
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 04/12/2023 Dans tous les contenus
-
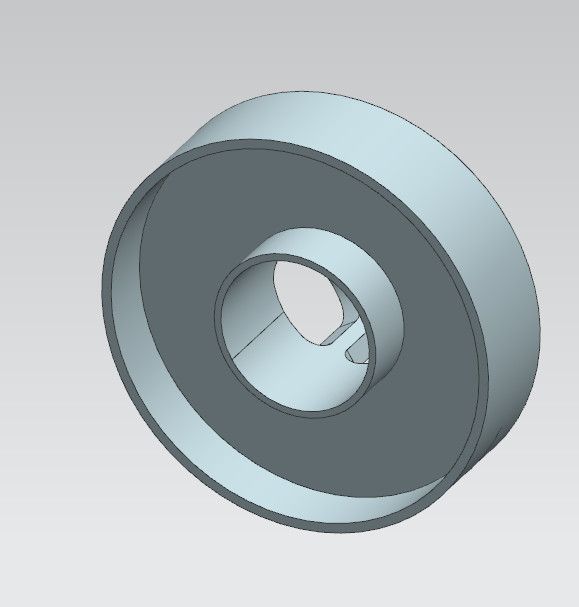
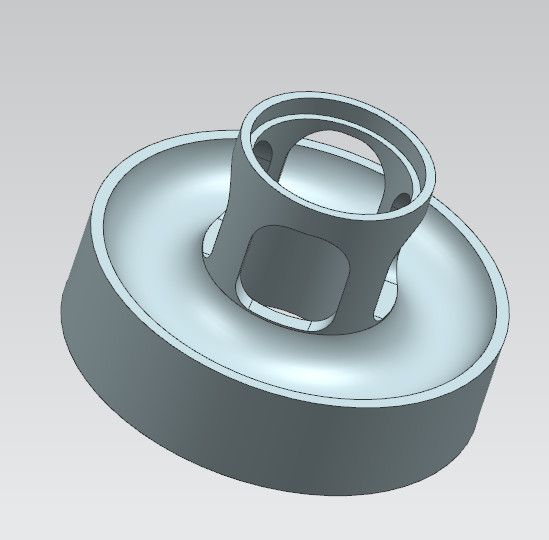
Bonjour, j'ai refait un modèle en step , à partir du stl , qui sera plus facile à reprendre. (c'est un solide) sans les filetages ...ne connaissant pas les valeurs il ne reste donc , qu'a appliquer les filetages sur les diamètres concernés aux cotes voulues. A+ bouchon.zip
 3 points
3 points -
Ils sont (un peu) plus chers que les autres, mais la qualité est là, j'en suis très satisfait. La plaque existe aussi en double face, un côté PEI lisse et l'autre PEI structuré.2 points
-
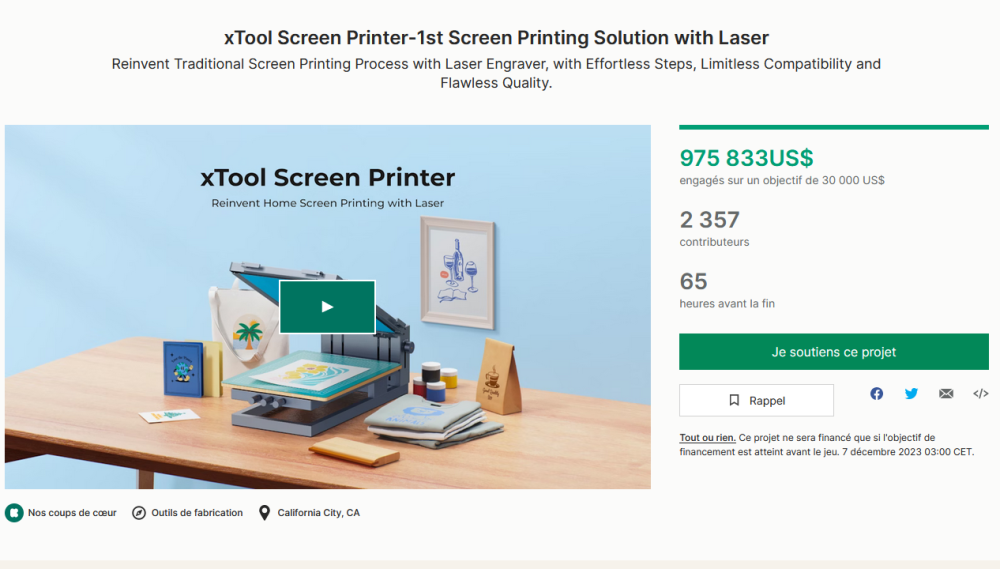
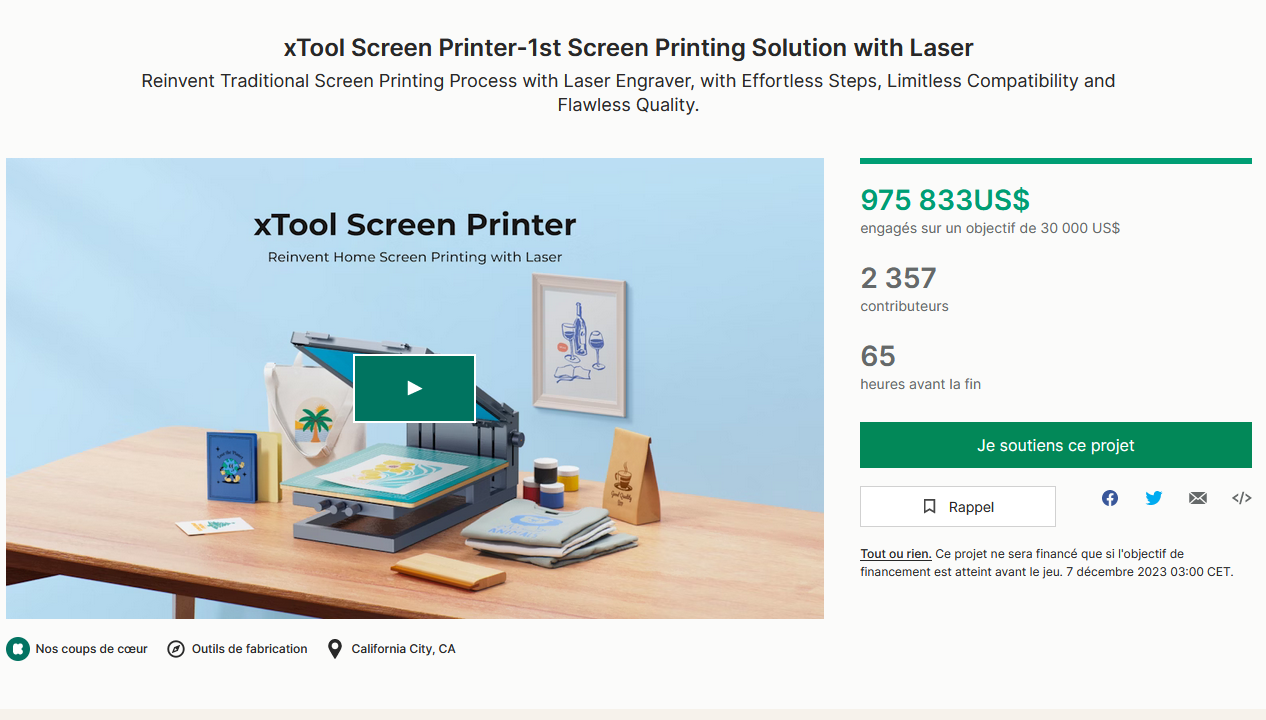
Je suis vraiment surpris par un tel engouement sur ce produit en Kickstarter. Ils devraient dépasser le million de dollars.
 2 points
2 points -
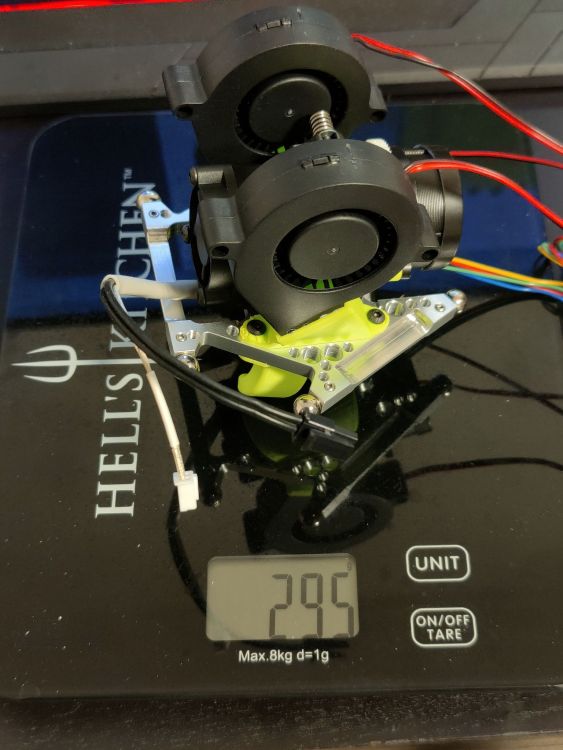
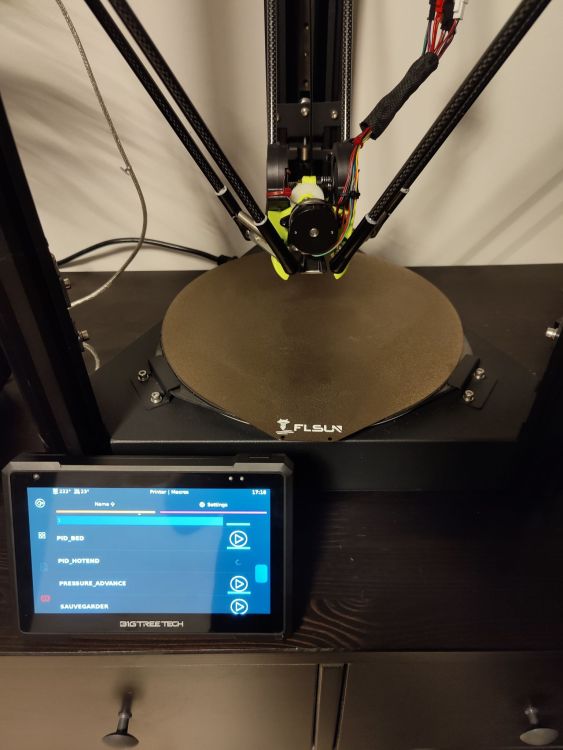
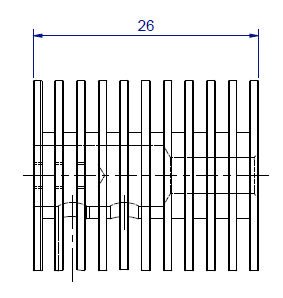
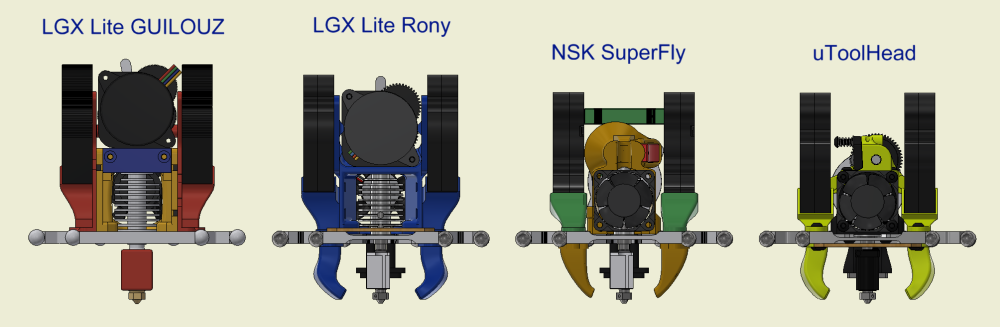
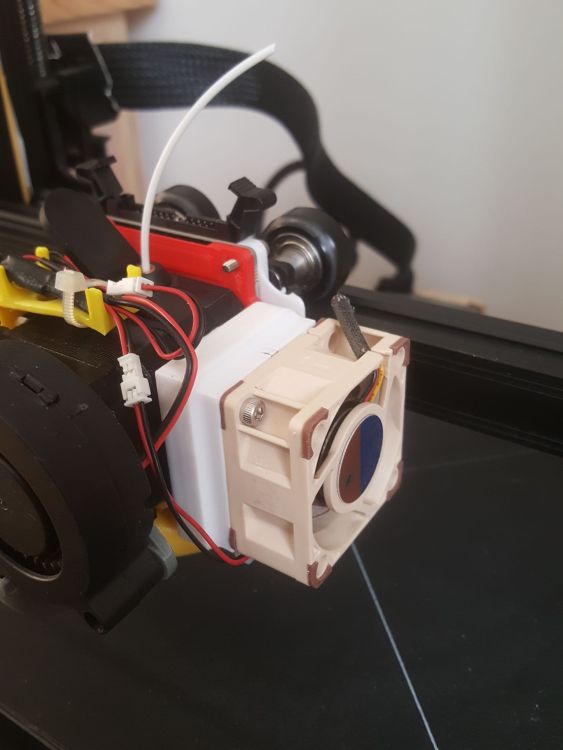
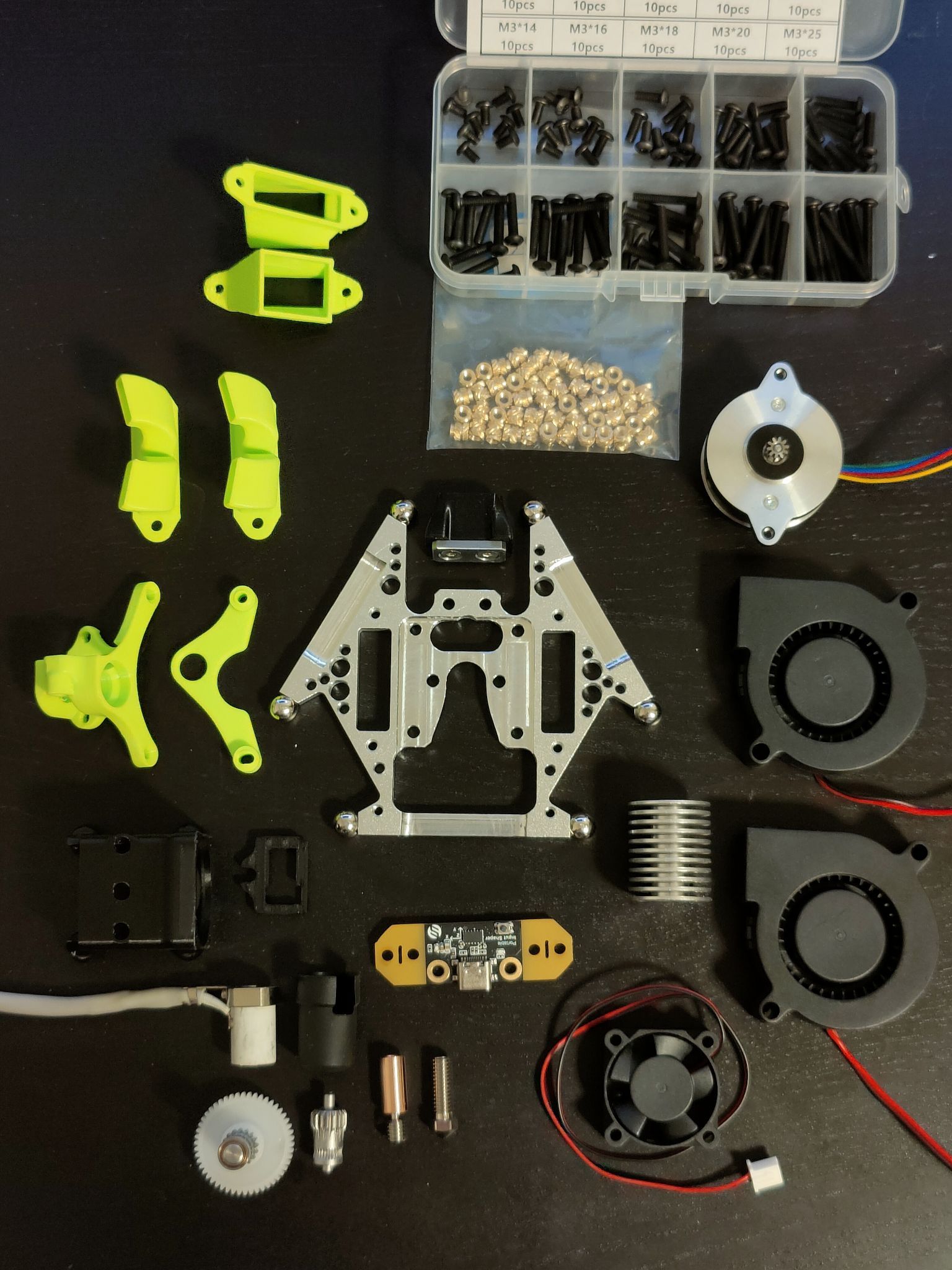
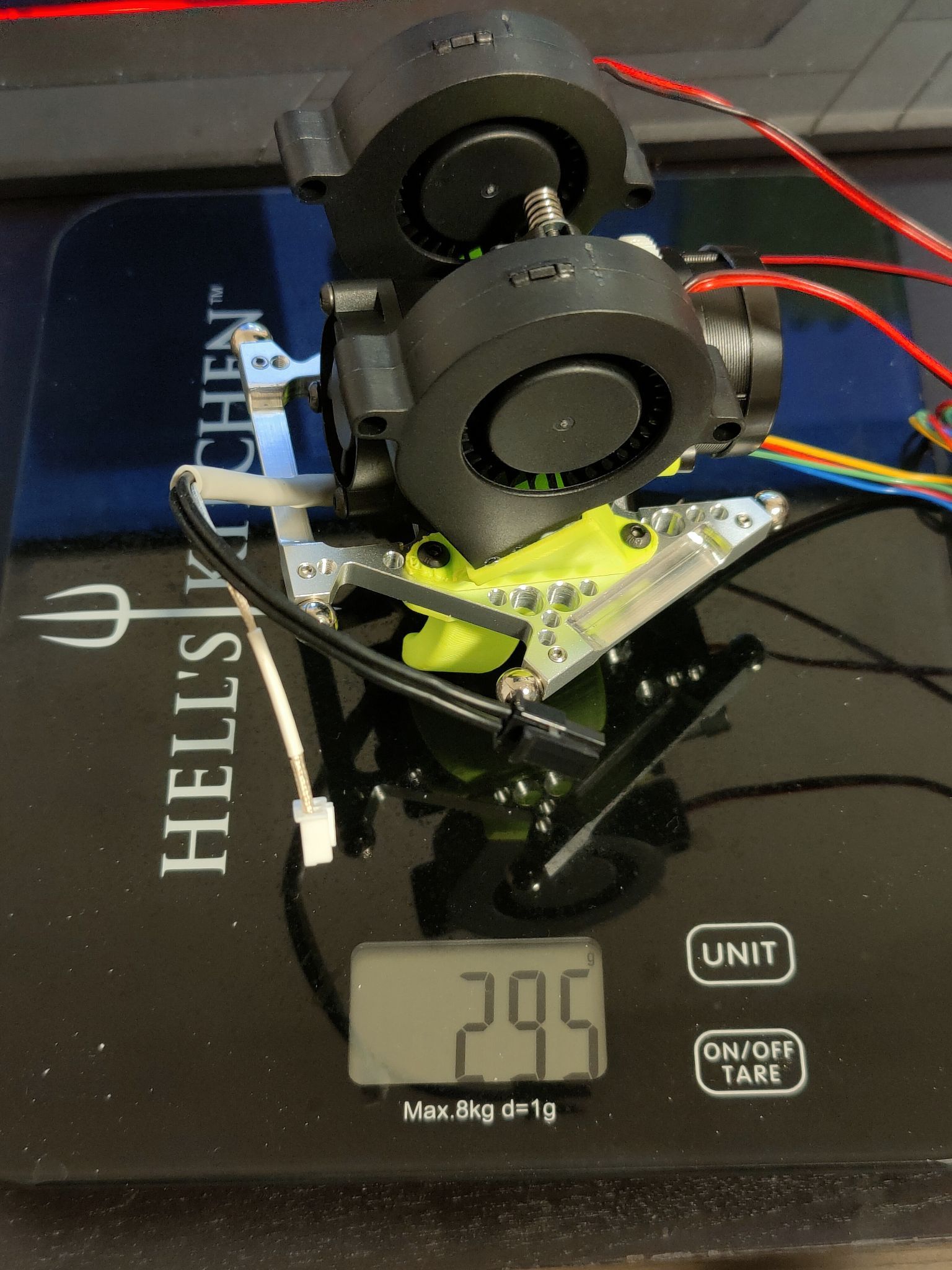
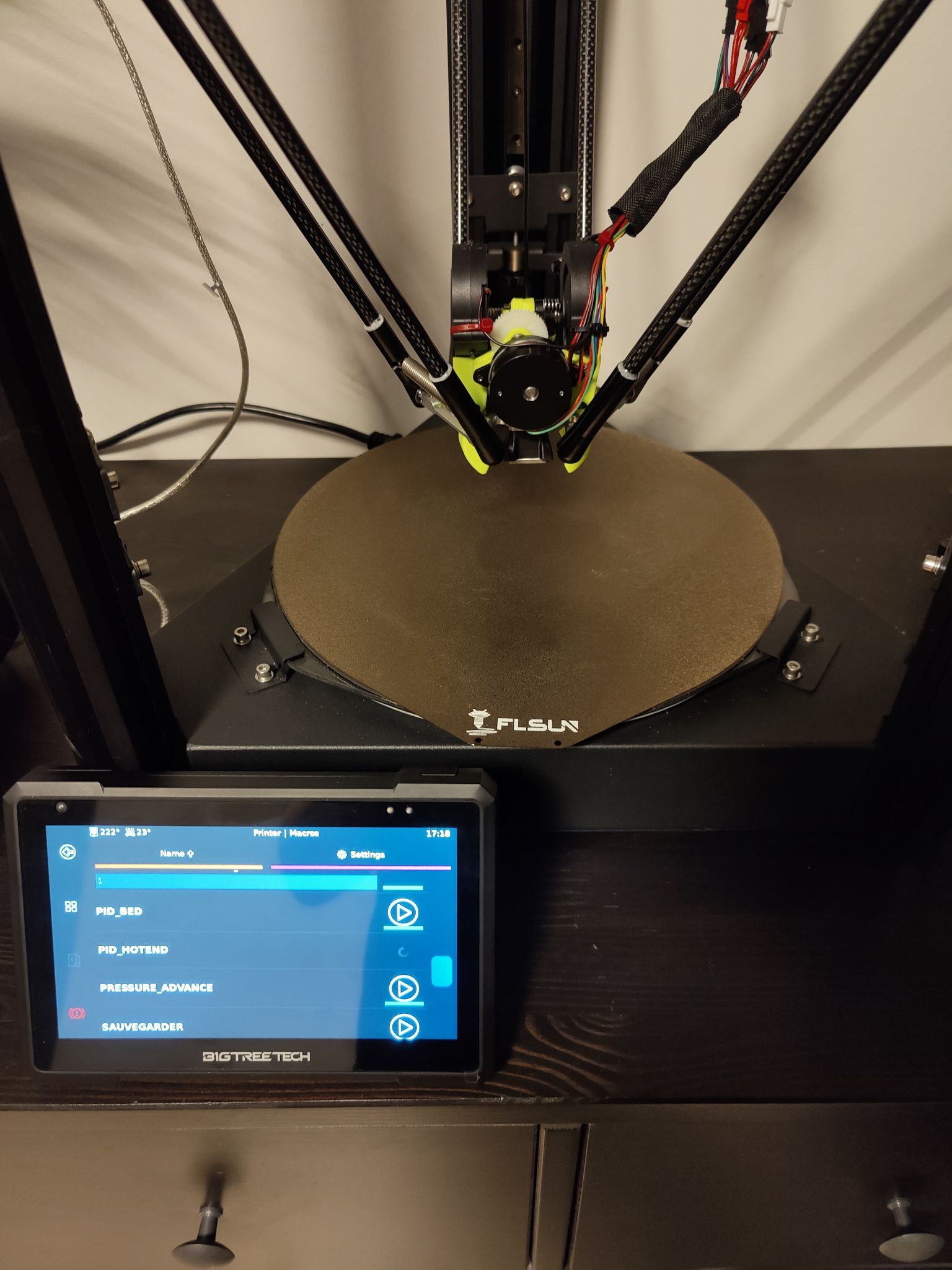
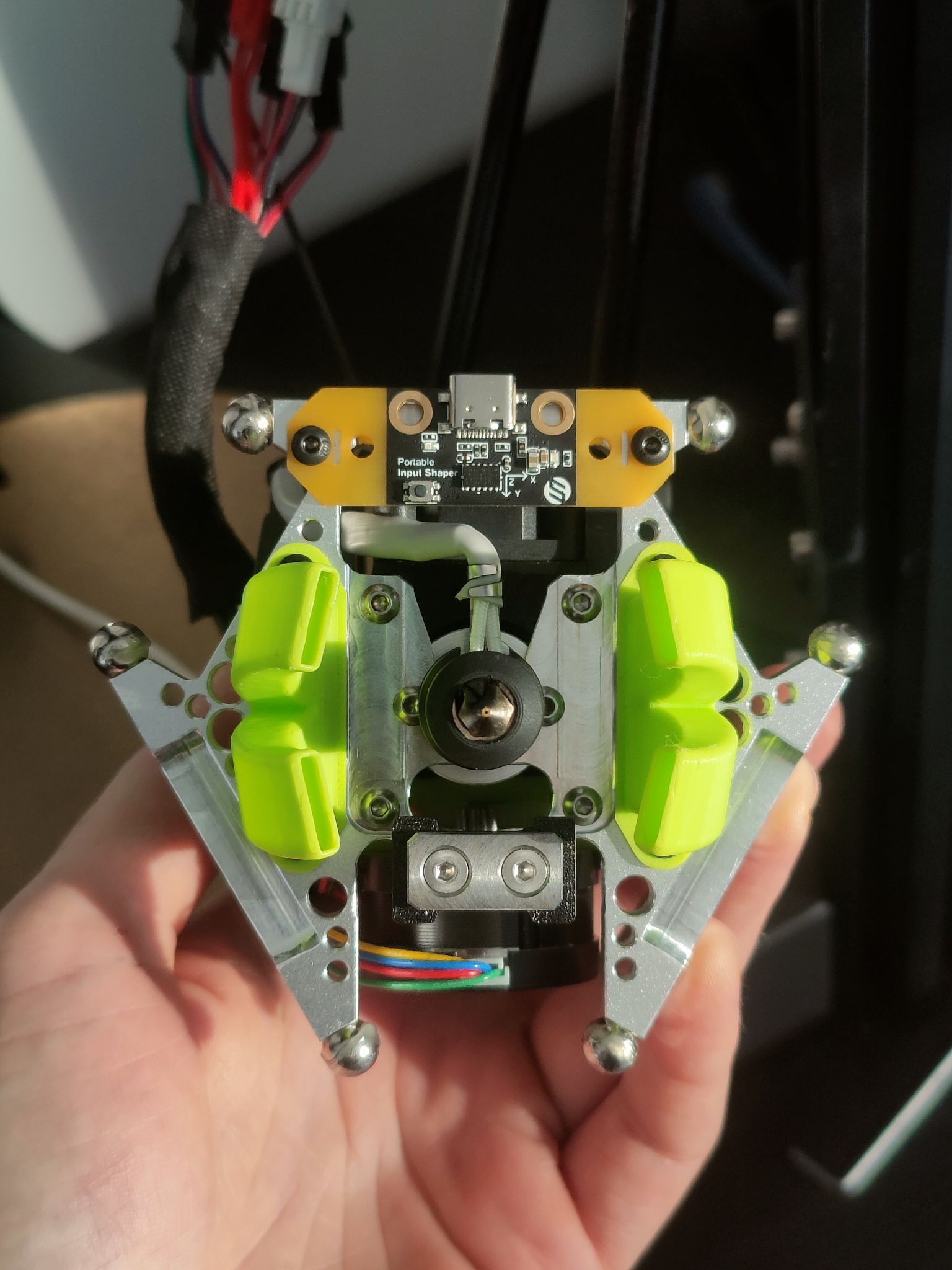
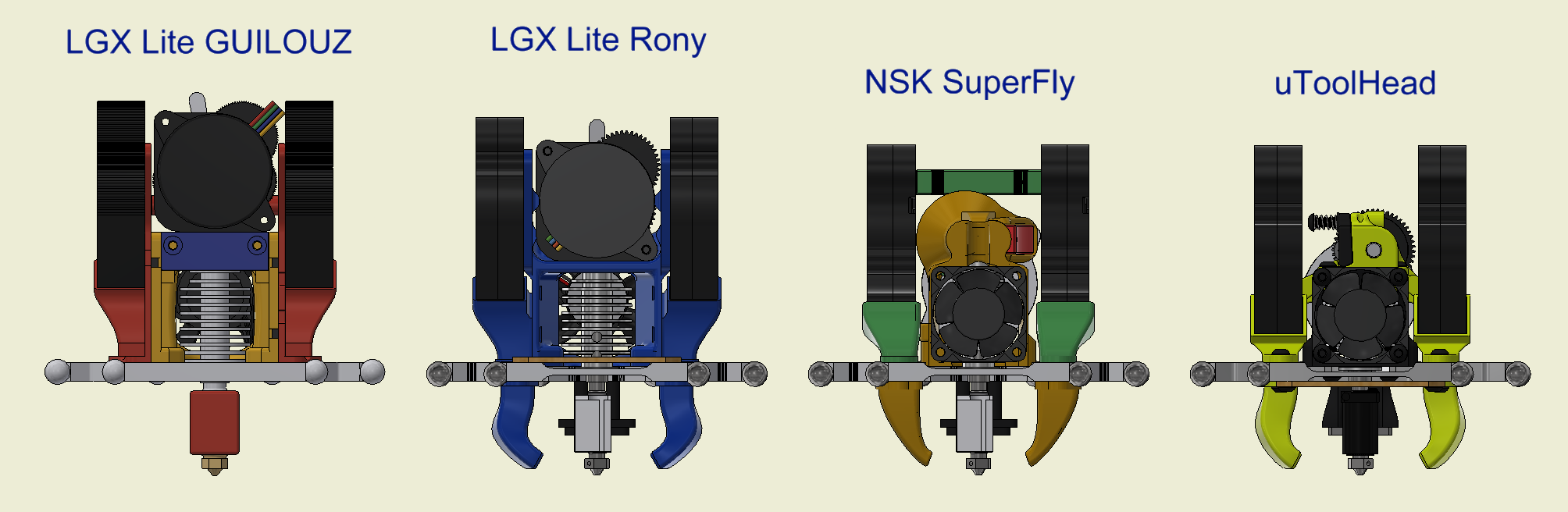
Bonjour, Je crée ce post afin de présenter en détail mon Flsun Super Racer que j'ai pas mal modifié pour en faire une imprimante de vitesse et partager mes modélisations/astuces. Pour la petite histoire j'avais eu une première SR l'année passée, je l'avais transformée en direct-drive avec un LGX Lite et un Speeder Pad. Si ça intéresse quelqu'un, j'avais redessiné le support pour en faire un monobloc, disponible gratuitement ici : https://cults3d.com/en/3d-model/tool/master-bloc-for-flsun-sr-and-lgx-lite J'ai revendu cette SR peu après pour raison de place/déménagement, j'étais resté sur ma faim. Puis cette été j'ai vu passer sur les petites annonces une SR en "panne" (buse bouchée) non loin de chez moi... j'ai craqué, et commandé dans la foulée un BTT Pad 7 et quelques pièces. Je suis parti sur l'idée de cette fois aller le plus loin possible niveau optimisations, et voir à quel point je peux ou non rivaliser avec des coreXY, voron ou autre. Au début je pensais partir sur un modèle NSK SuperFly, mais je suis plutôt parti sur un uToolHead car encore plus compacte : https://cults3d.com/en/3d-model/tool/flsun-super-racer-utoolhead J'ai modifié le bloc de base du uToolHead pour avoir 4 points d'accroche, améliorer l'épaisseur supérieur et aussi le flux d'air. Version à jour ici : https://cults3d.com/en/3d-model/tool/body-v2-for-utoolhead Les fanducts actuels sont ici, mais sont encore en évolution : https://cults3d.com/en/3d-model/tool/fanduct-flsun-super-racer Voici une vue d'ensemble des différentes versions de tête : J'ai allégé au maximum la nacelle aluminium (plan dispo si besoin), pour arriver à une tête totale une fois montée de 295g. J'ai monté une buse CHT Bondtech 0.4mm Volcano : https://www.3djake.ch/de-CH/bondtech/cht-duese-fuer-volcano?sai=13319 La partie chauffante est une ceramique 115W : https://fr.aliexpress.com/item/1005005902835016.html?spm=a2g0o.order_list.order_list_main.159.5f6c5e5bxv0jto&gatewayAdapt=glo2fra Pour les ventilos je mets pas de liens, il s'agit de 2x 5015 24v dual bearing, et 1x 3010 24v dual bearing. Le moteur est un Biqu 36mm : https://fr.aliexpress.com/item/1005003134091278.html?spm=a2g0o.order_list.order_list_main.229.5f6c5e5bxv0jto&gatewayAdapt=glo2fra Les pièces de l'extrudeur viennent de l'extrudeur d'origine de la SR. Enfin pour l'accéléromètre j'ai pris un FYETC USB : https://fr.aliexpress.com/item/1005004557777368.html?spm=a2g0o.order_list.order_list_main.319.5f6c5e5bxv0jto&gatewayAdapt=glo2fra ATTENTION : le radiateur d'origine doit être raccourci à 26mm ! Pour la connectique rien de sorcier, j'ai branché sur les fils d'origine en gardant les connecteurs. Il faut cependant tirer les fils du moteur jusqu'à la carte en haut. J'en ai profité pour modifier le passage du fil et déplacer le capteur de filament au centre. Il faut repercer la plaque dessus pour laisser passer le fil et déplacer le support bobine. STL du support dispo ici : https://cults3d.com/en/3d-model/various/support-capteur-filament-flsun-super-racer Un petit ajout pour ranger le capteur de nivellement : https://cults3d.com/en/3d-model/tool/support-capteur-nivellement-flsun-super-racer Une fois tout cela fait j'ai passé à la confid du PAD. J'ai repris le tuto de notre cher @Guilouz pour le Speederpad, le début est différent mais la partie flash firmware, calibration, etc.. est pareil : https://guilouz.github.io/Klipper-Flsun-Super-Racer/ Pour ma part j'ai galéré à connecter le Pad au wifi. C'est un problème connu, il faut modifier l'antenne interne : https://github.com/bigtreetech/Pad7/issues/4 Après cela, on commence les calibrations ! Hier soir j'ai fait un test de flow, j'ai pu arriver à un peu près 30-35mm3/s stable à 220° et presque 40mm3/s en montant à 260°. Comme disait La Fouine dans Joe Bar : "Quand je vais savoir me servir de ce truc... je vais tous les pourrir !" Suite tout bientôt !






 1 point
1 point -
Salut, je suis curieux de connaitre le résultat final. J'ai eu le cas sur plusieurs appareils, dernièrement des jumelles avec le même souci, j'ai pu tout enlever à l'alcool également. Comme quoi, quand on dit que l'alcool ne résout rien, c'est faux1 point
-
C'est ce que je disais, quand le chauffage complémentaire est mis, le ventilo de l'enceinte se déclenche après 4 minutes et a 26 degrés , puis je lance l'impression, pour ce test, qui était fait pour répondre plus précisément ä ta question, la température était trop basse pour du petg, j'ai lancé l'impression à quatre minutes, j'aurais dû la lancer à 17 minutes, quand la température du caisson a atteint 26 degré et comme je n'avais pas mis le chauffage complémentaire l'air n'était pas homogénéisé, c'était volontaire pour bien montrer qu'il fallait un chauffage complémentaire pour pouvoir lancer l'impression à 4 minutes et à température ideale et air homogénéisé Le gain en temps est de 13 minutes le but n'était pas de faire une impression parfaite, au contraire Pat1 point
-
La solution ? Utilise FreeCad...1 point
-
Tu me rassuré un peu sur mes capacités...j ai passé réellement des heures à essayer sur fusion360 à modifier le filetage en regardant en simultané les tutos. J ai créé des trucs hallucinants,juré et maudit les maillages,fichiers stl,la bambu et autres machins bien prise de tête...et tout ça pour un gadget prise de poids...on va la faire simple: chacun piochera dans le paquet direct!1 point
-
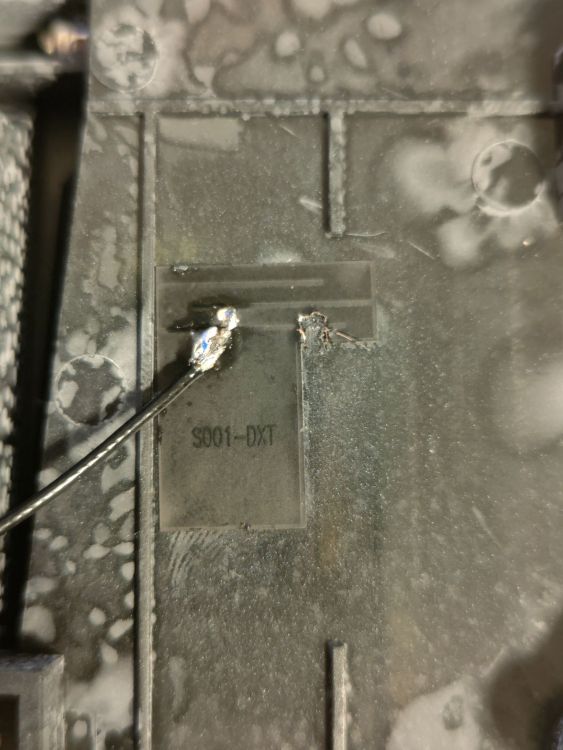
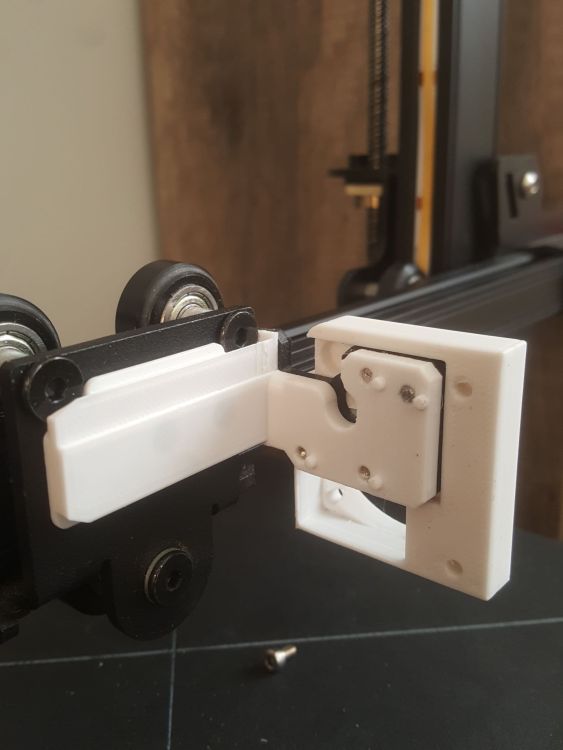
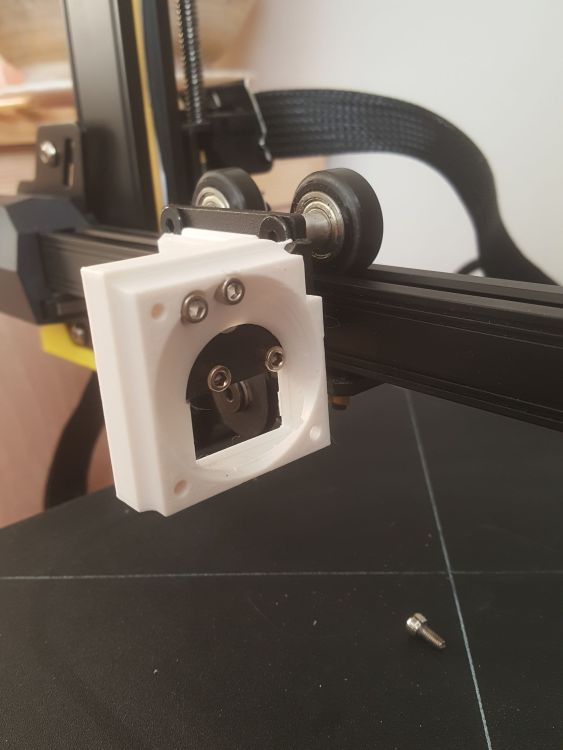
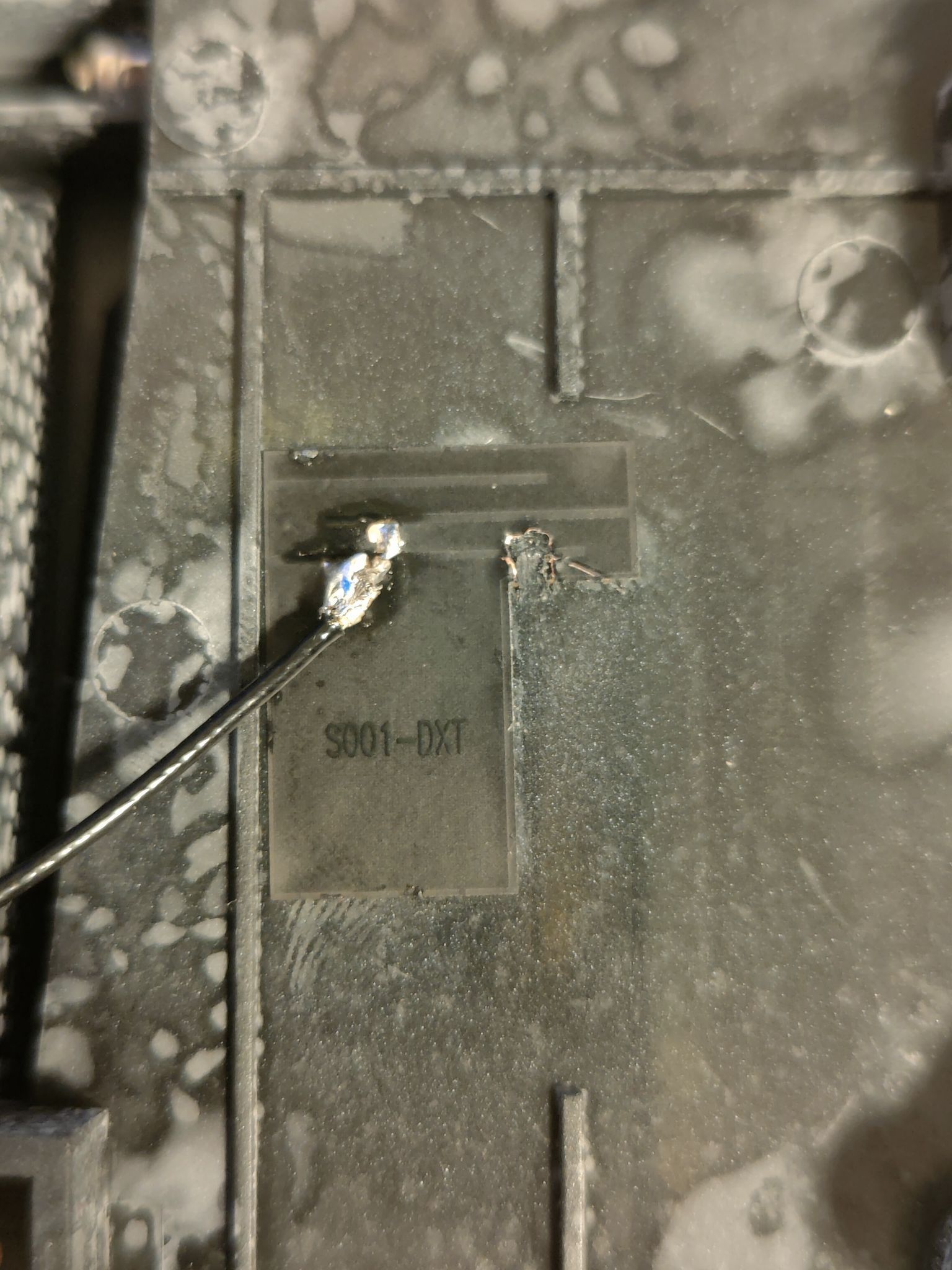
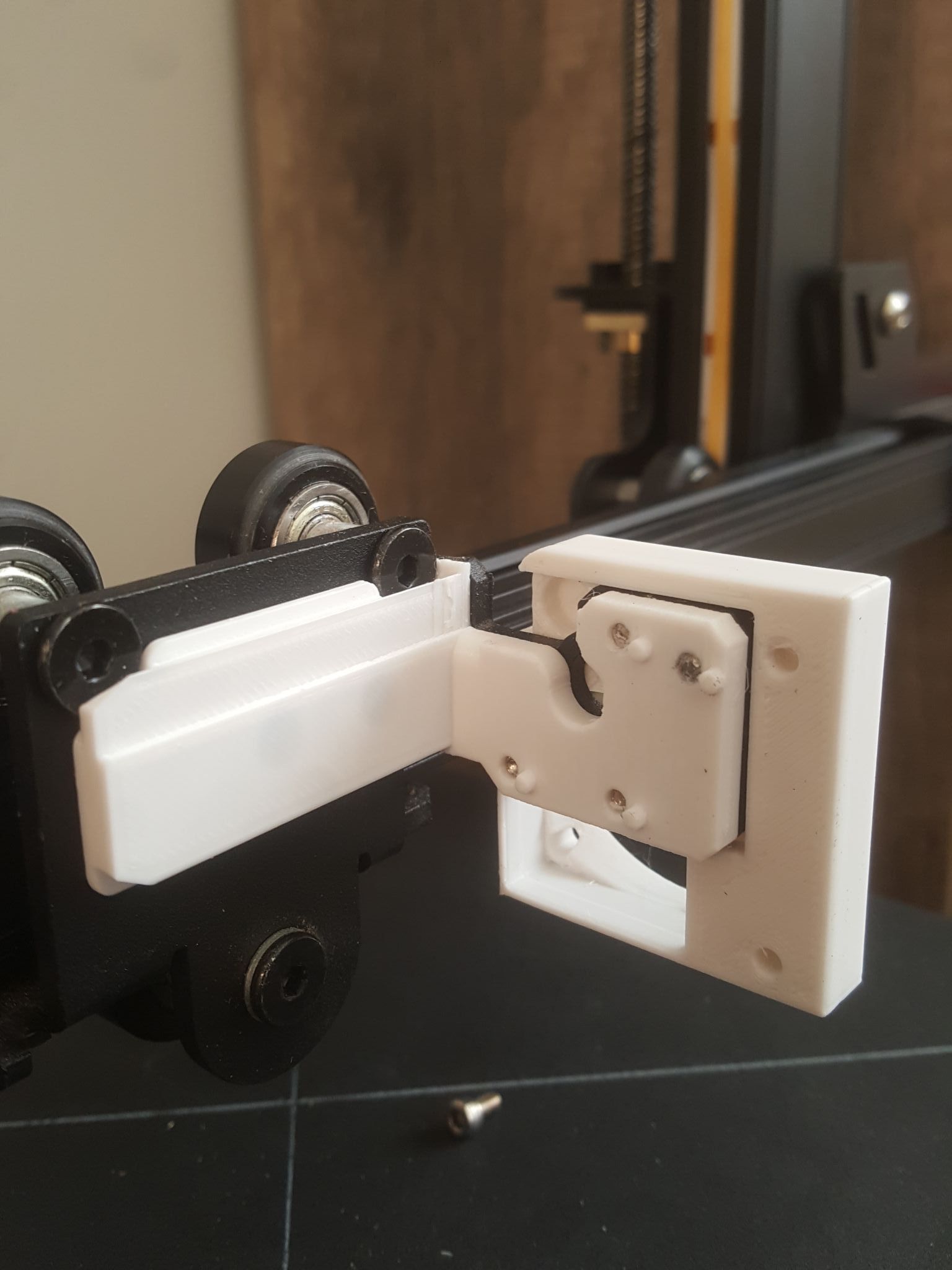
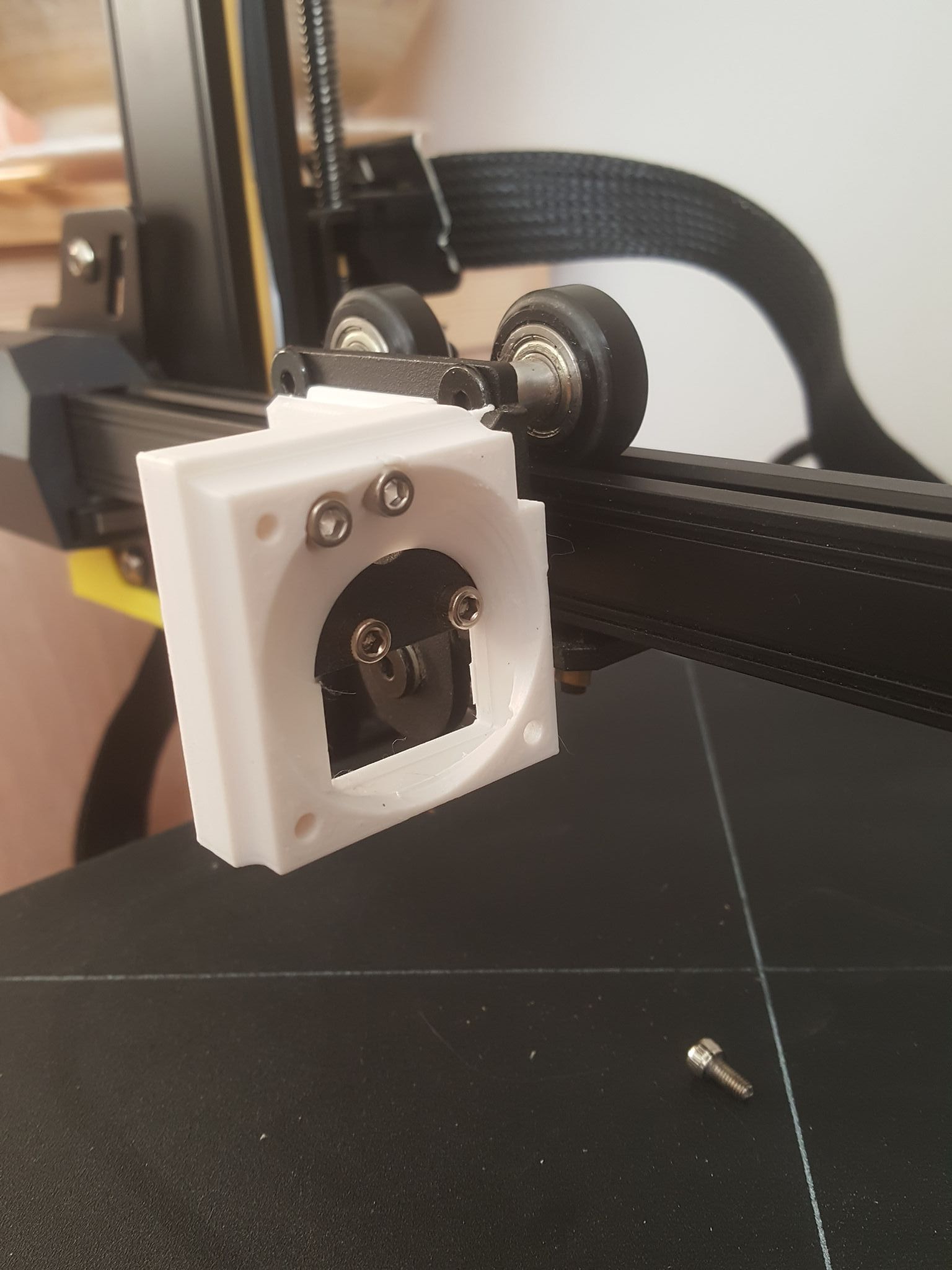
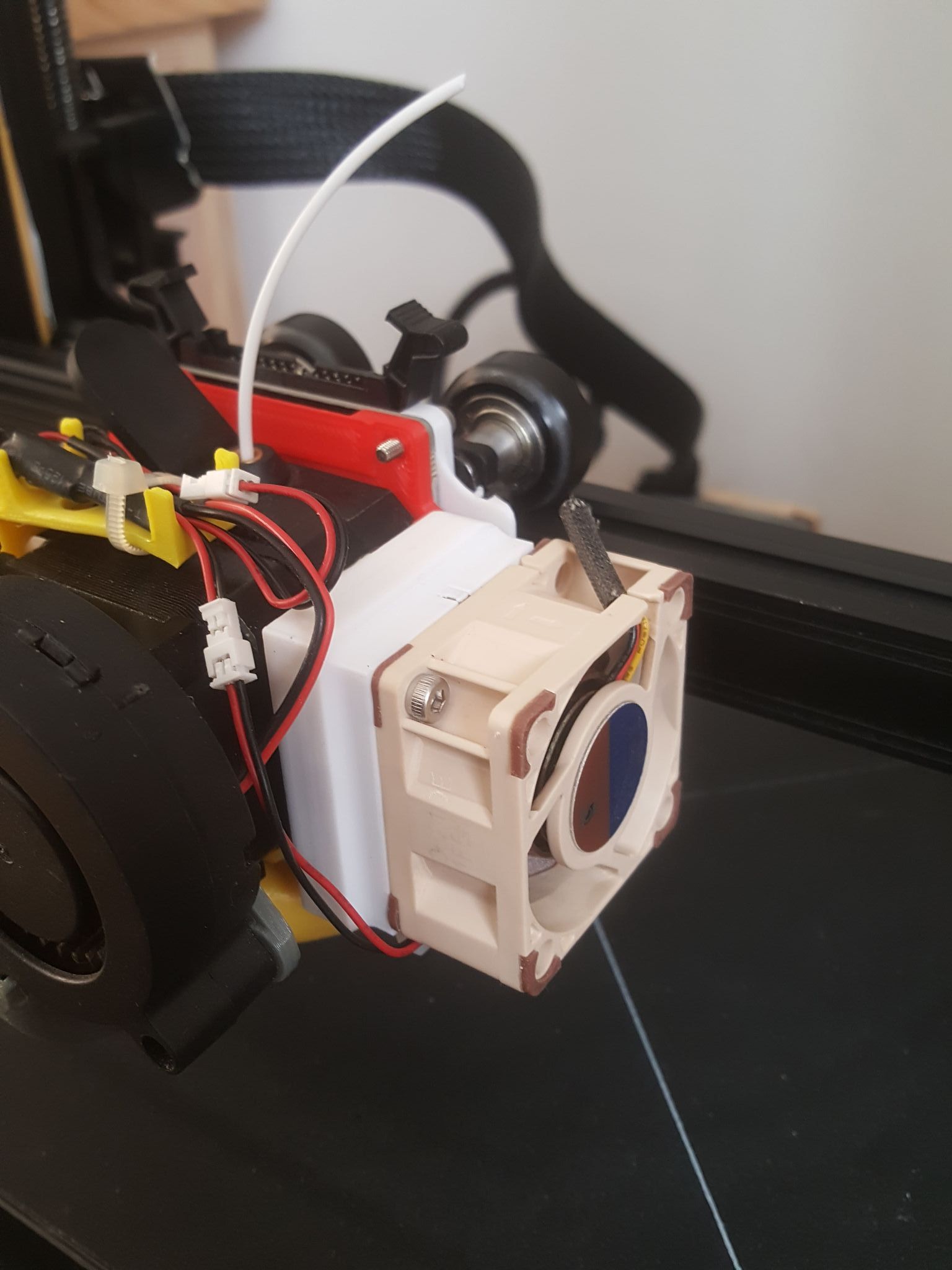
Suite et fin de l'attache rapide. Mémorable.......Ca vaut son pesant de cacahuètes Bon je commence.. J'ai fini par terminer ma pièce supportant un Noctua A4 (1) cette dernière devant rester en fixe sur le chariot, tout en laissant l'espace pour que l'argot de blocage fonctionne. Evidemment tout cela nécessite à chaque fois des démontage de la Sprite.. et ils furent nombreux 3 exactement. Bref je touche au but, ne me reste plus qu'à régler avec l'intermédiaire de Pronterface le centrage exact du doigt de la sonde. Chose rendue aisée par le traçage des diagonales sur le lit., correction est transmise à la machine (2) et enregistrée, vérif tout va bien. Et je lance une impression d'un cube test. Je regarde la première couche se faire dans un silence d'or, elle touche à sa fin, la buse attaque la deuxième couche qui s'effectue dans un silence d'or aussi Bref le ventilo du filament un 5015 ne tourne pas.. Je l'observe de près et à force de chanstiquer ma sprite, je constate que le fil négatif s'est rompu à la soudure....... La dernière fois ça m'a coûté une carte mère.... Bon je ne cherche pas, remplace le 5015 existant par un neuf, et j'use de la colle chaude sur l'emplacement des soudures et fixations (légères) du câble pour éviter de future mésaventure. Je ne cherche pas à aller plus loin, j'ouvre les tripes de la S1 et lui change sa carte mère (j'en ai une de rab)...Comme dirait @fran6p ceinture et bretelle et plus.... Je remonte ma Sprite, fier comme un bar tabac, je ne prend pas encore la peine de mettre un firmware digne de ce nom et allume la bête. De suite je lance le démarrage de ce ventilateur qui ne démarre pas , la zener sur le fil + d'alimentation transformant le 24 en 12 est bouillante.... Je branche mon Noctua qui ne tourne pas lui aussi !!! Je branche directement sur la ¨CB à la broche le ventilo d'origine qui fonctionne. Ouf la carte mère neuve est toujours bonne. La zener est morte, je n'ai plus de jus, change moi pour l'amour de dieu.... Bref en un rien de temps, la vieille zener est remplacée. Je teste à nouveau le ventilo, par précaution et il ne tourne pas................., les corones commence à enfler sérieusement, venant à une position qui n'est pas habituelle..... Je m'empare d'un autre ventilo 5015 neuf, fait un branchement sommaire à la volée que j'en ai honte, mais il tourne. Bon, bah je vais le changer, il peut arriver qu'un ventilo neuf ne tourne pas, alors que d'un geste je vais virer le ventilo à la poubelle, je me dis que cela ne coûte rien de lui ouvrir les tripes....... Bien m'en a pris, je découvre qu'une goutte de colle chaude a pénétré à l'intérieur empêchant les pales de tourner... La goutte est enlevée, le ventilateur tester à nouveau et il fonctionne..... Donc dans la bataille j'ai remplacé ma carte mère, alors que c'était la diode Zener qui était H.S. Ouaip je sais j'aurais pu le voir avant, mais............................ Je conclu sur l'attache rapide. C'est tout simplement super pratique, je n'ais pas enlever les fameux ergots comme le préconisait le créateur, car la pièce finement imprimée les ergots entre dans les trous des vis du moteur de l'extrudeur et contribuent au bon placement de l'ensemble qui est parfaitement stable. La bestiole a été souvent démontée et remontée dans mes travaux. Le firmware avec le décalage de -4 mm en X et -3 mm en Y fut refait, injecté dans la machine. Bref les PID effectués le Z-offset de réalisé à nouveau, le mesh aussi, bref la totale, la bête est de retour sur le théatre des impressions qu'elle réalise avec vaillance en ce moment même. PHOTO la pièce du Noctua et le porte tête PHOTO 2 encore PHOTO 3 tout monté (Avant les emmerdes ) PHOTO 4 La bête imprime... (Son support de câble plat.. elle me l'a demandé) (1) J'avais écrit que je montais mon Noctua en aspiration (comme sur la photo) ! Connerie sans nom, après une chauffe de la buse, la redescente de la température est plus lente qu'en mode soufflage, donc le Noctua à retrouvé sa position souflette.... et là, la température chute très vite en refroidissement. (2) Quel ne fut pas ma surprise en faisant un M503 de constater que mon maillage était inactif ! Je corrige l'affaire, fait le M500 de rigueur, à nouveau un M503 le maillage est actif, je fait sur pronterface un Home, tout se passe bien, refait un M503 et mon maillage est de nouveau inactif.... Certes dans mon gCode de démarrage j'ai un M420 S1 qui va bien... Mais pourquoi se désactive t'il après un Home ?
 1 point
1 point -
Et je pense aussi que pour beaucoup ils n'ont aucune idée de la difficulté ou du temps que l'utilisation d'une telle machine implique. Parce que dans le texte ou avec les quelques petites vidéo du kickstarter on le voit pas....1 point
-
Mince, même une configuration peut attraper le (la?) Covid1 point
-
Salutation ! Je parle sans savoir car je n'ai pas de Bigrep One et car j'imprime dans un espace rarement en dessous de 15°C. Il me semblait que ces belles machines étaient vendues avec un forfait conseil et maintenance. Le mieux c'est de demander au constructeur pour ne pas avoir de surprises. Je dirais qu'il ne devrait pas y avoir de problèmes d'impression avec du PLA, (sauf ceux mentionnées par RFN_31 ) mais je n'ai pas l'habitude d'imprimer de gros objet donc peut-être y aura-t-il de possible déformation lors du refroidissent de l'impression en cours ( bien que, cela peut aussi ne pas avoir d'importance car imprimer de gros objet veut dire un temps d'impression d'une couche très long, donc la couche en cours a le temps de bien refroidir avant la suivante. ) En fait je me dis qu'éventuellement le problème sera si la température diminue encore, alors le firmware pourrait ne pas vouloir lancer une impression et se mettre en erreur par sécurité ( car une température en dessous de 5°C c'est souvent un défaut de thermistance et donc un risque incendie si c'est le cas donc par sécurité le firmware se met en erreur même si il fait réellement moins de 5°C ...)1 point
-
Bonjour, Ca peut améliorer les ponts car le PLA va refroidir plus vite. Éventuellement refaire les PID pour améliorer le tnue des températures mais c'est à peu près tout ce que je vois en premier aperçu. Les extrémités du plateau peuvent aussi moins tenir la température... et donc on pourrait constater des décollements1 point
-
le coté pratique et rapide auquel je n avais pas pensé car je voulais un cadeau pret à l emploi...à retenir si je n arrive à rien malgré la super méga ultra rapide réponse géniale de @papajds Ce soir, ca va fileter ! Ceci dit, faudra quand même que j y arrive seule la prochaine fois... ou la fois d après....1 point
-
2119 J'avais, pour une fois. reçu le mail de Pledgebox deux jours avant la réception pour me dire qu'elle était prise en charge par le transporteur.1 point
-
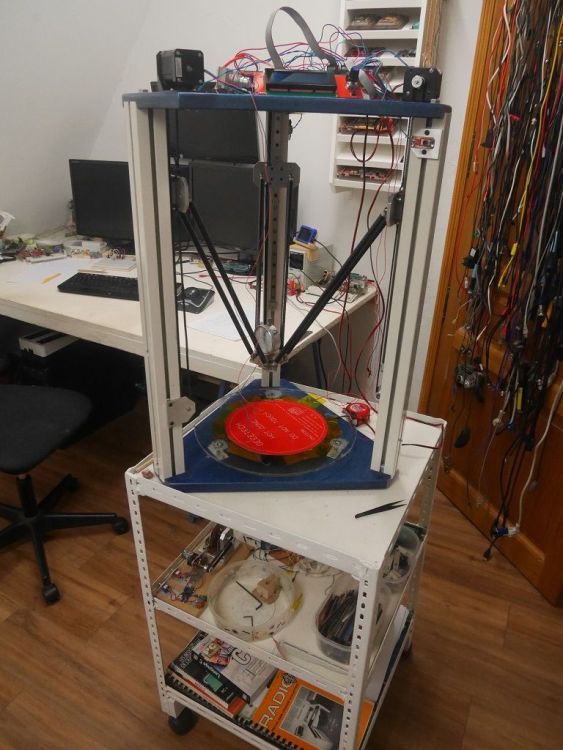
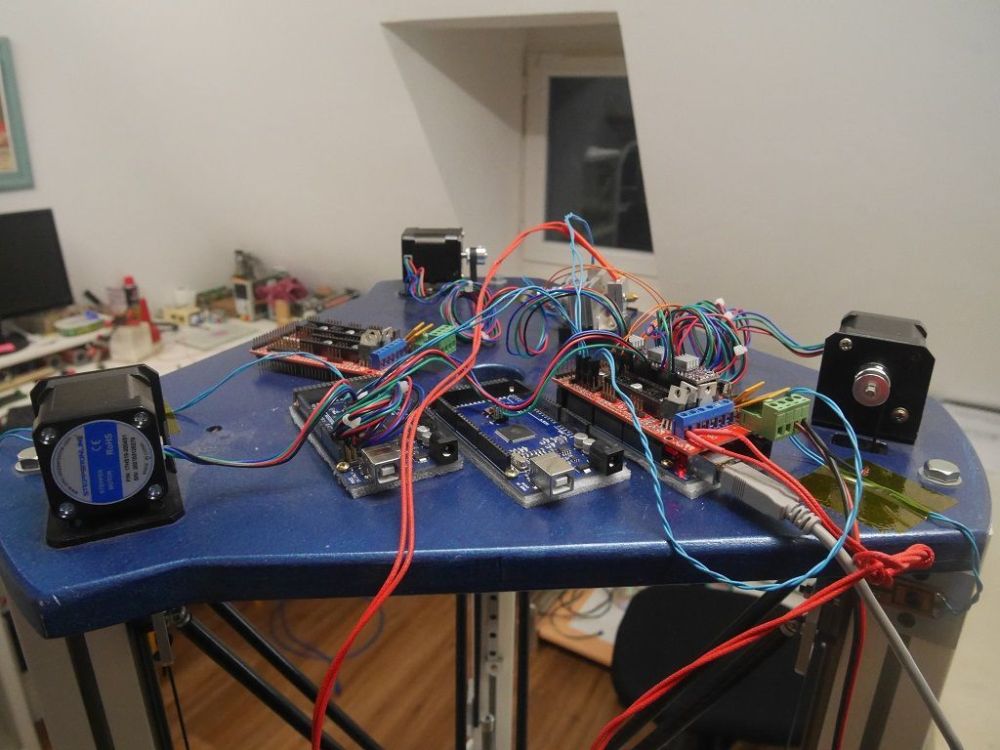
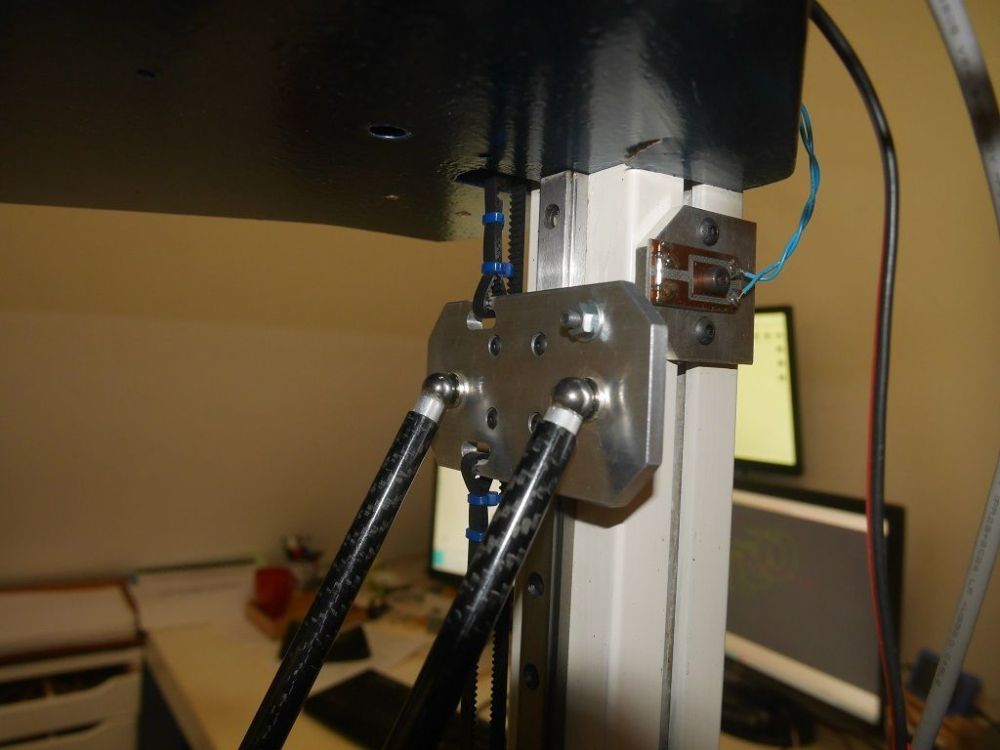
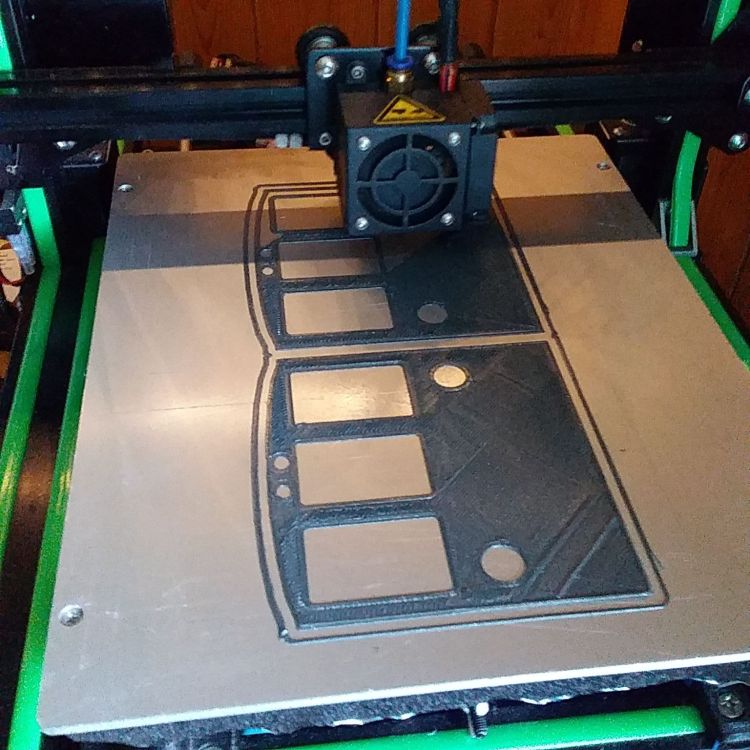
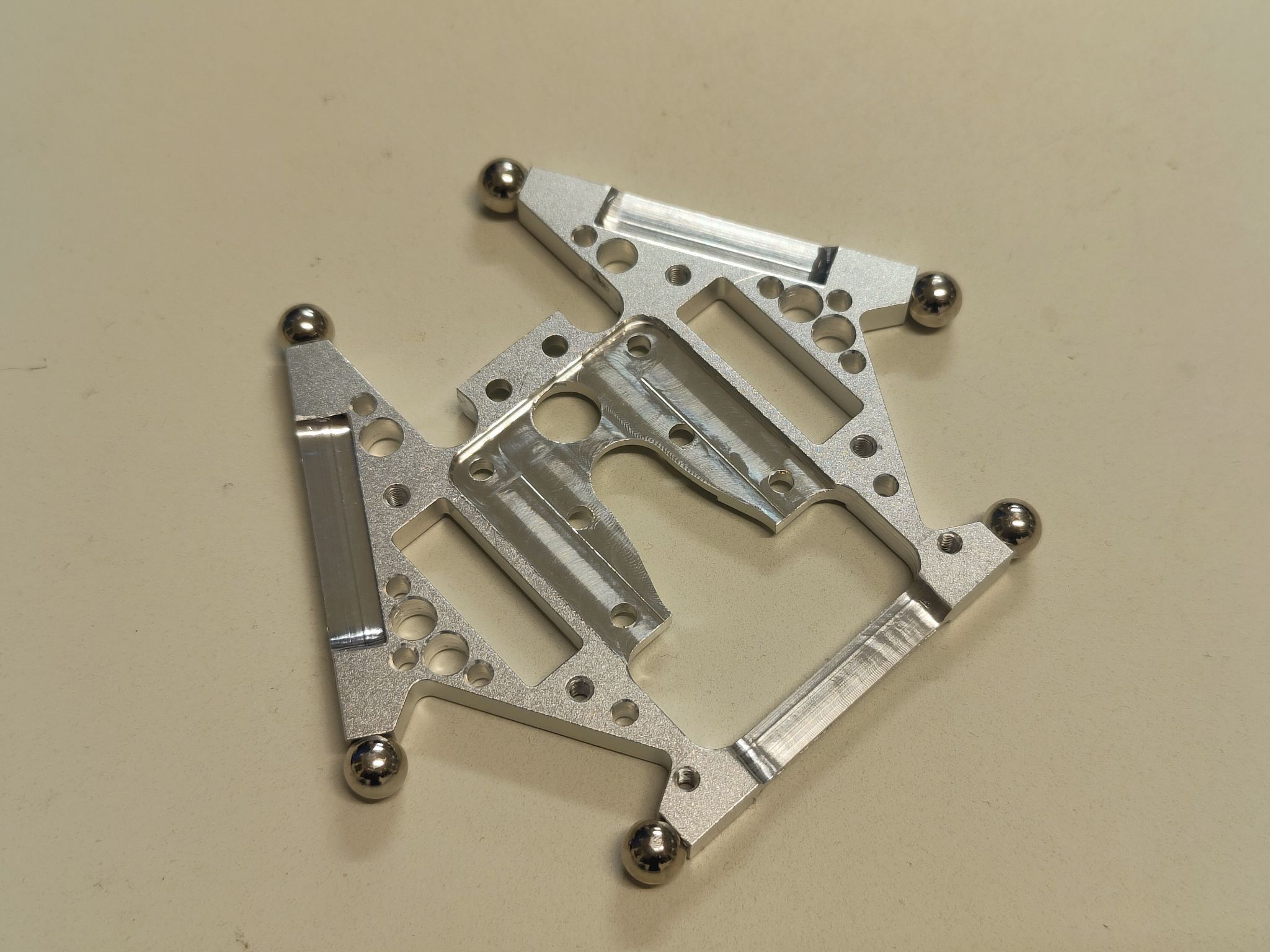
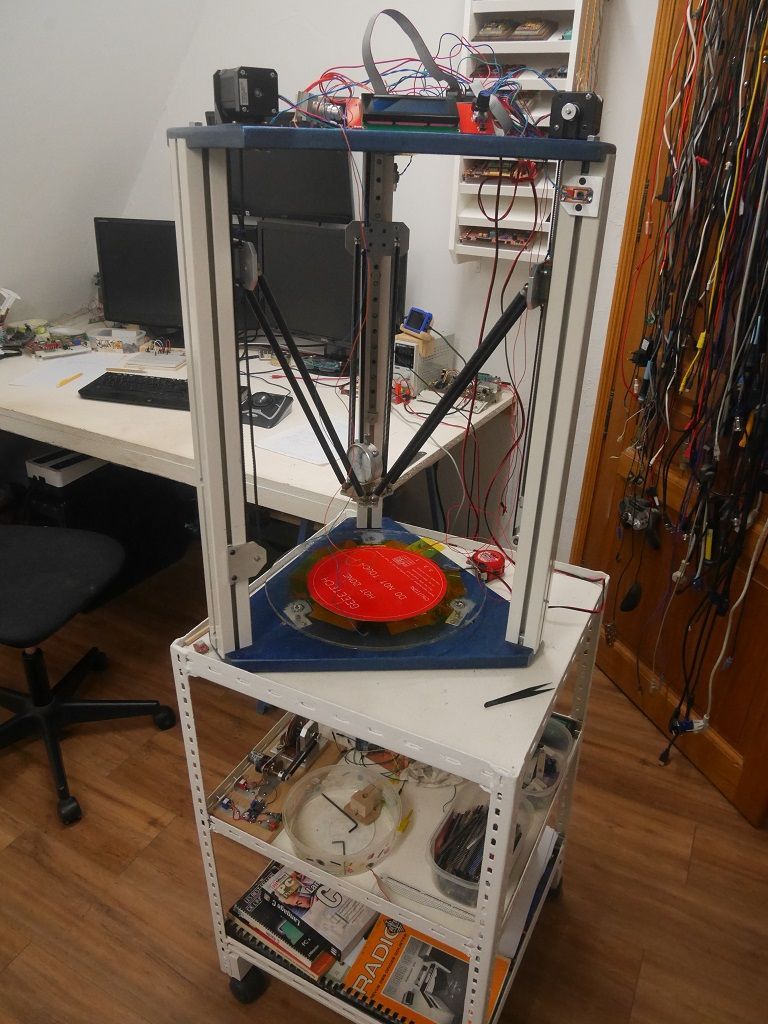
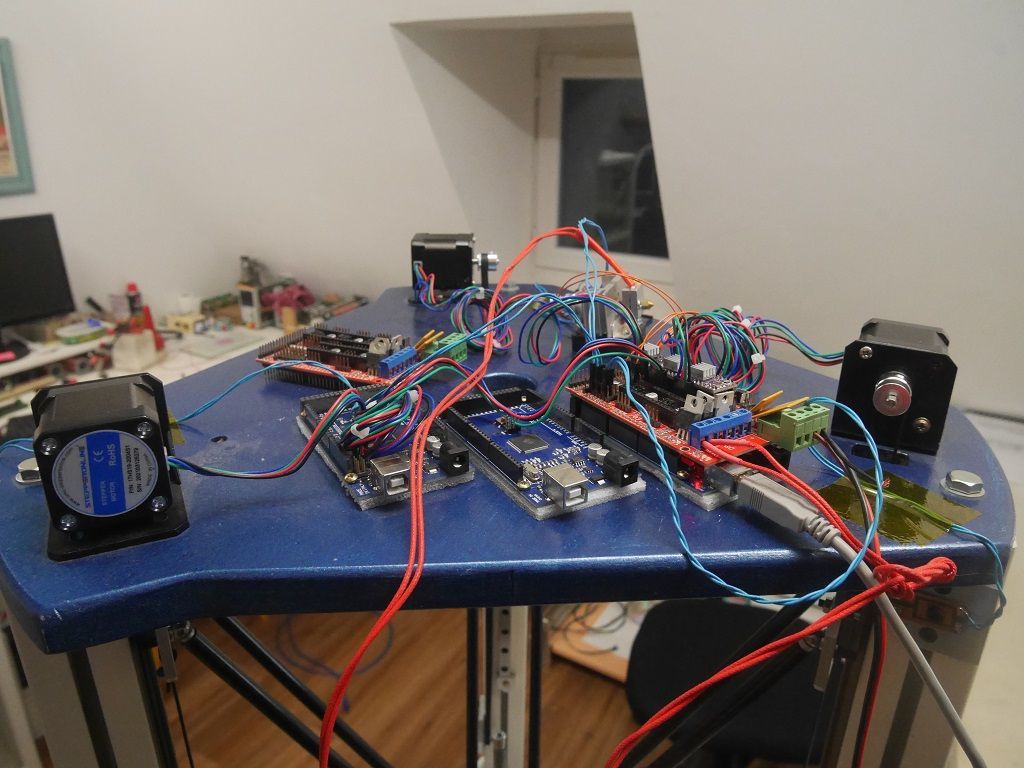
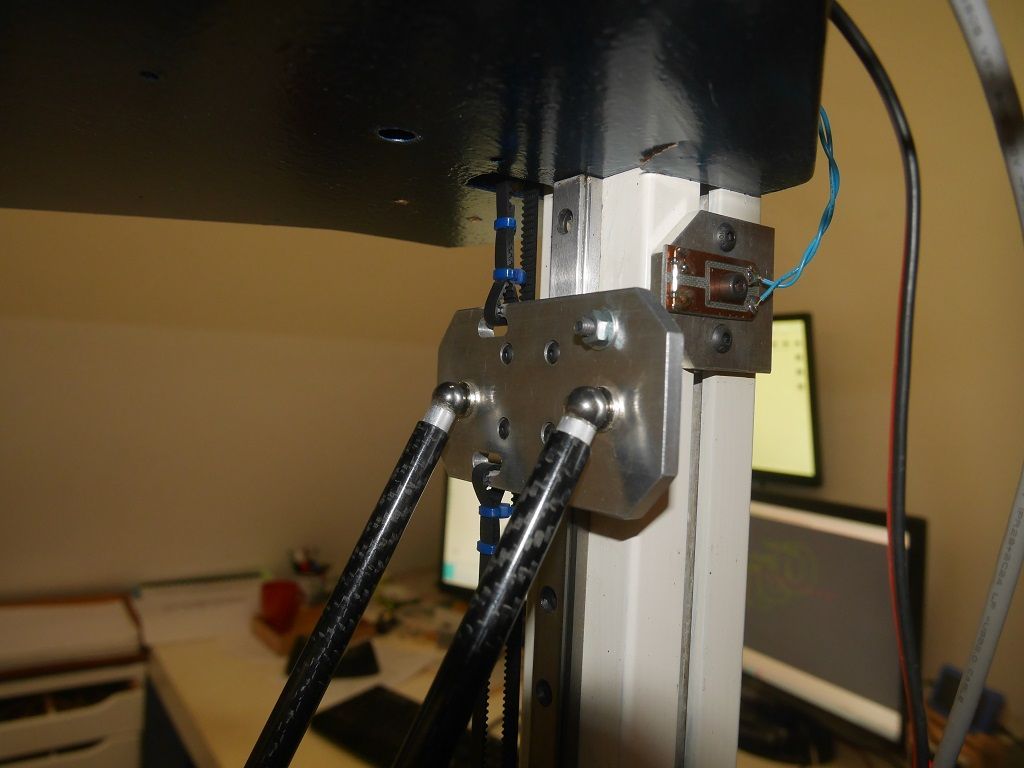
Usinage des plaques inférieure et supérieure en médium 20mm. Je l'ai fait à la CNC pour une bonne répétabilité sur les deux plaques et obtenir une géométrie la plus parfaite possible, ce qui je pense se retrouvera lors des paramétrages soft. Petit coup de peinture pour faire joli et montage des éléments. C'est aussi rigide que je l'espérais . La plaque de verre est équipée de coupelles magnétiques et est positionnée sur trois billes réglables en hauteur. Je disposais de 3 méga2560 qui dormaient dans un tiroir du temps ou je programmais l'arduino, je les ai placées dessus pour pouvoir les interchanger facilement lors des essais, çà permet parfois de pouvoir lever le doute. Cette plaque supérieure recevra également l'alimentation. Vue sur les ascenseurs et endstops.


 1 point
1 point -
Ca devrait le faire... (et heureux de te revoir ici Titi78)1 point
-
Salut, je n'ai pas bien saisi ton souci. Tu parles d'un fichier que tu modifies dans Fusion mais tu mets le lien d'un STL, tu n'as pas un fichier natif ? Autre question, tu veux modéliser quoi comme filetage à la place ? Tu as les cotes ?1 point
-
essai une autre marque de pei, perso j'ai aussi remplacé mon plateau verre (ultrabase qui a très bien fonctionné pendant des dizaines de kg de filament) par un energetic (aliexpress) et j'ai une très bonne accroche (voire trop de temps en temps). vu que tu a déjà le plateau aimanté, tu n'aura rien à changer juste le plateau texturé ou lisse.1 point
-
Miam miam C'est que je ne suis pas spécialement doué en modélisation 3D. J'ai des bases avec OpenSCAD, mais pour le reste, donc par exemple Fusion360, c'est proche du néant. Peux-tu nous donner le lien du distributeur de smarties ( histoire de vérifier qu'il n'y a pas un remix pour d'autre types de pot ) Sinon, juste pour te taquiner, j'ai un pot de 750g de Nutella bientôt fini que je peux t'envoyer. (Il a, en haut (hors pas de vis), un diamètre extérieur de ~79.53 mm ce qui semble à peu près coller avec le modèle 3D que tu nous as mis en fichier joint) (Mais les frais d'envoi seront surement proches d'un pot neuf ... donc peut-être en prendre des neuf et trouver une recette pour un gros gâteau qui utilise plusieurs kilos de Nutella ( mais c'est vrai que 10 pots de 750g donc 7.5 kg de Nutella cela commence a faire beaucoup ... sauf peut être si tu fait plusieurs bûches de noël ) ) La difficulté c'est que je ne connais pas les standards ou normes pour les pots de confiture ( diamètre et forme / type du pas de vis du couvercle, surtout si tu pense au pot de café soluble et autre ) donc je ne saurai en modéliser un, Car dans l'idée, pour faire plus simple que de modéliser un pas de vis spécifique, si tu a un modèle 3D d'un pot (avec le pas de vis de modélisé dessus), alors ensuite lui ajouter un petit offset ( légèrement augmenter son épaisseur pour la tolérance d’emboîtement) et enfin le soustraire a un volume existant ( opération boolean en modélisation 3D ) qui serait ici le couvercle que tu a mis en fichier joint (mais il y aura surement a le combler partiellement si le pot et plus petit que celui d'un pot de Nutella ...) . Edit > Finalement je me dis que tu auras plus vite fait d’offrir le truc "en kit, à faire soi-même" ( avec un pot de Nutella neuf et le sache de bonbon à coté )

 1 point
1 point -
Si en plus ton filament est devenue cassant, c'est qu'il a pris l'humidité. Des "bulles de vapeur" se mélangent alors au filament fondue et provoquent une extrusion en mode éponge qui peut correspondre à ta photo. Dans ce cas, il faut sécher le filament au four à 35 degrés pendant 3 à 4 heures pour chasser l'humidité avant d'imprimer. De toute façon vue l'état du ptfe cisaillé au niveau du pneufit il faut le retourner pour mettre l'entaille coté extrudeur et faire une titi's procédure pour nettoyer et remonter correctement la tête d'impression. Si le ptfe c'est coupé comme ça, c'est qu'il tourne dans le pneufit . Peut être prévoir de remplacer le pneufit et comander un ptfe capricorne puis fixer le ptfe sur le chariot X pour l'empêcher de tourner1 point
-
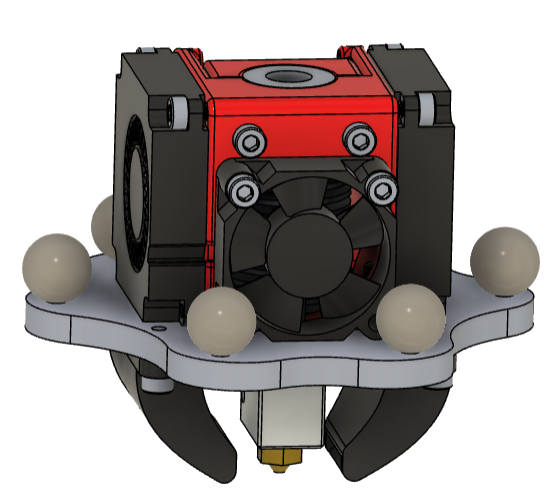
Bonsoir à tous, L'effecteur est plus ou moins "fini", ce sera donc des rotules aimantées de d.12mm (1kg de force), avec un ventilo 30mm, et deux ventilateurs radials de 40mm. Je vais utiliser un E3Dv6 de type Volcano, pour pouvoir imprimer à de plus hautes vitesse, grâce à la portion plus importante de filament chauffé. J'étais partis pour placer les ventilos en dessous de la plaque support pour faciliter les ajustements, mais je pense que c'est une configuration moins stable et précise que de les mettres au-dessus. Les Flsun Q5 / Super Racer / V400 utilisent aussi cette configuration, et au final mon effecteur leur ressemble beaucoup. D'après ce que j'ai trouvé, les effecteurs pour des machines avec des volumes d'impression de 200/220mm, font généralement autour des 40/45mm, mon diamètre serait plutôt pour un volume d'impression de 240/260mm, c'est l'inconvénient de placer la hotend en position "haute"; on a moins de possibilités de placement, la conception est plus complexe et l'effecteur a un diamètre plus important. Les contraintes majeures à la réalisation d'un effecteur sont la masse et le diamètre: ceux-ci doivent être le plus faibles possible. Je n'ai pas mis de support sur l'effecteur pour acceuillir un capteur de nivellement, car d'apès ce que j'ai lu, les capteurs du style BL-Touch sont très peu précis pour la configuration des imprimantes deltas, à cause des écarts d'angles et non de distances lors des déplacements. Je pense donc à utiliser un capteur de pression amovible. Avant de poursuivre, il me reste à déterminer le placement de l'électronique, des moteurs et de l'alimentation, j'ai encore quelques doutes à ce sujet. A bientôt --- PS: N'hésitez pas à me contredire dans ce topic, j'essaye de synthétiser ce que j'ai compris de mes recherches et comme je n'ai jamais eu d'imprimante delta devant les yeux, je me fis à ce que j'ai lu ici et là
 1 point
1 point -
C'est la journée de l'impression 3D (3D Printing Day) et plein d'autres actualités et tests liés à la fabrication additive cette semaine https://www.lesimprimantes3d.fr/semaine-impression-3d-413-20231203/
 1 point
1 point -
Et paf dans le mur1 point
-
merci je vais essayer cette buse1 point
-
Tu devrais installer Bambu Studio. Tu verras qu'il est possible de choisir des matières génériques puis de les paramétrer à ta convenance et en plus avec tes couleurs.1 point
-
Tu n'as pas bien cherché Si tu n'as jamais utilisé d'imprimante 3D, je ne te conseilles pas de commencer par l'ABS qui peut être déroutant au début. 4 points essentiels pour imprimer correctement de l'ABS 1) Enceinte fermée (qui dépasse les 45° si possible) 2) Heatbreak metal (les heatbreak avec ptfe traversant ne supportent pas les 250¨nécessaires à l'impression de l'ABS) 3) Plateau en pei lisse ou texturé 4) de la patience et de la persévérance Une fois ce conditions réunies, l'impression de l'abs se passe plutôt bien (les ABS de type ABS+ ou l'ASA sont en général un peu plus faciles à imprimer) Je n'avais pas lu ta présentation ! La V400 est un bon choix et elle n'est pas trop dure à fermer et il me semble qu'elle a un heatbreak metal d'origine (à confirmer).1 point
-
C'est juste génial ! J'ai toujours utilisé 2 petites cales bien moins pratiques qui ont même tendances à bouger (voire tomber dans le caisson) avec les vibrations !1 point
-
Bonsoir, Elegoo arrivée ce jour, et test à l'instant. Je suis épaté, c'est extra. J'ai également reçu l'Anycubic Photon X 6KS aujourd'hui (oui, grosses émotions ce 1er décembre!), par contre, ils ne m'ont pas envoyé la résine. Bon, j'ai de quoi m'occuper, ça attendra. Merci encore pour les conseils! ++ Mik1 point
-
1 point
-
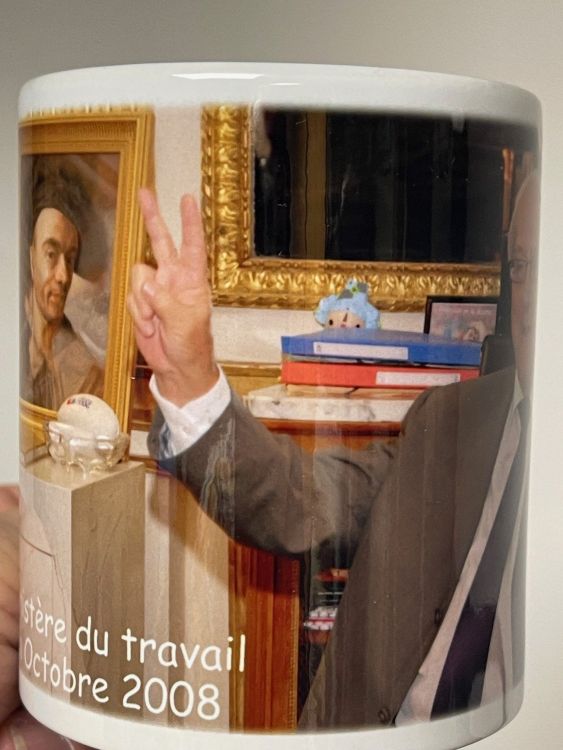
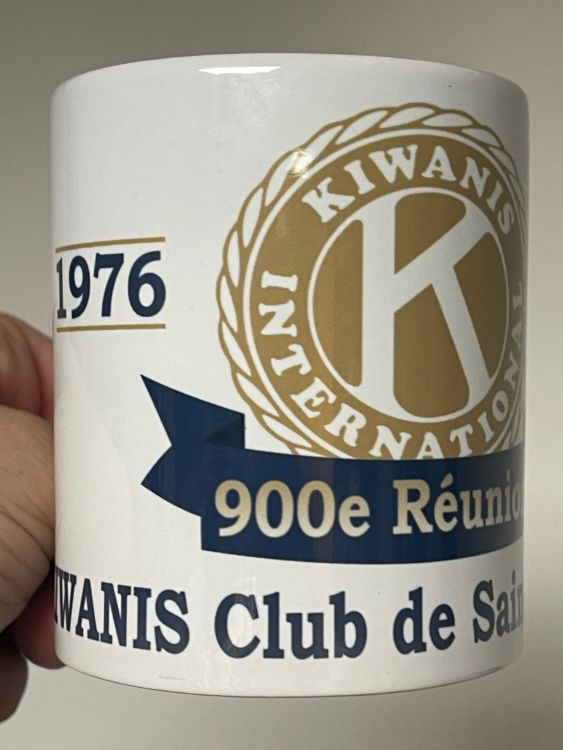
Voila mes premiers essais de sublimation sur des mugs. Les photos des mugs sont faites à l'arrache au smartphone et les mugs étant brillants on voit malheureusement un max de reflets car le résultat est vraiment superbe (est surtout, c'est très facile à réaliser).
 1 point
1 point -
Salut ! Sur ma CR10 V3 j'ai fait cette modif avec un clone V6 assez qualitatif et ca marche plutot bien. https://www.printables.com/model/317893-hotendextruder-mod-for-the-cr-10-v3 En meme temps je suis pas tres objectif c'est moi qui l'ai dessiné Pour la buse, j'avais essayé du 0.8 et ca marchait très bien, pas mal de stringing mais pour mes besoins c'était parfait1 point
-
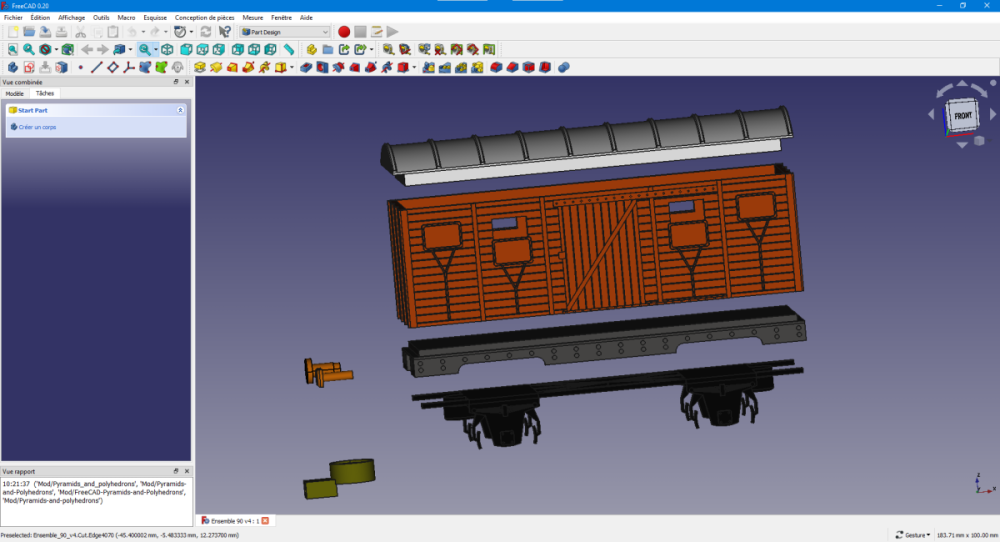
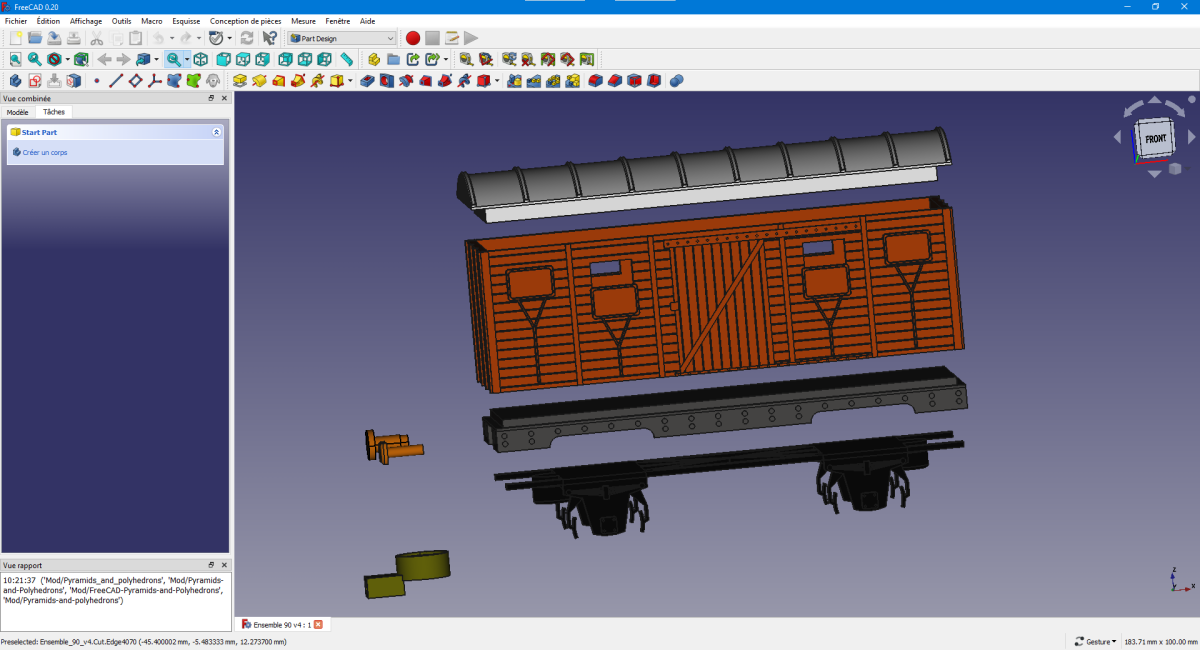
Salut Rien à dire, juste à te féliciter et t'encourager à continuer. Tu dessines avec quoi ??? (FreeCad, Fusion, Autre ...) A+ PS: Sans prétention, mes modestes œuvres, un couvert 1/87 fait sous FreeCad
 1 point
1 point -
A l'echelle 1/22.5 au 1/87 en resine




.thumb.jpg.c077f077be6ef7252848f50e07f2f2d8.jpg)
.thumb.jpg.2531ef0aabd4722d5ca85d7133230dc8.jpg) 1 point
1 point


















.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)















.jpg.5a16e93ad54d8b28ab72097ccd81278a.jpg)
.jpg.be40e38800794506d4e52404ef5e228b.jpg)