Classement




Contenu populaire
Contenu avec la plus haute réputation dans 11/02/2023 Dans tous les contenus
-
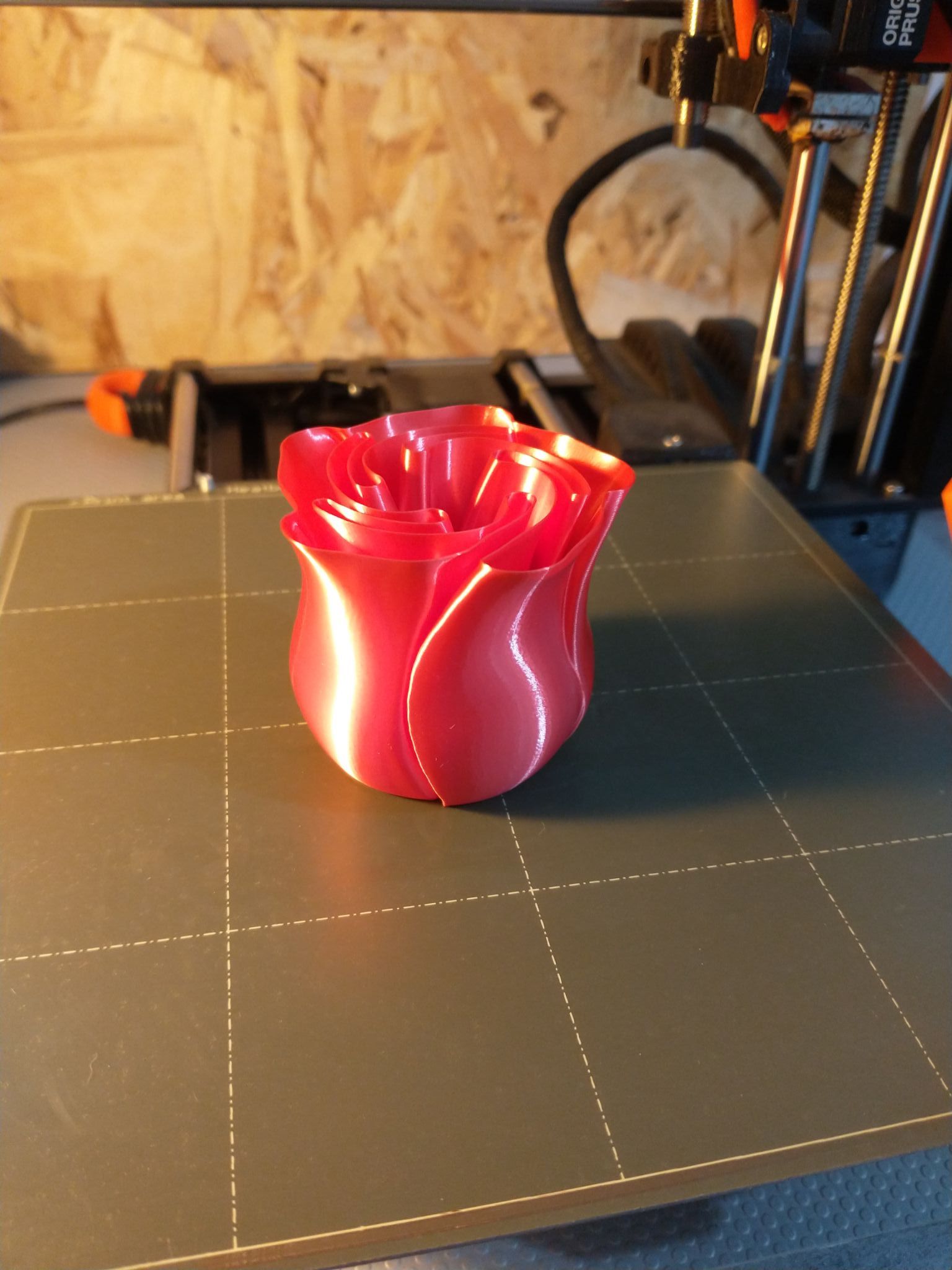
Salut, voila c'est fait, ça valait la peine d'essayer, un bon moyen d'évaluer sa machines et le slicer. Je ne suis pas bien riche en PLA, mais j'avais encore quelques vieux échantillons c'était rose et bleu ou vert et jaune
 3 points
3 points -
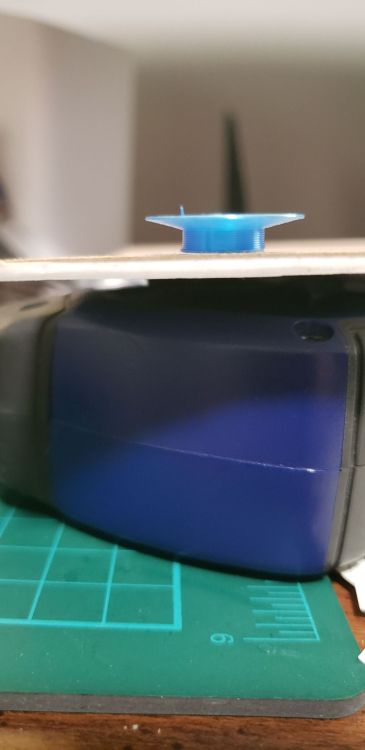
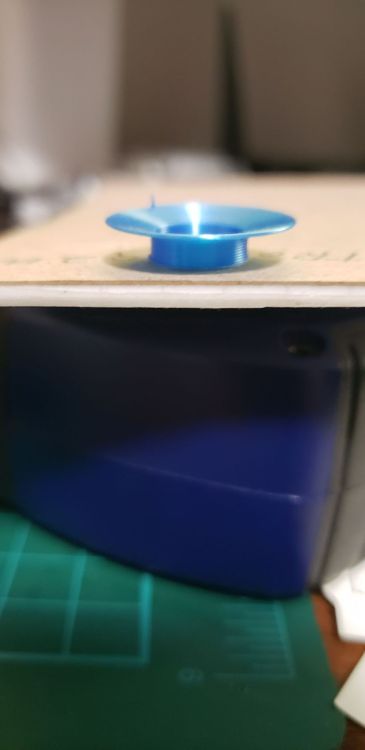
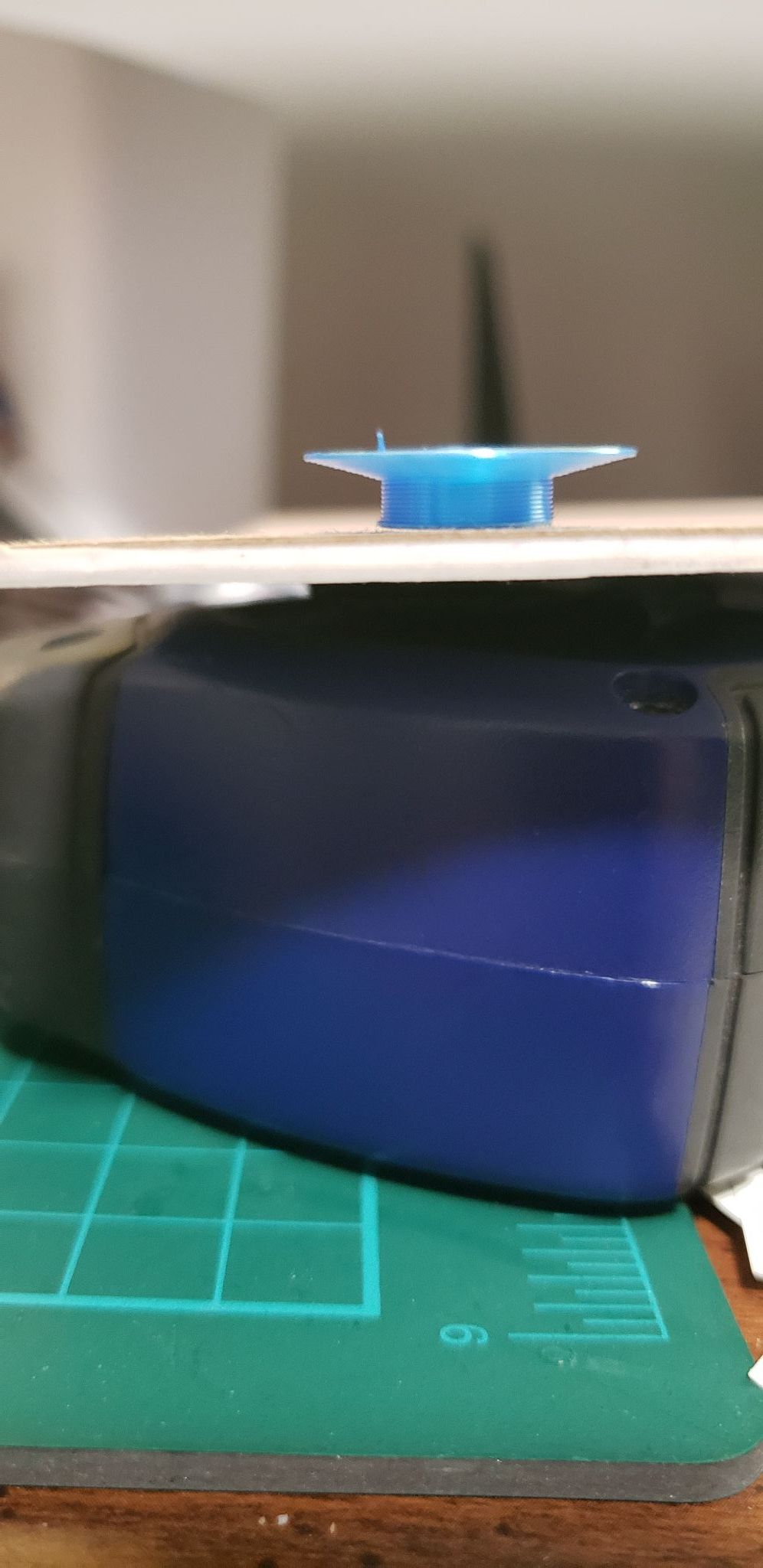
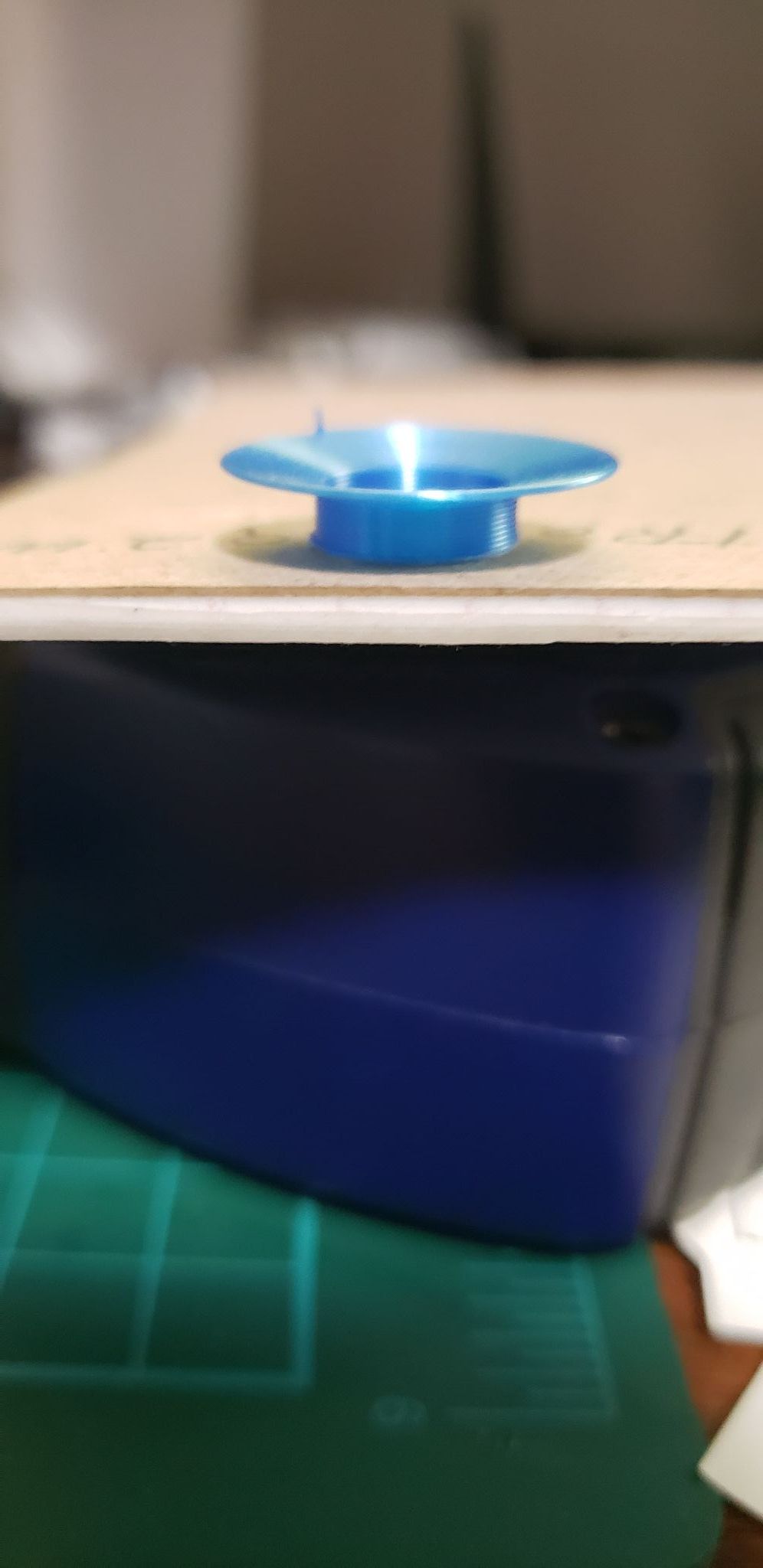
Non mais sur l'autre topic, visiblement, en solution de contournement (avant réception d'un bed OK par Bambu Lab) la meilleure solution serait de mettre du scotch résistant à la température en dessous de la plaque aimantée (plutôt que d'altérer le bed de manière bien plus intrusvie, complexe, et difficile à corriger). Pour compenser le trou. Un scotch alu fin à mettre par itérations. Résultat : 2x la même pièce imprimée l'une sur l'autre (celle du haut, bombée, avant correction, celle du bas, à plat, après ajustement sous la plaque). Ca me paraît en effet plus intelligent de tenter ainsi.2 points
-
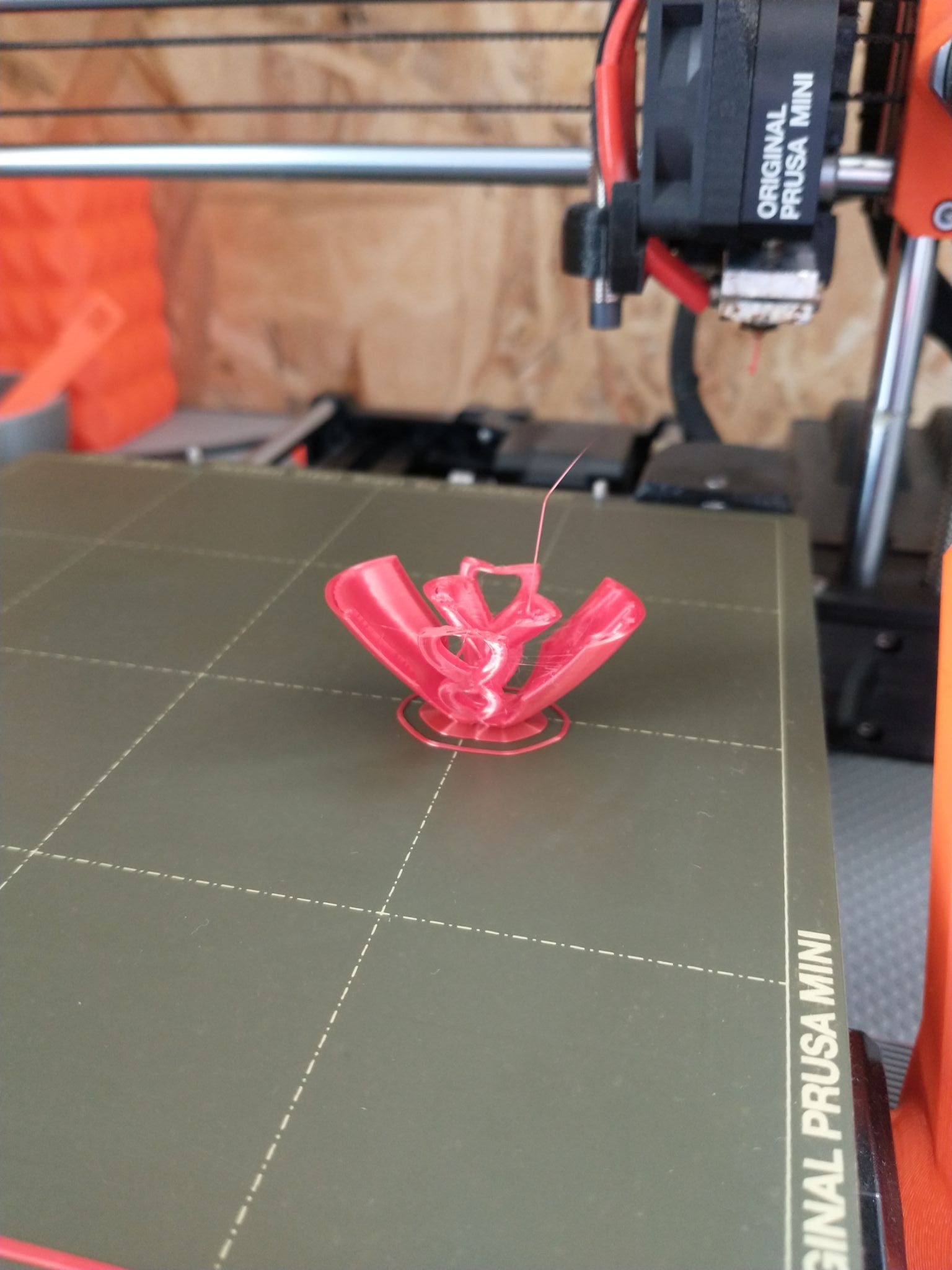
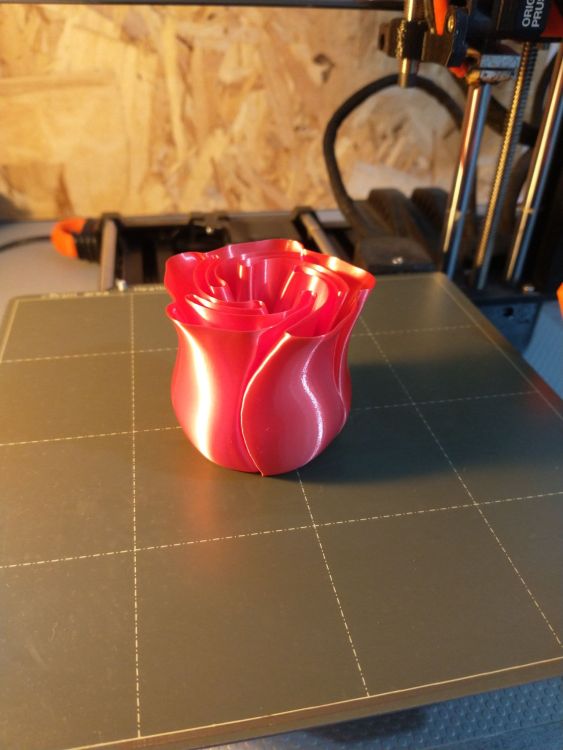
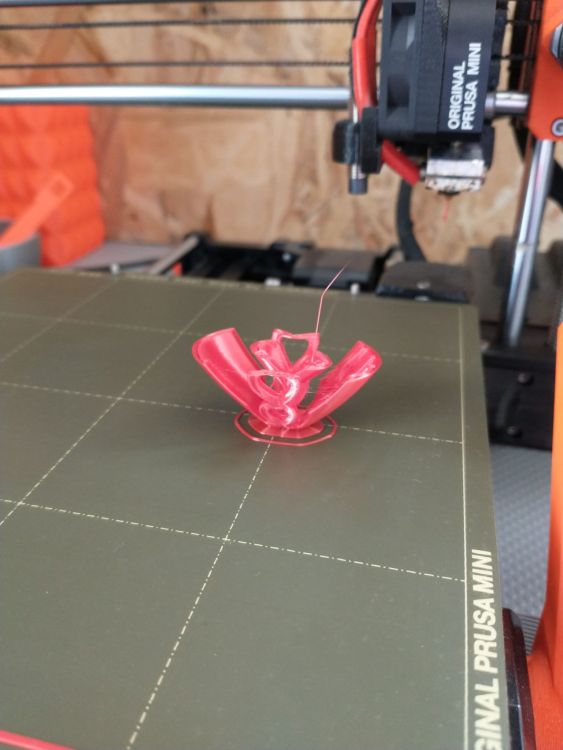
@PPAC: Z hop normalement activé, pour le contrôle du jerk, je vérifierai. Je pense que le fait qu'elle ai raté quelques uns des supports sous le coeur central n'a pas aidé . Merci pour les conseils. Les roses sont déjà imprimées . Justement avec ce fameux rouge.
 2 points
2 points -
Oui cela fait rêvé. Mais il me semble que https://fullcontrol.xyz/#/models/b70938 c'est plus une preuve de concepts et que les fichier généré sont fait spécialement pour des modèles très spécifique/définie. Donc pas vraiment applicable dans nos trancheurs qui travail sur tout type de modèles 3D. Après si tu n'a pas vus, il y a aussi ( qui là semble plus applicable aux trancheurs que l'on utilise ... )2 points
-
Alors personnellement j'ai juste utilisé un binaire pour mettre le mot de passe sur l'utilisateur PI. Du coup j'ai juste eu besoin de delete les anciens repo et mettre à jour la date. le resolv.conf est bon et le /etc/hosts effectivement j'avais pas vu, on peut delete la ligne. Tailscale n'est pas installé par défaut chez moi. Je suis en train de faire un README.md de tout ce que j'ai fait comme modifications pour mettre à jour l'imprimante.2 points
-
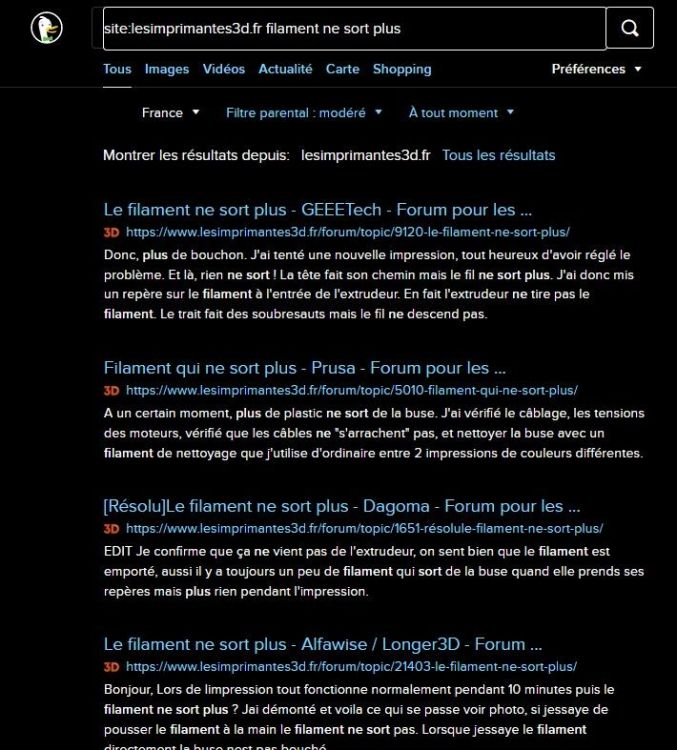
Bonjour, Savoir utiliser au mieux un forum n'est pas toujours facile D'autant plus quand on est débutant. Ce qu'on souhaite avant tout c'est avoir une réponse la plus rapide à son problème. Il faut d'abord garder à l'esprit que nous sommes sur un forum d'entraides, pas un SAV. Les contributeurs sont tous des bénévoles, passionnés, mettant leur expérience, savoir, connaissances en commun afin de trouver une / des solutions au problème rencontré. La plupart des questions posées ont déjà trouvé une réponse généralement accessible en effectuant une recherche via le formulaire du forum ou via un moteur de recherches en utilisant ses fonctionnalités : - limiter la recherche à ce forum: «site:lesimprimantes3d.fr» - utiliser les bons mots-clés (pas facile pour un débutant qui ne connait pas forcément les termes adéquats d'où l'idée d'aller consulter «L'impression 3D pour le nuls» sur ce même forum, son glossaire permettra de connaitre les termes facilitant une compréhension mutuelle). On peut aussi consulter ce glossaire (plus complet, mais toujours à l'heure actuelle en construction). Exemple : Je cherche à résoudre un problème de filament qui ne sort plus. En fonction des résultats, on ajoutera ou modifiera des mots clés. Si après ce premier travail de débroussaillage, le problème ne semble pas avoir trouvé de réponse alors une question bien posée (en évitant un titre vague comme : Help ou Aidez-moi ) suivie dans le corps du message d'une description la plus détaillée possible devrait permettre une résolution du souci rencontré (ou pas ).

 1 point
1 point -
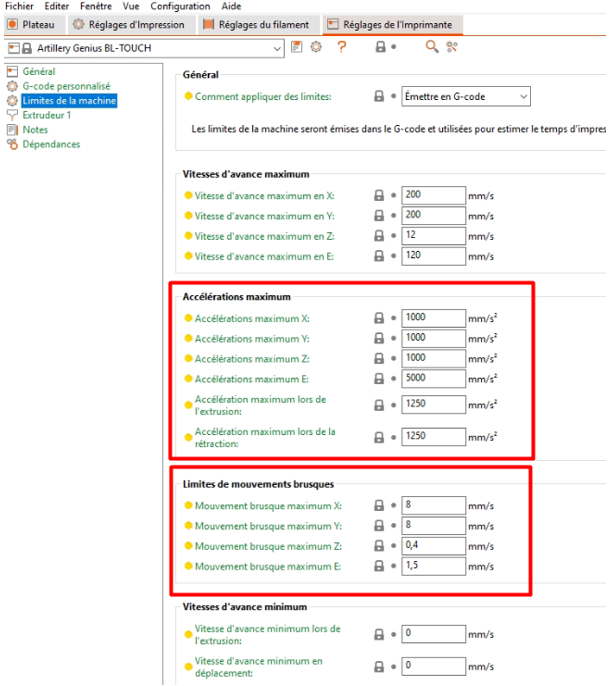
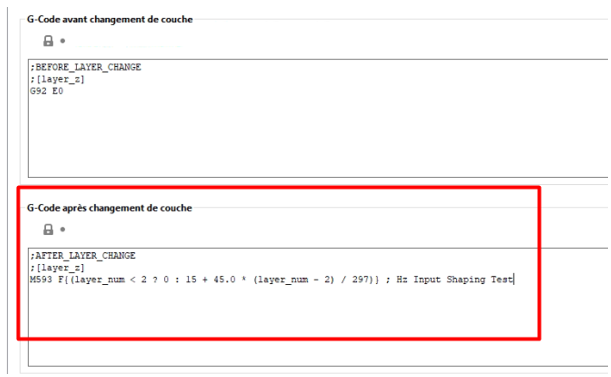
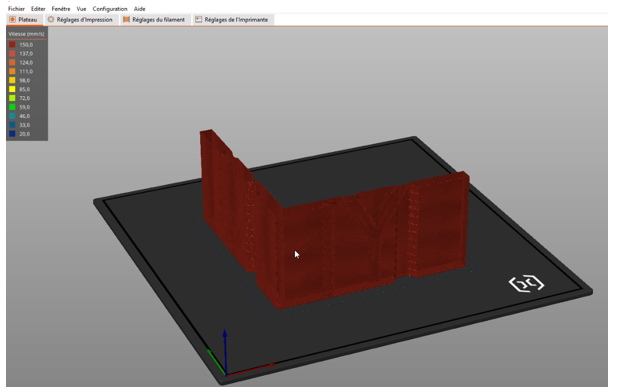
Prérequis : Marlin 2.1.2 et la fonction M593 input shaping activer dans ce firmware. Carte mère 32bits recommandée, en cause la puissance de traitement requis. Un Slicer gérant les gcodes de changement de couches comme Prusa ou SuperSlicer (que nous utiliserons ici) Un filament non-Mat pour mieux voir la résonnance sur le bench imprimer. Préparation du benchmark à imprimer. Il est préférable d’effectué cette calibration avec un profil sur votre slicer utilisant les réglages courant que vous utilisés à une vitesse d’impression la plus élevé (habituellement utilisé). Il faudra donc commencer par télécharger le STL de la tour de résonnance que l’on tranchera sous PrusaSlicer ou SuperSlicer et imprimera sur l’imprimante. Pour les imprimantes Cartésiennes (Artillery X2, X1, Genius … ou autre marque), comme pour les imprimantes Delta il faudra imprimer la pièce tel que présente lors de l’importation dans PrusaSlicer, pour les imprimantes de type Core XY il faut faire pivoter la tour de 45°. Réglage tranchage : Hauteur de couche = 0.2mm Parois = 1 à 2 parois ou mode vase Remplissage = 0% Vitesse d’impression parois = la vitesse maximal que peux supporter votre imprimante en impression (soyez raisonnable hein 120mm/s grand max 150mm/s au dessu votre cartésienne X2 ou Genius Pro n’y arrivera pas ) Accélération : elle doit être >= 1000mm/s² pour les axes X et Y (mettez la valeur la plus haute logiquement supporter par votre imprimante sur X2 Genius pro jusque 3000mm/s² grand max) Désactivé le paramètre de temps de couche minimum (dans Prusa Slicer 2.5 : Réglages du Filament / Refroidissement) Désactivé la fonction Linear Advance, pour cela ajouter simplement la ligne M900 K0 dans votre Start Gcode (et pensez à la supprimer ou commenter après tranchage) Désactivé toutes Valeur d’accélération maximum et limites de mouvement brusque (jerk) en mettant les valeurs à 0. Enfin se rendre dans Réglages de l’imprimante, section Gcode Personnalisé et ajouter le ligne de Gcode suviant dans Gcode après changement de couche : M593 F{(layer_num < 2 ? 0 : 15 + 45.0 * (layer_num - 2) / 297)} ; Hz Input Shaping Test Cela réalisera un test sur un plage de fréquence allant de 15Hz à 60hhz Trancher le modèle et vérifier dans la prévisualisation que le modèle est correctement tranché en regardant en vue de Vitesse. Si tout apparait en rouge alors le tranchage est correct la tour de calibration sera imprimée tout le temps à la vitesse maximale que vous avez sélectionné, ici dans mon test 150mm/s. Si ce n’est pas le cas il faudra revoir vos réglages. Mesure et Calculs de la valeur à appliquer A l’aide d’un pied à coulisse (ou autre) il faut mesure la hauteur ou l’on a le moins de Ghosting visible aussi bien pour l’axe X que pour l’axe Y. On appellera la hauteur mesuré Zx et Zy, il faudra donc appliquer les formules suivantes : Valeur pour X = 15 + 45 * ( Zx / 0.2 - 2) / 297 Valeur pour Y = 15 + 45 * ( Zy / 0.2 - 2) / 297 Si nous avions mesurés Zx = 26.66 et Zy = 26.62 alors nous aurions une valeur pour X = 34.89Hz et pour Y = 34.86Hz. Il nous faudra à présent via un Pc branché en usb a l’imprimante si connecter via pronterface et dans la console taper les commandes suivantes : M593 X F34.89 Y F34.86 (remplacer les valeurs après le F par celles que vous avez calculé vous) M500 (pour sauvegarder en Eeprom les fréquences X et Y definit) Il ne reste qu’a imprimer un bench pour regarder le résultat et voir si le ghosting à diminué . Voici le firmware pour les X2. Marlin 2.1.2 avec support Input Shaper

 1 point
1 point -
Bonjour j'ai trouver se programme https://fullcontrol.xyz/#/models/b70938 et j'ai fait un test sa va super bien. je ne c'est pas si il y a quelqu'un qui réussi a l'intégrer a Cura ou autre ,car si je prend un model que j'ai fait je ne peu pas l'imprimer avec se program Fullcontrol a
 1 point
1 point -
C'est très intéressant ! Moi même j'imprime sans support, en concevant mes pièces à cet effet. Mais ces spirales permettent d'aller encore plus loin sans supports. Avec un peu de chance Prusa intégrera la fonctionnalité à son slicer1 point
-
Je viens de te donner les droits @Yamajim1 point
-
Tout a fait d'accord avec toi. Mais j'y vais quand même de temps en temps... Mais je suis plus souvent ici... Le meilleur des meilleurs des meilleurs @+ JC1 point
-
@jcjames_13009 Sur mon écran, en partie basse, j'ai choisi la hauteur du z, le % de vitesse et enfin le type de filament. Quand le z passé de 12,28 à 12,3 par exple, ça décale les deux autres champs vers la gauche, puis ça se remet quand ça passe à 12,32. Rien de bien méchant, mais c'est bizarre. Je ne vais pas bcp sur le forum d'en face (l'ambiance y est a mon goût disons "différente" , je trouve notamment les critiques sur la Mini peu constructives et répétitives de la part de certains...mais ce n'est que mon point de vue). Et puis ici il y a des infos et retours sur les autres fabricants.1 point
-
Salut Intéressant comme info Pas vu pour le moment. Je n'ai qu'une décimale affichée sur le Z. A surveiller... De ce que j'ai lu sur le forum d'en face, c'est une erreur de traduction. Mais je pensais que ça avait été corrigé justement dans la 4.4.1 De mon coté dans le menu filament, la ligne pour purger n'est plus activable. Ce qui est pénible car obliger de jour directement avec le déplacement de l'extrudeur Pour le moment rien d'autre à signaler @+ JC1 point
-
Quand tu dis "commandé " tu veux parler du ticket pre-order ? Quand j'ai fait ma préco, le 1er Février, c'était encore écrit "prévision mi-février à l'entrepôt Allemagne" croisons les doigts Peut-être qu'ils démontent nos préco pour remplacer les bed déformés...1 point
-
1 point
-
c'est ça1 point
-
C'est parfait, bonne continuation, tu peux demander à un modérateur de passer le problème en résolu : Sur un de tes post cliques en haut à droite sur les 3 petits points et rapport, ou évoque un modérateur comme cela @PPAC1 point
-
bonjour ,merci pour les informations ,j'ai trouvé la solution avant de lire votre réponse, effectivement possibilité de démarrer le ventilateur sens pour cela attendre plusieurs couche d’impression, donc problème résolu tout fonctionne nickel1 point
-
Ok Grand, merci à vous PommeverteTout fonctionne bien, j'ai reflaché et j'ai pu calibrer l'extruder, cool ! Je tape M593 F0 dans la console et un M500 pour sauvegardé ??1 point
-
oui on est d'accord ^^ j'ai une tendance au hardcore direkt moi1 point
-
Salut, Ah donc tu confirmes que c'est bien une matière un peu souple genre caoutchouc collé sur le bed ! je pense donc que c'est bien dans cette matière qu'est la résistance de chauffe. Je crains que tu ne puisses rien faire dans ce cas à moins de la décoller, bref cela devient compliqué...1 point
-
Chez moi c'est je pense d'avoir activé le Z hop et contrôle du jerk qui ma permis d’éviter cela. Si tu n'imprime pas les rose mais seulement le tiges ... c'est pour Morticia Addams ? Bien joué et bravo ! bien plus propre que moi et la couture Z est bien placé et plutôt discrète.1 point
-
Bien joué ils sont vraiment propres, de mon côté c'est un échec, le coeur central a basculé assez tôt (et ce filament a une petite tendance au stringing, mais la couleur allait bien, tant pis). Je l'avais slicé différemment pour un autre filament, je verrais si je retente. En attendant j'ai d'autres trucs moches à imprimer (des tiges de roses par exple ).
 1 point
1 point -
Salut, si tu extrudes lentement le filament, alors tu peux appliquer le tuto, sauf que le repère se fera avant l'extrudeur et non en sortie. Tu peux utiliser le fichier de ce message si tu le souhaites. Il automatise l'extrusion de 100mm de filament à 190°C à 2mm/s. Si tu veux être sûr que le ralentissement éventuel du filament dû à la buse n'intervienne pas dans le calcul, tu peux déposer la buse et extruder à froid les 100mm. Pour cela il faut désactiver la sécurité d'extrusion à froid (M302 P1 pour désactiver M302 P0 pour activer ), ce qu'automatise ce fichier CalibrExt100mm_froid.gcode Parce que je t'ai orienté vers le mauvais firmware . Pour me faire pardonner , voici la version compilée à partir de la dernière version stable de Marlin V2.1.2 qui intègre: l'input shaping. Tu peux suivre ce tuto pour le régler. Attention, si tu ne l'utilises pas, il faut le désactiver avec un M593 F0 le linear avance mais il est à 0, pour le régler / fignoler tes impressions, tu peux suivre cette vidéo. Le babystep (petits déplacements en Z lors de l'impression de la couche initiale): tu peux y accéder en cliquant sur l’icône paramètres (engrenage) puis la flèche centrale en bas de l'écran. J'ajoute les fichiers de configuration si tu veux compiler ton propre firmware en suivant ce tuto par exemple. Marlin-2.1.2_U20.zip platformio.ini Configuration_adv.h Configuration.h1 point
-
Bonjour @yonis, Je ne peux pas t'aider directement, toutefois, si tu utilises la recherche Tu auras pas pas de sujets traités sur ce forum sur ce problème Autre suggestion, demandes à un modo de déplacer ton sujet sur la partie dédiée aux Creality, tu auras plus de visibilité. Tu appuies sur les 3 points, tu choisis "Rapport", puis tu sélectionnes "...., je veux en parler à un modérateur", puis tu tapes ta demandes


 1 point
1 point -
Probablement l'effet de l'âge ... Le plateau chauffant est en alu, donc rien de compliqué à corrigé. Même s'il y a la résistance chauffante en dessous, il est possible de le remettre plat facilement. La question est surtout, pourquoi ne pas avoir fait une structure en alu sur tout le pourtour plutôt que sur la partie centrale du plateau avec en plus, les vis de réglages qui sont dans la partir en porte à faux du plateau ... ? Après, je suis têtu, obstiné et persévérant ... et je n'aime pas quand un outils que j'ai ne fonctionne pas de manière optimale. Bref, là c'est plat, je vais pouvoir faire les réglages finaux. Je verrais avec le temps si il y a besoin de rigidifier le plateau. D.1 point
-
Salut Je pense que le temps d'exposition était en effet le problème l'impression a 5 secondes est très bien ressortie Merci pour tout vos précieux conseils1 point
-
Bonjour @samourai67 Quand tu dis le ventilateur qui refroidit la buse, tu parles duquel ? Celui qui souffle sur le filament en sortie de Buse ou celui qui refroidit le radiateur du Heatbreak. Comme te l'indiques @PPAC celui du heatbreak selon le firmware démarre vers 50°C ou fonctionne tout le temps. Celui qui souffle sur le filament est à l'arrêt quand tu allumes l'imprimante et ne démarre qu'après les premières couches imprimées (réglage dans le slicer). Dans les menus de ton écran tu dois avoir un symbole ventilateur qui te permet de l'activer ( soit 100% ou alors 255) hors impression Si l'ancien avait un fil vert -bleu et jaune c'est sûrement celui-là. C'est un ventilateur PWM (à vitesse modulable), si tu l'as remplacé par" un tout ou rien" (comme celui du heatbreak), il peut très bien ne pas vouloir démarrer du tout. Après sur quelle couleur de cable souder le fil rouge, je l'ai fait mais c'est soudé et sous gaine (je ne peux plus vérifier). mais j'avais trouvé les éléments sur le Forum.1 point
-
C'est peut etre même cette partie noir qui n'est pas bien plate ça fait bien un 1mm d'épaisseur, voir un peu plus. C'est quoi comme matière ?
 1 point
1 point -
Salut J'ai eu qqles soucis de ce genre par le passé, avec mon Elegoo Mars. Maintenant, (je laisse la résine dans le bac, avec un couvercle) je brasse la résine en lui appliquant un coup de chaleur, avec un décapeur thermique, pas trop fort, pas trop près, de façon à retrouver une bonne viscosité, ensuite je dirige le décapeur sur la plate forme d'impression, de façon qu'elle ne soit plus froide au touché, voir tiède. ... et ensuite, ça suis son cours. Il y en a qui vont surement hurler mais ça marche pour moi, avec les paramètres de base Chitubox, et de la résine standard grise Elegoo. Et, habituellement, je nettoie avec de l'alcool ménagé, de tant en tant, je lave la plate forme d'impression à l'eau chaude et au savon, de façon à bien la dégraisser. Si ça fait pas du bien, ça ne fait pas de mal non plus. A+1 point
-
Est ce que le bed est epais? Foutu pour foutu si tu en as 2 maintenant tu peux tenté d'en faire rectifier un par une cnc ou fraiseuse. Je sais c'est abusé que ça soit à toi de te demerdé mais je vois pas 36 solutions... Leur histoire de garantie me fais bien rire car comme la machine est connecté ils peuvent recenser toutes les machines qui ont eu ce pb via les id et si pb futur sur la machine ne pas tenir compte que les vis ont éte dévissé. Bref s'il ne font rien c'est quand même se foutre un peu de la gueule du monde à plus de 1000€ la machine c'est très limite je trouve. Après la vipe bambu lab plutôt positif jusqu'à présent on voit une autre facette de l'entreprise... J'espère sincèrement qu'il vont faire un truc, j'étais prêt à en acheté une je devais dailleur la commender ce soir, je vais attendre un peu.1 point
-
C'est surprenant parce que je n'ai rien retouché entre les différentes pièces (auto levelling magique ?) mais ptet que j'aurai du mettre une bordure sur celle là, ça aurait pu rattraper les ptits soucis Dans le doute j'vais en prendre un de chaque1 point
-
Wow, Personnellement je pense qu'ils ont merdé sur un trop grands nombres de bed et qu'il ne souhaite pas réhabilitater l'ensemble des bed défectueux pour une question de coût. Si le défaut est minime je peux les comprendre, mais pour la plupart des bed qui sont trop défectueux je trouve cela vraiment dégueulasse de laisser les clients dans cette situation vu le prix du bousin. On sait tous très bien qu'il y a pas de moyen miracle pour corriger ce problème, les pièces imprimé sur une plaque courbé seront courbé sur la surface de contact... J'espère au moins qu'ils donnerons la possibilité de racheter des bed de qualité à défaut de ne pas vouloir les remplacer. Mais oui coup dur pour les utilisateurs qui ont ce défaut, j'espère que je tomberai pas sur le même problème. Il y a une solution pour "réparer" ce défaut ? Utiliser une pâte pour compenser les "creux"1 point
-
Petit update de ce sujet, j'ai fini par construire une voron 2.4 en 350x350. Je suis en train d'optimiser mes profils d'impression pour l'ASA, mais j'ai déjà de très bon résultat en TPU ^^ Lorsque je sortirai une jolie pièce en ASA. L'achat de cette imprimante sera validé. Et pour la centralisation des imprimantes j'adore l'interface de mainsail. Dès que j'aurai un peut de mon temps de libérer je passerai ma créality sous klipper1 point
-
Je l'ai fait dès que j'ai vu ton premier post à ce propos et mes deux beds n'ont aucun problème (je n'avais jamais pensé à regarder avant ça). Ça ressemble quand même à une erreur de production, j'ai trouvé plusieurs personnes qui ont un problème similaire. Je suis curieux de voir ce qu'ils vont te proposer, en espérant que tout finisse par s'arranger.1 point
-
Quand tu pose l'impression sur le bureau qui est plat, elle balance.1 point
-
bonsoir la température va jouer sur la viscosité de la résine d'une part , et sur la polymérisation de la résine . si tu ne peux pas avoir un local a 20° , essaie d'avoir au moins la résine à 25° ,ensuite avec l'action des uvs cela va maintenir ta résine a une bonne température. sinon tu peux envisager de mettre un isolent thermique autour du capot de l'imprimante.1 point
-
C'est l'intention qui compte et la notion du jugement de gout du "moche" c'est relatif Riens que pour toi ( En blanc car c'est sans l'ardeur de la passion entre nous ... il n'y a plus la fougue du début ( et je n'avais plus de filament rouge de dispo ) donc pas de roses rouge pour toi cette année )

 1 point
1 point -
@Serge62 Coucou, j'utilise la carte mère Bigtreetech SKR mini E3 V2, j'ai pris le fichier de base que j'ai beaucoup modifié oui, je te le laisse si tu veux y jeté un œil pour la suite. # This file contains common pin mappings for the BIGTREETECH SKR mini # E3 v2.0. To use this config, the firmware should be compiled for the # STM32F103 with a "28KiB bootloader" and USB communication. Also, # select "Enable extra low-level configuration options" and configure # "GPIO pins to set at micro-controller startup" to "!PA14". # The "make flash" command does not work on the SKR mini E3. Instead, # after running "make", copy the generated "out/klipper.bin" file to a # file named "firmware.bin" on an SD card and then restart the SKR # mini E3 with that SD card. # See docs/Config_Reference.md for a description of parameters. ###################################################################### #Include ###################################################################### [include mainsail.cfg] [include meshBed.cfg] [include levelcorners.cfg] [include timelapse.cfg] [include adxl.cfg] [exclude_object] ###################################################################### #ARCS ###################################################################### [gcode_arcs] resolution: 0.2 ###################################################################### #BedScrews ###################################################################### [bed_screws] screw1: 28,46 screw2: 203,46 screw3: 203,221 screw4: 28,221 ###################################################################### #Configuration ###################################################################### [stepper_x] step_pin: PB13 dir_pin: !PB12 enable_pin: !PB14 microsteps: 128 ################################### 16 par défaut rotation_distance: 40 endstop_pin: ^PC0 position_endstop: 0 position_max: 235 homing_speed: 50 [tmc2209 stepper_x] uart_pin: PC11 tx_pin: PC10 uart_address: 0 interpolate: False ####################################### Défaut True run_current: 0.580 #stealthchop_threshold: 999999 [stepper_y] step_pin: PB10 dir_pin: !PB2 enable_pin: !PB11 microsteps: 128 ################################### 16 par défaut rotation_distance: 40 endstop_pin: ^PC1 position_endstop: 0 position_max: 235 homing_speed: 50 [tmc2209 stepper_y] uart_pin: PC11 tx_pin: PC10 uart_address: 2 interpolate: False ####################################### Défaut True run_current: 0.580 #stealthchop_threshold: 999999 [stepper_z] step_pin: PB0 dir_pin: PC5 enable_pin: !PB1 microsteps: 128 ################################### 16 par défaut rotation_distance: 8 endstop_pin: probe:z_virtual_endstop #position_endstop: 0.0 position_max: 250 [tmc2209 stepper_z] uart_pin: PC11 tx_pin: PC10 uart_address: 1 interpolate: False ####################################### Défaut True run_current: 0.580 #stealthchop_threshold: 999999 [extruder] max_extrude_only_distance: 1000.0 step_pin: PB3 dir_pin: !PB4 enable_pin: !PD2 microsteps: 128 ################################### 16 par défaut rotation_distance: 3.3375626 #gear_ratio: 7:1 nozzle_diameter: 0.400 filament_diameter: 1.750 heater_pin: PC8 sensor_type: EPCOS 100K B57560G104F sensor_pin: PA0 min_temp: 0 max_temp: 250 pressure_advance: 0.098 #linear_advance: 0.88 pressure_advance_smooth_time: 0.163 #control: pid #pid_Kp: 21.527 #pid_Ki: 1.063 #pid_Kd: 108.982 [tmc2209 extruder] uart_pin: PC11 tx_pin: PC10 uart_address: 3 interpolate: False ####################################### Défaut True run_current: 0.650 #stealthchop_threshold: 999999 [heater_bed] heater_pin: PC9 sensor_type: ATC Semitec 104GT-2 sensor_pin: PC3 min_temp: 0 max_temp: 130 #control: pid #pid_Kp: 54.027 #pid_Ki: 0.770 #pid_Kd: 948.182 ###################################################################### #BLTouch ###################################################################### [bltouch] stow_on_each_sample: False probe_with_touch_mode: True sensor_pin: ^PC2 control_pin: PA1 pin_up_reports_not_triggered: true pin_up_touch_mode_reports_triggered: false x_offset: -42 y_offset: -18 #z_offset: 0.0 pin_move_time: 0.4 speed: 50 lift_speed: 20 samples: 2 sample_retract_dist: 5 samples_tolerance_retries: 3 ###################################################################### #Safe Z-Home ###################################################################### [safe_z_home] home_xy_position: 163,136 #les coordonées du centre du plateau speed: 80 # la vitesse de déplacement z_hop: 10 # la hauteur de déplacement en Z avant de 'toucher'. il faut que la distance soit suffisante pour que le pin déployé ne traine pas par terre z_hop_speed: 13 # la vitesse de déplacement ###################################################################### #BEDMESH ###################################################################### [bed_mesh] speed: 130 horizontal_move_z: 8 mesh_min: 13, 13 #!!min and max co-ords are based on the probes location not the nozzle!! mesh_max: 190, 190 #needs to be calibrated for your individual printer probe_count: 6,6 algorithm: bicubic relative_reference_index: 12 #this is the number of probing points on X then Y axis mesh_pps: 2,2 fade_start: 1 fade_end: 10 fade_target: 0 ##################################################################### #Rétraction ##################################################################### [firmware_retraction] retract_length: 0.4 retract_speed: 4 unretract_extra_length: 0.4 unretract_speed: 4 ###################################################################### #Correction de biais ###################################################################### [skew_correction] #xy_skew = -0.0021286060071979526 #xz_skew = 0.0 #yz_skew = 0.0 ###################################################################### #input_shaper ###################################################################### [input_shaper] shaper_freq_x: 71.0 shaper_type_x: 3hump_ei shaper_freq_y: 71.0 shaper_type_y: 3hump_ei ###################################################################### #Température RaspberryPI/MCU ###################################################################### [temperature_sensor raspberry_pi] sensor_type: temperature_host min_temp: 10 max_temp: 100 [temperature_sensor mcu_temp] sensor_type: temperature_mcu min_temp: 0 max_temp: 100 ####################################################################### #Detecteur de filament ####################################################################### [filament_motion_sensor btt_smartie] detection_length: 7.0 extruder: extruder switch_pin: !PC15 runout_gcode: FILAMENT_RUNOUT ####################################################################### [heater_fan heatbreak_cooling_fan] pin: PC7 [fan] pin: PC6 [mcu] serial: /dev/serial/by-id/usb-Klipper_stm32f103xe_37FFD6054253373733812057-if00 [printer] kinematics: cartesian max_velocity: 300 max_accel: 3100 max_accel_to_decel: 3100 max_z_velocity: 8 max_z_accel: 100 square_corner_velocity: 4 ###################################################################### #Ecran MarlinMode ###################################################################### [static_digital_output usb_pullup_enable] pins: !PA14 [board_pins] aliases: EXP1_1=PB5, EXP1_3=PA9, EXP1_5=PA10, EXP1_7=PB8, EXP1_9=<GND>, EXP1_2=PA15, EXP1_4=<RST>, EXP1_6=PB9, EXP1_8=PB15, EXP1_10=<5V>, [display] lcd_type: emulated_st7920 en_pin: EXP1_7 spi_software_sclk_pin: EXP1_6 spi_software_mosi_pin: EXP1_8 spi_software_miso_pin: PA3 encoder_pins: ^EXP1_5, ^EXP1_3 click_pin: ^!EXP1_2 # See the sample-lcd.cfg file for definitions of common LCD displays. ###################################################################### #Macros ###################################################################### #*# <---------------------- SAVE_CONFIG ----------------------> #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated. #*# #*# [extruder] #*# control = pid #*# pid_kp = 32.697 #*# pid_ki = 3.354 #*# pid_kd = 79.700 #*# #*# [heater_bed] #*# control = pid #*# pid_kp = 75.283 #*# pid_ki = 2.083 #*# pid_kd = 680.372 #*# #*# [bltouch] #*# z_offset = 0.980 #*# #*# [bed_mesh default] #*# version = 1 #*# points = #*# -0.166250, -0.133906, -0.168125, -0.126875, -0.162344, -0.178906 #*# -0.096719, -0.060000, -0.095781, -0.057812, -0.094687, -0.099375 #*# 0.000000, 0.004687, -0.069531, -0.057031, -0.122188, -0.144375 #*# -0.077188, -0.045625, -0.096250, -0.075469, -0.117031, -0.119844 #*# -0.023594, -0.024219, -0.104063, -0.099219, -0.163750, -0.180000 #*# -0.112031, -0.086875, -0.137188, -0.110313, -0.142188, -0.141719 #*# x_count = 6 #*# y_count = 6 #*# mesh_x_pps = 2 #*# mesh_y_pps = 2 #*# algo = bicubic #*# tension = 0.2 #*# min_x = 13.0 #*# max_x = 190.0 #*# min_y = 13.0 #*# max_y = 190.0 #*# #*# [skew_correction correction] #*# xy_skew = -0.0021286060071979526 #*# xz_skew = 0.0 #*# yz_skew = 0.0 #*# #*# [input_shaper]1 point
-
Salut, Je pense que tes points de la colonne de gauche sont inaccessibles puisque ton BLtouch est décalé de 38mm à droite de la buse et la 1ère colonne est à X=15. Il faudrait décaler ces points à X=~45 au minimum. A moins que ton BLtouch soit à -38mm (décalé à gauche de la buse). Dans ce cas, c'est le x_offset qui est à corriger: x_offset: -38 Pour le Wifi, je laisse les spécialistes répondre1 point
-
Salut, Dans ce cas, tu as juste à inverser les définitions des pattes STEP et DIR puisque ce sont les différences entre ces 2 cartes (voir les fichiers Marlin Marlin\src\pins\stm32f1\pins_CREALITY_V427.h pour la carte V4.2.7 Marlin\src\pins\stm32f1\pins_CREALITY_V4.h pour la carte V4.2.2 ce qui devrait te donner: [stepper_x] step_pin: PB9 dir_pin: PC2 [stepper_y] step_pin: PB7 dir_pin: PB8 [stepper_z] step_pin: PB5 dir_pin: !PB6 [extruder] step_pin: PB3 dir_pin: PB41 point
-
Bonjour Avec de plus en plus de modèles et de constructeur d'imprimante résine, c'est selon tes besoins, (taille des impression, si tu cherche de la haute précision (taille des pixels), et ton budget, sans oublier les délais et coûts de livraison qui peuvent changer selon le pays de destination). Quand on débute en impression résine il faut préférablement commencer avec une surface d'impression pas trop grande car l'impression résine ne pardonne pas les erreurs ( ajustement des temps d'exposition, orientation, évidage, trous, supports ) sur les gros volume et la résine a un prix non négligeable. Il faut aussi bien voir qu'il y a un nettoyage (souvent a l'alcool Iso 99.9%) et post traitement aux UV pour les impression résines et donc cela augment le coût. Que les FEP s’abîme vite quand on rate les impressions et si l'on ne fait pas attention a na pas les rayer quand on les nettoie. Que les produits que l'on manipule ne sont pas sans risques et qu'il faut s'en protéger ( gants, lunettes, ...). Et bien comprendre que c'est pas exactement la même approche que les impressions FDM. Les concepts de support sont a réapprendre car en impression résine se sont plutôt des ancrage que des supports ( et cela cache les notions de bien orienter, bien évider les gros volume, éviter les coupe de succion avec l'ajout de troue, bien placer et en densité suffisante les supports ... ) Personnellement et comme je suis en train de la tester la "Anycubic Photon Mono X2" me semble une bonne imprimante mais prend le temps de faire un sujet pour avoir plus d'avis. Bonne continuation.1 point
-
Ah oui justement je ne sais pas si on peut croire tout ce qu'ils racontent1 point
-
Oui la ça sent le sapin, on est marron0 points


.thumb.png.8892030d376f6d8b381c8c29dd7e0183.png)







.thumb.png.ec18aa24a32b51f0f93c30549b287345.png)