Classement



Contenu populaire
Contenu avec la plus haute réputation dans 22/04/2023 Dans tous les contenus
-
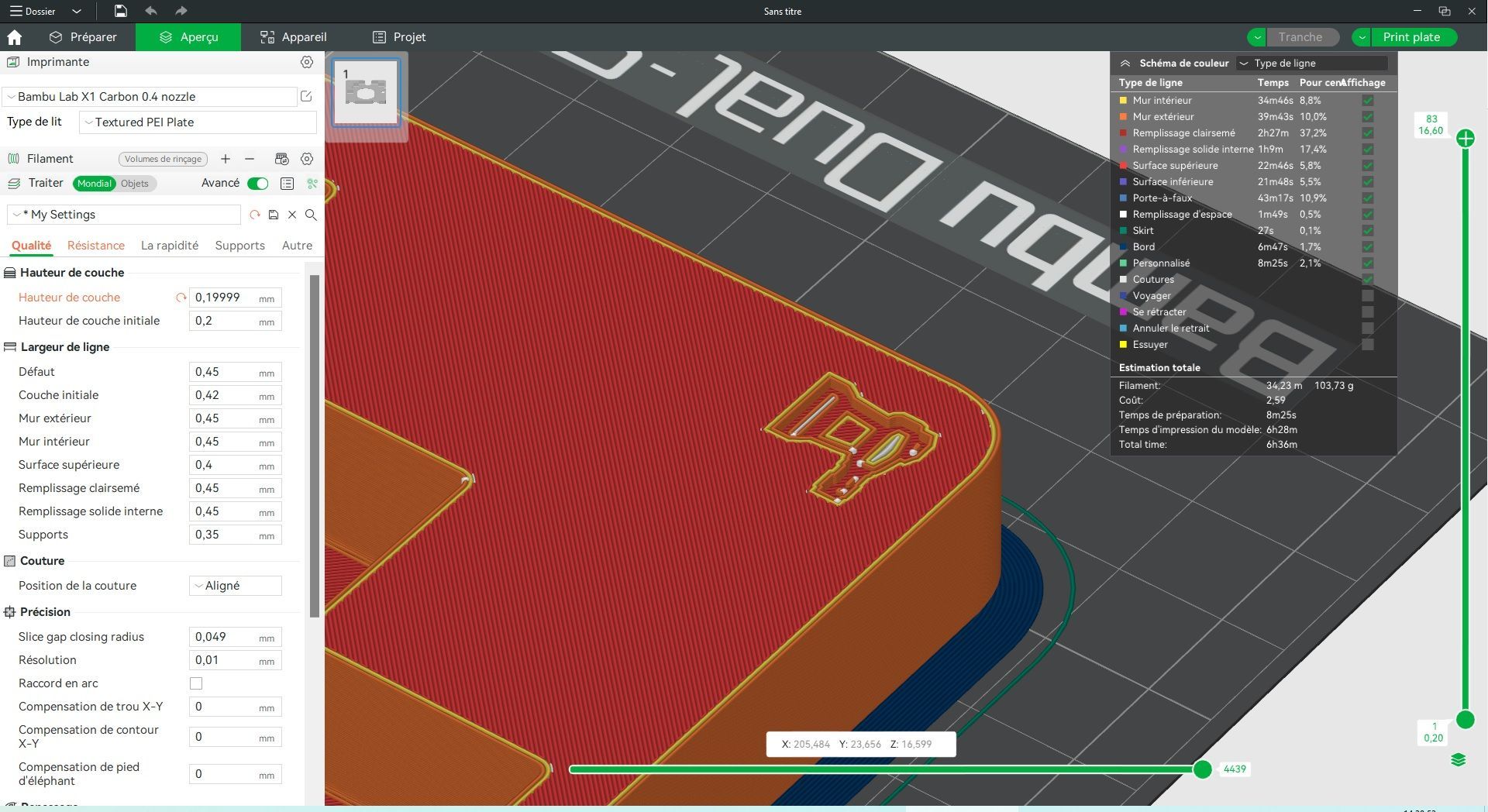
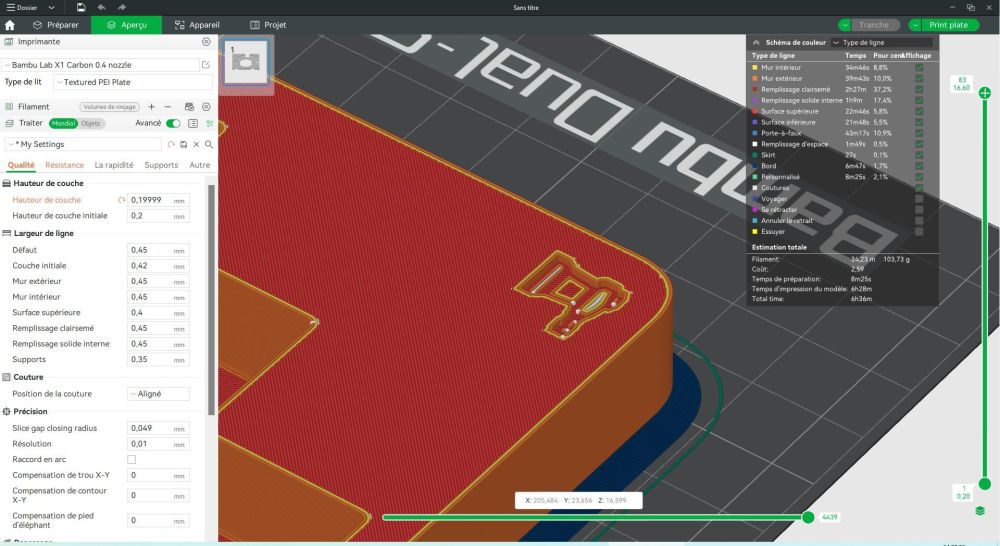
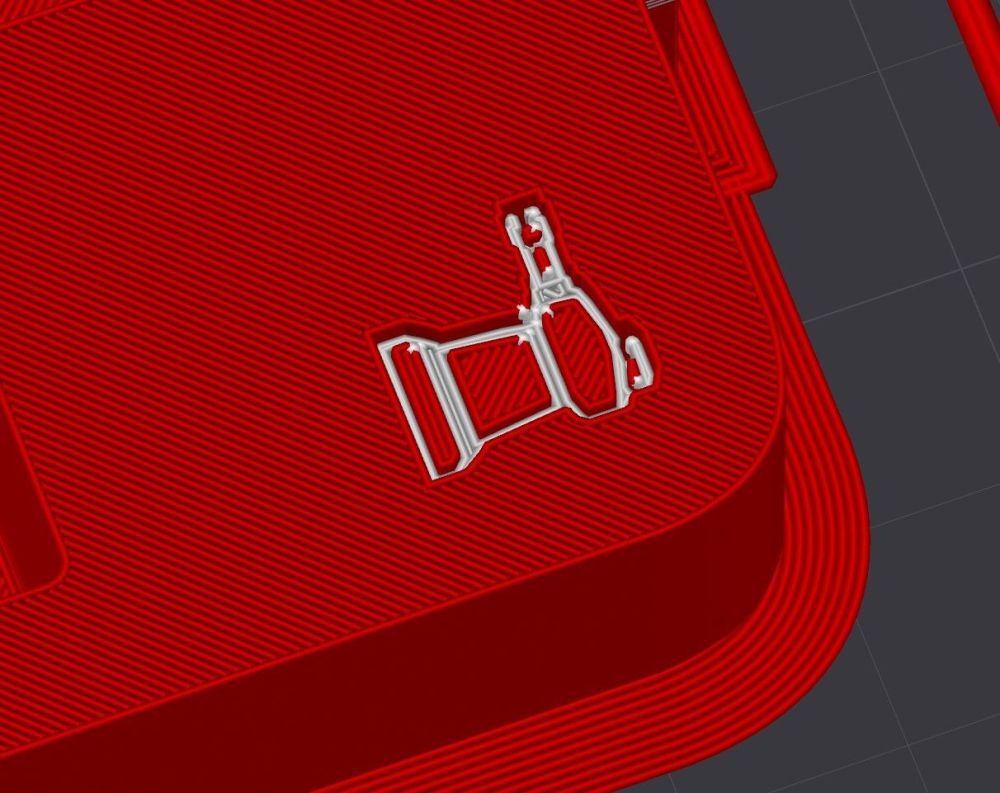
Je ne comprends pas pourquoi, mais ton défaut apparait lorsqu'on choisit une hauteur de couche de 0.2mm. Si tu choisis 0.19999 la couche supérieure est correctement imprimée: Edit: Poursuite des tests: Si tu laisses la hauteur de couche par défaut à 0.2, on retrouve ton défaut. En passant à 0.19999 le défaut disparait. En revenant à la préparation, tu changes d'onglet pour revenir ensuite à l'onglet qualité, la hauteur de couche est arrondie à 0.2mm. Ensuite, le tranchage est toujours correct sauf si tu cliques sur la flèche circulaire pour annuler la hauteur de couche de 0.2 qui repasse à .... 0.2 et recommence à trancher n'importe comment . fin des tests : Ta pièce mesure 16.9mm de haut. Ce n'est donc pas évident de trouver un nombre entier de couche de 0.2 . En l'épaississant de 0.1, le tranchage avec une hauteur de couche de 0.2 par défaut, donne une surface supérieure correctement tranchée. Le résultat est identique si tu choisis une hauteur de couche initiale de 0.1mm.
 3 points
3 points -
Pour moi aussi ça ce passe bien en petg
 3 points
3 points -
Je pense qu'il est urgent que tu en commandes, que tu l'imprimes et que tu nous donnes ton avis après. J'ai l'impression que la valeur donnée (134 HDT) est exagérée ou très exagérée. Pour comparaison, c'est la valeur moyenne du Polycarbonate qui lui est résistant à la chaleur et se dépose avec une température de buse de 270°C.2 points
-
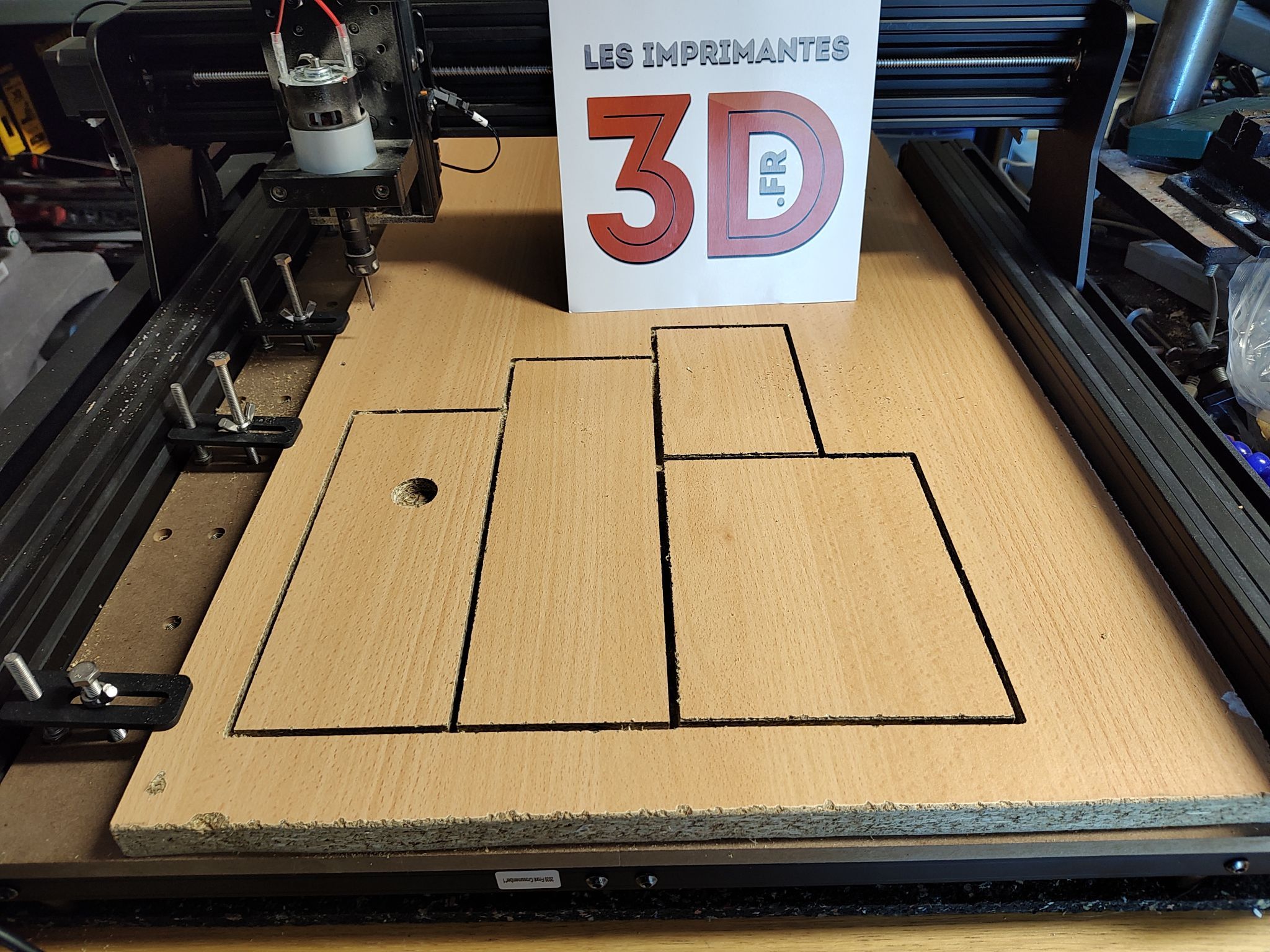
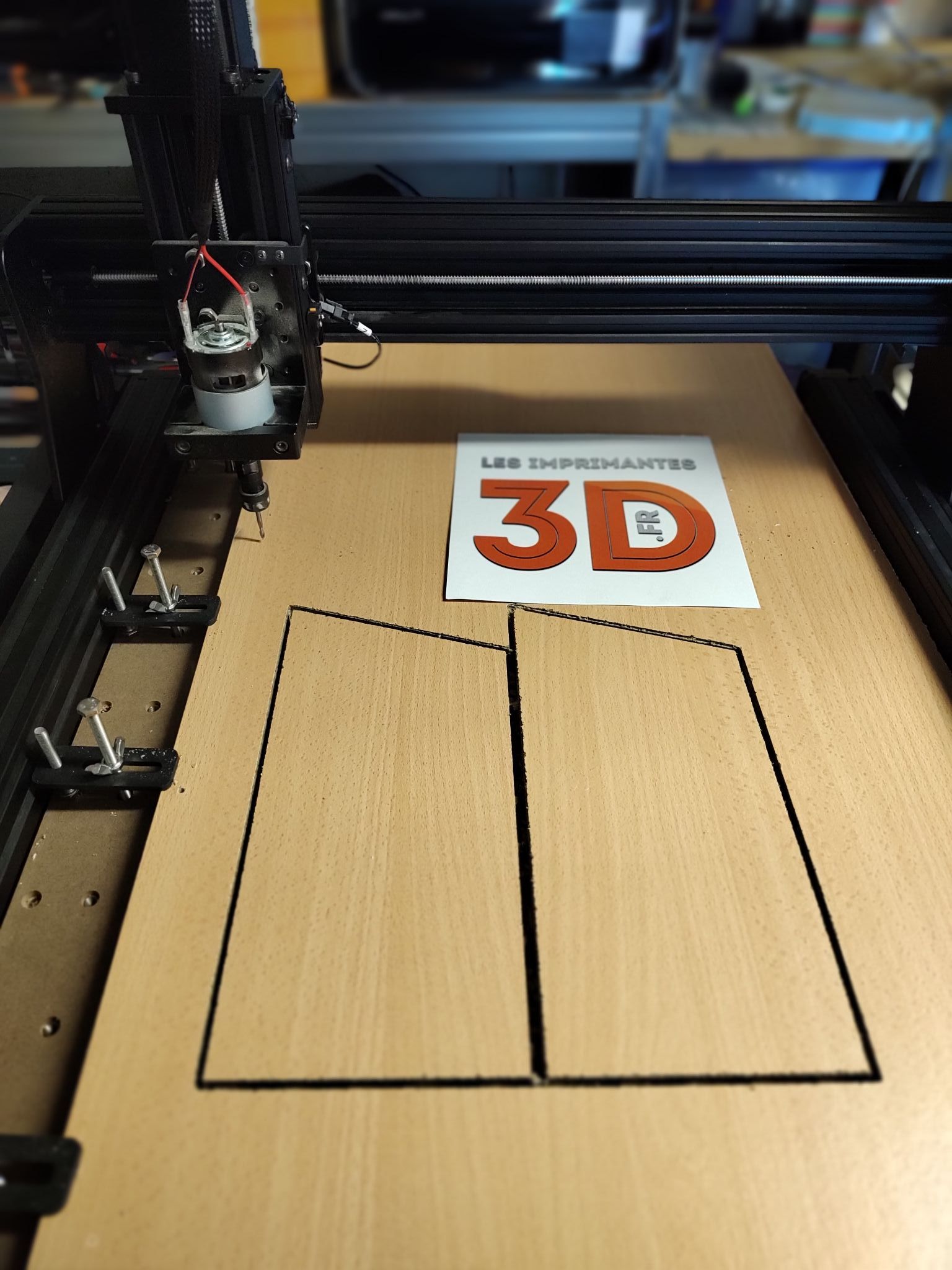
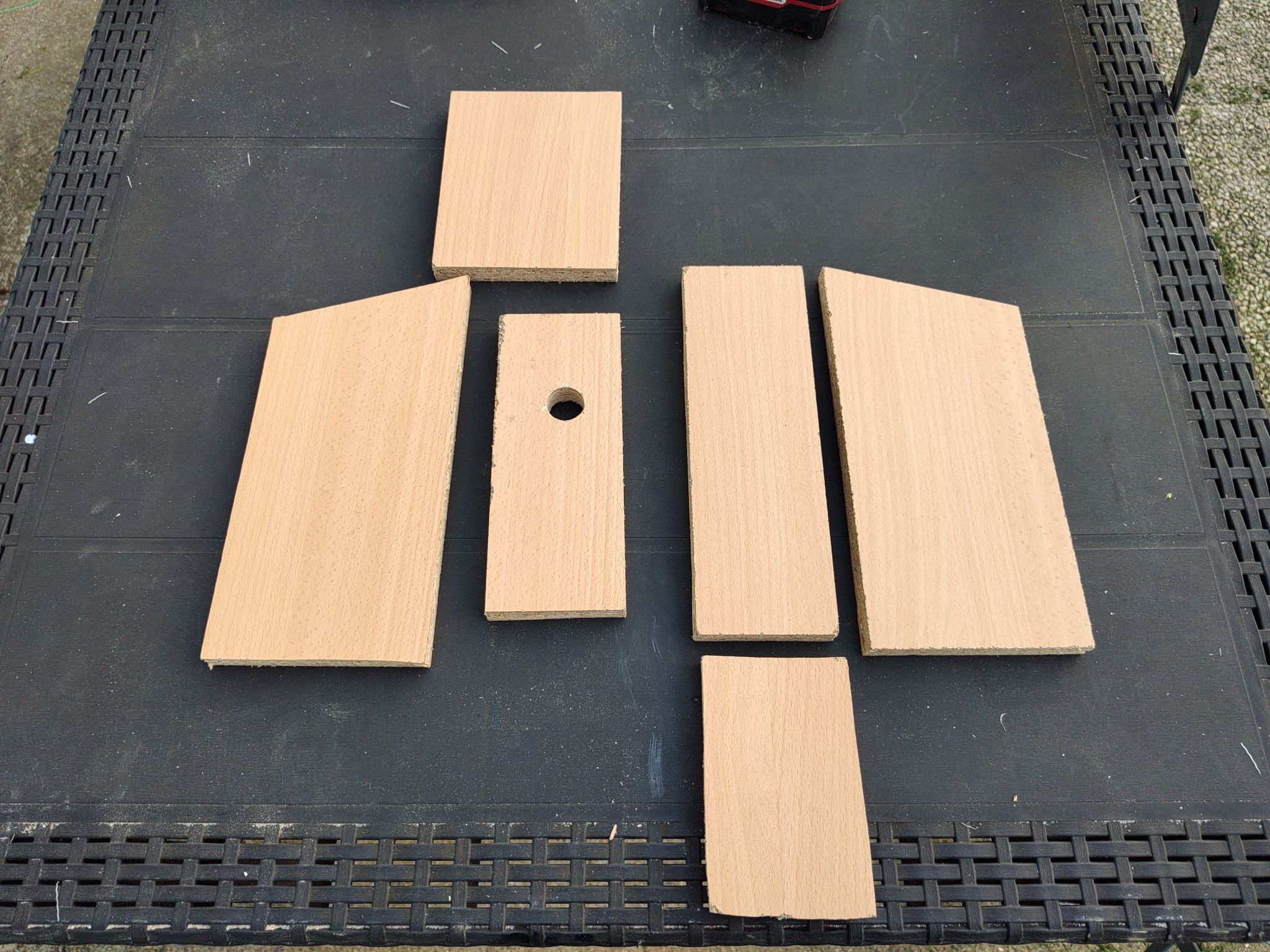
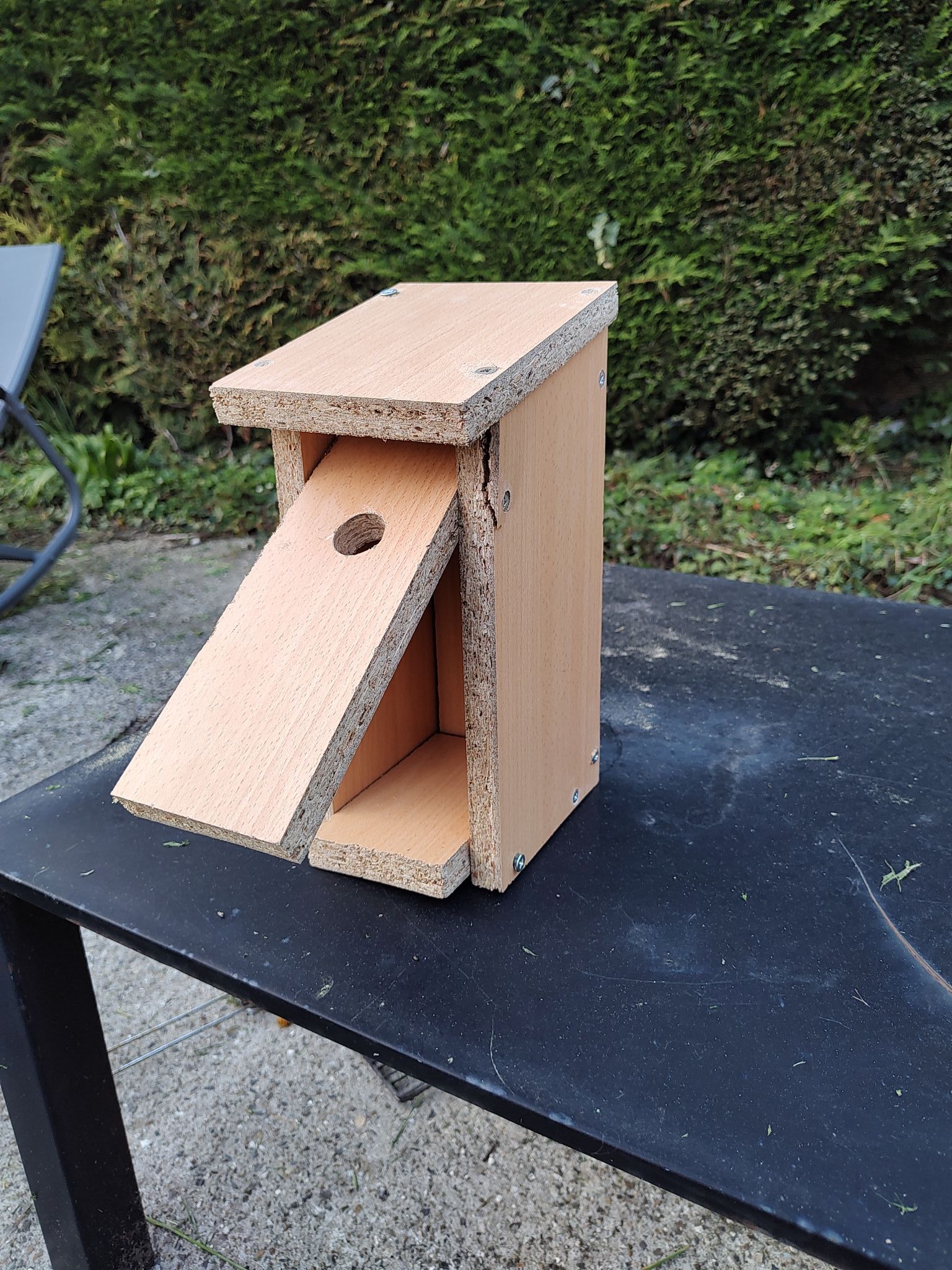
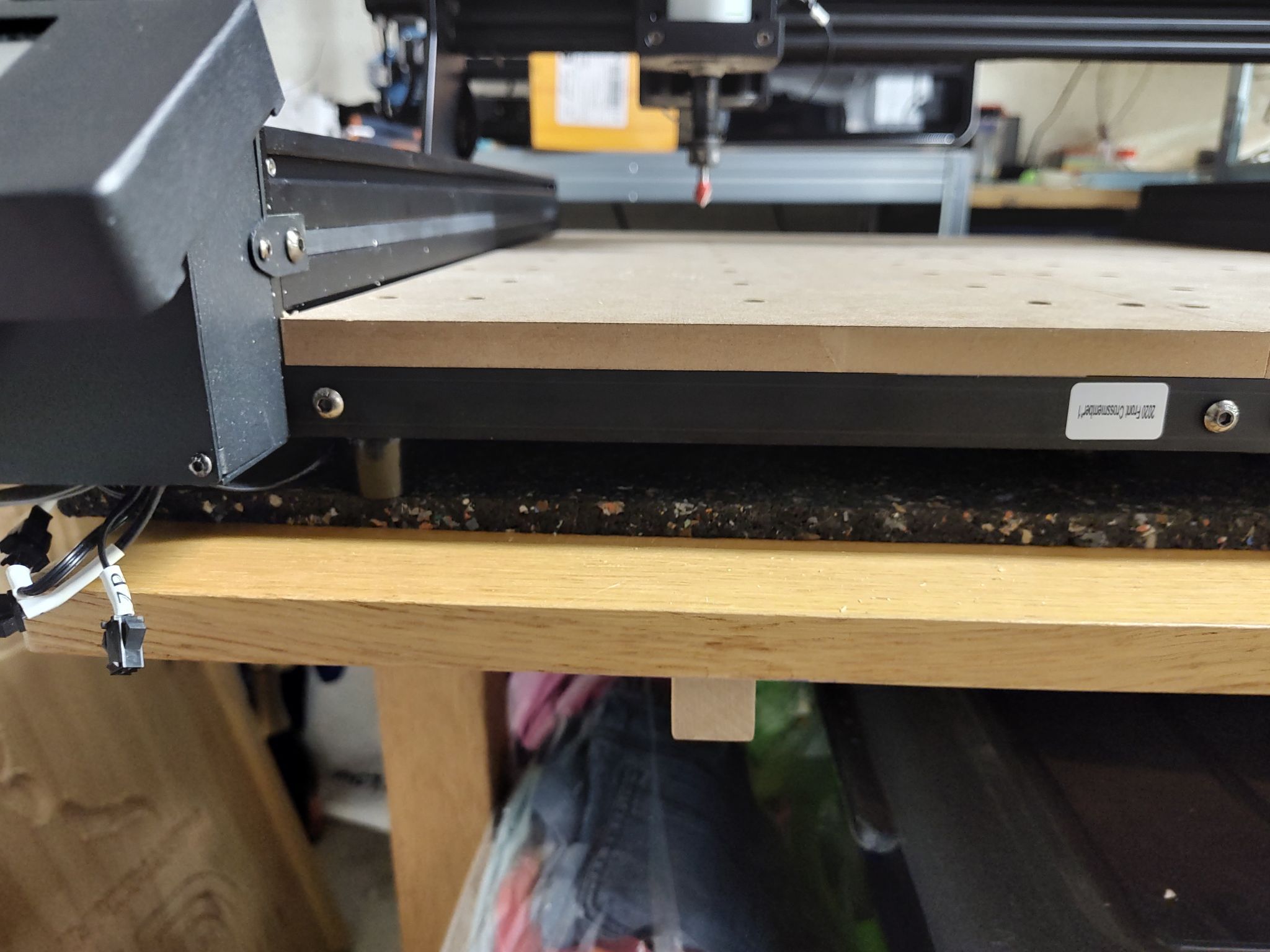
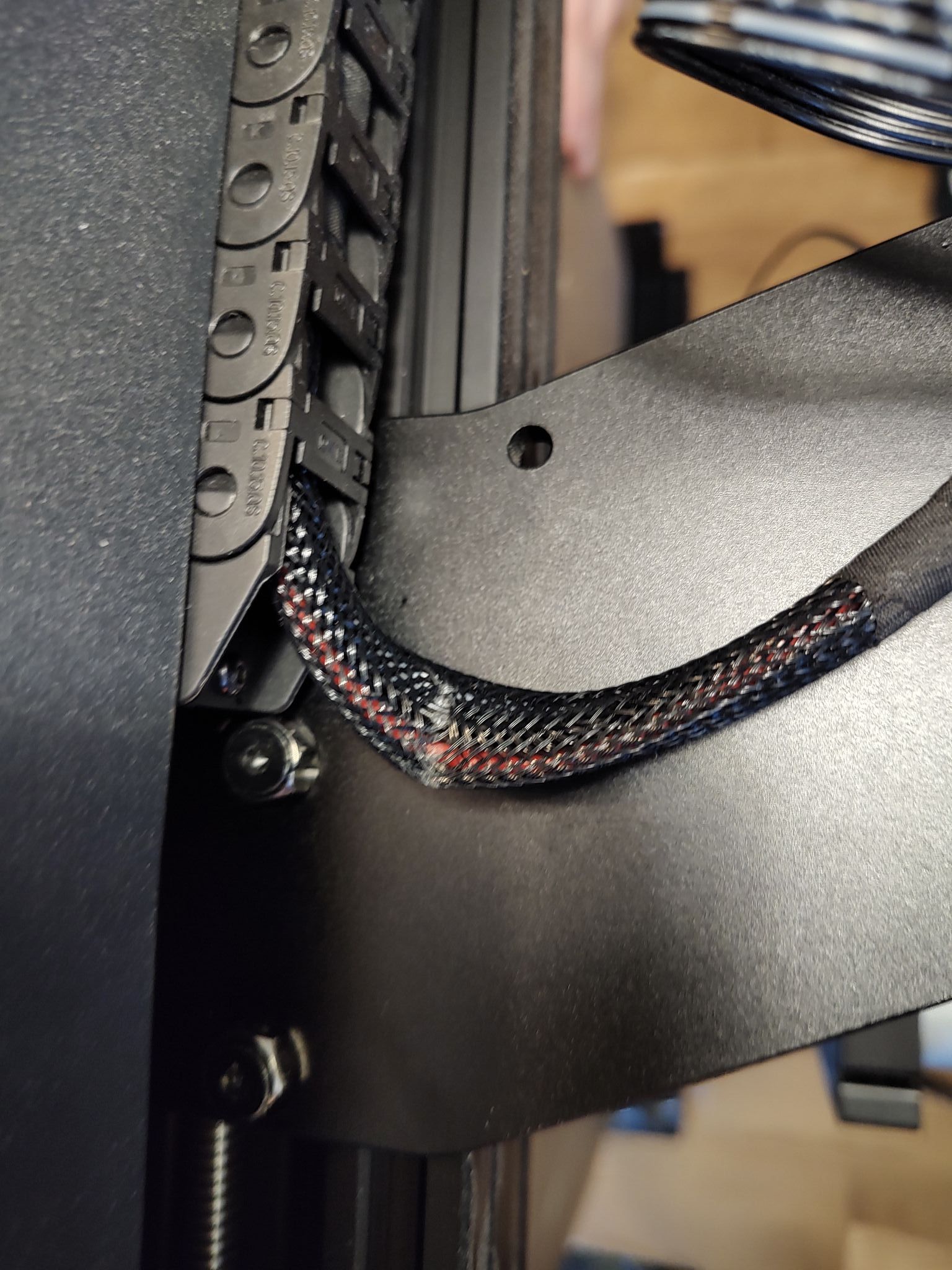
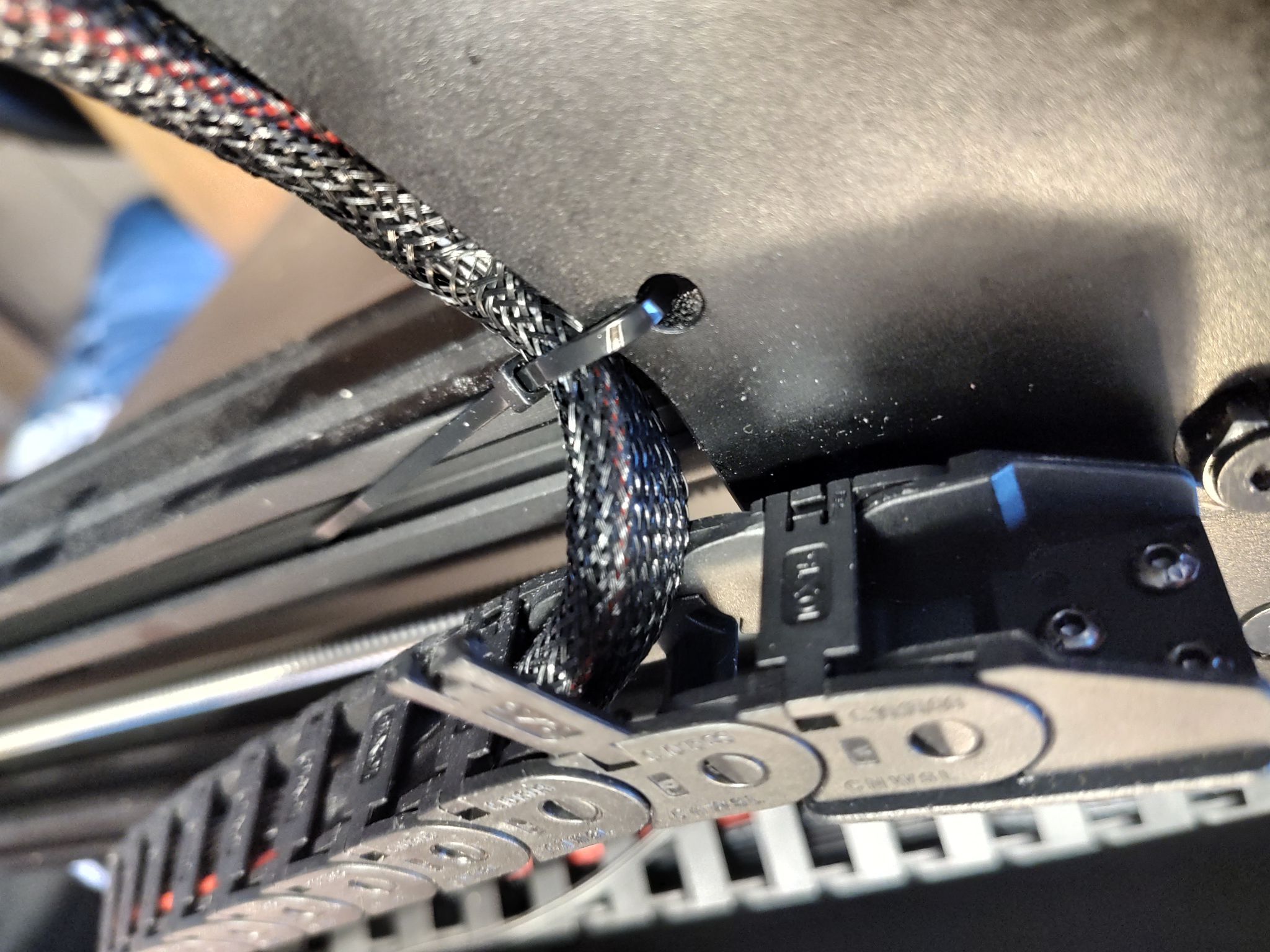
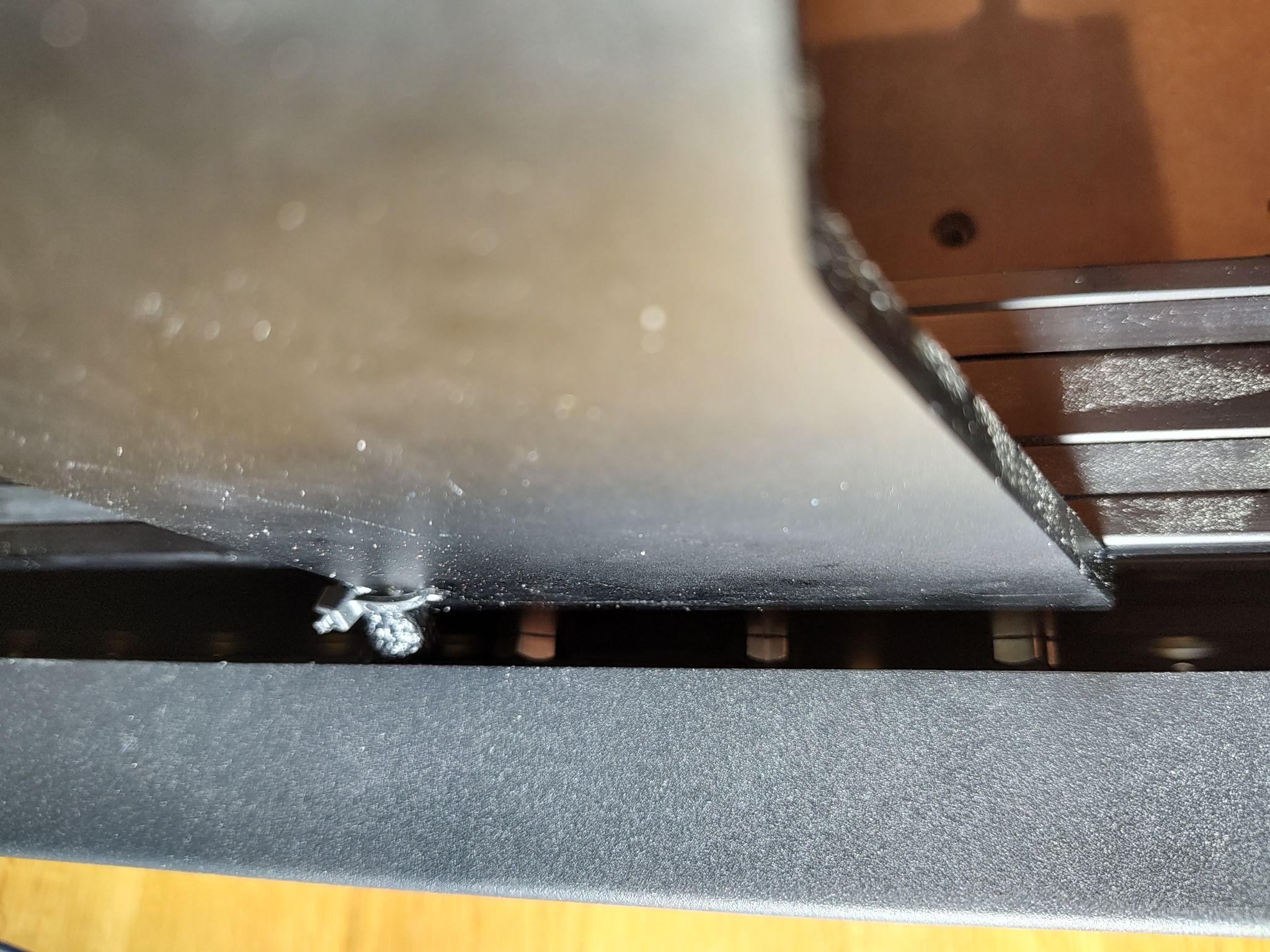
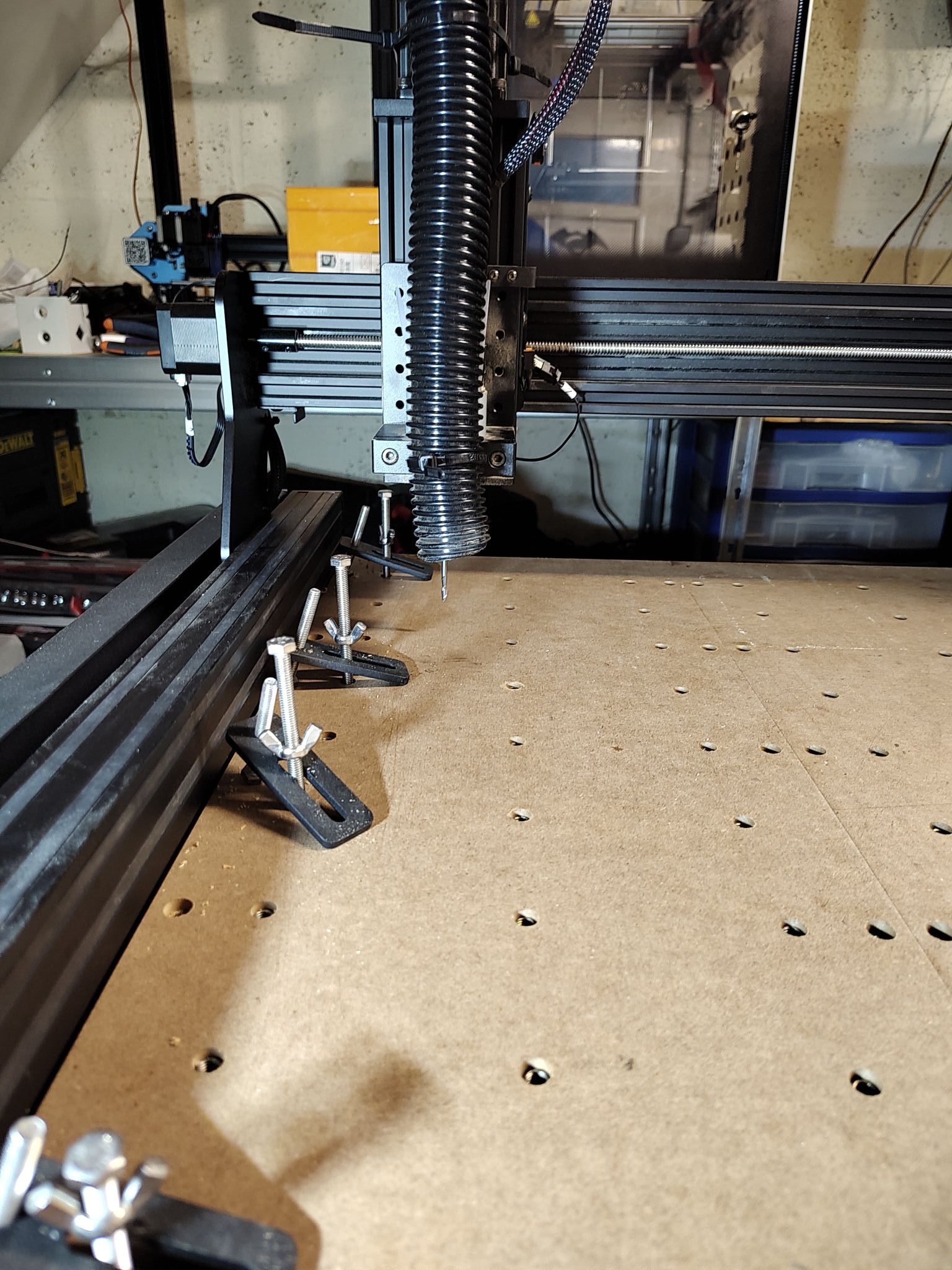
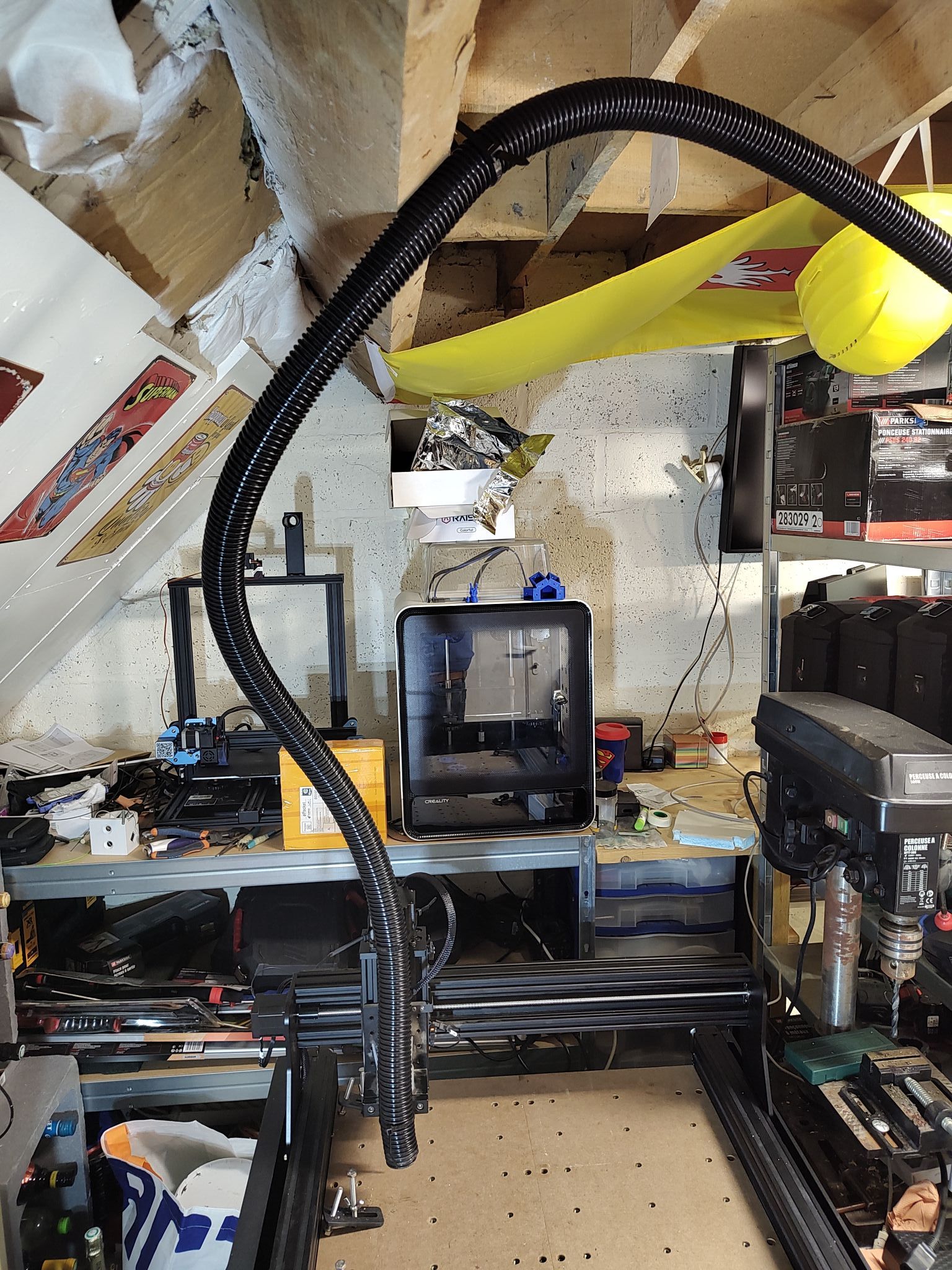
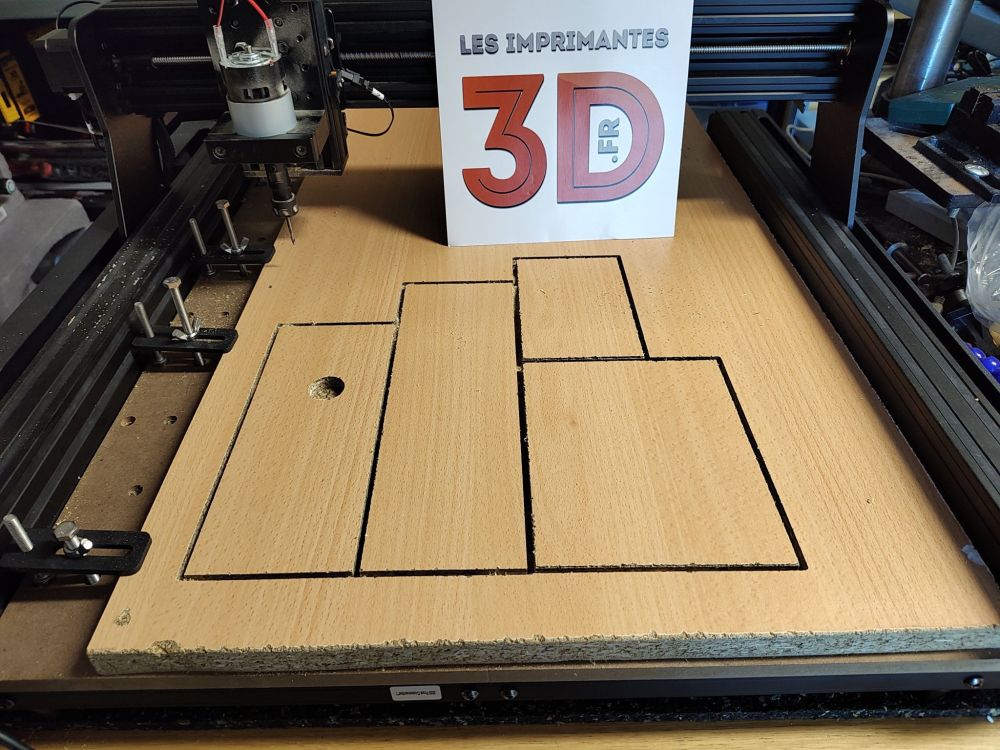
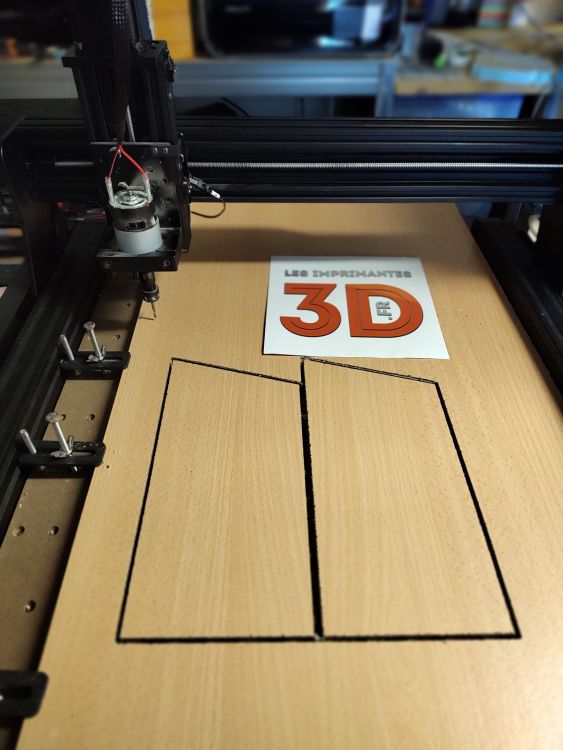
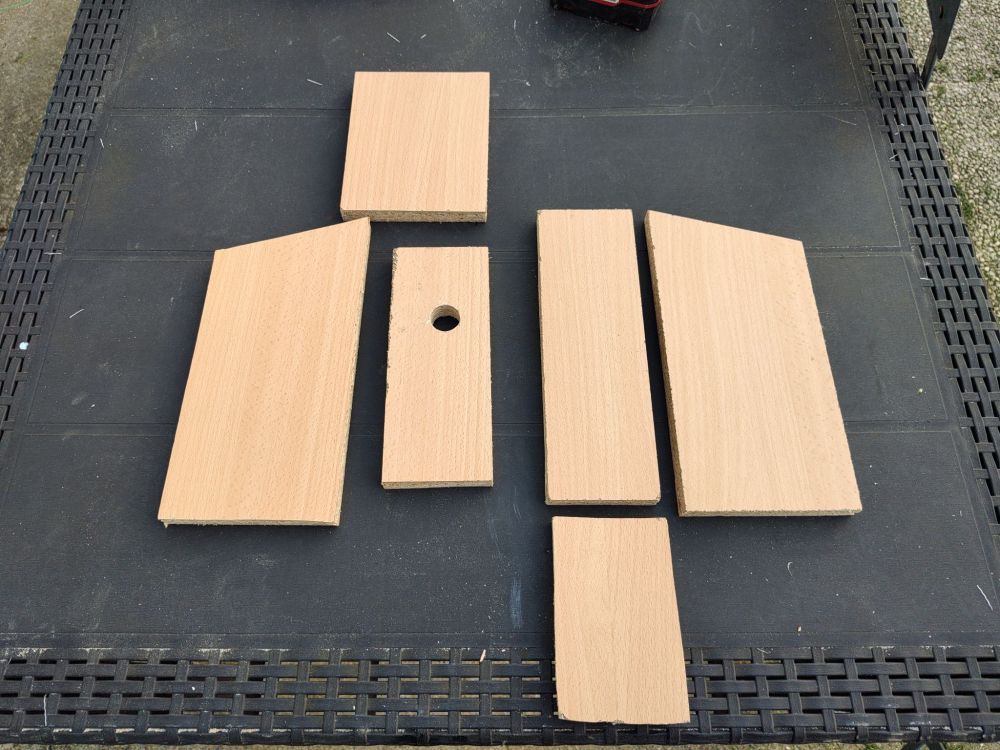
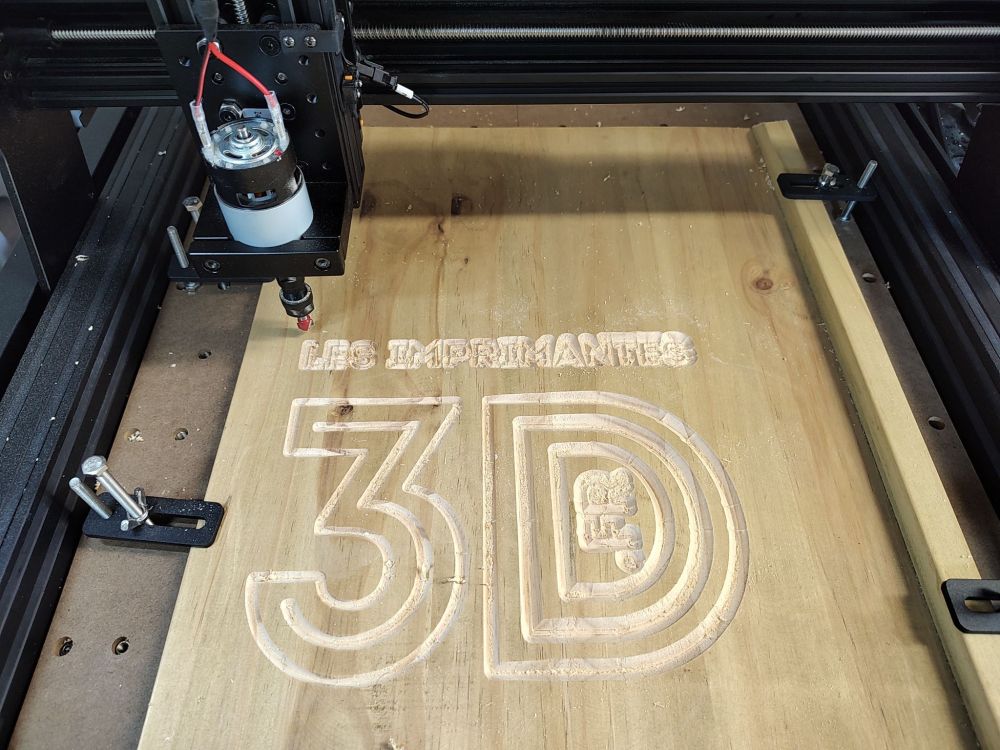
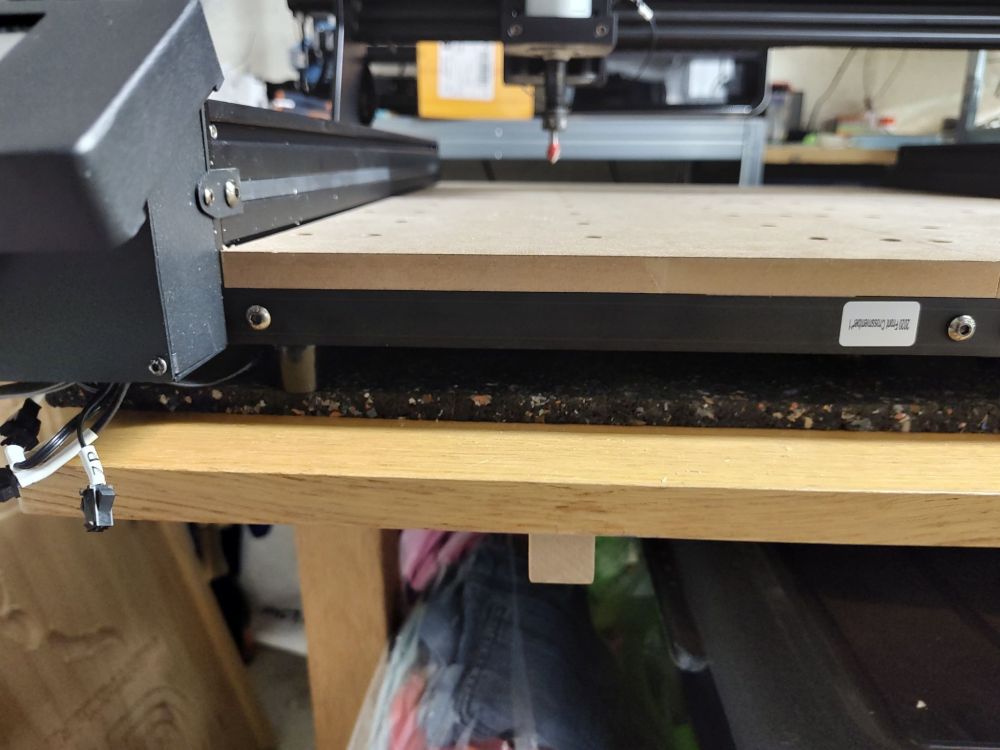
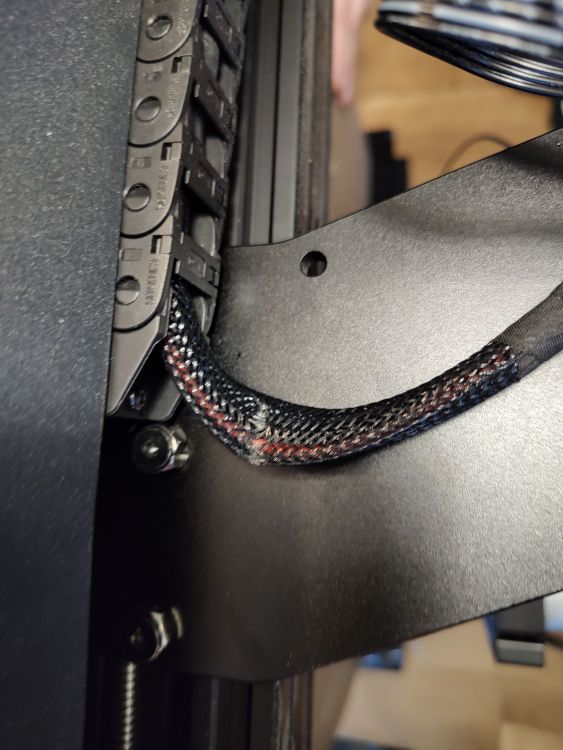
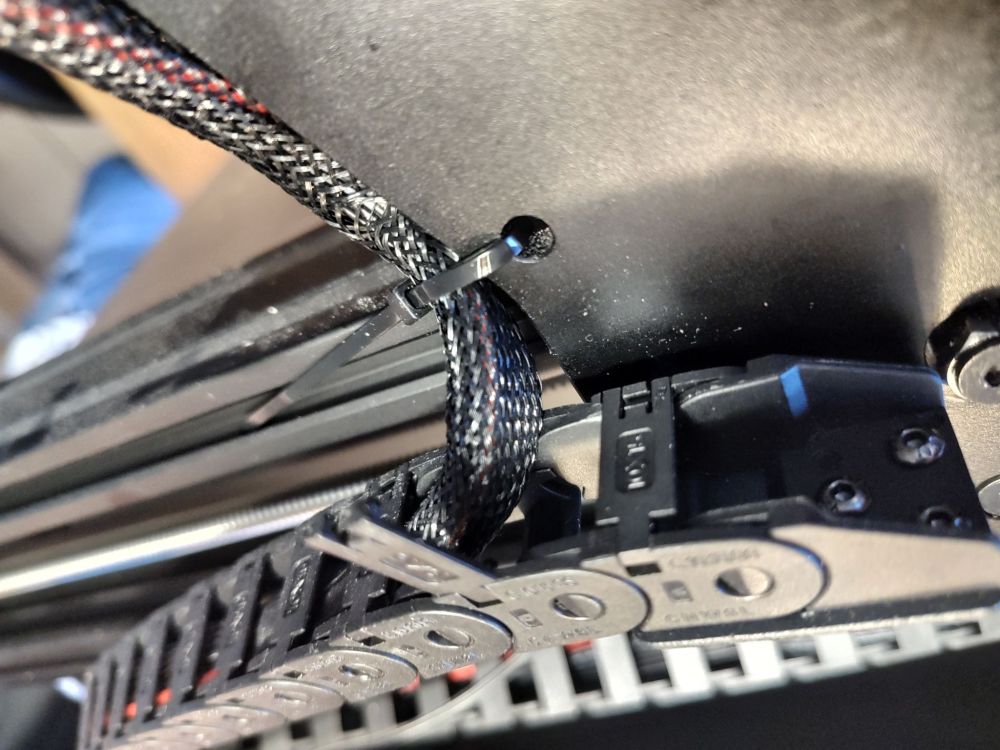
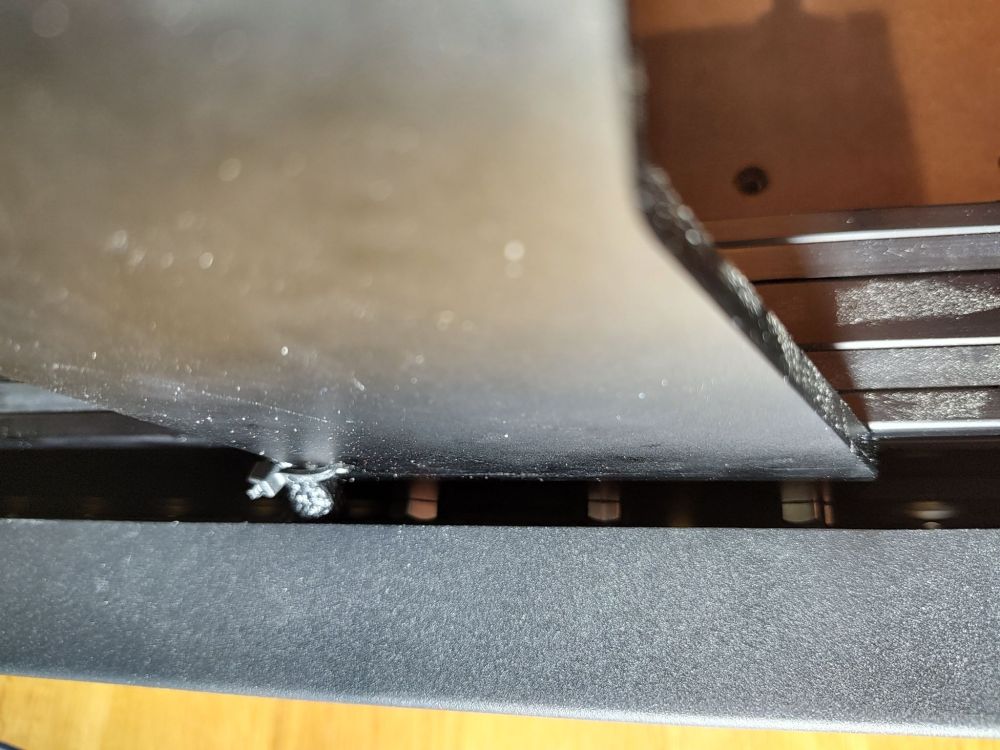
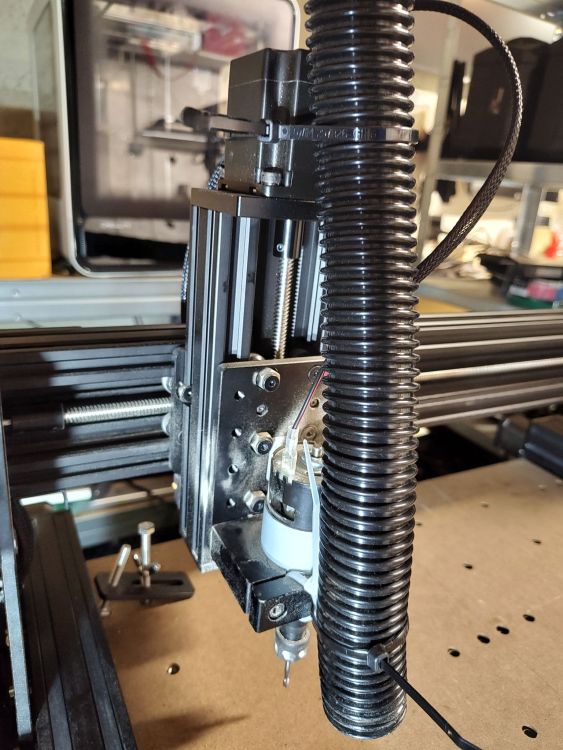
Bonjour, j'ai pu essayer pas mal de choses à la fraise de vcarve, de la découpe, mais aussi de la gravure 3D, voici les photos !!! l'article arrive prochainement suivi d'une petite vidéo bien sûr. Suite Lors des tests, j'ai réalisé des upgrades, le premier simple une plaque antivibration Je me suis ensuite occupé d'un problème plus dangereux, le calme pincé. J'ai ouvert le câble management qui est très pratique puis j'ai écarté l'espacement entre les bras et le câble en insèrent avant serrage un boulon. Le dernier upgrade pour ne pas avoir des copeaux partout dans le garage, mise en place d'une aspiration par cyclone








 2 points
2 points -
bonne idée, du coup je regardai, et sans rien faire, j'ai un truc propre. @SR-G y a un bug ou un parametre foireux quelques part chez toi peu être ?
 2 points
2 points -
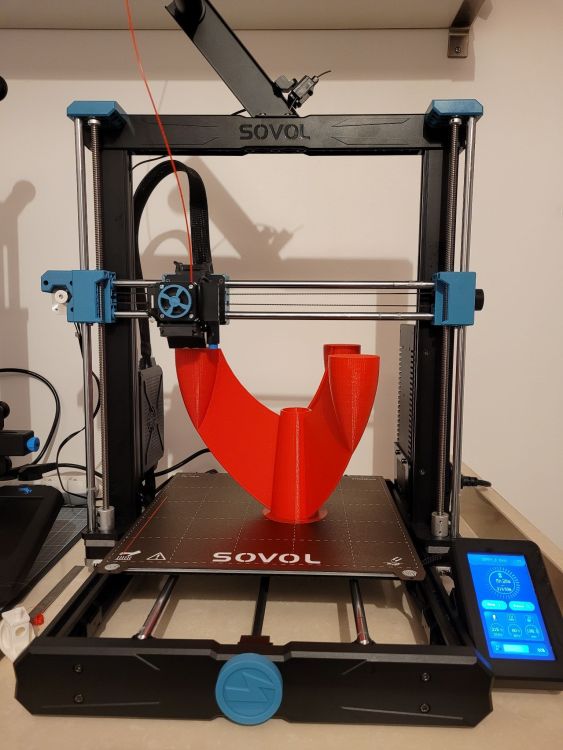
Hello J'espère que c'est suffisament joueur pour vous Tout se passe très bien pour le moment en 100mm/s. Pourvu que ça dure ! ++
 2 points
2 points -
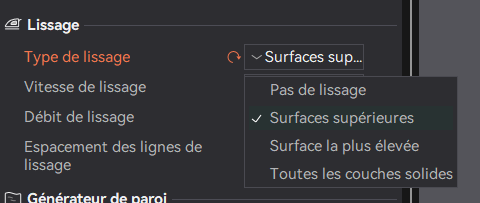
Perso j'utilise la fonction de lissage, en particulier quand je fais des plaques (texte dessin etc) et je trouve que le rendu est bien amélioré
 2 points
2 points -
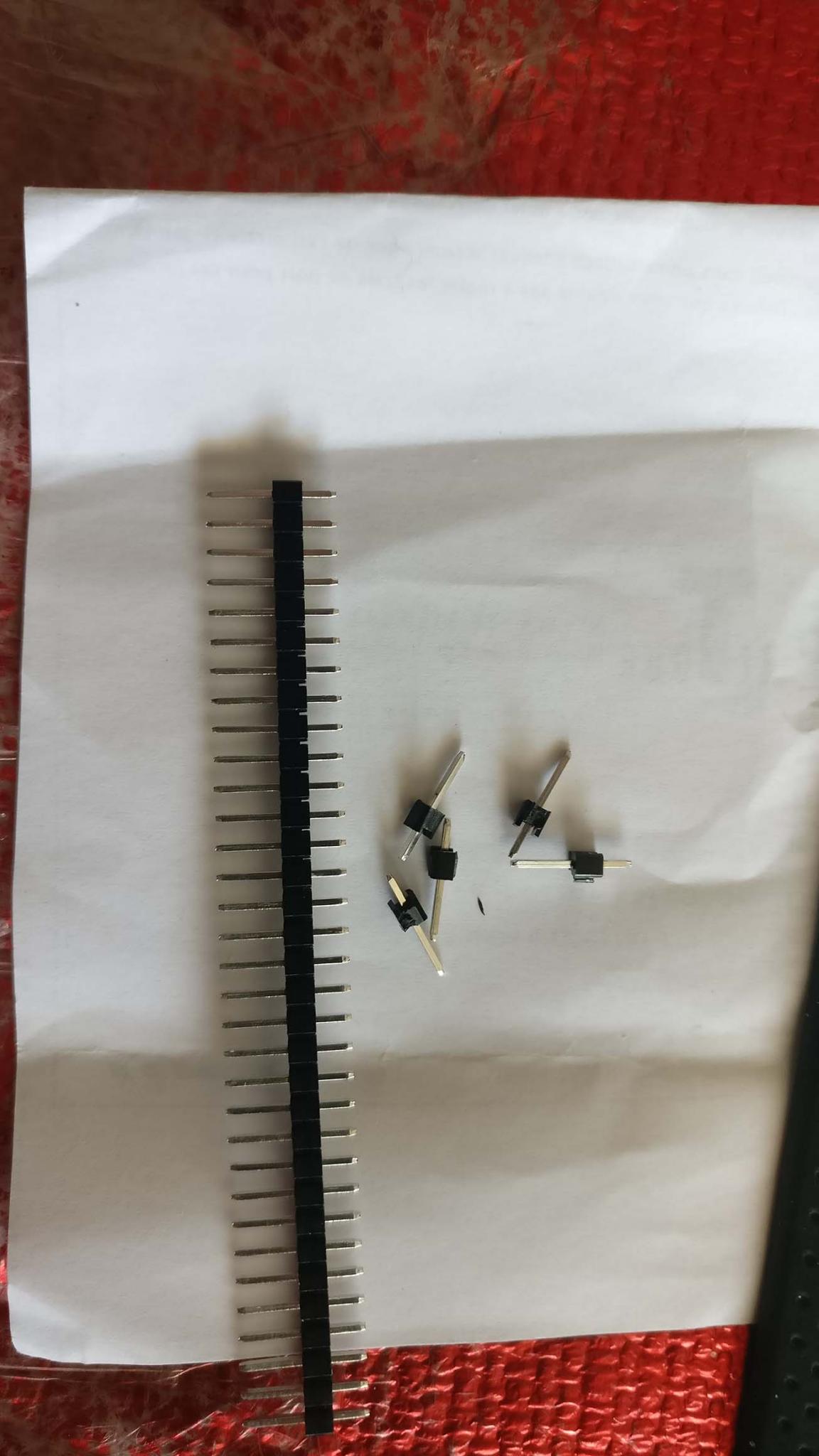
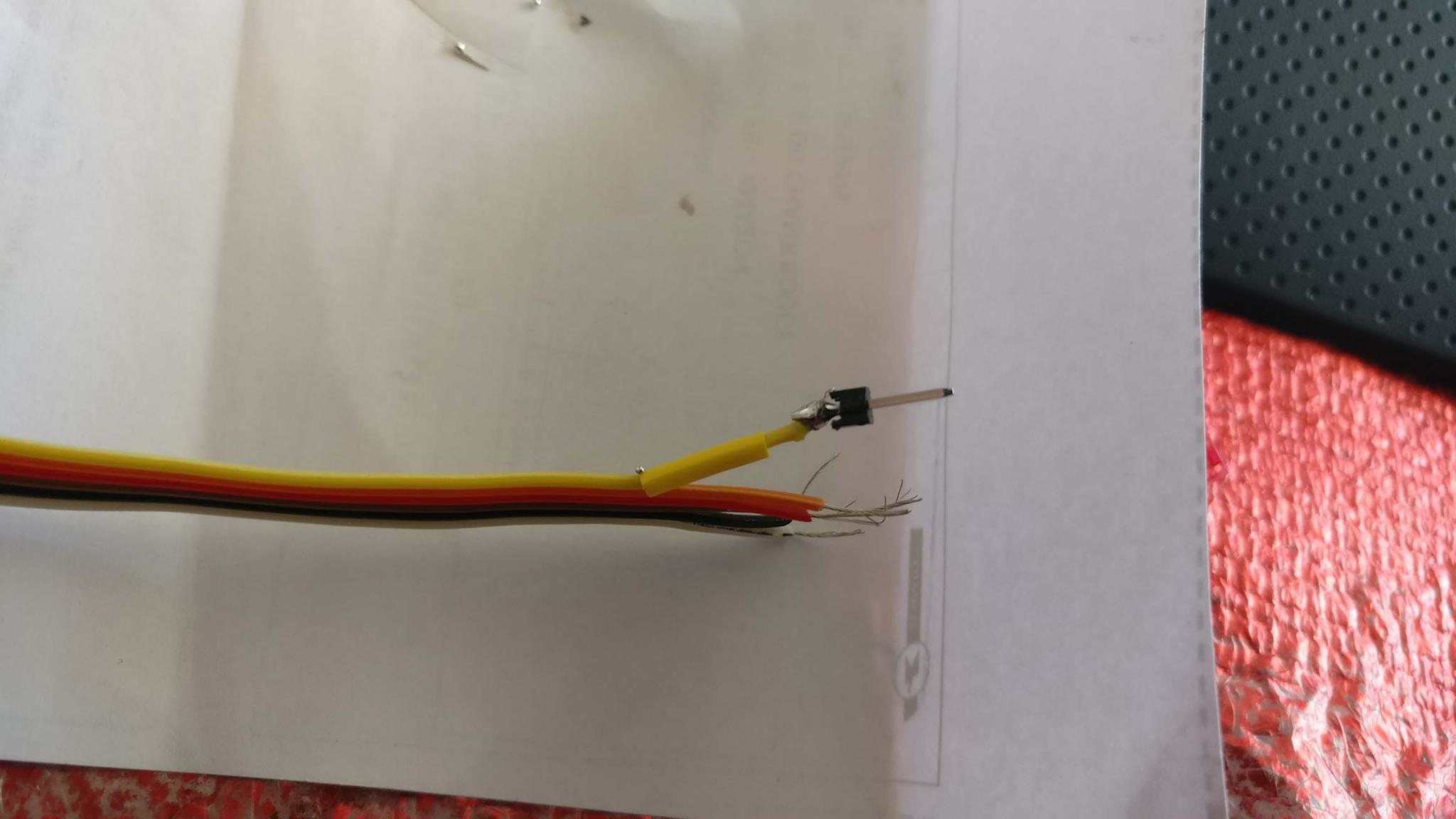
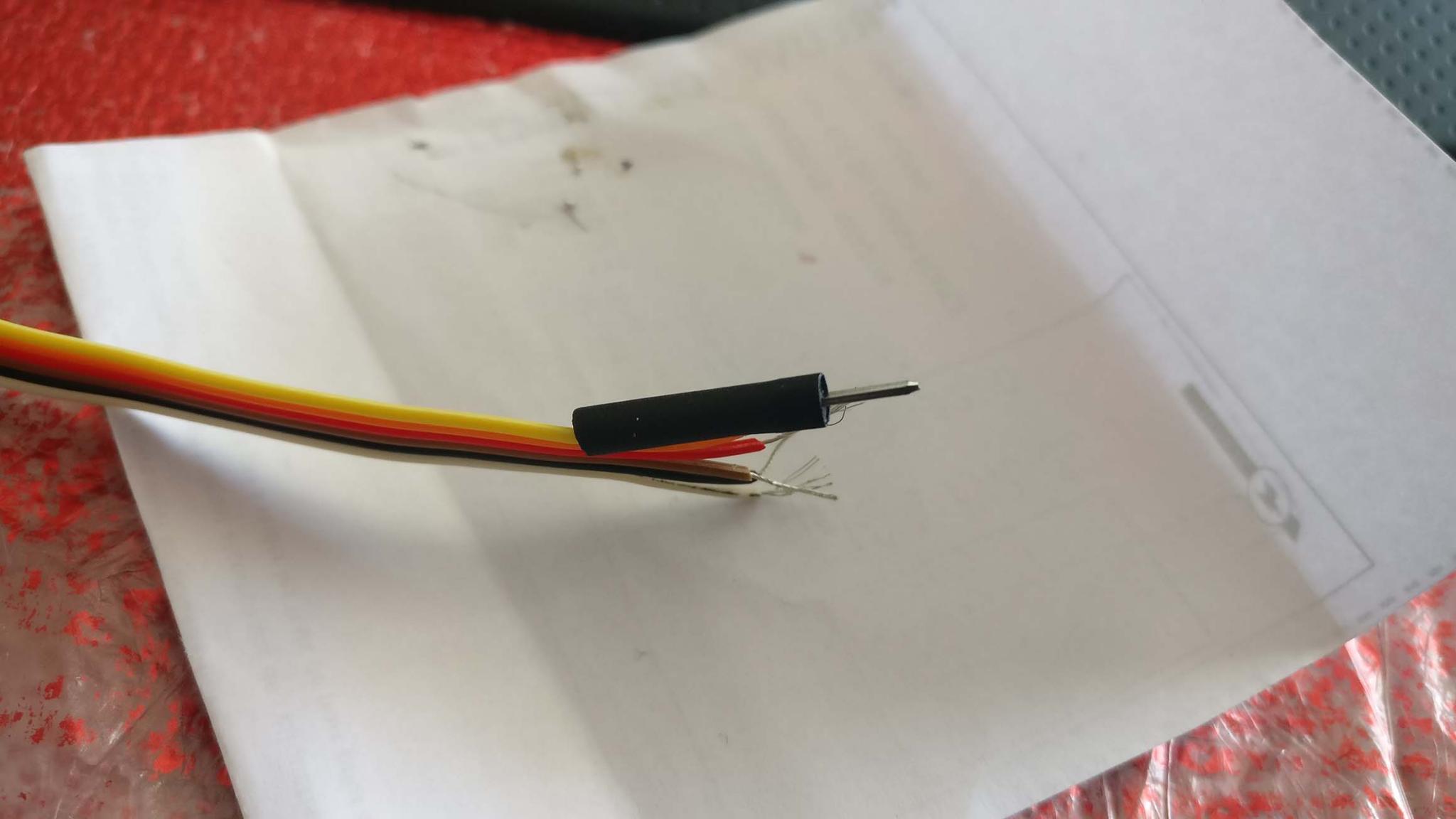
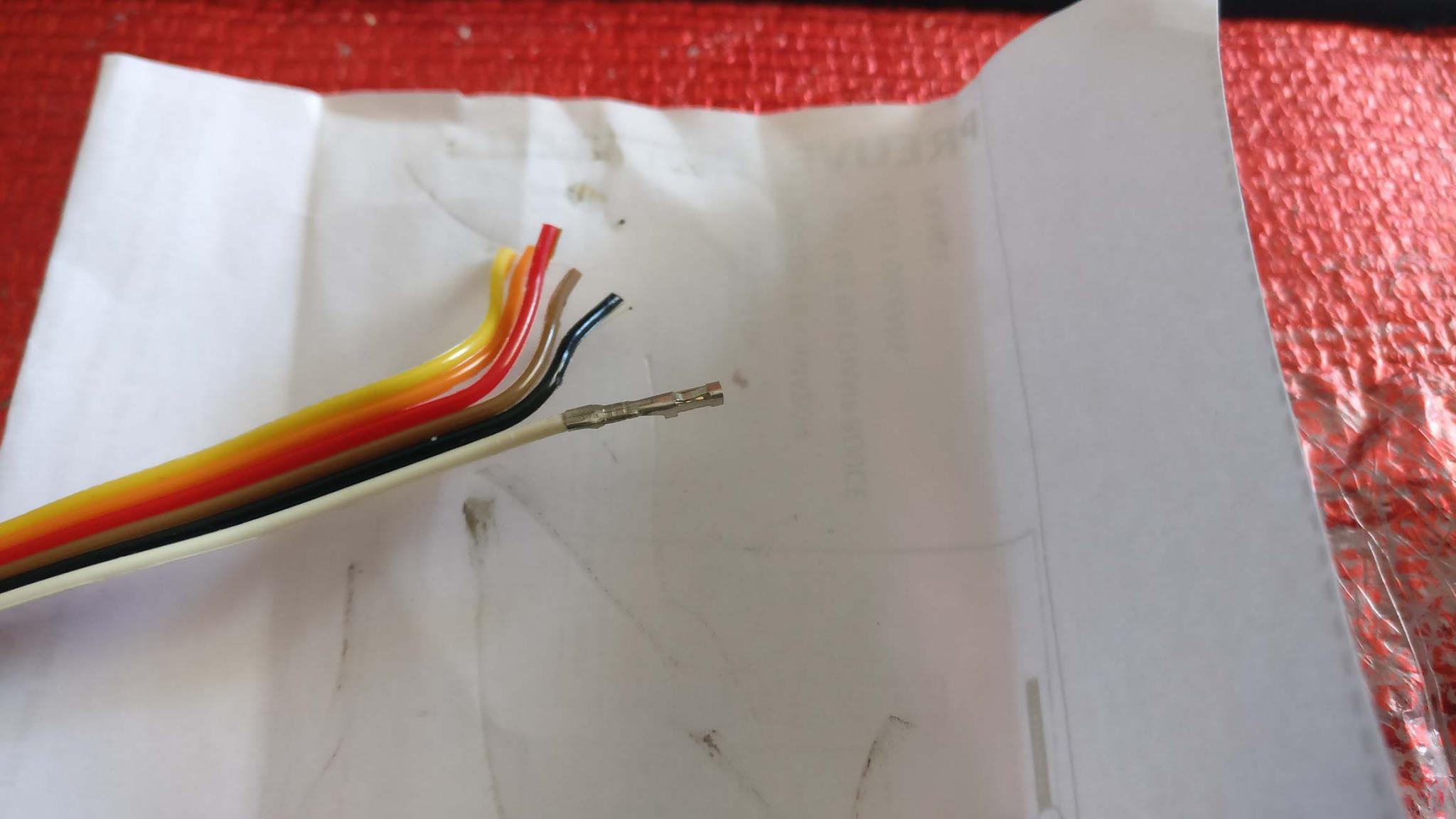
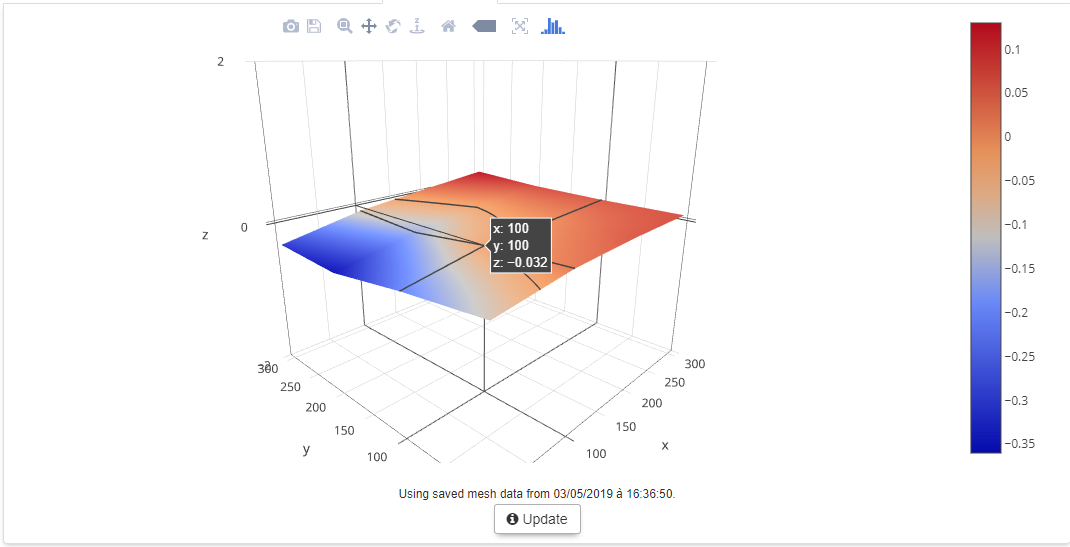
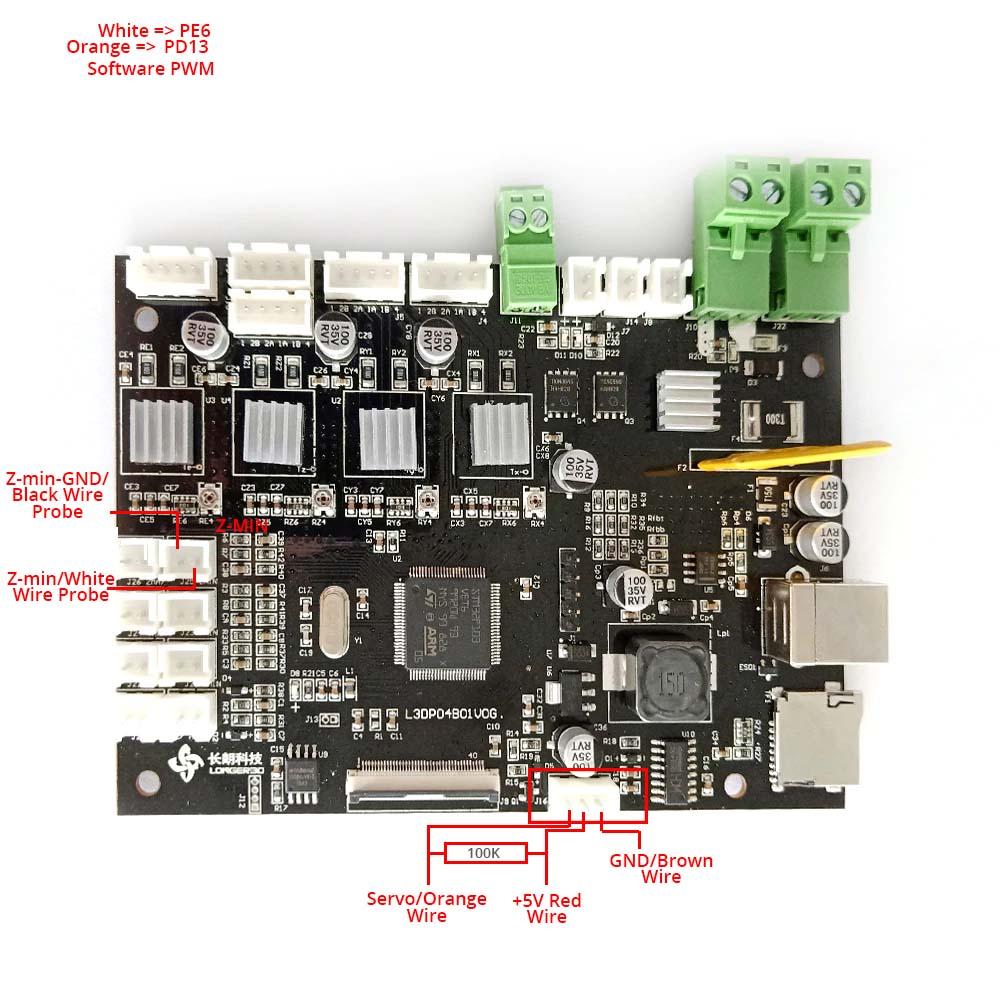
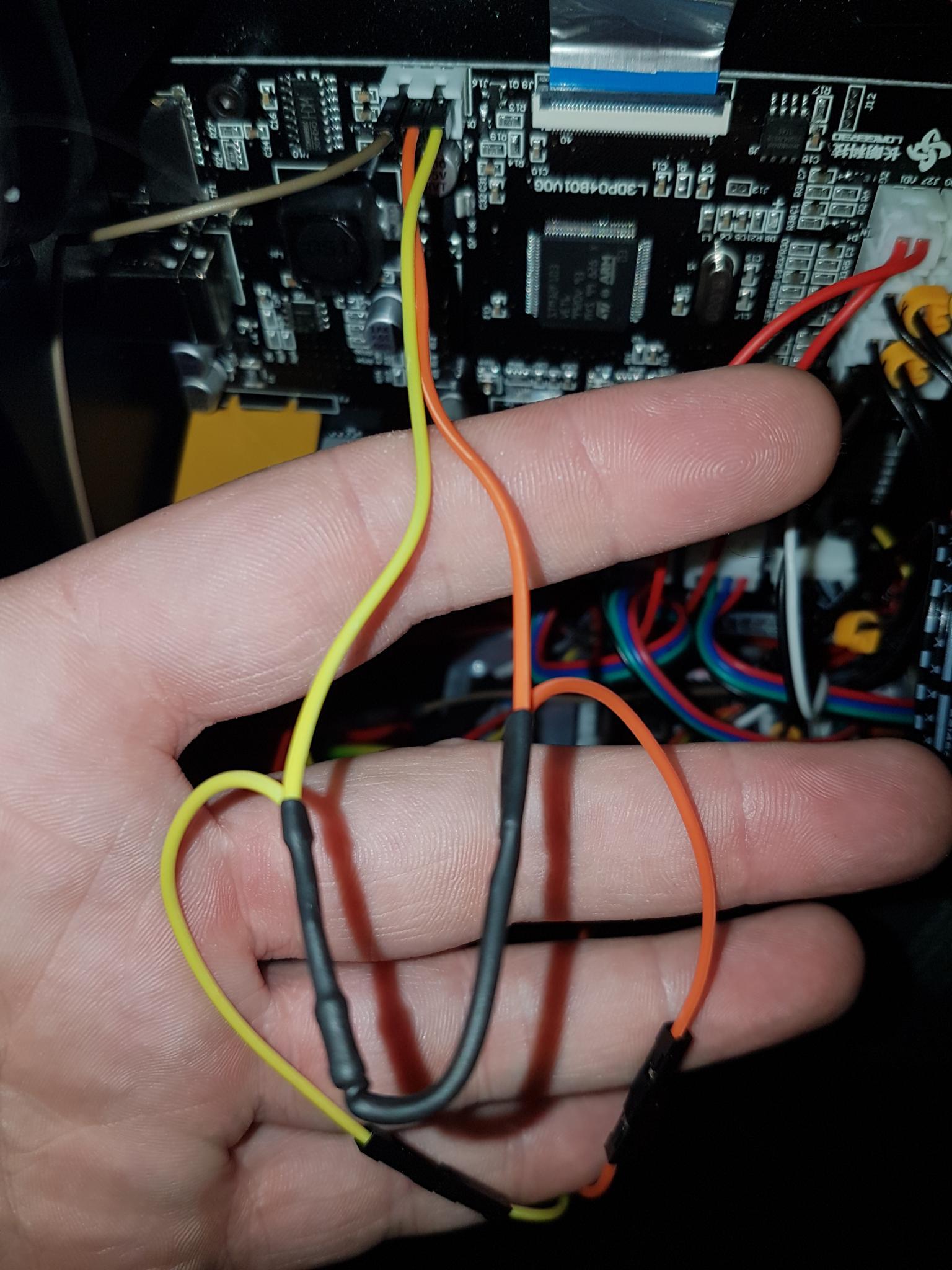
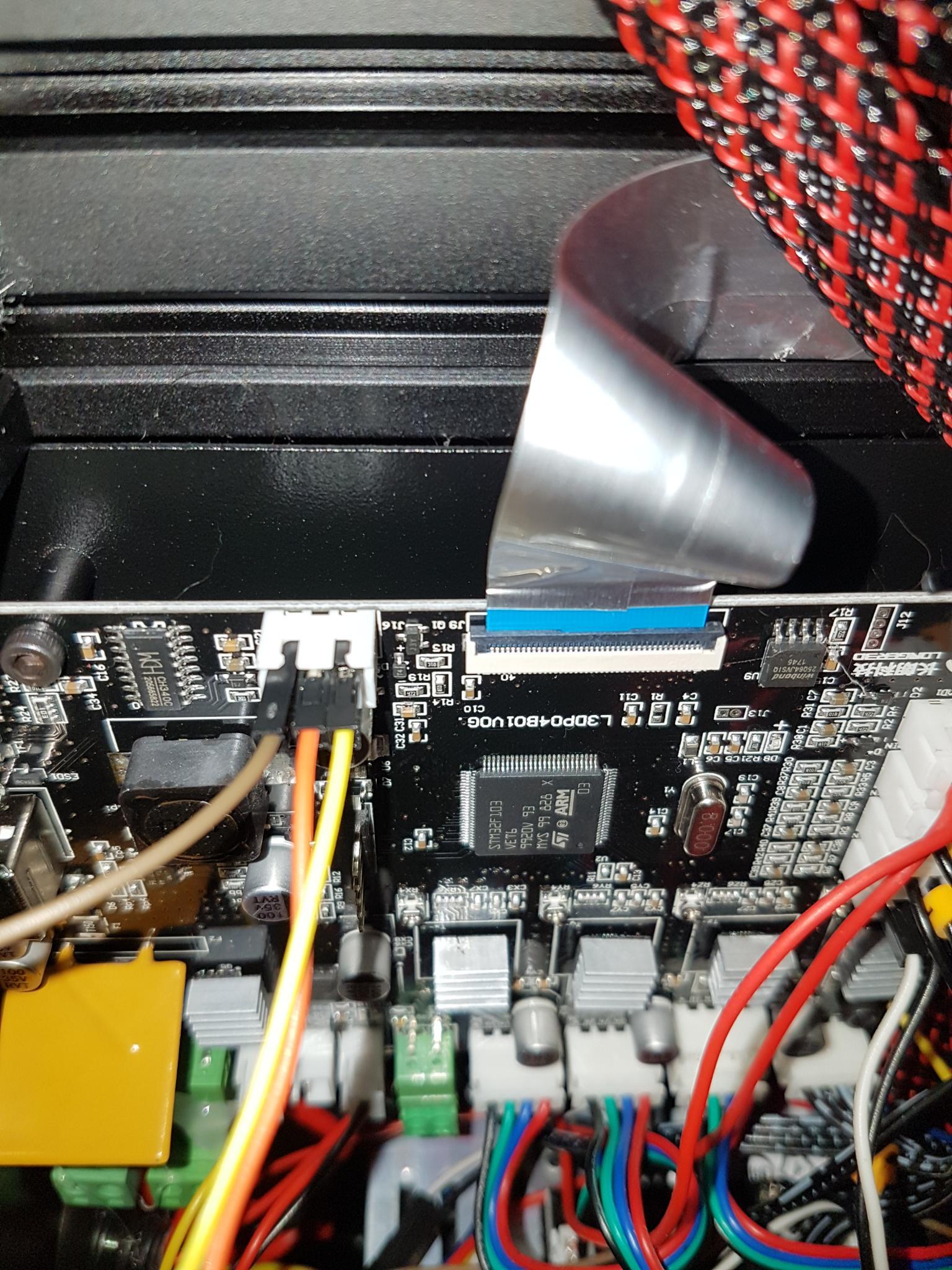
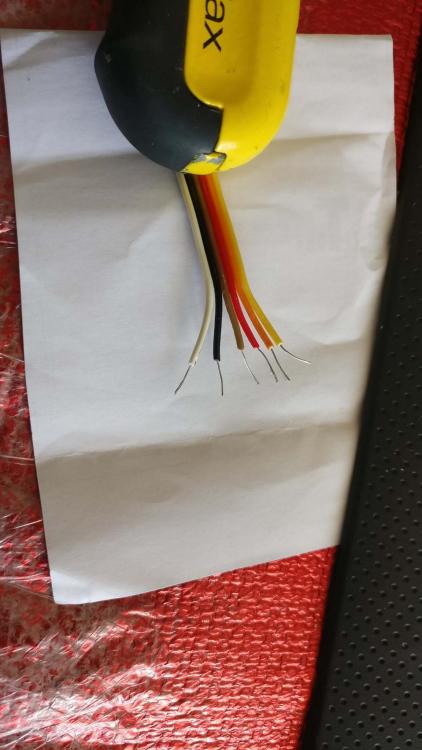
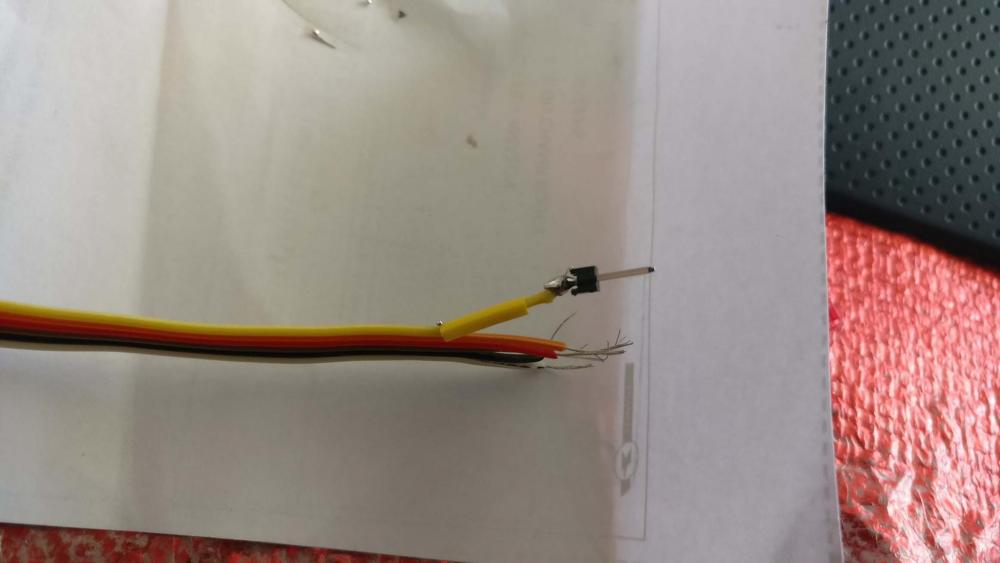
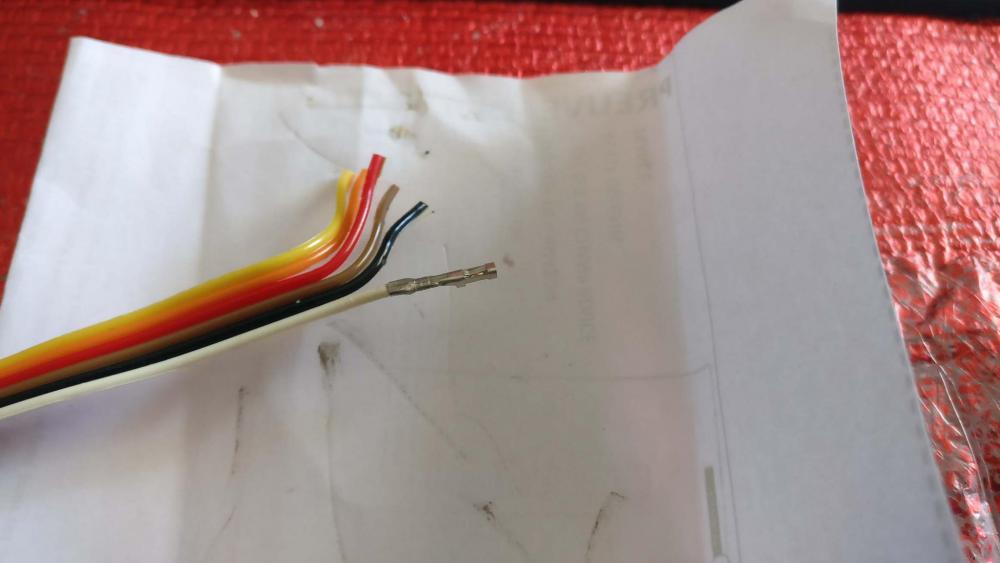
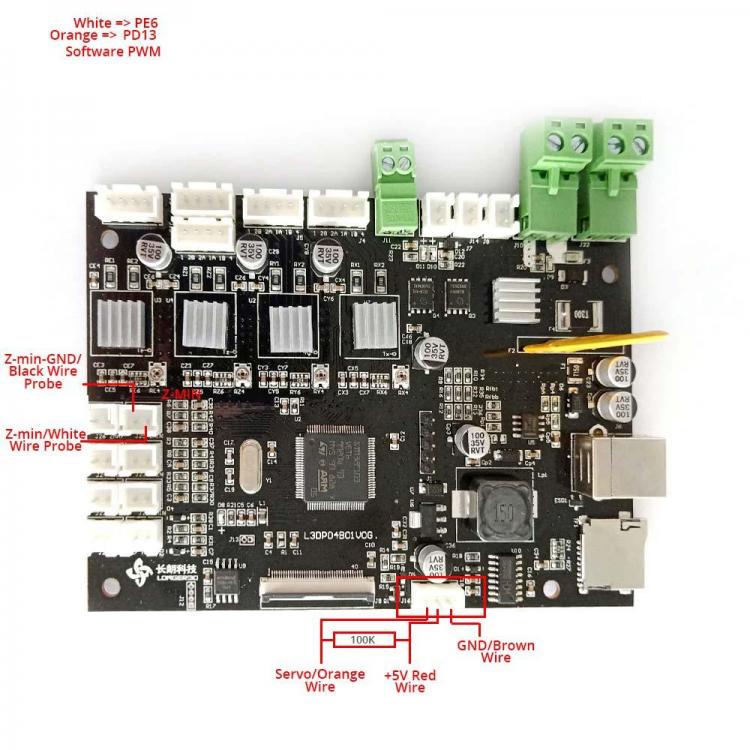
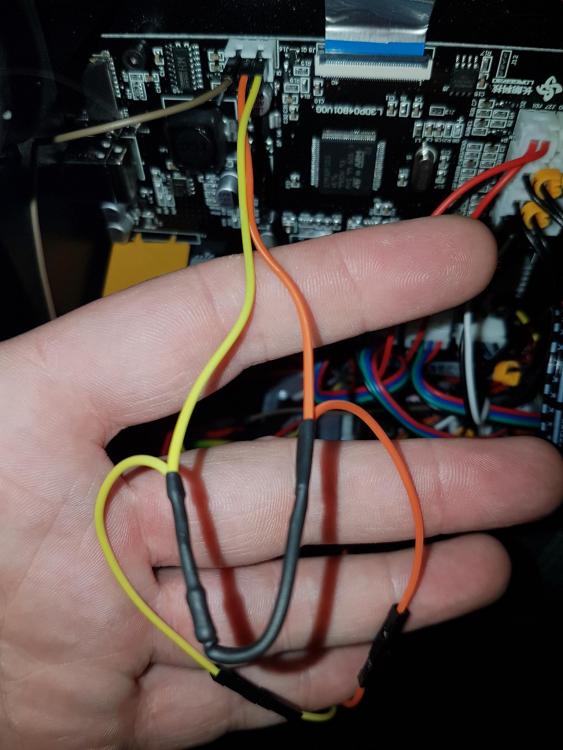
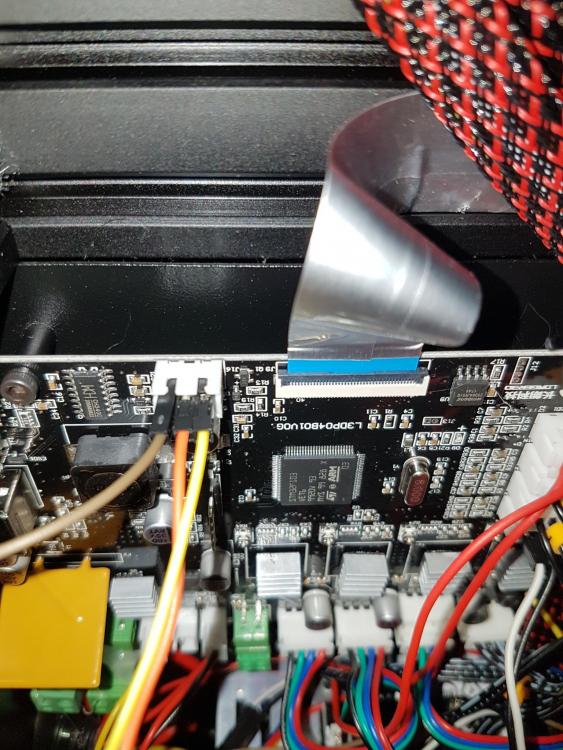
Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents ==================================================================== Mini tuto : Installation du TouchMi par @sensei73 ================================================================================ Installation du BL-Touch : Version 4.5 du 24/08/2019 (Update nouveau fichier .pins). De quoi ai-je besoin : Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez ! Savoir déjà compiler et flasher Marlin sur une Alfawise. Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D. Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici. Un peu de doc sur le BL-Touch (V3) Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici. Un fer à souder avec un peu d'étain. De la gaine thermorétractable. Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision. Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également. Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement. Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut : Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto. >>> On y va ! <<< Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" : Si vous avez une carte-mère en version V0G : Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) : Configuration Marlin 2-x Allez on passe enfin à la configuration ! Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent. Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29. Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé. On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 : Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 : Et on compile Marlin ! Tests Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ. Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel. Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto. Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations ! GCode de démarrage : Mini tuto Z-Offset pour BL-Touch ENJOY ! Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !





 1 point
1 point -
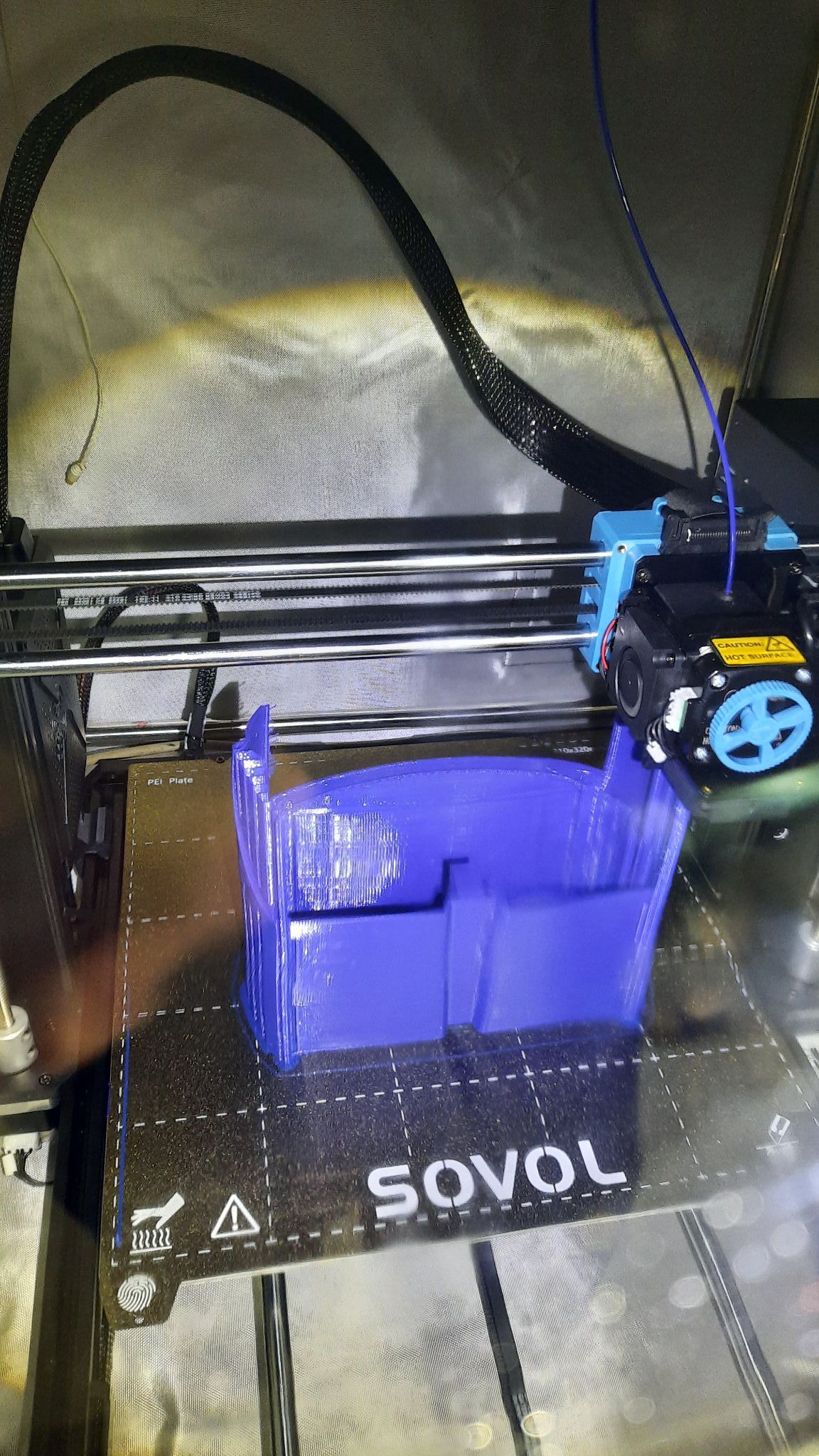
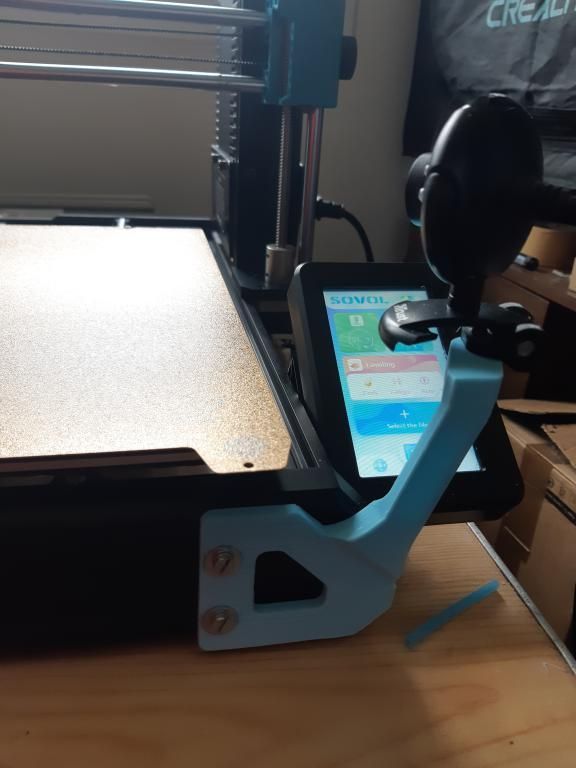
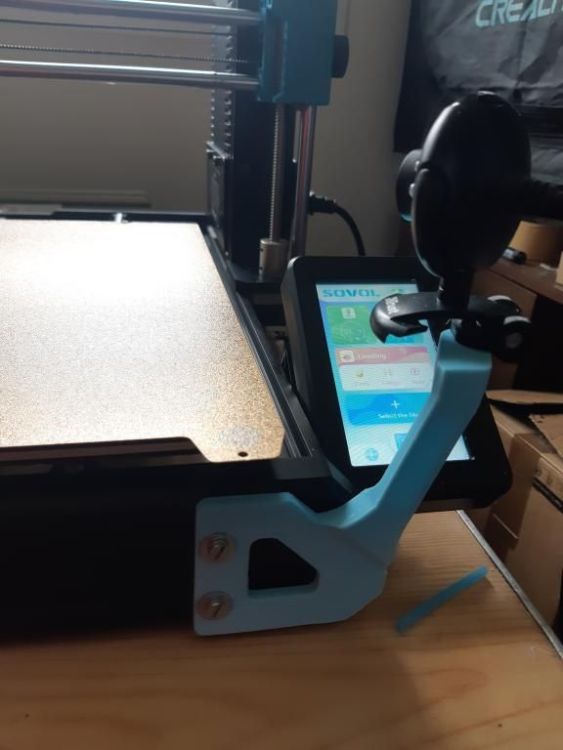
Bonjour, @jeff78s Voici quelques fichiers STL pour la SVO6 plus ils sont testés et montés sur mon imprimante. Ces quelques pièces simples répondent au besoin surtout pour éviter que la gaine tressée se coince dans le bâti de la machine. Support de caméra gauche ou droite (pas indispensable mais utile) deux vis M4 x 20mm pour la fixation maintien du câble de l'extrudeur, c'est une cale verticale qui bloc verticalement la nappe pour éviter qu'elle retombe sur le BED. a vous relire si vous avez d'autres idées ! Question : avez-vous l'intention d'installer des roulements linéaires en polymère ? Francis support_cam-R.STL support_cam_L.STL maintien_du_câble_de_l'extrudeur.stl cable_support_BED.STL


 1 point
1 point -
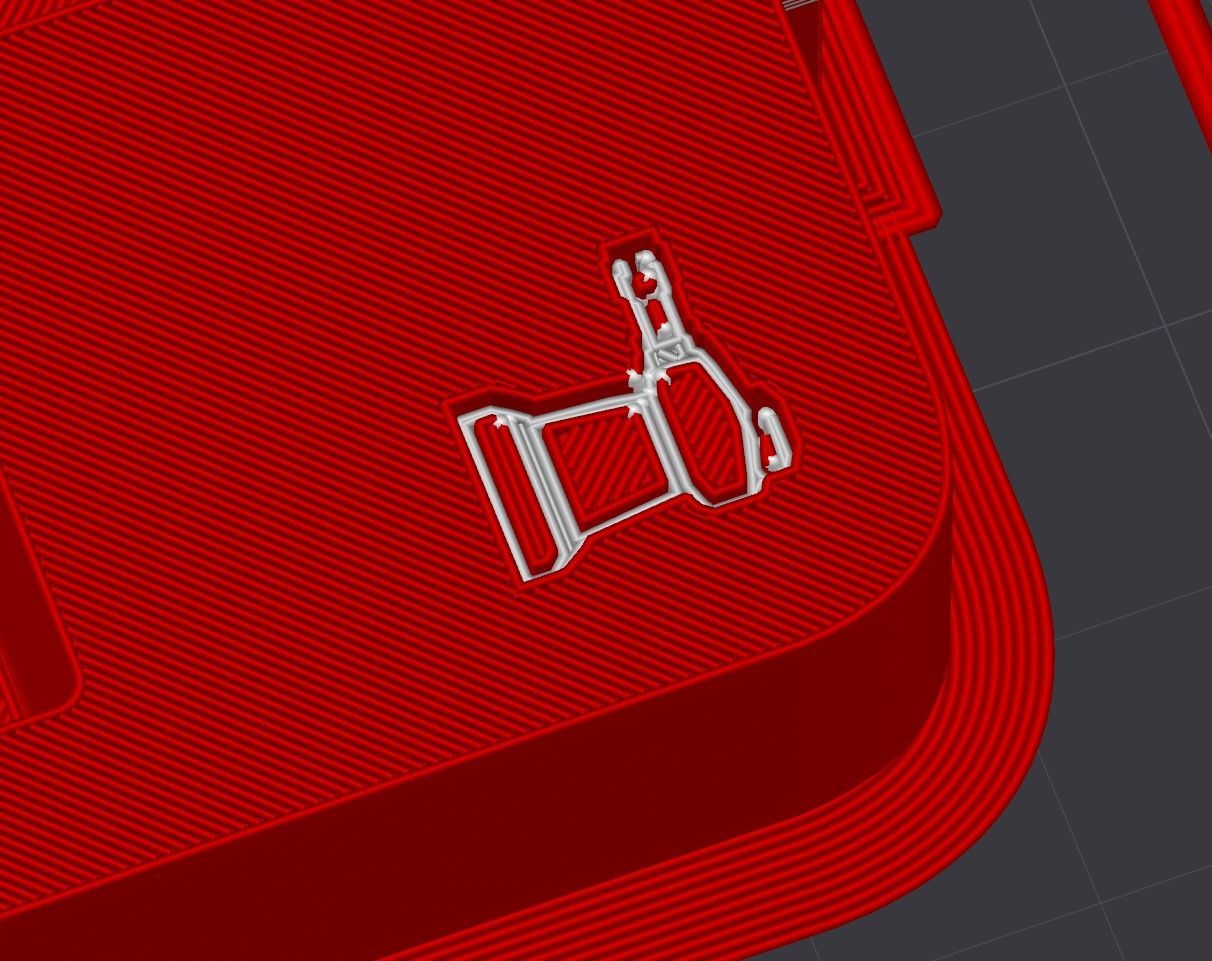
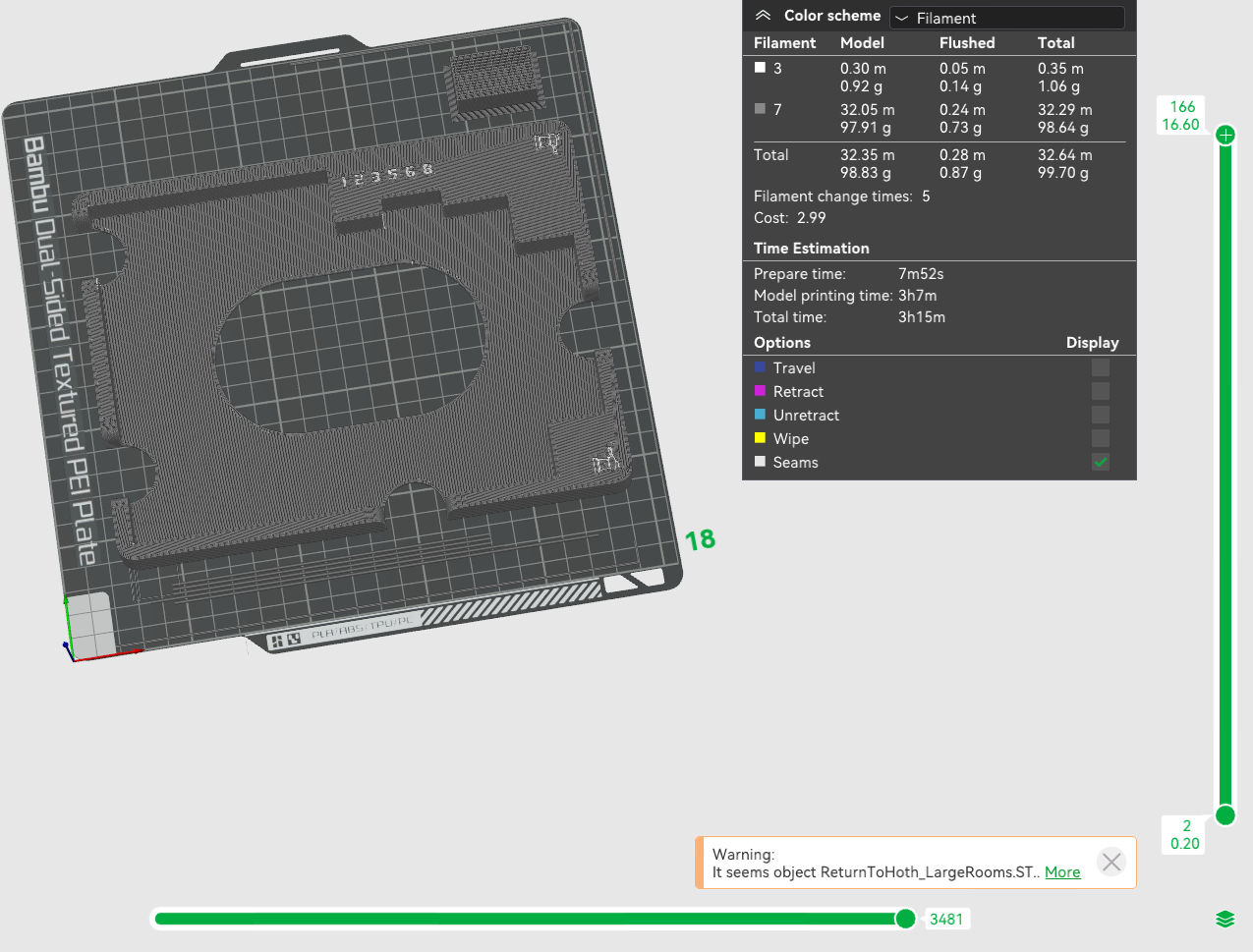
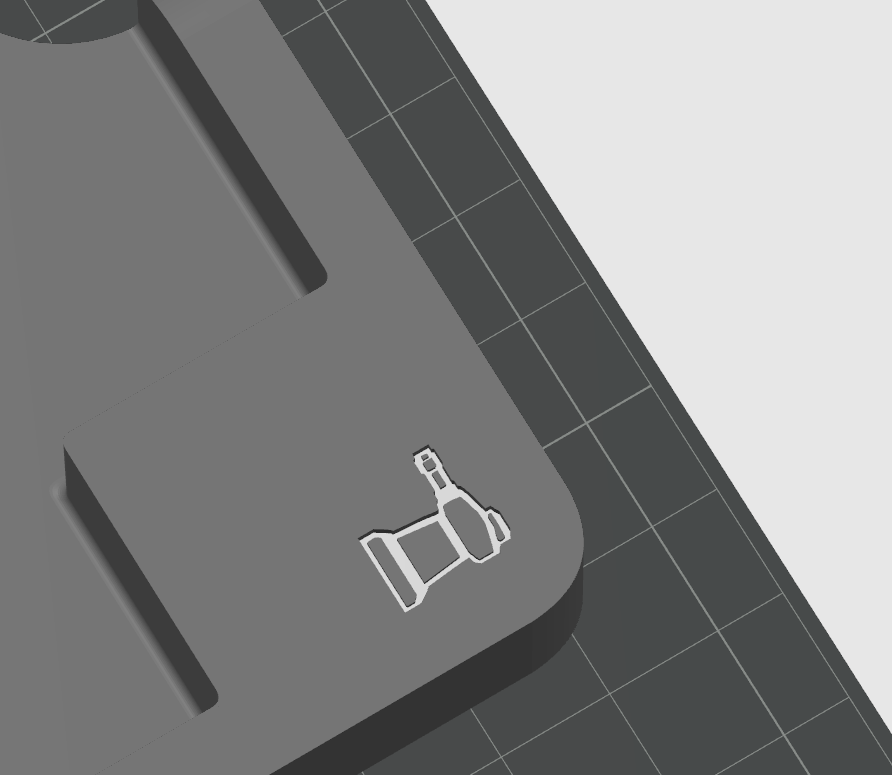
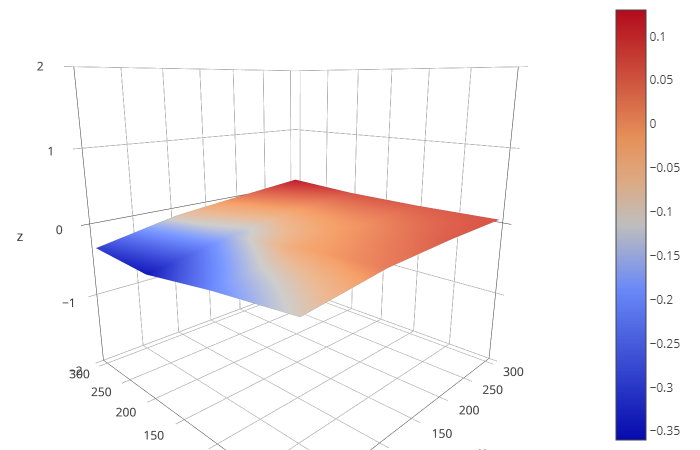
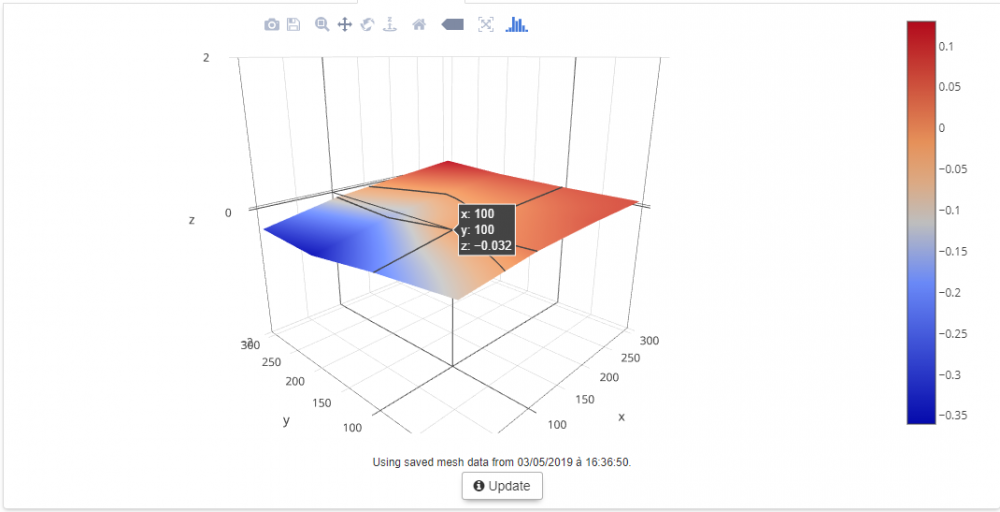
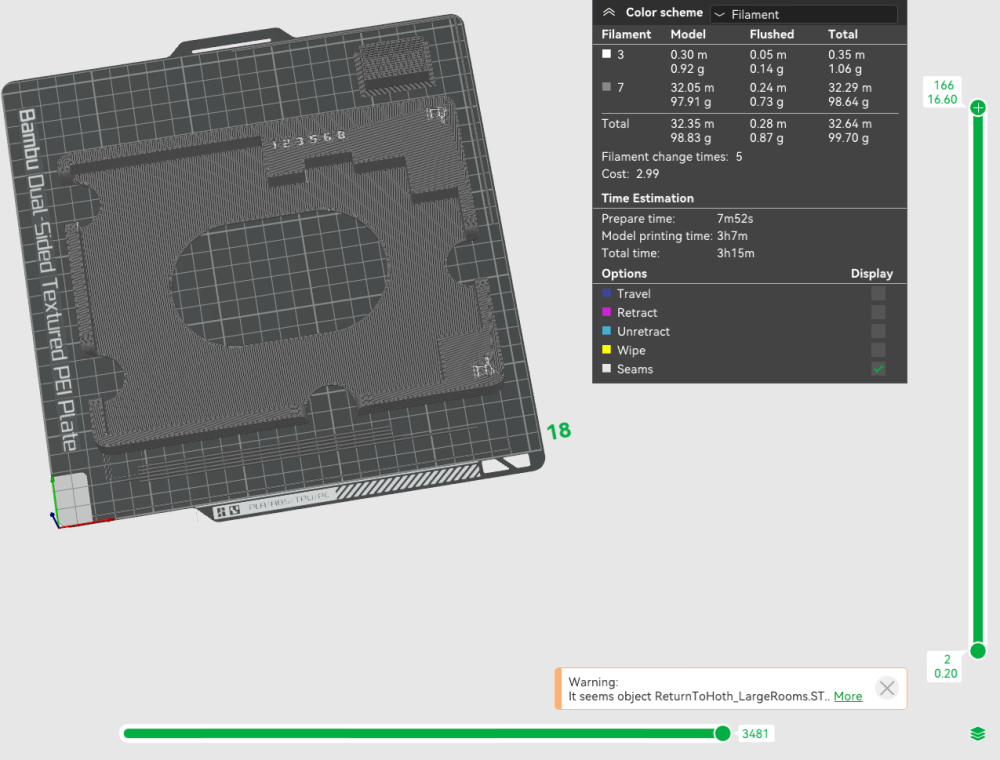
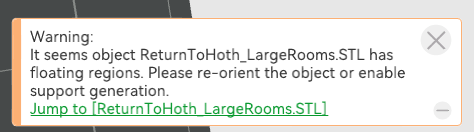
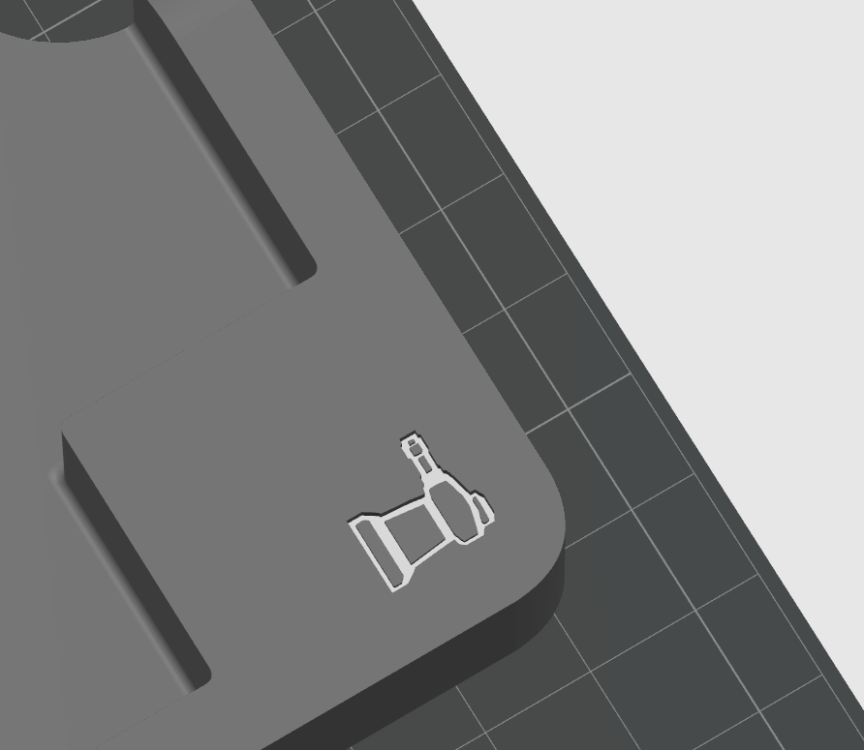
Hello, J'imprime des boîtes de rangement pour un jeu de société, et je remarque que certaines pièces ont un mauvais rendu sur la surface (couches hautes) une fois imprimé : çà vient de certains motifs qui entraînent un remplissage curieux (je trouve) de la dernière couche. Est-ce que quelqu'un sait comment ajuster çà pour avoir un rendu plus propre ? Zoom sur partie problématique (j'aurais voulu la même orientation partout / pas ce trait vertical curieux) : Cette partie est bien sûr nickel en préparation : La pièce dans son ensemble : (j'ai essayé pas mal de paramètres, mais rien n'impacte ce comportement) (c'est pas dramatique, j'avoue, mais tant qu'à faire, j'aurais aimé trouver comment avoir un rendu propre) Le warning par ailleurs est curieux, je ne sais pas d'où il sort (cette pièce n'a PAS de parties flottantes / bridges)

 1 point
1 point -
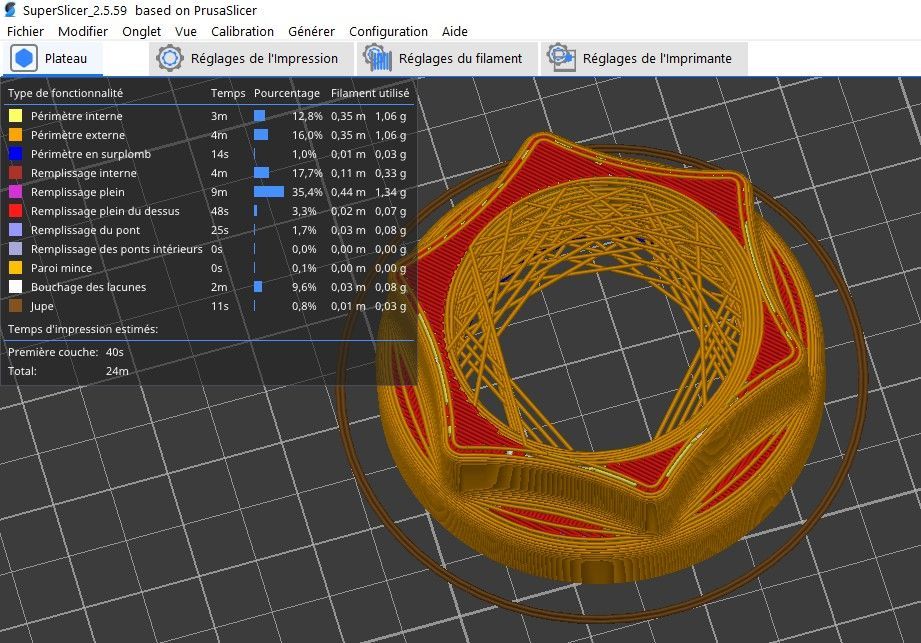
Bonjour à tous, Avez vous déjà eu ce genre de bug dans Superslicer ? Je commence à apprécier ce Slicer et je m'aperçois qu'il est buggé (voir photo) J'ai rencontré le même type de bug avec les surplombs EDIT : La version 2.4 n'a pas ce souci. Je suppose que je dois attendre la fixation des bugs...
 1 point
1 point -
Salut @Nunki0, Est-ce que tu peux tester ce firmware d'écran? Je pense avoir réussi à modifier la limite à 200%. DWIN_SET.zip1 point
-
Salut, Si tu as remonté ton plateau au maximum, tu n'as plus de marge pour les réglages. Baisse-le , relance ta calibration et refait ton Z-offset. Regarde également au niveau de ton end-stop s'il n'est pas déréglé.1 point
-
En fait ça ressemble à Obico mais ça passe par le Cloud Creality donc je n'ai pas testé puisque j'ai installé un Obico fonctionnel sur ma SP ( voir ici comment le faire, en français ). Octoeverywhere (équivalent plus open source d'Obico) devrait également être installable (pas testé), une branche de leur github propose un script d'installation sur le SP. Ton BTT Pad7, tu l'as eu où ?1 point
-
Oui. TLDR; après paramétrages et configuration on peut espérer imprimer sans perte de qualité à une vitesse de 50 à 100% plus vite ( 160 mm/s). la limite de vitesse sera surtout dépendante de la capacité de l'extrudeur à fournir le filament (avec les extrudeurs originaux: 12-15 mm^3/s max.) De nombreux sujets existent déjà, un test a été fait sur le blog . Une chaine Youtube propose quelques «tutoriels» pour accompagner un débutant (les bases) pour ensuite aller plus loin. La tablette permet : d'éviter l'étape de sourcer le matériel (un Raspberry Pi aujourd'hui est difficilement trouvable et quand il l'est son prix n'est pas raisonnable) d'éviter l'étape de l'installation de l'environnement (Klipper, Moonraker, Fluidd / Mainsail, Klipperscreen) propose un bon nombre de fichiers de configuration «clé en main» pour la majorité des imprimantes Creality (pas toutes par contre) prend en main l'utilisateur pour : - les étapes de flashage du firmware sur la carte contrôleur de l'imprimante, à condition que l'utilisateur connaisse son matériel donc qu'il soit capable d'ouvrir le boitier électronique contenant cette carte et de lire les caractéristiques du microcontrôleur (ATmega. STM32, GD3, … et leur variations 1284p, 2560, F103, F401,…) - les premières vérifications après flashage (fonctionnement correct des matériels) - quelques étapes de calibration (compensation de résonance via l'accéléromètre ADXL livré) … Cette aide apportée par la tablette ne dispense l'utilisateur de se documenter (RTFM) car Klipper n'est pas Marlin, d'autres habitudes devront être acquises. A minima, la lecture et relecture de la documentation de Klipper (traduite par des membres de ce forum en français). Mon avis: pour un néophyte souhaitant passer du côté «obscur» de la force et goûter à des impressions plus rapides (en restant raisonnable), dont l'imprimante est stock alors ça peut être un bon investissement, pour un utilisateur plus aguerri il sera limité par le système d'exploitation installé (Tina Linux, dérivé d'OpenWRT) et les versions modifiées, de plus, anciennes des composants basiques (Klipper, Moonraker, Fluidd, Mainsail) et donc il se tournera plutôt vers des matériels et installations «standards».1 point
-
Gagné, je l'ai eu à 117€, elle est dispo aujourd'hui. Ce qui m'a décidé c'est le Canbus dispo en branchement externe.1 point
-
@zalman91 Pour ta mise à jour, as-tu essayé de le faire via une clé USB contenant les fichiers de l'archive à placer à la racine de la clé USB ? Manipulation permettant de faire l'équivalent de la mise à jour OTA (ce n'est pas une réinstallation complète du système ) Les ports USB (1 et 2) sont plus «fragiles» que les deux à l'arrière (3 et 4) : Peut-être si l'imprimante était connectée sur le côté, tester en connectant sur l'arrière ET en modifiant le serial du mcu dans le printer.cfg ? Non… Des tablettes, actuellement, j'en ai «beaucoup» (SonicPad, FlsunPad, RPI7"+RPi3, BTT RpiPad5"+CM4, RPi4+écran tactile 10",…) : je collectionne Il me manque la future BTT Pad 7" qui au vu de ses promesses me semble actuellement la plus intéressante (si j'avais pu en attraper une au prix limité de 99$… mais à peine ouverte son lancement en moins d'une minute… il n'y en avait plus de disponible… Son prix était passé à 129$ (tout à fait correct pour ce qu'elle propose sur le papier)).
 1 point
1 point -
Bien joué, 40/50° c'est la normale, plus de 70° c'est ce que j'avais avant mes modifs et c'est beaucoup trop. C'est très sympa la mise à dispo, ça va aider beaucoup d'utilisateurs. En ce qui me concerne j'ai revendu mes Sonic Pad. Lorsque j'aurais un moment j'ouvrirais un sujet pour explique pourquoi et par quoi je les ai remplacé. Un indice ? fran6p doit avoir deviné.1 point
-
Salut @SR-G, Est-ce que tu peux fournir le STL de ta pièce pour qu'on puisse jouer aussi ?1 point
-
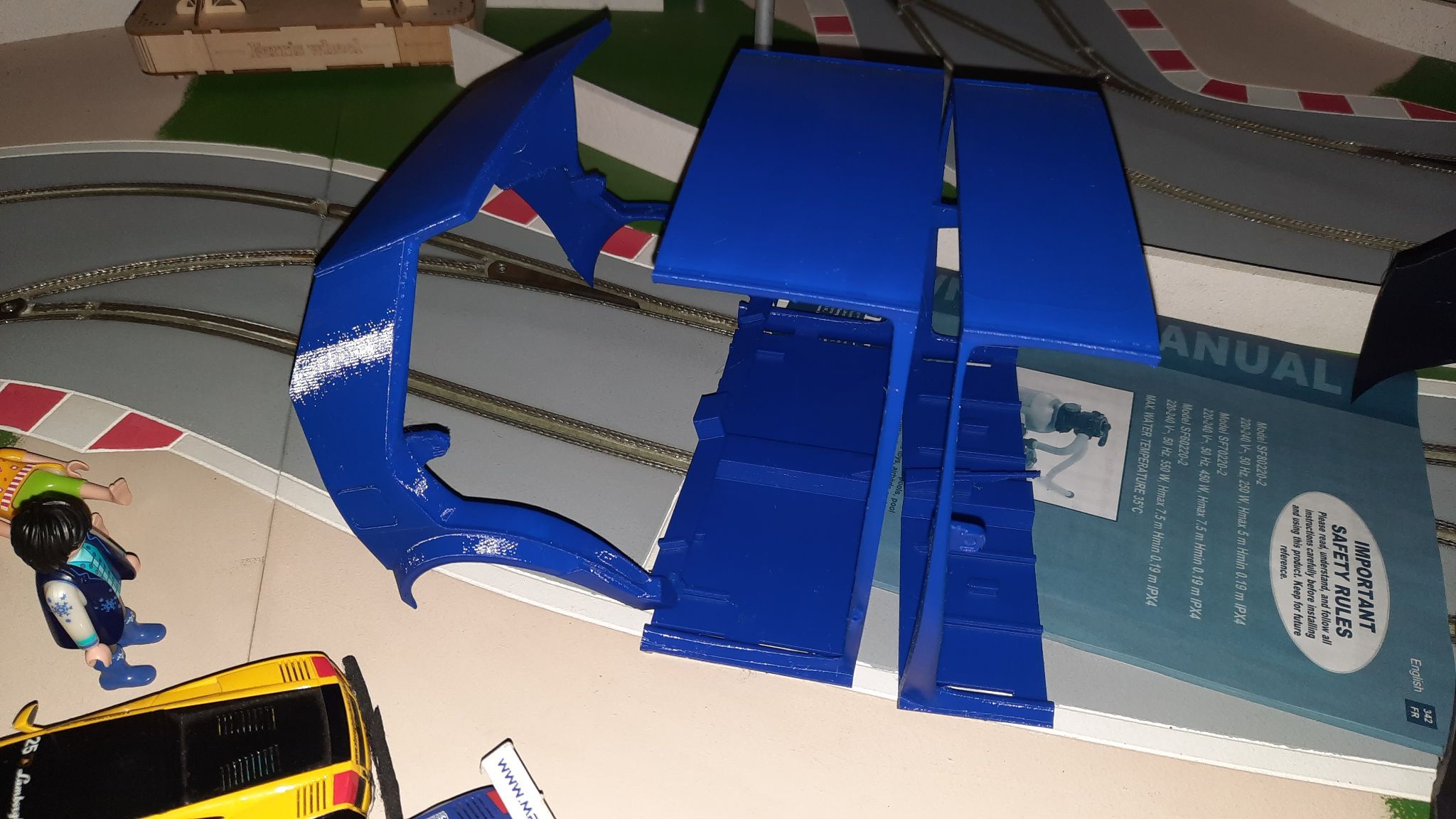
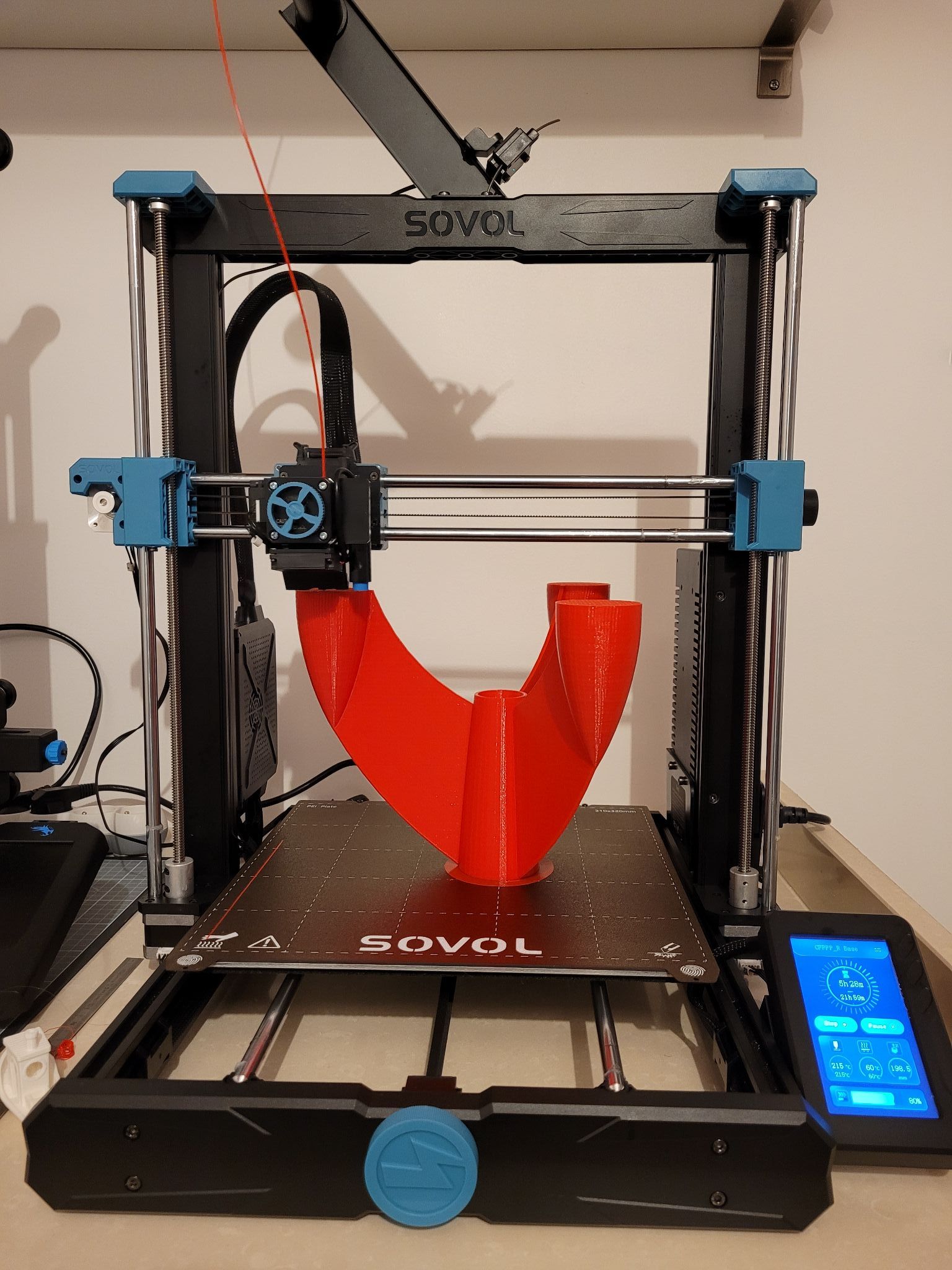
Hello tous, Après m’être attelé à mon second problème d’impression, à savoir, la buse qui gratte la pièce (pb résolu), j’ai découvert en imprimant de nombreuses pièces de test en surplomb, que j’avais un problème de sur-extrusion, mais aussi que mon fan_duct n’était toujours pas suffisamment performant pour imprimer les surplombs importants. J’ai donc revu ma copie et je peux dire que cette dernière version me donne entière satisfaction. Ce benchy a été imprimé à 100 mm/s avec Prusasclicer qui ne prend pas en charge les surplombs comme Superslicer. L’impression n’est donc pas ralentie pour les surplombs. Le résultat est vraiment très propre, mais surtout, la coque est parfaitement réussie cette fois. Sur ce test, on voit que les surplombs sont très bien. Le filament est bien refroidi. Je place ici les derniers fichiers. Base ver2.STLConduits2_ver10.STLPlaque_E3V2.STLSupport bltouch.STLSupport bltouch+barreLED.STLSupport ventilateurs réglable en hauteur ver2.STLVolets support ventilateurs ver5.STL J’utilise à présent Superslicer pour imprimer mes pièces. Je le trouve vraiment plus abouti que Prusasclier. Je l’ai paramétré afin que les trous soient à la bonne taille une fois la pièce imprimée. Donc les trous dans mes pièces sont à la bonne taille. Il faut régler les côtés des conduits à 3 mm lorsque la buse touche le plateau. Il faut aussi utiliser des inserts métalliques que j’ai commandé ici En espérant que ce travail servira à l’un d’entre vous



 1 point
1 point -
Hello, J’ai avancé dans ma recherche de la résolution de problème. J’ai découvert que j’avais bien un souci de sur-extrusion. Merci Superslicer et son menu « Calibration ». Je le conseille d’ailleurs à tous ceux qui souhaitent identifier avec précision le niveau de sous ou de sur-extrusion dans leurs impressions. C’est réglé à 0.90 maintenant. De ce fait, j’ai amélioré ma qualité d’impression. Les surfaces lisses sont bien plus belles à présent et ça ne gratte ou frotte plus. J’ai réglé un problème d’équerrage des montants de mon imprimante. J’ai démonté ou remonté tout ça bien comme il faut avec des cales. Mes cubes de calibrations sont parfaitement cubiques à présent. J’ai réglé un problème d’adhérence de mon plateau. Mon PEI a vraiment du mal à adhérer depuis un pti moment. J’ai commandé deux nouvelles surfaces d’impression PEI/PEO et surface d’origine Creality de la S1. Je verrai ce qui marche le mieux. En attendant, j’ai poncé la surface PEI au 800 à l’eau. J’ai constaté que ça avait considérablement amélioré l’adhérence. Je comprends bien à présent ce qu’est le curling. J’ai compris sur quoi on pouvait agir pour le supprimer. Cette pièce a été imprimée entre 15 mm/s et 25 mm/s pour la partie montante (vitesse calculée par Superslicer). La dernière partie est à 80°, en dessous 70°, etc… La température, je l’ai laissé à 205°C, la ventilation est à 100% pour les surplombs supérieurs à 45°. En fait, j’avais aussi et surtout un souci de refroidissement. Le fan duct que j’avais réalisé était bien, mais pas suffisamment performant pour ce genre d’impression. J’ai donc revu ma copie avec derrière de nombreux essais. Je pense avoir enfin trouvé un bon fan_duct, je l’ai fait réglable en hauteur pour l’ajuster au mieux. Merci @Savate pour ton aide, cela m’a permis de comprendre le problème et de le régler.


 1 point
1 point -
Remplacé mon fep ce matin... Mesure du spectre sonore aux environs de 360Hz, donc à priori, y avait bien un problème de ce côté là... On va pouvoir réattaquer les impression, en croisant les doigts...1 point
-
le temps de tes essais met une enveloppe matelassee elle amortira le choc et te laissera le temps d arreter l imprimante... j ai eu le meme soucis avec le capteur.... le soucis ya pas de switch d arret... un simple capteur en pression de securite sur la tete serait vraimment un apport et eviterai la tete dans le plateau1 point
-
Rien du tout Pour une 350 il faut un préchauffage de 20-40 minutes (ça dépend de la t° de la pièce) avec le bed à 100° et la buise à 245° pour passer la t° de l'enceinte à 42-45° et ensuite ça s'imprime tout seul (en fin d'impression la T° de chambre s'approche des 55-60°)1 point
-
Je me pose la même question et je n'ai pas trouvé de solution, mais j'avoue n'avoir guère fouiller dans le Slicer. Comme je suis fainéant, je vais attendre tes bons conseils car je suis certain que tu vas trouver ou que tu vas remonter cette requête aux développeurs.1 point
-
c'est étudié pour ! si tu fais mieux @mich0111 je suis attentif N'enlevez qu'une seule vis à la fois, sinon le ventilateur tombera dans l'alimentation électrique. Les deux sections où les vis entrent sont assez fines, ceci afin de s'assurer que vous avez suffisamment de filetage sur les vis existantes pour installer le couvercle (pas besoin de nouvelles vis !).1 point
-
Hello le Forum, que pensez-vous de ce PLA ? Pas de recuisson ? https://www.filimprimante3d.fr/collections/filament-resistant-haute-temperature/products/pla-hautes-temperatures-colorfabb-pla-hp-1-75-mm-noir-750g1 point
-

From the album: Mes impressions 3D
1 point -
Etant donné qu'il n'y a pas que les utilisateurs de Bambu Lab qui commandent leur pièces1 point
-
Pas quand tu imprimes la partie haute. non, mais quels vis et écrou ? ça dépend de beaucoup de paramètres : le type et la qualité du filament, les réglages de l'imprimante, les réglages du slicer. (personnellement, j'évite au maximum de mettre le z-hop qui dans 99.9% du temps n'est pas nécessaire) Mais le curling n'a que 3 causes possible : trop élevée, Ventilation et Vitesse. Tu peux aussi essayer d'imprimer deux pièces identiques en même temps : si le problème s'atténue : problème de ventilation et/ou vitesse1 point
-
Moi qui vient de commander 2 plaques texturées, il va falloir que je commande des satinées, mais cela ne finira donc jamais les dépenses, il manquerait plus s’ils sortent une nouvelle bécane maintenant.1 point
-
Une photo des "béta testeurs" (ceux s'étant inscrits au programme, déjà discuté, de béta test des Bambu) ont reçu une nouvelle plaque "satin" pour PLA.1 point
-
Bon juste pour dire, première fois que je vois depuis un bon moment quasi tout en stock sur le store Bambu niveau accessoires (pour X1C au moins), ce qui m'a permis de reprendre du filament "support", une plaque PEI texturée (ma non-officieille commence à moins bien accrocher, à force), une buse 0.6mm pour imprimer du filament bois, etc. Bref s'il vous faut des choses, c'est p-e le moment.1 point
-
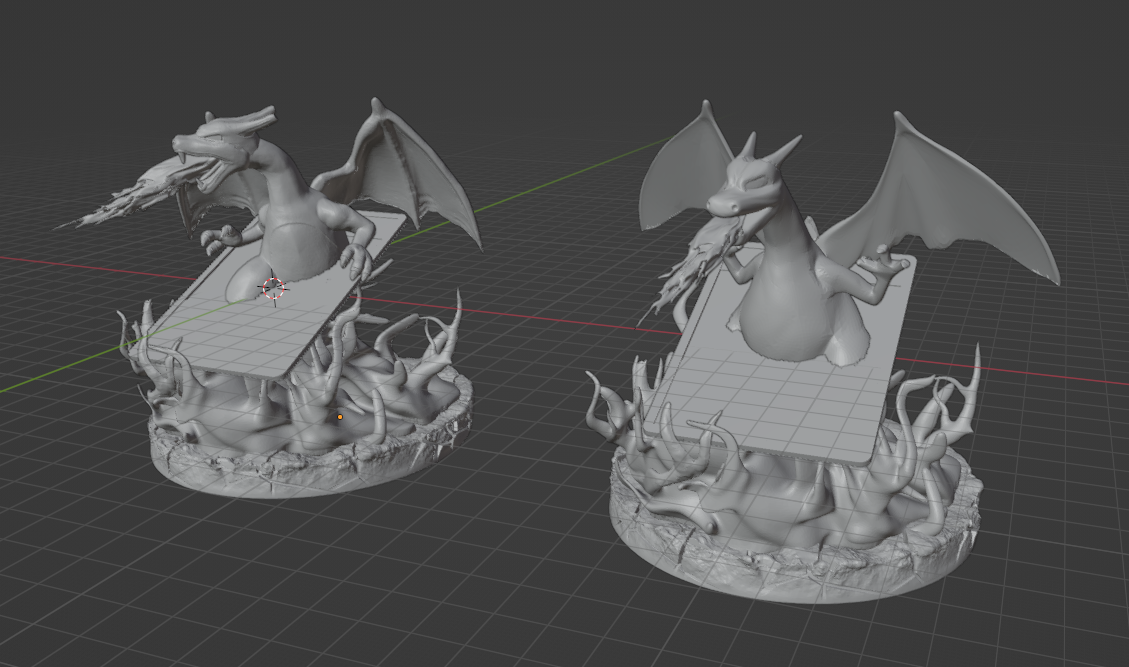
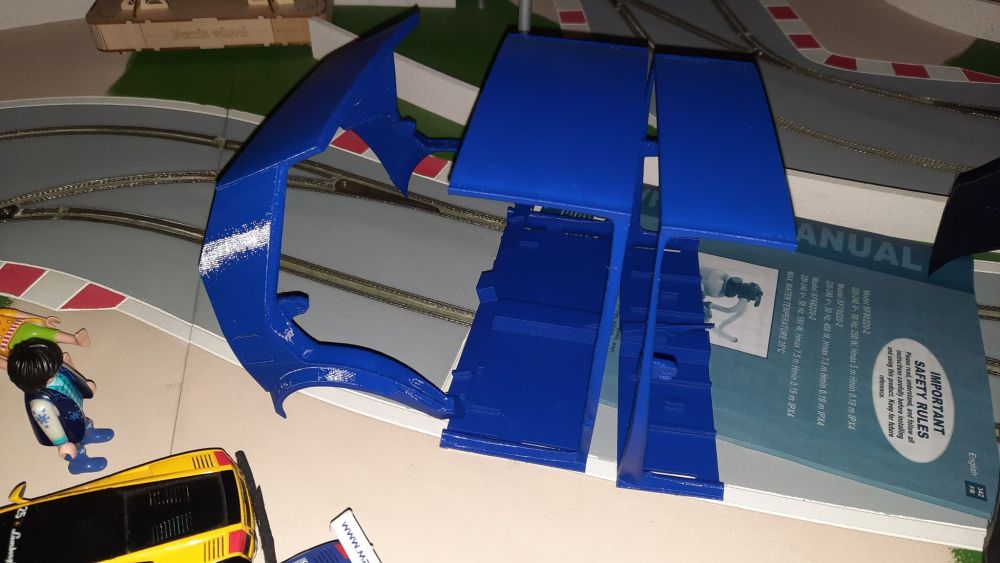
nouveau projet, cadeau pour mon neveu qui collectionne les carte pokemon (je lui en ai piquée 2 qu'il avait en double chutttt) Impression faite, faut faire la peinture et mettre les led à l'intérieur car les flammes vont s'allumer.
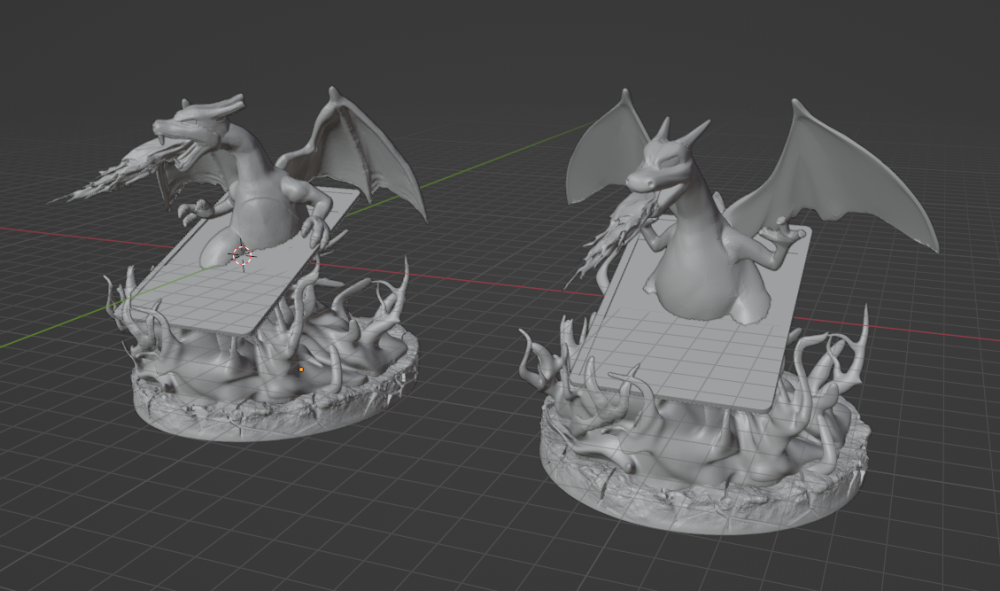
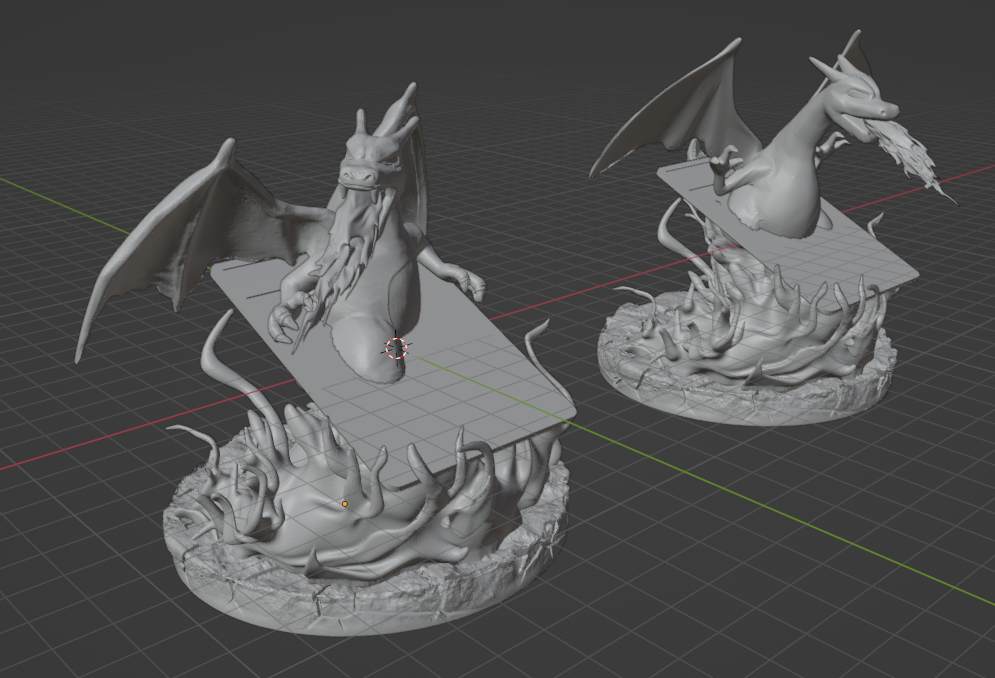

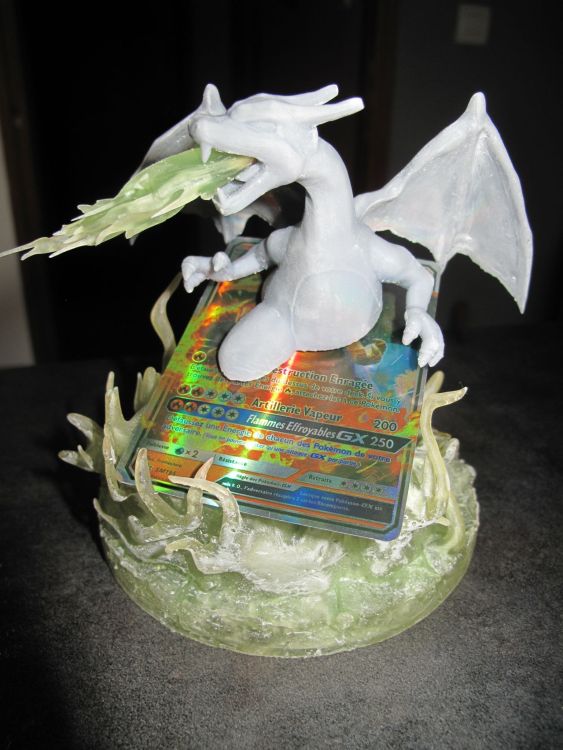
 1 point
1 point -
C'est bien comme ça que ça s'active Pour ton cfg, normalement il est sauvegardé à chaque modif1 point
-
bon, pour clore ce shmilblique, il manquait le mot SKADIS ! mis à dispo ici : https://www.printables.com/fr/model/449537-skadis-spooler-with-bearing pour ceux qui pourraient être interessé aurevoir
 1 point
1 point -
Je dirais même plus ... Le principe, que dis-je, l'essence même du schmilblick est avant tout de dire des conneries ... Ou de les dessiner ... Ou de les mettre en scène ... Ou de les imaginer ... Bref ... Si c'est pas une connerie, ce n'est pas un schmilblick ! (Bon pour le dessin on n'est pas loin sur le dernier post).1 point
-
Hé Oh, on se détend, ici c'est le Schmilblick, ce n'est pas une épreuve du BAC, sérieux s'abstenir ! Merci et bon Mardi de Pâques1 point
-
 Imprimante 3D MicroDelta Rework - Filament ERYONE PLA Glitter Black - Threaded Dragon Egg - https://www.printables.com/fr/model/159912-threaded-dragon-egg-great-for-easter-and-gifts1 point
Imprimante 3D MicroDelta Rework - Filament ERYONE PLA Glitter Black - Threaded Dragon Egg - https://www.printables.com/fr/model/159912-threaded-dragon-egg-great-for-easter-and-gifts1 point