Classement




Contenu populaire
Contenu avec la plus haute réputation dans 18/06/2022 Dans tous les contenus
-
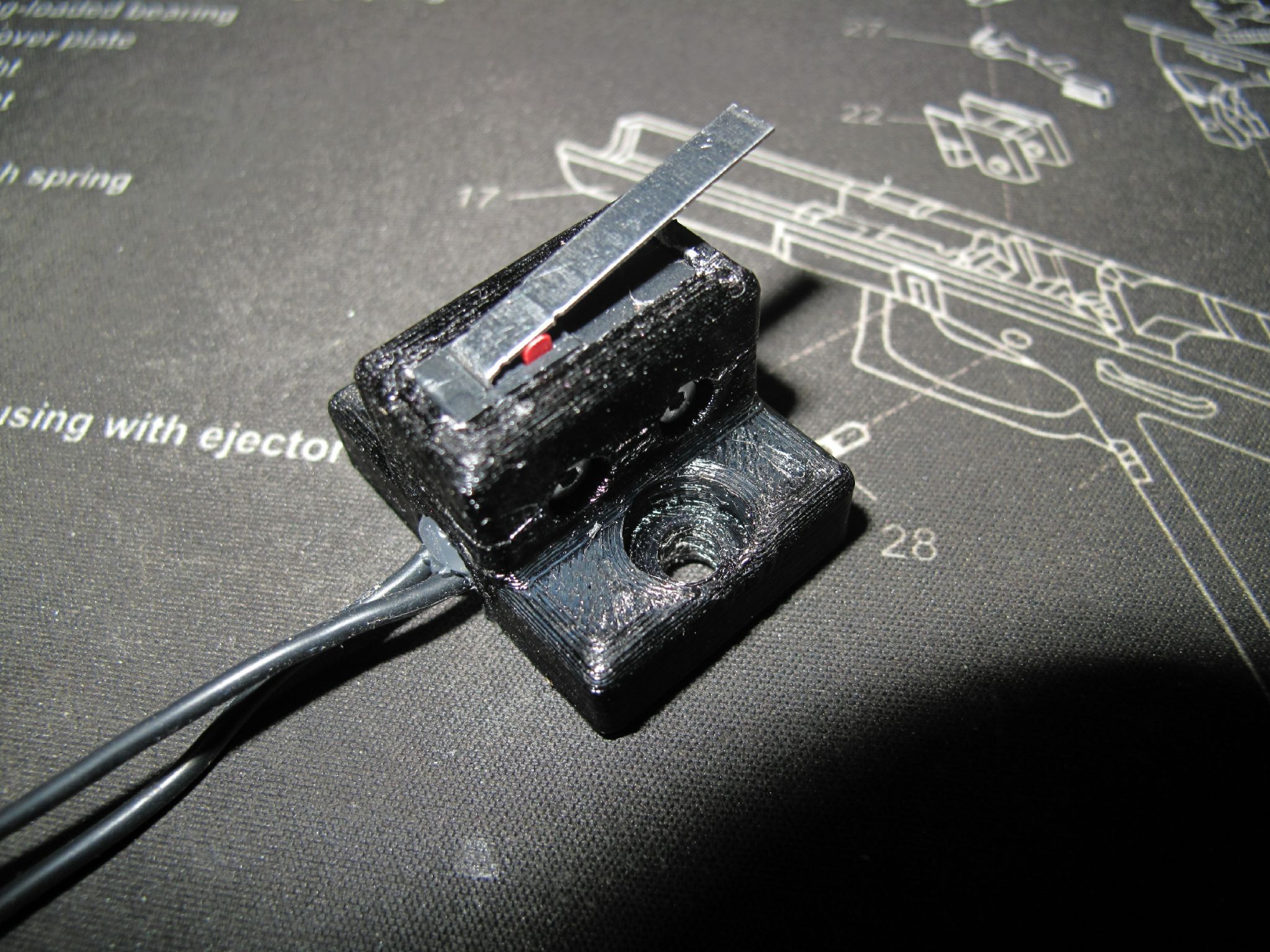
Quel bricoles imprimées qui m'ont permis de me facilité la restauration, bon il y avait moyen de faire sans l'imprimante en usinant les pièces mais moins de boulot comme ça... support de neiman (type moto) car à l'origine il n'y a pas de clé pour démarrer la voiture (juste la manivelle ou la pédale), il ne devait pas y avoir de voleur à cette époque... support de rampe led pour avoir des clignotants (il n'y en a pas non plus d'origine), pas que cela me perturbait qu'il y en ai pas mais c'est plutôt pour le côté sécurité d'être vu par les autres.... un support pour le pommeau de vitesse (celui d'origine est moche) un support pour un contacteur de feux stop, j'ai changer le liquide de frein d'origine dot4 par du liquide au silicone (qui ne fait pas rouiller les pistons) mais du coup le contacteur d'origine qui fonctionne avec la pression du liquide ne marche plus avec le nouveau liquide donc j'ai mis un contacteur électrique sur la pédale CT passée hier sans souci, juste une fuite de liquide de frein au niveau d'un raccord donc en attende des pièces pour rouler à nouveau. Elle n'est pas encore fini reste l'habillage intérieur de la cabine et de la benne.







 8 points
8 points -
Dernière réalisation, fait pour un départ à la retraite, il est gendarme mobile, motard fan de honda, du coups j'ai fais une boutique Harley en fond de décor



 5 points
5 points -
Nous n'avons pas tous les mêmes boites de munitions.
 4 points
4 points -
Si j’avais pu, j’en aurais bien écraser quelques uns dans des ronds-points, mais il y auvait des témoins, quel dommage.2 points
-
Moi je pense que la gendarmerie est intervenue pour arrêter un individu dangereux qui remplie les boîtes aux lettres avec les déchets des poubelles publiques. Cet individu dangereux faisant partie du gang très connue des postiers pollueurs une patrouille est appelée en renfort pour protéger l'intervention en cours du gang des pilleurs de courrier qui veulent récupérer le contenu de la boîte aux lettres qui n'avait pas encore été pollué2 points
-
Trop facile..... Je m'en doutais aussi vu la tendance actuelle ^^ Donc si j'ai un jour le temps ce sera déballage, montage, et review d'un Atomstack S10 pro.2 points
-
Allez, a mon tour, même si je fait plus rien en ce moment à cause des travaux chez moi, je continue quand même à me faire des petits plaisirs. Taille du gros carton ~60x30x15 et le petit ~20x10x10.
 2 points
2 points -
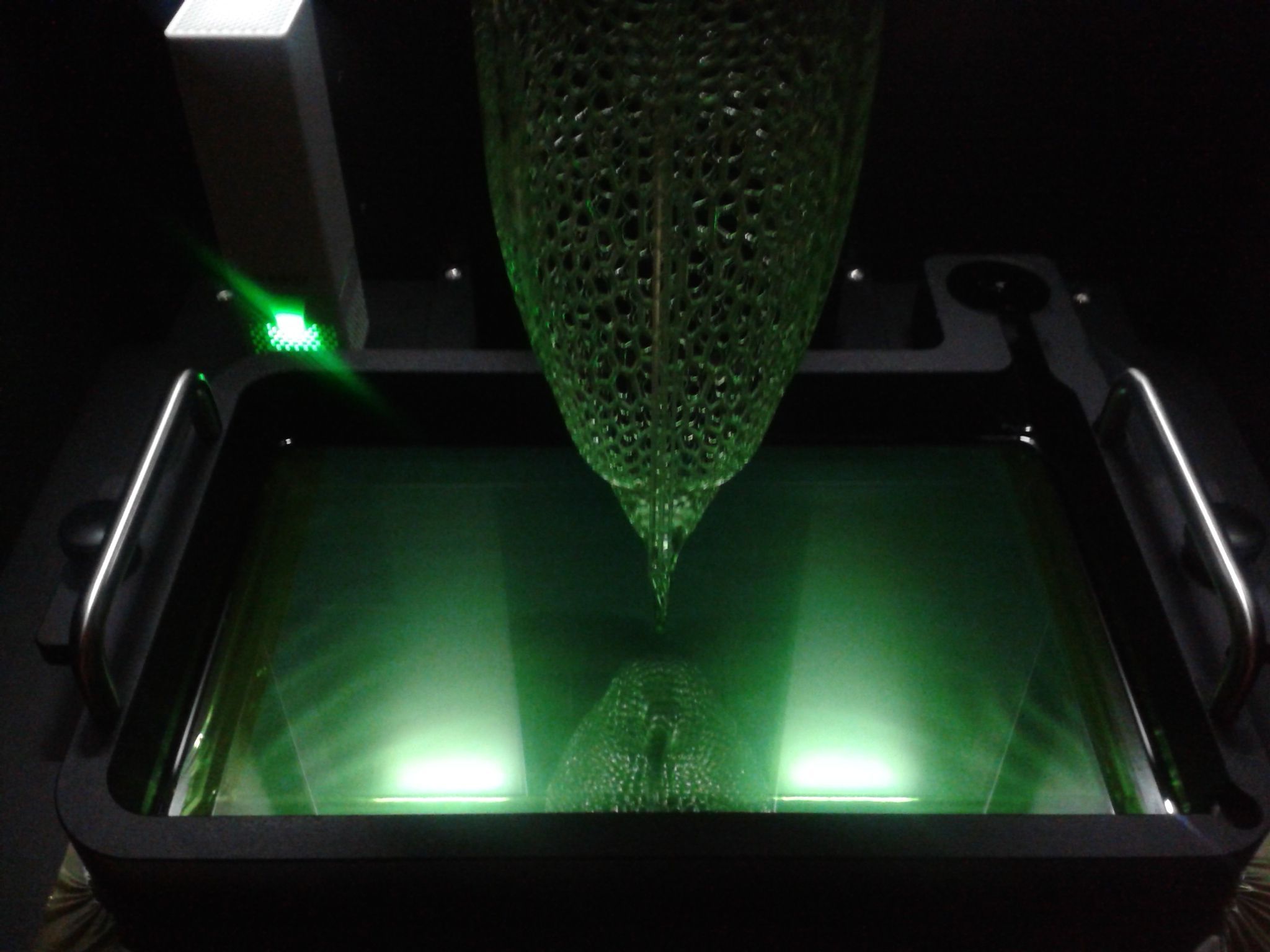
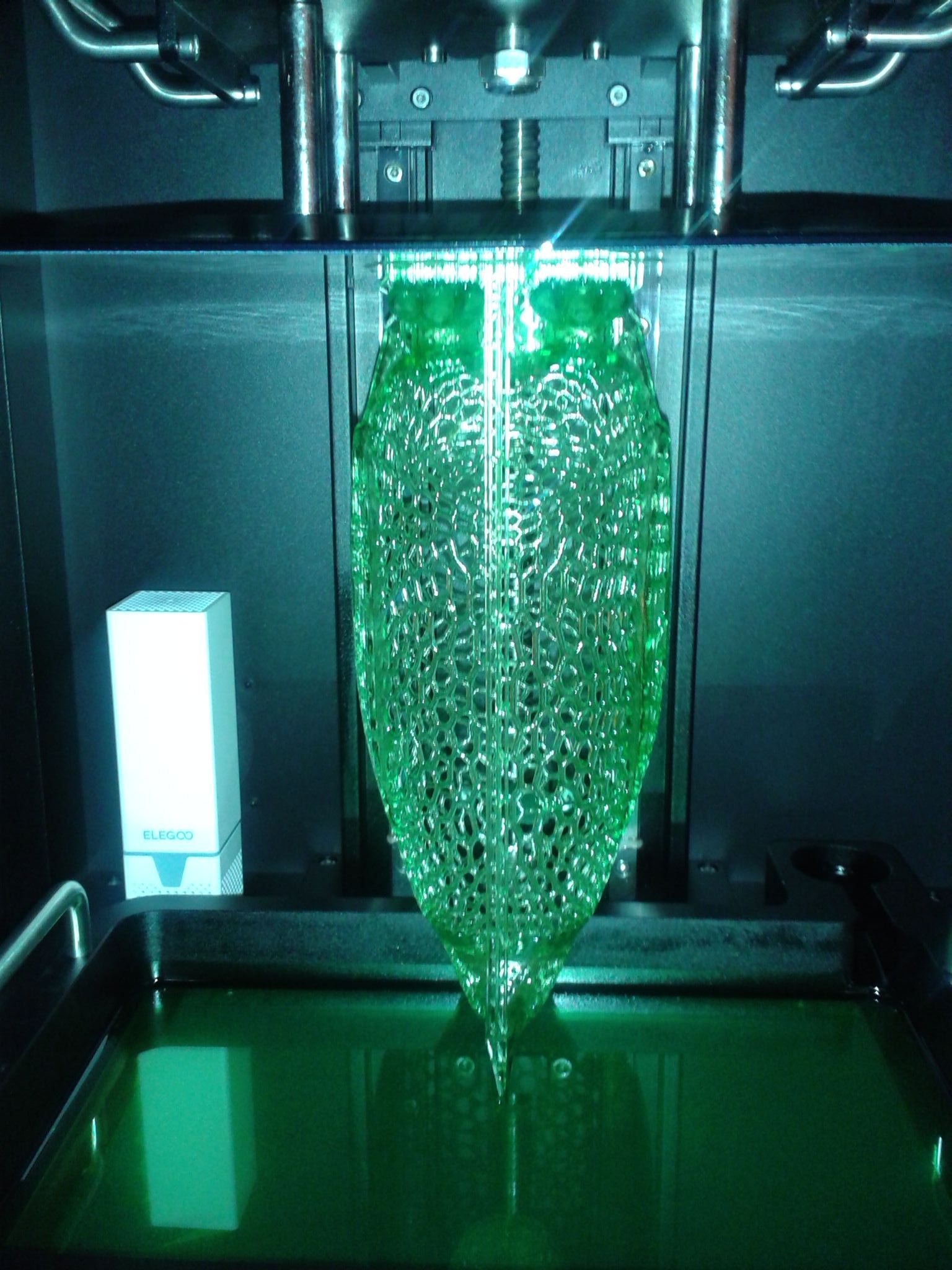
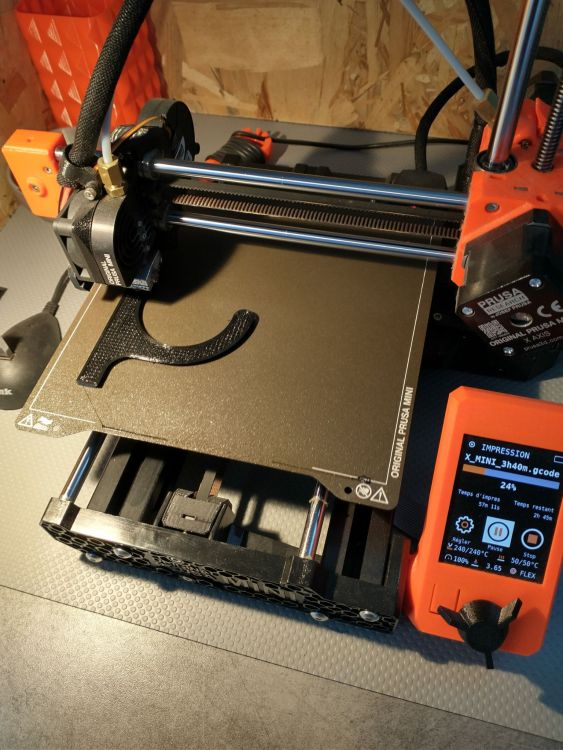
Youpi, c'est passé crème. ( malgré un placement "a l’arrache" de la protection de l’écran et du Kapton pour tenir la protection de l’écran) Et avec de la chance il passera dans mon "Wash & Cure 2.0" pour le "Cure" (comme la tête de spider-man (même si elle frotte a chaque 1/2 tour ))


 2 points
2 points -
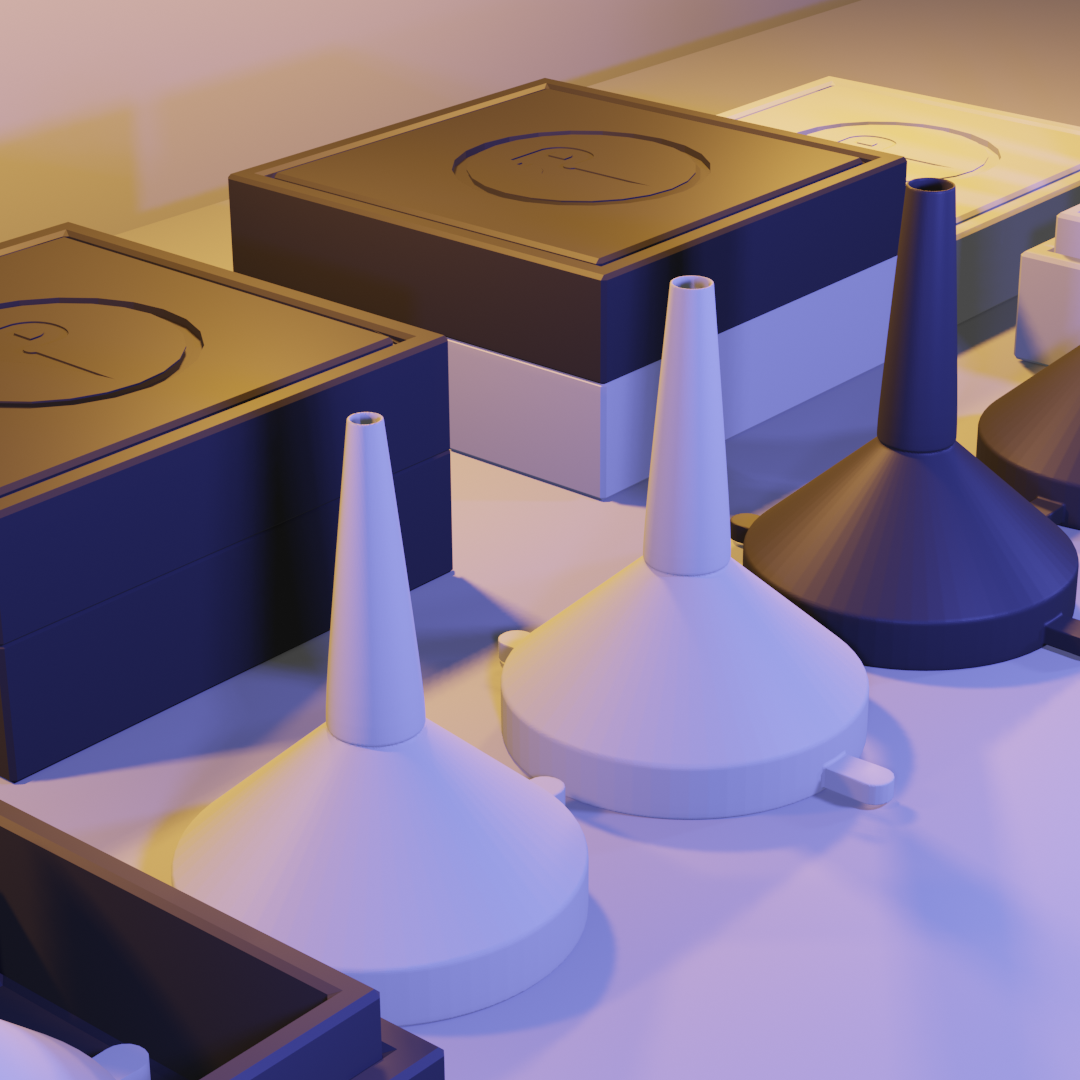
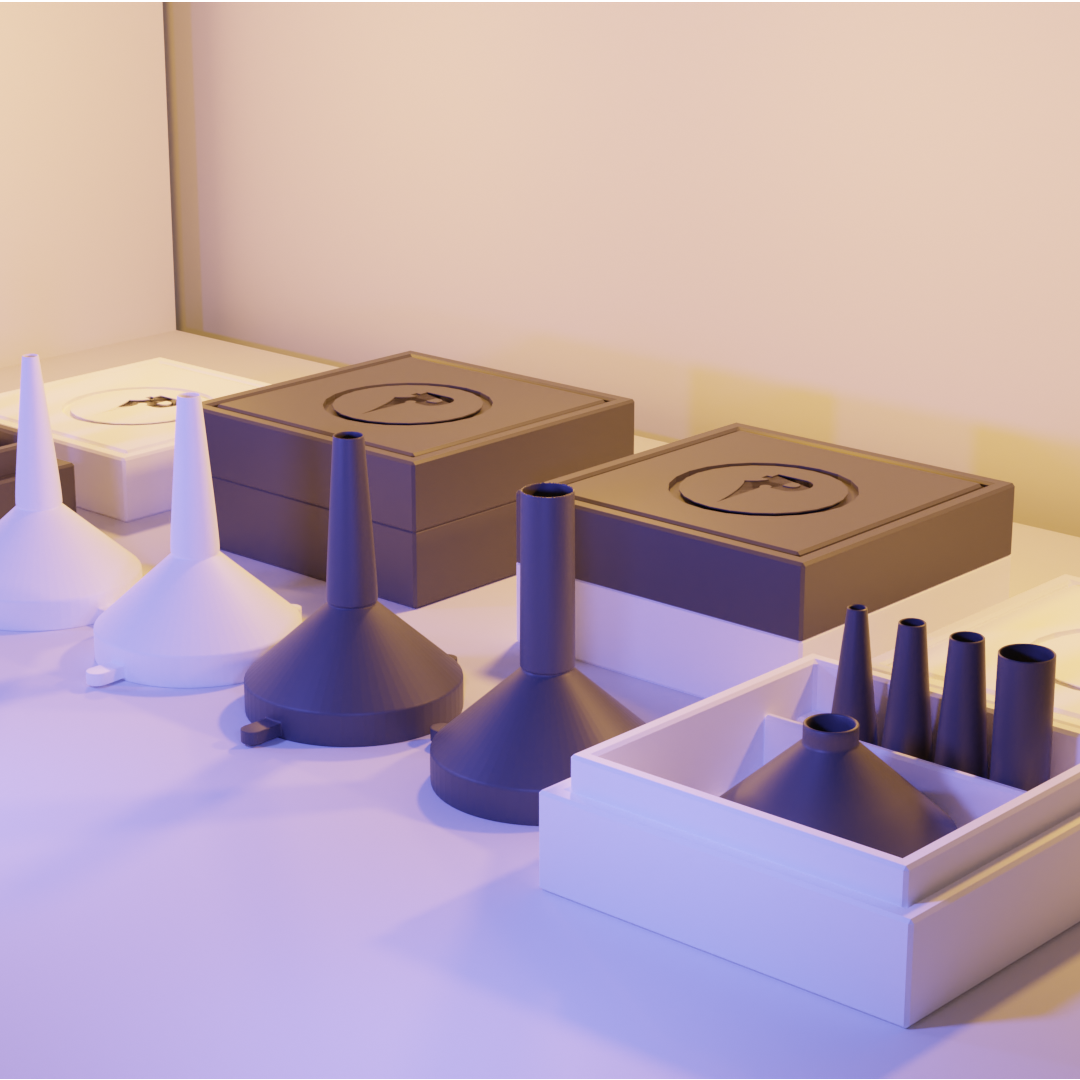
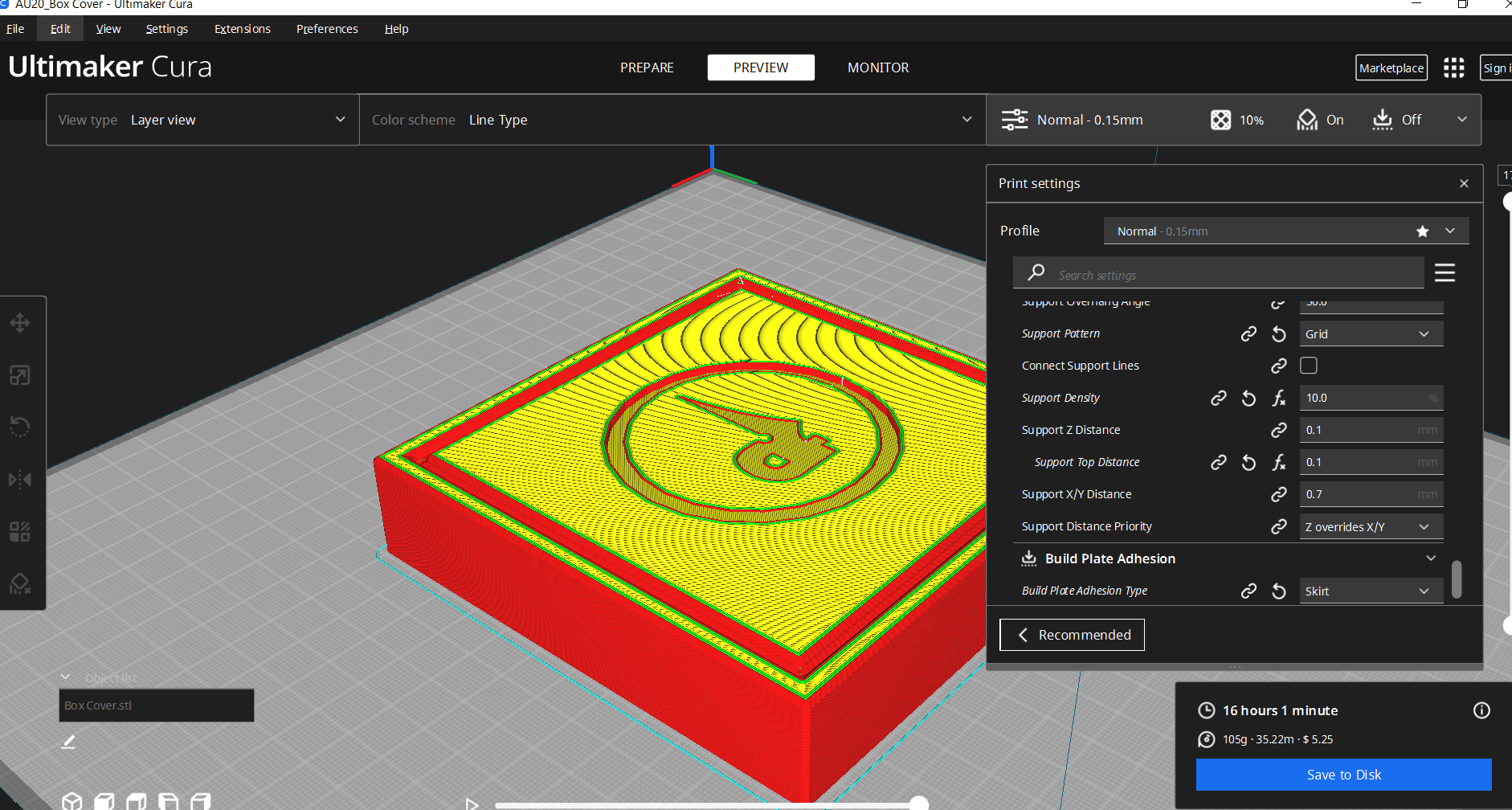
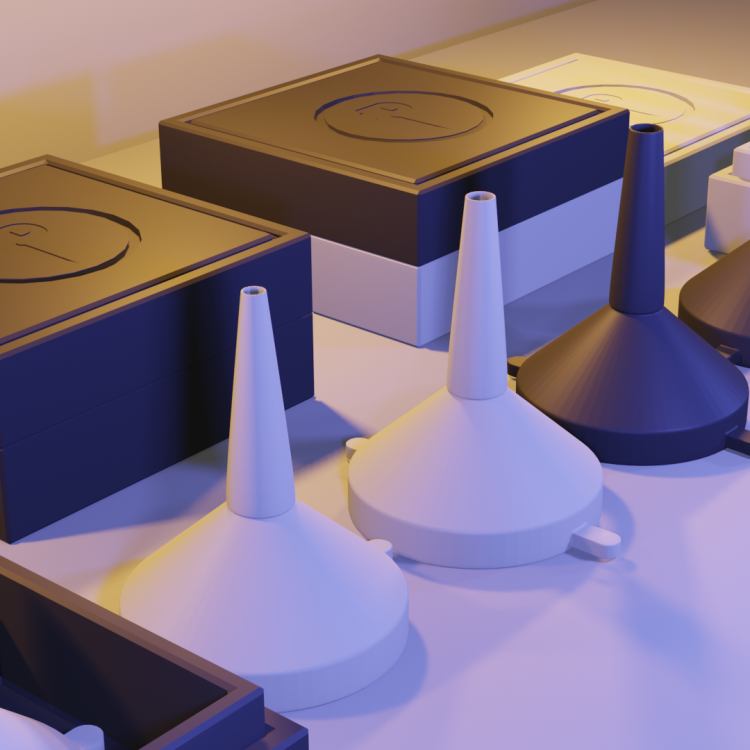
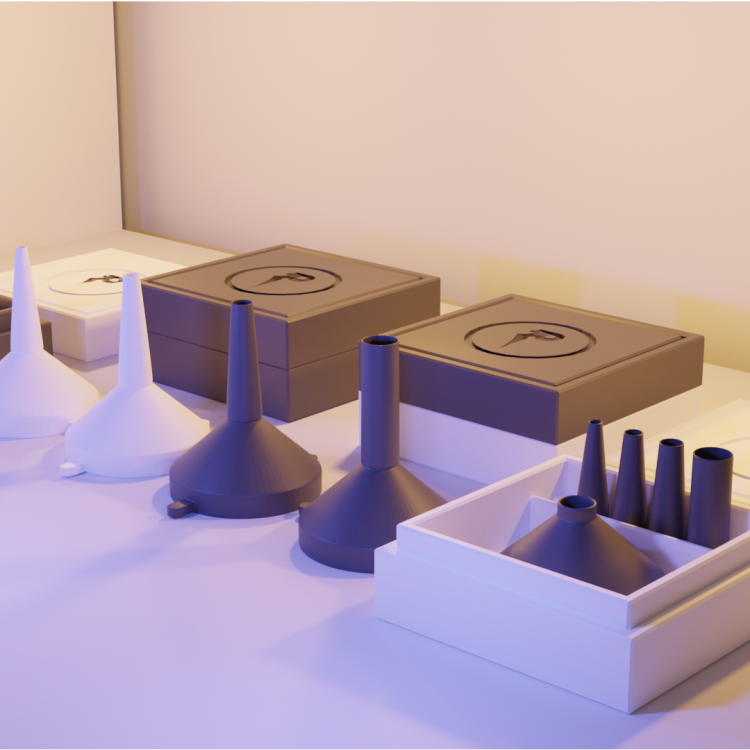
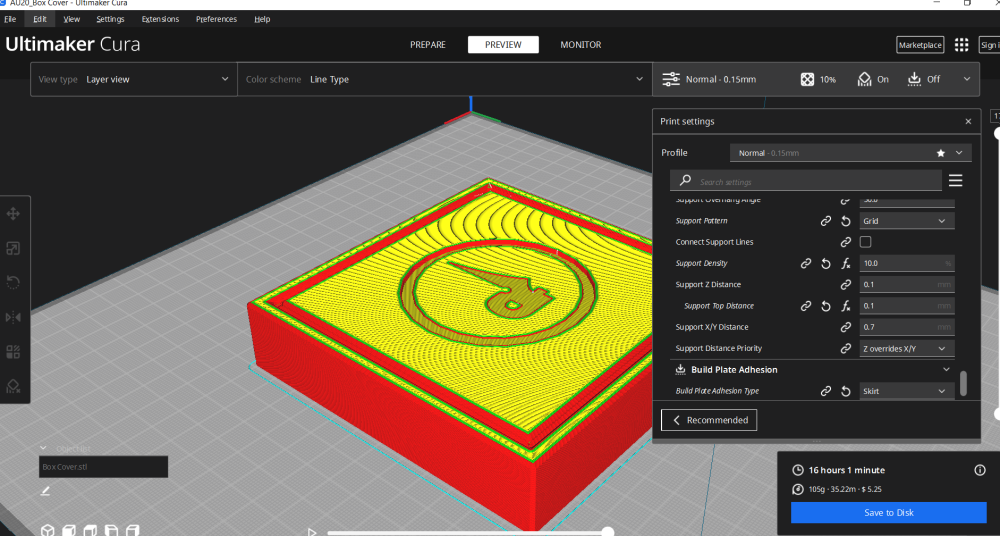
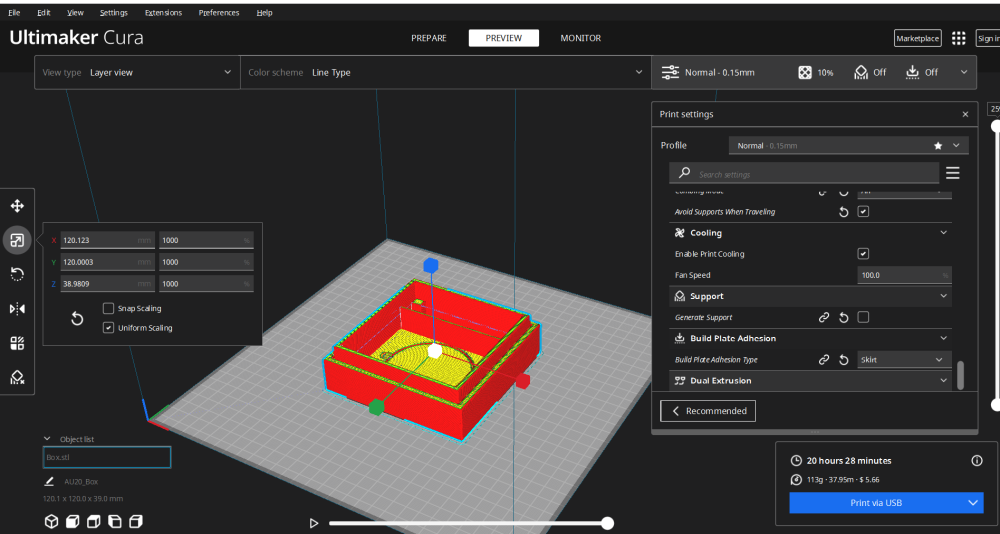
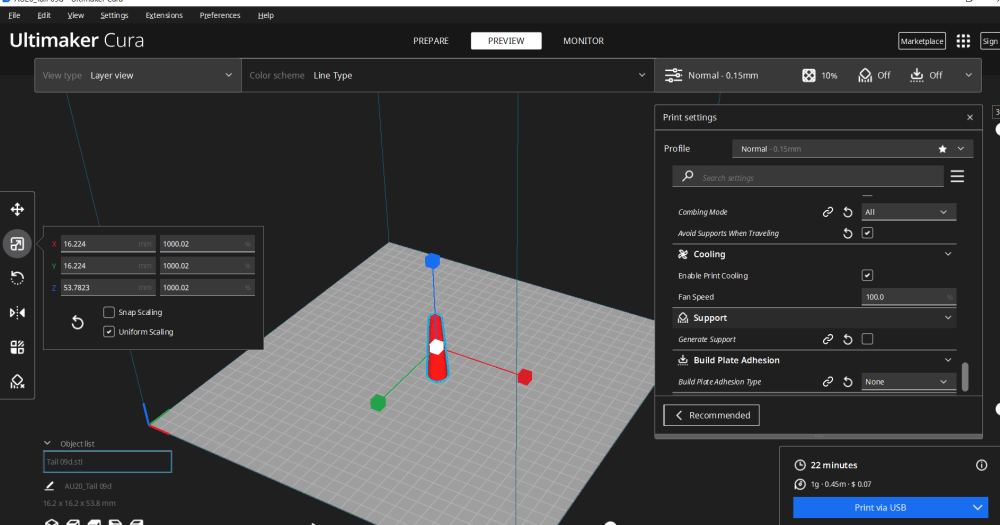
Bonjour à tous. Nouveau projet que je partage avec vous. Le problème: Comment transvalserez-vous le contenue d'un grand récipient dans un autre (de différentes tailles) sans le bon outil sur la main ? Solution: Un entonnoir multifonction (Image 1 et 2) Grâce à cet outil, vous avez un model tout en un pour transférer plus facilement et rapidement un contenue dans un autre Il suffit juste d'adapter la tête de l'entonnoir avec les différentes queues selon le besoin. Et le tout fait avec un packaging très élégants (Images 3,4,...) Vidéo de présentation du model et de comment il fonctionne ici: https://youtu.be/6LRcH1CaWCA




 1 point
1 point -
note pour moi même : se méfier si @divers nous demande de porter un gilet de sécurité jaune ... et plutôt prendre un orange ou bleu ... Edit : définitivement prend le orange pour lui rappeler Prusa ...1 point
-
Oui c’est là que je regrette de ne pas avoir une ferme d’imprimantes @+ JC1 point
-
Merci, c'est en cours...mais c'est lent le TPU . Un premier test pour le crochet avec un remplissage à 50%, selon le résultat, j'ai slicé un 100%.
 1 point
1 point -
C'est du tube en PTFE qu'il parle, lui, il ne supporte pas très longtemps les 245° (sauf si tu as un heatbreak full metal)1 point
-
Alors effectivement c'est un grosse erreurs de ma part après avoir trouer avec un foret je me suis rendu compte que c'est une illusion car le troue est en faite en biais et non pas droit. donc mon troue est bien rond mais merci de votre réponse1 point
-
Cold pull effectué (c'était mon premier), roue extrudeur desserrée, filament flex chargé et impression lancée, rdv dans une heure si tout se passe bien... Edit : impression réussie .

 1 point
1 point -
mort cérébrale bien avant d'être allongé, c'est un gilet jaune....1 point
-
Merci pour les réponses. J'ai testé, le pas de vis qui me posait problème, ça semble fonctionner. Je vais voir à l'avenir ce que ça donne.1 point
-
la ligne de purge s'est imprimé normalement,sans trou et sans claquement de l'extrudeur https://www.dropbox.com/s/hfvvihl53vr7hwa/20220618_150208.mp4?dl=01 point
-
Pas vraiment La ligne de purge a une largeur bien supérieure à 0,4mm. Le Gcode de démarrage de ma E3S1, pour la ligne de purge utilise une hauteur de couche de 0,28mm : Il est possible que le morceau de PTFE à l'intérieur du heatbreak ait bougé un peu (normalement il est bloqué sur le haut du heatbreak par un épaulement), créant un bouchon réussissant à se résorber quand le filament à force d'être poussé ET quand la température est «stabilisée» (elle est remontée plus haut dans le heatbreak). L'extrudeur de la tête Sprite pousse plutôt fort. Autre possibilité, la partie du PTFE en contact avec la buse s'est détériorée. J'avais «analysé» cette tête et lors du remontage, j'avais remplacé le bout de PTFE «classique» par un morceau de Capricorn (18,5mm de long) :1 point
-
C'est le air assist de chez Atomstack, en fouillant un peu sur ali, j'ai toucher la combo S10pro + air assist + rallonge, 150€ moins chère que sur les boutiques officielles, donc j'ai craqué..... edit: donner les liens1 point
-
Un graveur laser pour le grand carton ? Une pompe pour «air-assist» pour le petit carton ?1 point
-
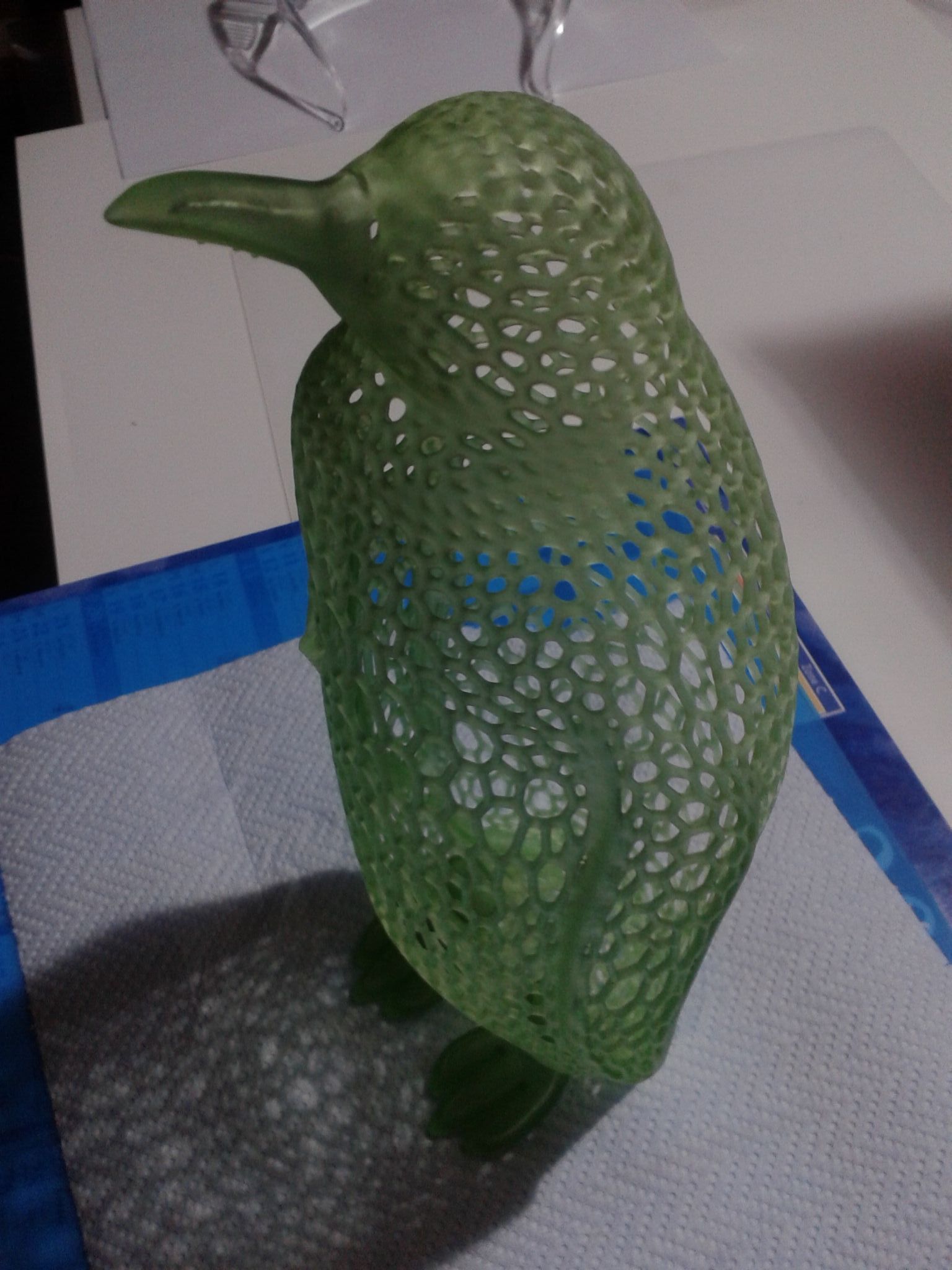
@molusk77 colis préparé et posté ce matin . Je suis aussi fan de ces Flexi-Rex, j'étais content de voir qu'ils étaient compatibles avec ton "besoin".
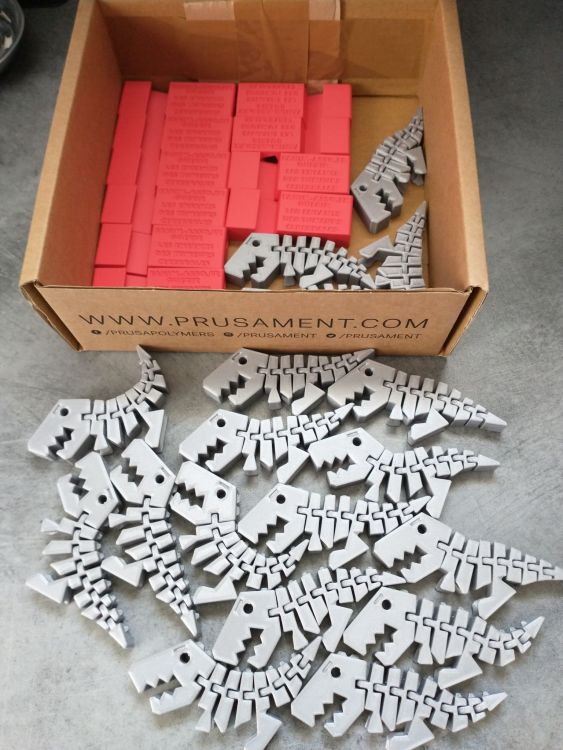 1 point
1 point -
Merci pour vos réponses très Pro. Les arguments techniques sont en votre faveur, mais comme depuis un bon moment, le marketing l'emporte sur le technique alors rien n'est joué. PS: Quand je vois la cohorte des "nouvelles imprimantes" déferler sur nos écrans dont la plupart ne sont que de petites variantes qui mériteraient tout juste le nom de "Mise à jour partielle" et auxquelles on ose donner des noms pompeux laissant entendre qu'elles sont révolutionnaires. Ces machines sont portées aux nues par une kyrielle d'influenceurs pseudos techniciens dont le seul mérite est de savoir lire et répéter l'argumentaire du fabricant. Bon, j’arrête de dire du mal de ces pauvres gens qui sans internet seraient en recherche d'emploi (j'en ai un qui est venu pour un poste technique chez moi, il causait nettement mieux qu'il ne travaillait, il est resté deux jours)1 point
-
Sujet mis à jour.1 point
-
Merci fonctionne bien pour la version 5 Pour zigzag84 Comment ouvrir le dossier AppData en utilisant Exécuter? Vous pouvez ouvrir directement le dossier AppData en utilisant Exécuter. Que le dossier soit masqué ou non, cette méthode permet toujours d'y accéder: Appuyez simultanément sur Win + R pour ouvrir Exécuter. Tapez %appdata% et appuyez sur Enter. Cela vous permettra d'accéder au sous-dossier AppData Roaming. Ensuite, cliquez sur AppData dans la barre d'adresse pour ouvrir le dossier AppData.1 point
-
Salut le copains^^ @MrMagounet@Feez J'ai gardé une Sidewinder X2 casi d'origine à part les tampons silicones et dérouleur de bobine améliorée et elle fonctionne aussi bien que ma 2e X2 avec les renforts d'axe Z, Pei Flexible et tendeurs de courroies (si j'avais pas un excel de mes prints je serai pas différencier les impressions à part en regardant la texture de la première couche qui est plus granuleuse avec le PEi) J'oubliais le TouchMi c'est vrai que pour moi il est plus sécuritaire que le 3DTouch Artillery étant donné que j'en ai déjà cassé 1 par machine à mes débuts...1 point
-
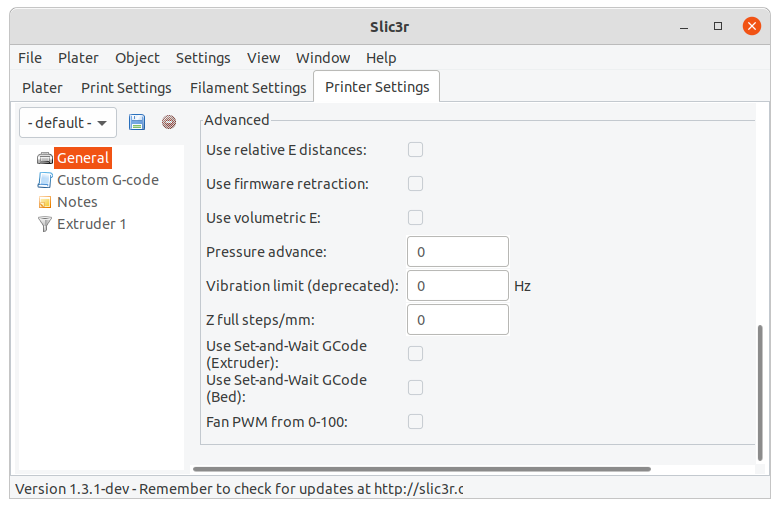
Là il faut tenter avec les trancheurs qui propose des prévisualisation de fichier .gcode, mais pour avoir de visible dans le rendu graphique 3D les retraction negative ou les distance de rétraction là je n'en connais pas ... ) Mais essai avec le GCode Preview de "Prusa Slicer" https://www.prusa3d.com/fr/page/prusaslicer_424/ tu aura peut être des piste avec la vue en mode débit volumétrique ... je ne pense pas que Repetier Host ( qui peut trancher avec différent moteur de tranchage ( dont Slic3r ) ) permet d'avoir les volume d'extrusion ou de rétraction (extrusion négative ) ... Sinon peut être avec un outil en ligne du genre de https://gcode.ws/ ( mail là encore je ne pense pas qu'il affiche les volume d’extrusion ... ) Tu risque d'avoir a regarder en mode texte et vérifier et tenir a jours les changement des paramètres E de commande g-code G1 de ton fichier .gcode pour le vérifier ... ( tache fastidieuse et qui peut ne rien donner ...) Vérifier que tu n'a pas de coché "Use relative E distances:" Sinon, il faut savoir que les connexion USB sont souvent lente et facilement parasité ( car c'est une liaison série légèrement "archaïque" et si tu n'a pas un bon cable USB blindé et pas trop long il peut y avoir des perte de transmissions et de réémission de commandes ... ) ) et c'est peut être cela le problème. Donc tester d'imprimer depuis une carte SD ( de qualité de max 32GB pour la formater en FAT32 ) voir si le problème persiste.
 1 point
1 point -
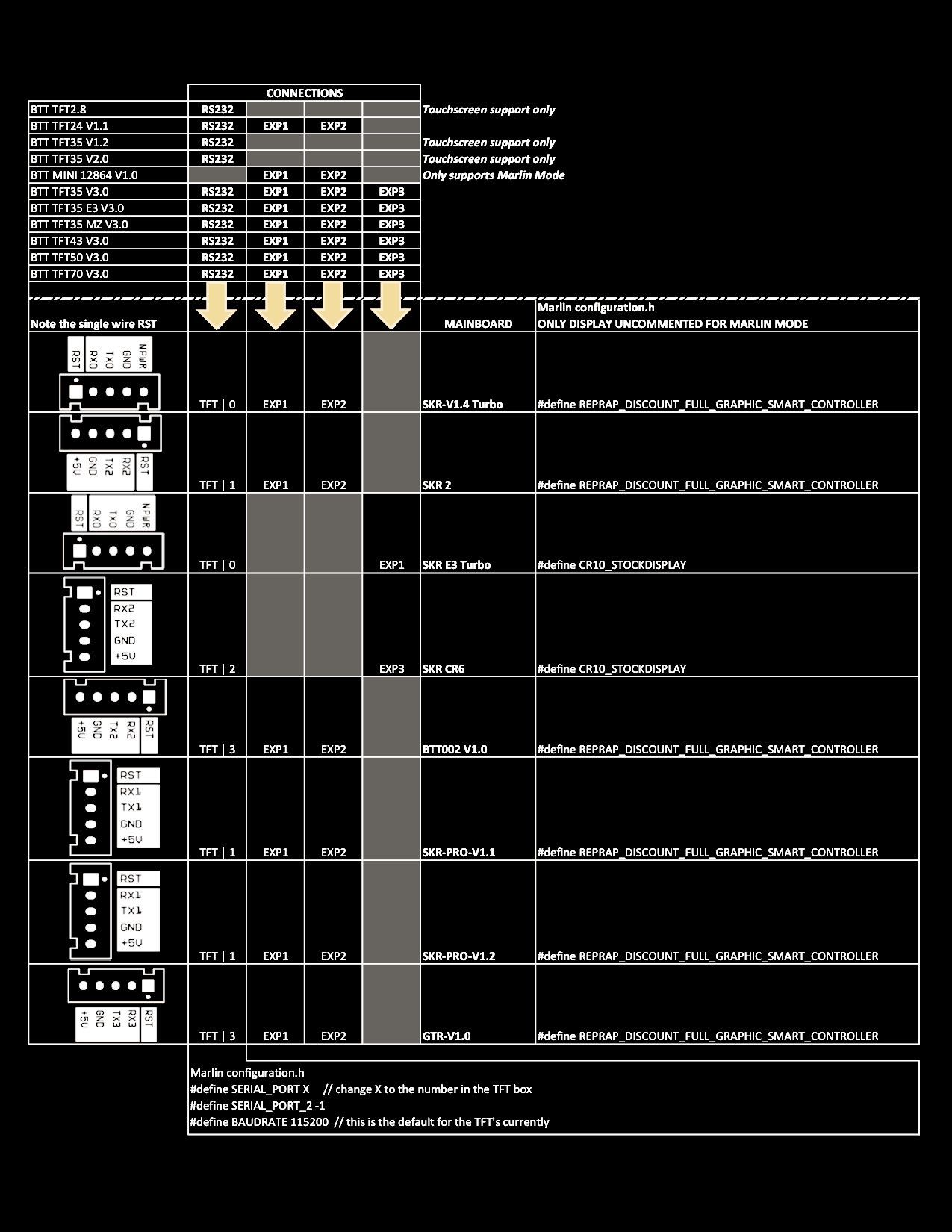
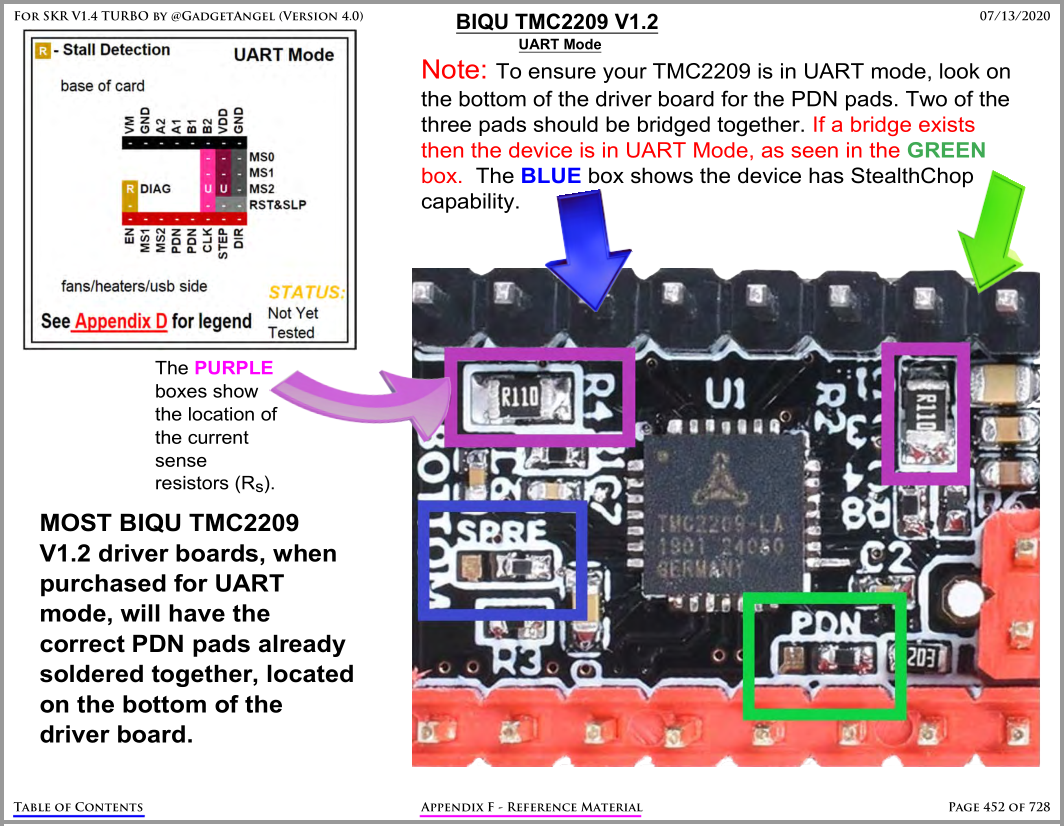
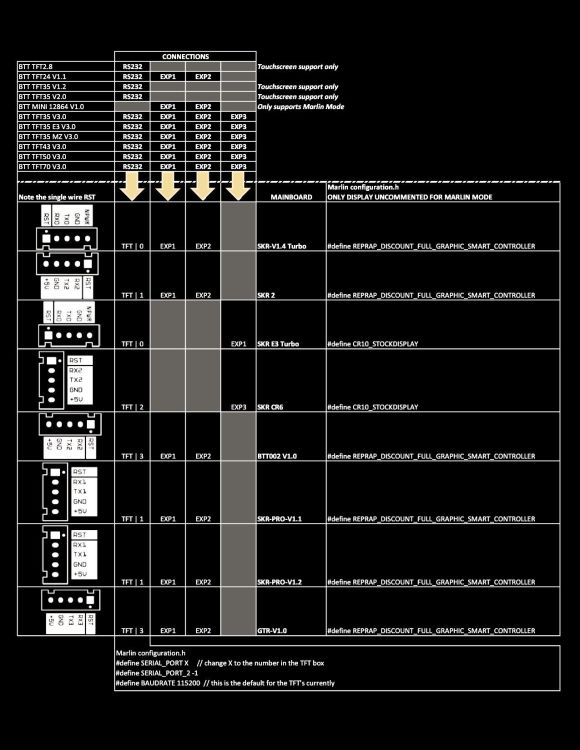
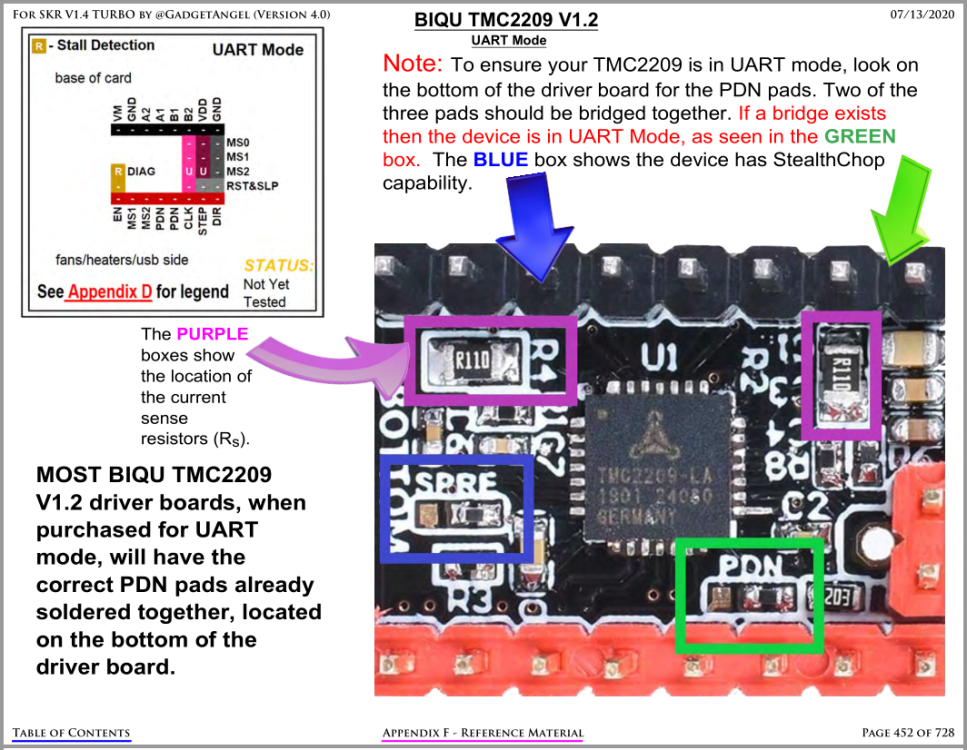
Salut, J'ai quelques remarques sur tes fichiers de config. configuration.h: 1. d'après ce tableau trouvé ici, tu devrais avoir: #define SERIAL_PORT 1 #define SERIAL_PORT_2 -1 2. remarque: es-tu sûr de la définition de la sonde de température de la tête? habituellement c'est 1 : #define TEMP_SENSOR_0 5 3. je n'ai jamais utilisé de variateur externe, mais d'après la photo de l'adaptateur, tu communiques en envoyant les 3 infos standard (enable, pulse et direction). Donc à mon avis, tu peux commenter la ligne: #define Z_DRIVER_TYPE TMC2209 ou mettre #define Z_DRIVER_TYPE A4988 4. je ne sais pas à quoi ressemble ta mystérieuse machine XXXL mais si tu utilises un: #define FIX_MOUNTED_PROBE alors il me semble qu'il faudra ajouter une marge pour éviter d'être trop proche du bord du plateau: #define PROBING_MARGIN 0 En fait, je pense qu'il y a une erreur parce que tu ne l'utilises ni pour faire l'origine Z //#define USE_PROBE_FOR_Z_HOMING ni pour le nivellement //#define AUTO_BED_LEVELING_3POINT //#define AUTO_BED_LEVELING_LINEAR //#define AUTO_BED_LEVELING_BILINEAR //#define AUTO_BED_LEVELING_UBL //#define MESH_BED_LEVELING alors que tu fais un #define Z_SAFE_HOMING Il ne doit tout simplement pas exister, non? configuration_adv: 1. pour le babystep, tu devrais augmenter le pas comme ceci par exemple: #define BABYSTEP_ALWAYS_AVAILABLE // Allow babystepping at all times (not just during movement). à décommenter #define BABYSTEP_MULTIPLICATOR_Z 10 2. tu as voulu modifier les microsteps de l'axe Z mais je ne pense pas que tu l'as fait au bon endroit. Ce n'est pas ici, puisque tu ne communiques pas en UART avec le driver Z externe: #define Z_MICROSTEPS 256 mais plutôt ici: #define MICROSTEP_MODES { 16, 16, 16, 16, 16, 16 } // [1,2,4,8,16] de toute façon, ce sera corrigé en calibrant l'axe Z avec un M92 ou ici: #define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 500 } 3. je pense que tu devrais commenter cette ligne puisque tu es dans une configuration standard: #define SOFTWARE_DRIVER_ENABLE 4. je te conseille de décommenter ces lignes pour pouvoir faire des analyses ultérieurement: //#define DIRECT_PIN_CONTROL //#define PINS_DEBUGGING C'est normal, sur cette carte, pour flasher le firmware, il faut passer par la carte µSD et non le câble USB (c'est seulement pour les cartes 8 bits ) Il faudrait que tu connectes ton ordi à la carte et que tu installes Pronterface. Une fois le port et la vitesse choisis, tu envoies la commande M122 pour avoir un rapport sur les drivers. Le défaut ALL LOW indique un problème de communication. Il faudrait déjà vérifier que tes TMC2209 sont en mode UART. Voici les points à valider: L'autre point, ce sont les cavaliers mais ils sont dans la bonne position (3ème ligne colonne 1 et 2) le X n'est pas visible, mais tu as dû faire comme les autres . Bon courage PS: tu pourrais joindre une photo de ton monstre, il a l'air impressionnant
 1 point
1 point -
Passer à HyperSlicer ? ok, je -->1 point
-
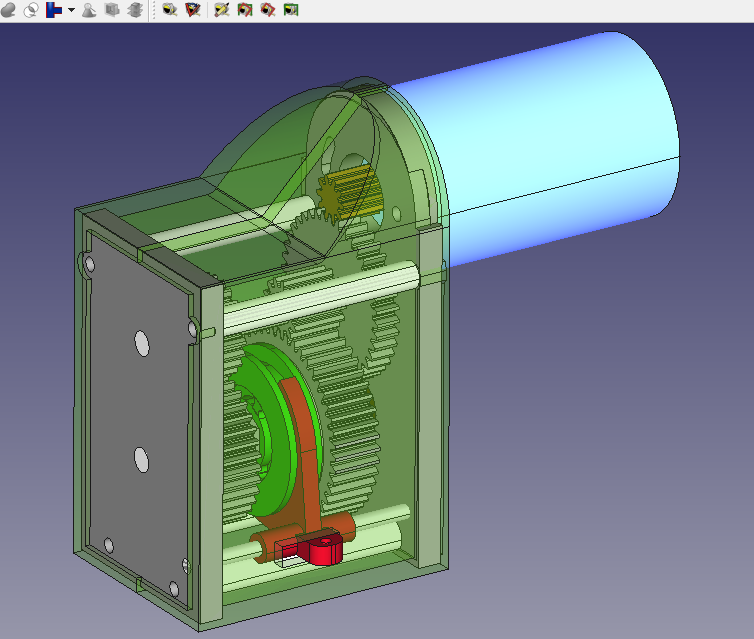
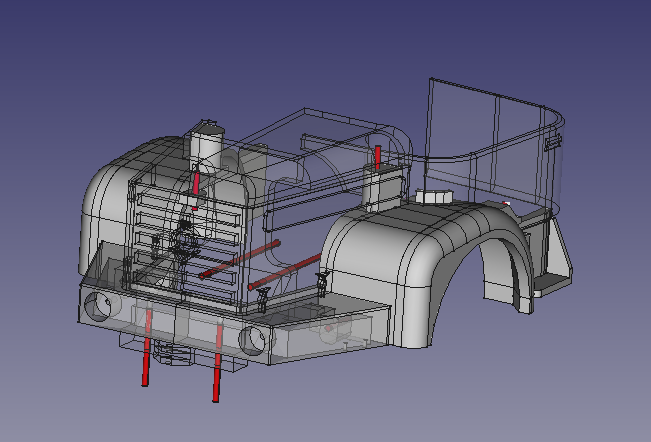
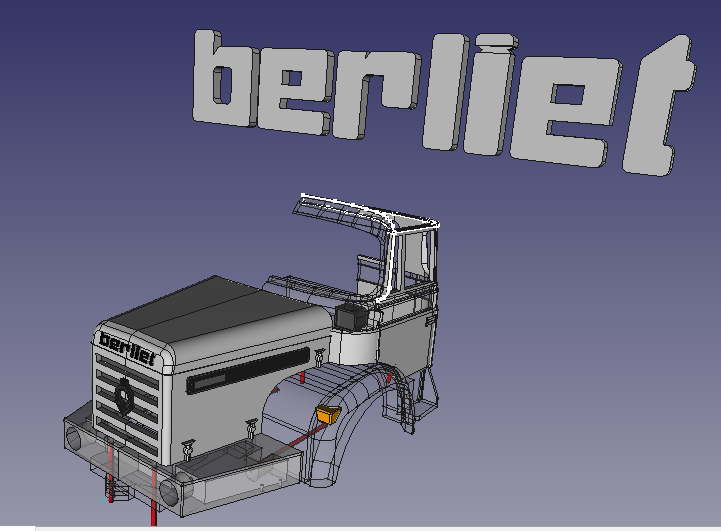
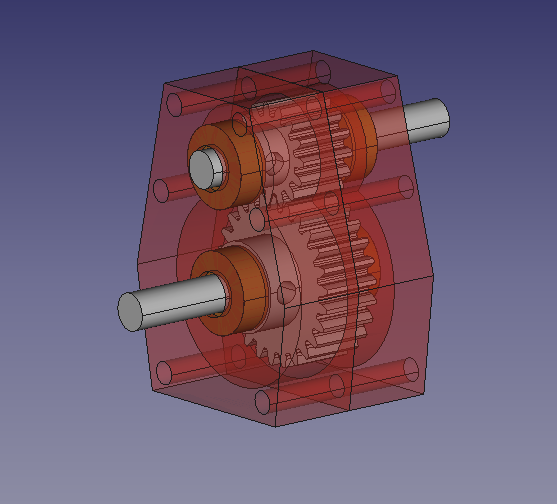
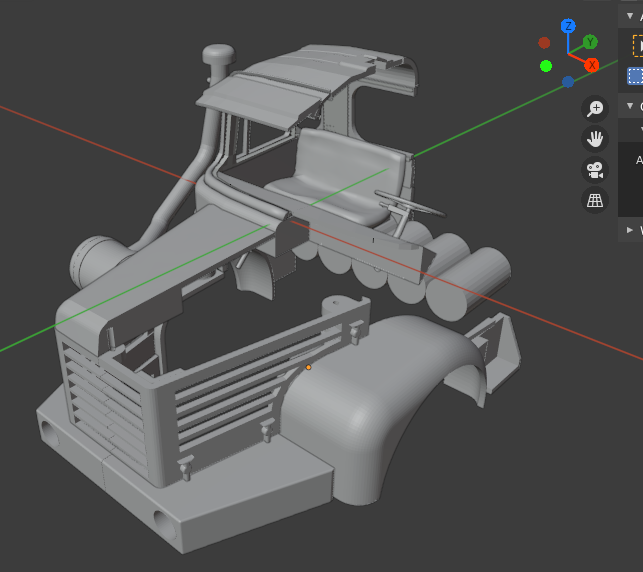
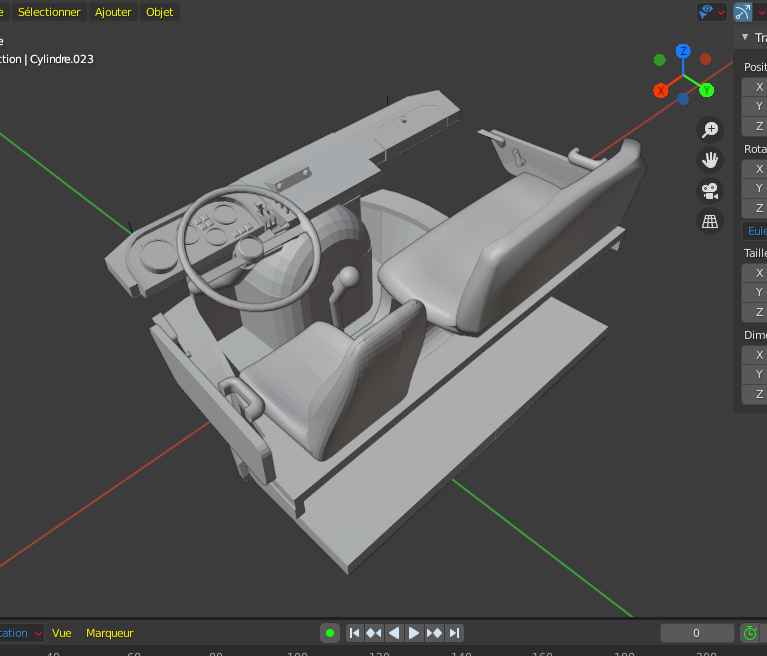
Avec FreeCAD tu ne pourras pas... il faut passer à un logiciel surfacique comme BLENDER (OpenSource)... FreeCAD est exclusif paramétrique et permet des courbes dans un plan, par exemple x,y mais si tu as à appliquer une courbe à cette même forme en x,z tu ne peux pas... La solution de @RFN_31 est bonne pour ton verre de phare car le bombé est égal sur tous les plans, mais si tu te lances dans la modélisation d'un capot ou d'un toit de voiture, tu seras coincé.... C'est la raison pour laquelle j'ai abandonné FreeCAD pour passer à BLENDER ... je ne me sers de FreeCAD que pour les pièces qui demandent une extrême précision , les pignons et engrenages, les filetages et les pièces mécaniques.... Sur la première série d'images, on voit bien que les courbes ne sont pas parfaites ni réalistes pour la cabine mais avec BLENDER c'est tout autre chose et ces courbes complexes sont faciles à manipuler....
.PNG.f3eed77de58443d8160856ae26d78360.PNG)


 1 point
1 point -
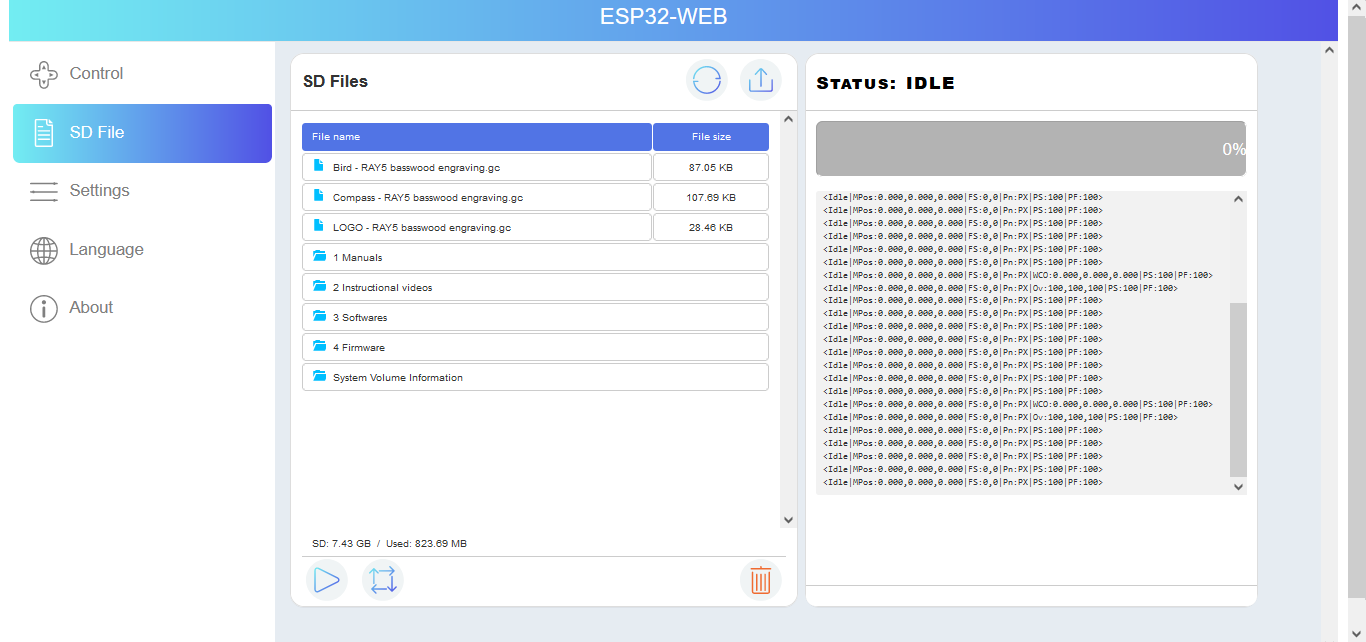
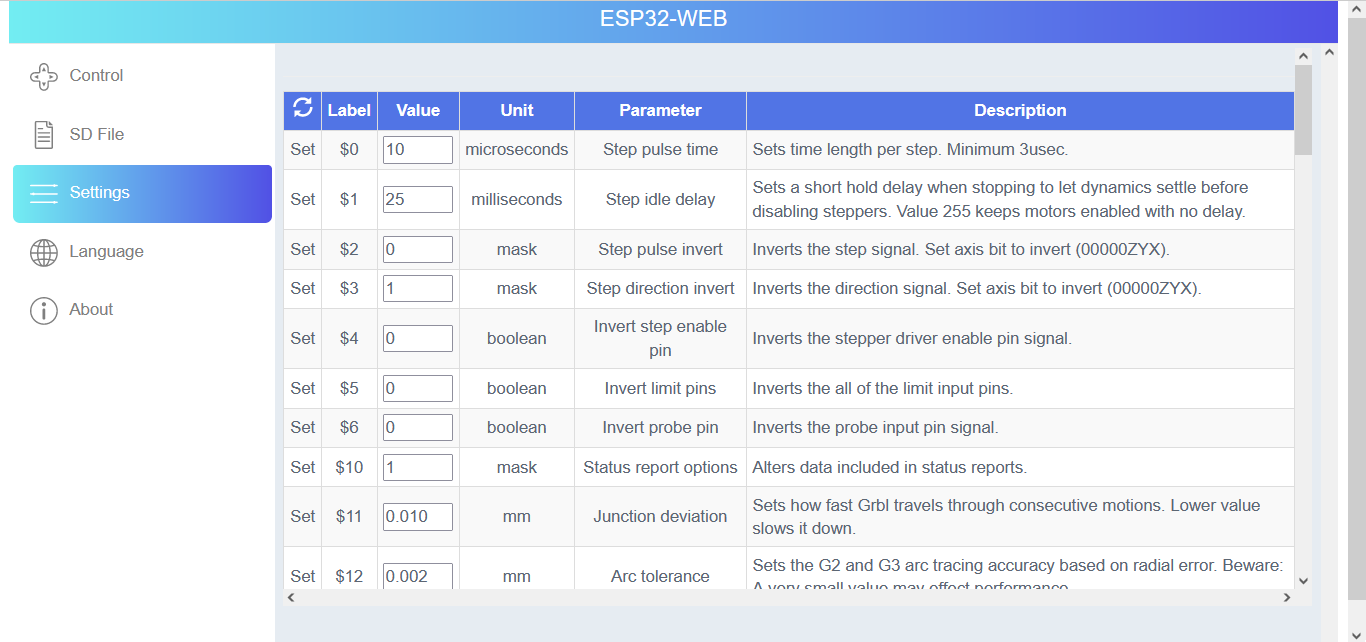
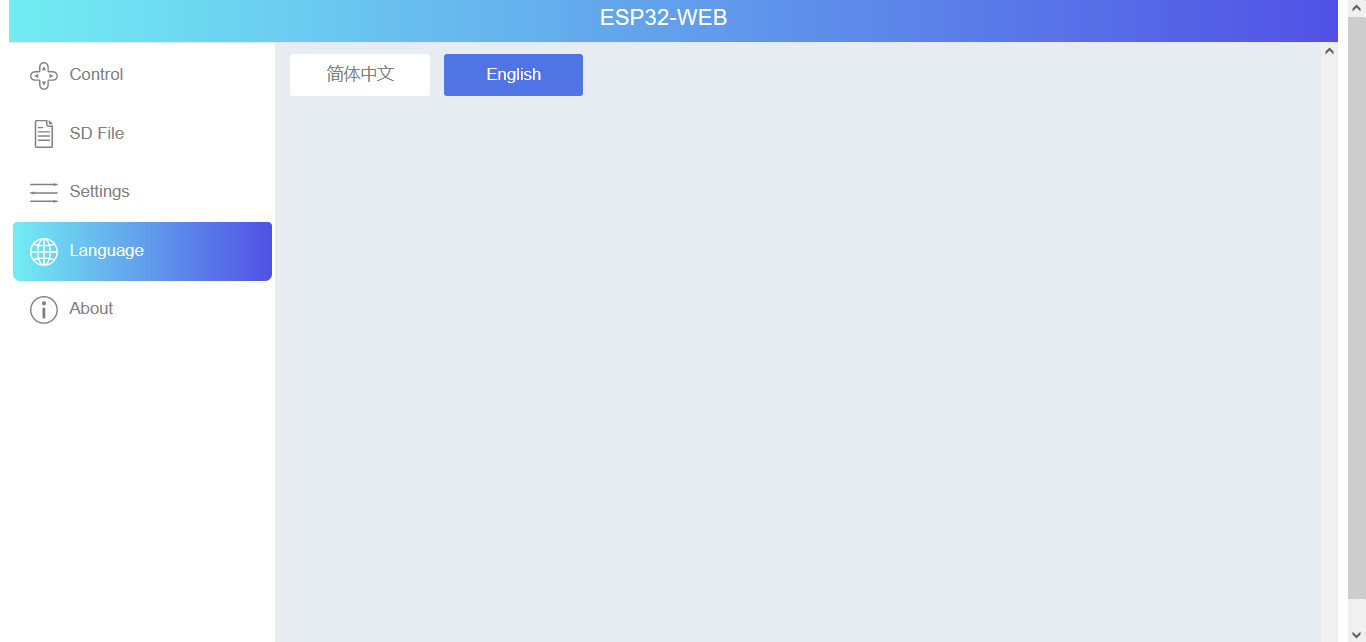
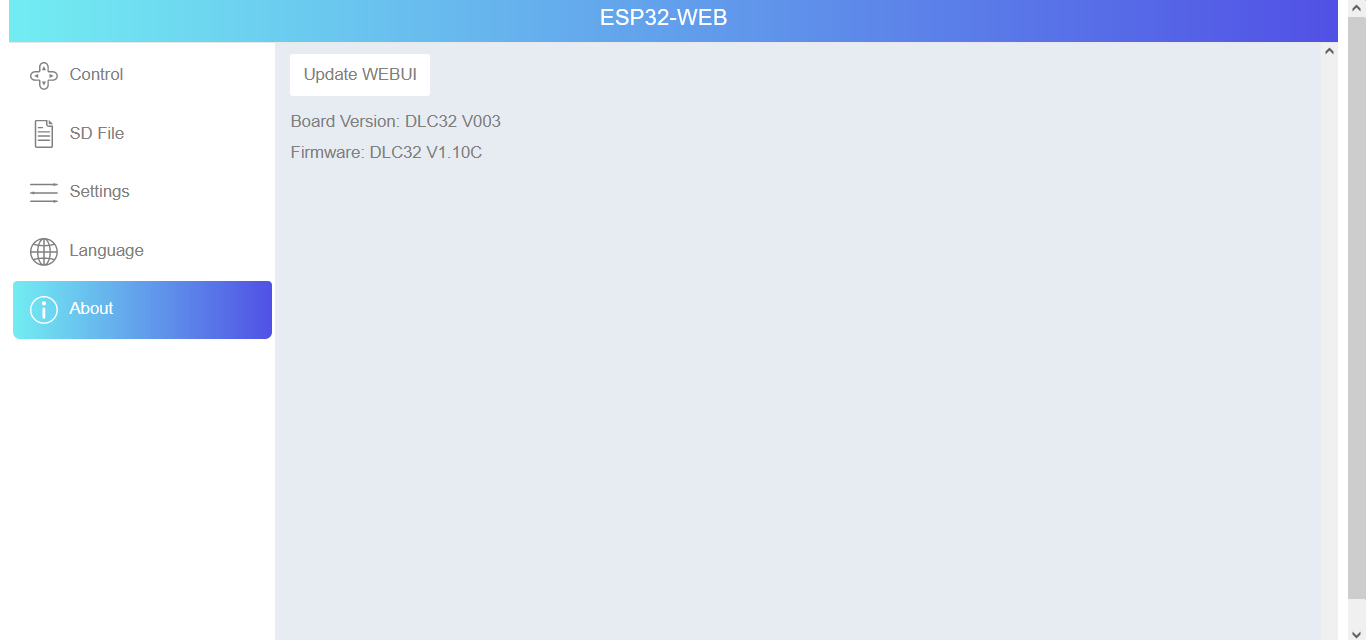
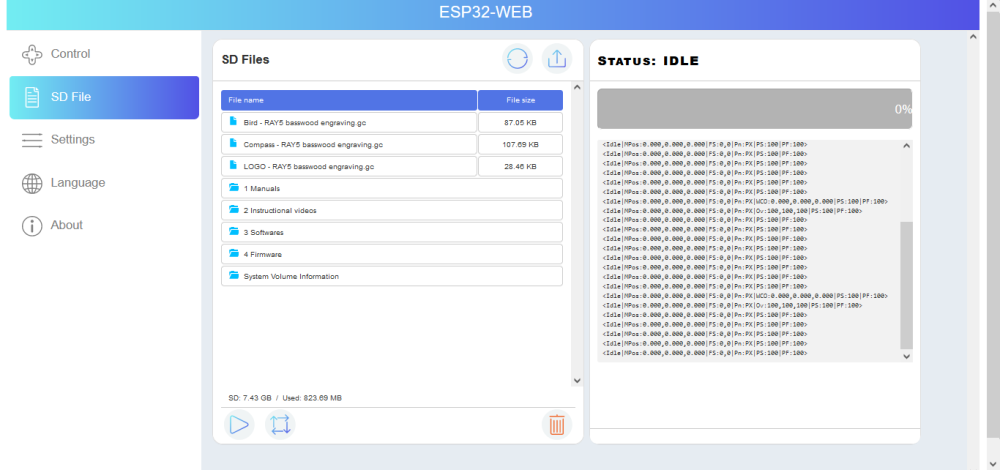
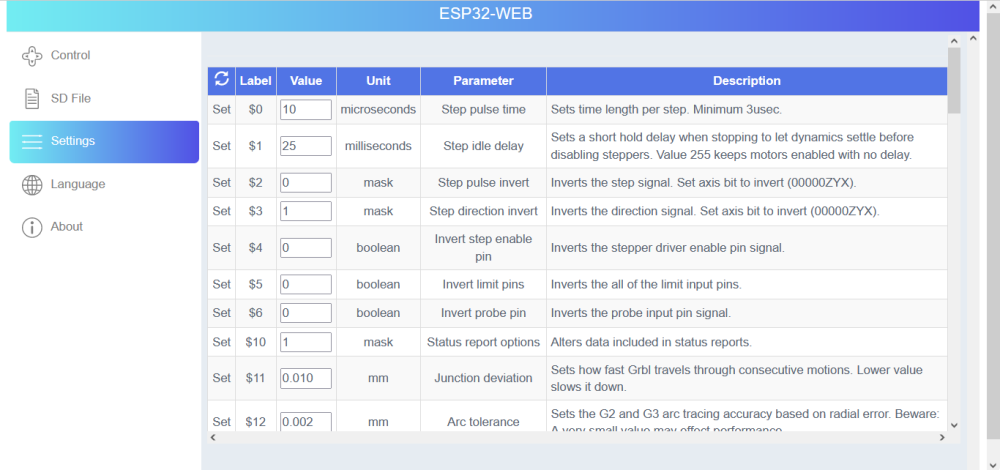
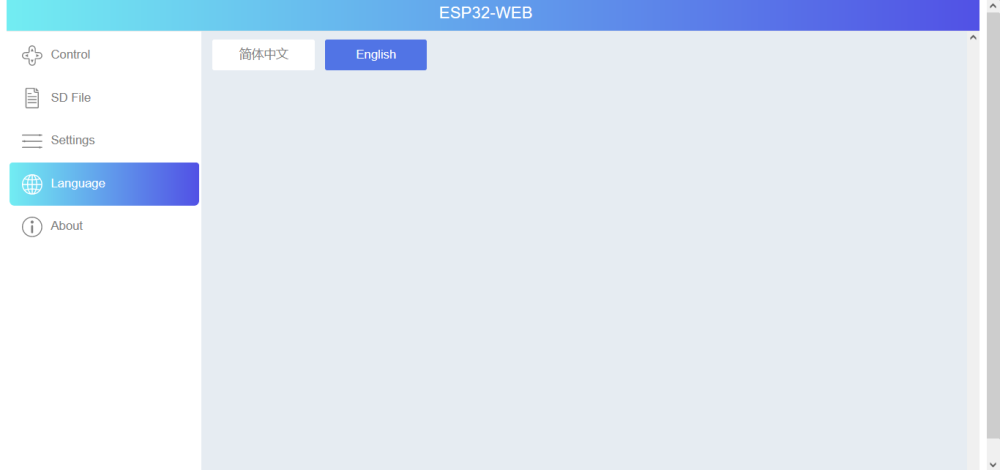
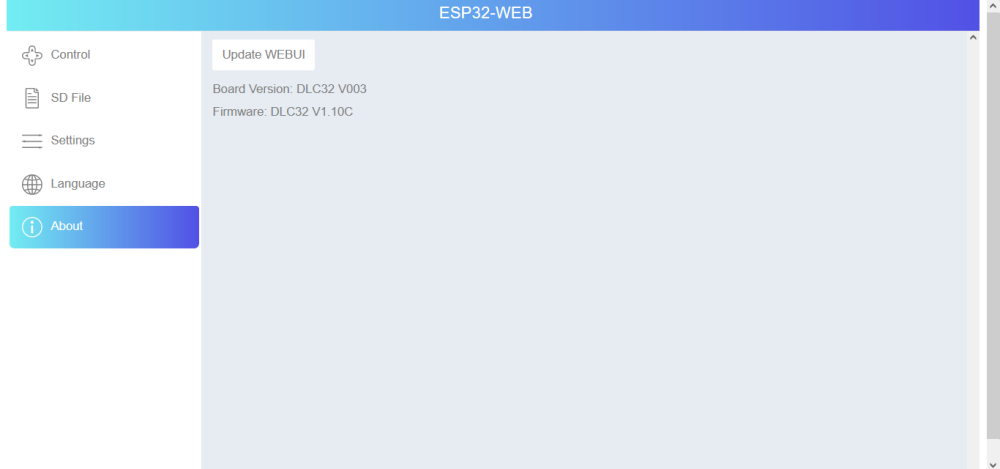
Zoom sur une fonction assez rare sur un graveur : le WiFi La carte mère de ce graveur est construite autour d'un ESP32 qui possède la fonction WiFi. Il est donc possible de le raccorder au réseau du logement et de le piloter via une interface WEB. Sur ce premier écran, les fonctions sont assez communes. Ce second écran est plus intéressant. Il permet de transférer les gcodes directement du PC vers la carte micro SD sans avoir besoin de sortir la carte du graveur. Le troisième écran permet de modifier les paramètres du graveur sans avoir besoin de le flasher. L'écran suivant permet de choisir la langue de l'interface (le choix est assez restreint et il ne faut pas se tromper sous peine de galérer pour remettre une langue compréhensible pour nous ). Le dernier écran donne les infos sur le firmware et permet de rechercher les updates. Me concernant, il n'y a que le second écran qui m’intéresse pour transférer des fichiers sans me trimbaler avec la carte micro SD, ni manipuler l'adaptateur USB/Micro SD, ni devoir me lever pour aller chercher la carte micro SD dans le graveur. C'est un sacré gain de temps. Cette interface est un bon début et j'espère la voir évoluer dans le temps via des mises à jour car il a des choses qui peuvent et qui doivent évoluer. Par exemple, il n'est pas possible de transférer des fichiers lorsque le graveur fonctionne. il n'y a pas de message indiquant que l'on écrase un fichier par un fichier du même nom. C'est tout pour cet aperçu sur le WiFi. Retour aux tests de gravure et de découpe.

 1 point
1 point -
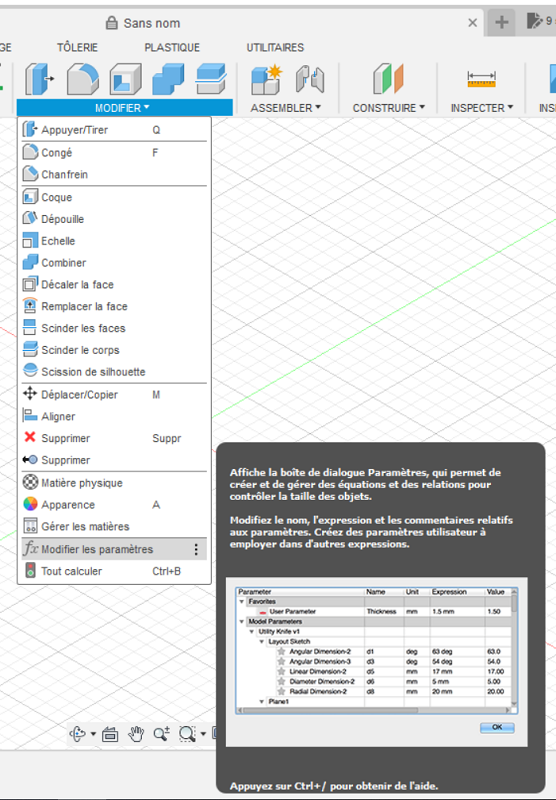
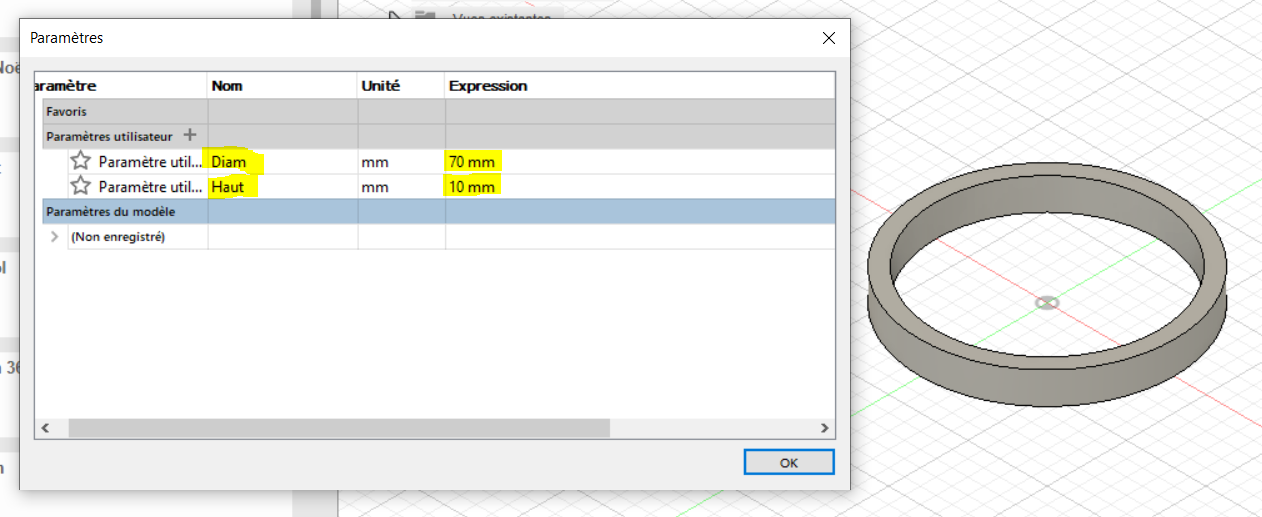
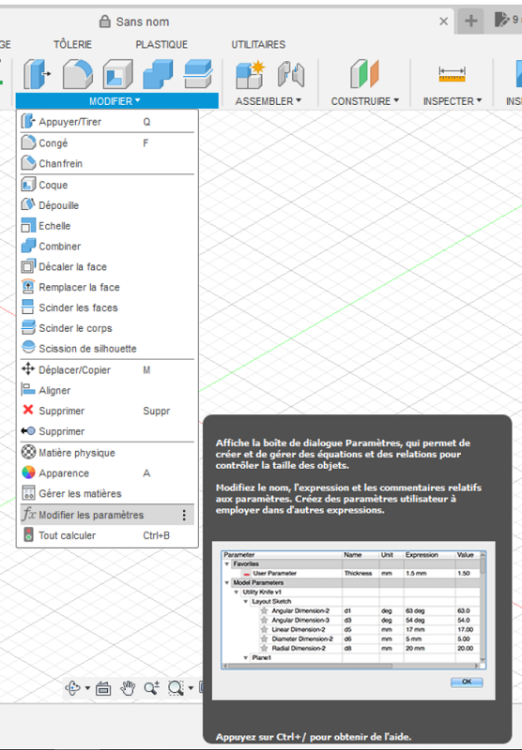
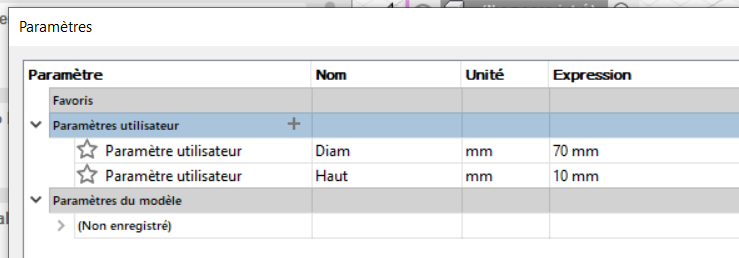
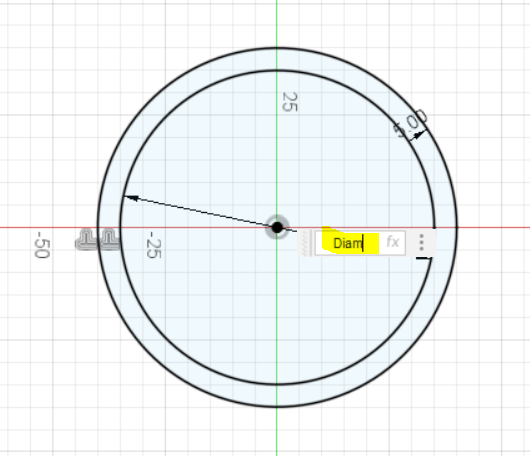
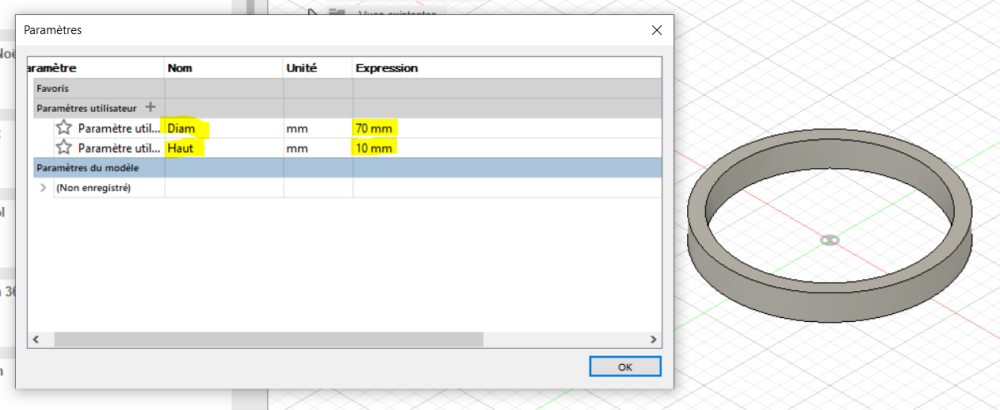
Salut En plus de l'historique qui te permet de revenir sur une esquisse ou toute autre fonction et de la modifier, tu peux utiliser la fonction "Modifier les paramètres" Tu dois ensuite créer les Paramètres Utilisateur dont tu as besoin (ex Diam et Haut) Puis tu remplaces les cotes dans ton esquisse par les paramètres crées (Ex Diam) Il te suffit ensuite de faire varier la valeur dans les paramètres pour que l'esquisse se mette à jour J'espère avoir répondu à test questions @+ JC
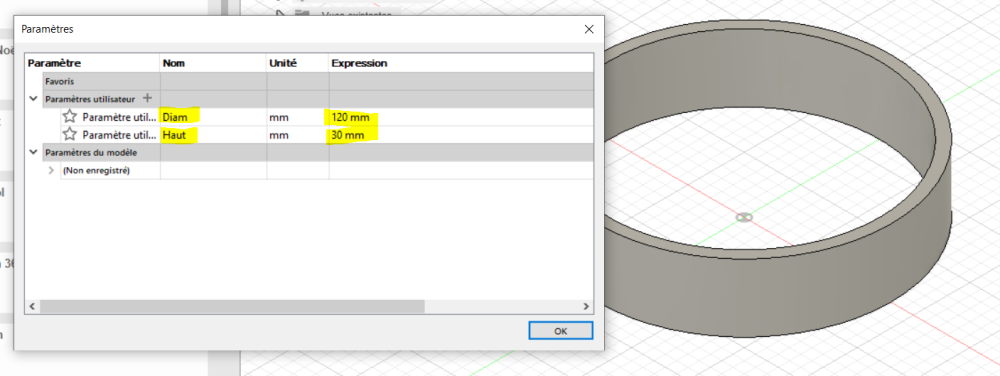 1 point
1 point -
Bon, c'est un échec... Le filament s'est coincé dans l'extrudeur. En dehors de l'aspect Bowden, je me demande s'il fait pas un peu chaud aujourd'hui autour de l'imprimante (le filament me paraît très souple ), ou alors le remplissage qui génère peut-être beaucoup de petites rétractations. Je retenterai peut-être demain... En attendant j'ai relancé une petite impression PLA pour vérifier si j'ai bien préchargé la roue de l'extrudeur. Petite question : est-ce qu'une buse en 0.6mm peut faciliter l'impression de TPU?
 0 points
0 points