Classement




Contenu populaire
Contenu avec la plus haute réputation dans 18/04/2023 Dans tous les contenus
-
Alors voici un...puits. C'est peu de choses mais c'est ma toute première belle création! Tenez: Et le lien:https://www.tinkercad.com/things/8dwAXshdt6I-puits Si vous avez besoins d'eau...4 points
-
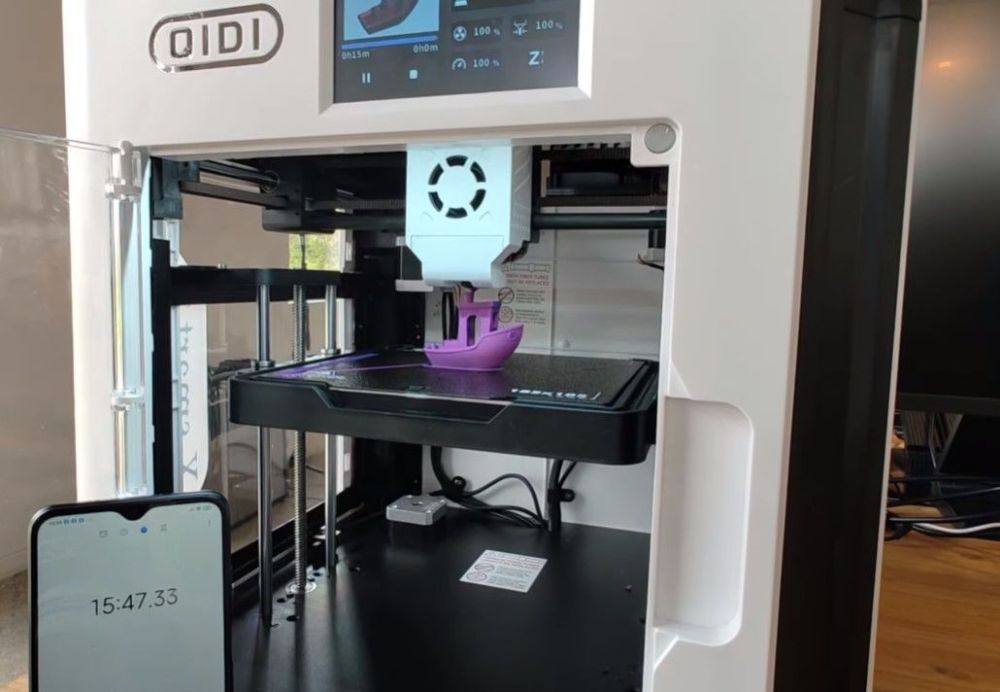
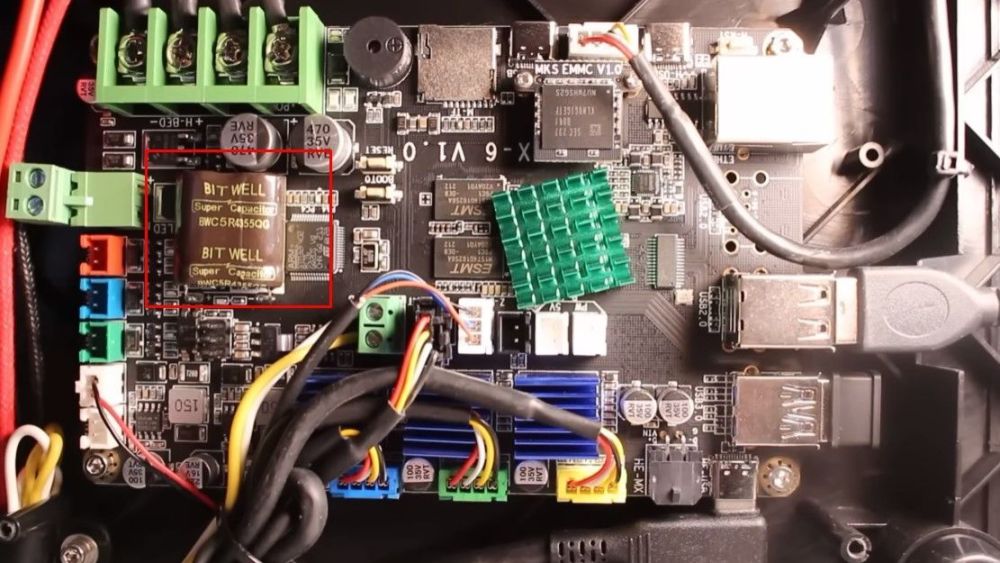
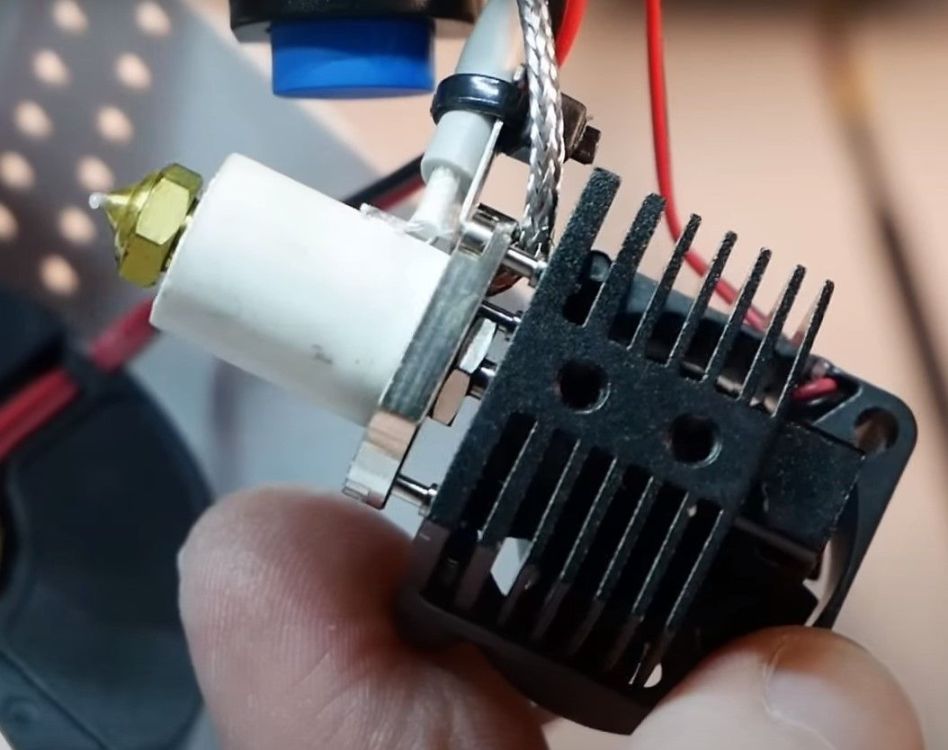
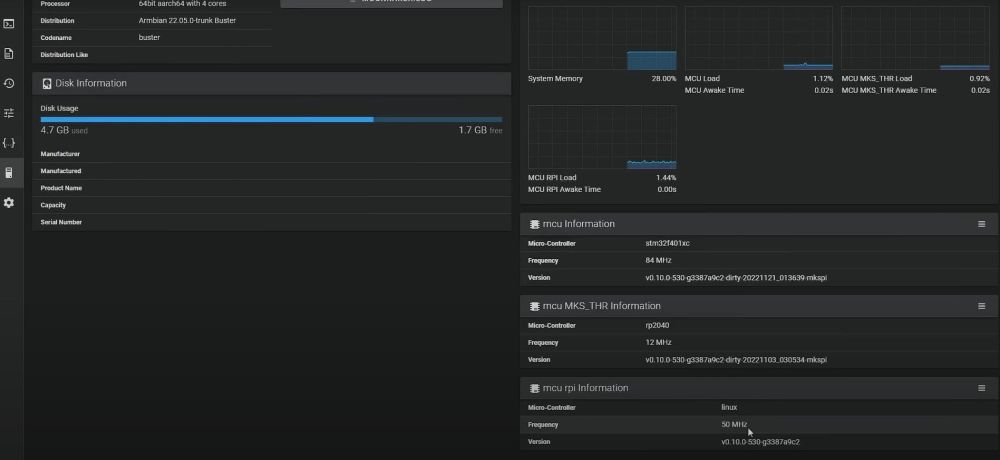
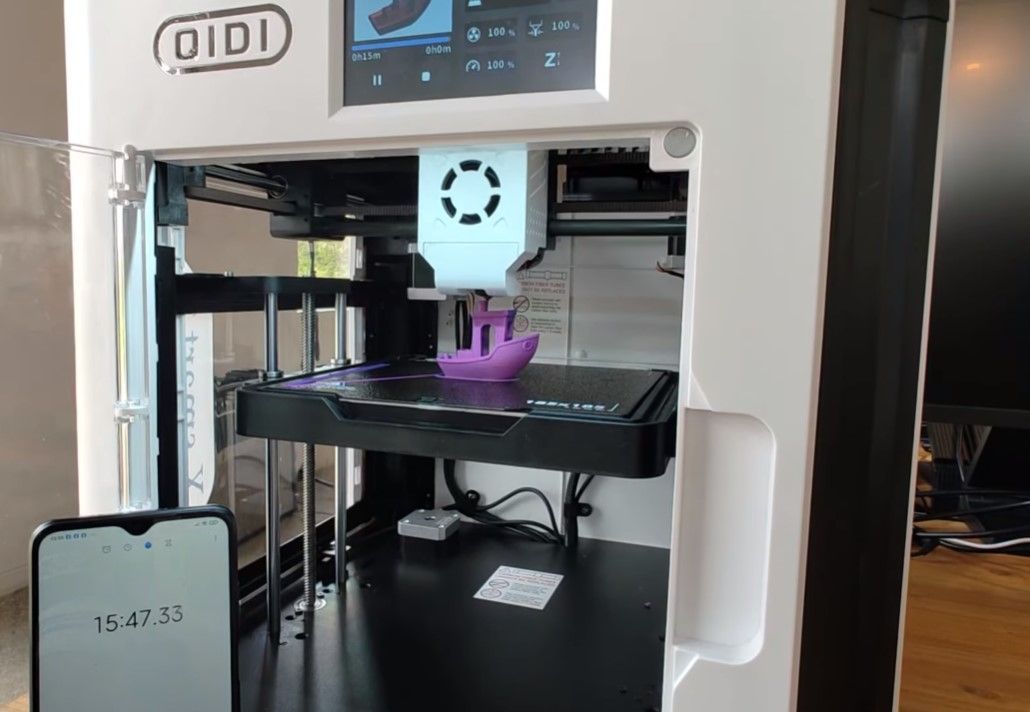
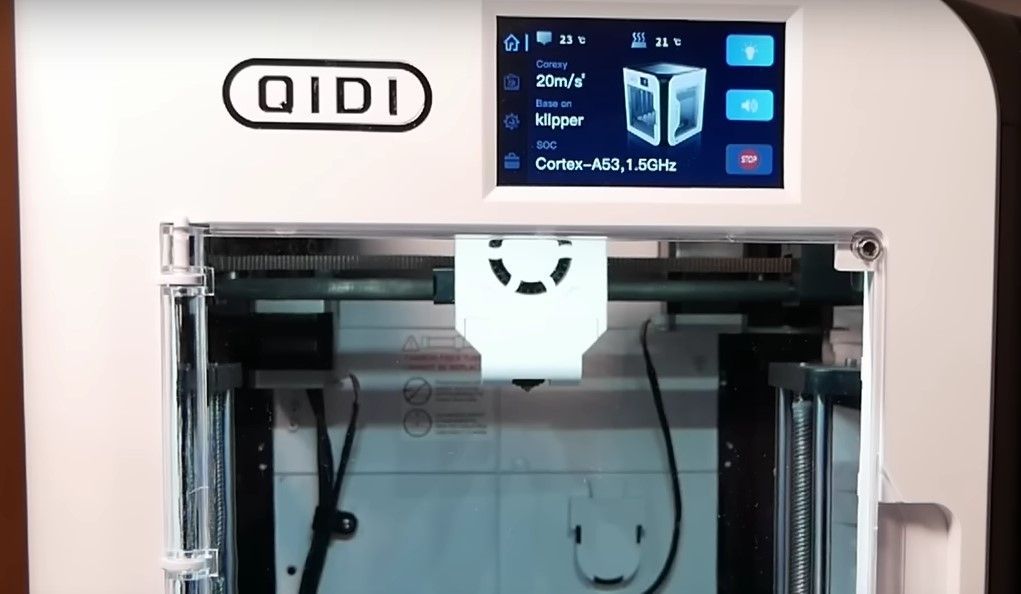
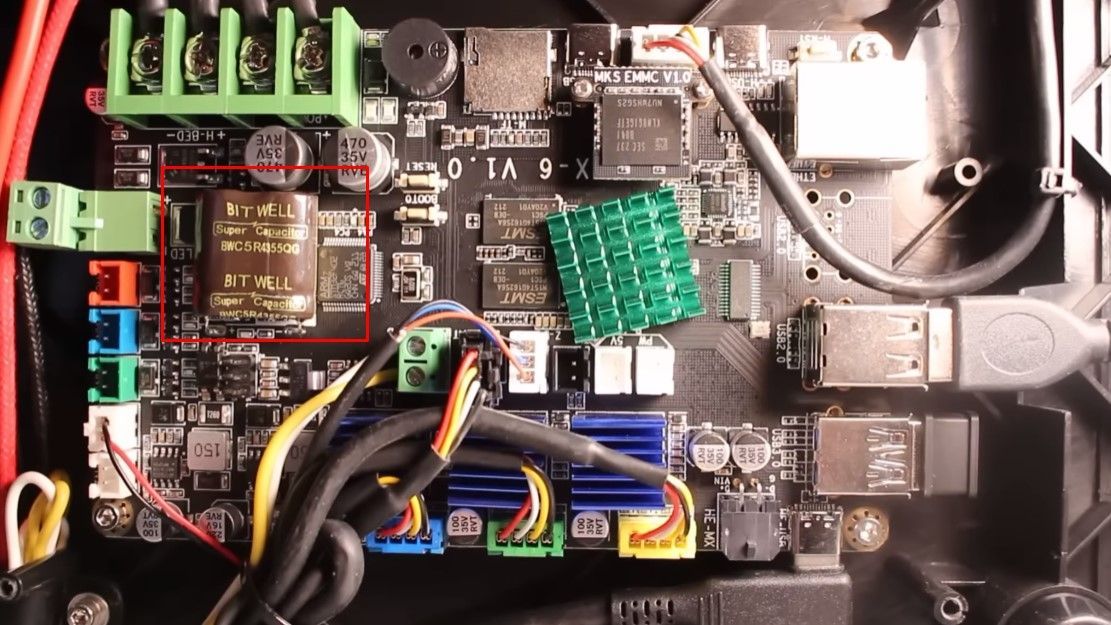
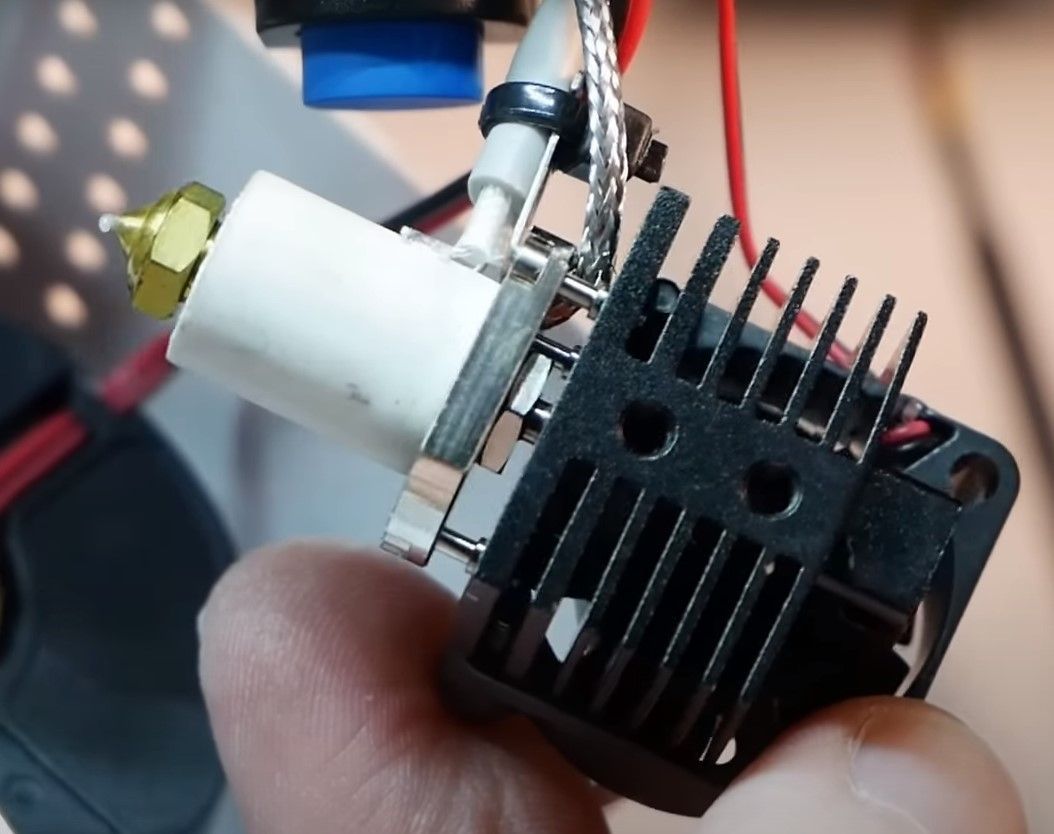
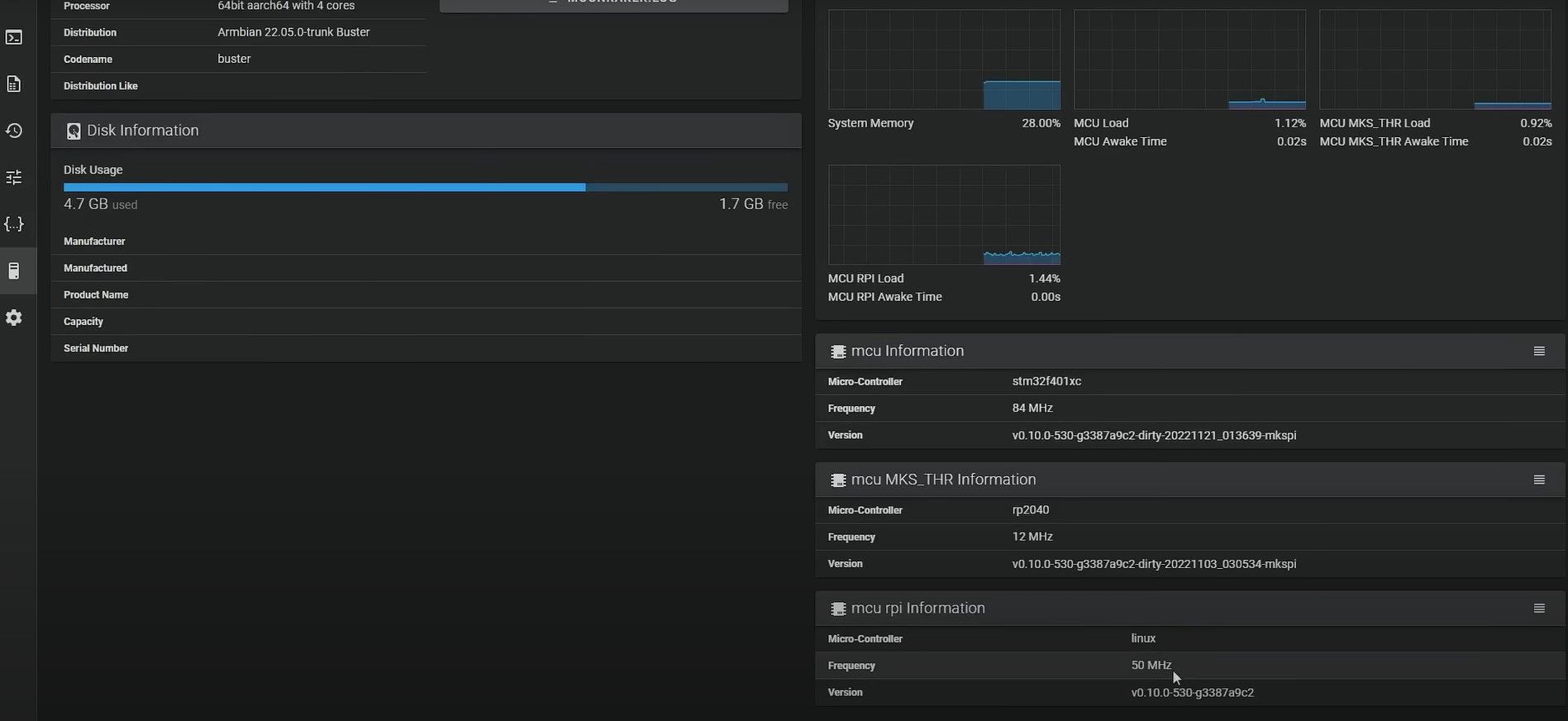
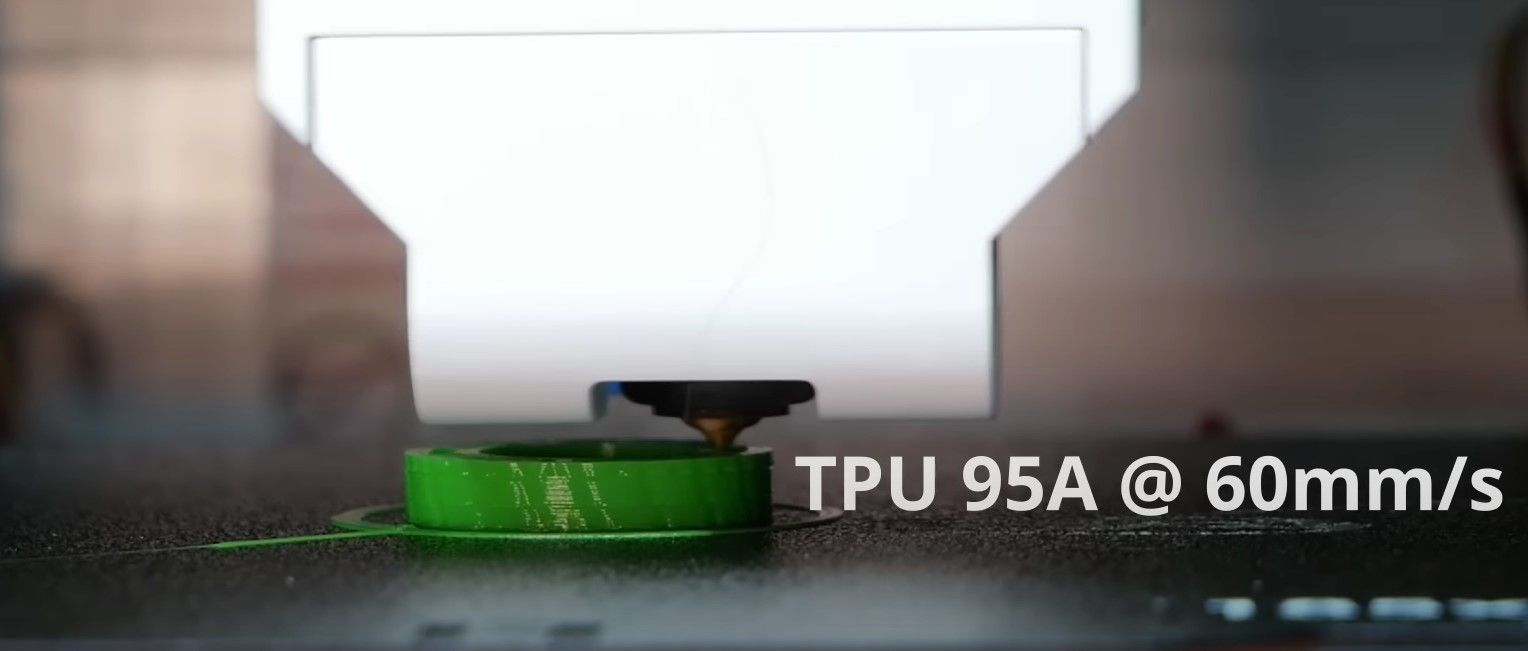
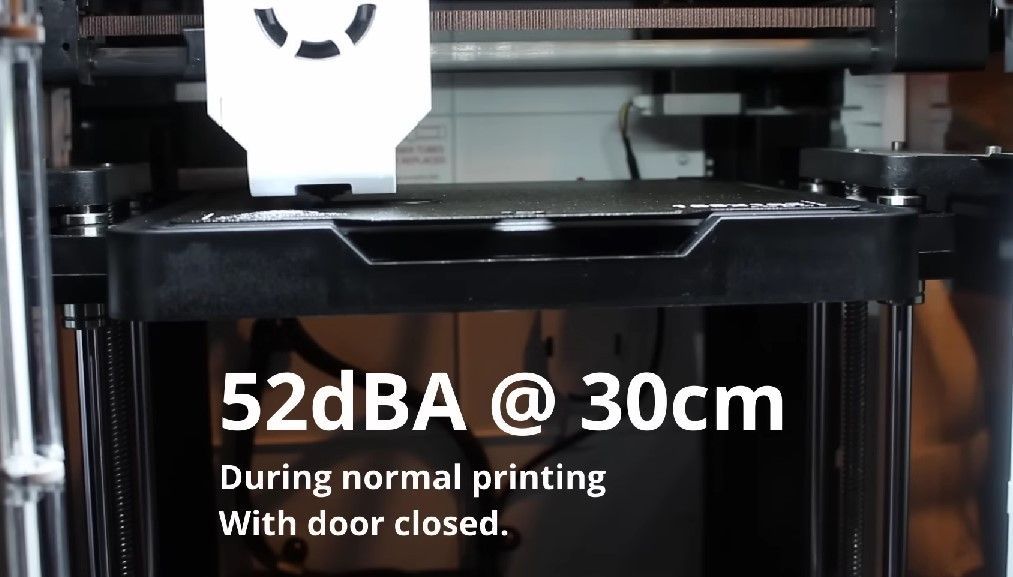
Après la Creality K1, voila QIDI tech qui se lance avec pas moins de 3 imprimantes hautes vitesses. Mais celle qui a retenue mon attention est la plus petit des 3, avec un prix a moins de 500€, ça commence à titiller le grand public. Surtout, que même a ce prix elle n'a pas peur de la P1P... Déballage... Test fait par un Anglais ... Quelques photos.. Klipper + un slicer dérivé de Cura, mais n'importe quel slicer peut-être utilisé. Le plateau ne fait 185x185 mais il est pourtant soutenu par deux moteurs et 4 tiges de 10mm pour le guidages, ça inspire confiance sur la rigidité. Autre point intéressant. La carte mère est équipée d'un super condensateur. Il a pour but de garder suffisamment longtemps l'imprimante sous tension pour sauvegarder les paramètres. C'est une MKS EMMC. Comme le dit le youtubeur cela semble une dérivée de la MKS Skipr. Elle est apparemment equipé de 3 processeurs. Je trouve que le hotend à l'air aussi de qualité..



 2 points
2 points -
Bonjour, voilà j'ai créé une page Github pour que tout soit accessible sur la durée : https://github.com/kahem-km/Marlin-2.1.2-Artillery-Genius-Pro-TouchMI Bonne journée2 points
-
Salutation! Tu devrais trouver des infos sur des résines Haute transparence dans2 points
-
Merci à tous pour vos réponses, n'hésitez pas à me signaler une "coquille" ou autres erreurs pour améliorer au mieux ce manuel que j'ai traduit du Sonic Pad de Creality et c'est bien entendu pour le personnes qui lisent encore les manuels , même aux vue de la grande communauté qui gravite autour de cette petite "boite à Klipper" . Je vous joint donc le PDF de la traduction fr de la V3.0 du manuel officiel. Bon Print à tous. Creality Sonic Pad traduction FR.pdf2 points
-
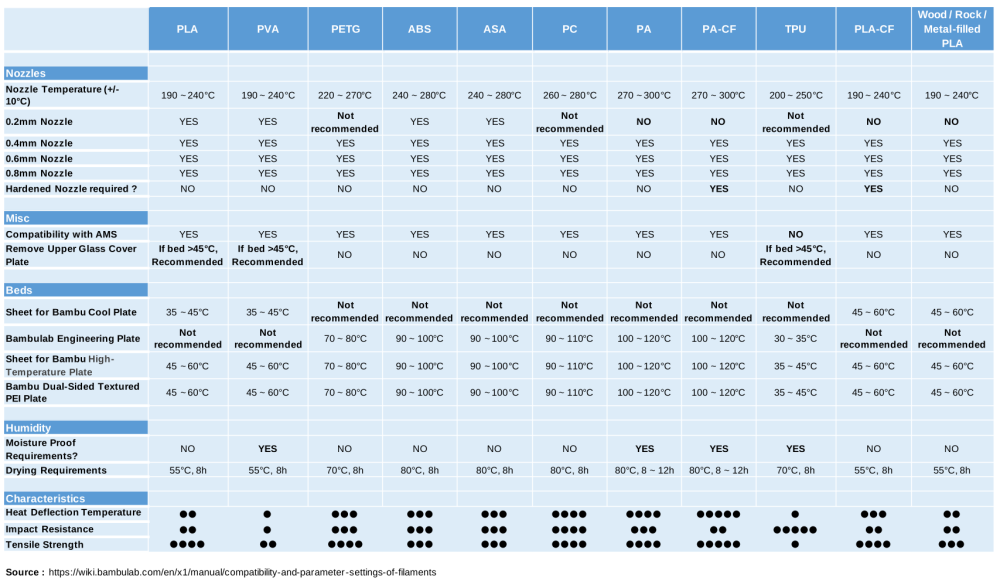
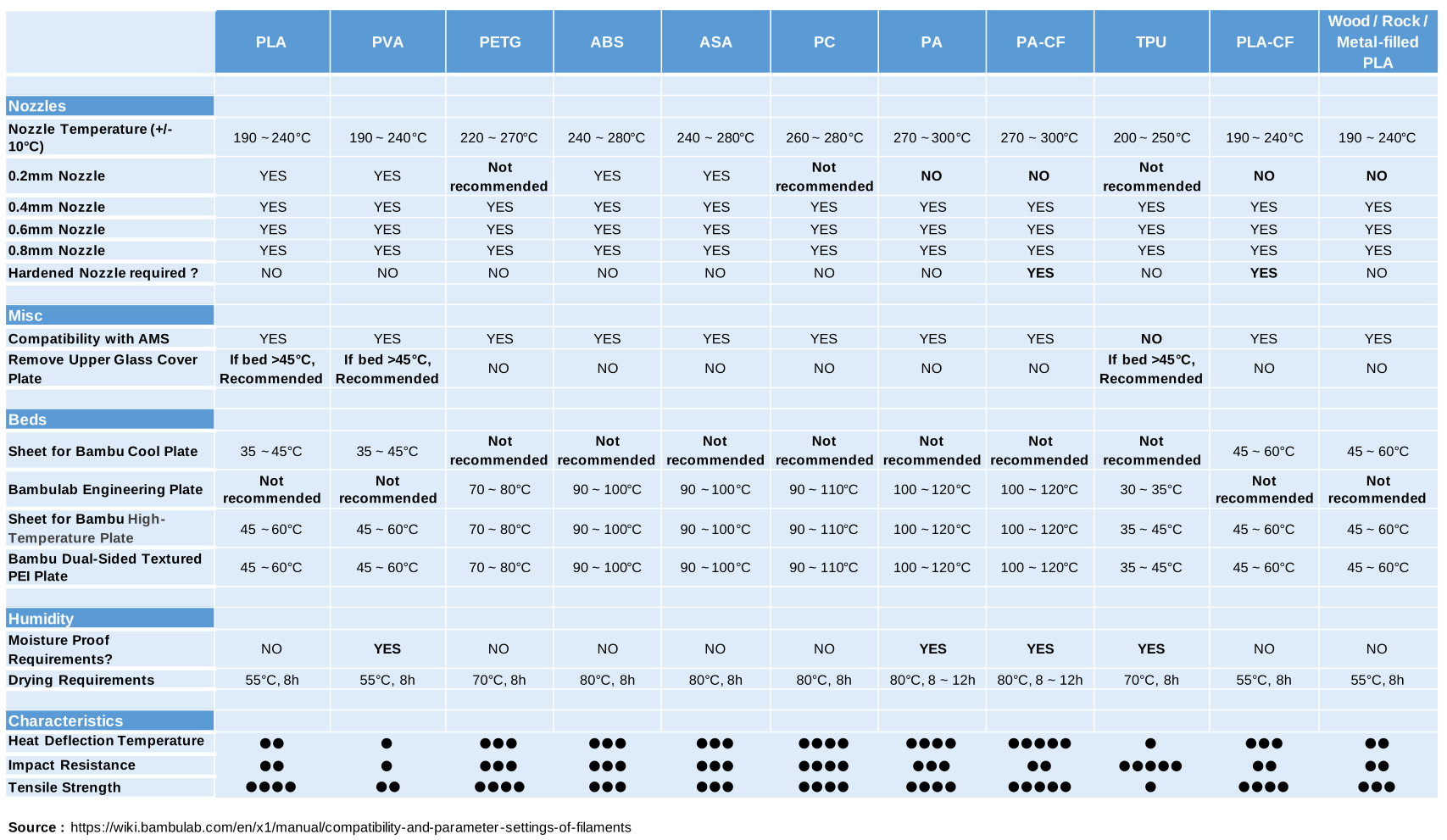
Compilation (work in progress) du contenu officiel tiré du WIKI (autrement dit, ici : https://wiki.bambulab.com/en/x1/manual/compatibility-and-parameter-settings-of-filaments), mais en une seule page facilement imprimable : PDF à imprimer : Bambu_Lab-SUMMARY.pdf (dans l'idée, à imprimer et à garder à côté de sa Bambu) Note / remarque : certaines informations ont déjà évoluer au fil du temps (sur les recommandations filament / plaques, par ex., pour le PETG, les "Cool Plate" ne sont plus recommandées alors qu'elles l'étaient au départ) - autrement dit, garder à l'esprit que ces informations peuvent devoir être revues (à la marge - perso je n'ai eu aucun problème sur les cool plate avec du PETG, mais çà dépend sans doute des marques) au fil du temps.
 1 point
1 point -
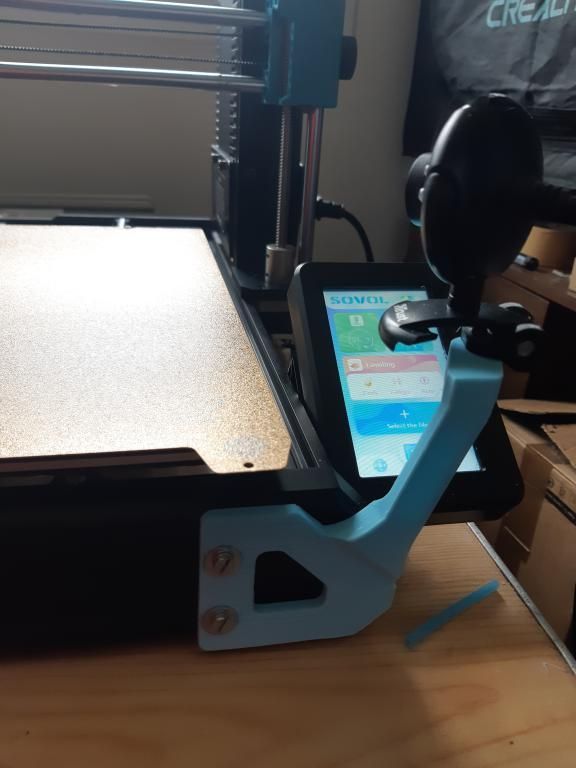
Bonjour, @jeff78s Voici quelques fichiers STL pour la SVO6 plus ils sont testés et montés sur mon imprimante. Ces quelques pièces simples répondent au besoin surtout pour éviter que la gaine tressée se coince dans le bâti de la machine. Support de caméra gauche ou droite (pas indispensable mais utile) deux vis M4 x 20mm pour la fixation maintien du câble de l'extrudeur, c'est une cale verticale qui bloc verticalement la nappe pour éviter qu'elle retombe sur le BED. a vous relire si vous avez d'autres idées ! Question : avez-vous l'intention d'installer des roulements linéaires en polymère ? Francis support_cam-R.STL support_cam_L.STL maintien_du_câble_de_l'extrudeur.stl cable_support_BED.STL


 1 point
1 point -
Ce petit manuel est bien conçu et donne des idées pour ceux qui veulent clipser des boites ou tenir des portes etc. HP MJF Handbook.pdf1 point
-
Bonjour fervent maquettiste,l'impression 3D m'a ouvert en grand les portes de l'imagination j'ai conçu et réalisé un quai steampunk-post apocalyptique pour un bateau volant impression réalisée avec mon "ancienne" Anycubic Photon et le final le lien vers l'album complet: https://flic.kr/s/aHBqjzCUj6 voici voilou!1 point
-
A moins de 250€, le graveur laser Elegoo Phecda cartonne sur Kickstarter avec son système intégré d'extraction et de filtration de l'air ! https://www.lesimprimantes3d.fr/kickstarter-elegoo-phecda-20230417/1 point
-
Hello, ci-joint l'adresse du Wiki Snapmaker: https://wiki.snapmaker.com/ la liste des répertoires: Le lien direct vers l'Artisan: https://wiki.snapmaker.com/en/snapmaker_artisan
 1 point
1 point -
Une photo des "béta testeurs" (ceux s'étant inscrits au programme, déjà discuté, de béta test des Bambu) ont reçu une nouvelle plaque "satin" pour PLA.1 point
-
Ce n'est pas du tout la même utilisation Ce dispositif est plutôt une aide à ceux qui ne savent pas «évaluer» comment doit gratter la buse avec la méthode «papier» du nivelage. Avec ce dispositif, il me semble plus facile de faire ce nivelage: une LED s'allume quand la buse déclenche l'interrupteur. Connaissant la hauteur comme l'a dit @pommeverte, ce n'est ensuite qu'une affaire de réglage de chaque coin avec sa molette (le gcode ne fait que déplacer la tête au-dessus de chaque coin pour que l'utilisateur procède au réglage classique).1 point
-
C'est le même écran que les Ender3 S1 (TFT non tactile à bouton rotatif soit un DWIN soit un DACAI soit une autre marque encore). Comme tout écran TFT, il fonctionne de pair avec le Marlin flashé sur la carte contrôleur MAIS pour que ce fonctionnement soit effectif, il faut également lui flasher le firmware idoine (nécessite d'ouvrir le boitier de l'écran pour accéder au connecteur μSD). Avant de passer à Klipper sur ma E3S1, mon RPi équipé d'Octoprint fonctionnait parfaitement ET l'écran TFT affichait les informations tout en permettant d'y effectuer des manipulations: Octoprint ne perturbait en rien le fonctionnement «normal» de l'imprimante et de son écran. D'autre part, j'ai déplacé le sujet hors de la section «tutoriels» car ce n'en est pas un1 point
-
Bonjour, @Alpes86 Disons que cela se vend...Je ne suis pas le plus gros vendeur sur Cults, loin de là, mais cela me permets d'acheter du filaments (j'ai en stock une bonne trentaine de couleurs différentes) d'acheter de la résine, voir de changer d'imprimante...1 point
-
Récolter une somme importante n'est aucunement gage de réception de la contrepartie . Exemple : https://www.kickstarter.com/projects/olo3d/olo-the-first-ever-smartphone-3d-printer J'ai plus confiance ici dans la marque: Elegoo. Mais le rappel des risques de tout projet collaboratif est donc valable.1 point
-
Impressionant!1 point
-
Sans avoir l'expérience des résines transparentes, je ne peux que partager mon expérience de la résine Flex de chez Resione : les profils sont disponibles et fonctionnent avec mon imprimantes, et les indications disponibles sur leur site sont relativement clair : je suggère donc d'y jeter un coup d'oeil avant toute autre chose... Et pour ma part, j'ai mis un petit chauffage dans la chambre de l'imprimante pour fonctionner à température nominale de fonctionnement...1 point
-
L'écran actuel il doit toujours marcher si tu le rebranches sur l'imprimante. Et en plus tu peux rajouter un écran LCD pour octoscreen (dans ce genre (vérifie si ça fonctionne avec ton pi 3) : Amazon.com: for Raspberry Pi 3 B+ 3.5 inch Touch Screen with Case, 320x480 Pixel Monitor TFT LCD Game Display [Support Raspbian, Ubuntu, Kali, RetroPie System] : Electronics)1 point
-
Octoprint fonctionne très bien avec Klipper ... avec un plugin Mais le passage de l'imprimante en Klipper sera plus compliqué. Pour octoprint tu as des solutions de type octoscreen pour avoir un écran avec octoprint (OctoScreen - a new software to use OctoPrint with LCD - Showcase - OctoPrint Community Forum)1 point
-
C'est utile au vendeur ....1 point
-
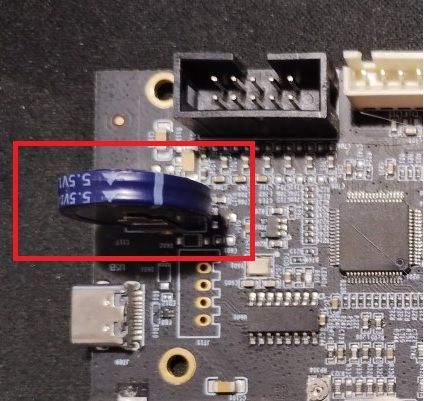
Des problèmes avec mes imprimantes, j'en ai parfois rencontrés : plat de spaghettis, galets de roulements grippés, mauvais montage de la buse / heatbreak / PTFE conduisant à un colmatage au mieux, au corps de chauffe englué dans un magma de filament, au pire… Bref la vie «quotidienne» d'un imprimeur de filaments Cependant, depuis que j'imprime (au début en 2015 avec une Dagoma Discovery200 puis de nombreuses Creality depuis), je n'avais jusqu'alors jamais eu à subir de problèmes électroniques. Hier, vendredi, au moment de l'allumage, j'ai vu de la fumée bleutée sortir du boitier de mon Ender3 S1 suivie de l'odeur caractéristique de composants électroniques grillés. Heureusement, étant à côté de l'imprimante et l'alimentation électrique de celle-ci étant pilotable via mon navigateur, j'ai pu l'éteindre très rapidement (plus rapide à faire que me lever et aller jouer avec l'interrupteur d'alimentation de celle-ci et surtout plus «geek»). Passé ce moment de stupeur, je m'attelle à aller voir de plus près les entrailles de la bête. Le démontage en soi n'est pas particulièrement compliqué hormis quand on a des gros doigts et la vue qui baisse. Le plus difficile est d'arriver à ôter les résidus de colle maintenant les connecteurs en place sur la carte contrôleur. Une fois cette colle à peu près enlevée, les prises toutes débranchées, une dernière petite difficulté : sortir les deux fils du câble d'alimentation (24V) munis de férules, c'est une bonne chose de sertir ces câbles encore faudrait-il que le connecteur les accueillant soit un poil plus gros . Les cinq vis maintenant la carte sur la tôle métallique peuvent être dévissées pour permettre de retirer celle-ci et constater les dégâts. La carte encore en place avec quelques connecteurs encore branchés : La carte vide de toute connexion, sortie du boitier : L'envers de la carte montrant de belles traces de brûlures : Les composants ayant subis des outrages irrémédiables : C'est quoi ce composant ? Ce n'est pas une pile… Un condensateur (5.5V1.0F) ? Bref, à mon avis rien de réparable (en tout cas pour mes compétences). La veille de cette mésaventure, j’avais juste remplacé les galets de roulement du tripode par des plus «costauds», pas d'autre modification matérielle. Après ce changement de galets, j'avais juste dû procéder au réglage du Zoffset puis j'avais imprimé quelques pièces (deux, trois heures d'impression) sans qu'aucune fumée ne se signale. Donc je me questionne sur le pourquoi du comment et espère simplement que c'est la faute à pas de chance, cette imprimante n'étant pas si vieille (testée en décembre 2021). Évidemment, je vais procéder à un changement. Soit, solution de facilité, je remplace la carte par une identique (pas vraiment car les nouvelles cartes sont équipées d'un microcontrôleur STM32F401 au lieu du STM32F103 originel) soit, solution plus «sioux» pour laquelle il faudra être inventif, partir sur une carte de Bigtreetech parmi celles de mon stock (SKR1.4T, Pro, Octopus,…). Pourquoi faudra-t'il être «inventif»? Parce que la carte originelle est munie de connecteurs «non standards» permettant la connexion facile de la nappe allant à la tête . Ce qui implique de faire un faisceau à l'identique de celui proposé avec le kit de mise à jour de la tête Sprite pour les modèles autres que les S1.
.thumb.jpg.c9bad151eabee0f57d8549809a215d39.jpg)
.thumb.jpg.69c598076819908e16cdd282478b9952.jpg)
.thumb.jpg.4ebf98133eb965f21ac6488908cedbb2.jpg)
.thumb.jpg.e818eca138af90e071dab8ac9e5b9f1d.jpg)
.thumb.jpg.75e9f926de6fb7e05fe99ad713b40839.jpg)
 1 point
1 point -
Appeler le "Docteur Frankenstein" ( Je me dit que avec un fer a souder + étain + des fils et du temps ... mais c'est prendre le risque (sécurité incendie) de créer un monstre )1 point
-
Non les step/mm de ton moteur extrudeur. Si tu demandes 100mm de filament, et que tu a plus ou moins du doit le réglé.1 point
-
Ce que je veux dire c'est que ton imprimante doit à 100% fonctionner sous Klipper, donc il faut mettre à jour la carte mère aussi avec le firmware Klipper (et la configuration qui va bien) Sans cette étape, avoir un pi avec Klipper installé ne servira absolument à rien. Il faut juste bien vérifier qu'il est correctement branché sur le pi ... on vite fait de se tromper de pin1 point
-
sur ces dernières question je te recommande de les poser dans la section bambulab les possesseurs de P1P seront de meilleur candidats pour t'apporter une réponse pertinente, n'ayant pas l'imprimante je ne pourrais te dire réellement.1 point
-
Avec une photo se serait plus facile d'émettre un avis1 point
-
Sauf que là, ils avaient une demande de 90'000 $ et ils ont reçu plus de 200% de cette somme donc le projet va continuer et fonctionner ! Il est vrai que sur indiegogo et kickstarter il y a eu des flops et que certains projets n'ont jamais vu le jour ou bien que la société a fait faillite... Voir MUSO qui n'existe plus mais dont j'ai toujours un MUZO qui est neuf et sous emballage !1 point
-
Même la version 20W est abordable Comment peuvent-ils à pratiquer d'aussi bas prix ? Rappel: Kickstarter n'est pas un magasin, il y a toujours le risque de ne rien recevoir en contrepartie de la somme engagée pour soutenir le projet.1 point
-
Retraite = budget limité mais temps à profusion ! Et en impression 3D, c'est un très bon point, surtout pour démarrer ! Par contre attention de ne pas te précipiter avec les multicouleurs. Sur la A20T je ne sais pas si c'est le cas, mais cherche un peu, il y a des imprimantes à tête multicouleurs dans lesquelles il faut laisser un bout de filament dans les entrées non utilisées quand on n'utilise qu'une couleur (un peu pour éviter un appel d'air par le côté non utilisé).1 point
-
tu as installé klipper sur ton imprimante ? (si la réponse est non, tu peux arrêter, ça ne marchera pas) As tu bien vérifié le câblage écran <-> gpio du pi ?1 point
-
La version 1.6.0 approche à grand pas (béta public depuis aujourd'hui) : https://github.com/bambulab/BambuStudio/releases/tag/v01.06.00.65 En lecture rapide, pas de bouleversements, même si c'est qualifié de "version majeure" (plein de petites choses par ci par là) Summary This is a major release (V1.6.0 Public Beta) mainly adds some features, improvements, and fixes based on user feedback. Add gcode path conflict check Printing often fails due to unexpected path conflict. Unexpected crossing gcodes increase the risk of print failures and issues such as supports merging onto other objects, sometimes even resulting in nozzle clogging. However, manually checking for these conflicts can be challenging for users, given the complexity and volume of G-codes. This feature identifies conflicts between G-code paths of different objects and their supports. Upon detection, an error message will appear at the bottom right of the windows, requiring users to adjust the positions of the conflicting objects before printing can proceed. Besides adjusting the position, you may also assemble conflict objects together if they are printed in the same setting. Support ext spool for X1C/X1 In line with the latest firmware update for the X1 series, the filaments in spool holders and AMS are now consistently managed. You could configure filament properties (including type, color, and printing temperature) on the external spool holder via Studio or the printer. This setting allows the printer to perform some automations which were only available with AMS like loading/unloading filaments, etc. Please refer to the X1 series firmware release history for details. We want to thank PrusaSlicer for their contributions to the 3D printing community, particularly their implementation of these handfuls of features such as Height Range Modifier, Cut with Connector, Sinking, and G-code sequential view. These features have been successfully enhanced and integrated into Bambu Studio to improve user experience. Support height range modifier, users can add several height range modifiers to apply different settings #258 #476 Height Range Modifier allows users to apply specific settings to certain height ranges within a 3D object. This feature enables fine-tuning of print settings for different sections of a model. By utilizing this feature, users could paint different colors based on height, or achieve better print quality, efficiency, and customization for their prints. Advanced cut with connectors #1033 #1057 This feature enables users to print large or intricate models on smaller build plates or with reduced support structures. Users can create and customize connectors that perfectly fit the separated parts, ensuring precise alignment and enhanced structural integrity. Support gcode sequential view, it will display when moving a single step #15 Support sinking and only slice model part above hot bed #585 #973 Improvements Improve the slicing speed of complex models #331 New default Mouse zooming and added a setting in Preferences Support editing text after the text reloaded from 3mf #1545 Slow down for overhang now works with Arachne Wall generator #854 Add back the customized post-processing scripts #1098 Improve the smoothness of tree supports Add two support interface patterns (grid & rectilinear interlaced). Both patterns are stronger than the others and support large overhangs better #1018 #1221 Retain the most recent print settings for bed leveling, flow calibration, and timelapse to streamline the user experience #487 #1035 #1081 Popup a warning when attempting to send a print job to a printer with a mismatched printer model Update the default style of tree support to "Tree Hybrid". This is to ensure a high success rate for printing ordinary models Improve support necessity check. Warnings will now only be issued for floating parts or long floating cantilevers #1519 Reduce possible toolhead shake in smooth timelapse video Device media files can now be organized and grouped by year or month for easier navigation and file management #1354 Allow configuring the number of the recently opened models in preference #1512 Allow remembering user actions for unsaved changes when closing a project Support fuzzy skin for "All walls" including both inner and outer walls Support to configure whether to automatically update system presets Support Italian #1203 Optimize the humidity icon for AMS #508 #1120 Bug Fixes Fixed hang issue when generating infill #1070 Fixed slicing hang issue at 5% for some models #802 Fixed an issue that "The system may have run out of memory, or a bug may have occurred" at 5% #1544 Fxied an issue with floating layer when set z hop to be 0 for multi-color printing #1611 Fixed a problem with text going down in all buttons on macOS Fixed an issue with the object list name edit box floating above the window on macOS Fixed an issue where text in the object list name edit box overlapped in common, night mode on macOS Fixed an issue with the default file name of a crash recovery item being replaced with a.3mf when saved as. Fixed automatic expansion of filament preset area after one-click sync with AMS Fixed an issue where the color was not synchronized in the parameter support material selection list after changing the material color Fixed the scrolling position of the device media file list after switching months and years Fixed Double-clicking on a 3mf file on macOS and not starting Studio, or starting Studio on another instance #513 #1478 Fixed some problems with user preset imports and exports Fixed Crash recovery function not taking effect on the Linux platform Fixed the Linux platform selection drop-down box does not disappear Adjust the dark mode color of the object list on Windows platform #1324 Fixed issue with icons in infill pattern #1437 Optimized the processing of double-click events on some widgets #1481 Fixed an issue where user presets were not loaded the first time Upgrade Studio started #1501 A slicing error with support interface, #1568 Fixed some problems with text #1488 #1499 #1495 Fixed a problem with SVG imports #839 #1548 Fixed crash while using MontionLine pattern on the top surface for some cases1 point
-
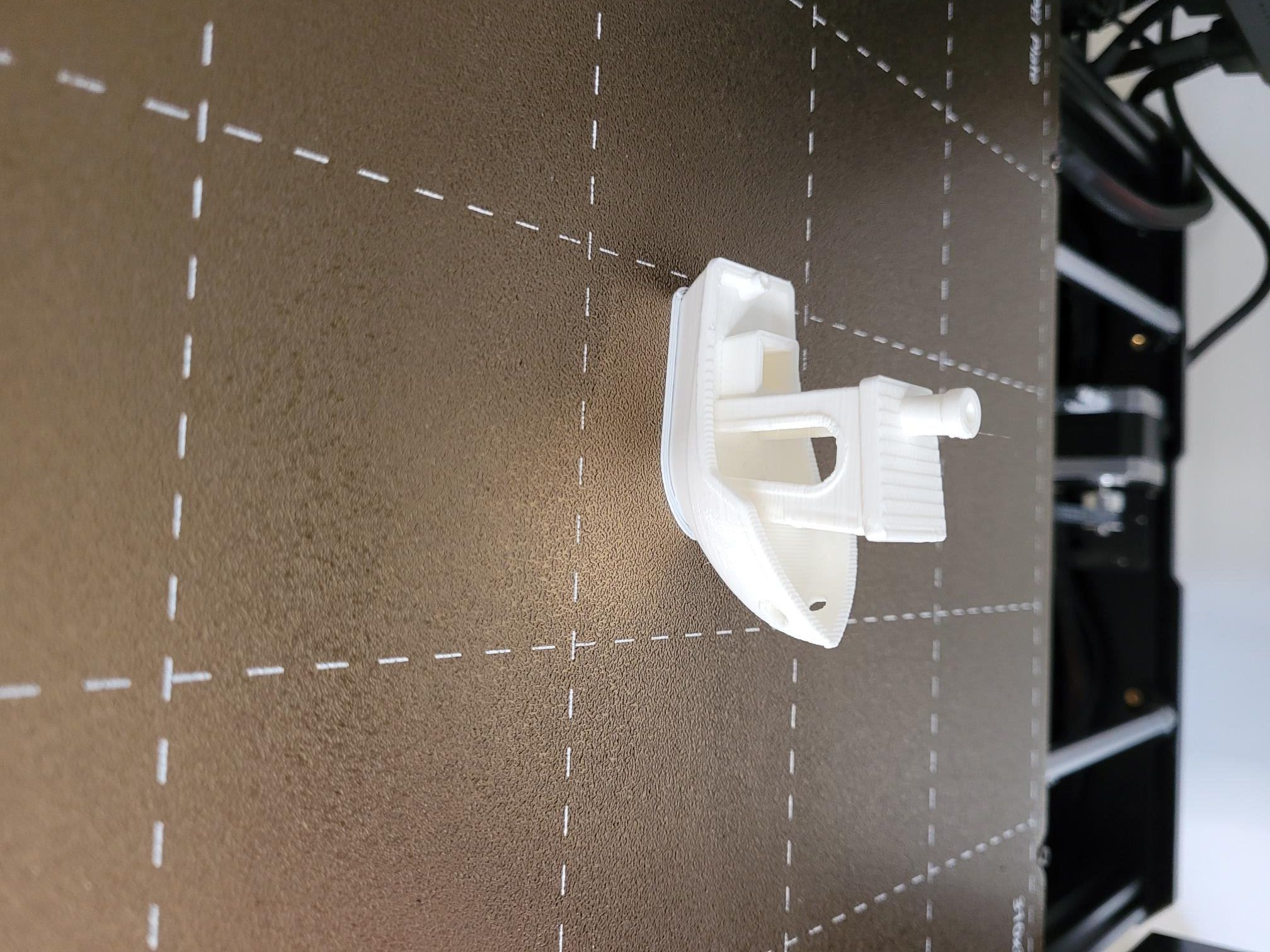
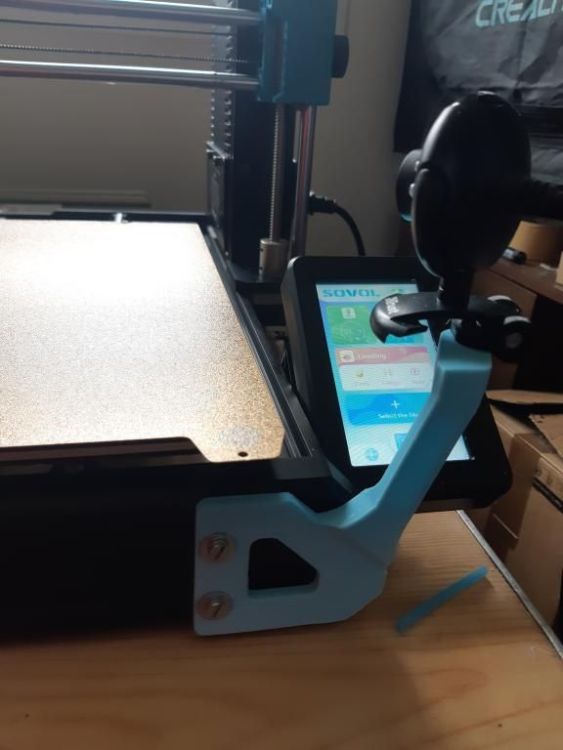
Super c'est parfait @Jeff78s aucun défaut majeur je reconnais que pour une imprimante de ce prix c'est un gage de qualité et plug en Play ! Voici une idée du maintien du câble de la Hoten qui permet de conserver le câble dans une position verticale. Ce montage est efficace car j'ai réalisé cette petite pièce qu'il faut ajuster dans le boitier. C'est simple mais çà fonctionne très bien sans prise de tête je recommande ce montage çà répond à l'essentiel !. le lien Le raidisseur câble Hotend Bonne journée a+ Francis Sovol SV06 Plus Print Head Cable Support.stl
 1 point
1 point -
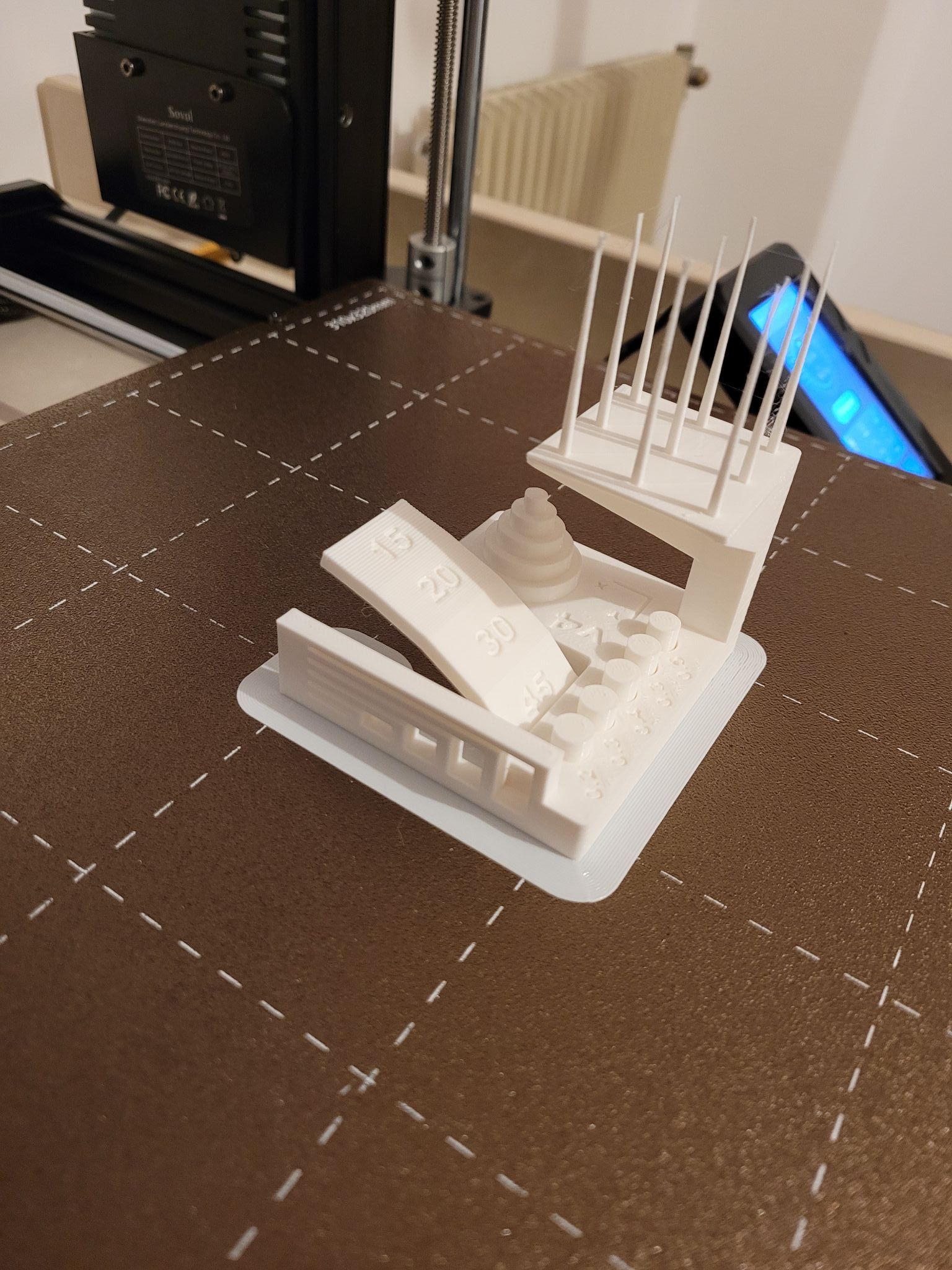
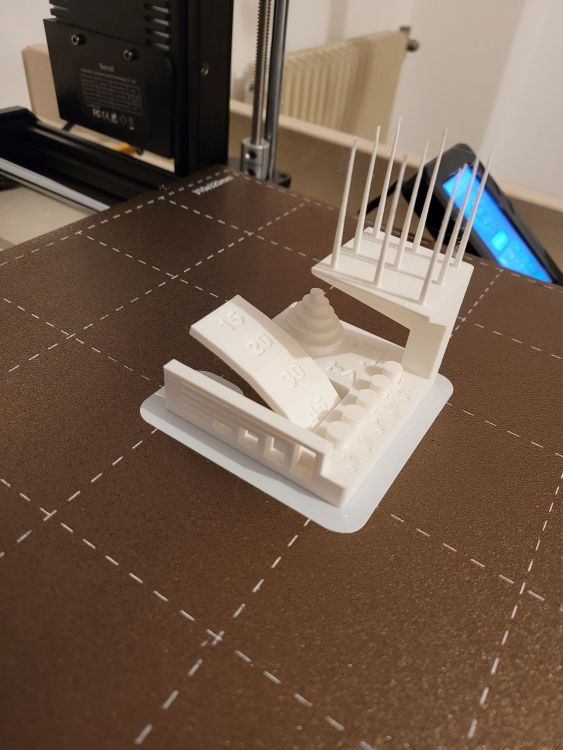
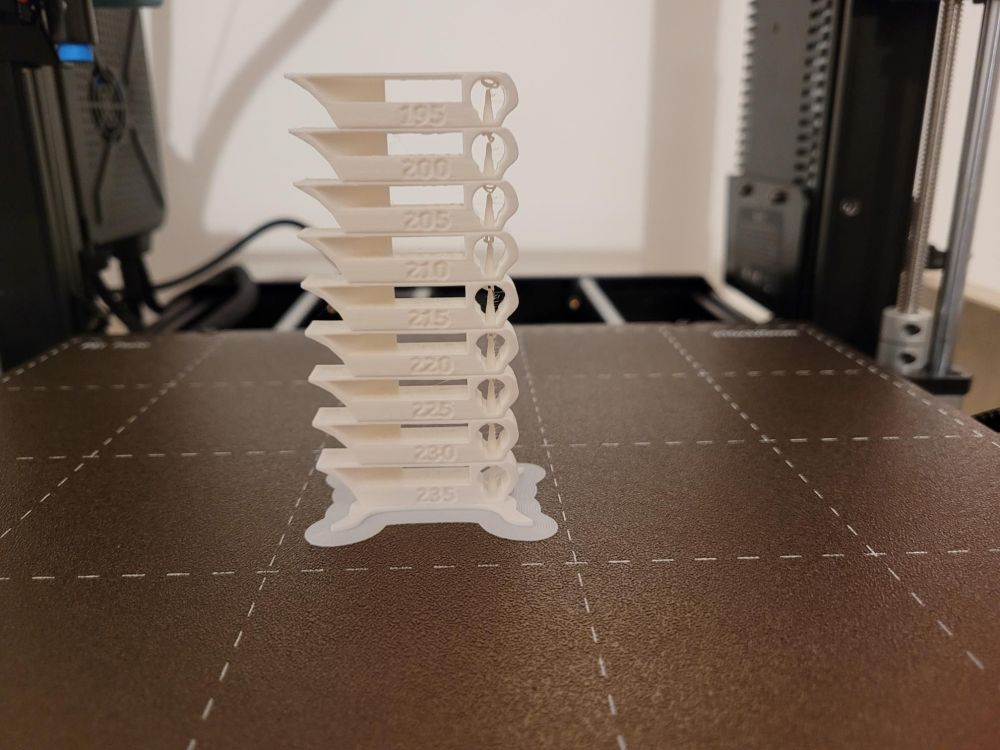
Le test de torture est sorti ok je vais pouvoir passer à de vrais prints
 1 point
1 point -
@Jeff78s bon début c'est parfait ! la SV06 PLUS fonctionne très bien la qualité d'impression est très correcte. rien à dire j'ai juste une remarque le moteur de l'axe X est très chaud brulant ! température mesurée 80° sans le radiateur; avec le ventilateur et le dissipateur 55° c'est beaucoup je ne sais pas si c'est la vréf qui est en cause ou le moteur ? (tout est OK pas de point dure l'axe X glisse parfaitement) J'ai modifié la tension pour passer à 1,15 d'origine à 0.8V pas de différence ! j'ai comme l'impression que le moteur est sous dimensionné. J'attends une réponse de SOVOL car impossible de référence le moteur. nota le moteur Y se comporte très bien température normale .1 point
-
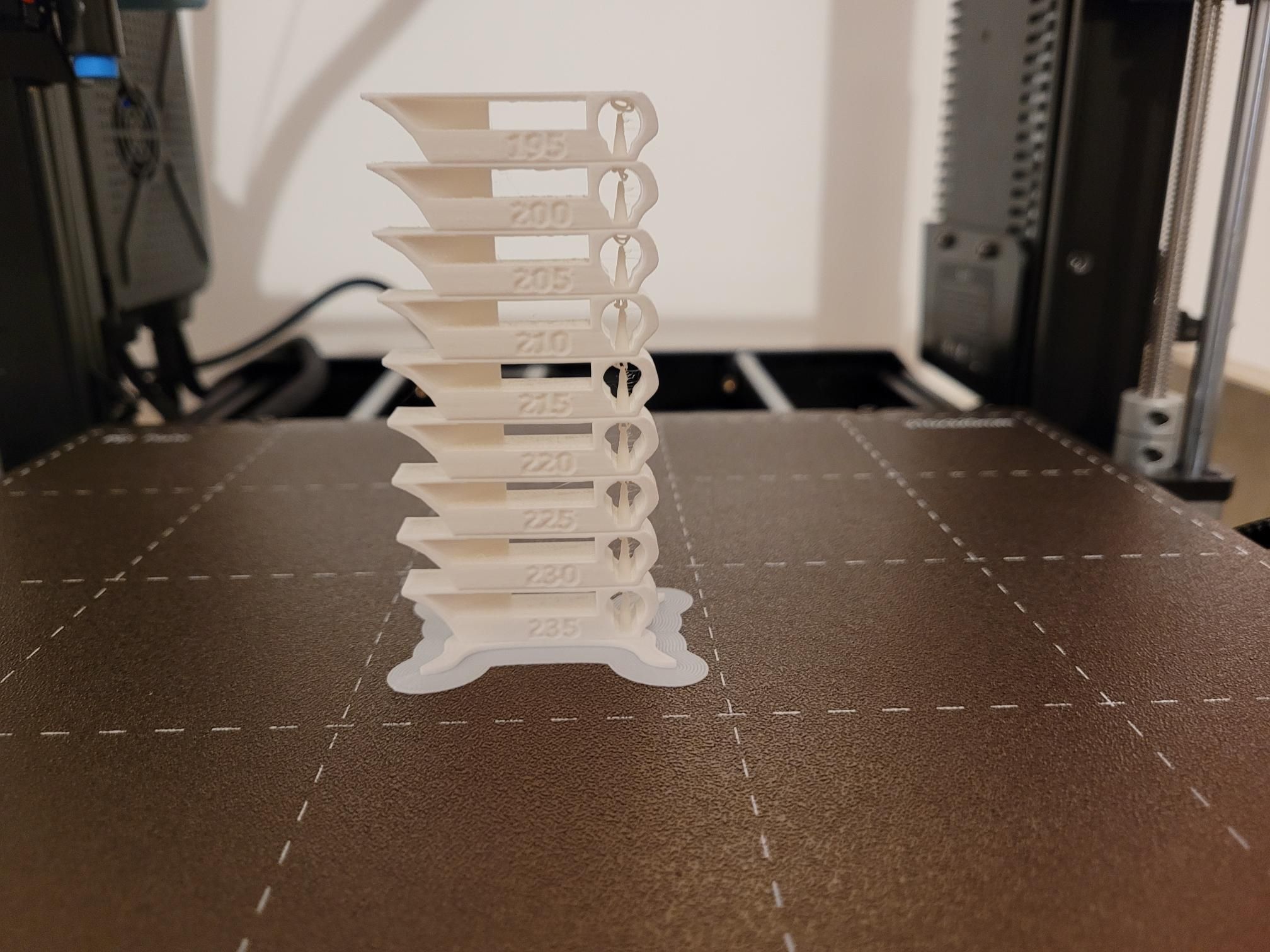
Les tests sont en cours... Pour l'instant ça se passe pas trop mal

 1 point
1 point -
vu ton comportement ca sera ma dernière contribution sur ce jeu, certains se prennent décidément bien trop au sérieux
 1 point
1 point -
Bonjour, Voici un travail collaboratif avec mon Fils nous avons réalisé une Ferrari F40 en impression 3D ! nous avons respecté tous les détails de la carrosserie ainsi que la structure du châssis. Toutes les pièces ont été imprimées avec une TENLOG nouvelle génération 32 bits. toutes les pièces sont réalisées en PLA de couleur rouge avec un voile de peinture pour l'éclat. cette réalisation à demandé des semaines de travail. à vous relire a+
 1 point
1 point -
Pour l'ensemble des PA, la reprise d'humidité est indispensable pour obtenir ces caractéristiques qui resteront stables tout au long de son existence. Voici une fiche produit qui donne les caractéristiques en sortie de presse "d.a.m." (pièce dure mais très cassante) et juste en dessous ces caractéristiques après reprise d'humidité "conditionned" . A l'air libre, il faut compter plusieurs semaines pour que le PA est repris toute son humidité, lorsque l'on fait des tests et que l'on est pressé, on plonge les pièces quatre heures dans l'eau à 90°C pour obtenir la reprise d’humidité optimale. TDS_A3_GF_30_1_black_2385 (5).pdf1 point
-
Préparation Porter de gants et lunette de protection, travailler dans un espace ventilé, a l'abri des rayons UV. Avoir bien nettoyé son VAT et son plateau. ( Nettoyage du VAT et FEP avec de l'IPA et un pinceau doux pour bien enlever tout résidu de résine non transparente précédemment utilisé ) Secouer la bouteille énergiquement environ 1 minute. ( Edit > Il semble que finalement sur les résines Haute transparence cela n'est pas spécialement utile de secouer si longtemps et car cela créé de bulles, trop secouer demande de laisser reposer la résine environ 30 minutes pour que les bulles s'échappent ... ) Enlever le bouchon, percer et enlever la pellicule alu à l'aide de votre spatule. Remplir le VAT (sans dépasser le marquage "max") Laisser quelques minutes pour que les bulles se dissipent ou éventuellement faire plusieurs "Home" de suite pour tenter de les chasser plus rapidement. Ne pas oublier de bien refermer la bouteille. Nettoyage de l'impression Il vous faudra de l'IPA "propre". Le moins souillé, le plus clair possible. Donc si l'IPA dans votre bac de nettoyage est déjà "sale", en changer. Et en profiter pour nettoyer le fond votre bac de nettoyage. On ne veut surtout pas que d'anciens dépôts se retrouvent collés sur notre impression, car décollé du fond et "projeté" sur l'impression lors du "wash".




 1 point
1 point -
@vbellange Carte mks base v1.5 https://m.fr.aliexpress.com/s/item/32612824920.html Ecran tactile tft32 https://m.fr.aliexpress.com/s/item/32783143532.html Module wifi pour ecran tft32 https://m.fr.aliexpress.com/item/32782346072.html Une derniere petite precision sur ma discoeasy j utilise l ecran tactile en meme temps que l ecran "classic" full graphic reprap car sur l ecran "classic" ont a acces à des fonction de reglages qui ne sont pas disponible sur le tactile (ou que je n ai pas trouvées) Oui je sais ca ne ressemble plus franchement à une discoeasy200 mais c est parce quelle est tombé entre les mains d un bricoleur fou et qu elle a subit une grosse mutation ...
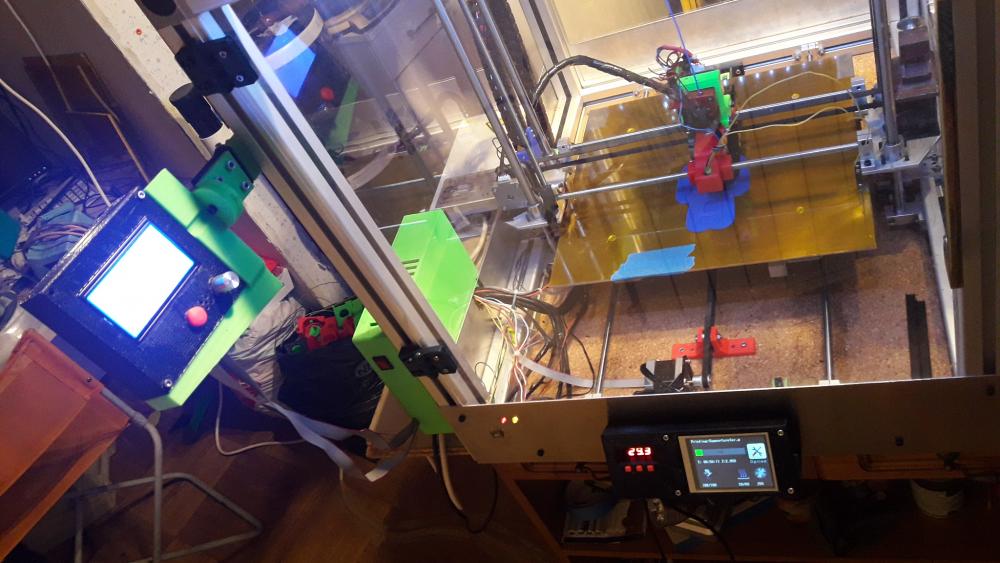 1 point
1 point










.jpg.0f3ab2318a400b1f7a0c6f138e755077.jpg)
.jpg.98573f36d09b94a42675c46ca3853009.jpg)
.jpg.4ff50d83543e73defa8561f38d76513a.jpg)
.jpg.aaef59da2cbb1810347561efe9f59a66.jpg)
.jpg.d1a5a9314c4214f48d283da7ffae802c.jpg)