Classement



Contenu populaire
Contenu avec la plus haute réputation dans 08/07/2022 Dans tous les contenus
-
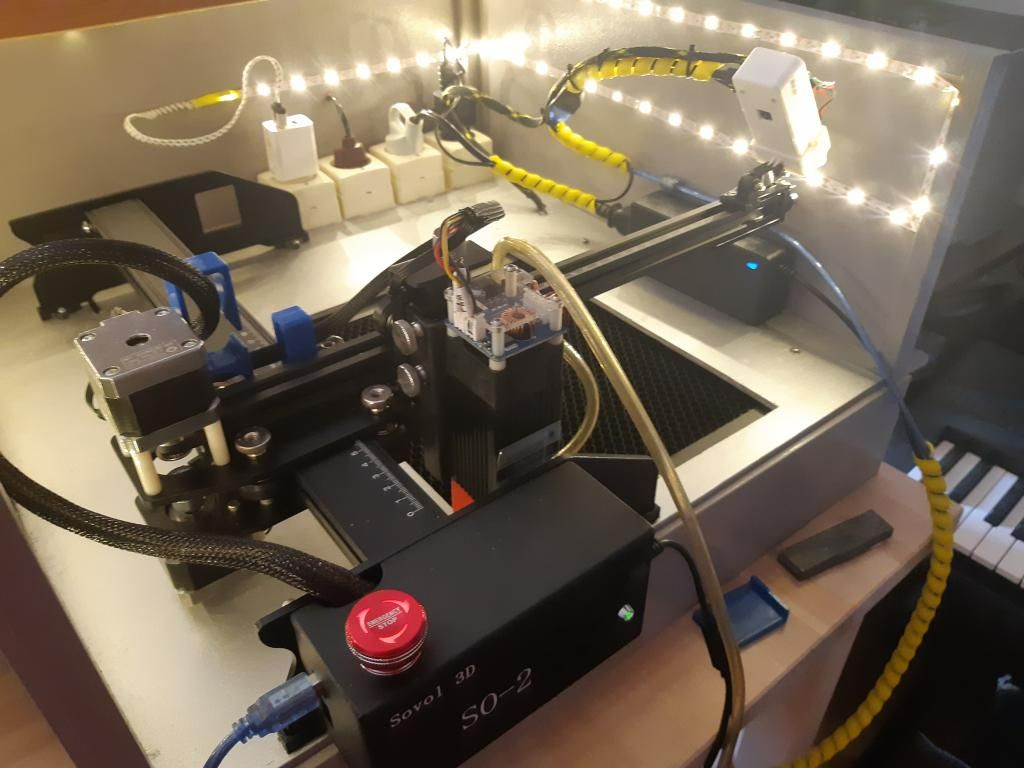
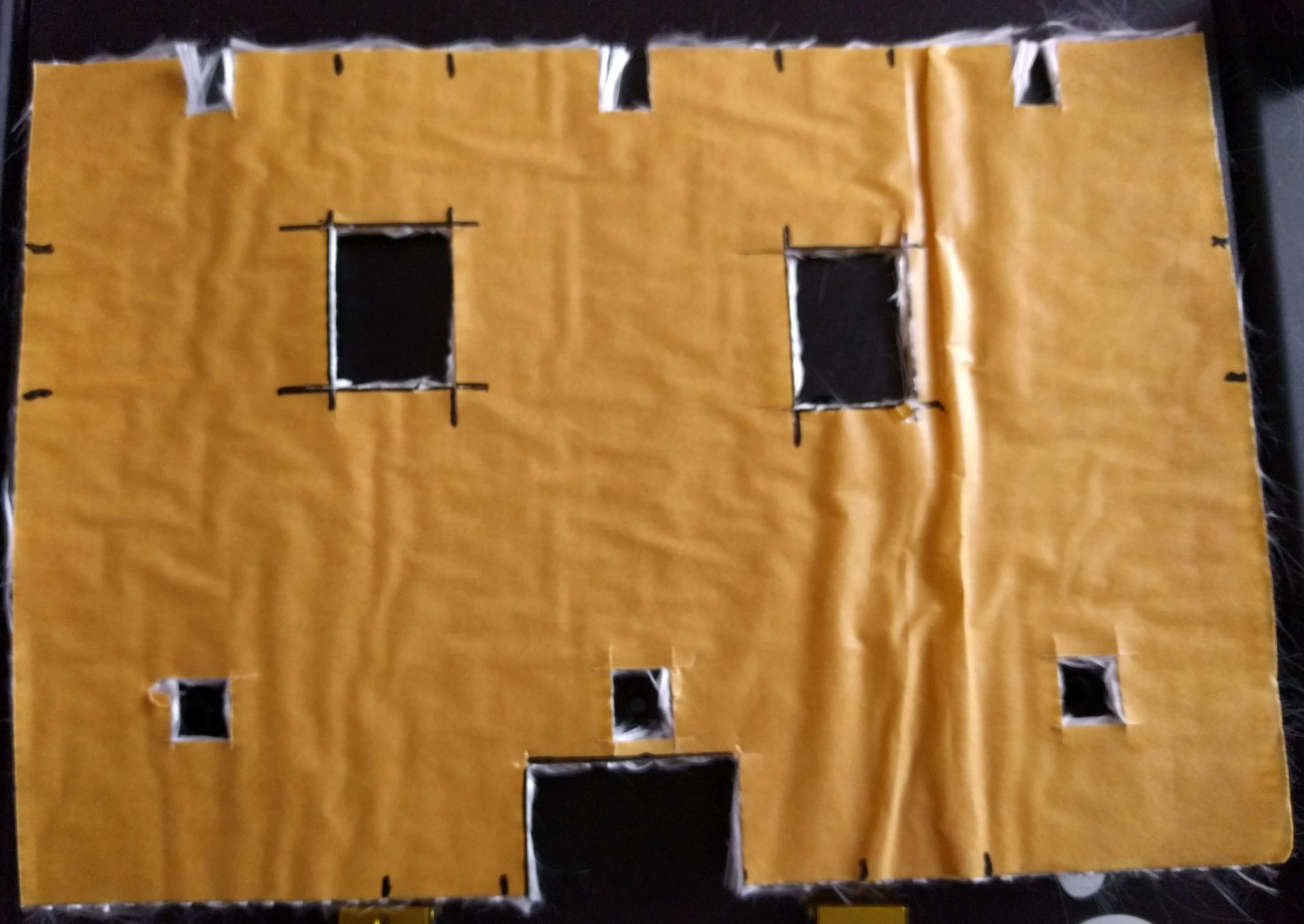
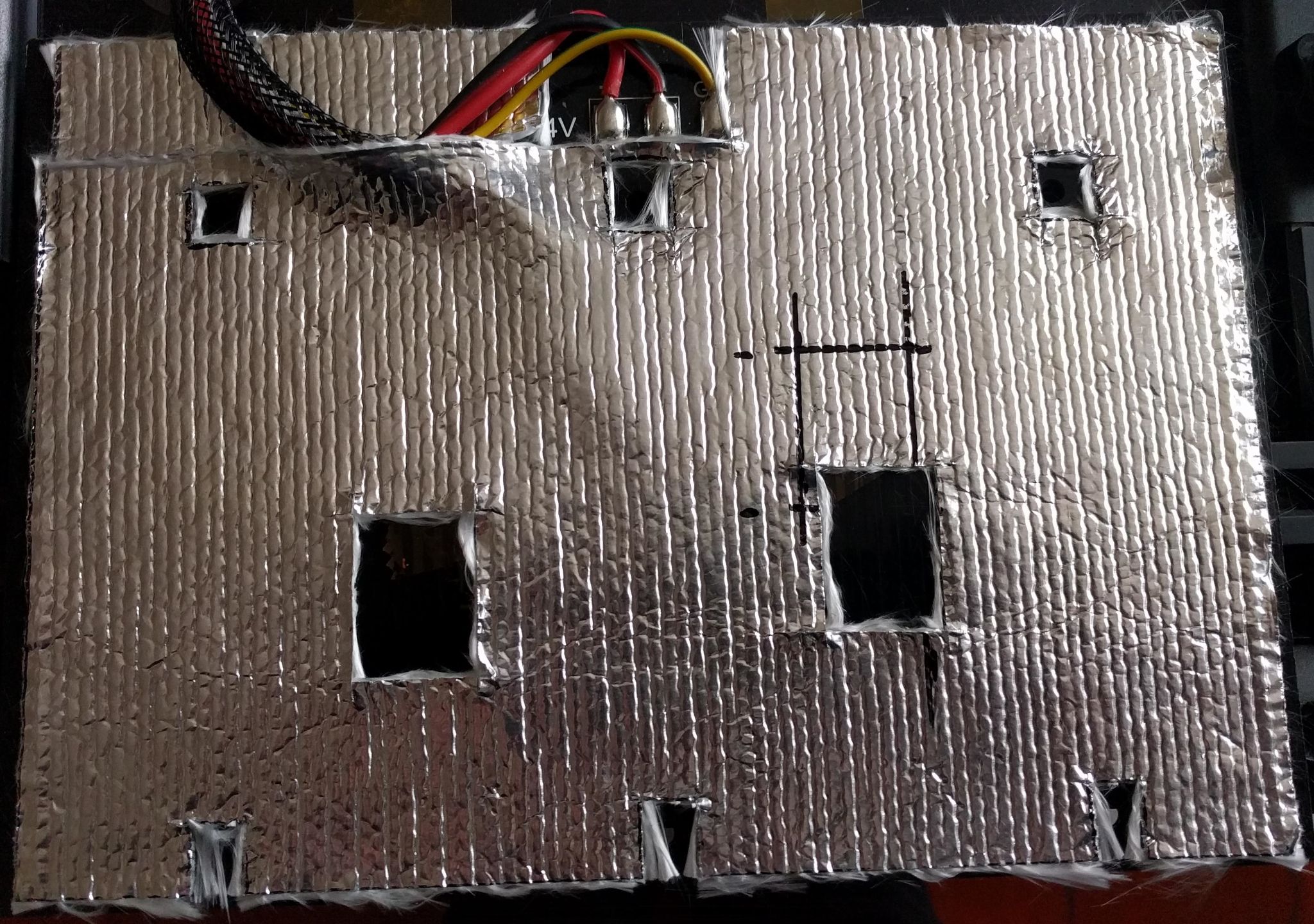
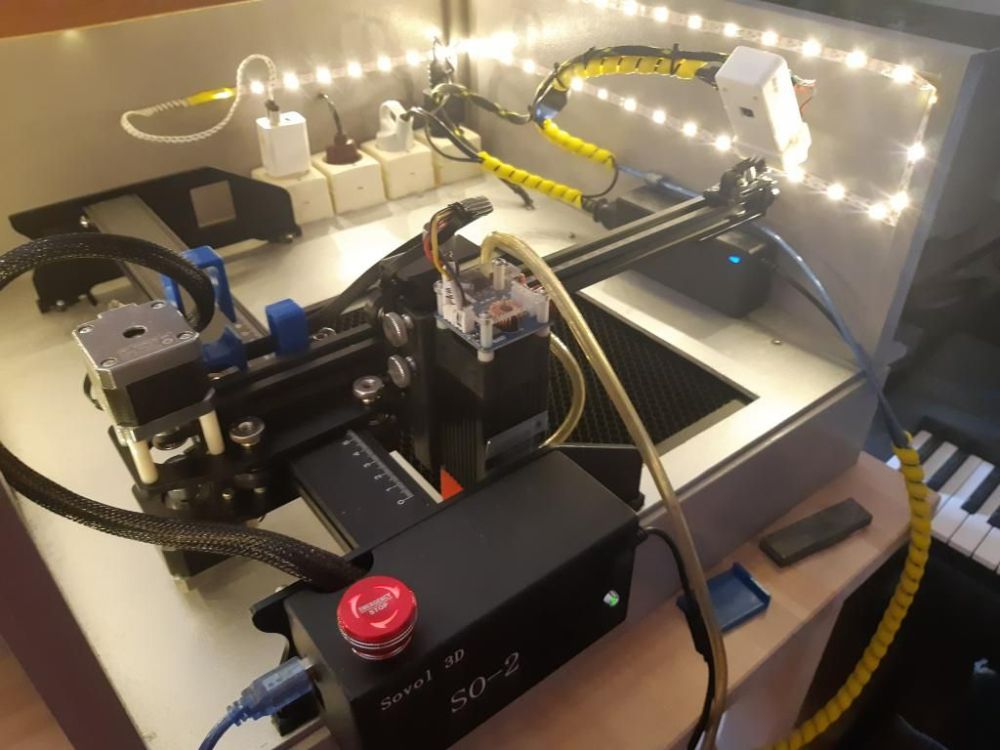
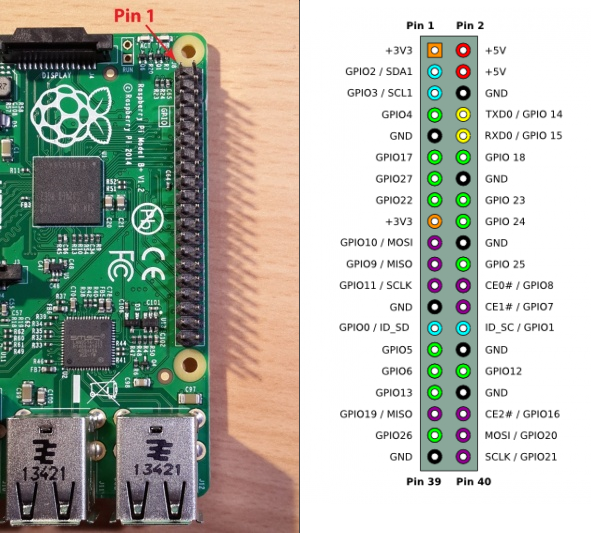
Bonjour, @Yo' @fran6p @Poisson21 Voici une solution intéressante commander à distance via le Rapsberry pi quatre fonctions sans bouger du canapé pour éteindre ou allumer les équipements avec l'option enclosure de OCTOPRINT Le Laser SOVOSO2 GPIO 22 La lumière GPIO 6 L'aspirateur des fumées GPIO 26 L'air assist GPIO4 Le câblage nécessite de programmer les GPIO selon l'attribution de chaque équipement. En exemple GPIO 6 pour l'éclairage et affecter ensuite le relais sur la carte de puissance qui est équipée de 4 relais. Sur le module de puissance il suffit d'alimenter la carte en 5V et d'affecter les quatre GPIO entre le RAPSBERRY et le module de puissance. Pour la carte de puissance il suffit de choisir le commun relié au secteur phase et d'ensuite de brancher toutes les prises secteur au neutre. La commutation est commandée par l'interface OCTOPRINT Enclosure avec le bouton affecté à la fonction. Rien de BIEN compliqué il suffit de ne pas se tromper dans l'affectation des GPIO sur la carte Rapsberry. Pour cela il faut le bon schéma des GPIO pour le Zero 2W ci-joint les photos (hélas j'ai oublié la photo de la carte 4 relais.) Nota : j'ai rajouté un bouton arrêt d'urgence sur le laser pour la sécurité de la personne afin d'intervenir rapidement dans le cas d'un incident. je suis disponible pour répondre aux questions. A+ Francis


 5 points
5 points -
Je viens de regarder la présentation du nouveau laser Ortus Master 3 qui a l'air nettement mieux conçu et optimisé, une belle amélioration. Voici le présentation en Français:4 points
-
Arf, ça va être délicat. La carte est malheureusement tombée sur le martyr lors d'une découpe. Durant cet épisode, alors que j'étais devant le graveur, il y a de nouveau eu un décalage. Ce n'est donc ni la carte micro SD, ni les drivers, ni le réglage des drivers. Hier soir, j'ai contacté le support technique de Longer3D qui m'a confirmé dans la nuit la tension de 0,5V pour le réglage des drivers. A la main, l'axe Y se déplace librement. Je vais toutefois vérifier les roulettes. Si quelqu'un a une idée, je suis preneur.
 4 points
4 points -
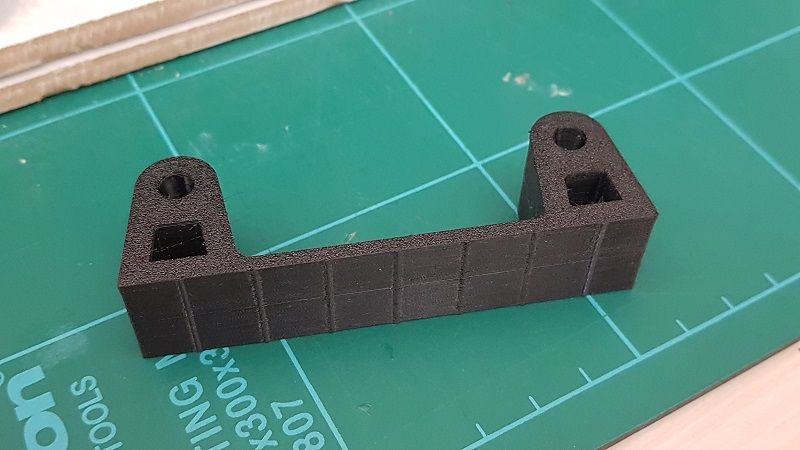
Salut Suite des impressions avec du TPU J'attendais une bobine de TPU Noir commandée avec d'autres trucs chez Prusa il y presque 1 mois maintenant. Mode "pas content" ON Mes nouveaux amis de chez Chronopost m'ont livré le colis avec 3 semaines de retard. Entre le service client qui n'était pas capable de me dire quand le colis serait livré et le livreur qui ne vient pas mais qui mentionne que je n'étais pas chez moi.... Pas demain la veille que je vais leur confier un colis... Mode "pas content" OFF Bon cette fois je devais réparer un support de tube d'aspirateur dont la bande en caoutchouc était cassée Modélisé avec Fusion 360, j'ai tranché mon joli dessin avec PrusaSlicer. J'en ai profité pour jouer avec le nb de périmètres et le remplissage pour arriver à la "bonne" souplesse à partir des paramètres par défaut Même si la bobine était neuve et juste sortie de son sachet, je lai mise dans la boite de séchage à 50°C 2 heures avant et pendant toute la durée de l'impression Version 1 : Ep couches : 0,20mm / 2 périmètres / Remplissage 10% Gyroïde / Nb de couches solides 4 en haut et 4 en bas Un peu trop dur. Et tube difficile à insérer sur le support. A noté que lors de l'insertion du tube la bande flexible doit pouvoir un peu s'écraser comme simulé par la pince. On le voit sur la dernière photos du post Version 2 : Ep couches : 0,20mm / 1 périmètre / Remplissage 5% Gyroïde / Nb de couches solides 4 en haut et 4 en bas Peut être un peu trop souple et quelques doutes sur la solidité. Même si par rapport à la pièce d'origine la bande parait moins souple. Mais comparer du TPU avec du caoutchouc pas sûr que ça fonctionne Version 3 : Ep couches : 0,20mm / 2 périmètres / Remplissage 5% Gyroïde / Nb de couches solides 4 en haut et 4 en bas Là ça me parait pas mal Montés sur le support le 2 dernières version ont pratiquement le même comportement lorsque l'on insère et retire le tube de l'aspirateur Je vais laisser la version la plus souple (v2) pour tester sa durée de vie... Prochaine étape fabriquer un support complet pour un tube de plus gros diamètre (39mm vs 32mm) @+ JC







 3 points
3 points -
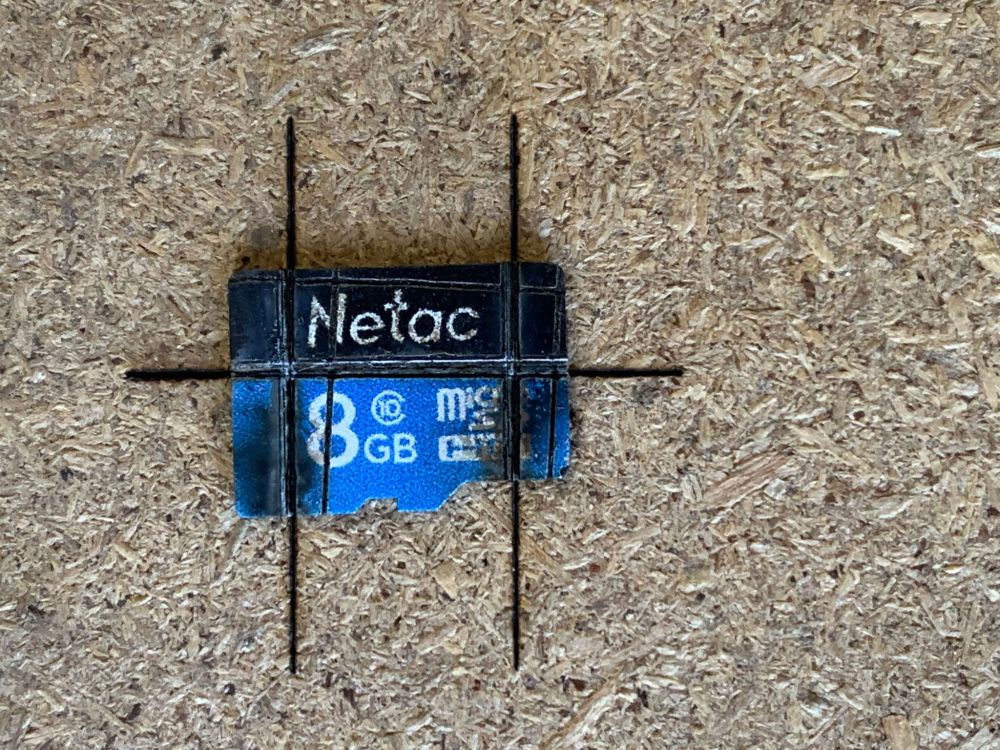
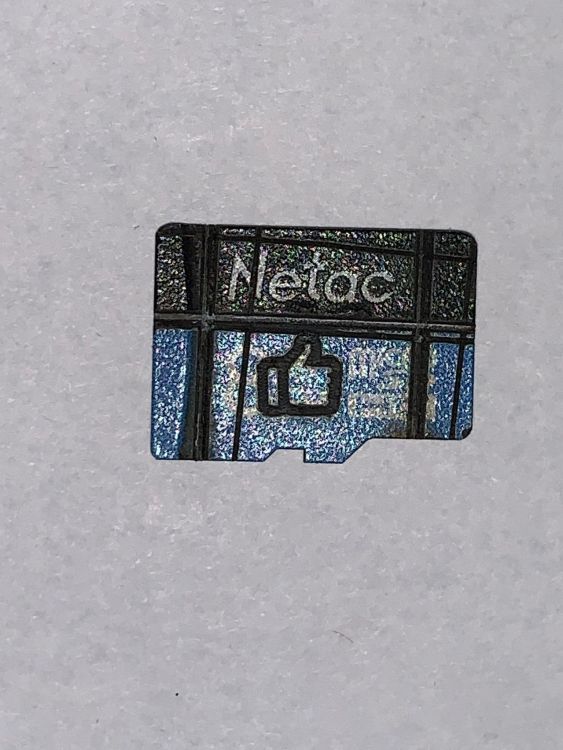
Tant que je n'ai pas fini les tests, le graveur va rester dans un état le plus proche de l'origine. Je vais d'ailleurs remettre les drivers d'origine vu qu'ils ne sont pas la cause du problème. Spécial @PPAC Le pouce fait 4mm x 4mm. Chuis épaté par la précision.
 2 points
2 points -
salut @Yo' je te propose la méthode suivante pour aligner l'entrainement de l'axe Y . Il suffit de pousser en poussée de butée en home à la main, ensuite desserrer la vis d'arrêt du moteur si elle est visible ! Avancer l'ensemble de 5 cm en avant et replacer de nouveau en butée home et resserrer la vis d'arrêt du moteur. Cette méthode permet la mise en niveau parallèle de l'entrainement des courroies sur le même plan. Nota s'arranger pour que la vis d'arrêt se retrouve sur le méplat de l'axe. (tourner l'axe du moteur pour repositionner le méplat) Re center par la même occasion la courroie dans la poulie motrice. Si le défaut est toujours existant il est possible que les courroies se sont déformées sur la longueur des brins suite à stockage trop tendu du mécanisme. ce phénomène est bien connu sur les traceurs ploteurs que je connais bien déjà si la transmission des courroies est bruyante alors c'est un signe. a+2 points
-
Depuis que les tests des graveurs laser fleurissent sur le forum je cherchais une raison de ne pas en acheter un. Je l'ai trouvé Merci @PPAC @+ JC2 points
-
Les bandes de roulement des galets ne sont pas en caoutchouc mais en acetate (POM) (ou autre matière plus solide comme de l' Igllidur (rarement d'origine), certaines pouvant même être en métal (mais ça augmente le bruit lors des déplacements et métal sur métal ce n'est peut-être pas forcément ce qu'il y a de mieux)).2 points
-
Et voilà, le ticket est déjà pris en charge par Lukáš Matěna qui a fait une première analyse qui confirme le bug. La conclusion est : C'est autre chose que S3D et autre Raise3D IdeaMaker dans la gestion des bugs par le support.2 points
-
j'avais des écrous que j'ai affiné pour en faire des rondelles. Je n'aime pas trop recouper les vis, on abime le filet et après on peut faire du dégât si elles partent de travers. Mes écrous dispo viennent d'un lot aéromodélisme : C'est de la chinoiserie et pas au cotes justes juste. J'ai peur qu'ils n'ébavurent pas grand chose j'ai tout réinstallé avec rondelles, serré tranquille les 3 vis dont la btr du heatbreak , mis en chauffe et resserré un quart de tours sur chaque vis du bloc de chauffe et un peu moins sur la btr. Voilà, une fois de plus , merci messieurs pour votre aide aussi rapide que précise. C est un bonheur ce forum. Merci les gars pour votre savoir faire et votre savoir être2 points
-
Faut juste changer la couleur ? ça laisse moins de possibilité mais c'est moins compliqué du coups, je vais peut être me laisser tenter même si je gagne jamais rien....1 point
-
Ça y est, les vacances sont là, pour se rafraîchir on vous propose donc une piscine imprimée en 3D pour ouvrir cet nouvel hebdo ! https://www.lesimprimantes3d.fr/semaine-impression-3d-339-20220708/1 point
-
Bonsoir, Après bien des modifs réglage, et un démontage complet + nettoyage (bis) du circuit filament, je pense avoir trouvé la cause: l'extrudeur Redrex à entraînement double. Il n'arrivait pas à pousser le filament, à cause je pense des moletages des pignons. Je l'ai viré, remis celui d'origine et ça fonctionne bien. Le Bullseye est imprimé sans problème (à part le support BLtouch qui s'est écollé du plateau). Je vais donc adapter le bras presseur sur l'extrudeur d'origine, ça devrait le faire. Merci pour votre aide1 point
-
20mm c'est en nombre de jours qu'il faut compter.1 point
-
Non. Mon antédiluvienne et «sasfépu» CR10 est encore équipée de sa carte mère originelle et de son Marlin 1.0 On ne met à jour son firmware qu'en cas de modifications matérielles (ABL par exemple) qu'il n'est pas possible de contourner par l'ajout de commandes Gcodes… La majorité des firmwares fournis avec les imprimantes est généralement suffisante pour faire fonctionner celles-ci sinon de nombreux acheteurs n'auraient jamais pu imprimer1 point
-
Mais pourquoi donc changer de firmware à chaque fois qu'il y a un problème .... ça doit être une mode. Je dois vraiment être le seul à avoir le firmware d'origine sur mon imprimante.1 point
-
Bonjour, sauf erreur, ton imprimante sait gérer la panne de courant. Dans ce cas, tu éteints ton imprimante et tu attends l'arrivée de ton filament. Quand tu l'auras, et que tu seras prêt pour remplacer le filament, tu la rallume : elle devrait reprendre où tu t'es arrêté.1 point
-
Bonjour, C'est le fichier que tu charges dans Prusa Slicer qui a un problème... Peux-tu nous le poster ? Quel est son origine ?1 point
-
cela ressemble fort a une carte sd défectueuse ou non compatible avec l'imprimante si tu as encore le gcode de démo fournis avec imprimante teste une impression avec sur diferentes carte sd .cela permettra de savoir si c'est un problème de config du slicer ou un problème imprimante1 point
-
Merci pour vos réponses , je pense que le problème vient de la vitesse.....Je refais un test !1 point
-
Après un problème de livraison dans le même style que toi, maintenant je choisis le moins cher entre DHL et UPS et je n'ai plus de problème de livraison.1 point
-
@PPAC oui, c'est de cet axe là dont je parle. Précision supplémentaire, je n'ai le cas que sur Y+, jamais sur Y- En regardant ce que tu m'a conseillé, j'ai vu que les courroies ne sont pas centrées sur les poulies. Théoriquement, si une courroie grimpe sur la flasque de la poulie, le diamètre change et le système se met en travers et se bloque car il y a aura deux diamètres différents à chaque coté. J'ai tout recentré et je vais continuer les essais. C'est pour la science le test des capacités du graveur
 1 point
1 point -
Lors du test de ce modèle (Ender 3 S1), je n'avais eu aucune difficulté à imprimer du TPU au moins celui «classique» (shore 95A). Je n'ai pas testé avec du plus flexible et ne connais pas ton filament (Tenaflex). La différence entre la E3S1 et la E3S1Pro est principalement le heatbreak (PTFE traversant pour la première et full-metal pour la seconde). Comme pour tout filament flexible, une vitesse pas trop élevée est nécessaire. De mémoire, les filaments flexibles que j'avais utilisés lors du test de la E3 S1 n'avaient posé aucun problème (50 mm/s, parois externes 15-20mm/s). Quant à Simplify3D, ne l'utilisant pas, je ne saurai être d'aucune utilité.1 point
-
Sadique !!!!1 point
-
@Titi78 Merci pour les infos ! Effectivement, j'ai un budget un peu faible pour le moment, étant donné que je me lance. Disons que je n'ai pas envie de débourser 500 euros pour le moment, pour faire "joujou" avec des figurines en jeu de rôle. Pour autant, je pense que je vais commencer à trouver des limitations et que plus tard, je triplerai mon budget pour passer sur de la résine. @jcjames_13009Merci à toi aussi ! Je vais dévorer ce guide du débutant. Quoi qu'il en soit, j'ai cru comprendre que pour les débuts, la Ender 3 n'était vraiment pas mal. Je vais partir sur ça je pense. Et je vais la prendre en V1. Si effectivement, j'en ressent le besoin, j'ajouterai des améliorations au fur et à mesure. Merci encore pour vos conseils !1 point
-
Bonjours @PPAC Jai une alfawise u301 point
-
Je me réponds: j'ai modifié la valeur de Z2 (j'ai enlevé la hauteur d'une ligne, soit 0.2) et ça fonctionne beaucoup mieux. Dommage qu'ils ne parlent pas de ce paramètre dans la documentation, ça permettrait de gagner du temps.1 point
-
Bonjour, @Pyroa Oui il existe un pluging GRBL qui permet de piloter à distance le laser de son choix. Toutes les fonctions sont regroupées avec une facilité déconcertante. Nous pouvons aussi commander des fonctions de marche et arrêt pour différents équipement. GRBL OCTOPRINT1 point
-
Toutes les machines dans une même gamme de prix sont conçues de la même manière. Tu ne trouvera pas un modèle d'imprimante avec des guides à billes linéaire au même prix qu'une à galets. Le choix est dans le prix. Ensuite être bricoleur et avoir de la jujotte ça aide beaucoup. Tout comme les tutos et vidéos du net. De bases nos imprimantes fonctionnent très bien pour leur prix et les soucis arrivent en général quand on commence le bidouillage sur des éléments que l'on ne maîtrise pas. Mon imprimante creality cr10s date de 2018 et fonctionnent toujours avec son firmware d'origine sa carte mère d'origine et ses ressorts d'origine ...1 point
-
Bonjour, Essaie en baissant de 10°C la température de ton plateau. Vérifie aussi dans ton slicer que la ventilation est active dès la 2ème couche. Si cela ne suffit pas, baisse le flow du filament.1 point
-
Salut On devrait arriver à résoudre ton pb Déjà il faudrait nous en dire plus sur ton imprimante et les changements que tu as fait (Pilote ?) Bon déjà tu as changé la carte SD et c'est une bonne idée As-tu essayé de relancer un fichier que tu as réussit à imprimer avant ton changement de pilote ? Ca indiquera déjà si le pb vient du ficher que tu n'arrives pas à imprimer ou du changement que tu as fait Tu pourrais aussi poster ton fichier .gcode que l'on puisse regarder ce qu'il y a dedans... A suivre donc... @+ JC1 point
-
Si elles talonnent dans le radiateur c'est que le radiateur n'est pas taraudé assez profond ou que les vis sont trop longues. Tu peux peut-être les recouper ou limer (pense à mettre un ecrou sur la vis avant de couper pour ébavurer le filetage en enlevant l'écrou après la coupe) As tu serré la petite vis btr du radiateur qui maintient le heatbreak ?1 point
-
Salut Effectivement le filament flexible n'est pas le plus facile à imprimer. D'une manière générale je dirais quil faut que les conditions suivantes soient réunies 1/ Une buse et une hotend propre sans aucun résidu d'autre filament. Purge, coldpull,... 2/ Desserrer l'extrudeur pour que le filament soit poussé délicatement. Idéalement privilégier un direct drive par rapport à un bowden. Mais ça fonctionne aussi avec un Bowden (Ex sur ma Prusa MINI+) mais c'est plus délicat 3/ Diminuer la vitesse d'impression. Env. 20mm/s 4/ Utiliser un plateau texturé, ou mettre de la colle en battons sur des plateaux lisses 5/ Garder le filament au sec. Idéalement utiliser une boite de séchage 6/ Au niveau température voir les recommandations sur la bobine (Buse env. 240°C / Plateau env. 60°C). Pas de refroidissement Après je ne connais pas la Ender 3 Pro. Mais j'imagine que ces recommandations générales sont aussi applicable à cette machine. Perso c'est ce que je fais et ça fonctionne très bien -> @+ JC1 point
-
Je pense que j'aurais changé la carte sd aussi tout simplement parce que les cartes sd livrées avec nos machines ne sont pas des plus fiable. Elles ne supportent pas plusieurs lectures et écritures au bout d'un moment plus ou moins long... En générale elles finissent par bloquer la machine. En tout cas ce serait intéressant maintenant que les drivers sont changés de refaire les gravures avec l'ancienne carte pour savoir si c'était les drivers qui perdaient la tête ou la carte sd d'origine qui déconne...1 point
-
Je pense que le heatbreak n'est pas assez vissé dans le bloc de chauffe et que la buse ne vient pas en appui sur le heatbreak. Normalement ça ne doit pas tourner même avec les 2 vis desserrées. Les vis sont la uniquement pour éviter que le bloc tourne en démontant la buse Il faut que le montage ressemble à ce schéma1 point
-
Ce n'est pas normal Les deux vis qui traversent le corps de chauffe doivent être bien serrées (et «équilibrées» ) mais pas trop non plus ET la vis sans tête M3 sur le radiateur doit elle aussi bloquer le heatbreak afin qu'il ne tourne pas (la vidéo est pour une S1 Pro mais c'est la même chose pour la S1 non Pro, l'écran là n'est pas tactile) : Dans le kit que tu as reçu, y avait-il des vis M3 pour maintenir le bloc sur le radiateur ? Ont-elles les mêmes dimensions que celles du bloc remplacé ?1 point
-
Oui comme tu dit Francis la distance n'est pas une barrière et je serai présent sur le forum pour échanger avec vous ... Il n'est pas impossible que je distribue des Tenlog dans le pays ou je serai (République Dominicaine) et de toute façon j'emmène 4 Tenlog pour travailler la bas alors nous continuerons à discuter ... Franck1 point
-
Oui je sais a oser mettre un message dans les "vieux" sujets ( pour que tout les participants reçoivent un mail ( si ils on configuré le suivie par mail ) je dois en crisper plus d'un ) Sinon chez moi j'ai mis le Z Hop a 2mm/s ( et le 10mm/s c'est en fait aussi la valeur "Vitesse maximale Z" du profil d'imprimante custom par défaut de Ultimaker Cura ) mais pas sur que ce soit adapté pour la machine mystère de @corentin05 Edit : pense a mettre a jours ton imprimante dans ton profil utilisateur du forum ...1 point
-
Salutation ! Pour moi, après de multiple rétractions tu arrive a un problème de sous-extrusion lors de la reprise sur rétraction. La piste de Denis Paco est donc a vérifier. Mais il y a aussi peut être, une vitesse de rétraction et distance de rétraction trop élevé et un contrôleur de moteur pas a pas pour l’extrudeur qui chauffe est se met en sécurité ( voir si de réduire la "vitesse de rétraction" a 25 mm/s au lieu de 45 mm/s et ou de réduire la distance de rétraction (actuellement de 5 mm ) limite le soucie est si oui alors c'est possiblement la VRef du contrôleur de moteur pas a pas a légèrement abaisser ou le contrôleur se trouve mal refroidi. il y a aussi la piste du heatbreak mal refroidie ou de la jonction buse, PTFE a revoir ( cf Titis procédure du tuto suivant ) pour plus de pistes1 point
-
Bonsoir A vérifier si le tube PTFE ne serais pas déformé dans la tête d'impression se qui freine la sortie du filament, il y a deux endroits ou il y a de la sous extrusion, la ou il n'y a pas beaucoup de matière1 point
-
Pour les buses, il est préférable d'en prendre des «bonnes» qu'une grande quantité à vil prix hotends.fr ( @Fourmi) produit de bonnes buses (Nitro (ni trop peu)) en laiton plaqué inox (usinées et produites en France), cadeau bonux et/ou cerise sur le gâteux et/ou «cherry on the sundae ( pour nos cousins outre atlantique), c'est la période des soldes ( -15%, le code est en page d'accueil). Tu as également Bondtech (c'est plus cher) qui fait des buses permettant un débit volumétrique plus important. D'autres vendeurs de buses existent évidemment, d'autres types également (rubis (Olson ou autre)), acier, … Tout changement sur l'extrudeur devrait impliquer a minima la vérification de la rétraction surtout quand on passe d'un semi direct-drive (heatbreak originel avec PTFE court) et un réel direct-drive (heatbreak full-metal (full titane ou bi-metal)). Avec ce heatbreak full-metal, il ne faut pas que la rétraction fasse remonter le filament «liquide» / ramolli au-delà du corps de chauffe. Ma rétraction actuelle est de 0,8mm à 25mm/s (heatbreak full-metal, bi-metal comme celui du lien Amazon). Comme il n'y a pas de modification sur le moteur ou les engrenages, normalement pas de recalibration du pas de l'extrudeur à prévoir.1 point
-
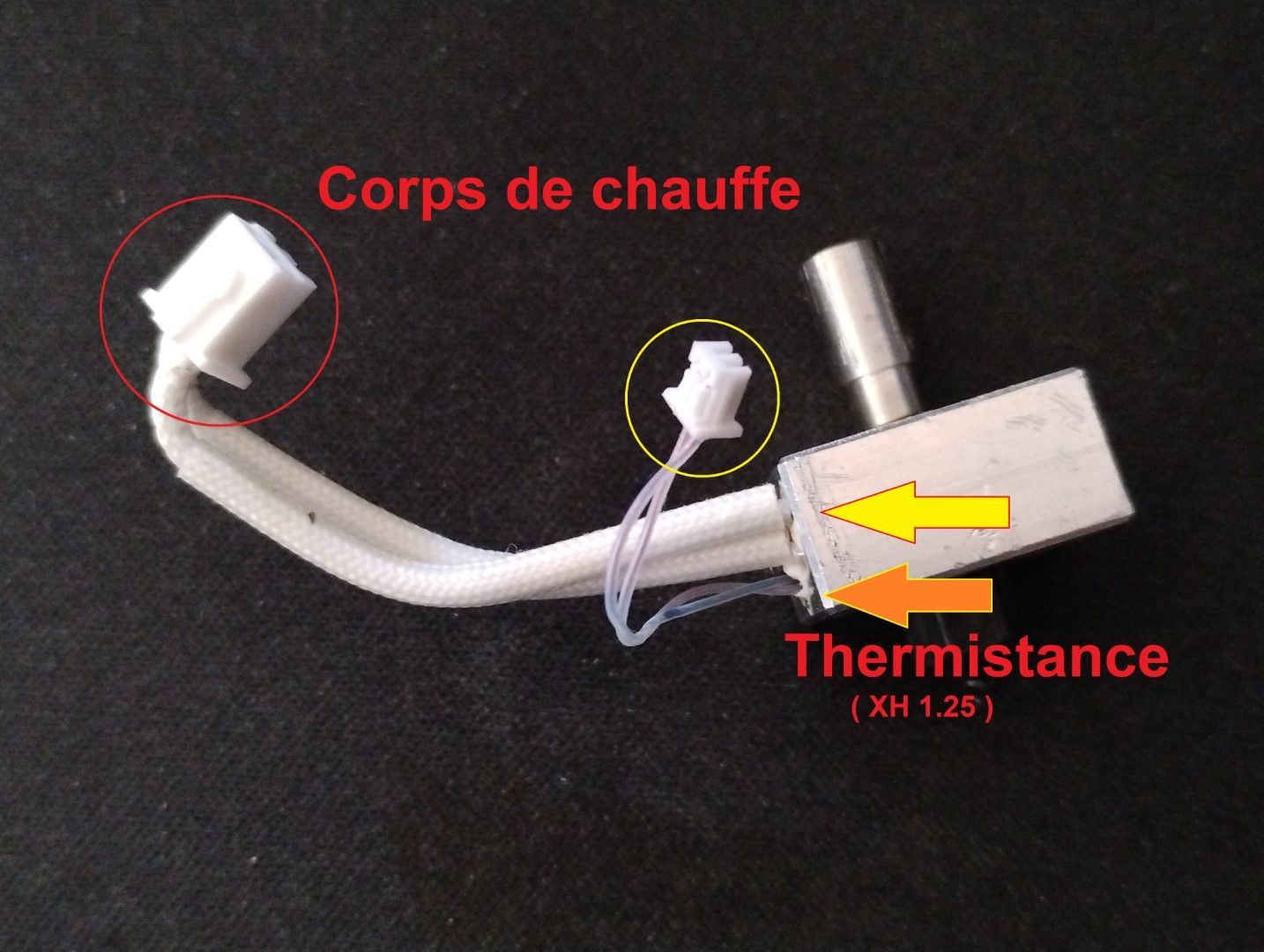
Une température négative est le signe que la thermistance est soit débranchée soit un de ses fils coupé. Ce sont des thermistances de type CTN (Coefficient de température négatif), la résistance diminue au fur et à mesure que la température augmente. Il n'y a que deux éléments électroniques sur le corps de chauffe: la cartouche de chauffe (gros câbles et «gros» connecteur) et la thermistance (câbles fins et plutôt rigides et connecteur mini mini (XH 1.25)) : J'ai commandé mon bloc complet en pièces détachées (pas de cartouche de chauffe ni thermistance) sur Aliexpress: https://www.aliexpress.com/item/1005004200374313.html https://www.aliexpress.com/item/1005004065155971.html Je viens de trouver un lien Amazon avec le bloc complet si tu es «pressé» : https://www.amazon.fr/gp/product/B0B2ZMJMDW?psc=1
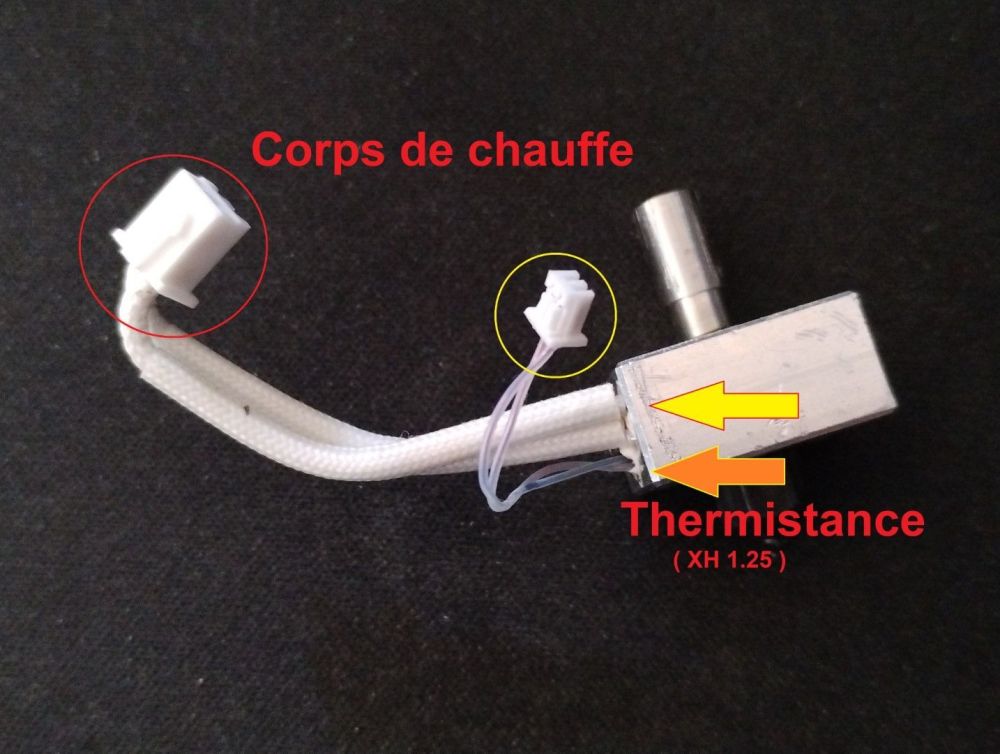 1 point
1 point -
La thermistance est assez fragile sur la S1, le câble est très court et pas souple du tout, la prise avec son mini mini connecteur (XH 1.25) est franchement «pénible». On peut trouver des thermistances spécifiques à la S1 => https://www.amazon.fr/gp/product/B0B2NW13N6 J'ai prévu de remplacer le bloc de chauffe originel par un incluant un heatbreak full-metal (bi-matières) quand il aura été livré (encore quelques jours à attendre).1 point
-
Et sur d'autres machines y compris certaines Creality. Moins de consommation électrique, je ne saurais dire mais pour la régulation / répartition de la température c'est efficace. C'est comme pour un logement: isolé ou pas, la température intérieure n'est pas la même Sur mes imprimantes qui n'en étaient pas équipées d'origine, j'ai ajouté cet «accessoire» (exemple pour la CR30 ) : Le seul inconvénient possible, c'est le jour où la thermistance du plateau trépasse et qu'il faut alors décoller cet isolant pour réaliser le remplacement
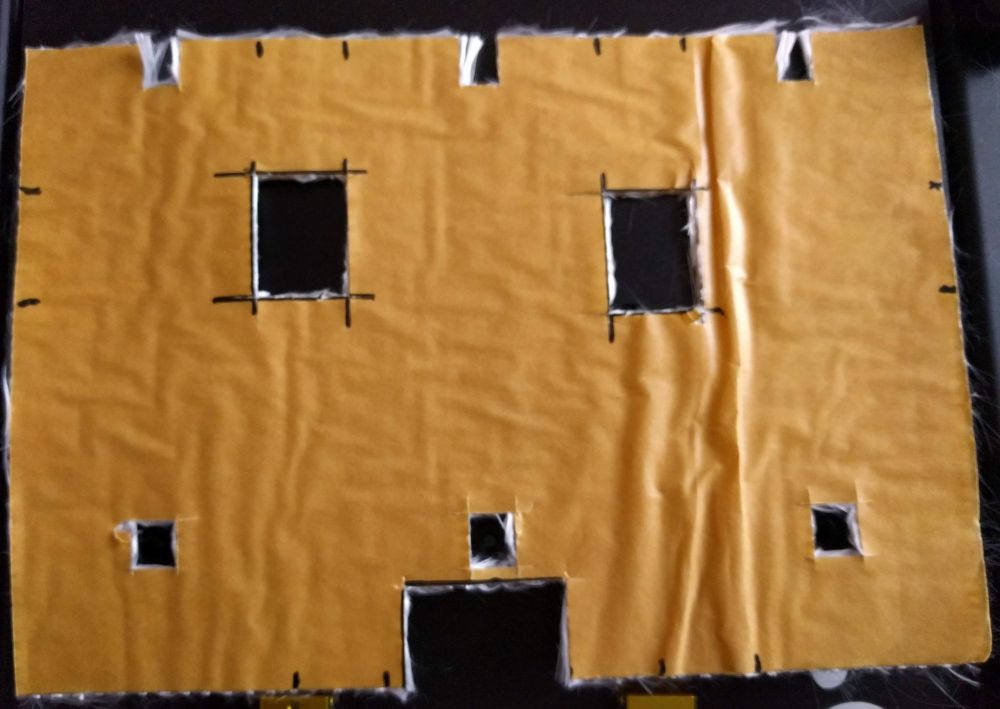
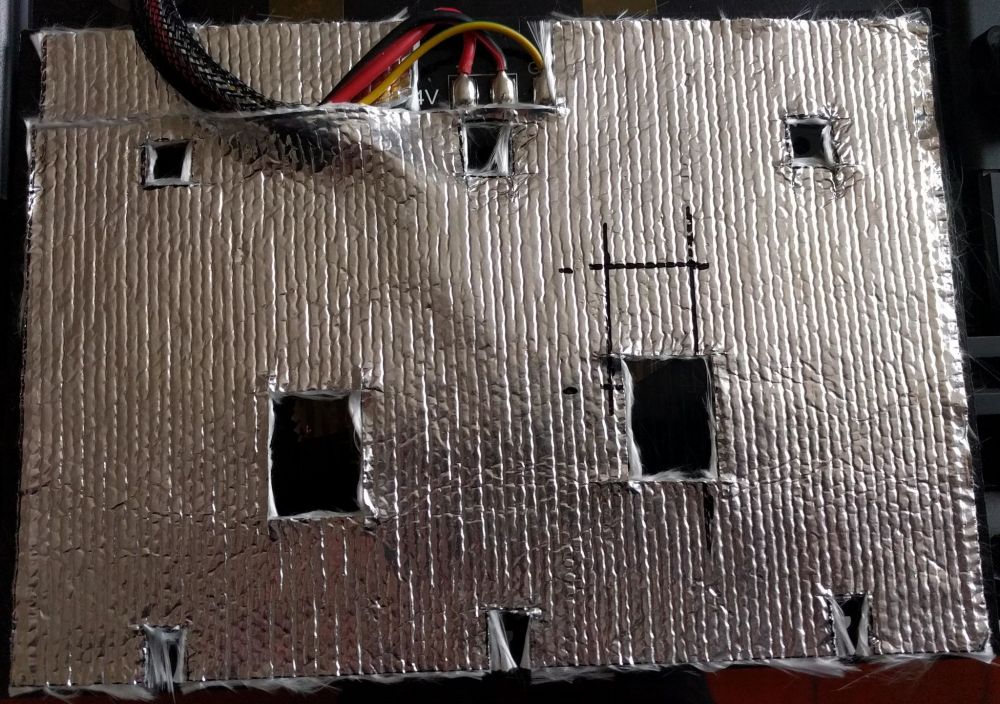 1 point
1 point -
Dans la pratique c'est surtout pour conserver toute la chaleur dans le plateau et indirectement ça réduit la température transmise sous le plateau.1 point
-
Autre possibilité: remplacer le heatbreak avec PTFE traversant jusqu'à la buse par soit un full-metal en titane ou celui bi-metal (cuivre + titane), tu auras presque une Sprite «pro» (le bloc de chauffe est en cuivre plaqué pour la Pro, mais pour atteindre 300°C, il faudra un firmware adapté, d'origine il est limité à 260°C. Pour monter encore plus en température (> 400°C), d'autres modifications devraient être effectuées (thermistance ou thermo-sonde, pourquoi pas le refroidissement liquide du radiateur) mais ce ne serait que pour imprimer des matériaux très techniques (Ultem, …) pour du PLA / PETG je ne suis pas sûr que ce soit utile1 point
-
Suite des tests ... Avec le fichier contenant le M0 (dans la séquence introduite par le plugin "PauseAtHeight" de Cura) on obtient à peu près le même résultat. La seule différence est que le bouton Pause s'est mis tout seul en position Resume. Mais toujours pas de reprise. Donc de ce côté, c'est mort. Pour info, j'ai trouvé une petite solution de contournement pour faire un changement de filament. J'ai repris le même fichier et j'ai remplacé le M0 par un G4 S120 ce qui entraîne une pause de 120 secondes mais sans nécessiter que l'utilisateur fasse un Resume. Deux minutes, ça donne largement le temps de remplacer le filament. A noter que je n'ai pas utilisé l'écran pour extraire et replacer le filament. J'ai juste poussé le bras de l'extrudeur pour libérer la pression. La tête se parque, la température de la buse est conservée (à demander dans le formulaire du plugin !). Après 2 minutes, la tête revient à sa position et reprend l'impression Pas simple mais faisable. Bien sûr, il faut être présent lors de la pause Pour revenir à la nouvelle version "evo" (!) du firmware du TFT, je ne vois aucune différence avec l'ancienne. Au moins, en la mettant sur une SD, elle se charge automatiquement.
 1 point
1 point -
Machine débranchée vérifier que la sonde de température est bien placée dans le bloc de chauffe et que ces fils ne se touchent pas et ne touchent pas le bloc de chauffe . Idem pour la cartouche de chauffe Mettre une chaussette silicone sur le bloc de chauffe0 points