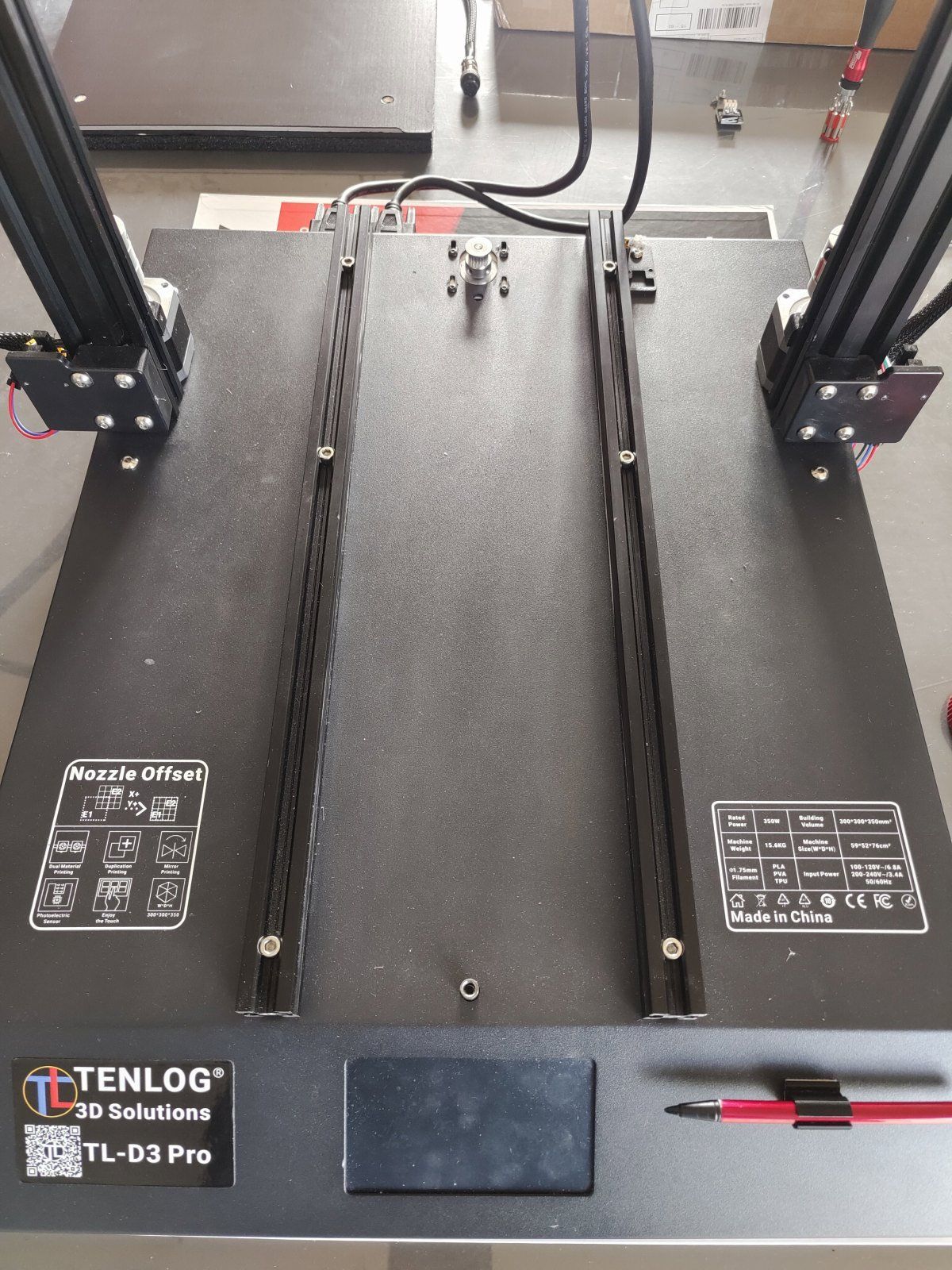
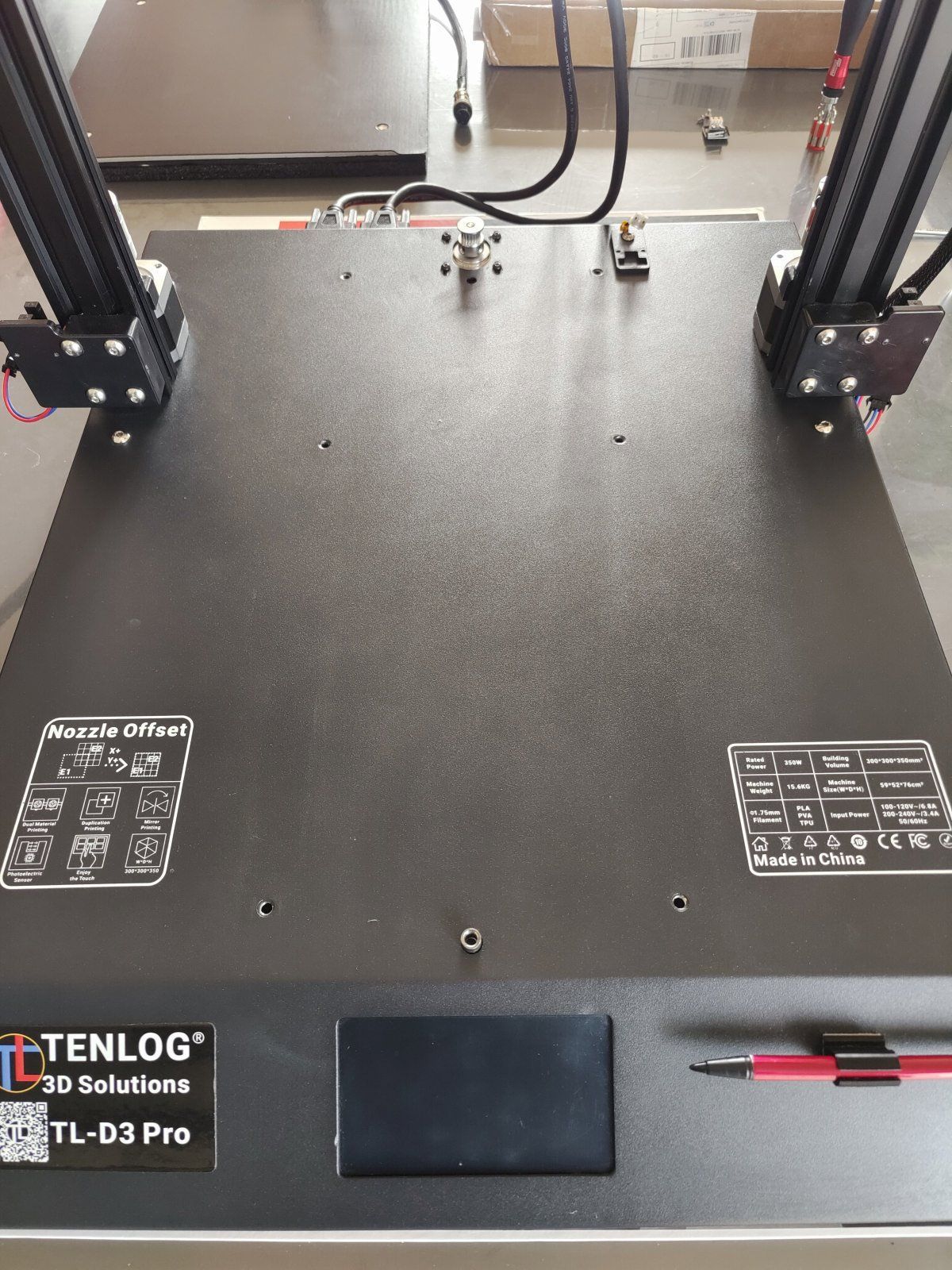
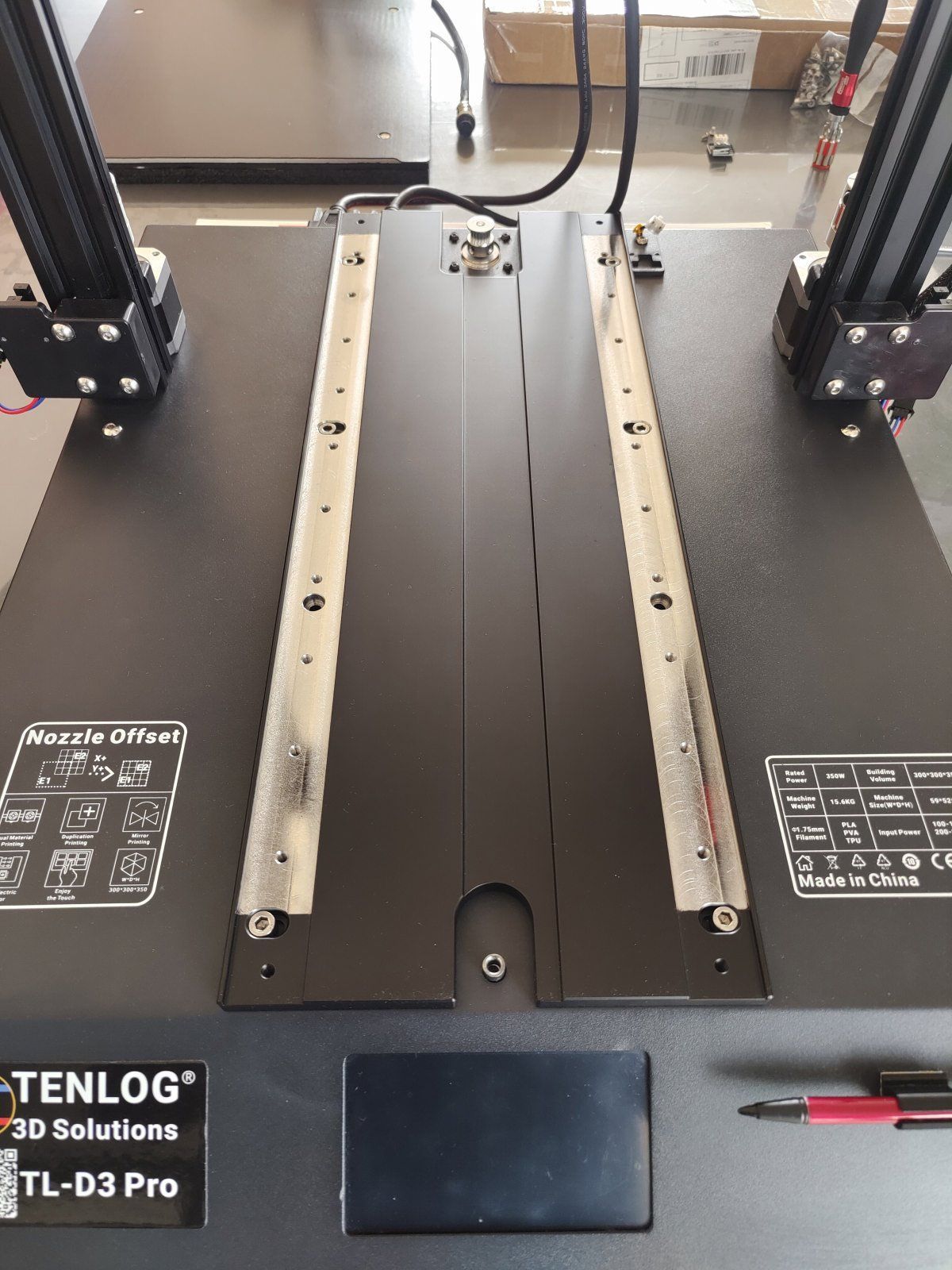
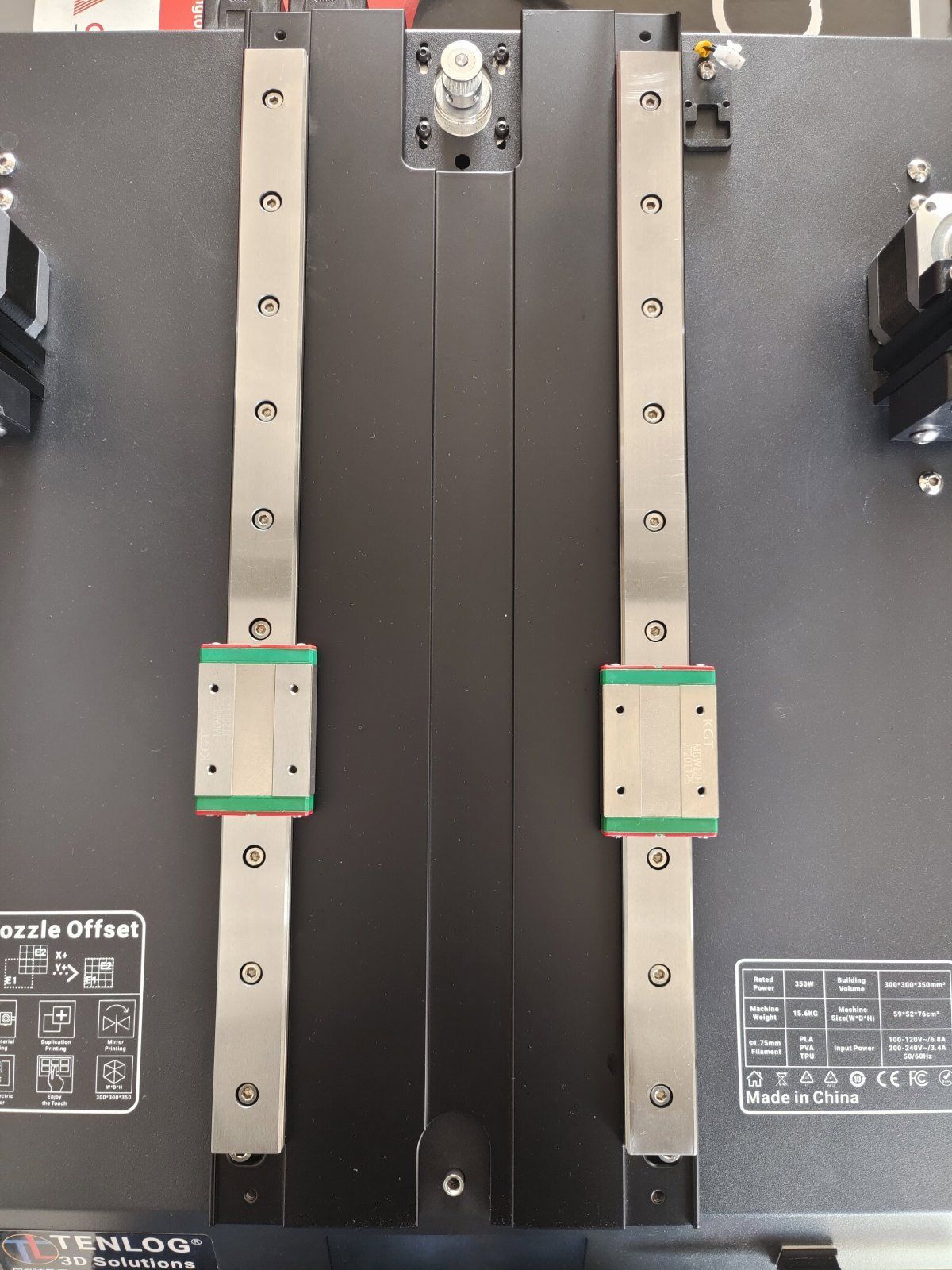
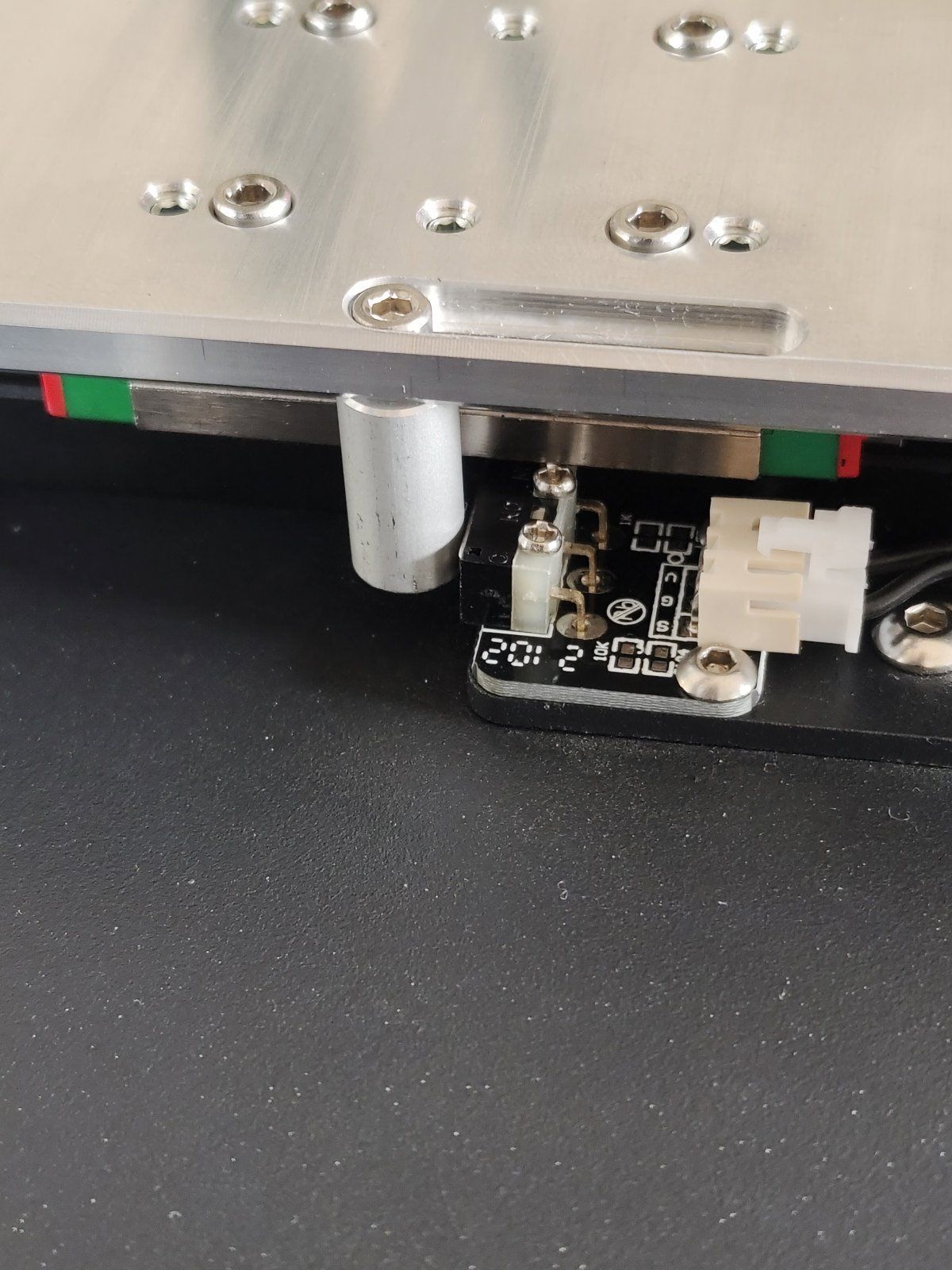
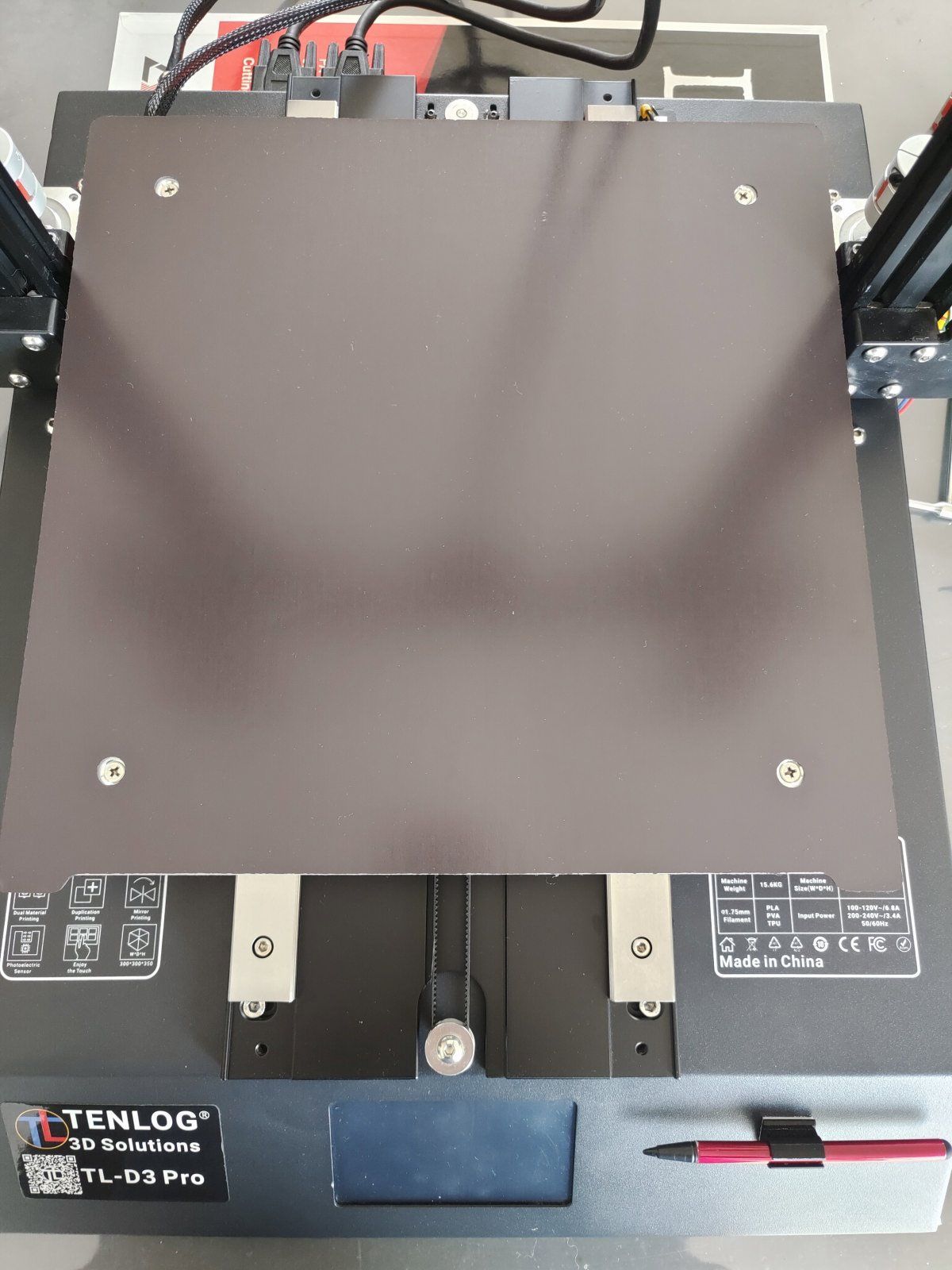
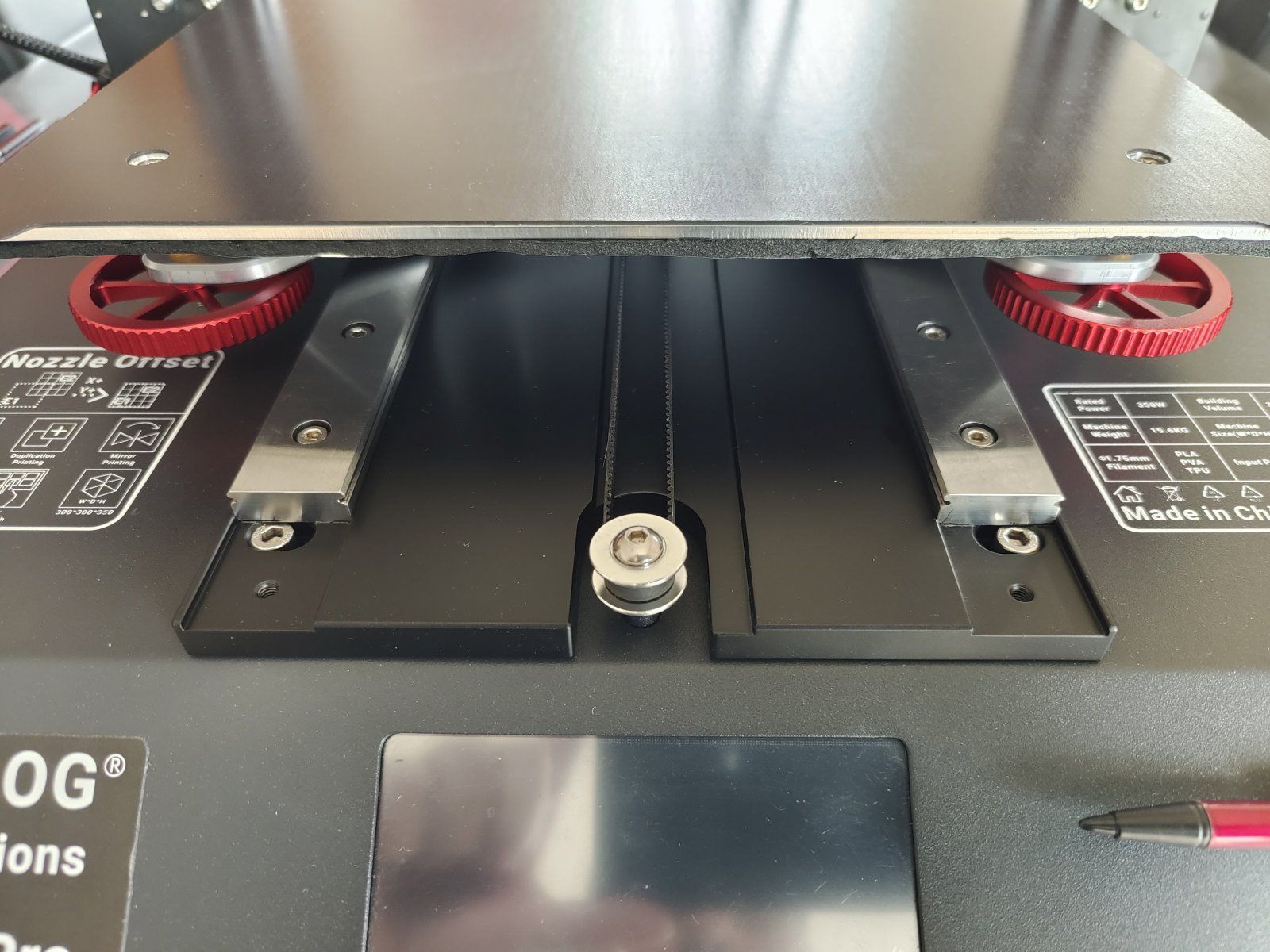
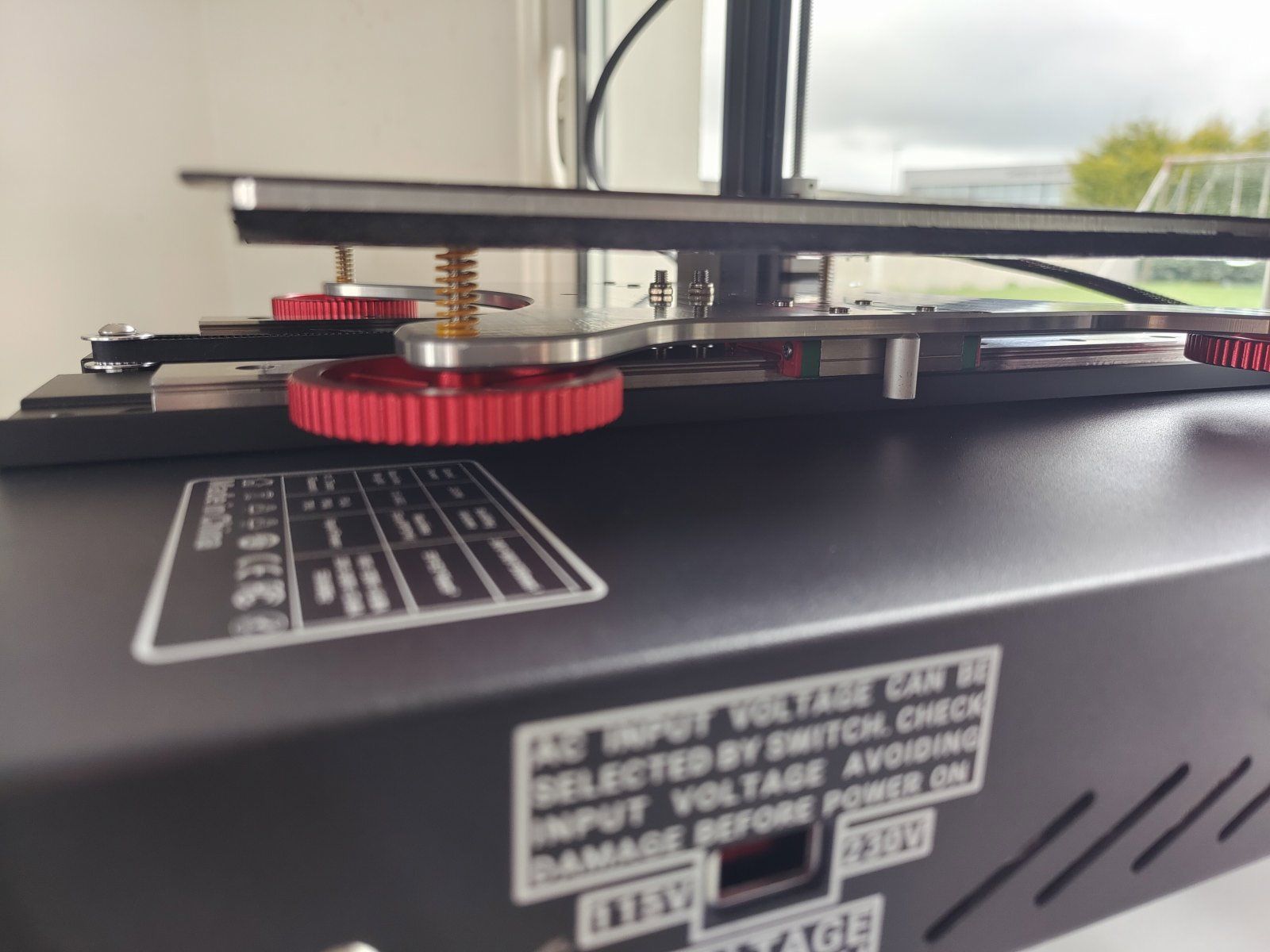
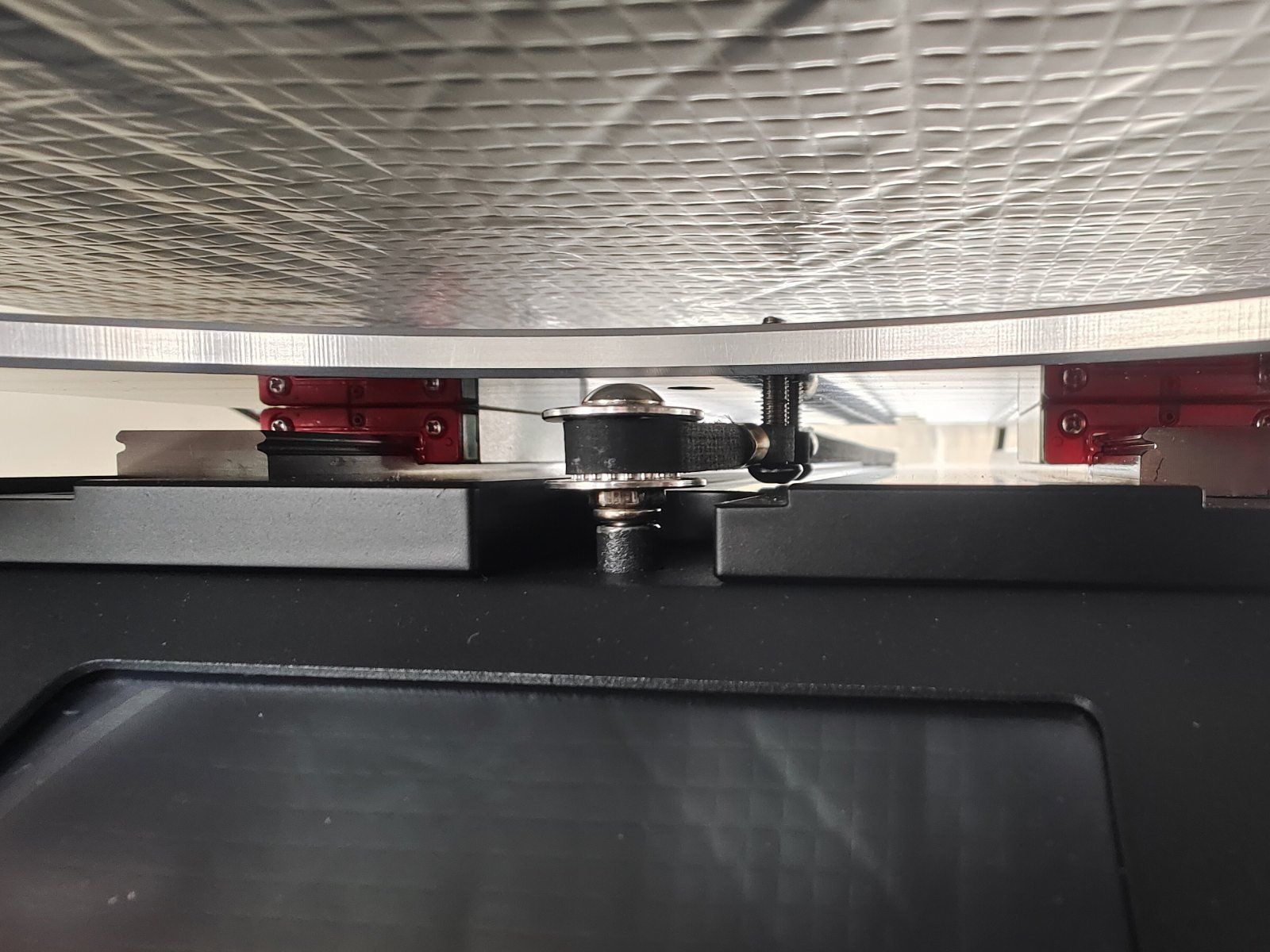
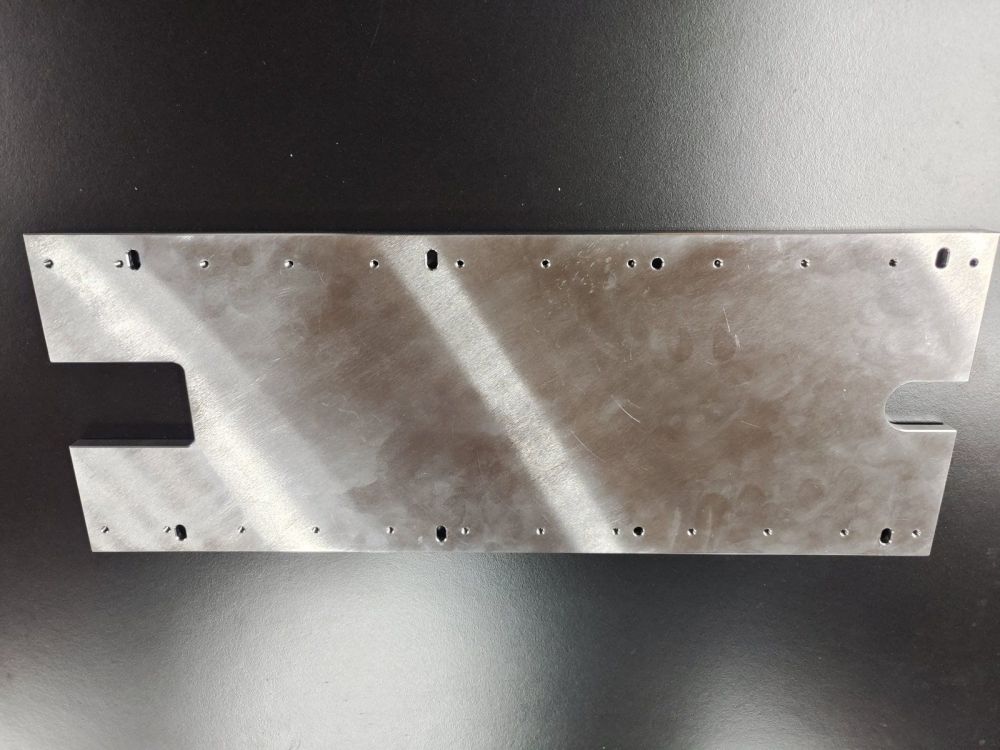
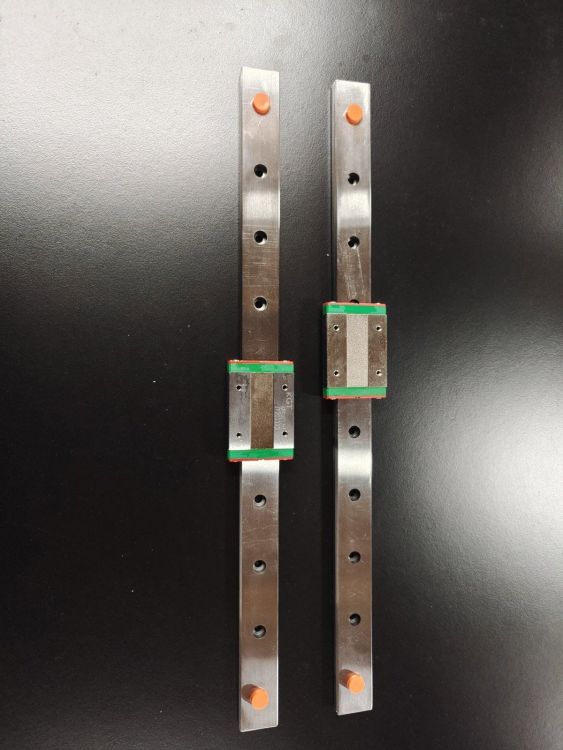
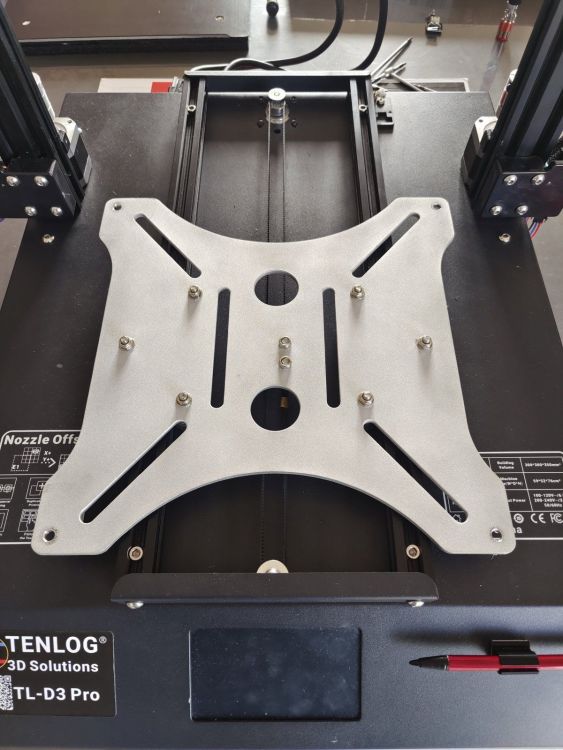
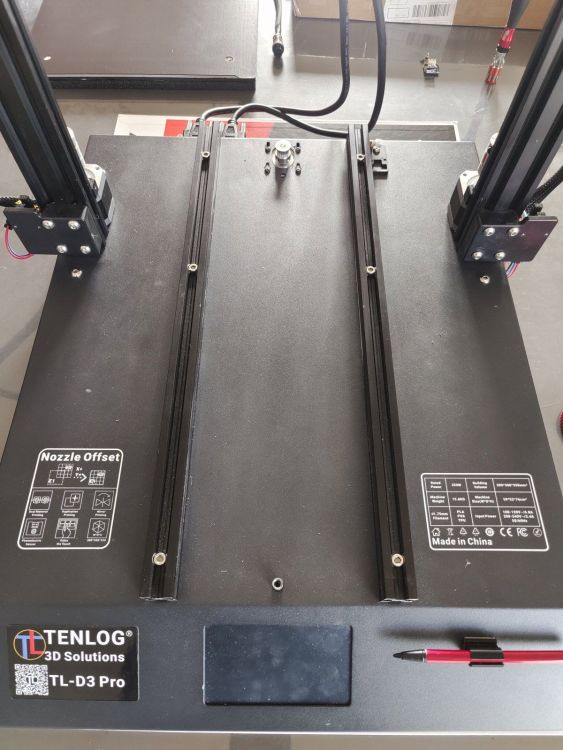
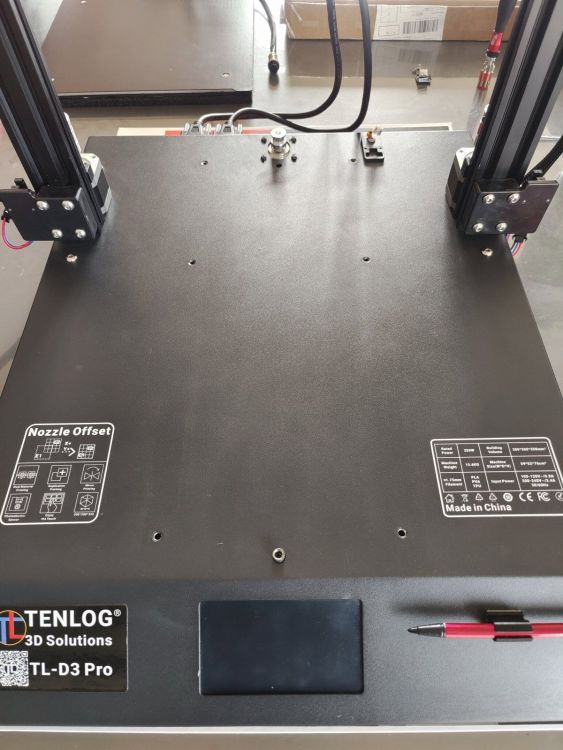
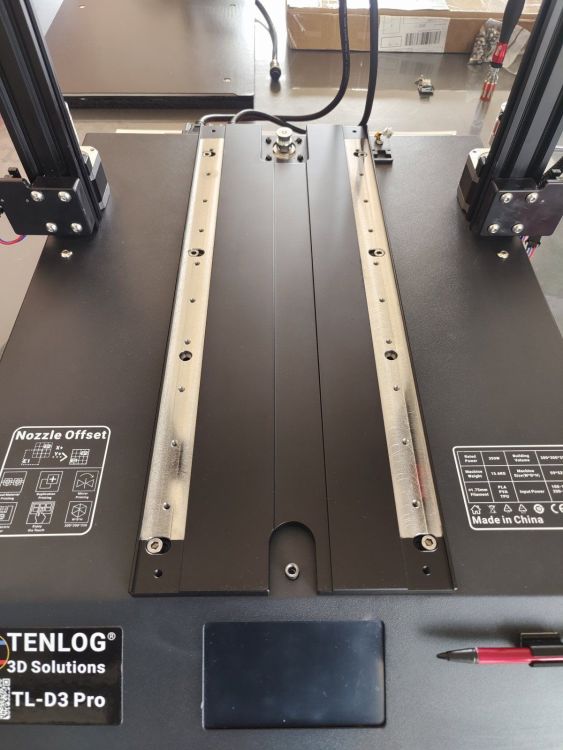
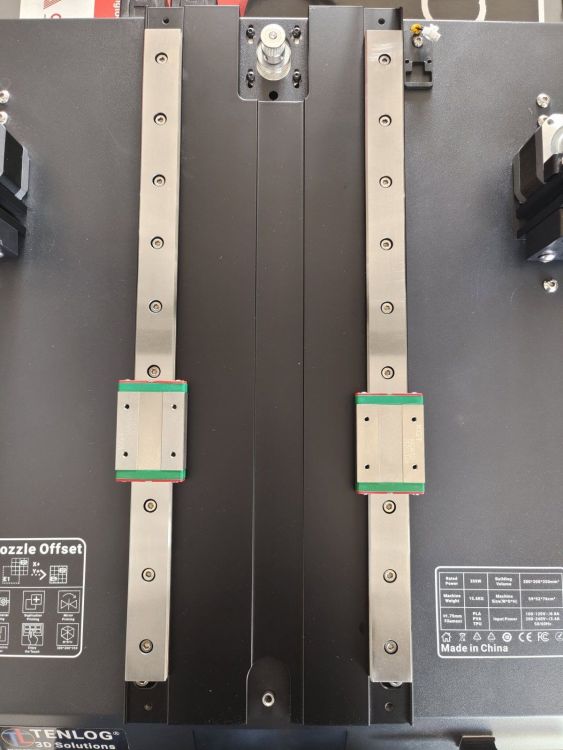
Je vous partage les modifications que j'ai effectué sur mon imprimante. Avant d'en dire plus, je suis tout à fais conscient que ce que j'ai réalisé n'est pas à la portée de tout le monde. Je ne parle pas d'un point de vu technique car il n'y a rien d'exceptionnel mais plus au niveau de la réalisation des éléments. J'ai utilisé des machines industrielles et de l'outillage spécifique qui font partie de mon travail. Si je me suis lancé sur cette modification c'est tout d'abord par le manque de précision de certaines pièces et parce que j'aime bien "améliorer" des systèmes tant que cela reste dans mes compétences. J'ai mis "améliorer" entre guillemets car parfois ça ne fonctionne pas comme prévu. Bien venons en au sujet, je me suis rendu compte que les profilés alu sur lesquels le plateau se déplace n'étaient pas bien droit. Lorsque je réglais mes excentriques au milieu de plateau et qu'ensuite je le déplaçais aux extrémités, les roues forçaient trop et inversement lorsque je réglais aux extrémités et que je déplaçais au milieu eh bien ça ne touchait quasiment plus. J'avais aussi un problème avec mon plateau qui était convexe. J'ai donc décidé de réalisé une plaque de regroupement en tôle bleue (XC90) de 10mm d'épaisseur + un nouveau support de plateau chauffant en aluminium avec butée de fin de course réglable qui fait quant à lui 6mm d'épaisseur pour une meilleur rigidité. J'ai acheté deux glissières linéaire avec chariot et un nouveau plateau chauffant (en espérant que celui-ci soit bien plan). Je ne vous cache pas que j'ai du faire quelques évolutions car j'ai eu quelques contraintes. La première était lorsque j'ai fixé mon support plateau sur les chariots des glissières. Si vous n'avez qu'un chariot comme sur le kit réalisé par studiolab39 qui soit dit en passant a l'air vraiment top (c'est ce qui m'a donné l'idée de réalisé cette modif), est bien cela ne pose pas de soucis, par contre avec deux, au moment du serrage de l'ensemble il se passe un phénomène de torsion et la plus rien de coulisse, j'ai donc ajouté des vis sans tête à coté des vis de serrage pour évité ce phénomène. Ensuite j'avais repris les positions des vis de maintien de la courroie mais la encore j'ai du déplacé une des positions car ma course n'était pas bonne et par la même occasion j'ai aussi rallongé la rainure pour le réglage de la butée qui actionne le capteur fin de course. Et enfin sur la plaque de regroupement j'ai élargie la rainure centrale car les têtes des vis pour la courroie touchaient. Voila, après montage de l'ensemble et les problèmes résolus je suis plutôt satisfait. Le plateau que j'ai commandé est bien plan, le seul soucis est que les nouveaux plateaux sont pour les imprimantes dernières générations donc sans la connectique à visser, comme j'en avais une d'un vieux plateau, un petit coup de fer à souder + gaine thermo et le tour est joué. J'en ai profité pour mettre un isolant thermique sur le dessous et une surface magnétique sur le dessus. J'ai maintenant un déplacement bien linéaire et mon levelling est top au centre comme aux extrémités. J'ai eu un soucis sur mes premiers print avec un décalage en Y mais j'ai compris mon erreur car j'ai utilisé un hyper lubrifiant de la marque Mecacyl pour les chariots. Le problème est que ce lubrifiant est extrêmement fluide et que par le phénomène de gravité il coulait sur ma plaque et les billes n'étaient plus lubrifiées. Je l'ai remplacé par de la graisse blanche au lithium WD-40 et la c'est nickel, plus de décalage. Aller, j’arrête de blablater et je joins différentes photos de mon projet. Bonne visualisation.







 1 point
1 point -
Je n'avais pas vu ce sujet ! Moi aussi j'utilise l'impression 3D pour l'Airsoft, même si ça reste assez limité. Quelques supports pour accrocher les répliques au mur, et un support pour maintenir les répliques pendant leur entretient. PS: Ce sont bien des répliques d'Airsoft ! les fausses balles c'est de la déco, c'est même pas des démilitarisés, mais des fausses usinées dans de l'alu.


 1 point
1 point -
Sur Toulouse, on a 2 fournisseurs, qui ont pour avantage de ne pas avoir de frais de port si on va chercher nos commandes chez eux (contacter leur services clients pour savoir comment sa fonctionne). Ces 2 fournisseurs sont très recommandé par mes potes sur Toulouse (j'en ai questionné pas mal pour avoir des retours d'expériences, dans la communauté droniste, et FabLab), qui sont pour certains de très gros consommateurs de filaments depuis pas mal d'années, en perso et pro. Le plus gros c'est Atome3D (pas testé perso, mais très plébiscité par mes potes ici), on m'a recommandé la gamme eSun plus "grand public", oui ils sont plutôt orienté PRO (un des plus gros fournisseurs en ligne en France), donc attention sur le site les prix sont HT. Petite astuce lors de la création de votre compte, vous bénéficiez d'un code promo de 10%. Et ils font aussi de la résine (plus pleins d'autres matos). Gros avantage, ils ont une pléthore de gammes de matières... pour ceux qui cherchent des trucs spéciaux... https://www.atome3d.com/collections/esun-filaments Après on a eMotion-Tech (bobines en cours sur ma Ender 3 Pro très propre, en PLA premium, et 2 bobines Mat que je n'ai pas encore testé). Très utilisé et recommandé par mes potes ici, ainsi qu'au FabLab. https://www.emotion-tech.com/filaments Si vous faite partie d'un FabLab, contactez les, car il serait possible d'avoir une réduc permanente sur tout leur site (pas uniquement sur les filaments). Attention au profil des filaments eMotion-Tech dans Cura, la distance de rétractation est calibré sur leur dernière imprimante... et pas adapté à une Ender 3 par exemple (de mémoire c'est 1,4mm, alors qu'il me faut 6mm...), je me suis fait avoir il y a quelques jours suite à un soucis avec mon bowden (en fait le pushfit qui avait lâché suite à une mauvaise manip), j'avais encore des problèmes de cheveux d'ange... je pensais encore avoir un soucis sur mon extruder... en fait non j'avais sélectionné le filament eMotion Tehc dans Cura pour imprimer les pièces de tests après la réparation, alors qu'avant je prenait PLA standard... une fois corrigé la valeur, tout est redevenue normal, les impressions sont impeccable. Ce sont aussi eux qui s'appellent ReRap-France, le site existe toujours à ce nom : https://www.reprap-france.com/ En fait ils ont plusieurs sites qu'ils ont clustérisé en fonctions des produits vendue (mais les filaments sont les même). Pour ces 2 fournisseurs, le service client est très sympathique et répond aux questions et peuvent aider dans le choix des filaments.1 point
-
Je suis en train de voir pour refaire mon stock et je te confirme une inflation des prix. Par exemple, celle-ci : https://www.amazon.fr/SUNLU-Transparent-Filament-Printing-Dimensional/dp/B07WCLPRGS 35€ Elle était à 25€ jusqu'à début Avril (suivi Keepa). Quant à l'import de Chine, ce sont les frais de port qui ont bien augmenté. Moi, je vais attendre.1 point
-
Je pense vraiment que cette marque à de gros problème de suivi de qualité, j'ai commandé deux plaques de pei pour cr6, une pour le beau père et une pour moi. la mienne pas moyen de faire tenir quoi que ce soit et celle du beau-père niquel. Même si on inversait, la sienne tenait. De même pour la SR la mienne n'est pas top, mais pour une fois celle du beau-père non plus (oui on s’achète presque toujours les mêmes imprimante. comme ça je test et lui profite!)0 points
-
J'ai commandé celui motard geek côté lisse aucune accroche... Je me le suis fait rembourser par le vendeur. J'ai collé un papier type zyflex sur le côté lisse pour 1€ sur Aliexpress. Ça accroche encore plus que les zyflex qu j'ai eu.0 points