
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 03/08/2023 Dans tous les contenus
-
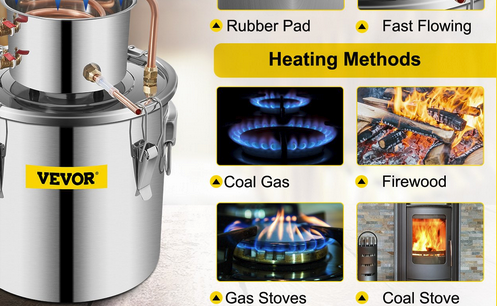
Cela devrait être efficace, mais leurs méthodes de chauffage conseillées me paraissent être un défi de sécurité du moins pour de l'IPA ou les inflammables. En commençant par le feu de bois,.... Une plaque électrique serait quand même mieux. Pour @Savate il ne livre pas en Corse, ni en terre Adélie.
 2 points
2 points -
Là c'est comme tu le sens, mais avant de mettre 50$ pour avoir un avantage lors du Kickstarter, je demanderais pour les frais de port ... Et ne pas oublier gros volume d'impression veut dire que l'on y passe beaucoup de résine, et que ce n'est pas pour les débutants car sur des gros objets la moindre erreur de placement des supports et d’évidage est souvent fatale. Hé hé oui pour le moment, quand j'ai des grosses impressions, j'utilise un seau recyclé ( ) et ce n'est pas le plus pratique mais il ne m'a rien coûté. Par contre, s'il y a un incendie chez moi avec tout l'IPA que je mets dedans, c'est cuit pour moi s'il prend feu !
 2 points
2 points -
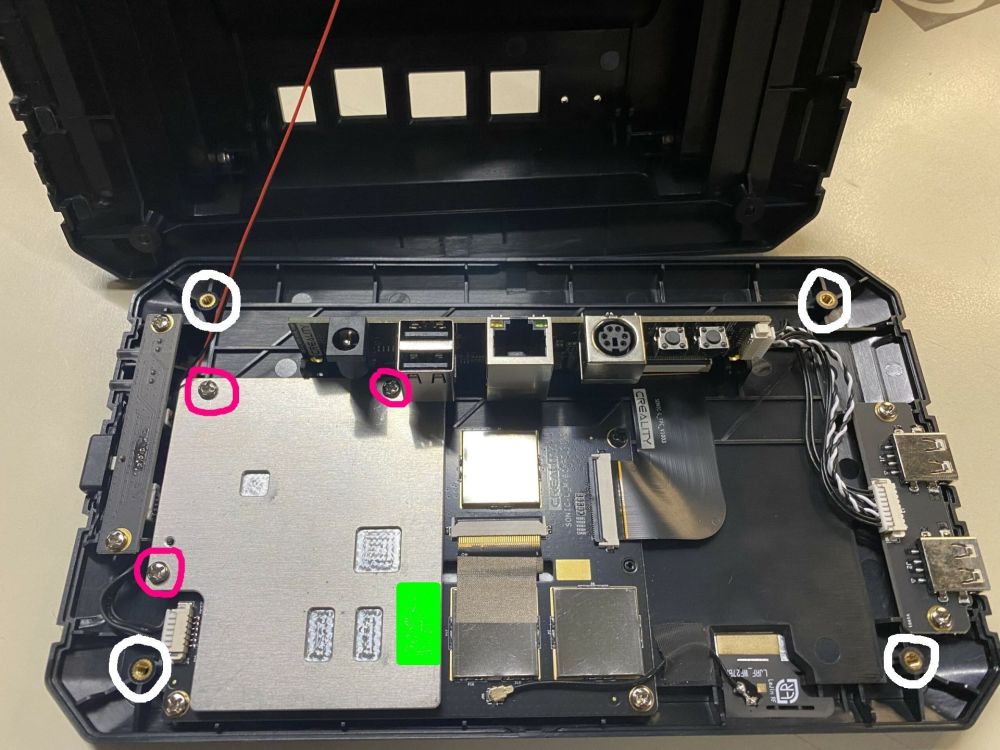
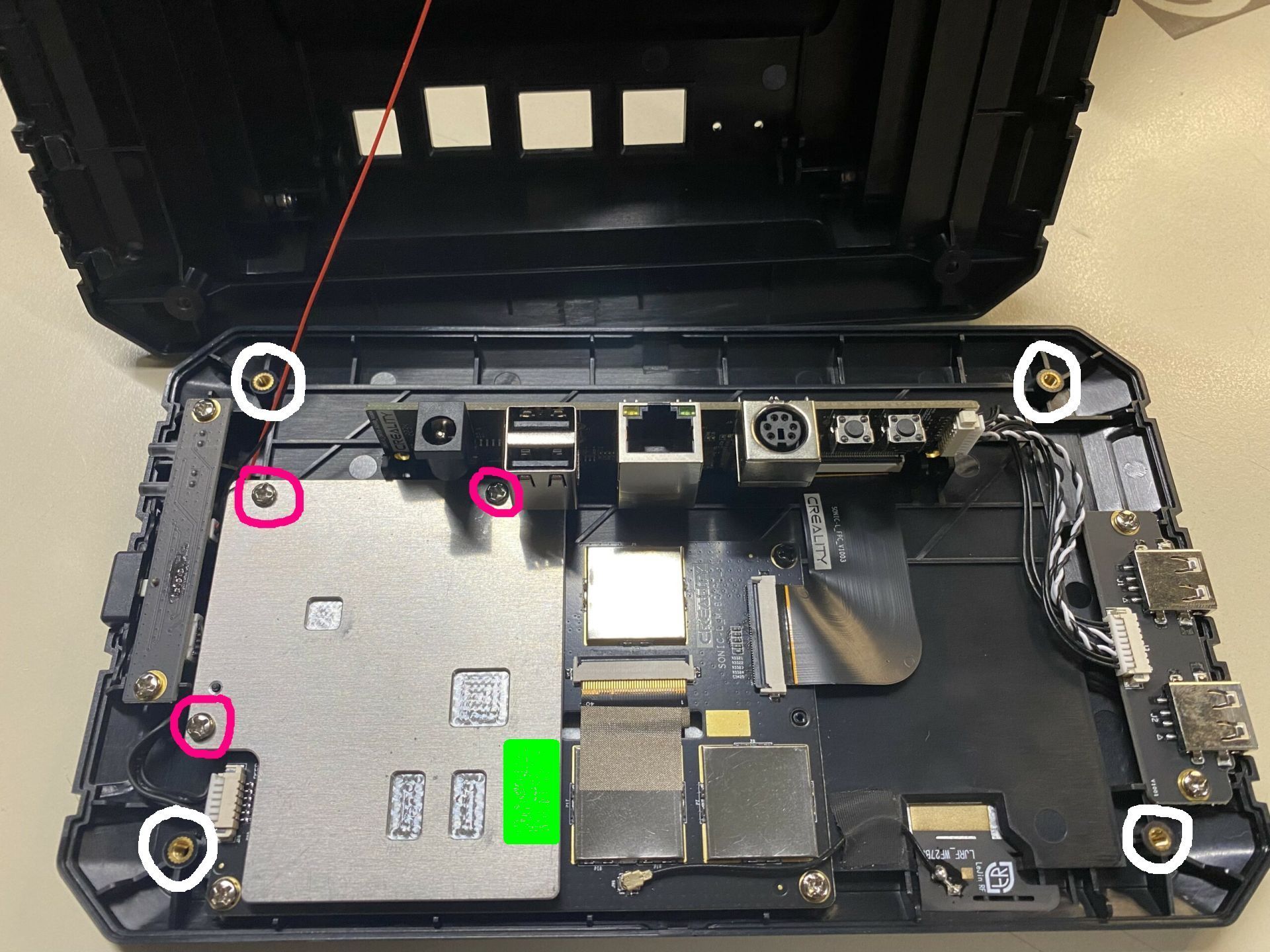
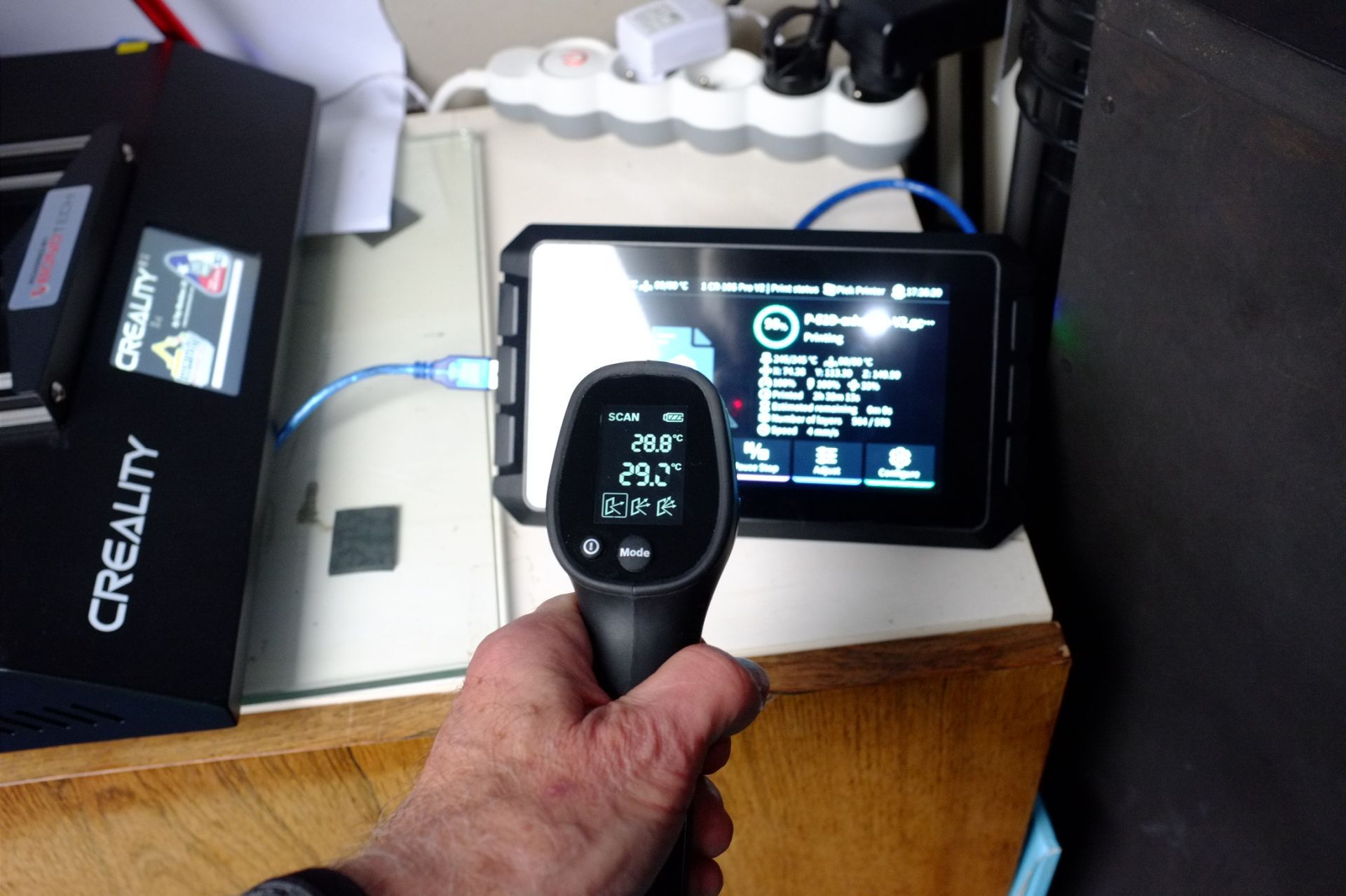
J'espère que ce sujet aidera ceux qui ont des plantages récurant sur leur Sonic Pad. Je suis persuadé que ce qui m'est arrivé doit concerner de nombreux utilisateurs. Dès les premiers essais l'impression s'arrêtait après des temps aléatoires, entre 1/2 heure et deux heures. Comme j'ai une autre machine identique qui tourne sous Klipper sur Pi3 je savais que ma configuration n'était pas en cause. Heureusement l'écran est tactile, j'ai vite constaté qu'il chauffais trop, surtout en bas à gauche. J'ai démonté le boitier, le capot arrière est tenu par quatre vis mécanique vissées dans des inserts laiton enchâssés dans le moulage du capot avant , retenez bien ce détail. En faisant tourner le Pad sur une impression pour faire chauffer les circuits, je me suis aperçu que l'écran chauffait, comme déjà constaté, mais que la plaque d'alu qui fait office de "radiateur" était à peine tiède. Bon, je suis désolé mais je n'ai pas eu le réflexe photo, j'en suis désolé. Je vais utiliser une photo du forum pour illustrer mon propos. Entouré en blanc vous avez les inserts pour la fermeture du capot, c'est costaud pas de soucis de ce coté. En rouge les 3 vis !! qui tiennent la plaque d'aluminium servant de "radiateur". Déjà un grossière erreur, la plaque est en porte à faux. Mais ils ne pouvaient pas mettre de 4e vis en bas, le circuit principal est en-dessous, il aurait fallu créer un circuit avec un trou. Cette plaque est emboutie, 4 bosselures correspondant au µP, à la ram et un circuit que je n'ai pu identifier. Sous ces bosselures il y des petits morceaux de pâte thermique autocollante. Cette pâte doit normalement être pressée sur les circuits pour assurer le contact. Vous voyez le problème des trois vis ? Et encore, jusque là ça pourrait fonctionner, mal. Mais les 3 vis sont vissées dans trois simples trous en plastique sans inserts. Les 3 vis, entourée donc en rouge, sont trop grosses ! elle ont éclaté le plastique et ne tiennent plus rien, surtout celle en bas à gauche. Le résultat est que la plaque ne touche plus les circuits, ils chauffent, se mettent en protection et la machine plante. Boitier fermé, la température à l'avant de l'écran est de près de 48 degrés environ. Ce qui met le µP à plus de 70°. La solution ? reconstituer le logement des vis. Pour ça il faut utiliser de la colle CA, une ou deux gouttes dans le trou de vis, resserrer les coté des trous délicatement avec une pince le temps que ça sèche. Après séchage refixer la plaque, évidemment pas avec les vis d'origine, même cause, même effet. Les vis en question sont des 3x6mm (3mm de diamètre), les remplacer par des 2,5x10mm, pas plus de 10mm de long. Pour contrer le porte à faux j'ai rajouté un petit morceau de mousse avec du double face, genre tapis de sport, de 1cm d'épaisseur, en vert sur la photo. On va légèrement appuyer dessus en refermant. Je suis à moins de 30° écran allumé et environ 24° éteint, plus aucun plantage. A noter qu'il n'y a aucune ouverture à l'arrière de l'appareil, les trous du HP sont obstrués par celui-ci, donc pas de circulation d'air. Les calories générées restent et s'accumulent d'où l'emballement thermique. Le circuit incriminé étant fixé à l'arrière de l'écran, il est préférable de régler l'extinction automatique sur le minimum, 5 minutes. On est en hiver, entre 19 et 20°dans la pièce, par précaution je vais mettre un petit Noctua 40x10 sous volté en extraction, on a le 12 volts qui arrive entre les deux vis du haut sur la 1ère photo. Un petit trou dans le capot arrière juste au-dessus de la plaque d'alu pour le fixer. Aucune hésitation, de toutes façon Creality garanti ses produits jusqu'à ce que le livreur remonte dans sa camionnette. Une fois la panne trouvée, je me suis amusé à faire une demande au SAV, pour voir. C'était le 17 janvier dernier, j'attends toujours une réponse. Creality fait de bons produits, il se démarquent de beaucoup de constructeurs chinois. Mais ils ne vont pas jusqu'au bout, il y a toujours un truc qui vient tout gâcher. J'achète cette marque en toute connaissance de cause. J'ai acheté ces dernières semaines mes deux CR10S Pro à 209 euros pièce, ils les bradent. Ces machines ont un gros potentiel, mais pas en sortie de carton. Il vaut mieux être conscient de ça avant de se lancer dans l'aventure. La troisième me servira de banque d'organe. J'ai essayé d'être exhaustif mais si quelqu'un a des questions qu'il n'hésite pas. Je reviendrais vous montrer le montage du ventilo.
 1 point
1 point -
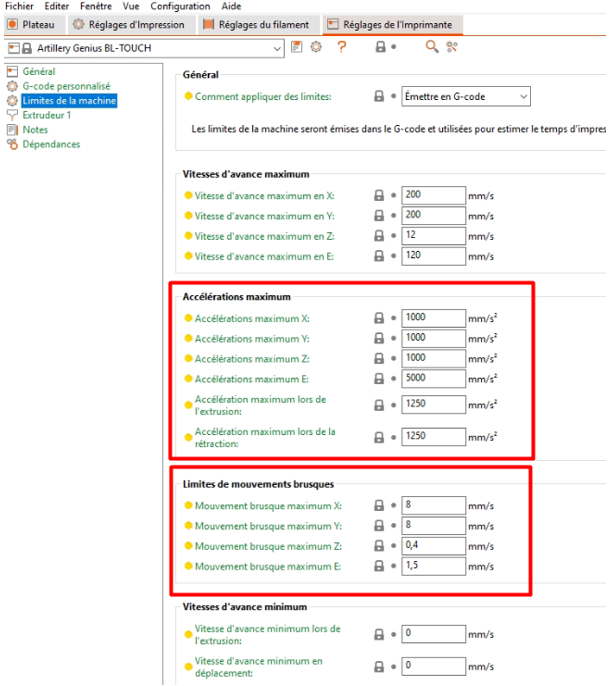
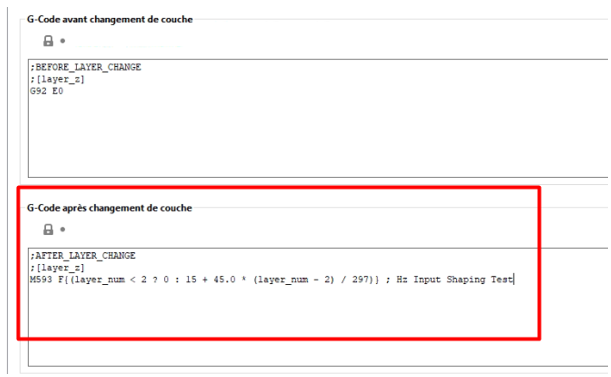
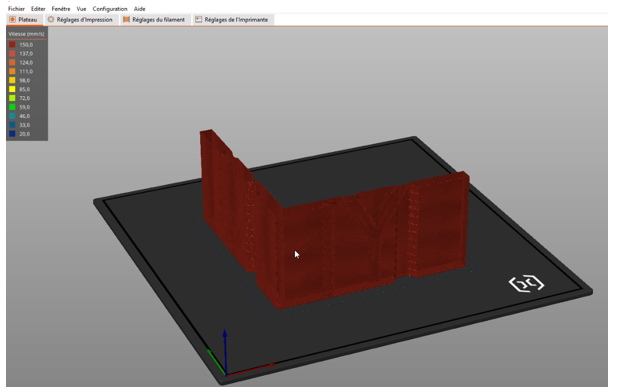
Prérequis : Marlin 2.1.2 et la fonction M593 input shaping activer dans ce firmware. Carte mère 32bits recommandée, en cause la puissance de traitement requis. Un Slicer gérant les gcodes de changement de couches comme Prusa ou SuperSlicer (que nous utiliserons ici) Un filament non-Mat pour mieux voir la résonnance sur le bench imprimer. Préparation du benchmark à imprimer. Il est préférable d’effectué cette calibration avec un profil sur votre slicer utilisant les réglages courant que vous utilisés à une vitesse d’impression la plus élevé (habituellement utilisé). Il faudra donc commencer par télécharger le STL de la tour de résonnance que l’on tranchera sous PrusaSlicer ou SuperSlicer et imprimera sur l’imprimante. Pour les imprimantes Cartésiennes (Artillery X2, X1, Genius … ou autre marque), comme pour les imprimantes Delta il faudra imprimer la pièce tel que présente lors de l’importation dans PrusaSlicer, pour les imprimantes de type Core XY il faut faire pivoter la tour de 45°. Réglage tranchage : Hauteur de couche = 0.2mm Parois = 1 à 2 parois ou mode vase Remplissage = 0% Vitesse d’impression parois = la vitesse maximal que peux supporter votre imprimante en impression (soyez raisonnable hein 120mm/s grand max 150mm/s au dessu votre cartésienne X2 ou Genius Pro n’y arrivera pas ) Accélération : elle doit être >= 1000mm/s² pour les axes X et Y (mettez la valeur la plus haute logiquement supporter par votre imprimante sur X2 Genius pro jusque 3000mm/s² grand max) Désactivé le paramètre de temps de couche minimum (dans Prusa Slicer 2.5 : Réglages du Filament / Refroidissement) Désactivé la fonction Linear Advance, pour cela ajouter simplement la ligne M900 K0 dans votre Start Gcode (et pensez à la supprimer ou commenter après tranchage) Désactivé toutes Valeur d’accélération maximum et limites de mouvement brusque (jerk) en mettant les valeurs à 0. Enfin se rendre dans Réglages de l’imprimante, section Gcode Personnalisé et ajouter le ligne de Gcode suviant dans Gcode après changement de couche : M593 F{(layer_num < 2 ? 0 : 15 + 45.0 * (layer_num - 2) / 297)} ; Hz Input Shaping Test Cela réalisera un test sur un plage de fréquence allant de 15Hz à 60hhz Trancher le modèle et vérifier dans la prévisualisation que le modèle est correctement tranché en regardant en vue de Vitesse. Si tout apparait en rouge alors le tranchage est correct la tour de calibration sera imprimée tout le temps à la vitesse maximale que vous avez sélectionné, ici dans mon test 150mm/s. Si ce n’est pas le cas il faudra revoir vos réglages. Mesure et Calculs de la valeur à appliquer A l’aide d’un pied à coulisse (ou autre) il faut mesure la hauteur ou l’on a le moins de Ghosting visible aussi bien pour l’axe X que pour l’axe Y. On appellera la hauteur mesuré Zx et Zy, il faudra donc appliquer les formules suivantes : Valeur pour X = 15 + 45 * ( Zx / 0.2 - 2) / 297 Valeur pour Y = 15 + 45 * ( Zy / 0.2 - 2) / 297 Si nous avions mesurés Zx = 26.66 et Zy = 26.62 alors nous aurions une valeur pour X = 34.89Hz et pour Y = 34.86Hz. Il nous faudra à présent via un Pc branché en usb a l’imprimante si connecter via pronterface et dans la console taper les commandes suivantes : M593 X F34.89 Y F34.86 (remplacer les valeurs après le F par celles que vous avez calculé vous) M500 (pour sauvegarder en Eeprom les fréquences X et Y definit) Il ne reste qu’a imprimer un bench pour regarder le résultat et voir si le ghosting à diminué . Voici le firmware pour les X2. Marlin 2.1.2 avec support Input Shaper

 1 point
1 point -
Plus qu'un simple test de la Mycusini 2.0, c'est un véritable guide d'utilisation de l'imprimante 3D chocolat facile à utiliser ! https://www.lesimprimantes3d.fr/test-mycusini-imprimante-3d-chocolat-20230803/1 point
-
Merci beaucoup pour ta solution ainsi que les infos partagées! Les impressions se lancent, ça fait une grosse différence d'interface mais s'il n'y avait que ça pour résoudre mon problème je prend! Si je veux retrouver l'ancien Firmware v2.16 (au cas où) je peux le trouver où? En revanche le moteur pas à pas de mon extrudeur fonctionne à l'envers, tu sais si je peux inverser le sens depuis quelque part ? ça m'éviterait de couper les fils pour les échanger Le "retrait" insère et le "chargement" extrait le filament. J'ai tout de même un bon premier avis sur ce Firmware, il m'a l'air bien mieux optimisé, surtout au niveau des déplacements et leur vitesse. Hâte de faire une première pièce avec!1 point
-
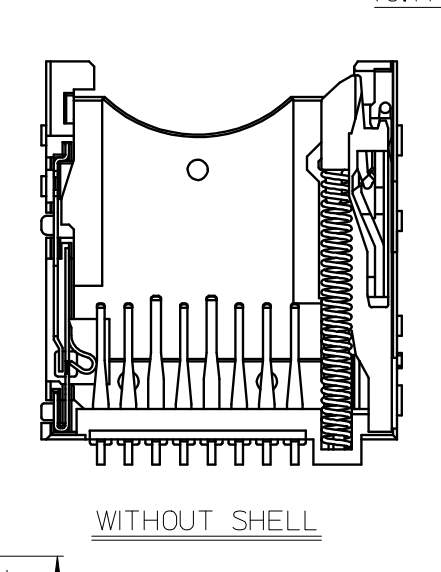
Salutation ! Trouver un objet/élastique(/une personne très patiente) pour tenir la carte SD en place ? Peut être un grain de sable/poussière qui empêche le verrouillage, donc tenter un coup de bombe d'aire sec pour dépoussiérer le connecteur de carte SD. Je ne connais pas le détail du mécanisme "push-push" (ou "cardioïde") du connecteur de carte SD que tu as et la proposition suivant peut rendre le lecteur inutilisable donc seulement en dernier recours. Mais, il y a forcement un petit ressort dans le connecteur de carte SD , ( pas forcement exactement comme le tiens, mais pour illustrer, un dessin technique d'un connecteur de carte SD, extrait du "Line Drawing" (https://docs.rs-online.com/d495/A700000008774623.pdf) des doc de https://fr.rs-online.com/web/p/connecteurs-de-carte-memoire/7206072 ) Donc éventuellement regarder pour extraire ce ressort (quitte a le détruire), avec une aiguille dont tu as courbé la pointe pour en faire un mini crochet afin de pouvoir sortir le ressort ... ( l'idéal serait si je me base sur le dessin technique, d'arriver a le "piquer" en haut pour le pousser/le compresser afin qu'il sort du picot qui le tien en place et pouvoir le sortir ...) Tiens nous au jus.
 1 point
1 point -
Salut et bienvenue sur le forum, même si tu t'es inscrit en 2017, essayer de mettre ta carte dans le lecteur de carte µSD plutôt que dans le port USB , il me semble qu'il n'est pas fait pour ça, mais je dis peut-être une bêtise... Plus sérieusement, le sujet a été abordé ici. PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)1 point
-
Je pense qu'il va falloir faire une opération à cœur ouvert (= mettre à jour le firmware). Il faudrait déterminer la version de l'écran que tu as. Pour le savoir, tu enlèves le capot du boitier et tu compares le dos de l'écran avec les informations de ce message (le V1.4 est similaire au V1.2). Une fois fait, tu flashes le firmware qui convient, en décompressant le fichier zip sur une carte µSD qui respecte ces consignes: écran V1.1:FirmwareV1.1_U20plus.zip écran V1.2 / V1.4:FirmwareV1.2_U20plus.zip écran V.19:FirmwareV1.9_U20plus.zip J'ai activé le linear avanced mais il est à 0, pour le régler / fignoler tes impressions, tu peux suivre cette vidéo. Le babystep (petits déplacements lors de l'impression de la couche initiale): tu peux y accéder en cliquant sur l’icône paramètres (engrenage) puis la flèche centrale en bas de l'écran.1 point
-
Salutation ! Peut tu détailler avec une capture d’écran de ce que tu essais d'imprimer ( une vu avec les supports et raft et de préférence où l'on voie les "minimas"/"1er couches" de l'objet imprimé des tailles des pointes des supports de tes paramètres de résine actuel sous ton trancheur d'un lien vers, ou le nom de, la résine que tu utilises A tu fait un test d'exposition a vide ( sans le bac de résine mais avec une feuille de papier sur l’écran de masquage, pour bien voir sans te prendre plein d'UV dans les yeux ) pour vérifier que l’écran de masquage et la source UV fonctionne bien ? Comment fait tu l'ajustement du plateau ? ( avec une feuille de calibration ou directement et délicatement dans le VAT/Bac de résine ? ) Si tu ne l'a pas déjà lu, le guide de J3DTech regorge d'informations pour bien débuter https://docs.google.com/document/d/1Z8fkzOxEgI9sOTwDKI6CeblpnuP4V8ayYVwZrYGmo44/edit Et pour trouver les bonnes durée d'exposition, pour une résine et la température de l'environnement d'impression, personnellement j'utilise "The cones of calibration" de TableFlip Foundry ( https://www.tableflipfoundry.com/ )1 point
-
Oui, mais j'ai fait une mauvaise manip, lors de test de la turbine (filament) avec le fanduct v4 de Zuff. je n'ai pas recyclé la prise picoblade du ventilo d'origine en coupant les câbles. j'ai pris un kit de prises picoblades et un jeu de câbles avec pins présertis. Quand j'ai mis la prise, je pense que les pins ont du ressortir un peu et se toucher. Mes ventilos sont toujours ok. la carte mère a l'air de fontionner, mais je n'ai pas de tension sur la prise du ventilo de filament. Je suppose que j'ai un élément de griller sur celle-ci. J'ai pris aussi un nouveau PCB pour le sprite que j'ai recu ce matin (commandé le 24 juillet), bien qu'il semble intact. la carte mère est dédouanée, donc pour bientôt. Du coup, j'ai monté la hotend E3D V6 sur la Ender 3V2 que j'ai mis sur le Sonic PAD. Nickel.1 point
-
Pour le seau, si tu n'as pas de projet de papier peint, tu peux récupérer des seaux de cette taille gratuitement à la fin des marchés, auprès de marchands d'olives en vrac par exemple.1 point
-
Salutation Plusieurs techniques de nettoyage dans le fil du sujet suivant. Je dirais qu'il doit y avoir moyen de ne changer que le verre ( comme il y en a un normalement sur cette machine) mais je ne sais pas vraiment Le plus simple c'est surement de le prendre sur le site d'ELEGOO https://www.elegoo.com/en-fr/collections/elegoo-spare-parts-for-mars-series-lcd-resin-3d-printers/products/elegoo-6-6-inches-4k-monochrome-lcd-for-mars-31 point
-
@MrMagounet Un grand merci a toi, je redécouvre ma X2 Me reste à me réapproprier la bête avec les nouveaux réglages1 point
-
Je liste ici toutes les nouveautés, car il y a vraiment plein de changements , toute la liste est disponible ici sur leur wiki : Le bug qui pouvait entraîner le plateau à aller plus bas que ce qui est possible au début d'une impression si le plateau était presque en bas est corrigé Comme l'a dit @Baroudeur, on peut maintenant dire à l'imprimante d'arrêter d'imprimer un objet en cours d'impression directement sur l'écran de l'imprimante, par exemple dans le cas où l'un d'entre eux ne s'est pas imprimé correctement (ça rajoute un intérêt à l'écran). Attention, ce n'est pas possible dans les cas suivants : impression en multi couleurs, plus de 64 objets sur la plaque et si le fichier a été préparé avec une version de Bambu Studio inférieure à la 1.6 Il est désormais possible de visualiser le flux vidéo en étant en mode LAN, il suffit d'activer une option dans les paramètres Ajout d'une interface spécifique à l'auto refill, où l'on peut définir quelle bobine remplacera une bobine dans le cas où la première serait vide. Pour les améliorations pour la calibration, le mieux est de regarder les vidéos que @drogendo a posté. J'ajoute juste que le pattern de calibration prend désormais moins de place sur le plateau et qu'il est possible de l'utiliser avec une plaque en PEI texturé Il est désormais possible d'accéder aux paramètres de calibration que l'imprimante a calculé automatiquement et même de les modifier Il est désormais possible de gérer les fichiers qui sont présents sur la carte SD de l'imprimante directement depuis Bambu Studio (possible de les supprimer, de les télécharger et de les imprimer) [Expérimental] L'imprimante peut désormais faire l'analyse de la première couche avec une plaque en PEI texturé. Attention c'est expérimental, donc rien ne garanti que ça fonctionnera à 100% du temps1 point
-
Salutation ! Non, je n'ai pas testé cette version de distillateur pour recycler de l'IPA. Sinon pour ceux qui ont une bloqueur de pub qui leur masque le lien >>>https://www.vevor.fr/distillateur-d-alcool-c_10688/distillateur-alambic-distillateur-d-eau-distillateur-d-alcool-21l-en-acier-inox-p_010199882322?adp=gmc&utm_source=google&utm_medium=cpc&utm_id=11691471534&utm_term=&gclid=Cj0KCQjw2qKmBhCfARIsAFy8buIqKQFtEiycq9YVhKCHHF2aR1xGPFvpsv93KVjF4nlX1xUYlw-ErN8aAtQjEALw_wcB<<< ( car il a des attributs de tracking), le lien nettoyé >>>https://www.vevor.fr/distillateur-d-alcool-c_10688/distillateur-alambic-distillateur-d-eau-distillateur-d-alcool-21l-en-acier-inox-p_010199882322<<< et une image extraite de la page cible du lien, histoire d'illustrer
 1 point
1 point -
Salutation et bienvenue sur le forum. Au plaisir et bonne continuation.1 point
-
Salutation et bienvenue sur le forum ! Ne pas hésiter a créer un sujet dans la section Entraide : Questions/Réponses sur l'impression 3D si tu as besoins d'aide. Bonne continuation et au plaisir.1 point
-
C'est sur, mais moi, c'est surtout le fait de permettre d'arrêter d'imprimer un objet sur une impression de plusieurs objets que je trouve super. En tout cas, chez Bambu, ils ne se reposent pas sur leurs lauriers !1 point
-
Hmm dans la 1.7 de BambuLab studio ce n'est plus au même endroit on dirait, je ne le trouve pas, rien à voir au K factor ? ( pour lui après calib des lignes la machine me dis qu'elle le "fige", ça reste N/A dans) Tu l'as où toi ? Merci ! Edit c'est bon trouvé, il faut forcer K dans device, à 0.2 plus de soucis je vais affiner encore, merci !1 point
-
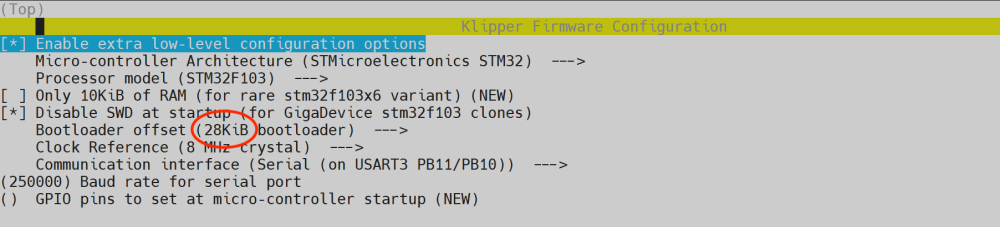
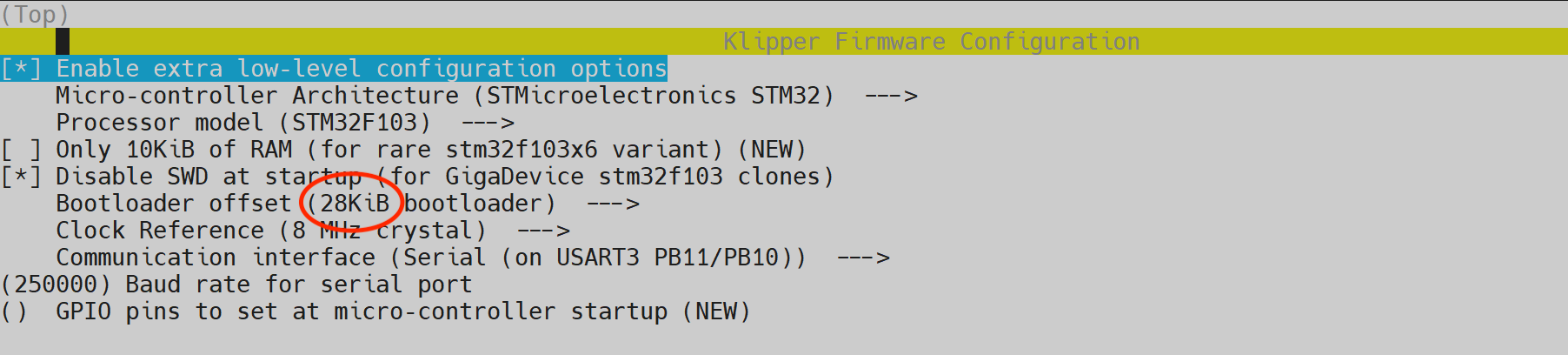
Bonjour, j'ai trouvé le problème. La carte mère étais bien morte. Et pour le problème de connexion.... j'ai besoin de lunettes.Vraiment. J'ai flashé le FW de la CM au moins une dizaine de fois avant de m'apercevoir que la taille du bootloder offset n'étais 20 KiB mais 28KiB!!!! Je prend RDV chez l'ophtalmo demain (c'est pas une boutade). Au passage, j'ai bien galéré (en fait j'ai pas réussi) a faire une restauration du Speeder Pad en passant par Rapsberry Pi imager SUR MAC. Obligé de passer par un émulateur (Parallel Desktop) pour le faire avec la version PC. A chaque fois erreur d'écriture ou échec lors de la vérification. Si ça peu servir à d'autres. Merci aux modos de bien vouloir éditer le titre en Résolu.
 1 point
1 point -
Je viens de recevoir le kit de mise à jour le l'extrudeur de l'Artisan. Modifs principales: - Amélioration du refroidissement des deux têtes en changeant la face avant avec quatre ouïes en façade. - Amélioration de la détection du filament, au paravent le fil venait appuyer directement sur le doigt du contact (je pense qu'il devait s'user rapidement). Maintenant il y a un petit galet en acier qui vient en contact avec le filamentet ce galet se déplace dans une pièce en bronze pour éviter les blocages. -Ajout d'une cale sous le doigt de déblocage des mécanismes d'entrainement du filament (je pense que le personnes qui forçaient dessus devaient le casser). - Ajout de deux pastilles silicone sous le support en fonderie d'Alu du plateau (certainement une petite déformation possible lors de la montée en température).1 point
-
Bonjour, Afin de donner suite à votre solution. C'était bel est bien un problème de clé USB. J'ai effectué une nouvelle impression avec une autre clé usb et en plus formaté juste avant l'utilisation et aucun problème à l'impression. Merci beaucoup pour votre aide qui a permis à la résolution de mon problème !1 point
-
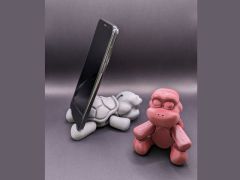
From the album: Articulated
Imprimantes 3D VORON0 v0.1 - Filament SOVB3D ABS Gris - Filament ARIANEPLAST ABS Bordeaux - flexi turtle1 point -
Tu as raison en effet a ma connaissance il n'y a pas d'usage de capteur magnétique sur l'impression 3D et ce en raison du fait que beaucoup de pièce sont en alu qui n'est pas magnétisable si je puis dire. Faut que j'arrête de répondre le soir quand je dort a moitié moi1 point
-
Bonjour à tous, Avant de partir en vacances je me suis remis un peu sur le design du simulateur. L'objectif étant de continuer ma réflexion sur la partie purement esthétique car c'est aussi dans ce domaine où je m'amuse beaucoup. Voici le résultat sous fusion 360 et le résultat me plait de plus en plus. Je vais laisser décanter pendant les vacances. Sans l'impression 3D, cette réalisation ne serait pas possible pour moi et la modélisation permet vraiment d'essayer et de se planter avant de se lancer. A+ Jeff



 1 point
1 point -
Hello, Voici deux autre réalisation que j'avais fais dés la sortie de carton de la V400, mais faute de bande LED je l'ai avais donc mises de coté en attendant, maintenant chose faite et terminé les voici. Il s'agit de 2 lampes dont les logo son connu Pour mes 2 filles. Réalisé entièrement en PLA+ de chez iBoost, 220° et Bed a 60° a sa vitesse par défaut, les bandes LED son RGB






 1 point
1 point -
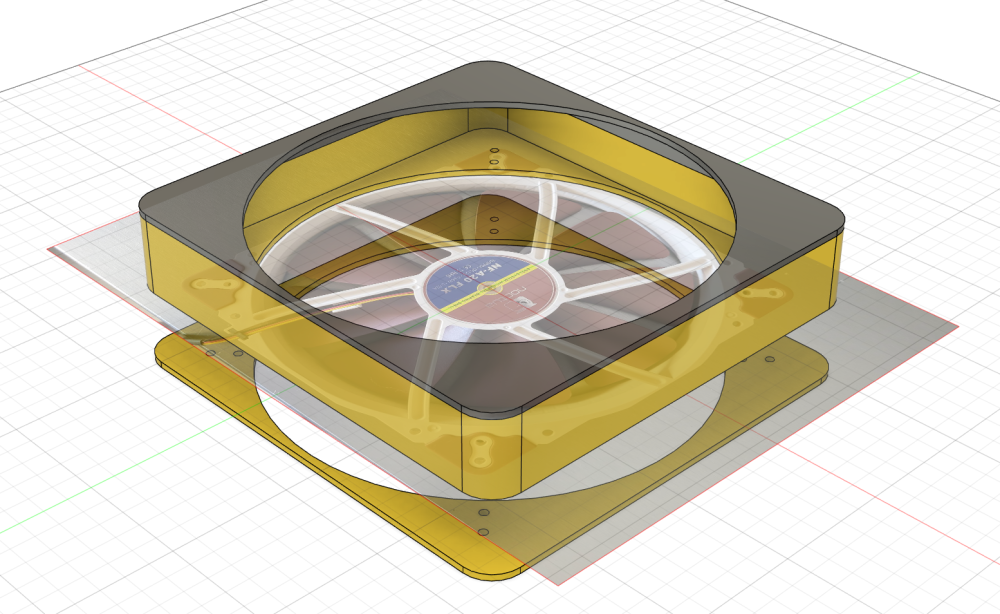
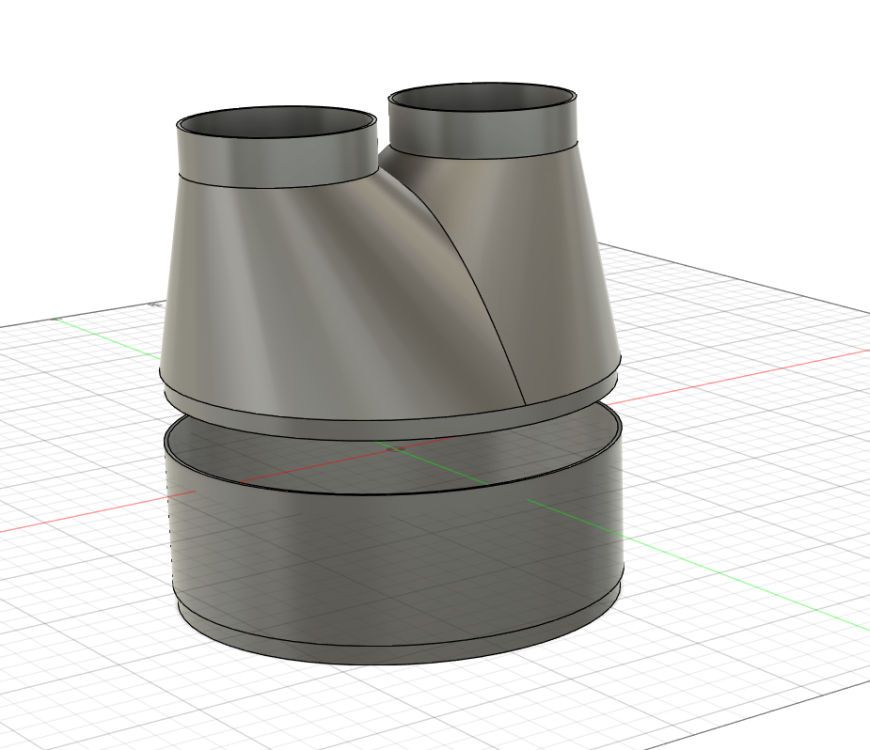
Bonjour à tous, J'ai installé un système de ventilation sur le simulateur. J'ai utilisé Fusion 360 et l'impression 3D afin d'adapter les durites d'air sur le ventilateur à l'avant du simulateur et créer la boîte supportant le ventilateur en extraction sur le toit. Parce qu'il fait sacrément chaud la dedans ! a+ Jeff




 1 point
1 point -
Il y a aussi une option dans Bambu Slicer qui permet de fondre la purge dans l'infill des pièces (ce qui aide à désactiver la tour de purge : la purge se faisant alors dans des parties qui ne se voient pas extérieurement).1 point
-
Bonjour ! J'arrive un peu tard mais je tenais à intervenir sur ce fil car je suis concerné par le problème de surchauffe du Sonic Pad. En fait, tout a commencé quand, en allumant le SP, il refusait catégoriquement de se connecter à ma Ender 3 S1 pro, avec le error key3. J'ai eu beau débrancher / rebrancher, rien y faisait ça ne fonctionnait pas. En tentant de faire des recherches pour trouver une solution à mon problème avec le fameux key3, personne n'a eu ce problème et les seules solutions étaient de débrancher / rebrancher en priant pour que ça fonctionne (ça a du fonctionner chez moi 1 ou 2 fois de manière aléatoire, mais ce n'était pas une solution d'avenir, ça marchait rarement et ponctuellement. J'étais persuadé que c'était le câble USB C qui était en cause, comme bien souvent, ces câbles c'est de la grosse daube). Puis je me suis rendu compte que l'écran chauffait excessivement et je suis tombé sur ce topic. J'ai donc démonté le SP, et en observant l'intérieur, je suis tombé exactement sur la description faite par Funboard29, au détail près. La plaque thermique était convexe, le dessous ne touchait plus les circuits et les 3 vis avaient explosé leur logement en plastique, en particulier celle en bas à gauche. J'ai halluciné en voyant ça car c'est un défaut de conception très regrettable... comment une marque d'une telle réputation avait pu faire de telles négligences ? Bref, j'ai suivi grosso modo les recommandations de notre auteur mais avec les moyens du bord que j'ai à disposition. J'ai cependant placé un bout de carton de 1 cm de hauteur pour compenser la fameuse vis manquante, au lieu de la mousse. Et surprise, ça remarche ! je tiens donc à remercier Funboard pour les explications claires car ça m'a fait gagner un temps précieux. Je ne suis pas autant bricoleur que toi, et je n'ai pas pu installer de ventillateur supplémentaire, et je n'aurais probablement pas compris d'où venait le problème par moi même. Bien que le sonic refonctionne, je note toujours une température de l'écran anormalement élevée. On est presqu'en été, l'air ambiant est chaud chez moi, ça ne doit évidemment pas aider, affaire à suivre donc. J'opterais peut être pour des trous d'air supplémentaires éventuellement. En tout cas, de toute évidence, il est certain que ce défaut doit concerner de nombreux utilisateurs, en espérant que creality finisse par considérer plus sérieusement le problème.1 point
-
En meme temps vu les prix on va partir sur du PLA noir pour comparer 30€ avec spool 28€ en refill et le plus beau spool nu 14€ si le refill était a 16€ (30 -14) et ben je prendrai chez eux, c'est d'ailleurs a ce prix là que je touche le PLA rosa3D en refill, toujours en stock et avec plein de couleurs Bref.... et qu'on vienne pas me chanter le prix de la pastille NFC hein, ca coute peanuts1 point
-
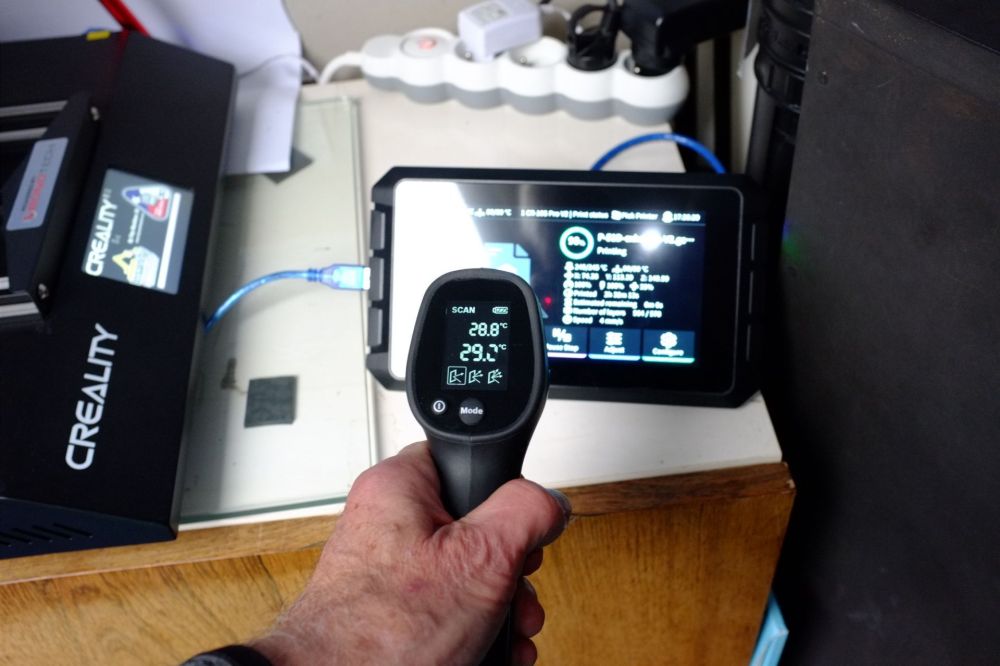
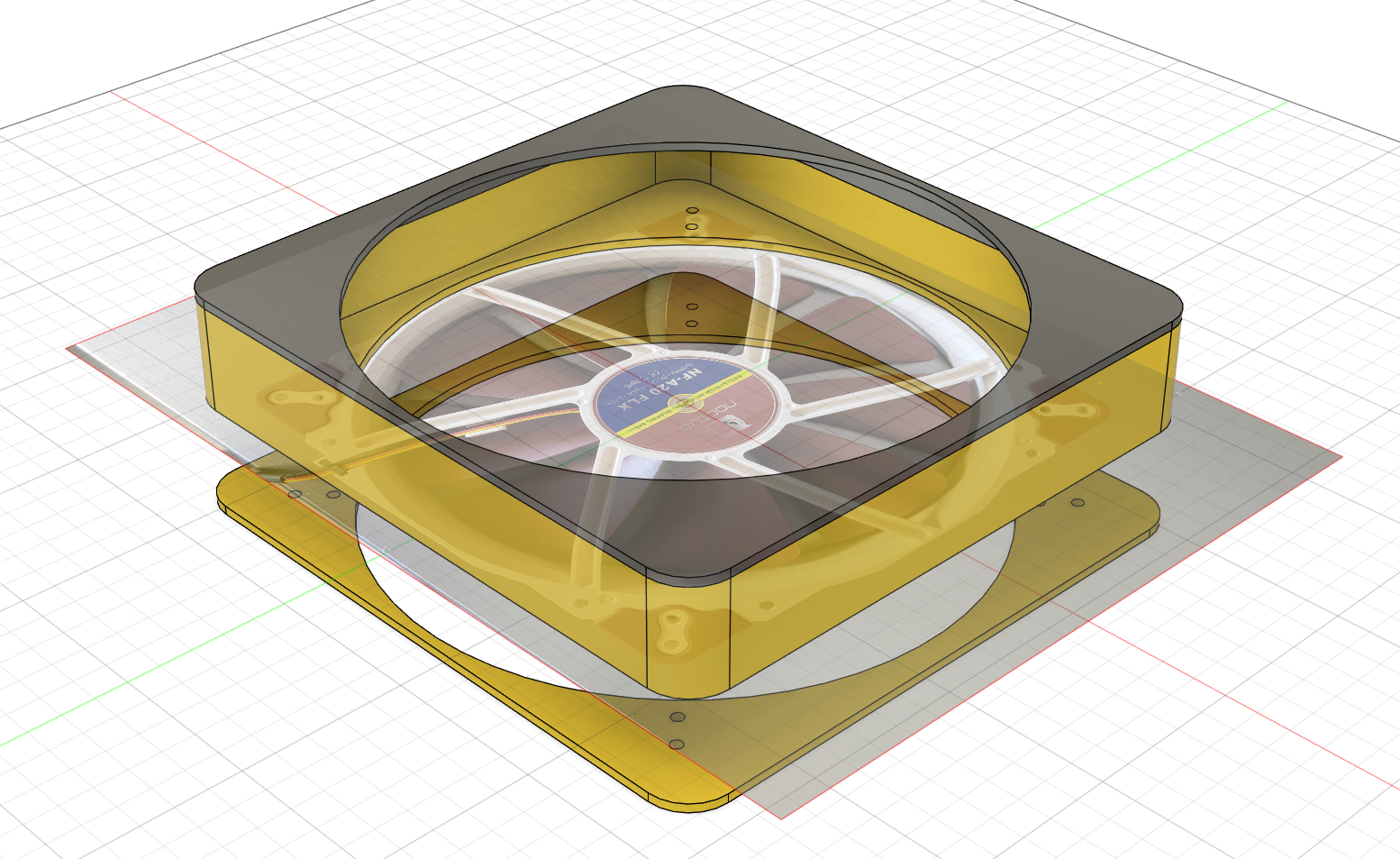
Bonjour à tous Voila un sujet qui m'intéresse et je suis actuellement en train de modélisé une coque arrière me permettant de rajouter un radiateur 40x40x10 et un ventilateur noctua 5V 40x40x10. Après être tomber sur ce topic j'ai voulu vérifier la temp de ma sonic pad et après 10min le cpu est à 72/73°, j'ai donc vérifier les vises qui étaient desserré et après reserrage j'ai tout juste gagner 2/3° Donc ne trouvant pas de coque arrière déja modéliser je me suis lancer dans la modélisation de celle ci et le résultat est assez concluant, au bout de 10min la température moyenne est de 45° ce qui dans mon cas est une nette amélioration et pendant une impression 50/51° avec des pik à 53° rien de méchant en somme ^^ J'imprime actuellement ce qui devrait être ma version final en ASA, et si sa intéresse du monde je la mettrai à disposition gratuitement sur nos plateformes préférés ^^

 1 point
1 point
















.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)













.thumb.png.bce354fc8f05ea3a887612b69f107cc0.png)

