Classement




Contenu populaire
Contenu avec la plus haute réputation dans 15/02/2023 Dans tous les contenus
-
Je travaille sur un objet en ce moment. C'est un zootrope 3d. J'ai fait la mécanique et l'électronique pour le moteur avec variateur PWM : https://3dminfographie.com/images/impression_3d/test_plateau2.mp4 Et récemment j'imprime des figurines en PLA sur une Elegoo Mars 3 Pro et un support pour l'électronique Cool de pouvoir faire ses propres pièces. Me reste à programmer l'arduino et brancher Le 12V DC pour tester ce stroboscope à leds.4 points
-
Je crains que ma bécane soit contaminée au Polonium par les amis de Vladimir. Je vais demander au SDECE d'analyser le carton avant que je l'ouvre.4 points
-
Bien au contraire, c'est plein de rebondissements, l'action se passe en chine, il y a une longue traque sur mer, maintenant la traque continue sur terre !. Il ne manquera que l'air pour en faire un James Bond digne de ce nom Et pour finir on attend tous un happy end4 points
-
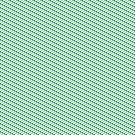
Hello à tous, Je tenais à vous faire partager ma première expérience en impression résine, déjà pour m'occuper (Agneu ?) et aussi pour profiter des conseils que vous pourrez me donner. Voici un bon mois que j'ai commandé la Halot One de chez Creality ainsi qu'un Wash & cure de chez Anycubic, entre temps j'ai pu lire et regarder tout ce que j'ai pu sur le sujet, principalement sur les précautions et les informations sur le post traitement. Donc arrivée de la machine, on la lance et là TOUT EST ECRIT EN KANJI, bon heureusement on remarque vite l’icône mise à jour, on connecte au wifi, elle redémarre et PAF elle est en français (enfin en français patoi, y'a des mots tu sens le google trad), du coup, on fait le nivellement, très facile, on met la feuille, le truc vient se placer tout seul, on serre, on valide, et on revisse le bac. La prise en main semble très facile. Allez on y va, masque, gants, lunettes, on prend la résine. J'ai commencé avec une résine Elegoo standard noir (je suis ouvert à vos propositions de résine sur le qualité prix), je m'attendais à une odeur très forte, même le chat à coté n'a pas bougé, le purificateur d'air n'a pas bronché, et même l'odeur, bien que désagréable ne semble pas aussi infâme que ce que je pensais. Donc on verse, j'ai pas compris dans le bac si il y avait un niveau de hauteur à mettre, donc j'ai mis un peu à la louche. Lancement du fichier de test sur la clé... Je vois plus de 4h30 pour le fichier de test "hollow ball"... Ah bah il est 21h je comptais aller me coucher avant minuit moi, dans les options, y'a les paramètres d'impression, je double la vitesse de 1mm/s à 2mm/s (j'pouvais monter à 3 mais j'ai pas osé) le temps d'impression passe à 2h50, allez, ça ira. 10mn avant la fin de l'impression, je remplis le bac du wash & cure avec 2L d'IPA, c'est là que je percute que ça va couter cher en entretien ce truc là. Le produit de test est terminé, on dessert le plateau de la Halot, et là j'me dis... "Comment je vais faire pour pas en foutre partout ?" Dans un premier temps, je comprends pourquoi j'ai lu partout que sur un slicer on penche le produit, la base de ce fichier était bien collé au plateau... Bon bah ptite spatule, on force un peu, ça y est le truc décolle, et je galère à l’empêcher de retomber dans le bac en résine... Et en fait il y retombe complètement, remettant de la résine sur le bord du produit... (Mettez la musique de Benny Hill en fond quand vous lisez cet article, ça marche super bien). Bon, allez on l'attrape, faut peut être une pince, ou un truc pour éviter d'en foutre plein les doigts, et on le met dans le panier, qu'on plonge dans le Wash & cure qui transforme l'IPA est liquide bien noir... J'aurai peut-être du mieux égoutter le produit. Je n'ai aucune idée de combien de temps il faut laver et faire sécher le produit, dans le doute, on met 10mn à laver, puis après on retire le panier, on change le système, et on met 10mn à sécher... puis pendant que ça sèche on sort le sopalain et l'IPA pour nettoyer les petites gouttes qui ont sautées. Pendant ce temps (j'insiste, mettez la musique de Benny hill avant de lire la suite), je ne veux pas laisser la résine toute la nuit dans le bac, j'ai peur que l'odeur au réveil soit moins sympa. Pendant les 4h aucun problème en étant à plus de 2m de la machine, mais toute la nuit j'étais pas conscient. Allez, un filtre, on prend le bac, on essaie de transvaser... J'viens d'oublier qu'avec un entonnoir c'est mieux... la résine passe à travers le filtre (c'est le principe vous me direz) et coule le long de la bouteille... Bon, bah sopalain, IPA, on nettoie la bouteille et le sol par la même occasion, je dévisse le bac pour le nettoyer et là j'ai ptet fait la boulette, sopalain et IPA pour enlever ce que je n'ai pas transvasé... J'imagine que si y'a un mode nettoyage sur l'imprimante c'est pour enlever le fond proprement... J'espère que y'a toujours moyen de le faire après l'avoir nettoyé à l'IPA. Puis pareil avec le plateau, IPA et NOM DE DIEU y'en a partout, sur le dessus, les poignées et le dessous... Bon bah le sopalain il va falloir préparer un stock, et je pense qu'on va laisser la résine dans la machine quelque temps la prochaine fois pour éviter tout ce travail pénible. Bref tout ce truc accompli, il est temps de sortir le fichier d'impression, une Hollow ball qui me servira à... On verra bien... Ma première impression (mon impression mentale, pas 3D) est plutôt bonne sur le produit, bon il pue par contre, je voulais aller le montrer à ma femme, mais vu l'odeur (ça sent comme un truc fraichement peint) je l'ai laissé sur le bord de l'évier, et je suis retourné le voir ce matin, donc il y a moins de deux heures. L'odeur est atténué, le produit est devenu bien dur (c'était loin d’être le cas avant de les sécher, (Oui bah c'est ptet évident pour vous mais moi j'y comprend rien de base xD), quand j'avais décroché le truc les parois étaient particulièrement molles, la couche du fond est pas parfaite, parfaite, mais vu que le machin est tombé dans le bac à résine, que je pense l'avoir mis au wash & cure à l'envers (la face coté bas, ce qui a pu empêcher la résine restante de s'écouler)... Enfin bref, pour une première expérience, c'était laborieux et je n'ai pas encore eu à tester des fichiers slicer par bibi encore... Si j'ai quelques questions c'est : Combien de temps peut-on laisser la résine dans le bac ? Si vous avez votre machine dans une pièce à vivre (ou à usage autre que personnel) comment ça se passe avec l'odeur ? L'IPA dans le wash & cure, on doit le vidanger parfois ? Surtout que le mien est devenu noir, j'imagine qu'on utilise pas 2L d'IPA par impression) Merci à tout ceux qui ont eu le courage de lire tout ça, et je suis bien entendu ouvert à tous vos conseils d'optimisation Dans l'épisode suivant : Une impression au slicer Pour les images : Voilà le setup : Le bac Wah & cure qui a pris la couleur de la résine (rassurez moi, c'est pas normal ?) Le produit qui sort de sa séance UV : Et le produit 7h après :





 3 points
3 points -
si si c'est du sirop de maïs, sensible aux uvs oui je sors ->3 points
-
Une vrouette avec autant de moteurs, c'est au moins un motoculteur3 points
-
C'est vrai qu'une Voron c'est pratique pour jardiner3 points
-
Il ne manquerait plus qu'il y ait un détournement ou une attaque de pirates du porte-conteneurs3 points
-
Concernant la durée d'utilisation de l'imprimante ,je ne penses pas que cela correspond à la durée d'impression, ou je me trompe J'ai la X1C depuis peu et ile m'affiche 86H00 d'utilisation, je pense que plutôt ces le nombre d'heure ou l'imprimante est allumée. Demain je ferai l'expérience en allumant mon X1C sans impression et je verrai si le nombre d'heure bouge ou pas au moins on pourra en être sur.2 points
-
J'ai mesuré à froid mon plateau, il a une déformation en banane supérieur de 0.3 (la cale de 0.4 ne passe pas) dans l'autre sens c'est bon. A chaud, je n'ai pas mesuré, peut être qui se redresse, sinon je mettrai du clinquant au milieu du bed pour le redresser. Moi ce qui m'embête le plus, c'est la précision des pièces, obligé de compenser dans Bambulab studio mais je vous rassure ce n'était pas mieux avec la Creality Ender 3 S1 pro (pro ça me fait bien rigoler) Malgré tout je trouve cette Bambulab formidable, je mets dans l'AMS du PLA, de L'ABS et du PETG et sa marche, je me pose pas de question, j'imprime.
 2 points
2 points -
Je ne veux pas manquer cet épisode, il passe sur Amazon Prime ou sur Netflix ?2 points
-
Merci beaucoup pour toute l'aide apportée, quelqu'un peut mettre le sujet en "Resolut" svp ?2 points
-
Que de suspenses ... les cartons seront-ils tous de la même couleur ? les vis seront telles livrées séparément, une à une ? y aura-t-il une clé USB scotché sur l'un des cartons avec une vidéo d'une découpe/gravure de cuire avec un foret ? Il peut aussi y avoir un blagueur qui t'envoie un truc en plus ... un carton vide, ou un lot de boulons, ou un axe U2 points
-
non, il ne renforce pas grand chose (il est vissé sur des pièces en abs 'souples') et il garde toute l'électronique au chaud. Si vraiment tu veux renforcer la structure des barres de renfort en diagonale sur les côtés et le fond seront beaucoup plus efficaces . tu veux en faire une vrouette alors ?2 points
-
Un feuilleton digne des plus grandes sitcoms américaines ces fameuses livraisons d’artisan . Ça fait de la lecture quand on est pas concerné . Allez patience et courage .2 points
-
@Talesedrin J'en avais un, attention, ça ne fonctionne pas avec toutes les imprimantes, comme la Ender3, ça ne fonctionne pas du tout, sur une CR6-SE ça passe pas non plus. Achète plutôt des clefs de qualité, ça reste mon humble avis.2 points
-
Bonjour la famille. Je viens partager avec vous un projet qui peut être utile pour s'entraîner efficacement à son code de la route. Merci à @PPAC @pascal91 @Fx_oO7 et à toute la famille LES IMPRIMANTES 3D pour leurs soutients et conseils dans l'accomplissement de ce projet. N'hésitez pas à partager autour de vous si vous avez trouvé ce projet intéressant ou si se projet peut être utile dans votre entourage. Prenez bien soin de vous.2 points
-
Ne t'inquiète pas, je sais depuis longtemps qu'on ne peut pas être et avoir été, mais j'essaie de continuer à profiter de la passion de ma vie, la curiosité! J'ai connu le démarrage de l'informatique dans les années 1965 dans une revue qui s'appelait le "haut Parleur" , j'ai acheté le premier ordinateur domestique accessible pour le grand public "Z80" et le premier téléphone portable "ALCATEL HB100". Mais assez de nostalgie, La licence gratuite de 10 projets actifs, je l'ai épuisé et malheureusement, je n'ai plus que mes yeux pour pleurer ca cela m'avait pris du temps pour maîtriser Fusion360. Je suis donc bien embêté et c'est pour cela que j'ai demandé si quelqu'un connaissait un programme du même genre. Fusion360 est très bien mais trop chère pour l'usage non lucratif que j'en fait. "J'ai lu que l'on pouvait activer ou désactiver des projets pour pouvoir en créer des nouveaux." Tu viens de me sauver la vie! Effectivement, en désactivant des projets déjà réalisés, on peut en faire d'autres et c'est parfait. Merci encore.2 points
-
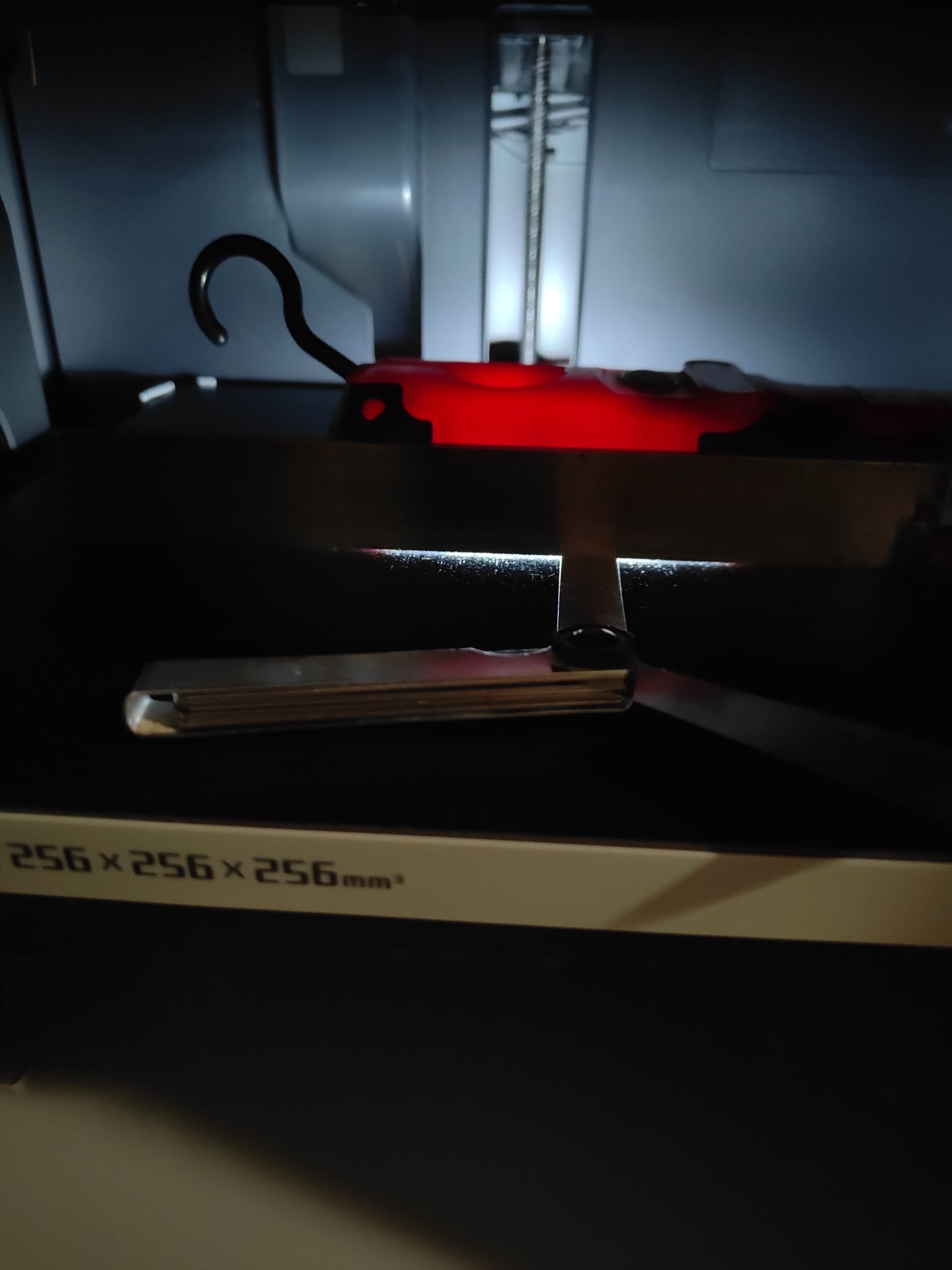
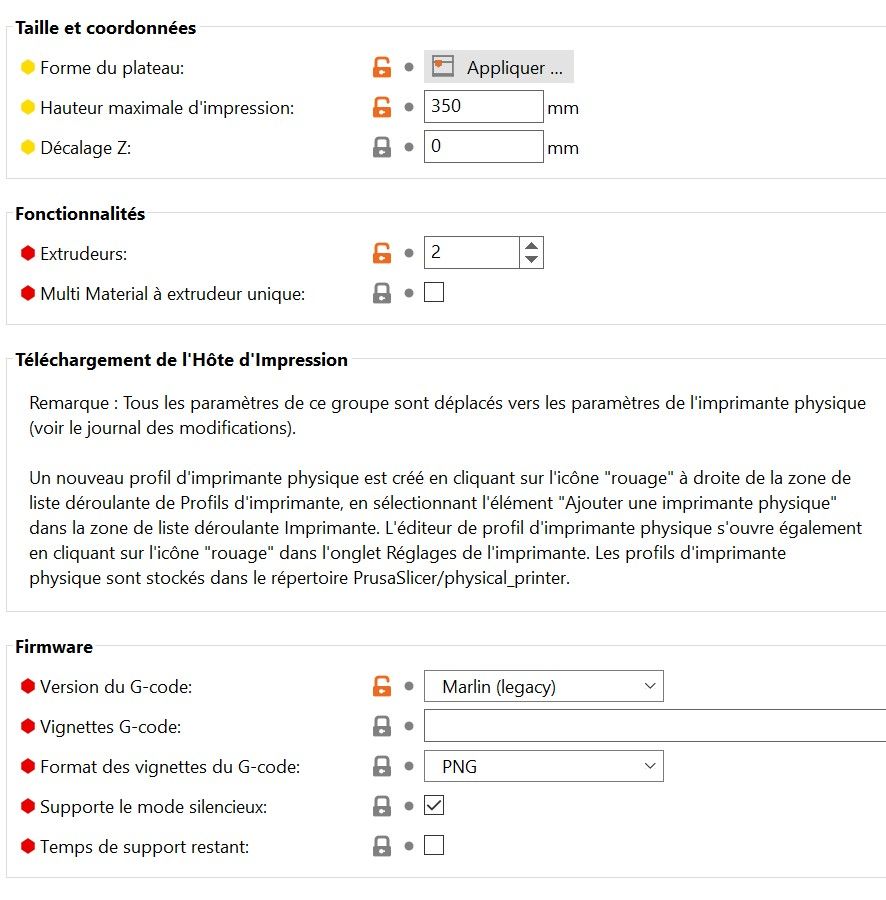
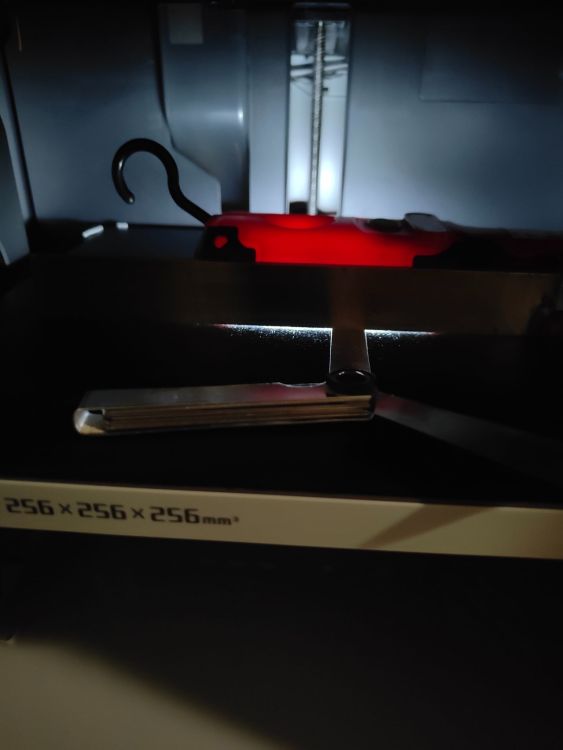
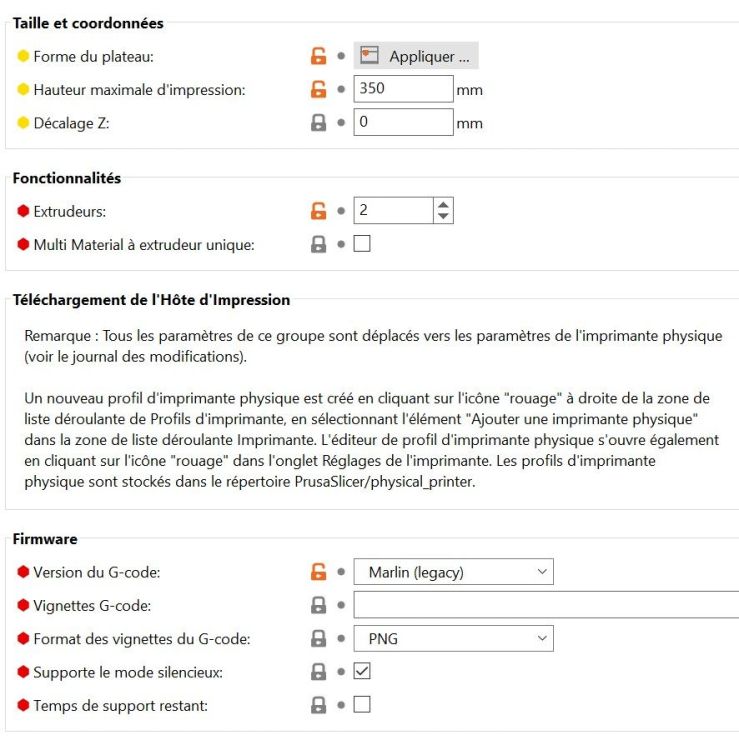
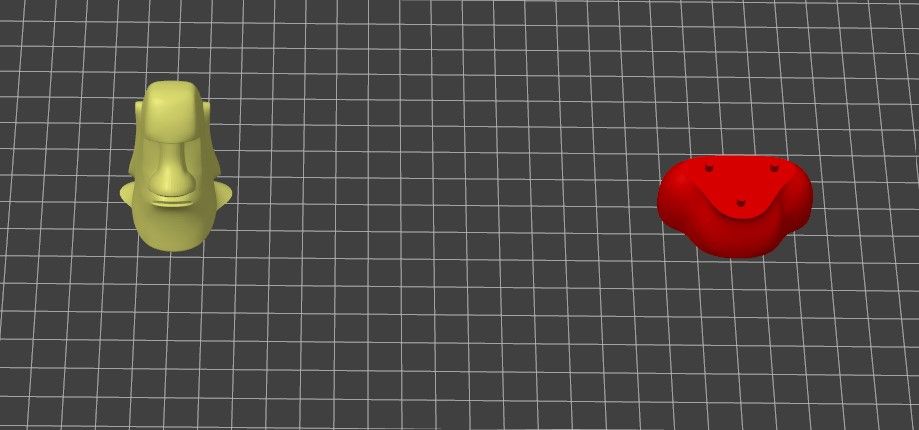
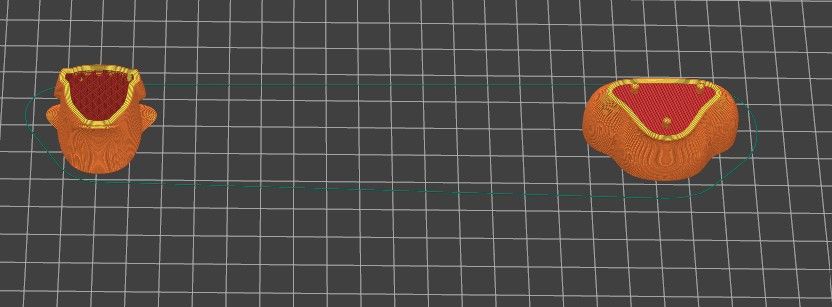
Bonjour, J'ai utilisé le nouveau sclicer Prusaslicer la version 2.6 Beta en cours de développement. Voici dans les grandes lignes les nouvelles fonctions ! la possibilité de couper un sujet très haut afin de l'imprimer en deux morceaux (l'assemblage est assuré par des tenons que vous pouvez disposer à votre souhait) la possibilité de colorier des pièces selon votre volonté avec différents matériaux. d'autres fonctions de paramétrages seront détaillés plus tard. J'ai utilisé ma TLD3 nouvelle carte mère 32 bits; j'ai réalisé un MOAI coupe à la hauteur des épaules. J'obtiens deux pièces distinct avec des tenons et des couleurs différentes le noir E1 et le jaune E2. le test c'est déroulé selon mes paramétrages sans soucis (bien entendu il faut peaufiner et chercher les nouvelles fonctionnalités) la suite avec des photos et copie d'écran le MOAI est imprimé en deux parties les deux pièces sont assemblées par trois tenons que nous retrouvons sur la copie écran de Prusaslicer. Voilà Prusasclicer 2.6 innove dans les nouvelles fonctionnalités et nous apporte des solutions de constructions multiples. je continue à découvrir de nouveaux paramétrages. la qualité d'impression est correcte avec une couche de 0.3 imprimées à 90mm/s . Nota en arrière plan deux sujets imprimés avec du PET recyclé (filament issue de bouteille d'eau) A vous lire Francis
 1 point
1 point -
Oui c'est bien ça, et ce nombre est actualisé à la fin de chaque impression. J'aurais bien aimé avoir les mètres de filament engloutis aussi, vu que tout est plus rapide ça consomme beaucoup cette bête là !1 point
-
Sous klipper, je fais beaucoup mieux et c'est bien plus simple que sous Marlin. Bon, encore un défaut au niveau de la couture, mais pour une webcam a 15€, c'est incroyable, surtout en plein écran...1 point
-
Sur l'écran de l'imprimante, tu peux aller dans l'avant-dernier onglet du menu vertical, puis dans General et ensuite dans Device info. Et dans ce menu tu auras le nombre d'heures en haut de l'écran.1 point
-
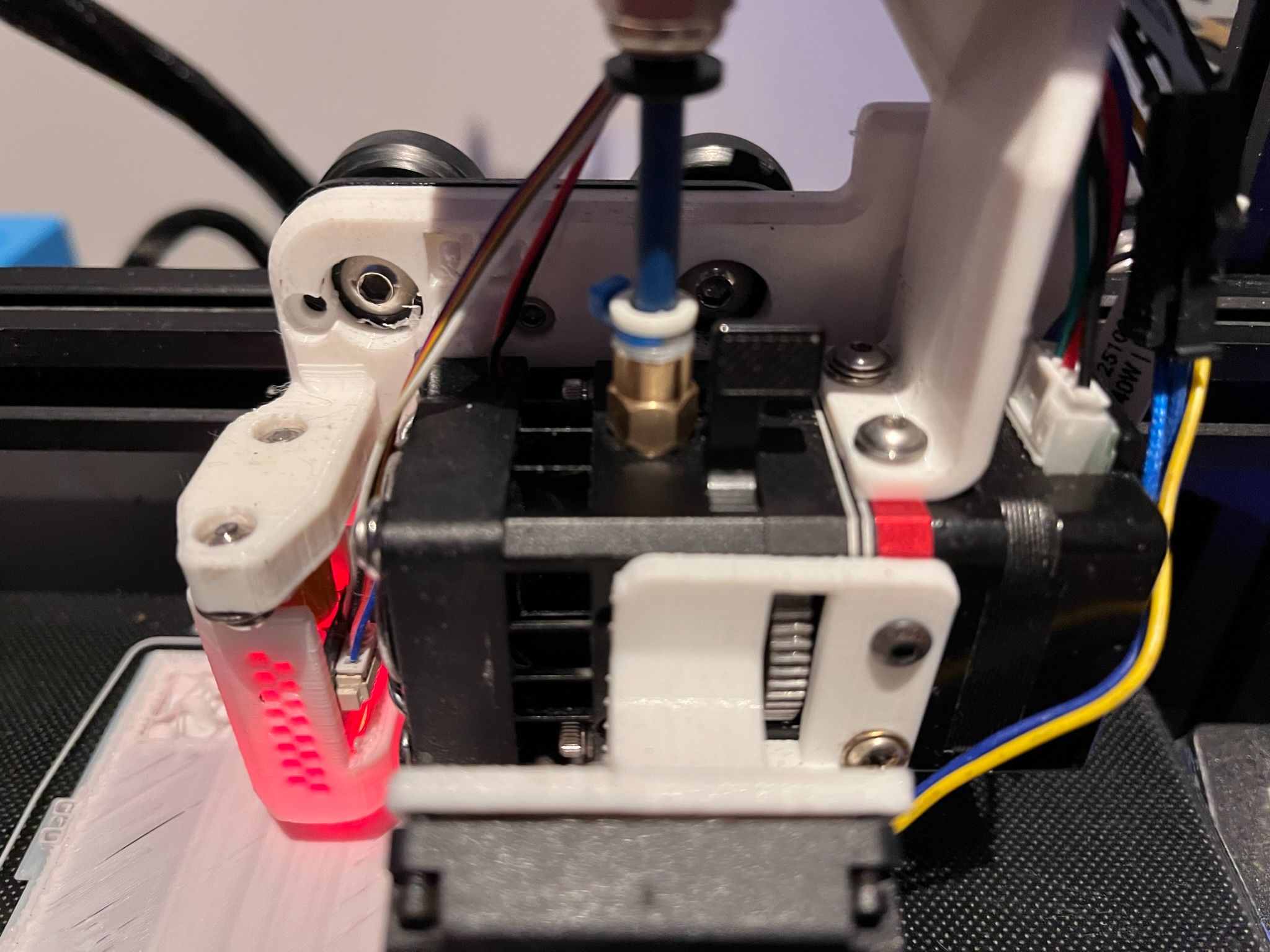
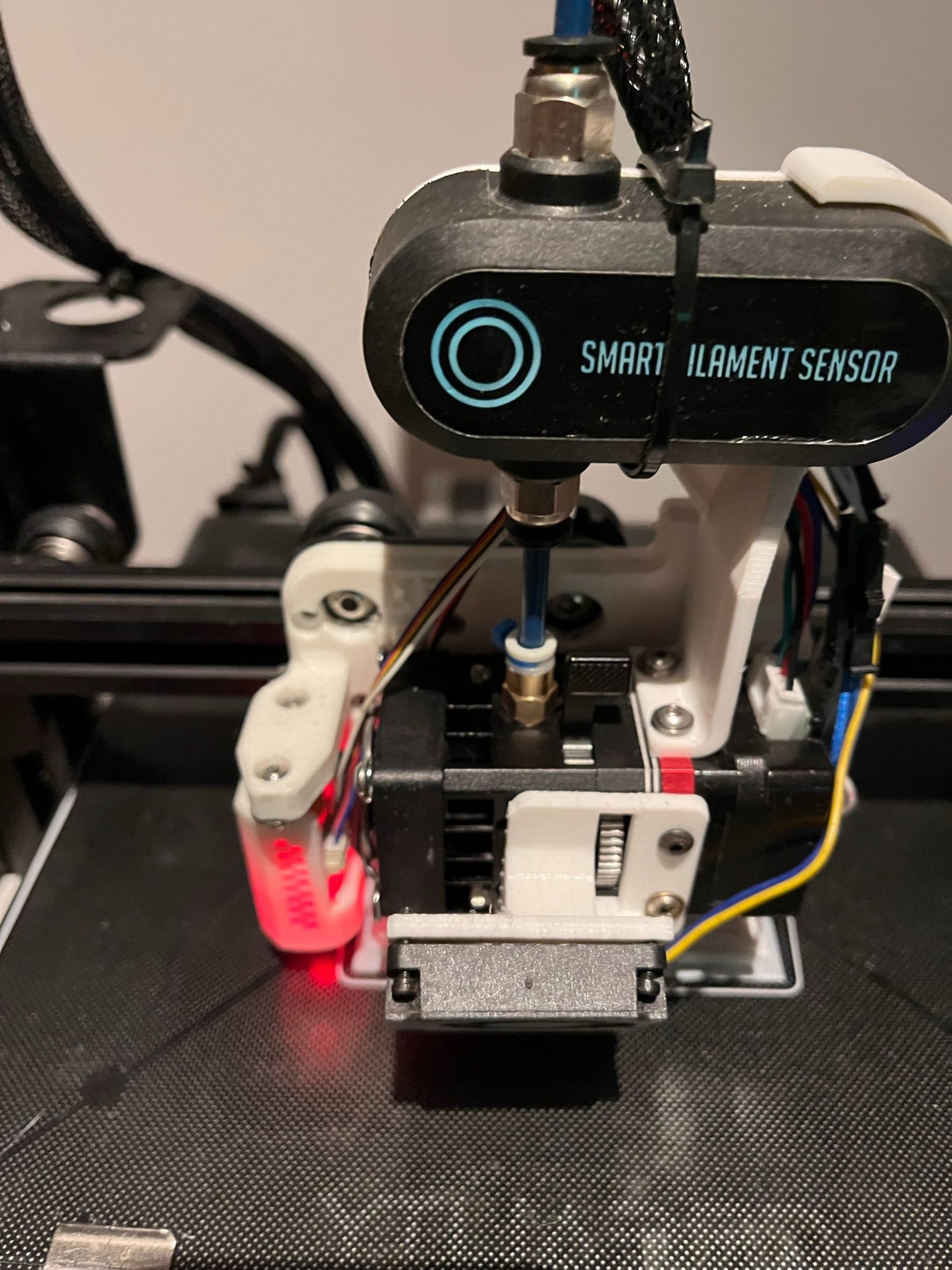
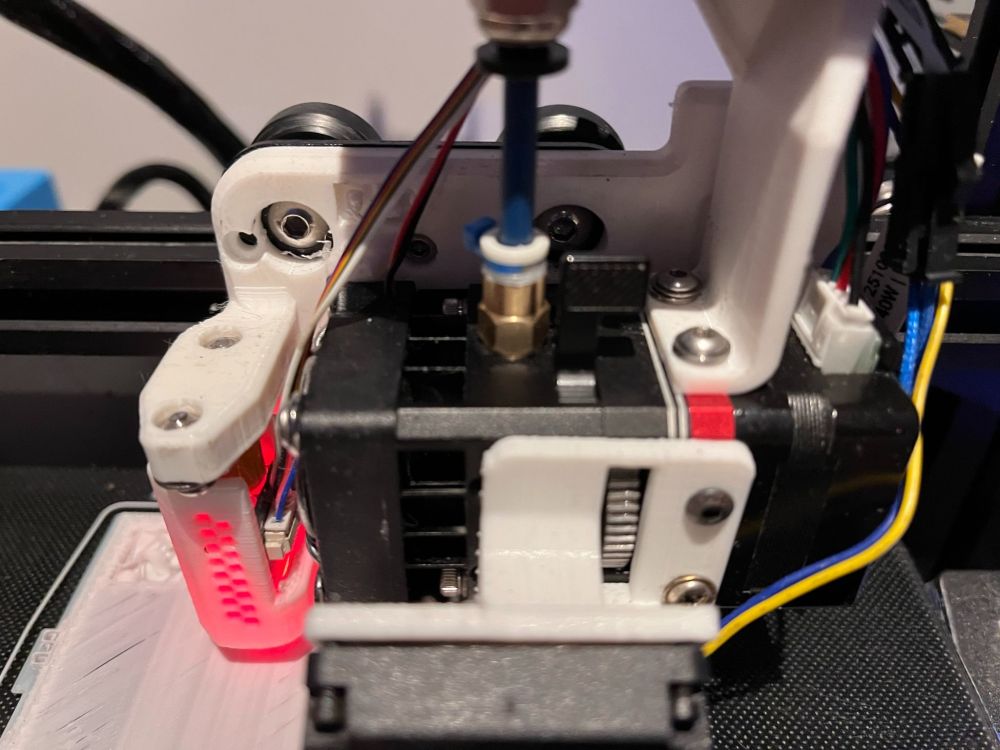
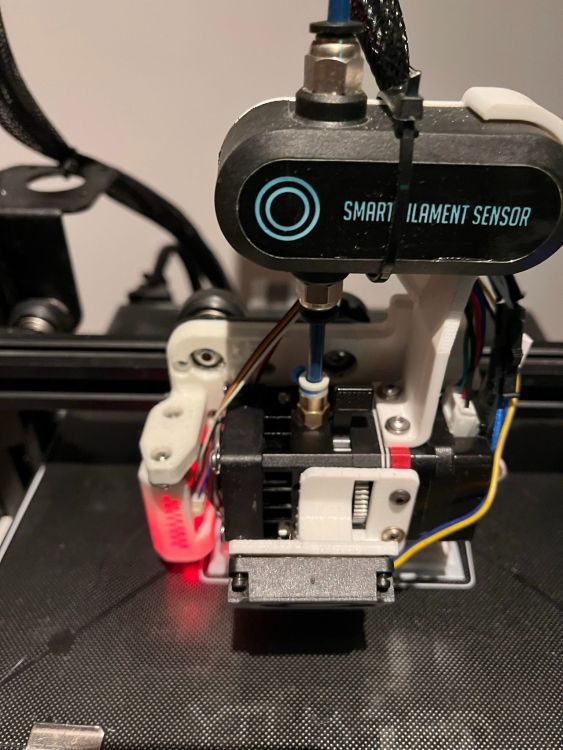
@Serge62 C'est un extrudeur Bigtreetech fais en collaboration avec ED3, direct drive bien sûr avec système de remplacement des buses à la main, sans aucune clef. Niveau qualité, il est super top, tout en alu, vis de pression, c'est un beau bébé super bien penser, j'avais le H2, j'ai remplacé par le H2 revo 2S En image sur ma Ender 3, ça donne ça: Je ne peux pas montré le système de buse, vu que j'imprime, niveau qualité d'impression c'est du E3D, du bon, mélangé à Bigtreetech c'est le top, il est relativement léger, et accepte des vitesses asser grande sous klipper sans dégradation. En vidéo ça donne ça : Niveau qualité d'impression, ça donne ça, imprimé à 100mm/s de moyenne.
 1 point
1 point -
Bonsoir à tous, je vous fais suivre le retour de BambuLab suite au ticket... "Bonjour, merci d'avoir contacté le service client de Bambu Lab. Je suis désolé d'apprendre qu'il y a des problèmes concernant votre imprimante, mais rassurez-vous : je ferai de mon mieux pour vous aider !Merci d'avoir ajouté les photos.Pourriez-vous s'il vous plaît suivre cette procédure : https://wiki.bambulab.com/en/x1/manual/manual-bed-leveling en incluant le gcode et tester à nouveau ? Si cela ne résout pas le problème, veuillez télécharger un nouveau journal sur ce ticket afin que nous puissions vérifier les données :https://wiki.bambulab.com/en/x1/troubleshooting/update-log-to-a-ticketAssurez-vous d'abord d'effectuer la procédure de tramage (y compris le gcode).Cela ajoutera des données au journal, dont nous avons besoin pour pouvoir résoudre le problème.Merci d'avance.Cordialement." je n'ai pas encore fait la manip' mais je posterai le résultat une fois fait... A bon entendeur, gardez la foi BamBu makers1 point
-
1 point
-
Même en chauffant, le heatbreak est monté en usine avec un genre de frein filet mais pas la variante bleue plutôt la rouge . Je le relate dans mon sujet cité plus haut. @Sympaman, c'est dommage d'avoir repris le bloc d'origine dont le heatbreak contient un mini morceau de PTFE (colmatage assuré au bout d'un certain temps). Le bloc avec heatbreak «full metal» (titane ou bi-metal (cuivre+titane)), certes un peu plus cher est fortement conseillé.1 point
-
Evoque un modérateur ou fait un rapport cliques sur les 3pointsen haut à droite de ton post. Pour l'"évocation" @et le nom du modo. comme cela @PPAC par exemple Ils sont en rouge dans la liste "de qui est en ligne" en bas de la page "toute l'activité".1 point
-
Voici les résultats ! https://www.facebook.com/e3donline/posts/pfbid0ksNPSF2zNUJdMguEnKonZFXirC6EDCfPD9FJxH4dbwobP8FuWhugAZ2GXwJezWyRl Félicitation aux gagnants.1 point
-
Commence par décommenter et tester, puis en effet isole le bloc pour pas que ça souffle dessus (erreur de montage ou conception ?), et ensuite cela peut être une défaillance de la cartouche de chauffe, de la thermistance. Tu peux aussi essayer de baisser un peu le ventilateur de hotend. fan_speed de mémoire (diminuer en-dessous de 1).1 point
-
Donc le première épisode (sur 24) de la saison 12 > l'imprimante c'est assemblé toutes seule dans le conteneur et a commencé a imprimer un objet qui semble extra terrestre ... Mulder et Scully ( ou leurs remplacent, les agents Einstein et Miller ou ... ) sont sur le coup. ( Et twist dans l'histoire, c'est l'imprimante de @divers qui a fait cela ) (pour la musique du générique de X-Files ... )1 point
-
Je préfère X-FILES - Aux frontières du réel de la 3D1 point
-
@Serge62 regarde ici: https://klipper.discourse.group/t/heater-extruder-not-heating-at-expected-rate-another-one/9661 point
-
Salutation ! Oui les débuts en impression résine sont pas forcement simples. ( Penser a remettre le couvercle de l'imprimante quand on détache l'impression du plateau pour éviter dans le cas d'un petit morceau qui vole de le retrouver dans le bac de résine et de devoir le filtrer, utiliser un plateau que l'on passe sous le plateau avant de le détacher pour ne pas mettre de goûtes de résine partout, avoir un bon stock de sopalin déjà découpé prés a l'usage, les bac de rinçage déjà ouvert, ... ) C'est selon les résines et du résultat du nettoyage. Pour de la Phrozen 8k, d'après les doc c'est pas plus de 30s dans un nettoyeur a ultra son ... pour certaine Siraya Tech 4 a 5 minutes en trempage dans l'IPA ... il faut regarder les doc ou guide fabricant quand il y en a ... ( exemple https://siraya.tech/pages/support ) et considérer que plus tu laisse tremper l'impression dans l'IPA, plus l'IPA a le temps de ramollir la résine durcie donc d'éventuellement changer les rendus de surfaces, les truc très fins. Si mon impression sort complète, que je ne voie pas de fuite et que si je passe une spatule en silicone je fond du VAT semble bien lisse, alors personnellement je laisse dans le VAT sans filtrer (éventuellement plusieurs semaines, mais bien avec le capots voir avec un truc en plus pour protéger des UV). Mais comme beaucoup de résine sédimente ou formes des phases si on les laisse plus de 12h, alors il faut prévoir une spatule en silicone (pour ne pas trop rayer le FEP) et bien mélanger la résine avant de lancer une autre impression. Oui quand l'IPAse trouve saturé de résine et donc que cela ne nettoie plus top top ... et la c'est encore tout une histoire ... car pour recycler de l'IPA c'est pas forcement rapide (exposer au UV, laisser sédimenter, filtrer se qui donne un IPA plus propre mais qui reste souillé de résine et donc collant et qui nettoyer moins bien) ni sans risques ( si on le distille )1 point
-
Salut, @Jeff78s tu as un fan ^^ Les deux pièces en question s'impriment je pense sans support, en PLA avec une bonne ventilation de buse (le seul doute dépends de l'angle au niveau du menton). Ensuite elle ne sont pas parfaites (la perfection n'existant pas), notamment à cause des défauts liés à la FDM (visibilité des couches) et peut-être quelques paramètres à améliorer (), mais elles sont propres c'est sûr. Pour l'angle de porte-à-faux à ne pas dépasser, il y a des tests (pièces à imprimer sur Thingiverses ou autres site) qui permettent de le déterminer l'angle maxi des porte-à-faux sans support, encore une fois cela dépend de la ventilation entre autre. En général je te dirais entre 60° et 80 ° selon les imprimantes/ventilation et pour du PLA. Il existent des supports de type "arborescents" (notamment dans Cura, mais aussi sous PrusaSlicer et SuperSlicer) qui permettent d'aller quasiment partout sur une impression 3D. Les dimensions d'une impression 3D en FDM sont en effet à prendre en compte, trop petite (de l'ordre de quelques mm au centimètre), il sera lus judicieux d'utiliser une imprimante résine, avec une meilleure résolution.1 point
-
Je vais essayer la colle à chauf, après tout, c'est ce qu'ils mettent sur les connecteurs des moteurs lors de la fabrication de l'imprimante, c'est censé tenir. Lol.1 point
-
c'est mieux sur le ghosting, pour les couches pas très belles j'ai un filament qui quoi que je fasse me fait sa alors que avec n'importe quelle autre pas de soucis donc attention c'est pas toujours un soucis de machine mais parfois de filament merdique.1 point
-
C'est vrai, à l'époque on faisait les circuits imprimés avec des gommettes et du ruban adhésif et quand je suis venu dans mon entreprise avec un calque de circuit imprimé réalisé chez moi avec une des premières imprimantes laser domestiques, mon patron était un peu impressionné. Je pense que ton père doit avoir mon âge ou presque.1 point
-
je suis contient qu'à part @Yellow T-pot et moi, cette attente ne passionne personne, mais comme il y a très peu d'échange actuellement sur ce forum cela fait une toute petite animation.1 point
-
A l'origine je pensais passer en 25x25 mais la complexité des modifications m'a arrêté. Au final, l'ensemble est bien plus rigide que je ne le pensais alors que les parois ne sont pas encore assemblées. Il n'est là que pour la foto mais c'est sur ce n'est pas une bestiole pour gringalet lol Méthylène évoquait précédemment l'éventuelle inutilité du second fond : il aura aussi l'utilité de renforcer la structure. Je pense aussi une fois fini, ajouter un kit de 4 poignées et 2 roues rétractables pour les départs en vacances.1 point
-
Un tit aperçu vite fait. J'ai placé quelques visses et un CD pour mieux se rendre compte des volumes.
 1 point
1 point -
Merci beaucoup, je viens de précommander une elegoo Neptune 3 Pro. Pas de livraison avant début mars normalement. Maintenant ne me reste plus qu'à commander du filament, et sûrement quelques outils nécessaires, et regarder les tutos sur les différents réglages et essayer de tout comprendre1 point
-
Bonjour, @pat30 Avez-vous réalisé plusieurs tests d'impressions avec des qualités de PET différents (Evian, cristaline, cocacola etc) ? Il est évident que chaque bouteille de PET donnent des résultats très différents. Soit nous avons de la sur-extrusion ou de la sous-extrusion.. En ce moment mon meilleur Print c'est la cristaline. en arrière plan (Moai bi couleur¨noir et jaune) le test du nouveau Slicer PRUSASLICER 2.6 beta un sujet coupé en deux parties et assemblé avec des tenons et imprression avec une TLD3 avec deux extrudeurs
 1 point
1 point -
Salutation ! Je n'ai pas d'imprimante delta donc je parle sans vraiment savoir. Contrairement aux imprimantes cartésien utilisant des tiges filetés ( donc une précision de hauteur de couche lié au pas de la tige fileté et aux pas et micro-pas moteur cf : https://blog.prusa3d.com/calculator_3416/#optimallayer ) il me semble q'il n'est pas vraiment possible de dire qu"il y a une hauteur de couche idéal ( sauf lié aux limites d'extrusion due au diamètre de la buse ) car selon la position sur une même couche les mouvement moteurs ne sont pas tout le temps les même pour les déplacements ... ( la magie de la trigonométrie quand il y a un truc que l'on déplace grâce a des mouvements de trois tiges/courroies/moteur ... )1 point
-
Bonjour, Voici un scoop sous réserve d'une discrétion commerciale je ne peux pas en dire plus... Dans quelques temps j'attends un nouveau prototype d'une TENLOG de type CORE structure fermée double tête d'impression IDEX . cette imprimante dois détenir une capacité intéressante en impression grande vitesse Voilà pour l'instant cette machine est en cours de tests en labo en version 32 bits connectique WIFI et réseau. Il suffit d'attendre mais pour l'instant je suis très satisfait de la nouvelle carte mère 32 bits WIFI. a+ Francis1 point
-
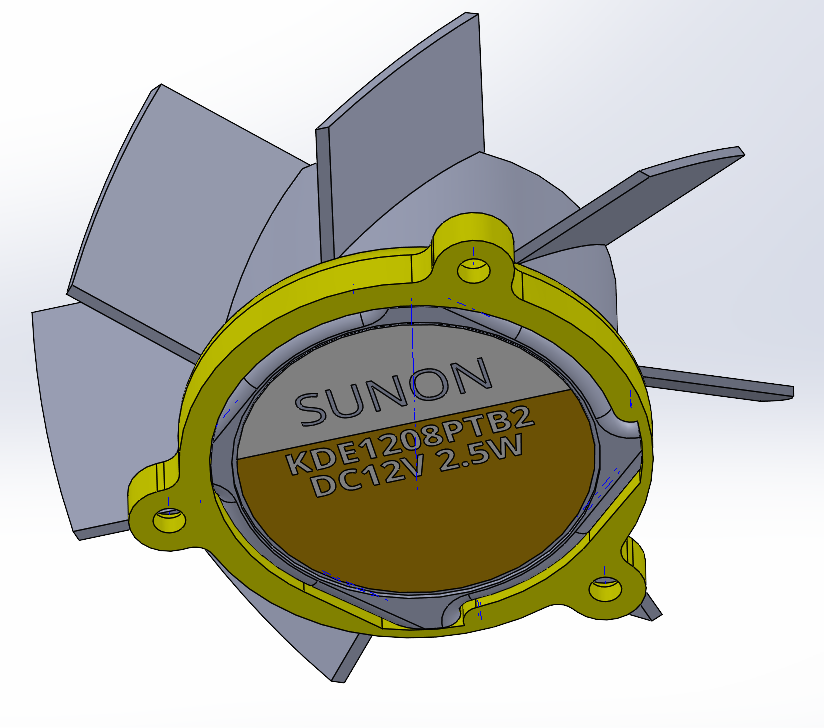
salut @Ninomalbinho, Voici la modélisation d'une pièce qui te permettrait de fixer un ventilateur Ø80 standard (exemple avec un ventilateur SUNON). En coupant les pattes de fixation, il devrait être possible d'insérer/coller la pièce après avoir démonté le rotor et les pales. Le design reste à affiner pour éviter que le ventilateur ne soit trop bruyant, mais sur un malentendu , ça pourrait peut-être fonctionner. ci-joint le STL: Adaptateur.STL
 1 point
1 point -
Bonjour, je crois que le palpage en un point du profil de NeoprodFX c'est normal. Apres je m'avance peut être. En tout ca je l'utilise depuis un moment et mes impression sont nickel.1 point
-
Bonjour @Ninomalbinho, J'ai regardé rapidement dans mon stock de pièce, j'ai 2 ventirad approchant qui proviennent d'une vielle carte graphique Geforce 8800GT, la seule différence , c'est l'épaisseur. Le ventilo fait 14mm de hauteur. Si besoin contactes moi par MP.1 point
-
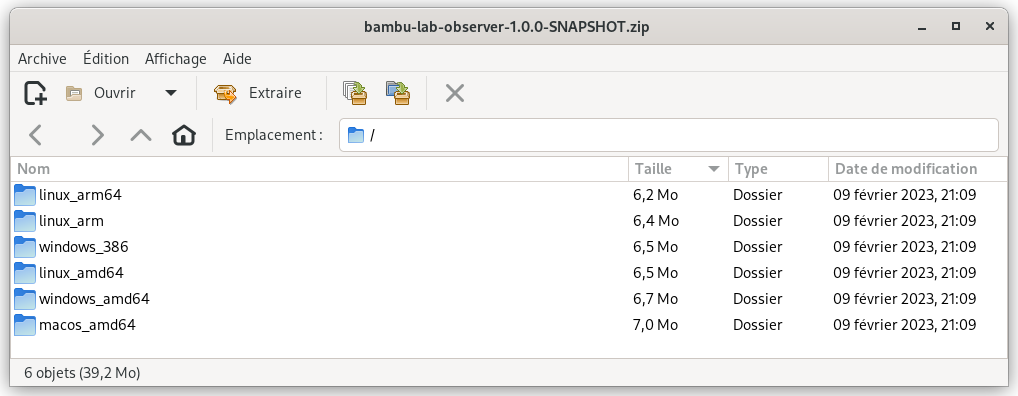
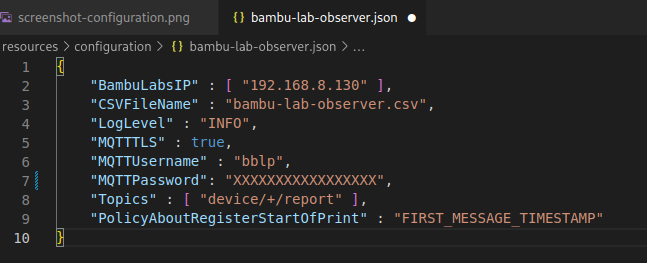
Hello, J'ai commencé un petit programme qui lit les events MQTT des Bambu (et n'en fait pas grand chose pour le moment, mais çà pourrait servir à en faire plus demain). - Si quelqu'un peut tester de son côté, çà m'intéresserait de savoir si çà fonctionne pour vous - Si vous voyez des messages inconnus par le programme, faites moi signe (je ne crois plus en avoir, mais certaines fonctions spéciales peuvent envoyer des events MQTT que je n'ai encore jamais rencontrés et qu'il pourrait être intéressant de décoder / prendre en compte pour en extraire des informations en plus). - Si vous avez des idées de features à implémenter, faites moi signe ! (notifications, rapports, etc.) Pour le moment çà se contente de recevoir les events, détecter les impressions, et produire un fichier EXCEL (.CSV) contenant tous les builds et le temps passé, soit : Ce qui permet de tracer ce qu'on a imprimé, combien de temps çà a pris, etc. Je vais encore voir si je peux ajouter le volume de filaments utilisé (pas sûr que l'info soit publiée) et la liste des couleurs (çà je devrais probablement pouvoir), par exemple. Les binaires de tests sont là : https://github.com/SR-G/bambu-lab-observer/releases/download/1.0.0-SNAPSHOT/bambu-lab-observer-1.0.0-SNAPSHOT.zip C'est multi-plateforme mais je ne peux tester facilement que sous LINUX / AMD64 pour ma part. La doc est assez simple, il suffit de configurer le fichier JSON ci-dessous (présent dans le ZIP, dans chaque répertoire), notamment "BambuLabsIP" (çà marche normalement en multi-imprimantes) et le pass pour le LAN (obligatoire depuis la dernière MAJ du firmware vu que mécanismes sécurisés en TLS activés maintenant). Les autres champs peuvent être laissés tels quels ou même être retirés. Un bout d'explications plus détaillées est pour le moment là : https://github.com/SR-G/bambu-lab-observer Exemple de logs à l'exécution : 2023-02-06 20:10:28 INFO configuration.go:43 Will use configuration file provided through --config parameter, path is [../resources/configuration/bambu-lab-observer.json] 2023-02-06 20:10:28 INFO configuration.go:65 Configuration file found under [../resources/configuration/bambu-lab-observer.json], now reading content 2023-02-06 20:10:28 INFO bambu-lab-observer.go:100 Application [bambu-lab-observer], version [1.0.0-SNAPSHOT], built on [2023-02-06T13:55:44Z] 2023-02-06 20:10:28 INFO bambu-lab-observer.go:101 Configured policy about detecting beginning of prints [FIRST_MESSAGE_TIMESTAMP] 2023-02-06 20:10:28 INFO bambu-lab-observer.go:69 Starting events processor 2023-02-06 20:10:28 INFO bambu-lab-observer.go:75 Starting MQTT receiver 2023-02-06 20:10:28 INFO events_processor.go:205 Starting events processor 2023-02-06 20:10:28 INFO events_processor.go:209 Dump of all events avativated - to be dumped inside folder [../resources/events/campaigns/2023-02-06/] 2023-02-06 20:10:28 INFO mqtt_connector.go:61 Starting MQTTConnector on broker [tcp://192.168.8.130:1883], with clientId [bambu-lab-observer-192.168.8.130-XSxupcexAanpTPOJ] 2023-02-06 20:10:28 INFO mqtt_connector.go:78 Trying to connect on [tcp://192.168.8.130:1883], retry interval [0] sec 2023-02-06 20:10:28 INFO mqtt_connector.go:96 MQTTConnector connected to the broker [tcp://192.168.8.130:1883] 2023-02-06 20:10:28 INFO mqtt_connector.go:104 About to (re-)subscribe to all configured subscription topics 2023-02-06 20:10:28 INFO mqtt_connector.go:108 Now subscribing to topic [device/+/report] 2023-02-06 20:10:28 WARNING events_processor.go:66 Discarded content #1 (IDLE) (and next events) : {Command:push_status GCodeStartTime:0 GCodeState:IDLE MCPercent:0 MCRemainingTime:0 MCPrintStage:1 PrintName: PrintErrorCode:0 SequenceID:2021} 2023-02-06 20:10:52 WARNING events_processor.go:69 Discarded content #2 (PREPARE) : {Command:push_status GCodeStartTime:0 GCodeState:PREPARE MCPercent:0 MCRemainingTime:0 MCPrintStage:1 PrintName:sharpening-angle-gauge_plate_1 PrintErrorCode:0 SequenceID:2021} 2023-02-06 20:10:53 INFO events_processor.go:233 Status [START DETECTED] (0%), model [sharpening-angle-gauge_plate_1] from printer [00M00A261900054] (print duration : 0 seconds) 2023-02-06 20:11:57 INFO events_processor.go:241 Status [PRINT IN PROGRESS] (1%), model [sharpening-angle-gauge_plate_1] from printer [00M00A261900054] (print duration : 1 minute 4 seconds) (remaining : 30 minutes) 2023-02-06 20:13:36 INFO events_processor.go:241 Status [PRINT IN PROGRESS] (16%), model [sharpening-angle-gauge_plate_1] from printer [00M00A261900054] (print duration : 2 minutes 43 seconds) (remaining : 25 minutes) 2023-02-06 20:14:16 INFO events_processor.go:241 Status [PRINT IN PROGRESS] (17%), model [sharpening-angle-gauge_plate_1] from printer [00M00A261900054] (print duration : 3 minutes 23 seconds) (remaining : 25 minutes) 2023-02-06 20:18:13 INFO events_processor.go:241 Status [PRINT IN PROGRESS] (18%), model [sharpening-angle-gauge_plate_1] from printer [00M00A261900054] (print duration : 7 minutes 20 seconds) (remaining : 25 minutes) (...) 2023-02-06 21:57:54 INFO events_processor.go:241 Status [PRINT IN PROGRESS] (98%), model [sharpening-angle-gauge_plate_2] from printer [00M00A261900054] (print duration : 48 minutes 32 seconds) (remaining : 0 seconds) 2023-02-06 21:58:23 INFO events_processor.go:241 Status [PRINT IN PROGRESS] (99%), model [sharpening-angle-gauge_plate_2] from printer [00M00A261900054] (print duration : 49 minutes 1 second) (remaining : 0 seconds) 2023-02-06 21:59:14 INFO events_processor.go:235 Status [END DETECTED] (100%), model [sharpening-angle-gauge_plate_2] from printer [00M00A261900054] (print duration : 49 minutes 52 seconds) 2023-02-06 21:59:14 INFO events_processor.go:57 Removed entry for source IP [192.168.8.130], number of remaining entries [0] ``` C'est un premier jet rapide (en GOLANG) mais çà fonctionne bien chez moi. Ca fait suite à ce topic qui donnait quelques exemples de messages :

 1 point
1 point -
Salut à tous ! Je suis dans le monde de l'impression 3D depuis quelques années déjà, j'étais tombé dedans pour le modélisme et finalement, ça perdure après mon arrêt de cette discipline Après avoir eu une série de soucis avec mon i3 Mega, j'ai décidé d'investir et de m'offrir une bonne imprimante CoreXY ! J'avais commencé il y a 2 ans à sourcer les pièces d'une Hypercube Evolution mais le temps m'a manqué. Quand j'ai vu la Voron, j'ai trouvé le principe génial et la qualité de l'ensemble ainsi que de la communauté ont fini de me convaincre ! A l'époque, j'écrivais des guides et des tutos sur mon site mais maintenant, plus personne ne lit les sites, tout le monde veut voir des vidéos donc je me suis pris au jeu et je vous partage la construction de mon imprimante 3D. C'est totalement sans filtres : je ferai des bourdes, je dirai des bêtises, et quand ça arrivera, je ferai des correctifs ! Du coup si ça vous intéresse, ça se passe sur ma page Youtube : https://www.youtube.com/c/TomsBasement Je publierai aussi d'autres vidéos au sujet de l'impression 3D, je ne vais pas rester bloqué sur la Voron si ça peut vous rassurer Et les vidéos jusque maintenant : https://youtu.be/wCyyn3hsWjE https://youtu.be/TCMxw5fH0VA https://youtu.be/MgJRYpRfd3Y A très bientôt pour la suite !1 point