Classement




Contenu populaire
Contenu avec la plus haute réputation dans 27/05/2022 Dans tous les contenus
-
ça dépend, si la pièce c'est un cocon d'araignée autour d'un bout de ruche : c'est nickel oui je sors en butinant ->5 points
-
Dommage qu'il y ait un R dans ta marque favorite d'imprimante sinon en verlan ce serait pas mal aussi3 points
-
Bonjour à tous, Je travaille depuis plusieurs semaines à la fabrication d'un simulateur de course automobile (sorte de défi personnel ). Voilà l'engin réalisé quasiment entièrement à la mimine : J'avais également comme lubie de créer une chaine YouTube pour partager tout cela et m'exposer un peu à la caméra et aux joies du montage. C'est chose faite, avec beaucoup d'humilité par rapports aux ténors dans ce domaine... Je vous partage une petite vidéo diaporama de la construction du simu (il y a d'autres vidéos si la curiosité vous prend) : Il était important pour moi d'utiliser l'impression 3D que j'ai pu mettre à contribution sur deux éléments : La fabrication d'un tableau de bord adaptable sur la base de mon volant, et des modifications afin de durcir ma pédale de frein et d'embrayage (je suis plutôt content de m'en être sorti pour la conception et le résultat est plutôt sympa). J'ai mis tout cela en vidéo et les stl sont sur Thingiverse. Liens thingiverse : Fanatec CSL pedals mod by ObjectifSim - Thingiverse Fanatec CSL DD Pro dashboard by ObjectifSim - Thingiverse Voilà, je suis content de pouvoir à mon tour partager quelques créations en espérant inspirer d'autres personnes ! A bientôt, Jeff
 2 points
2 points -
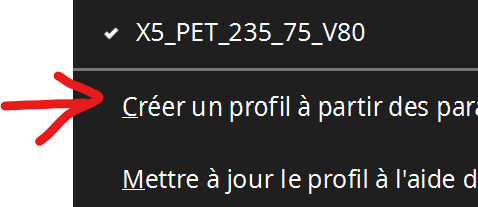
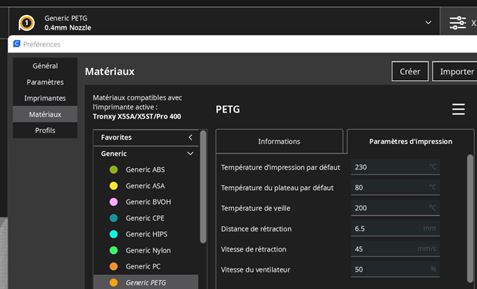
Hello, idem pour moi qui est (seulement ) 2 imprimantes, je me suis créé un profil par type de filament et par imprimante. Je précise les principaux paramètres choisis dans le titre du nouveau profil créé. exemple pour ce profil pour ma X5SA pour le PETG avec T°buse/plateau et vitesse d'impression ensuite je procède par modification d'un profil existant et je le sauve sous le nouveau nom qui va bien. Tu es informé quand tu as fait une modif de ton profil, une étoile apparaît: Après modif, le menu modif est actif Normalement pour utiliser les possibilités offertes par Cura, il faudrait associer ton réglage à un profil matériau: Tu as la possibilité de créer un profil dédié au fournisseur/filament utilisé pour peaufiner tes réglages...tu peux charger dans le marché en ligne des profils filament pour plusieurs fournisseurs qui ne sont pas dans la liste par défaut.

 2 points
2 points -
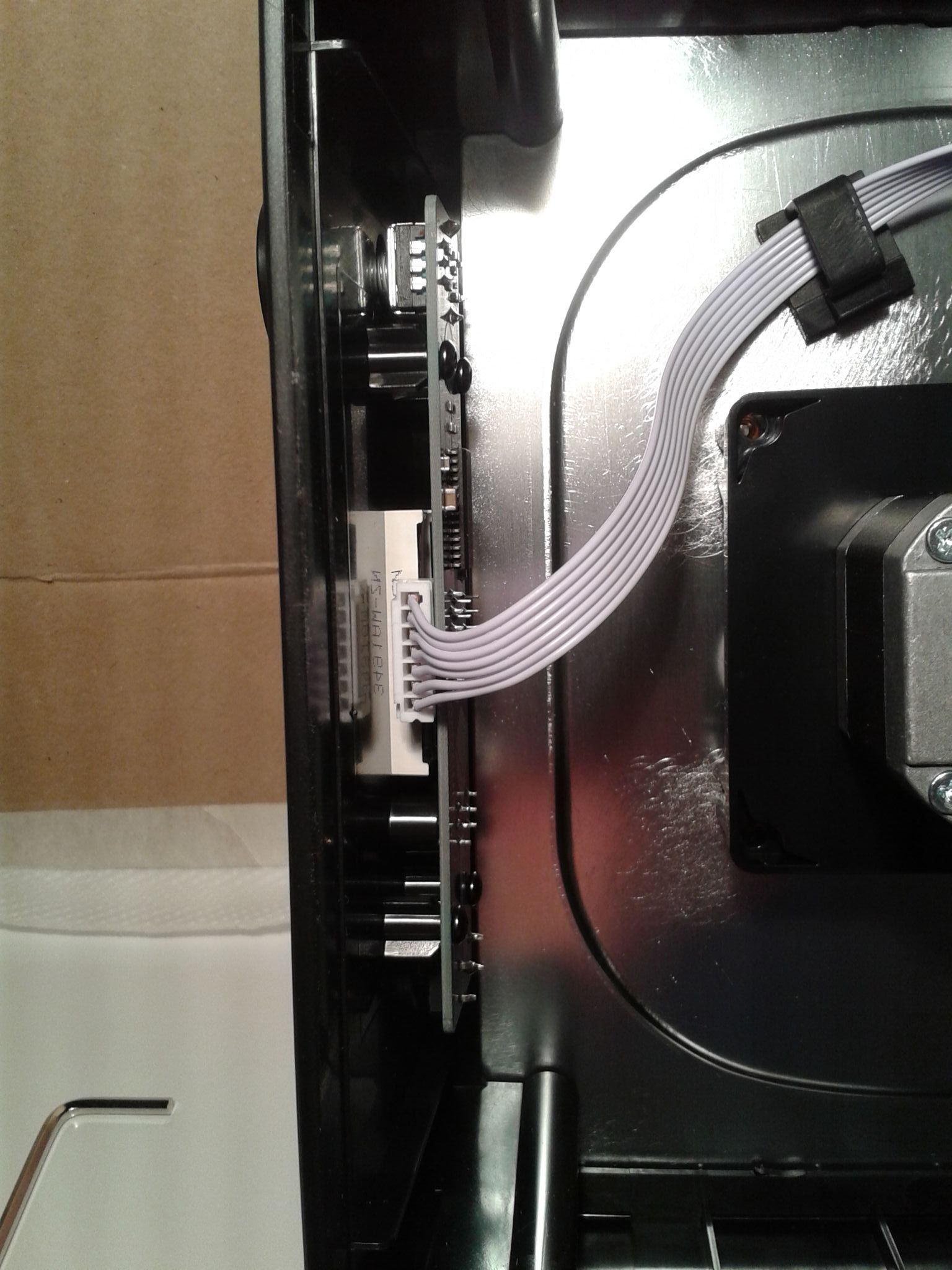
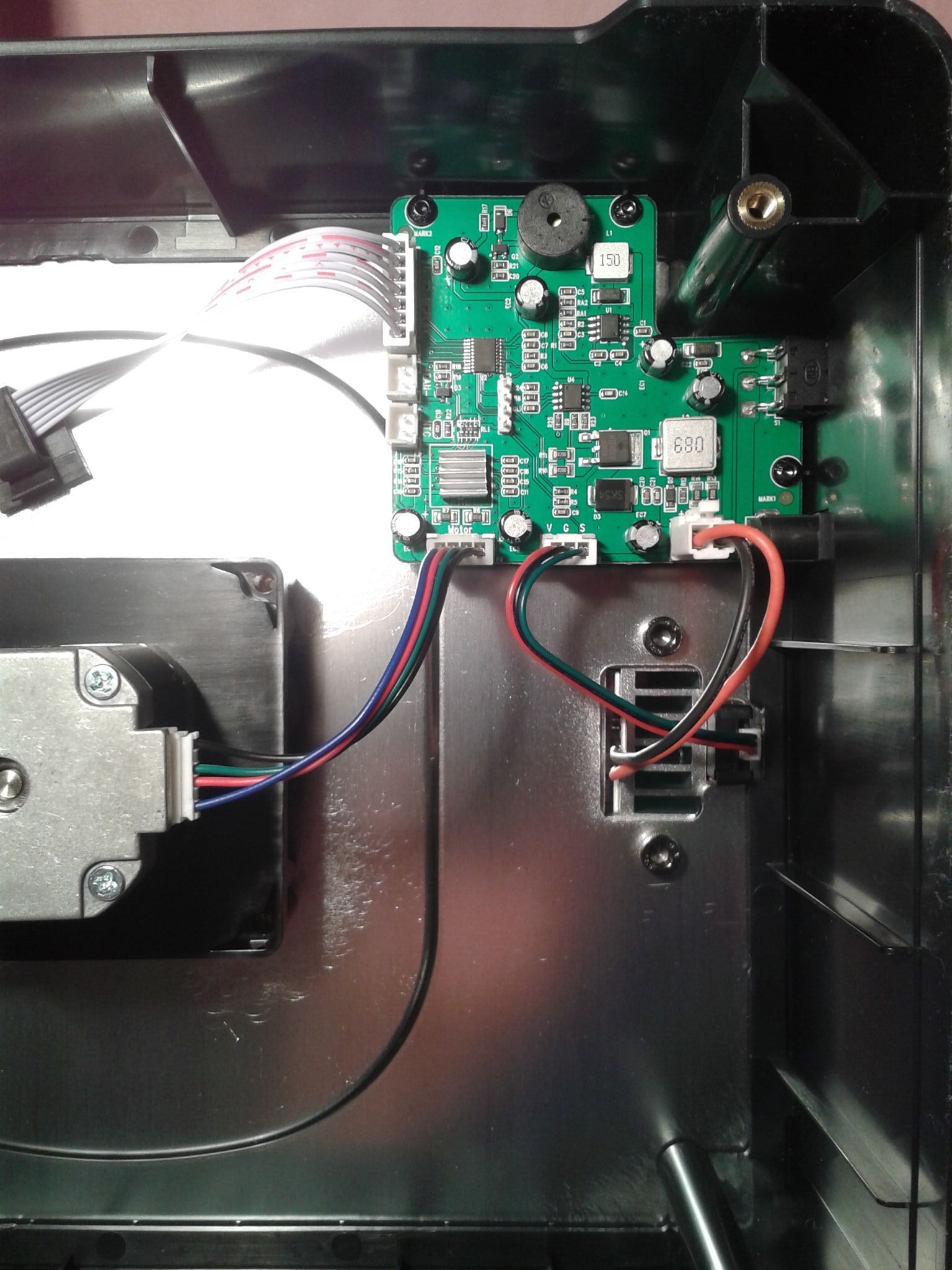
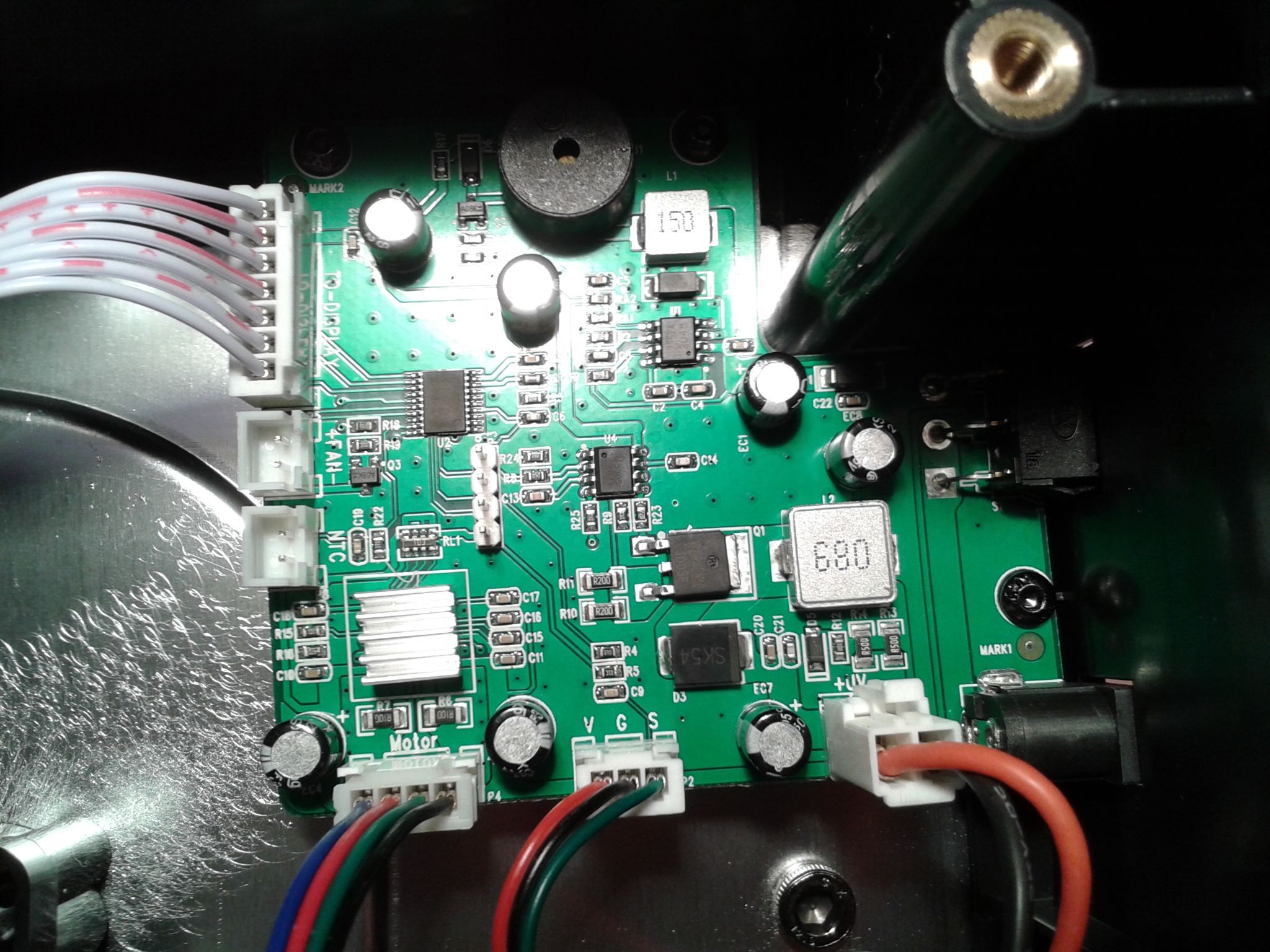
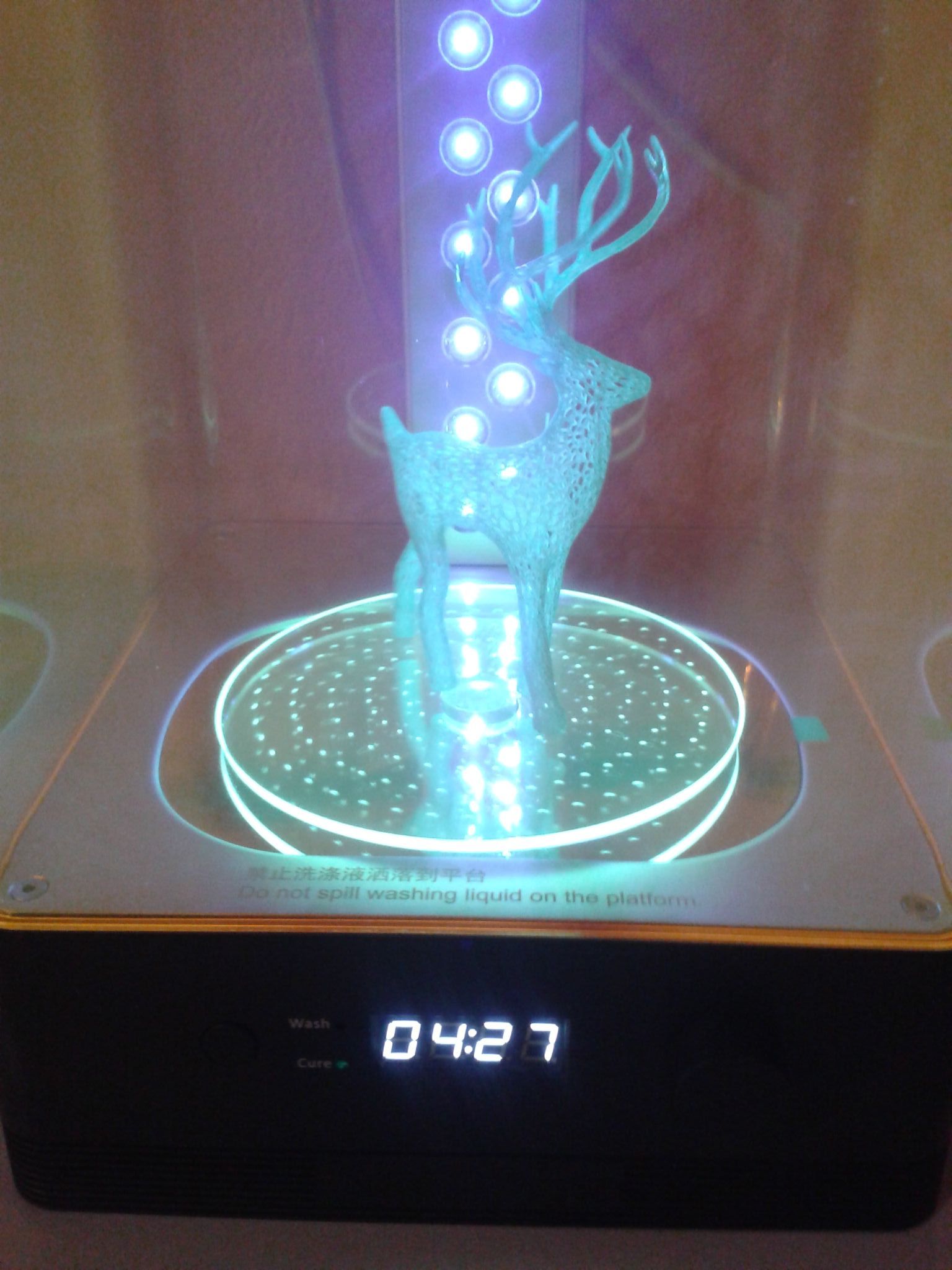
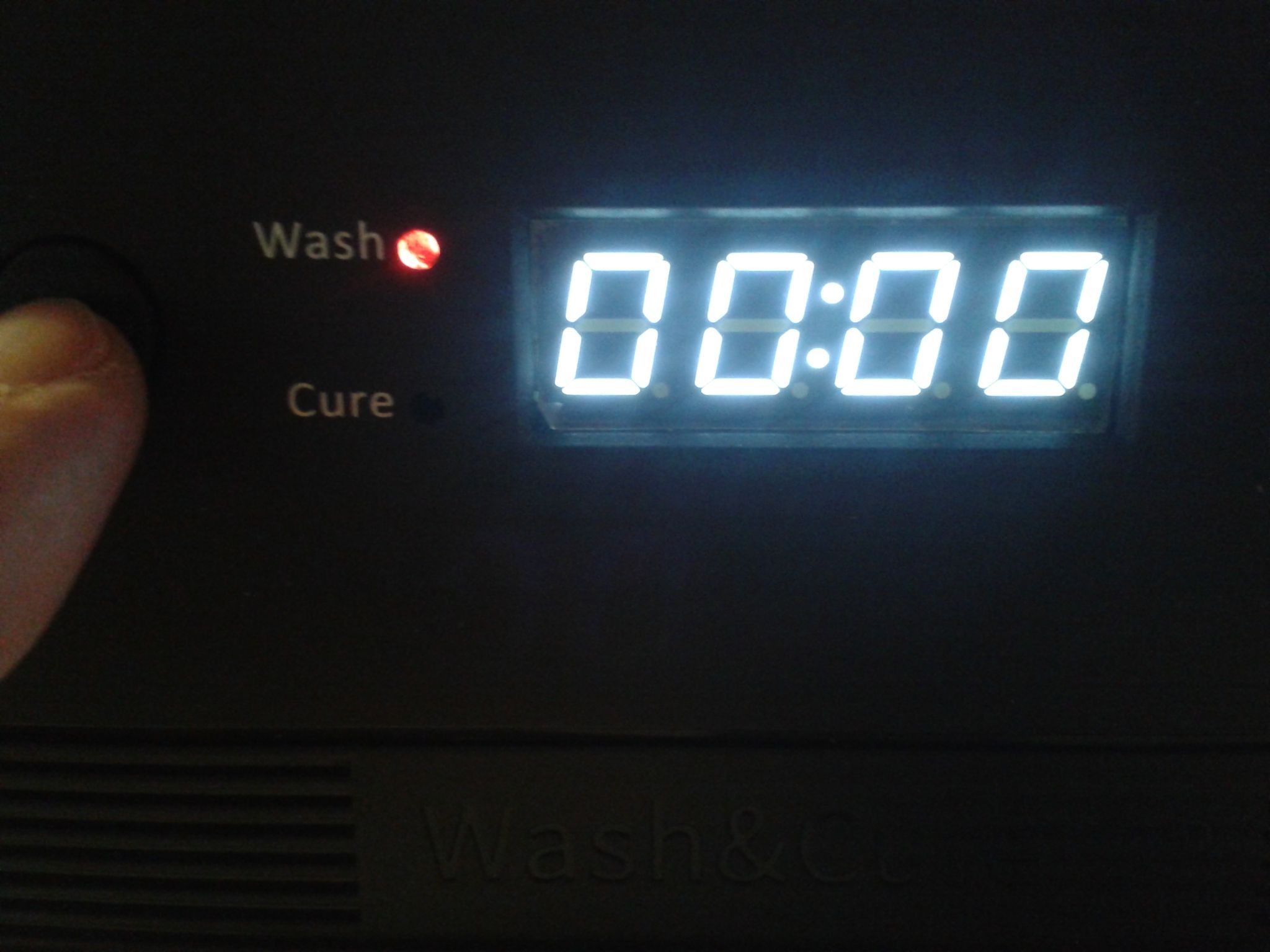
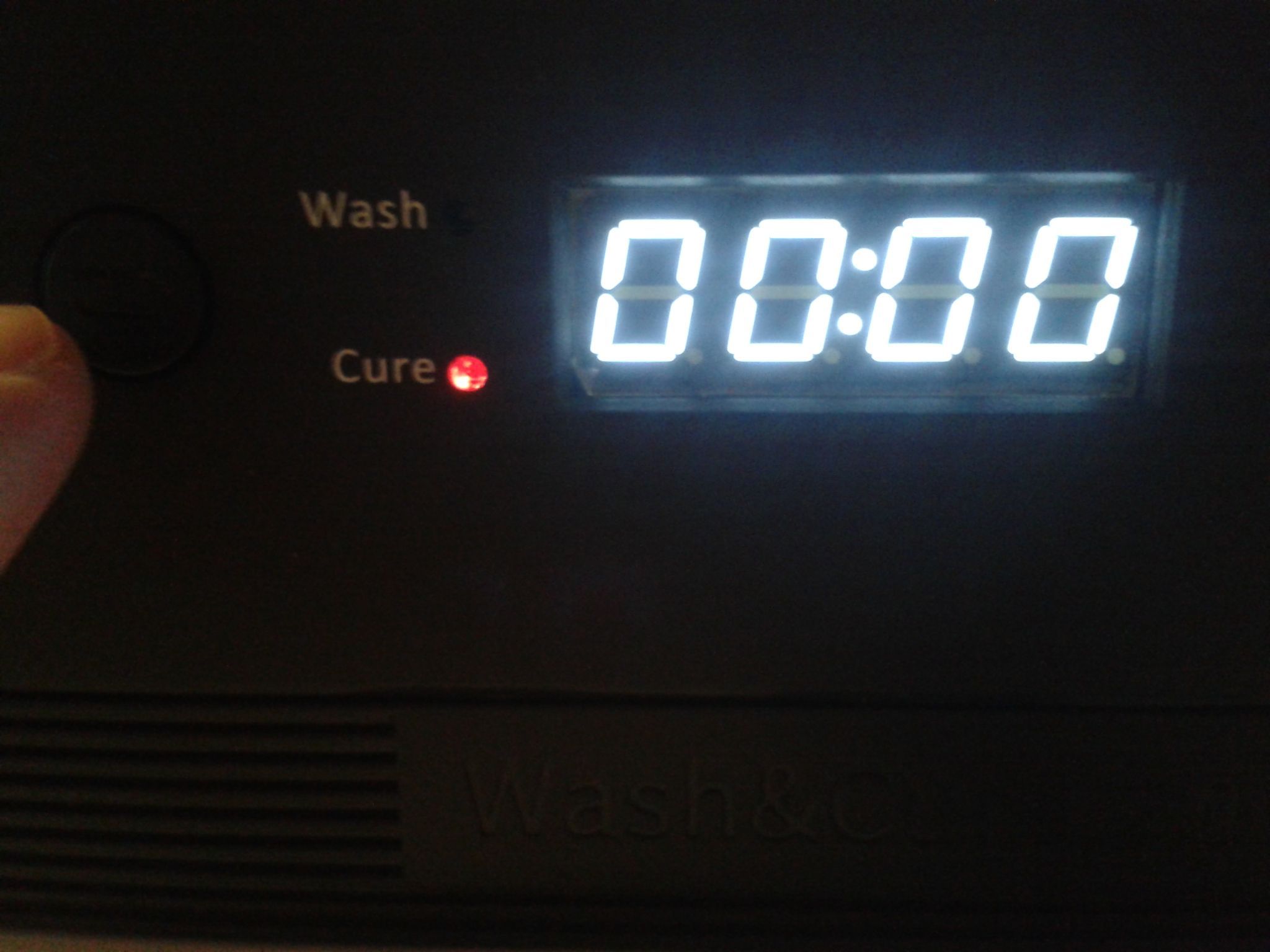
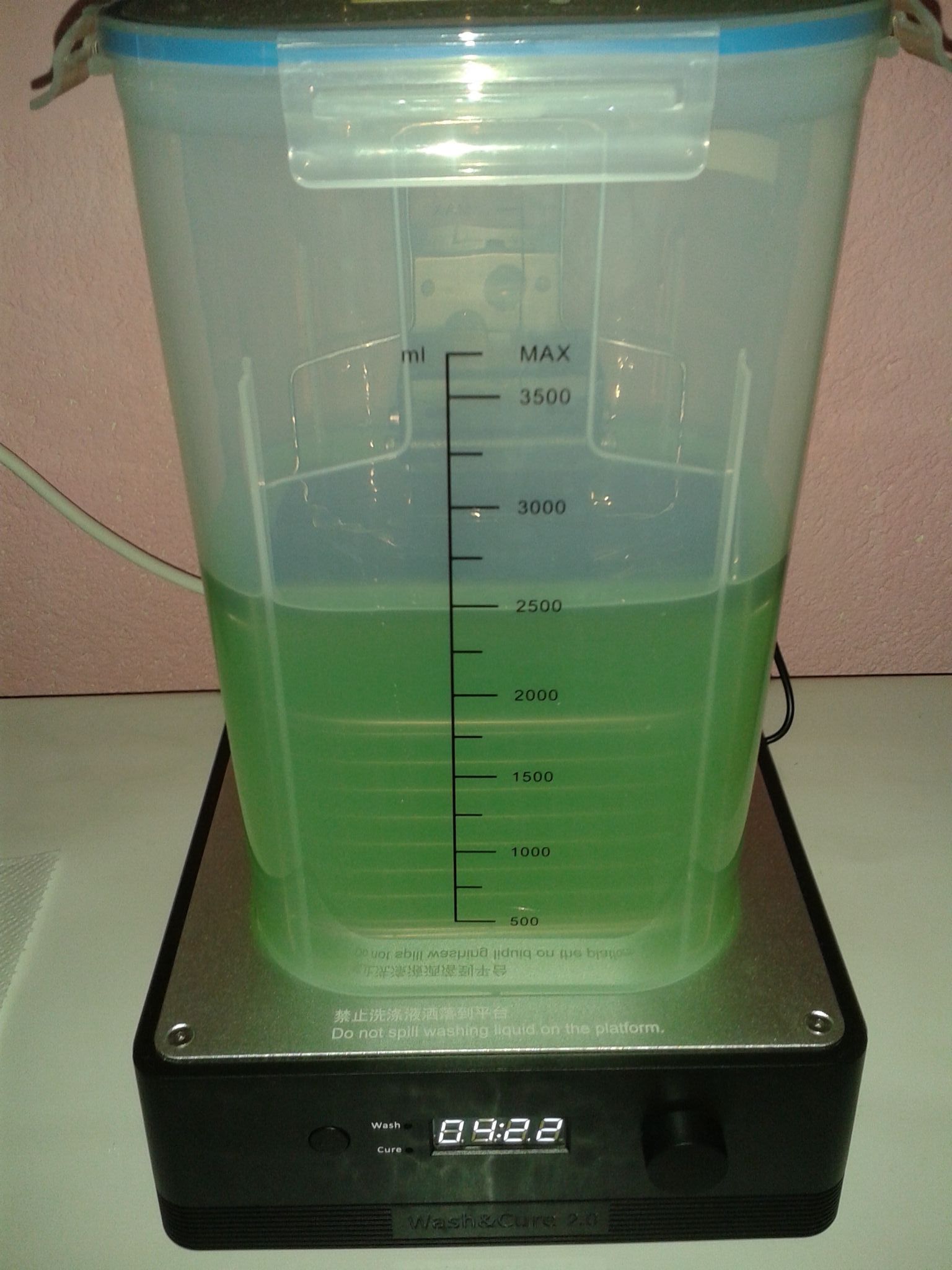
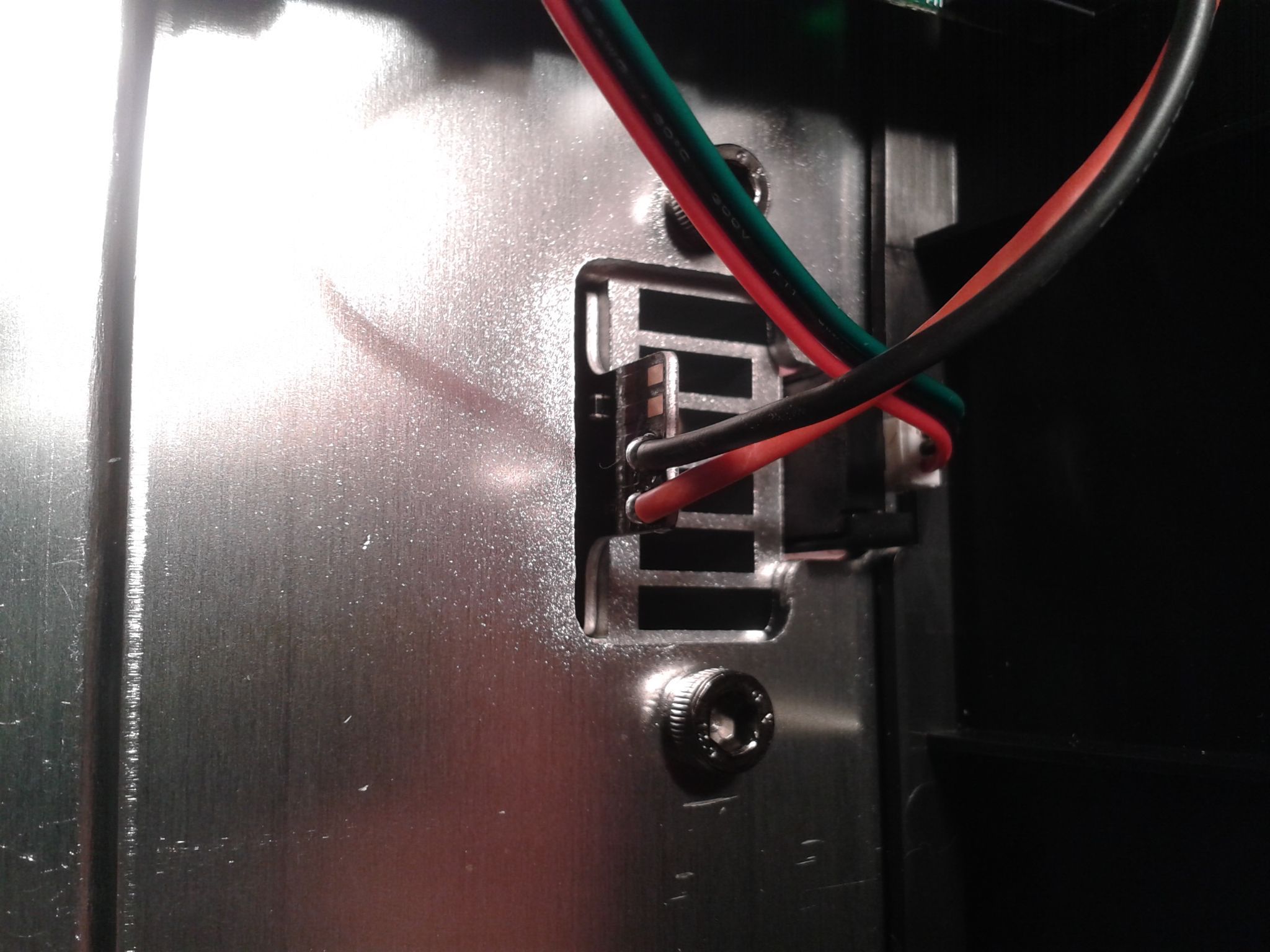
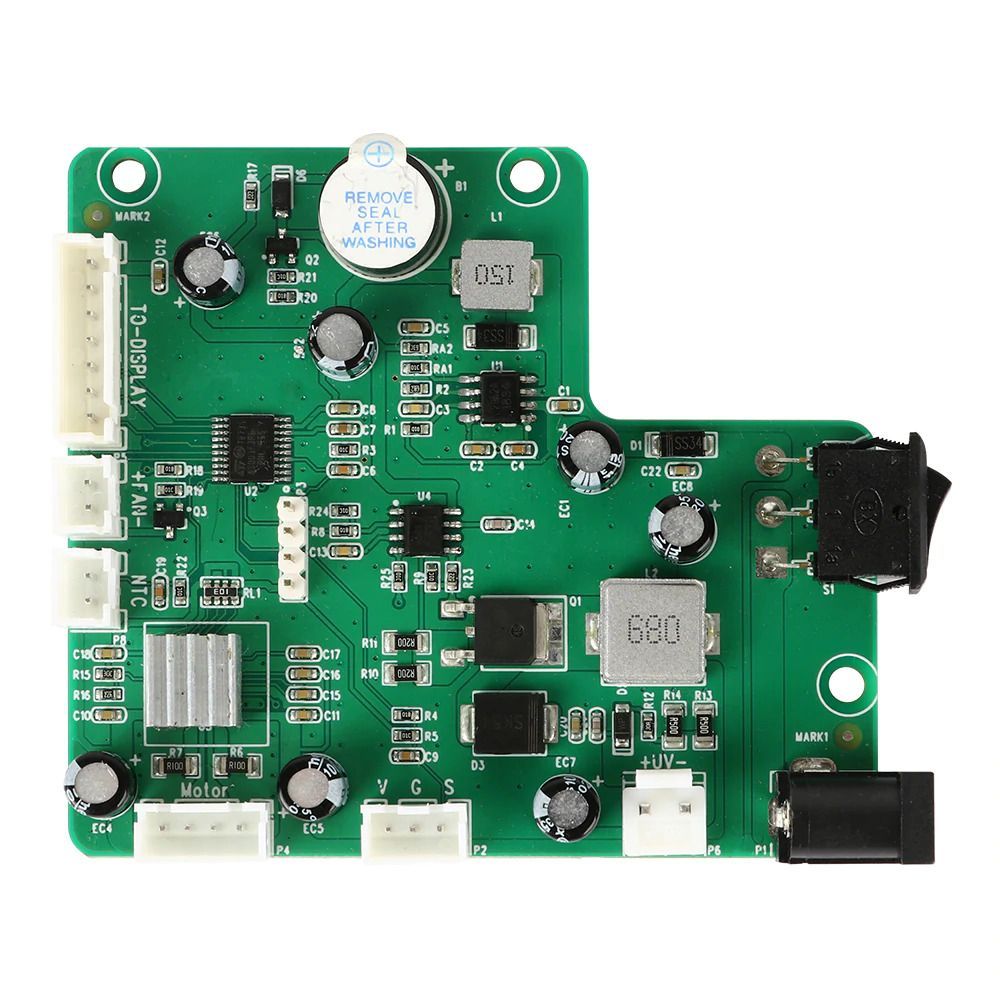
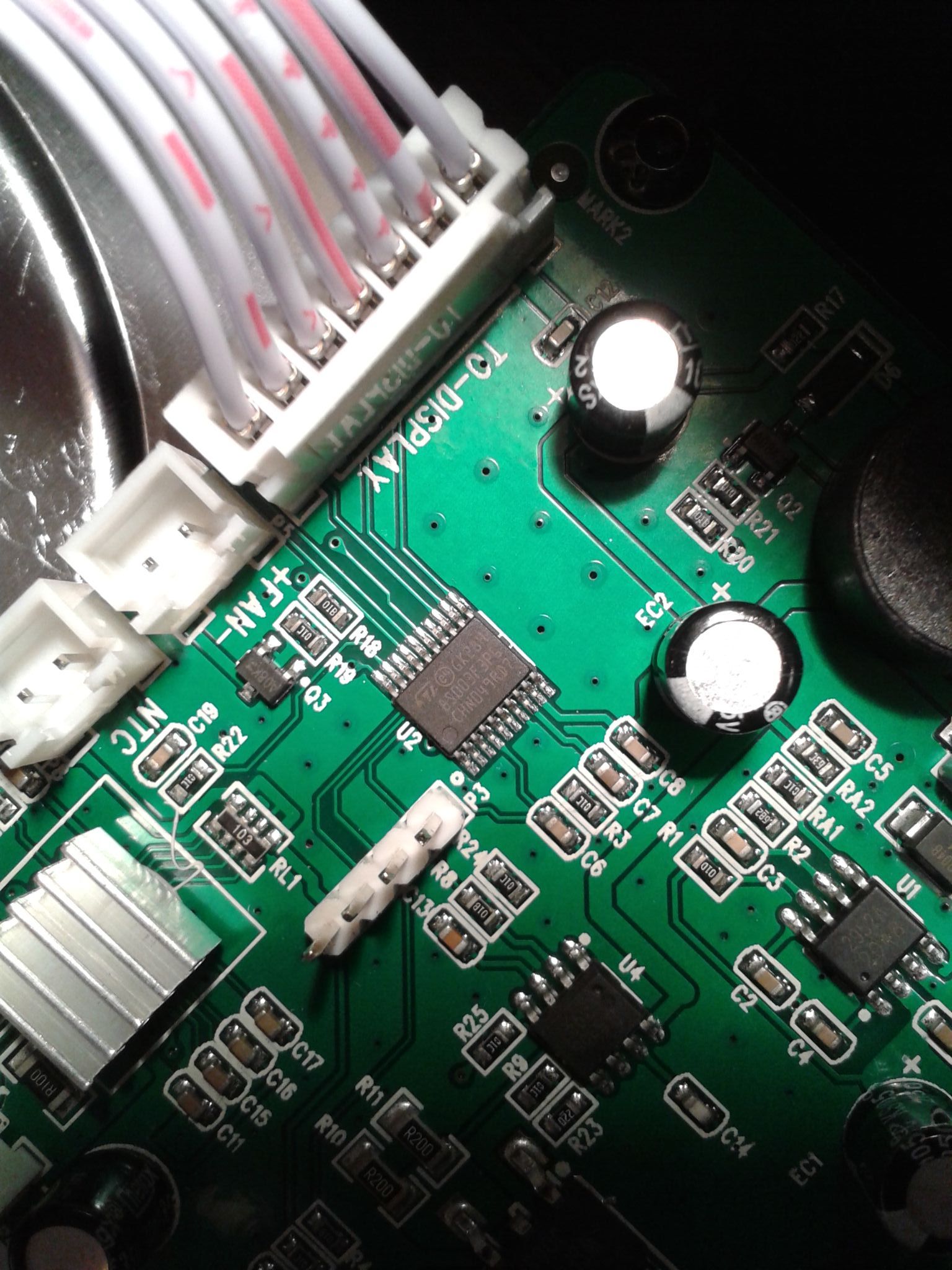
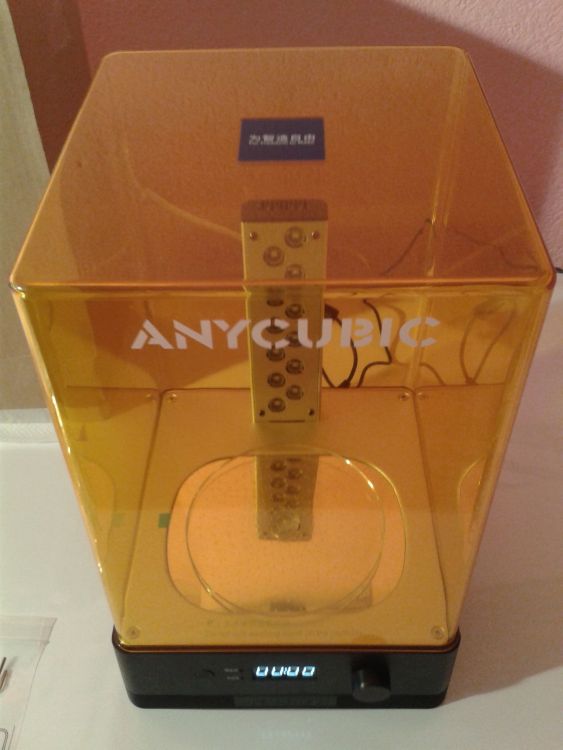
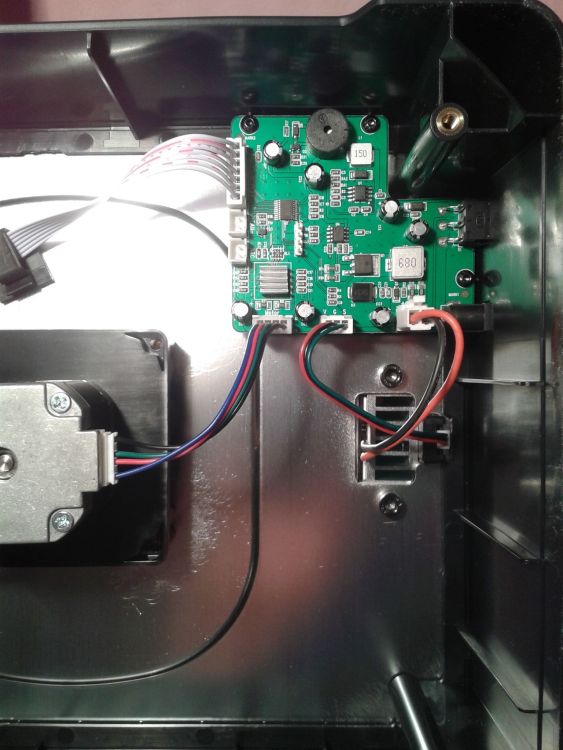
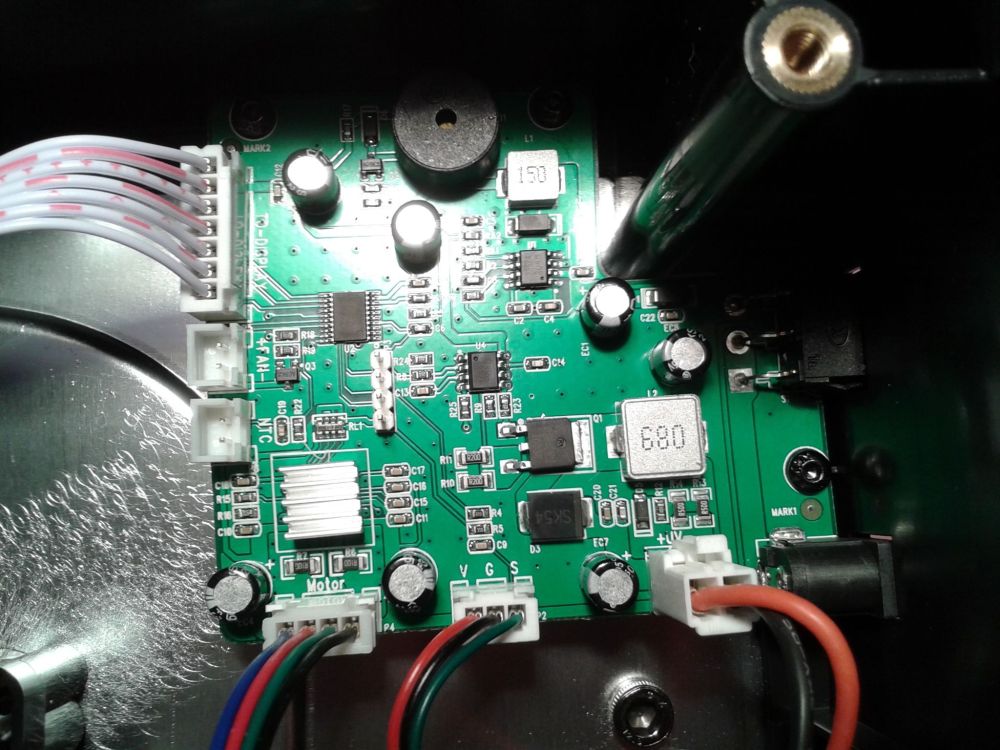
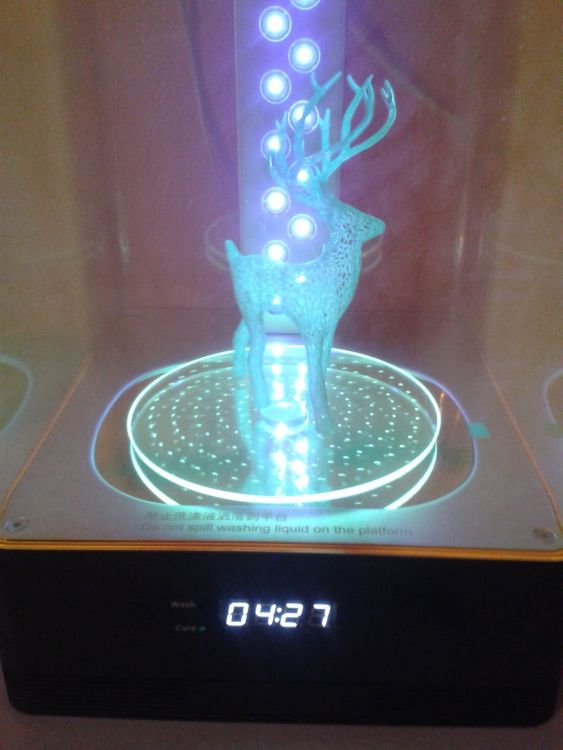
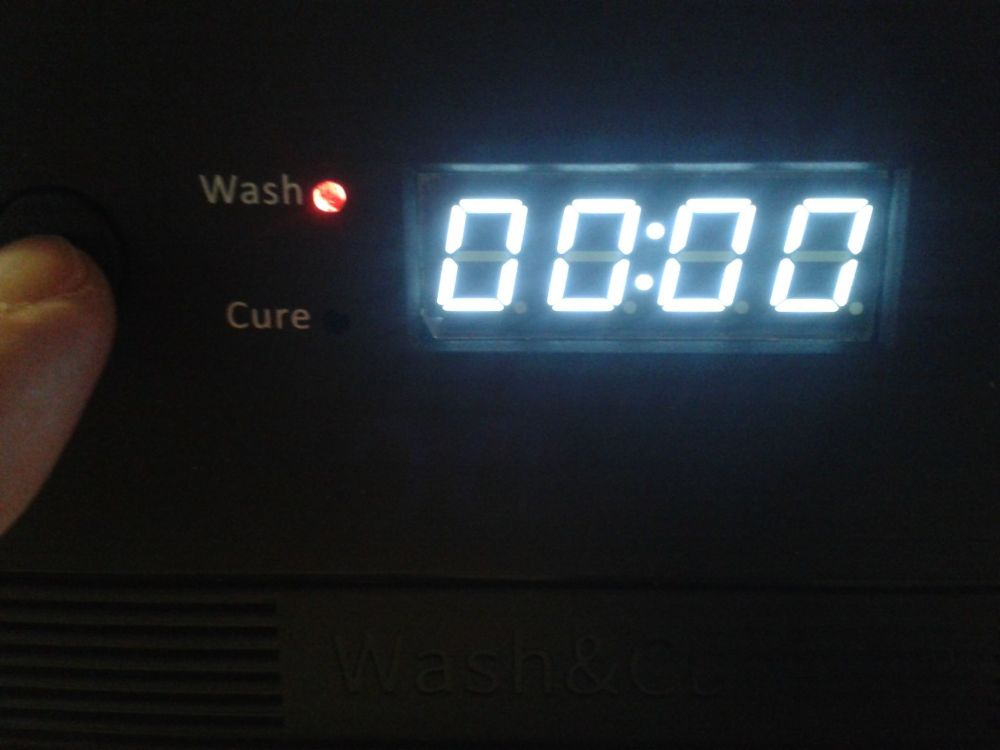
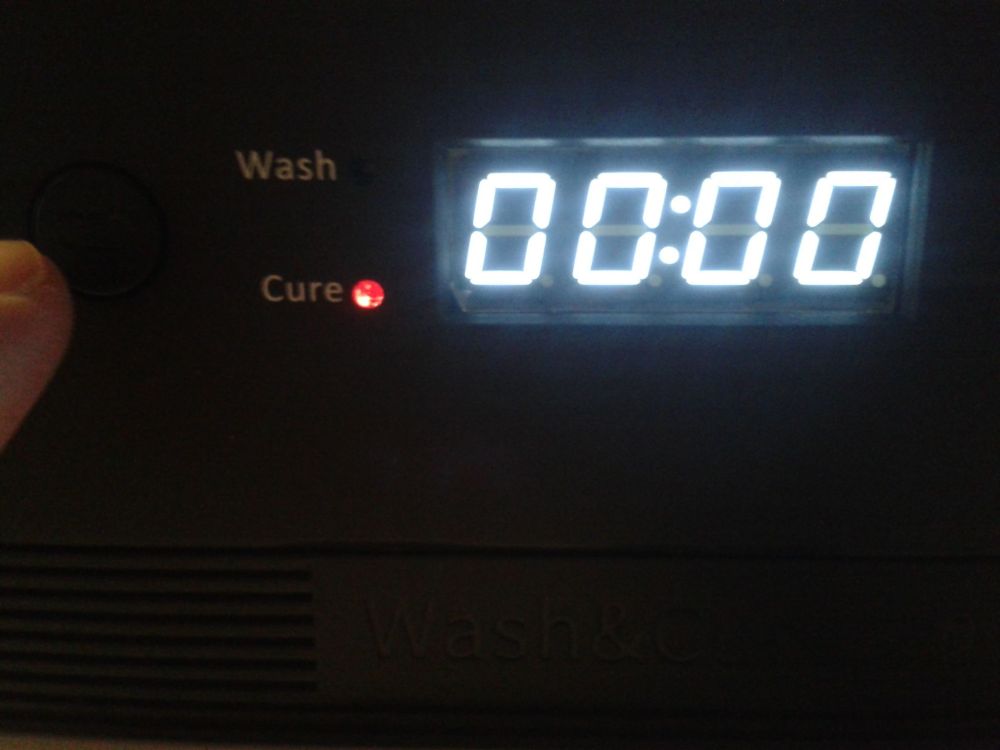
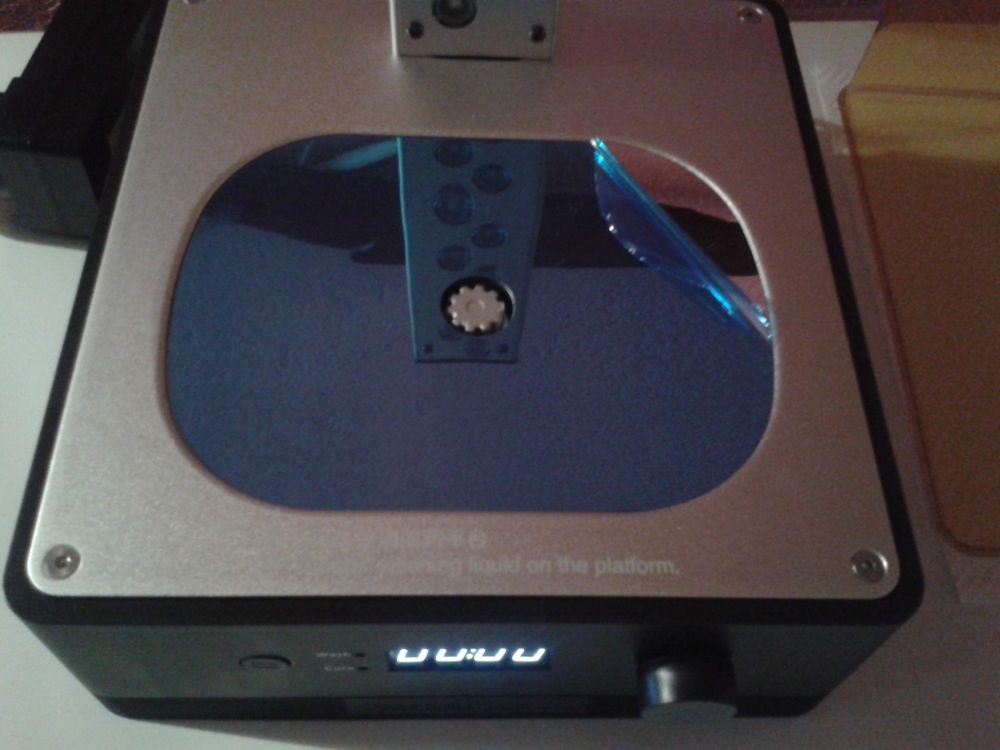
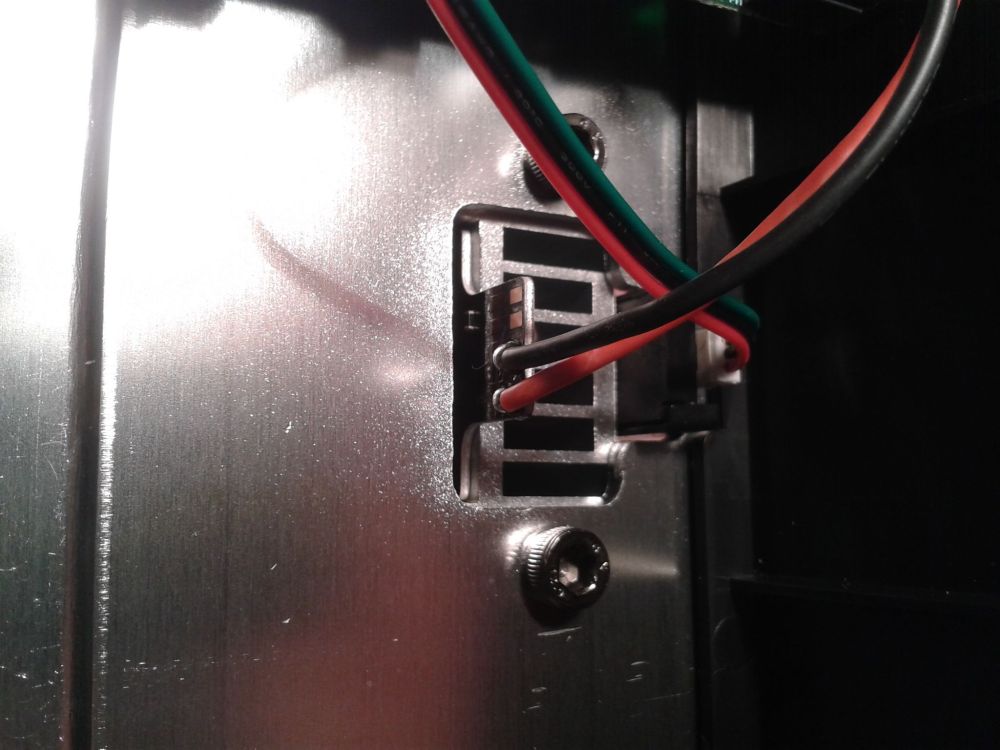
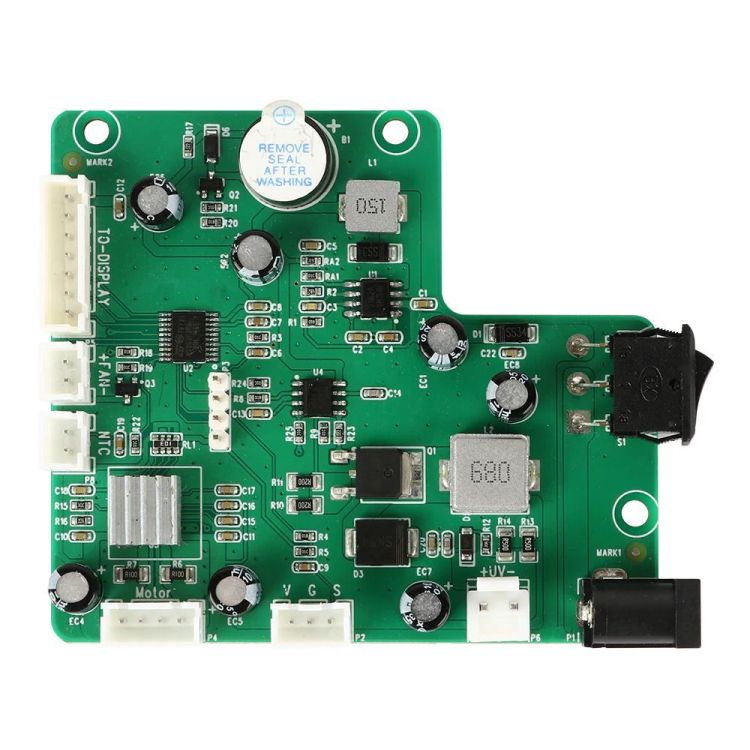
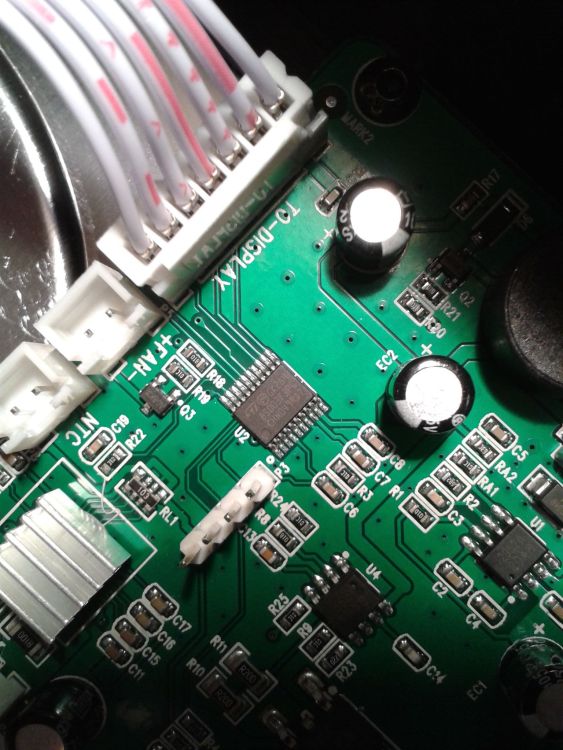
Salutation ! Voici le détail du "Anycubic Wash & Cure 2.0" ( que j'ai obtenu en Add-On avec le kickstarter de la "Anycubic Photon Ultra DLP" ) Machine a double fonction, elle permet avec le bac de lavage, de "Wash"/"laver" un impression résine UV et avec un réflecteur, une plateforme rotative et le capot anti UV de "Cure"/"traitement de durcissement" aux UV (405 nm). Pour les Caractéristiques techniques, je vous invite a regarder sur le comparateur https://www.lesimprimantes3d.fr/comparateur/imprimante3d/anycubic/anycubic-wash-cure-2/ ou sur les sites de ventes Anycubic (fr) https://www.anycubic.fr/collections/wash-cure-machine/products/wash-cure-machine-2-0 Anycubic (en) https://www.anycubic.com/products/wash-cure-machine-2-0 AliExpress PHOTON Official Store (depots eu) https://fr.aliexpress.com/item/1005001375357238.html AliExpress ANYCUBIC Official Store https://fr.aliexpress.com/item/1005001628346841.html le bac de lavage ( pour le "Wash") est compatible avec un plateau d'impression de surface 135 x 80 mm ( ex Anycubic Photon, Photon S, Photon Ultra, Photon Mono, Photon Mono SE, Photon Mono 4K ... (liste non exhaustive ) ) la profondeur depuis le plan du plateau et au maximum de 165 mm. Comme @electroremy a déjà parlé du "Anycubic Wash & Cure 2.0", dans un de ses sujets, je me permets de le citer. ( et de lui piquer des photos, car il a pris des photos bien plus belles que moi ... (Merci electroremy ! ) ) Détails de ce qu'il y a dans le carton d'une "Anycubic Wash & Cure 2.0" Le "Anycubic Wash & Cure 2.0" (Machine + Capot/Couvercle supérieur anti-UV (jaune) ) Liste Des Pièces / Parts List Exactement ce que l'on trouve sur cette image Bac de lavage / "Washing container" (qui a une hélice mise en rotation par des aimants, et un couvercle a rabat pour être fermé hermétiquement) Cordon d'alimentation / "Power cord" (transformateur d'alimentation secteur, "Output: 12.0VDC 3.0A 36.0W" avec polarité positive au centre , cordon d'environ 140 cm) Manuel de l'Utilisateur / "User manual" ( la documentation ( un livret de 4 pages (recto-verso) en anglais ) ) Panier de lavage / "Washing basket" Dans une boîte en carton ( a oreilles de ~ 15.5 x 15 x 4 cm ) un sachet Zip ~ 12 x 18 cm avec Ensemble d'outils / "Tool set" ( un jeu de trois clés Hexagonal (clé Allen) avec du coté long, une tête sphérique ) M3 ( a utiliser pour les quatre vis du cache en métal du dessous ) M2.5 M2 Carte de services / "Service card" ( carte tamponné du contrôle qualité Anycubic ) Roulement en acier inoxydable / "Stainless steel bearing" (Roulement à billes radial acier inoxydable "S625ZZ" Ø int.: 5 mm x Ø ext.: 16 mm x h: 5 mm.) Plateforme de cure / "Cure platform" (plateau plastique transparent pour le traitement UV) Réflecteur / "Reflector" ( a mettre avant (en dessous de ) la plate-forme rotative lors du traitement UV) Grille de Nettoyage / "Washing-rack" (pour porter un plateau d'impression dans le bac de nettoyage et qui permet de profiter des 16,5 cm de profondeur disponible) Fonctionnement interface utilisateur Bouton "marche/arrêt" a l’arrière. (remarquer le capteur qui détecte le réflecteur sur le capot pour détecter la présence du capot (la LED rouge se coupe quand il y a détection) a l'allumage, il y a un petit à-coup du moteur et il se trouve normalement en mode "Wash". Quand on passe d'un mode a l'autre, il y a remise a zéro de la durée du mode précédent si l'on modifie la durée dans le le mode en cours. Ajustement de la durée par pas de 1 minutes ( de 1 a 60 minutes ) via la rotation du bouton molette. Lors d'un cycle faire un appuis sur le bouton molette stop le cycle et remet a zéro la durée ( et on a pas les trois long bips de fin de cycle) . Lors d'un cycle le bouton de changement de mode ou la rotation de la molette non pas d'effet. L'intérieur du "Anycubic Wash & Cure 2.0" ( j'ai enlevé le dessous pour voir si je ne pouvais pas réduire le volume sonore du "buzzer" (il y a trois longs "bips" à la fin d'un cycle.) ) Pas de références visiblement pour le moteur ni pour le contrôleur de moteur pas a pas. ( et je n'arrive pas a lire se qui se trouve écris sur le microcontrôleur ), remarquer le moteur monté sur le bloc noir (système d'aiment pour faire tourner l’hélice / mélangeur du bac de nettoyage ). La carte mère d'un Anycubic Wash & Cure 2.0 Source image https://www.anycubic.com/collections/for-wash-cure/products/motherboard-for-wash-cure-machine-2-0 Pièces de rechange le récipient de lavage pour Anycubic Wash & Cure 2.0 https://www.anycubic.com/collections/for-wash-cure/products/sealed-washing-container-for-wash-cure-machine-2-0 AliExpress ANYCUBIC Official Store https://fr.aliexpress.com/item/1005002310105709.html AliExpress ANYCUBIC Store https://fr.aliexpress.com/item/1005002316370663.html AliExpress PHOTON Official Store https://fr.aliexpress.com/item/1005002875718594.html le tableau d'affichage pour Anycubic Wash & Cure 2.0 AliExpress PHOTON Official Store https://fr.aliexpress.com/item/1005003800266296.html la carte mère pour Anycubic Wash & Cure 2.0 https://www.anycubic.com/collections/for-wash-cure/products/motherboard-for-wash-cure-machine-2-0 En vrac : Bien prendre l’habitude de toujours vérifier le mode en cours pour éviter de se retrouver avec un mode "Wash" au lieu d'un mode "Cure" et d'avoir le plateau qui tourne très vite et vas "expulser" les objets qui si trouve ... La grille du panier du Wash a un maillage qui peut permettre a des petit objet de venir se faire percuté voir sectionner par l'hélice qui mélange le liquide. Quand on imprime des petits objets ou avec des truc qui pourrais passer au travers de la grille du panier, il vaux mieux ne pas les décoller du plateau d'impression, et profiter du petit truc pour placer le plateau dans le bac. ( ou alors utiliser un genre de grosse Sphère a infuser pour le thé en acier, ou ne pas lancer le cycle de "Wash" et le faire a la main ...) Avant ou après l'utilisation du "Wash", il faut bien faire attention de retirer le bac de lavage du Wash & Cure avant de chercher a charger ou retirer l'impression du bac, pour éviter de se retrouver avec des goûtes de sur la machine. Si on laisse longtemps le liquide de nettoyage souillé de résine UV dans le bac de nettoyage, il se forme un dépôts au fond du bac et sur le panier de lavage. ( si on ne l'utilise pas, il semble préférable de ne pas laisser le panier pour qu'il ne se retrouve pas avec de la résine agrégé dessus... ) Bien prendre garde a ne pas exposer le bac de nettoyage avec le l'IPA ayant servie (souillé de résine UV), aux UV, sinon le nettoyage sera bien plus laborieux. ( et il vous faudra changer l'IPA ou la filtrer car la résine mélangé dans l'IPA coagule et forme un genre de blob visqueux ) (réserver un carton ou une boite pour protéger le bac de nettoyage des UV ... ) Mettre une poignée ? de pack de lait sur le couvercle anti UV, certain perce et mette une pogné de meuble ou en métal, d'autre des systèmes d'aiment pour faire tenir le couvercle a un aiment mis sous une de leur étagère juste au dessus de la machine ... Ajouter une "porte document" sur le couvercle anti UV pour ranger en ne pas perdre le réflecteur et ajouter un genre de petite languette pour facilement enlever le réflecteur ( il me semble préférable d'enlever le réflecteur quand on met le bac de lavage mais c'est peut être pas indispensable ... ) Il est préférable de faire plusieurs petite sessions d'UV ( d'une minute ) plutôt qu'une longue ( de plusieurs minutes) pour des impressions fines car l'exposition UV fait légèrement chauffer l'objet ( la réaction de durcissent est exothermique ) et l'objet peut légèrement se déformer selon comment il se trouve orienté / placé sur le plateau tournant. Il faut bien sécher l'IPA avant "Cure" sinon cela fait un genre de zone de bavures, plastique fondu ou traces blanches. Autre Test Anycubic Wash & Cure 2.0 https://nozzler.fr/test-de-la-wash-cure-2-0-de-chez-anycubic/














 1 point
1 point -
Magnifique, tant sur le résultat final que sur le dessin des pièces.1 point
-
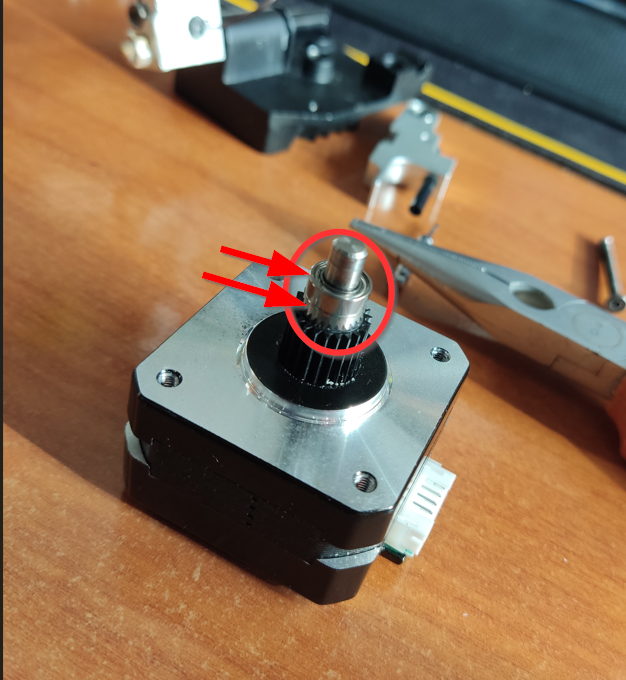
De retour après des tonnes et recherches de la panne jusqu'à que je constate qu'il y a un spinner DE PLUS dans l'extruder qui justement depuis la cassure du levier à noel difficile à fermer. Je pense après réfléxion comme mon problème est celui là sauf....... que je n'arrive pas à enlever les spinner du moteur ? Avez vous une méthode ou un conseil ? Mais j'ai le doute malgré tout ? savez vous si il y a bien 2 spinner ou 1 seul ? Merci de votre retour
 1 point
1 point -
J'ai déplacé ton monologue dans la section Voron puisque ce n'est plus une Creality.1 point
-
Également revoir la rétraction (baisser) avec un heatbreak «full metal». On peut également le «préparer» en utilisant un peu d'huile (une goutte d'huile (colza, olive, raisin, …)) en utilisant un «lubrificateur» de filament. Mais surtout en prendre un de qualité, gage d'absence de problème (l'usinage intérieur doit être le plus «poli» possible).1 point
-
Salut, Tu peux utiliser le RTV 4428 Esprit composite pour des moules à chocolat et gâteaux. C'est un silicone de moulage formulé pour résisté à 250° . malgré de nombreux passages au four il conserve ses propriétés et surtout il ne durcit quasi pas avec le temps, tu peux même le passer au lave vaisselle.( je suis faignant ) Mais ça coute une blinde et un un avant bras1 point
-
on peut même dire que c'est cuit je pars (en fumée) ->1 point
-
Salut, Non, t'inquiète pour les lignes jaunes, c'est juste pour que ce soit moins monotone .1 point
-
Super réalisation !1 point
-
Salut @PandaPeurlemure, je vois sur ton autre sujet, tu as résolu ton problème...pas très sympa d'oublier de donner un retour quand on te propose une solution !1 point
-
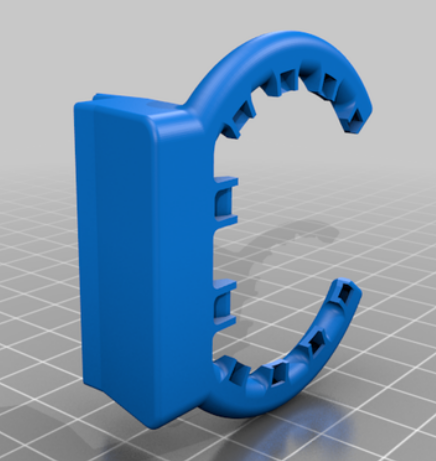
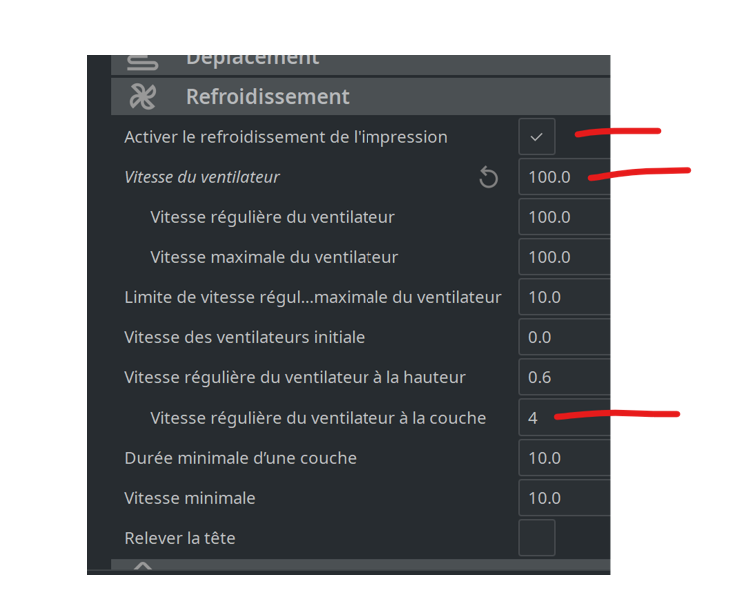
Ce type de diffuseur n'est pas simple à imprimer car les sections intérieures sont de petite dimension donc peuvent être bouchées à l'impression. Par expérience et pour avoir conçu et imprimé mes diffuseurs, un ventilateur de base type 4010 avec ce type de diffuseur à très faible section ne passe pas...je ne pense pas que cela soit efficace. Le test le plus probant, c'est de mettre un récipient rempli d'eau sous la buse et de passer le ventilateur à 100% pour voir réellement la surface qui est soufflée. On a vite des surprises... Refais un essai de Benchy avec le diffuseur d'origine pour voir la différence. Dans cura:
 1 point
1 point -
Salutation ! Peut être tester de changer de câble USB par un plus court et de préférence blindé ? ( il doit être parasité ou de mauvaise qualité ... ) Sinon éventuellement tester une connexion avec Repetier Host https://www.repetier.com/download-now/1 point
-
Salut, Une autre contrainte à ce type de moule, c'est de pouvoir démouler... Et là, il y a deux problèmes : Le moule doit être un minimum flexible. Donc il faut un plastique "alimentaire" pas trop rigide. Les stries d'impressions vont donner une très bonne accroche au moule. Concernant le côté "nid à bactéries", franchement je ne me fais pas de bile là dessus. Il n'y a qu'a regarder la tête d'une planche à découper après deux ou trois saucissons... Sinon une autre solution plus simple, imprimer un master, idéalement en résine pour la finition (vu que tu as une Saturn), et fabriquer un moule en silicone alimentaire. Premiers résultats sur Google ici et là pour voir si ça existe, j'ai pas cherché plus loin. Je pense que ça répond pile à ton besoin. A+1 point
-
Par defaut si l'on met juste le M420 S1 on utilise le z fade par defaut sui dans ce cas sera 10mm justement, mettre un Z fade top grand ou trop faible est contre efficace parfois. Je conseille souvent je reste sur une valeur de 6 à 10mm, donc on peux très bien rester sur la valeur par défaut. En générale quand on veux bien calibrer sont imprimante on règle le Z offset puis on lance un ABL et un save Eeprom depuis le tft. si cela est fait alors il est pas nécessaire d'applique un G29 et M500 dans le start Gcode donc a la place on peu placer le M420 S1 (Zxx si tu souhaite) ce qui évite une palpation inutile avant chaque print.1 point
-
Salut, Parmi les causes potentielles, tu as: alimentation 24V défectueuse: avec un multimètre, mesurer la tension en sortie de l'alimentation (attention à ne pas mesurer le 230V en entrée ) et/ou en entrée de carte-mère. pilote de moteur (module électronique qui pilote les moteurs) défectueux fils d'alimentation des moteurs inversés: avec un multimètre, il faudrait mesurer la résistance des bornes sur les moteurs, machine éteinte. carte-mère défectueuse . Pourrais-tu indiquer la version de carte que tu as? V1.1.4? 1.1.5? 4.2.2?... D'après ce que j'ai compris, c'est une imprimante d'occasion? si oui, le vendeur as-t-il fait des changements? moteurs? carte-mère? PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)1 point
-
Ce n'est pas des endroits c'est la totalité qui ne va pas... Mais il va falloir en dire plus car nous ne sommes pas voyants Imprimante ? Est-elle d'origine ou modifiée ? Slicer utilisé ? As-tu fait les réglages et lesquels ? (mécanique + logiciel) Sais-tu que certaines pièces peuvent nécessiter des supports lors de l'impression ? etc1 point
-
Il ne fallait pas te sentir visé @PPAC , je m'adressais à @bollemi@msn.com1 point
-
Il est pas mal ce logo ....1 point
-
Voici le résultat. J'ai collé les parties avec la résine utilisée pour le print. J'aurais pu augmenter la taille encore. Faudra que je vois ça. Bonne fin de semaine pour les laborieux et bon weekend pour les veinards qui font le pont... 20220526_184917.mp41 point
-
Merci pour cette présentation détaillée1 point
-
G28 ; home all axes M420 S1 Z3 M117 Purge extruder etc... (sur mon gcode de démarrage) Le Z3 pour que ça prenne en compte le bed leveling uniquement jusqu'à 3mm mais tu peux mettre Z10 par exemple1 point
-
Si tu n'as pas changé de firmware (et que les 4 coins étaient ok avant) je ne vois pas comment c'est possible que la tête soit à ras des 4 coins (2 je peux le le comprendre - avec le décalage probable de la buse mais les 4 non)1 point
-
Salut @karmavibes7, tu as les réponse dans mon post précédent mais pour détailler : Je part du principe que tu sais envoyer des commandes gcode à ton imprimante (en USB via pronterface ou ton slicer...) Je te conseille de faire un M503 et de sauvegarder tous les paramètres dans un fichier texte, pour mémoire des paramètres (cette commande ne fait rien à part lister les paramètres comme les PID, les accelerations max, les courants max, etc...) Ensuite tu tapes la commande G33 P5 V3 cette commande est longue car il itère pour trouver le meilleur paramétrage, notamment pour la géométrie de ton imprimante (qui ne peut être rigoureusement identique au micron près à la mienne ou celle du voisin) et il t'affiche la standart déviation comme par exemple : //action:notification Calibration sd:0.034 Ensuite tu tapes M500 pour mémoriser dans l'eprom les nouveaux réglages que tu as généré automatiquement avec la commande G33. Tu peux vérifier en retapant M503 et voir que tes paramètres M665 ont un peu changés. Je crois que @Foxies mentionnait qu'un bon sd est sous 0.08 (au dessus, il faut nettoyer et regraisser tes rails, en dessous, ça roule). Le github de Foxies avec la calibration delta : Delta-calibration En espérant que cela se passe bien pour toi, A+1 point
-
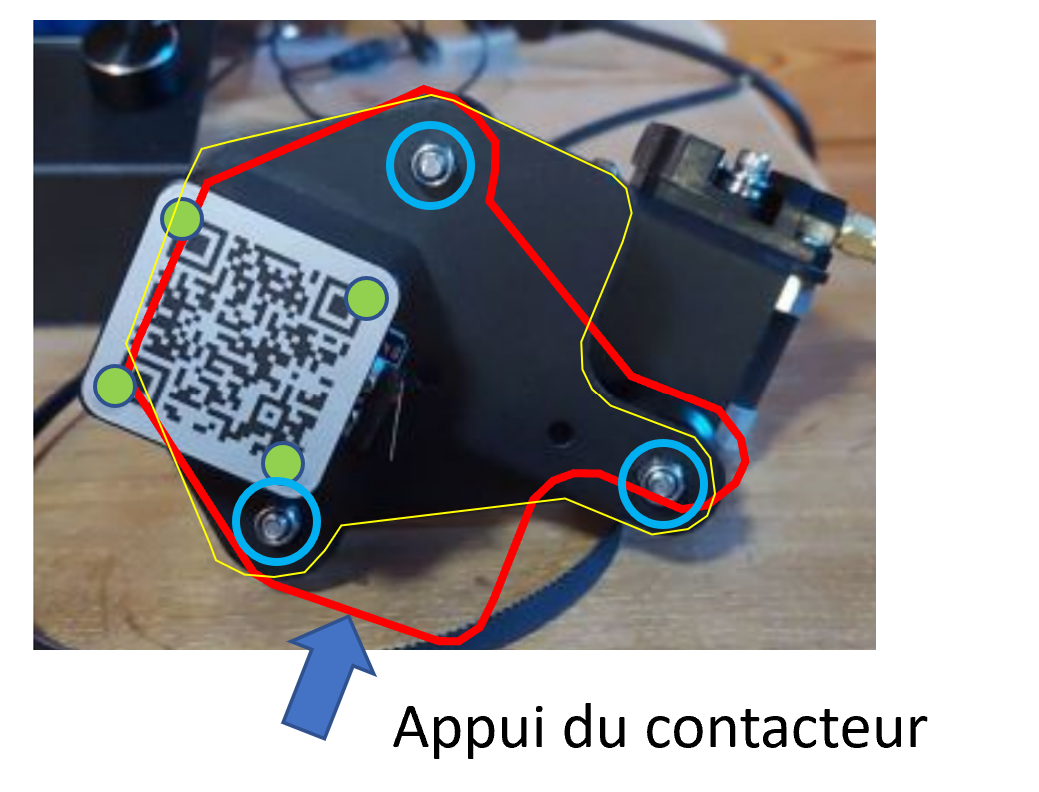
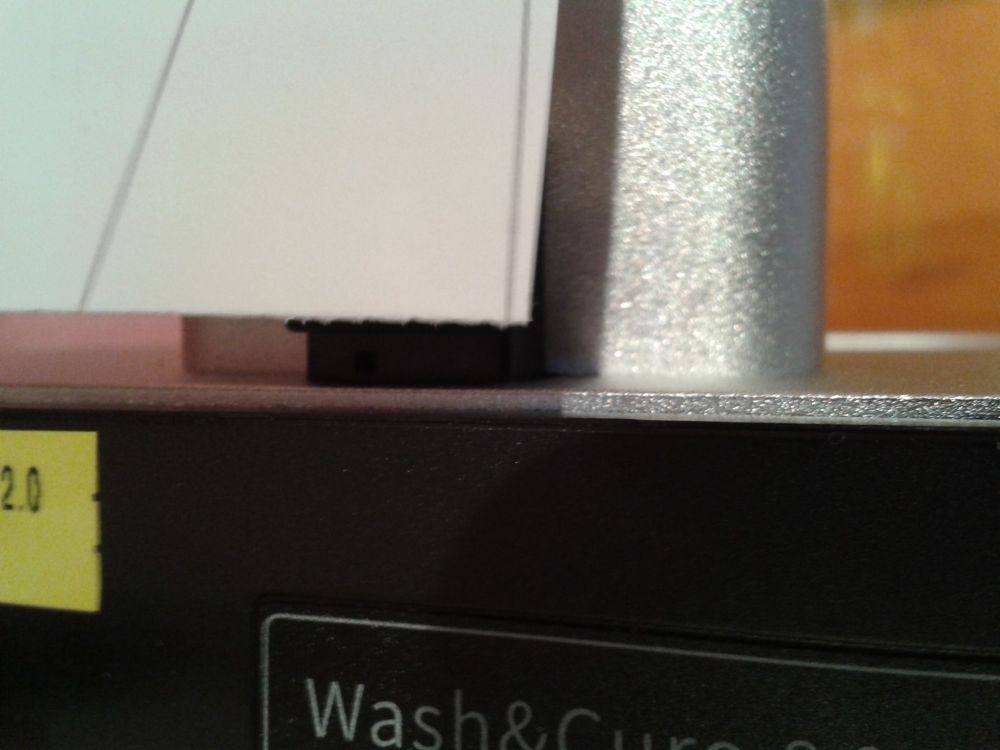
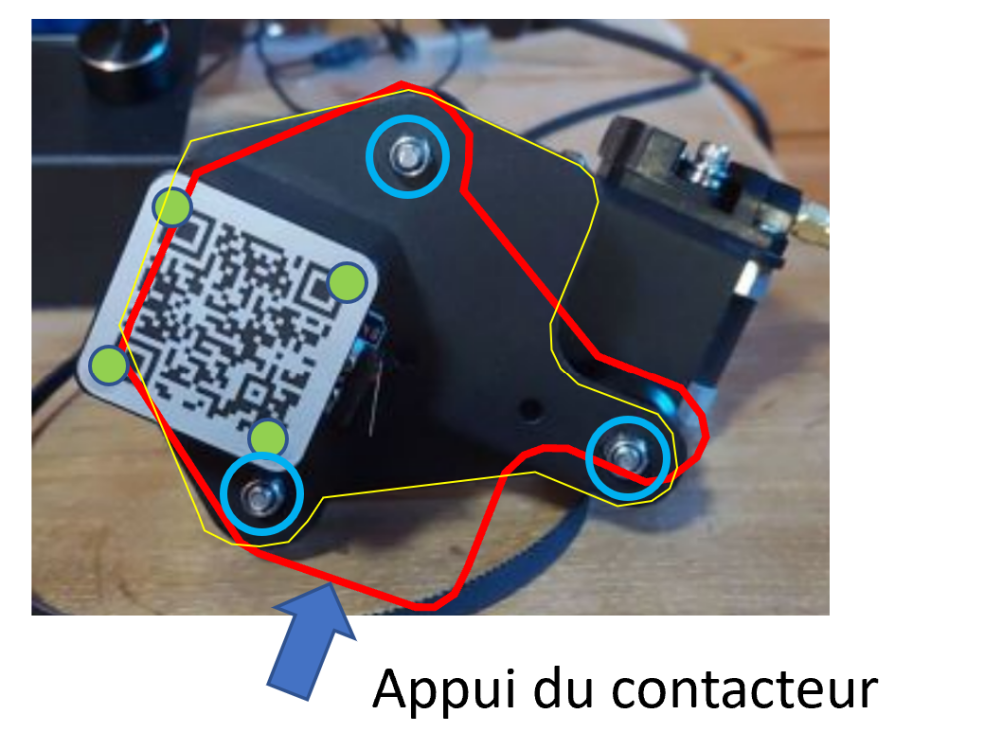
ok, 2 possibilités en fonction de ce que tu veux (ou peux) faire: 1) renvoyer à Amazon l'imprimante pour un remboursement ou un échange car la pièce est montée à l'envers et donc l'imprimante ne peut pas fonctionner 2) remettre la pièce à l'endroit comme suit: c'est la plaque contour jaune qui est à l'envers et qui ne permet pas à ton contacteur d'être activé quant tu descends la buse vers le plateau. Il faut retourner la plaque pour la mettre en position du contour rouge. il faut donc: 1) décoller l'étiquette avec le QR code pour accéder aux 4 vis aux points vert 2) démonter le support plastique et le moteur électrique qui sont tenus par ces 4 vis 3) démonter les 3 vis aux cercles bleus 4) retourner la plaque en position rouge 5) remonter tout ce qui a été démonté. Au passage il faut retourner les vis aux cercles bleus pour que la tête soit de ce coté et que l'écrou soit de l'autre coté. 6) une fois remonté, régler les 3 roues tenues avec les vis cercles bleus en tournant les excentriques.
 1 point
1 point