Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/01/2023 Dans tous les contenus
-
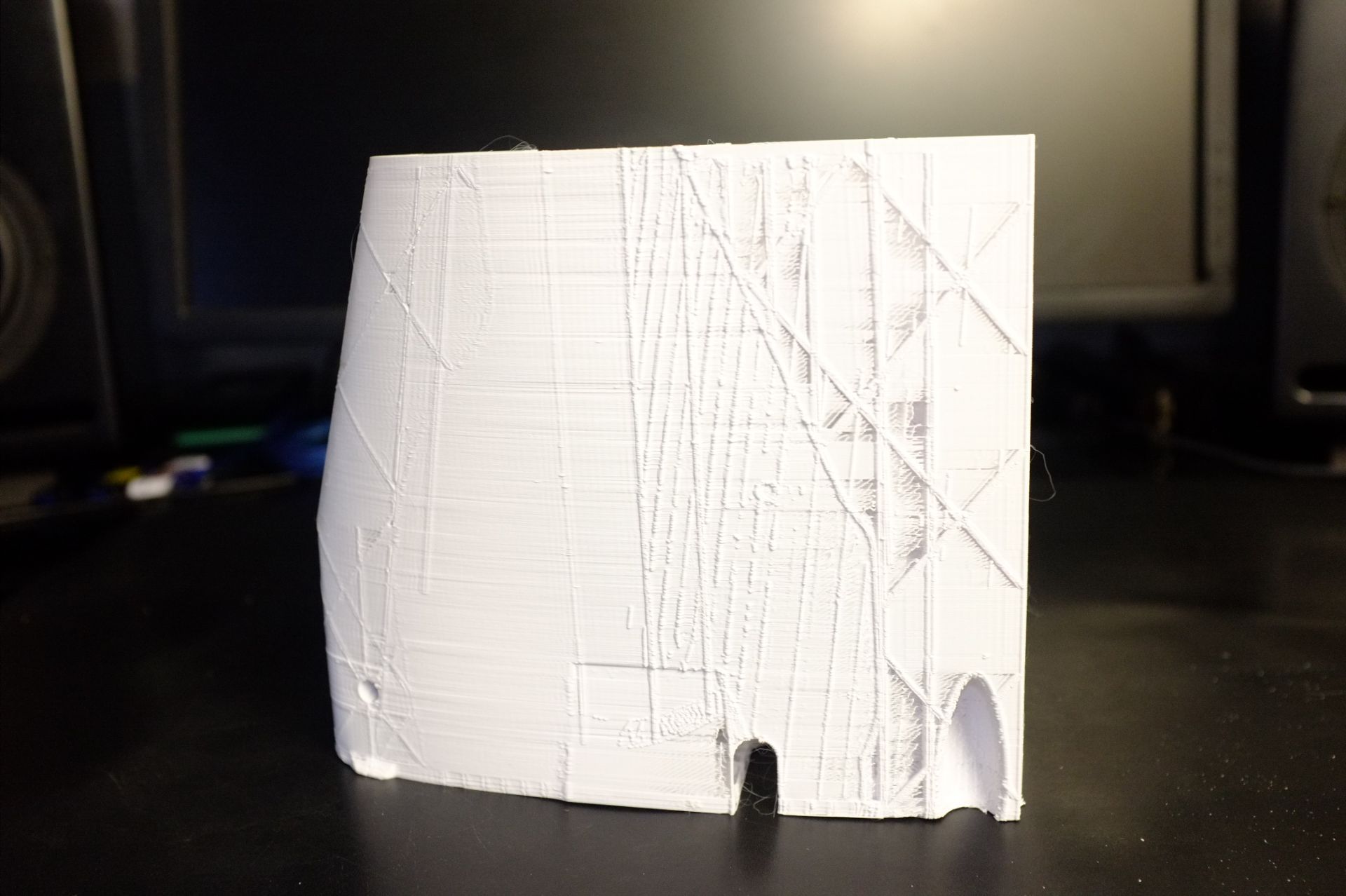
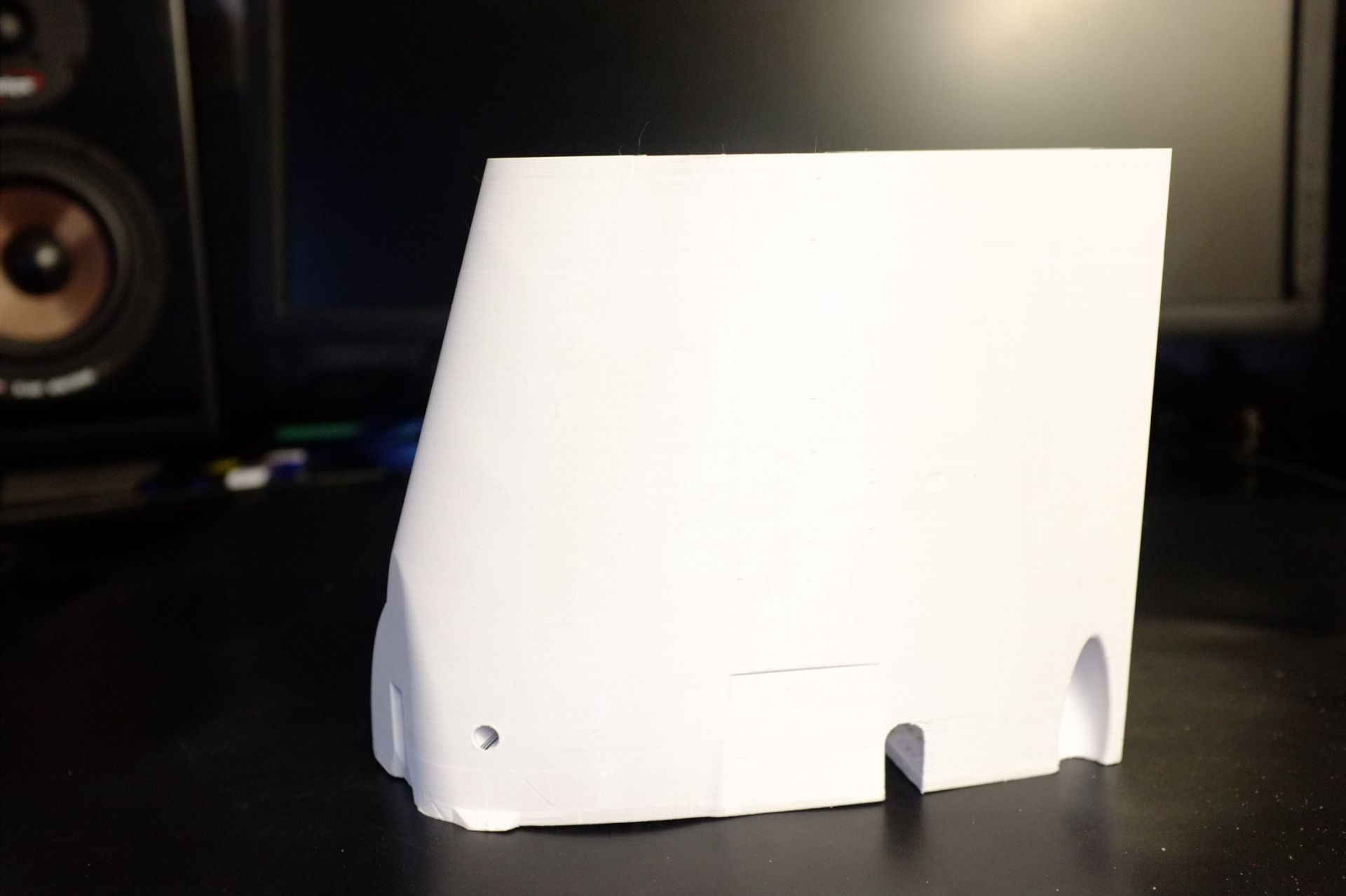
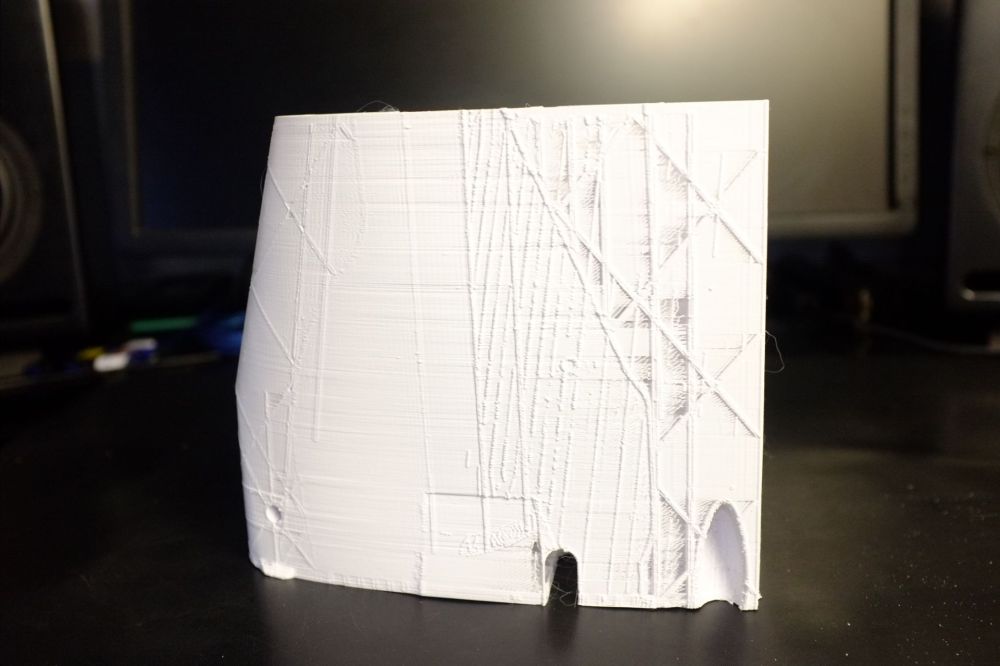
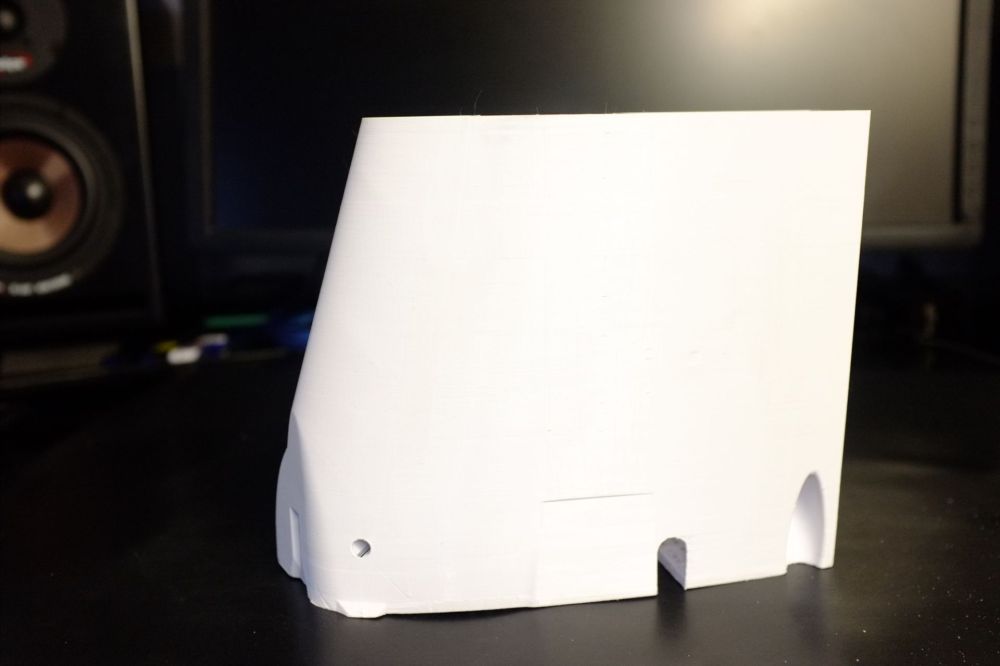
Bonjour à tous, l'impression des différentes parties du bouclier est bientôt terminé, l'assemblage s'approche. J'ai testé sur base de l'étoile le lissage avec la résine d'impression SLA. J'ai donc appliqué une couche au pinceau et j'ai ensuite exposé la pièce à de la lumière UV durant environ 30minutes (je ne savais pas la temps nécessaire, au moins j'étais sûr). J'ai ensuite nettoyé la pièce avec de l'alcool ménager 95° (pour enlever le résidus collant), pour ensuite poncer avec une ponceuse multifonction et papier abrasif grain 120. Je trouve le résultat très satisfaisant pour le temps passé à faire le lissage. Je ferais une seconde couche de résine et un nouveau ponçage avant de passer l'apprêt. Je vous tiendrais eu courant de l'avancé du projet.
 4 points
4 points -
J'ai peut-être été un peu dur avec celui qui découpe le cuir avec une fraise en CNC (j'attends toujours la vidéo).4 points
-
C'est probablement car c'est les vacances en Chine avec le nouvel an ( année du lapin) ... et donc ... des nouvelles dans 15 jours. ( mon autre hypothèse c'est que tu as trop taquiné dans un autre sujet une personne qui fait la gestion (donc les priorités) des livraisons en Europe )4 points
-
Si la "dite" personne travaille bien chez Snapmaker, et de surcroit à la logistique/expédition, l'Artisan de ce bon vieux @divers va faire le tour du monde, puis le tour de France, avant d'arriver dans l'Aisne .... en 2025 . D'ici là il y aura l'Artisan 2 et 3 ^^.3 points
-
Vous trouverez mon site avec toutes les infos à cette adresse : https://guilouz.github.io/Klipper-Flsun-Super-Racer/2 points
-
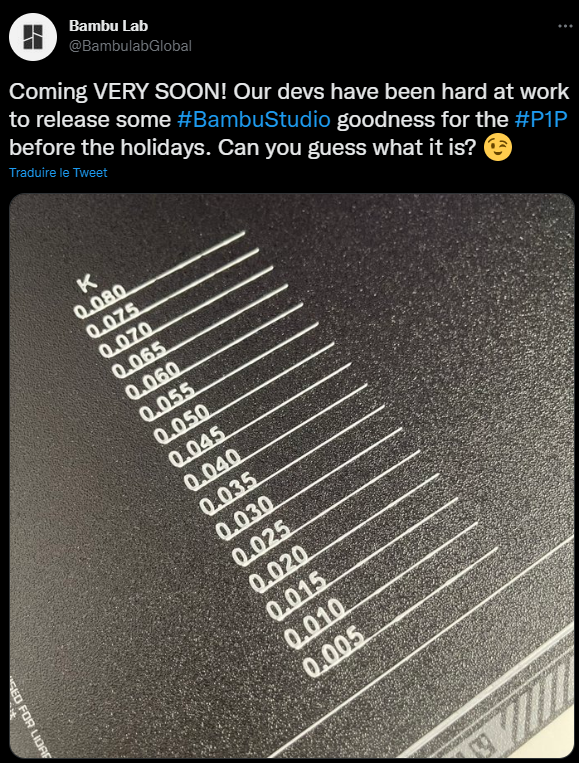
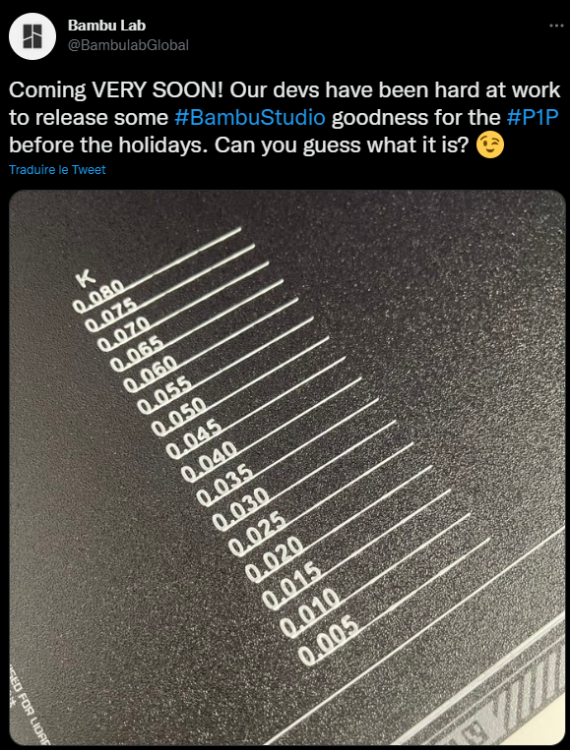
Apparemment des nouveautés pour la P1P arrivent très bientôt (qui concernent les profils ou le tuning des paramètres ?), avant la fin de semaine j'imagine étant donné que le nouvel an chinois est dimanche (et qu'ils seront en vacances ensuite). Par contre ça a l'air de confirmer ce qui a été dit avant concernant la différence entre la X1 et la P1P, ces nouveautés ont l'air de ne concerner que la P1P si on en croit ce tweet. PS : le déploiement d'une release avant des vacances devrait être puni d'emprisonnement
 2 points
2 points -
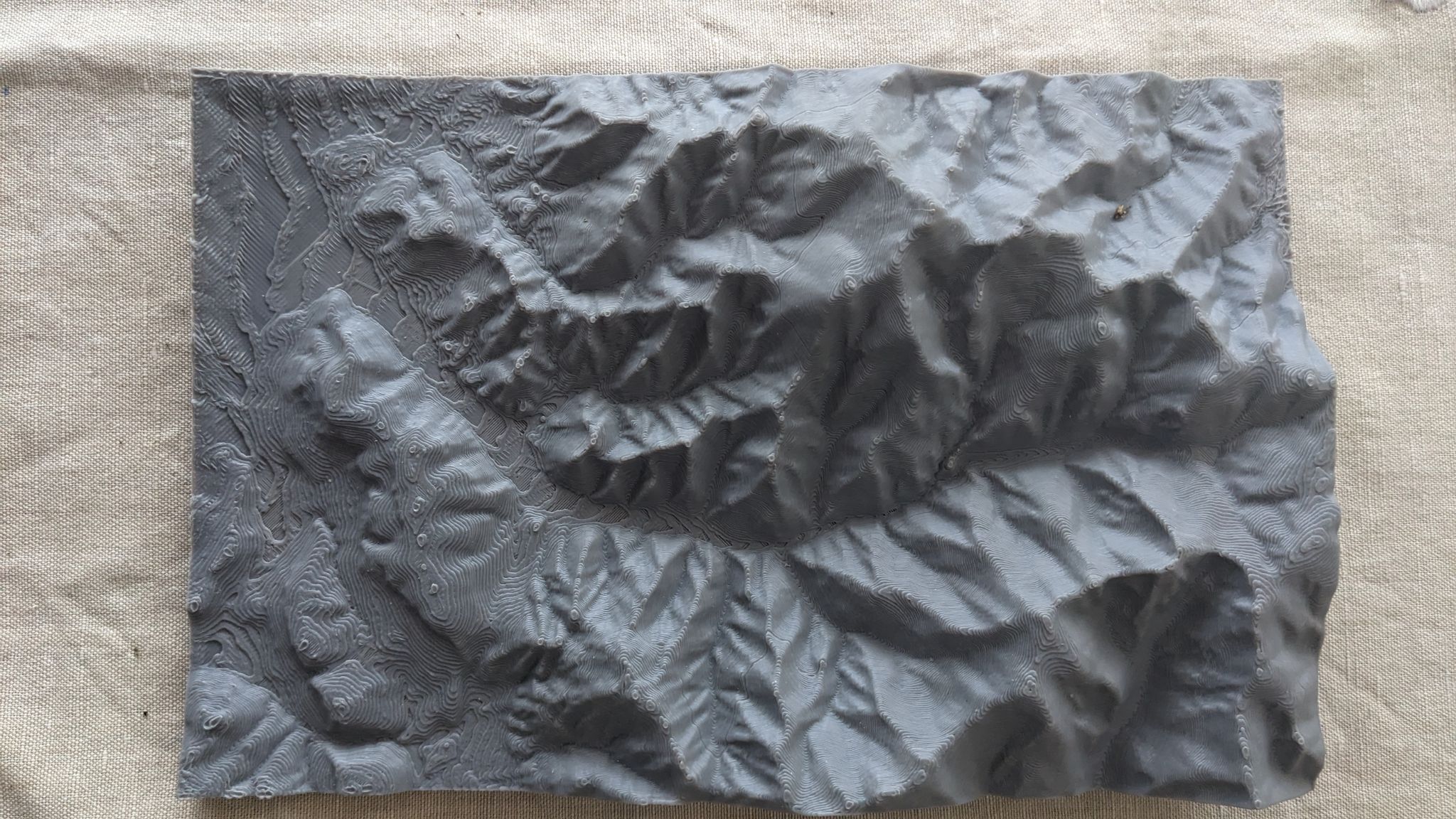
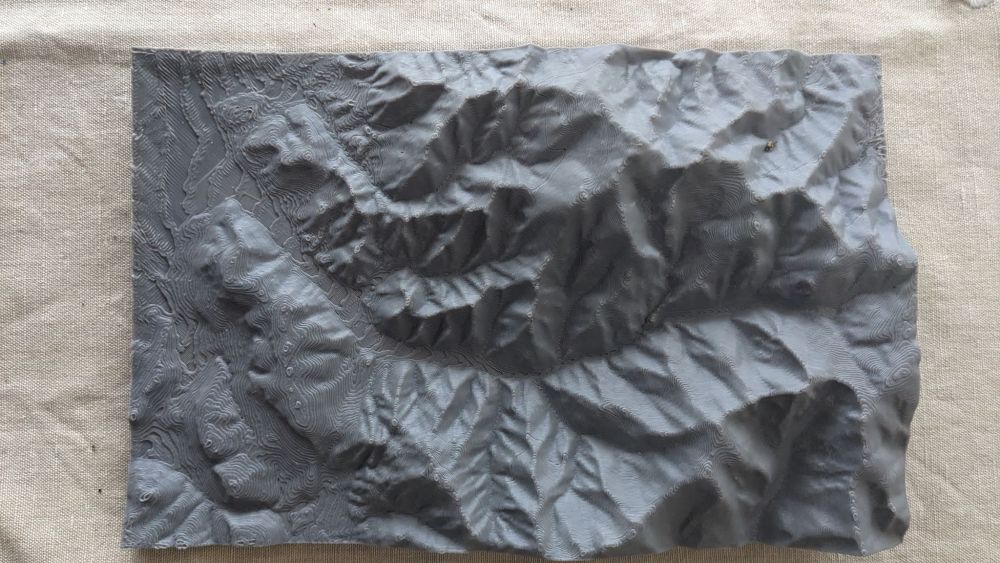
Un membre du forum a réalisé une magnifique maquette de toute la chaine des Pyrénées, impressionnant ! Tout comme moi, il utilise Qgis, qui est un vrai SIG. https://www.lesimprimantes3d.fr/forum/topic/47741-carte-g%C3%A9ographique-en-relief/#comment-497431 Mais tout dépend de ce que l'on veut faire, IgnMap évolue en bien aussi. Qgis est gratuit aussi, toutefois, il faut accepter de passer un peu (bcp) de temps pour appréhender les possibilités qui sont impressionnantes. Il existe pour Qgis, une extension pour faire des STL à partir des MNT. Amuse toi bien, c est passionnant de pouvoir toucher le relief du terrain de la main2 points
-
C'est vrai que je suis surpris / déçu de toutes ces petites différences : pour eux, l'intérêt aurait vraiment été de mutualiser un maximum de choses entre X1 et P1P (genre les profils "filaments" pas dispos pour la P1P - je ne savais pas - c'est en effet juste aberrant). Et surtout, c'est plus de boulot à terme pour eux à maintenir / mettre au point, s'ils refont en custom plein de points de ce genre au lieu de tout mutualiser2 points
-
Salut Et voilà la version 4.4.1 du firmware est dispo depuis aujourd'hui https://github.com/prusa3d/Prusa-Firmware-Buddy/releases/tag/v4.4.1 Pas encore installée et testée @+ JC2 points
-
Tout premier jet, il faut encore creuser ... J'ai lancé une impression de 6 heures et j'ai capturé l'intégralité des événements envoyés par la Bambu X1C (pour usage par le client desktop ou le client Android) : çà se fait via le protocole MQTT, sous forme de données JSON, avec de nombreux events publiés. En 6 heures, j'ai eu 53275 events, mais seulement 4 types d'events différents. Soit 288 MO (quand même !) (et seulement 4.3 MO une fois compressé en GZIP vu qu'il y a énormément de données identiques entre chaque message). - Events "info" : 3 events - Events "liveview" : 2 events - Events "mc_print" : 28534 events - Events "print" : 24736 events Ca ce sont les events de l'imprimante vers l'extérieur : ce sont juste des publications d'infos / des "compte-rendus". Il en manque bien sûr / sans doute / clairement plusieurs autres. Ca en fait un paquet : l'imprimante balance sans arrêt les mêmes infos statiques tout le temps (c'est presque over kill, mais bon). Et il y a bien sûr des events dans l'autre sens : Bambu Studio > MQTT > imprimante (pour envoyer des commandes) (genre, changement de température > un message spécifique avec la valeur, etc.) (je n'ai pas encore creusé). Mes notes persos sur les manips pour tranquillement récupérer ces events (via DOCKER) : # Launch a docker container in order to have a MQTT client docker run --rm -it -v $(pwd):/data -w /data/ --name mqtt-client2 debian:bullseye-slim /bin/bash # Once inside the container, install the MQTT client and JQ (for JSON formatting) apt-get update && apt-get install -y mosquitto-clients jq # Put your informations here regarding the Bambu (IP address + internal ID (visible in Bambu Studio)) export BAMBU_X1C_IP="192.168.8.130" export BAMBU_X1C_ID="00M00A261900054" # Display continuously all messages sent by the printer mosquitto_sub -h ${BAMBU_X1C_IP} -v -t '#' # Send them to a file mosquitto_sub -h ${BAMBU_X1C_IP} -v -t '#' > bambu-traces-$(date '+%Y-%m-%d_%H-%M').log # Display all messages except the (continuously sent) reports : there should be nothing mosquitto_sub -h ${BAMBU_X1C_IP} -v -t '#' -T "device/${BAMBU_X1C_ID}/report" # Extract the %age of the current print in progress from the continuous reports (to monitor progress of current print) mosquitto_sub -h ${BAMBU_X1C_IP} -t "device/${BAMBU_X1C_ID}/report" | jq '.print.mc_percent' Et pour le détail voici le contenu des 4 types de messages trappés (le début est le nom du TOPIC MQTT (cf. option "-v" ci-avant), le reste est le contenu du JSON tel qu'envoyé par l'imprimante). Premier type, le plus complet, avec toutes les infos "statiques" sur l'AMS (couleurs des filaments dans les AMS) et toutes celles "dynamiques" (qui changent potentiellement tout le temps sur la durée), dont l'humidité, les températures, le % de progression, les erreurs, ... device/00M00A261900054/report { "print": { "ams": { "ams": [ { "humidity": "2", "id": "0", "temp": "22.5", "tray": [ { "bed_temp": "0", "bed_temp_type": "0", "drying_temp": "0", "drying_time": "0", "id": "0", "nozzle_temp_max": "260", "nozzle_temp_min": "220", "remain": 0, "tag_uid": "0000000000000000", "tray_color": "161616FF", "tray_diameter": "0.00", "tray_id_name": "", "tray_info_idx": "GFG99", "tray_sub_brands": "", "tray_type": "PETG", "tray_uuid": "00000000000000000000000000000000", "tray_weight": "0", "xcam_info": "000000000000000000000000" }, { "bed_temp": "0", "bed_temp_type": "0", "drying_temp": "0", "drying_time": "0", "id": "1", "nozzle_temp_max": "260", "nozzle_temp_min": "220", "remain": 0, "tag_uid": "0000000000000000", "tray_color": "F98C36FF", "tray_diameter": "0.00", "tray_id_name": "", "tray_info_idx": "GFG99", "tray_sub_brands": "", "tray_type": "PETG", "tray_uuid": "00000000000000000000000000000000", "tray_weight": "0", "xcam_info": "000000000000000000000000" }, { "bed_temp": "0", "bed_temp_type": "0", "drying_temp": "0", "drying_time": "0", "id": "2", "nozzle_temp_max": "260", "nozzle_temp_min": "220", "remain": 0, "tag_uid": "0000000000000000", "tray_color": "FFFFFFFF", "tray_diameter": "0.00", "tray_id_name": "", "tray_info_idx": "GFG99", "tray_sub_brands": "", "tray_type": "PETG", "tray_uuid": "00000000000000000000000000000000", "tray_weight": "0", "xcam_info": "000000000000000000000000" }, { "bed_temp": "0", "bed_temp_type": "0", "drying_temp": "0", "drying_time": "0", "id": "3", "nozzle_temp_max": "260", "nozzle_temp_min": "220", "remain": 0, "tag_uid": "0000000000000000", "tray_color": "0ACC38FF", "tray_diameter": "0.00", "tray_id_name": "", "tray_info_idx": "GFG99", "tray_sub_brands": "", "tray_type": "PETG", "tray_uuid": "00000000000000000000000000000000", "tray_weight": "0", "xcam_info": "000000000000000000000000" } ] }, { "humidity": "5", "id": "1", "temp": "20.6", "tray": [ { "bed_temp": "0", "bed_temp_type": "0", "drying_temp": "0", "drying_time": "0", "id": "0", "nozzle_temp_max": "260", "nozzle_temp_min": "220", "remain": 0, "tag_uid": "0000000000000000", "tray_color": "F72323FF", "tray_diameter": "0.00", "tray_id_name": "", "tray_info_idx": "GFG99", "tray_sub_brands": "", "tray_type": "PETG", "tray_uuid": "00000000000000000000000000000000", "tray_weight": "0", "xcam_info": "000000000000000000000000" }, { "bed_temp": "0", "bed_temp_type": "0", "drying_temp": "0", "drying_time": "0", "id": "1", "nozzle_temp_max": "260", "nozzle_temp_min": "220", "remain": 0, "tag_uid": "0000000000000000", "tray_color": "A03CF7FF", "tray_diameter": "0.00", "tray_id_name": "", "tray_info_idx": "GFG99", "tray_sub_brands": "", "tray_type": "PETG", "tray_uuid": "00000000000000000000000000000000", "tray_weight": "0", "xcam_info": "000000000000000000000000" }, { "bed_temp": "0", "bed_temp_type": "0", "drying_temp": "0", "drying_time": "0", "id": "2", "nozzle_temp_max": "260", "nozzle_temp_min": "220", "remain": 0, "tag_uid": "0000000000000000", "tray_color": "898989FF", "tray_diameter": "0.00", "tray_id_name": "", "tray_info_idx": "GFG99", "tray_sub_brands": "", "tray_type": "PETG", "tray_uuid": "00000000000000000000000000000000", "tray_weight": "0", "xcam_info": "000000000000000000000000" }, { "bed_temp": "0", "bed_temp_type": "0", "drying_temp": "0", "drying_time": "0", "id": "3", "nozzle_temp_max": "260", "nozzle_temp_min": "220", "remain": 0, "tag_uid": "0000000000000000", "tray_color": "AF7933FF", "tray_diameter": "0.00", "tray_id_name": "", "tray_info_idx": "GFG99", "tray_sub_brands": "", "tray_type": "PETG", "tray_uuid": "00000000000000000000000000000000", "tray_weight": "0", "xcam_info": "000000000000000000000000" } ] } ], "ams_exist_bits": "3", "insert_flag": true, "power_on_flag": false, "tray_exist_bits": "ff", "tray_is_bbl_bits": "ff", "tray_now": "6", "tray_read_done_bits": "ff", "tray_reading_bits": "0", "tray_tar": "6", "version": 13 }, "ams_rfid_status": 2, "ams_status": 768, "bed_target_temper": 70.0, "bed_temper": 70.0, "big_fan1_speed": "0", "big_fan2_speed": "15", "chamber_temper": 31.0, "command": "push_status", "cooling_fan_speed": "0", "fail_reason": "0", "fan_gear": 16711680, "force_upgrade": false, "gcode_file": "/data/Metadata/plate_1.gcode", "gcode_file_prepare_percent": "100", "gcode_start_time": "1673860282", "gcode_state": "RUNNING", "heatbreak_fan_speed": "15", "hms": [], "home_flag": 271, "hw_switch_state": 1, "ipcam": { "ipcam_dev": "1", "ipcam_record": "disable", "resolution": "1080p", "timelapse": "enable" }, "lifecycle": "product", "lights_report": [ { "mode": "on", "node": "chamber_light" }, { "mode": "flashing", "node": "work_light" } ], "mc_percent": 6, "mc_print_error_code": "0", "mc_print_stage": "2", "mc_print_sub_stage": 0, "mc_remaining_time": 326, "mess_production_state": "active", "nozzle_target_temper": 255.0, "nozzle_temper": 255.0, "online": { "ahb": true, "rfid": false }, "print_error": 0, "print_gcode_action": 0, "print_real_action": 0, "print_type": "cloud", "profile_id": "1264843", "project_id": "1264845", "sdcard": true, "sequence_id": "2021", "spd_lvl": 2, "spd_mag": 100, "stg": [ 2, 14, 1, 8 ], "stg_cur": 0, "subtask_id": "2435333", "subtask_name": "boardgame-the-king-is-dead_plate_1", "task_id": "2435332", "upgrade_state": { "ahb_new_version_number": "", "ams_new_version_number": "", "consistency_request": false, "dis_state": 0, "err_code": 0, "force_upgrade": false, "message": "", "module": "null", "new_version_state": 2, "ota_new_version_number": "", "progress": "0", "sequence_id": 0, "status": "IDLE" }, "upload": { "file_size": 0, "finish_size": 0, "message": "Good", "oss_url": "", "progress": 0, "sequence_id": "0903", "speed": 0, "status": "idle", "task_id": "", "time_remaining": 0, "trouble_id": "" }, "wifi_signal": "-60dBm", "xcam": { "allow_skip_parts": false, "buildplate_marker_detector": false, "first_layer_inspector": true, "halt_print_sensitivity": "medium", "print_halt": true, "printing_monitor": true, "spaghetti_detector": true }, "xcam_status": "0" } } Des infos statiques sur toutes les versions de firmwares, en début d'impression : device/00M00A261900054/report { "info": { "command": "get_version", "module": [ { "hw_ver": "", "name": "ota", "sn": "", "sw_ver": "01.03.00.00" }, { "hw_ver": "AP05", "name": "rv1126", "sn": "00M00A261900054", "sw_ver": "00.00.16.35" }, { "hw_ver": "TH07", "name": "th", "sn": "00300A261900148", "sw_ver": "00.00.04.53" }, { "hw_ver": "MC07", "name": "mc", "sn": "00200A261900479", "sw_ver": "00.00.12.63/00.00.12.63" }, { "hw_ver": "", "name": "xm", "sn": "", "sw_ver": "00.00.00.00" }, { "hw_ver": "AMS08", "name": "ams/0", "sn": "00600A282505298", "sw_ver": "00.00.05.75" }, { "hw_ver": "AMS08", "name": "ams/1", "sn": "00600A290900120", "sw_ver": "00.00.05.75" }, { "hw_ver": "AHB01", "name": "ahb", "sn": "00K00A290100335", "sw_ver": "00.00.00.42" } ], "sequence_id": "20010" } } Je suppose une info pour le liveview de la caméra (depuis Bambu Studio | Handy) : device/00M00A261900054/report { "liveview": { "authkey": "XXXXXX", "command": "prepare", "passwd": "XXXXX", "result": "succeed", "sequence_id": 0, "ttcode": "94ZBLJ5JTR865S3F111A" } } Un rapport d'avancement pour l'AMS ... : device/00M00A261900054/report { "mc_print": { "command": "push_info", "param": "[AMS][TASK]ams1 en=1,mode=0,sta=0", "sequence_id": "2421" } } (c'est un premier jet, il va encore que j'y travaille - l'idée est notamment de pouvoir à distance l'avancée des impressions autrement (par ex., sous linux en ligne de commande) qu'en prenant sans arrêt son téléphone + de voir ce qu'on peut récupérer comme infos et éventuellement qu'en faire (stockage pour graphs sur la durée, alertes sur seuils genre pour l'humidité, ...). La dernière commande ci-avant fait justement çà (avec "jq") : extraire du JSON en continu le %age d'impression et l'afficher en console (à titre d'exemple).1 point
-
Bonjour, depuis début 2022, l'IGN a mis en ligne les données Lidar pour l'ensemble de la France et territoires OM au pas de 1 m. Cela veut dire que l'altitude du sol est connue tous les mètres. Les données sont disponibles par département puis par dalles de 1000 m de coté. Pour exploiter ces données, on trouve sur le site de l'IGN un logiciel gratuit "IgnMap" qui permet de manipuler toutes ces données. Ce site permet aussi d'exporter les données au format .stl pour attaquer une imprimante 3D. Vous trouverez ci-joint deux exemples de réalisation: - Les carrières de Buhl ( 68 ) -La vallée de Guebwiller avec le point culminant : Le Grand Ballon.

 1 point
1 point -
Bonjour, Je commence par le P51 de chez 3D labs en 0,99m I m'a fallu quelques jours pour l'imprimer, il n'est pas bien gros, en 50 ans de modélisme je n'ai jamais eu plus petit. Il pèse moins de 900g complet avec accus, il vole à plus de 160km/h avec la motorisation "de base". Il y a une motorisation qui le propulse à plus de 200km/h mais, bon, en filament collé faut pas pousser trop loin. A part l'hélice, bien sûr, tout est extrudé en PLA blanc standard à 240° sans ventilation, comme tous mes avions. Les décalques sont imprimés à partir du ficher fourni. Je vous parle bientôt du Corsair F4U de 1,90m.
 1 point
1 point -
Je trouve ça pratique d'avoir un @diversesur le forum. Suffit de ne pas commander les mêmes imprimantes que lui pour être livré en une semaine ou deux1 point
-
Pas loin , mais pas une Max1 point
-
Peu de change que cela vienne de la clef si ton imprimante est encore sous garantie envoie un mp au SAV d'anycubic, ils t'enverront un autre écran.1 point
-
Oui il vient d'y apparaitre1 point
-
Bonjour @pommeverte je ferai les tests dès que je trouve un peu de temps et te tiens au courant.1 point
-
@Esprit.MH Réduit la taille des caractères de tes messages ! Sur la rétraction (la rétractation c'est quant on revient sur ce qu'on a dit !), je suppose bien sûr que tu es resté en Bowden (sinon il faut réduire de façon drastique!) tu peux descendre à 5mm.1 point
-
A non désoler je donne un conseil sur la cobra neo le nivellement et toujours décaler j’ai chercher à régler de problème je suis tomber sur cette vide de réglage du capteur maintenant le nivellement se fait sans retoucher au Z offset1 point
-
Bonjour @jeepdu70 Bienvenue sur le forum. Tu donnes une information ou tu as besoin d'aide ? Dans ce dernier cas peux-tu préciser ta question ?1 point
-
@Esprit.MH J'ai du mal à te lire, plus gros c'est possible ? Sinon augmente la vitesse à 60, essaye, augmente ta vitesse de 5 en 5 et fait des testes jusqu'à être bon, la rétraction augmente la ou réduit la après avoir testé les vitesses et les résultats obtenus.1 point
-
Lance une impression mais sans la cuve (comme pour le test d'exposition) avec une feuille blanche sur l'écran (c'est mieux pour les yeux) pour voir ce qui apparait Est ce que ça merde depuis la maj ou déjà avant ? si ça a merdée avant la maj, c'est soit une clés usb qui merde ou un écran mort (peut être pas mort si c'est un connecteur qui merde sur l'écran).1 point
-
Le savon, l'eau puis la serviette ne sont pas fournis ? Ok, je => en m'en lavant les mains1 point
-
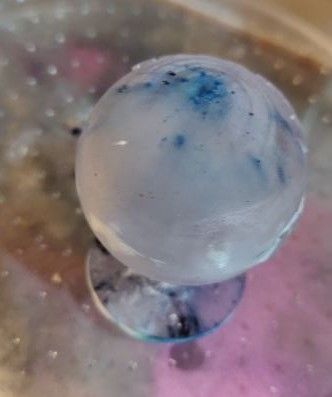
Bonjour tout le monde. J'étrenne ma M3 depuis plusieurs jours maintenant. Comme beaucoup, je prépare des petites choses pour Noël et le jour de l'an. Donc je voulais exploiter les possibilités cette nouvelle machine. Comme j'avais de la résine dite "clear", je me suis fait une ptite pièce test, pour vérifier le calibrage. Puis une autre, un peu plus dense. Mais déception, elle a jauni au passage aux UV. Et puis, je me suis dit que ça pourrait être cool d'avoir des petites taches de couleur. Comme j'ai de l'encre pour imprimante, je me dis "Tiens, c'est un colorant comme un autre, c'est fluide, pourquoi pas" Avec une petite seringue je dépose des gouttes par ci par là, et je lance une de mes pièces pour la déco de la table C'est pas top, et puis la couleur ne s'est pas vraiment mélangé, elle s'est trouvé plutôt emprisonné. Ce qui fait que si on craque une des petites bulles on a la mauvaise surprise de se retrouver avec de l'encre sur les doigts. Mais, je persiste, je mets un peu de résine dans un flacon, quelques mililitres d'encre cyan, un peu de jaune, je secoue bien et puis j'imprime avec La couleur est bien homogène. Je controle mon bac à la vidange hormis quelques gouttelettes issues de mon précédent essai, pas de trace. Nickel. Bon bien sur, madame n'a pas aimé la couleur (pas en accord avec ce qu'elle avait prévu). Bref. En tout cas, si jamais vous cherchez une couleur spéciale et que vous avez de l'encre d'imprimante. Prochain test, les marbrures, mais pas avant quelques jours





 1 point
1 point -
Il suffit de consulter la documentation fournie par @Fourmi(hotends.fr) : https://hotends.dozuki.com/Wiki/Capteur_TouchMI#Section_Creality_4_2_2_4_2_Num_71 point
-
AAAAAAAAAAAAHHHHHHHH ! ! ! ! ! ! ! ! Pourquoi tant de haine à l'encontre d'un être aussi adorable que moi.1 point
-
En fait ça dépend de l'imprimante Pour ton Ender5, les valeurs d'accélérations maximales doivent être à peu près semblables. Pour mes imprimantes de type «bed slinger» (le plateau (lourd) sur l'axe Y ne peut pas subir les mêmes accélérations que la tête sur l'axe X; Klipper ne sait pas (pour le moment) gérer différemment les accélérations par axe, c'est le même paramètre pour X et Y donc on prend l'accélération la moins élevée des deux axes (pour une «bed slinger», pour une Ender5 ou mieux une CoreXY, la tête utilise les deux axes pour se déplacer). Oui Pour obtenir le(les) graphique(s) à partir des fichiers .csv, il faut utiliser la ligne de commandes (en ssh donc) et le fichier python «calibrate_shaper.py». Saisir la chemin complet de ce fichier python: /usr/share/klipper/scripts/calibrate_shaper.py, un espace, le chemin complet où se trouve le fichier .csv, un espace, l'option -o, un espace, le chemin complet (avec le nom du fichier d'extension .png) et finalement valider en pressant ENTRÉE. Laisser le temps que le fichier .py mouline le tout et obtenir dans la section des fichiers de configurations, le(les) graphique(s)… Contempler ce(ces) beau(x) dessin(s) et rester béat devant les merveilles de la technologie . Exemple :1 point
-
C'est bon j'ai repris le dessus, j'ai supprimé Moon Je me suis sauvé, j'y suis aller à l'arrache ( dédicace à @fran6p )j'ai désinstaller via Kiauh moonraker, et ré installer et c'est bon, j'ai aussi supprimé KlipperScreen. Je respire là. Merci @Savate je met de cotés mes fichiers de configuration au cas ou, ouffffffff, je me sent mieux.1 point
-
tu peux prendre l'utilitaire winscp pour te connecter via wifi et tu pourras récupérer tous les fichiers de config. Tu peux aussi prendre le fichier moonraker.log comme indiqué sur l'écran d'erreur, ça permettra (peut-être) de voir pourquoi il plante1 point
-
Salut, tu en es vraiment sûr? parce qu'ici, c'était une U20... Normal, tu ne lui as pas dit qu'il y avait un capteur de température sur le plateau. Et comme il est pas devin , il ne l'a pas ajouté. Par contre si tu modifies cette ligne du fichier configuration.h, tu devrais le retrouver à l'écran: #define TEMP_SENSOR_BED 1 En passant, tu pourrais même ajouter le PID du lit chauffant en décommentant cette ligne: //#define PIDTEMPBED1 point
-
Bonjour, J'ai finalisé l'installation de la Sonic Pad Creality, chouette appareil. Très bien fichu, assez simple à mettre en œuvre sauf pour le paramétrage de l'accélération ou tout est calé au maximum par défaut après le calibrage. Mais sinon je ne regrette pas mon achat (146€ actuellement). Je n'aimais pas beaucoup la gestion de klipper par Octoprint. J'en ai profité pour faire des essais sur le dernier élément de l'aile du P51 de 1.70m de chez 3DLAbs. Voici le résultat avec une des deux CR10S Pro V2 en Firmware TM et slicer Cura , je pars du ficher 3mf commercialisé par 3DLabs. J'ai juste diminué un peu la tempé et modifié la bordure. On peut le dire c'est immonde, j'ai depuis renoncé à utiliser Cura pour ce genre de pièces, j'explique pourquoi à la fin du message. Après cet essai j'ai installé cette machine sous klipper, je garde l'autre en TinyMachines, au cas où... J'ai repris la même pièce cette fois en stl sous S3D avec les "même" paramètres que Cura. C'est évidemment impossible, il y a plus de 500 paramètres sous Cura, environ 20 fois moins sous S3D. Mais voilà le résultat. C'est pas parfait mais pas loin. La raison de cette différence ? l’algorithme de S3D en beaucoup plus performant sur ce type de pièce. La structure interne de ces éléments n'est pas du remplissage mais de éléments de renfort constituant d'autres pièces. Cura ne sait pas gérer ça, les fonctions disponible pour la gestion du remplissage ne s'applique pas aux éléments interne. S3D sait gérer ça, il applique la fonction dedans/dehors à cette configuration alors que Cura en est incapable. Je précise que c'est la version 4 de S3D, la V5 a un bug qui empêche de travailler sur ce type de pièce. Je n'ai pas parlé de vitesse. En haut sous TM je suis à 60mm/s, en bas sous klipper 150mm/s, c'est le maximum raisonnable.
 1 point
1 point -
C'est tout à fait faisable dans l'absolu (mais je n'utilise pas JEEDOM moi mais OPENHAB ).1 point
-
Bonjour Merci @Jeff78s Je règle mes problèmes d'imprimante 3d. Et oui je partagerais avec mes plaisirs mon projets de voitures RC1 point
-
Vous nous en donnerez des nouvelles, j'attendais quelques testeurs avant de mettre à jour. Pensez à effectuer la calibration du nouveau "thermal model" (12min).1 point
-
Il ne faut pas faire un mixe des deux marques: MarkForged = Très bien mais très pro et donc très cher. FlashForge = Bien, semi-pro donc abordable.1 point
-
Bonsoir @MrMagounet merci pour ta réponse, je m'en rends effectivement compte, en réglant petit à petit, cela diminue le frottement. Merci encore d'avoir pris le temps de me répondre.1 point
-
Pour finalement clôturer ce poste le problème semble être logiciel, on m'a envoyé une nouvelle TFT (le même modèle v1.4) avec dans le "About" la version: 3.1.7 et ça a marché directement ^^ J'ai fais aucune maj, je laisse comme ça marche, j'attends une nouvelle version sur leur site pour peut être la mettre à jour.. un jour car j'ai déjà bon nombre de print a rattraper1 point
-
Je n’ai pas parlé des testeurs et influenceurs, même si la review du guero loco est pour moi objective. Je parlais du retour sur le forum. Déjà en 350 il n’existe pas 100000 modèles. Avec la fiabilité encore beaucoup moins. Des imprimantes très très fiables et plug and play il n’y en a pas des tonnes (Prusa, une chinoise si tu as de la chance mais toujours risque de soucis donc modification à apporter au besoin, et apparement Bambu lab qui semble se positionner sur le créneau Prusa du plug and play avec SAV au top à confirmer et leur propre firmware, slicer, matériaux ect …). Markedforge a plutôt bonne réputation en général c’est tout de même plutôt orienté semi pro / pro.1 point
-
Je n'ai pas trouvé les sources de cet écran. Il faudra donc faire comme dans la vidéo et utiliser des Gcodes (G29,M420 S1,M500,...)1 point
-
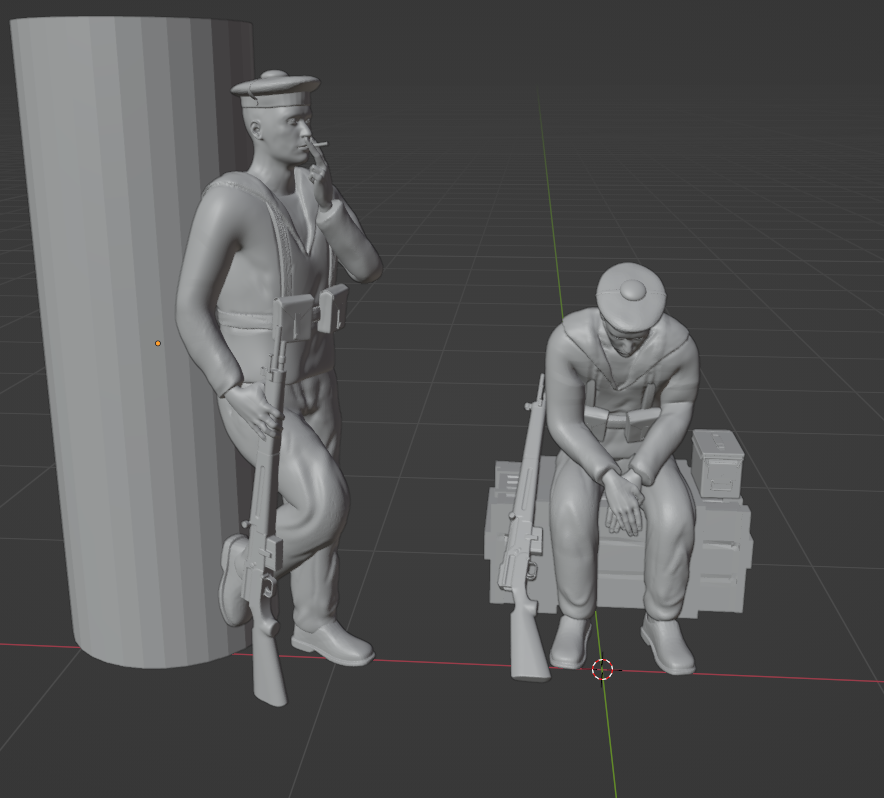
On continue les modélisations.


 1 point
1 point -
Bonjour. J'ai augmenté le nombre de parois et le problème est réglé. Merci pour tout. Cordialement.1 point
-
Presque Il en reste encore un peu moins de 20% à faire (on est principalement deux à le faire, l'autre étant un non métropolitain (un Corse) : @Savate ). Ensuite il faudra affiner / améliorer certaines traductions faites, pour ma part à l'arrache.1 point
-
Aucun intérêt DeepL ou Google translate seront bien plus efficaces. Sinon d'ici quelques temps tu pourras choisir la langue d'affichage du site https://www.klipper3d.org/Overview.html en cliquant sur la mappemonde pour sélectionner celle que tu veux : En attendant, tu peux (en exclusivité ) consulter cette page.
 1 point
1 point -
Bonjour à tous, Voici le classement final du concours ! @MrMagounet : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524461 @Arash68 : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524072 @dragon-shark : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524480 @Ironblue : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=523745 @Aezio : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524963 @CharlesX2 : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524532 @Kath : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524225 @fvuichard : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524576 @L0L0 : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=525143 @pat30 : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524885 @Alpes86 : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=523626 @Felkin : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=525805 Bravo à tous ! Chaque gagnant est prié de m'envoyer ses coordonnées complètes (adresse postale, mail, téléphone mobile) en MP pour la suite des opérations Nous remercions chaleureusement tous les participants, nous sommes ravis de l'engouement généré et de certaines réalisations incroyables ! Mention spéciale à ceux qui ont intégré "Li3D" sur leur modélisation et/ou print, ça nous fait très plaisir1 point
-
fabriquer des pieces en ABS sur une machine a 200e c'est comme vouloir capturer des mouches avec baguette il faut etre tres doué et avoir beaucoup de patience ..1 point
-
Attention à un point. Si tu fais des pièces de déco, il n'y a pas de problème, mais si tu imprimes des pièces soumises à des contraintes, il faut savoir qu'un colorant même à un ou deux pourcent dans une matière peut diviser par deux les performances mécaniques (même avec des colorants du commerce).1 point
-
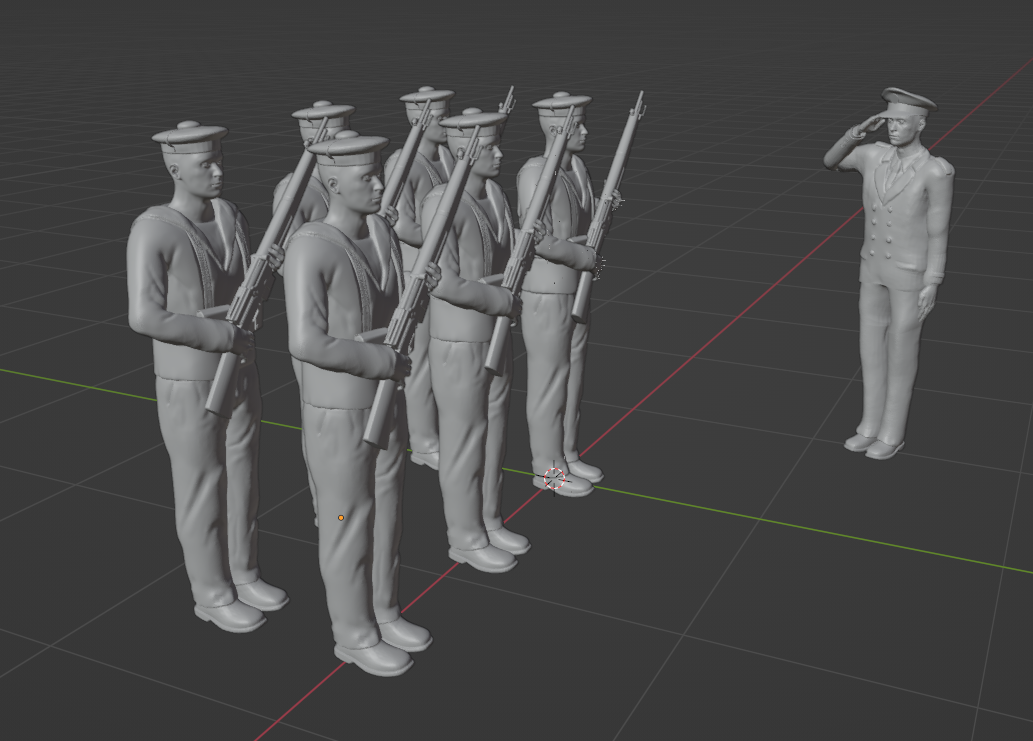
Le dessus de la tête est bien lisse (bon quant on sais ou sont les jointures on les voient mais quant on sais pas on les voient pas...), reste encore tout le boulot à l'aérographe, j'en profiterais pour faire toutes les autres impressions que j'ai faite et pas encore peint.






 1 point
1 point