Classement



Contenu populaire
Contenu avec la plus haute réputation dans 08/12/2023 Dans tous les contenus
-
Pour laisser la place à une autre personne avec une autre surprise. C'est le dernier XTOOL S1 en 40W plus le laser IR de 2W et l'ensemble des accessoires (réhausseur, assistance d'air, panneau nid d'abeille, kit de sécurité incendie et le purificateur de fumée. Je n'ai pas pris dispositif rotatif RA2 Pro que j'ai déjà). Il faut encore que je fasse un meuble pour l'installer.3 points
-
oui c'est marqué sur le carton quand tu zoom sur certaines image du carton de la A1 tu vois sur le plateau ecrit 256x256x256, cela leur permet de mutualiser les pièces antre la A1 et la gamme P1 et X1 certainement et permettre de reduire les couts pour eux.3 points
-
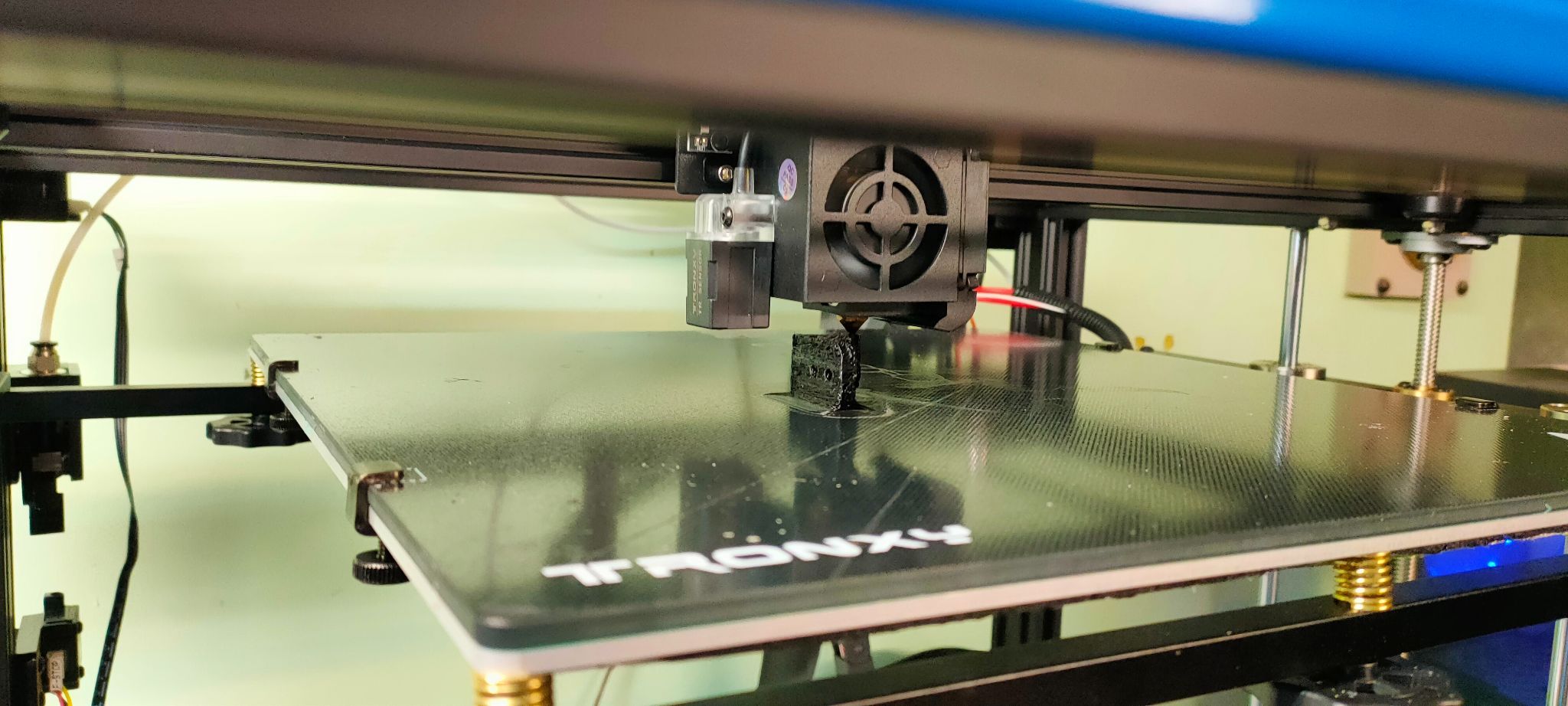
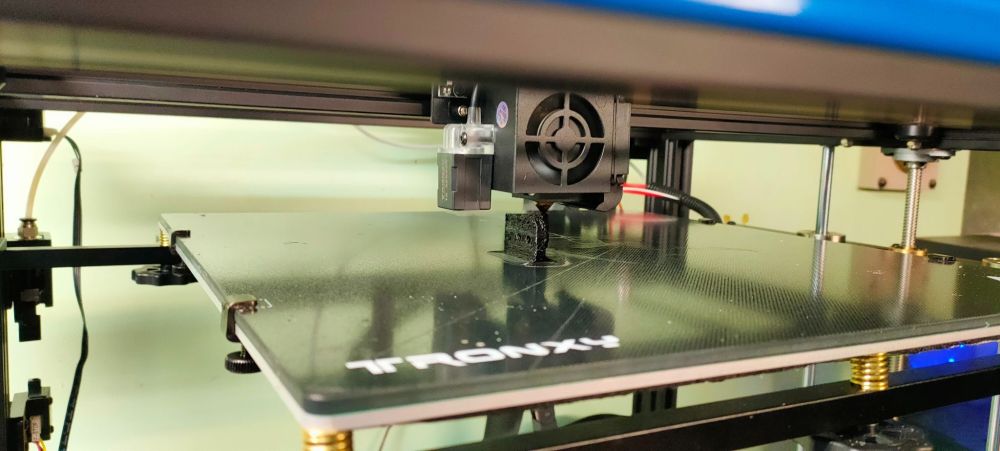
Bonjour a tous, Conforme à la commande. Matériel bien emballé et protégé. Le montage c'est bien passé, même si certaines étapes ne sont pas très claires sur le papier: J'ai utilisé la vidéo qui est plutôt bien faite et utile pour certaines étapes. A noter: Un défaut d'étalonnage du détecteur de distance de la tète d'impression. Il m'a fallu le repositionner manuellement. L'utilisation: Ma première imprimante, donc pas de point de comparaison possible avec les autres imprimantes. J'utilise CURA pour le tranchage. J'utilise du PETG et une buse 0.4 Bonne qualité de fabrication sur des pièces de moyenne et grosse taille. Moins bonne sur des petits objets de moins de 2cm3. Je suis débutant donc, je vais avoir besoin d'affiner pas mal de choses dans les profils du PETG, je pense pouvoir améliorer la fabrication avec ces paramétrages. Quelques photos du coli et de la bête:



 2 points
2 points -
Effectivement c'était même pire que cela la partie cylindrique était du coté galet... Montage d'usine quand même... Je l'ai changé de coté et j'ai pu régler sans soucis, le galet était bien contre le rail. Les impressions sont nickels !!! Merci à tous ;)2 points
-
Pour un fabricant qui avait juré ses grands dieux qu'il ne ferait jamais d'imprimante «bed slinger», ça va faire la seconde2 points
-
Ah bon. Des participants, ici, manqueraient de recul et d'humour ? A moins d'être du nord de l'Europe (Norvège), au sud, généralement on sait prendre la vie du bon côté En ces temps «incertains», cela pourrait être mal interprété2 points
-
Et zut. J'ai cliqué réaction "haha" et cela pourrait être mal interprété si je ne donne pas des explications. Où comment transformer un sujet sur les plateaux avec un revêtement de diffraction, en un débat de société sur les "victimes de la mode" et sur l'égalité des genres (Aussi, discrètement @PPAC ferme mon placard a chaussures, et commence a se questionner sur mon coté "victime de la mode" ... pour en arriver a la conclusion "c'est décidé je vais me laisser pousser la barbe !" )2 points
-
il te suffit d'ouvrir unn fichier CTB parmis ceux fournis, et de voir qu'elles sont les paramètres...2 points
-
Hors sujet masqué, et sujet fermé comme initialement demandé par l'auteur. Me faire un message privé si vous trouvez que ma modération n'est pas appropriée. Bonne continuation à tous.2 points
-
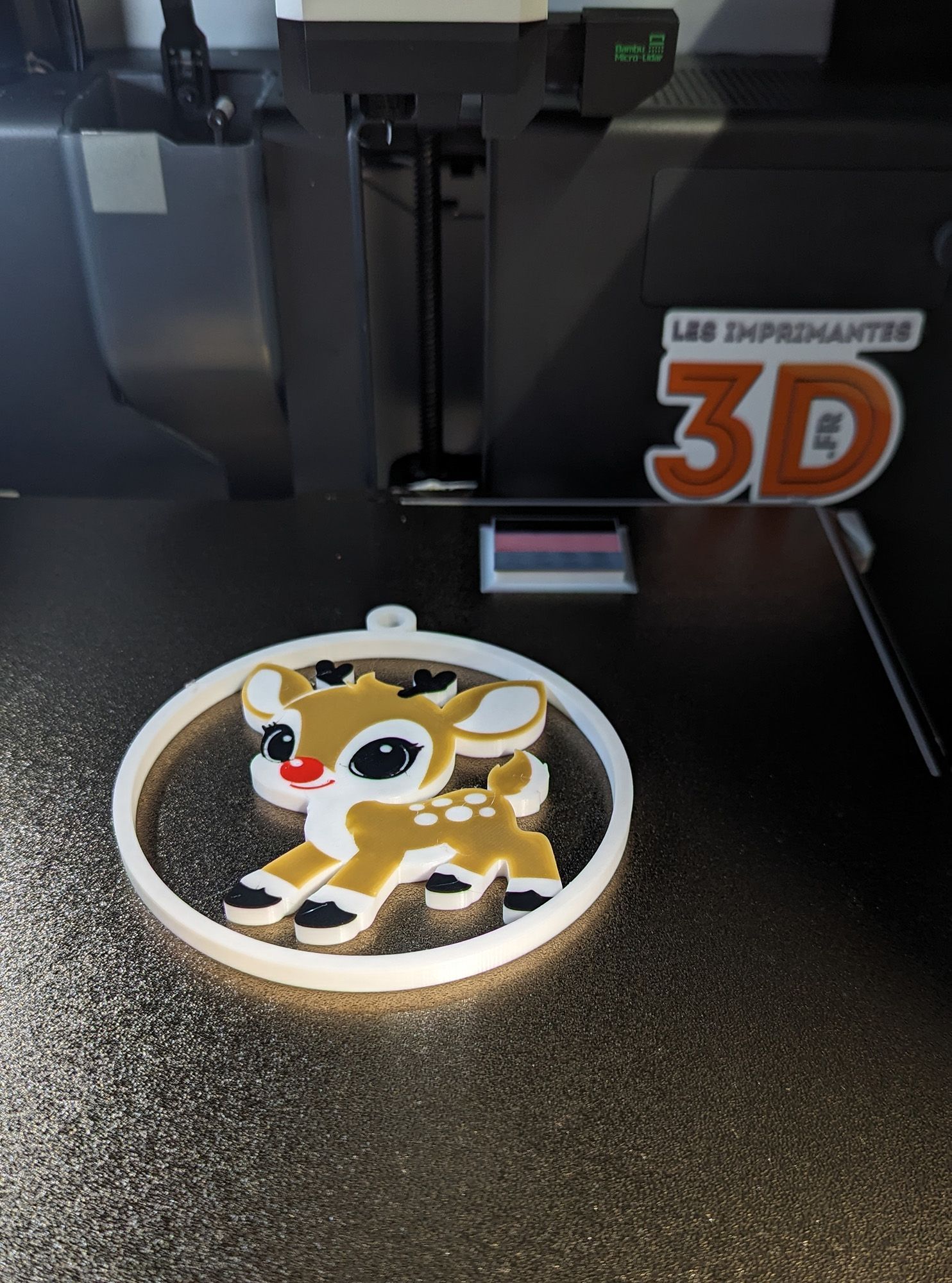
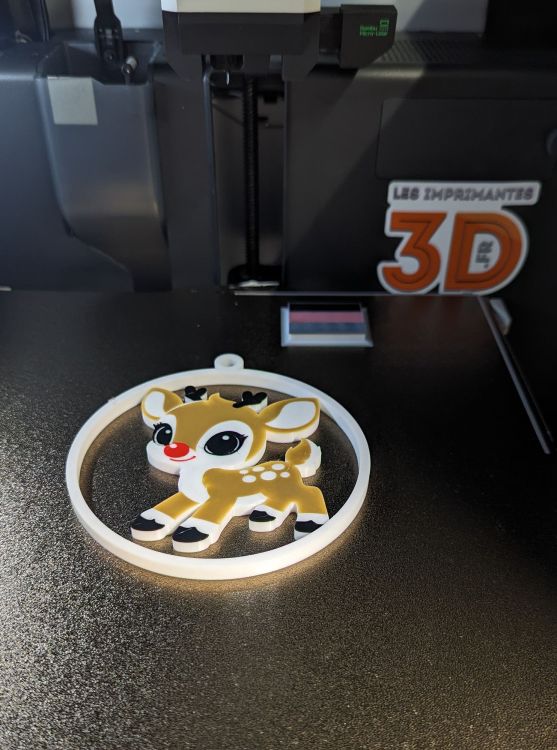
Mes derniers prints pour Noël : https://makerworld.com/fr/models/72792 https://makerworld.com/fr/models/80709 Toujours en click 2 print avec un mélange de filament Forshape et Formfutura
 2 points
2 points -
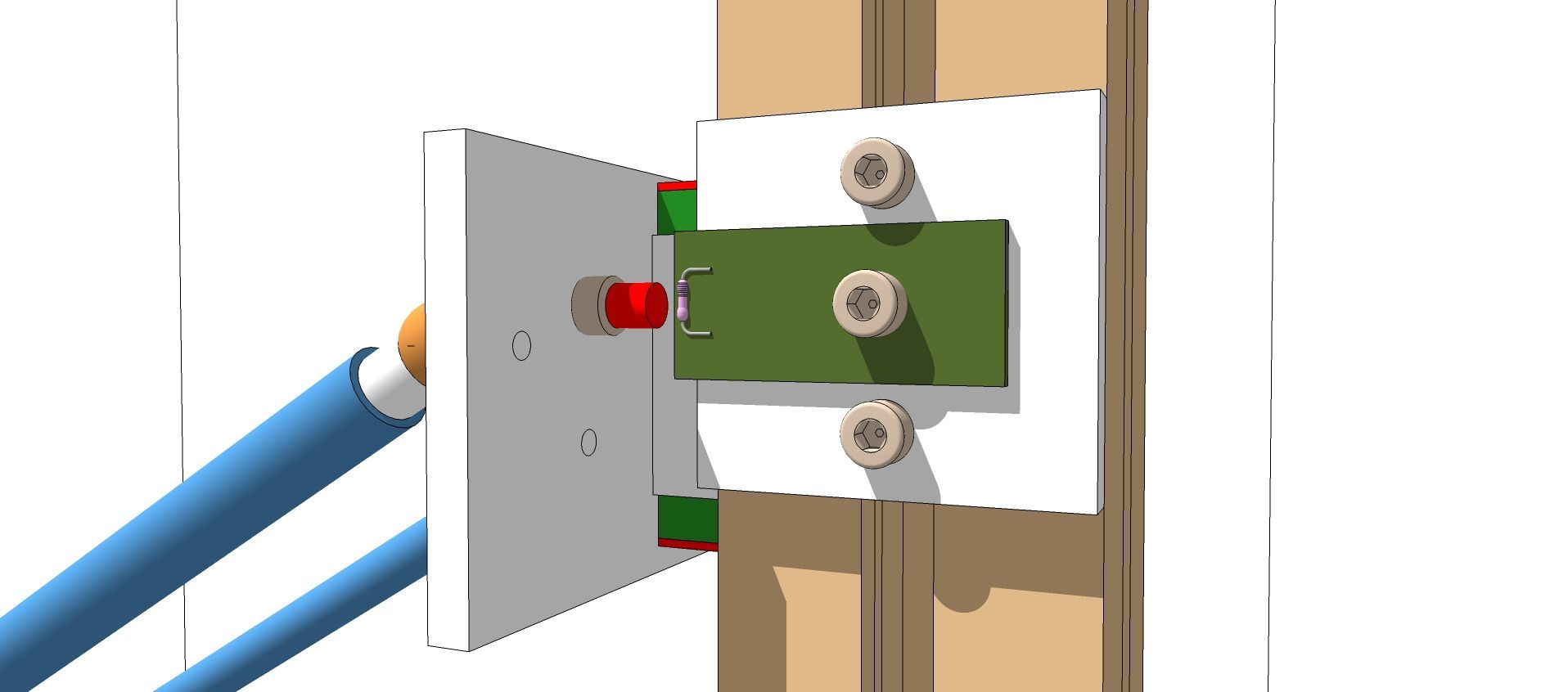
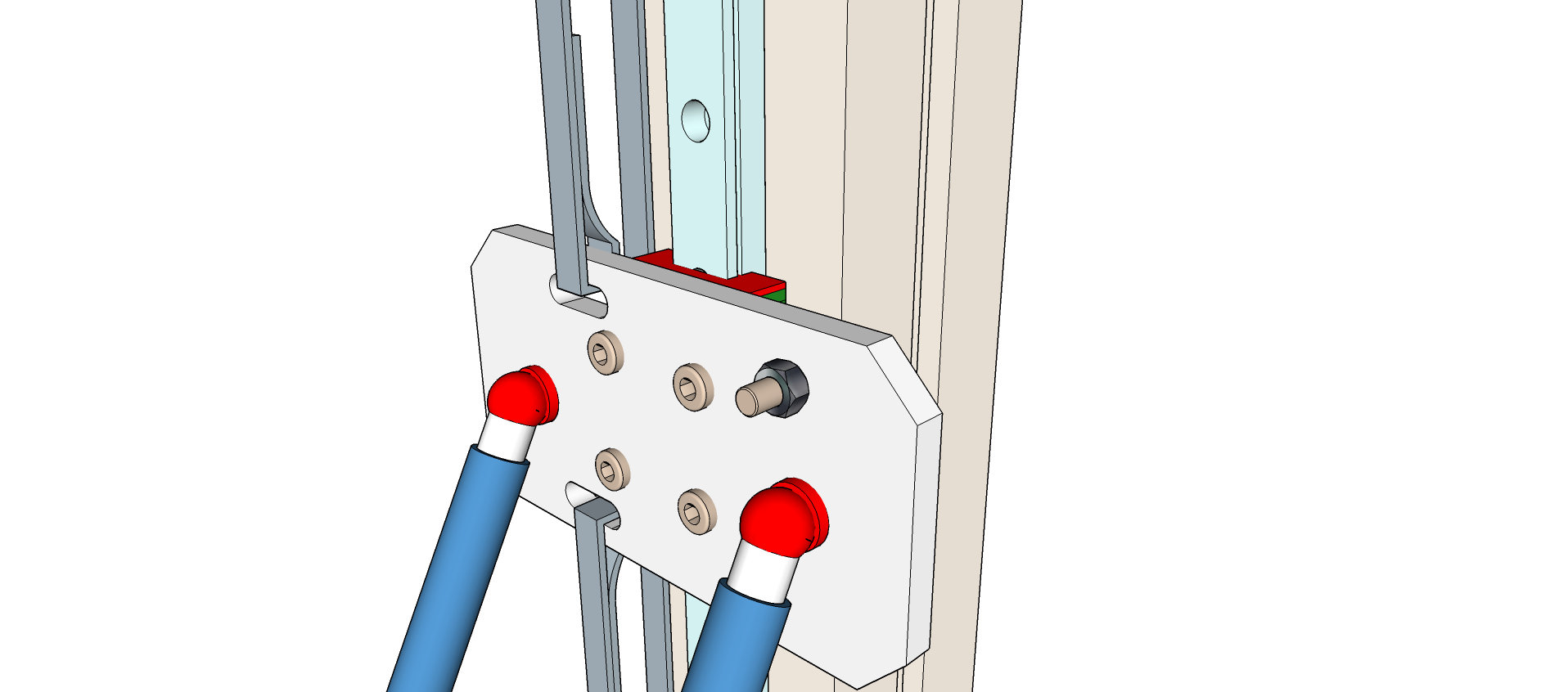
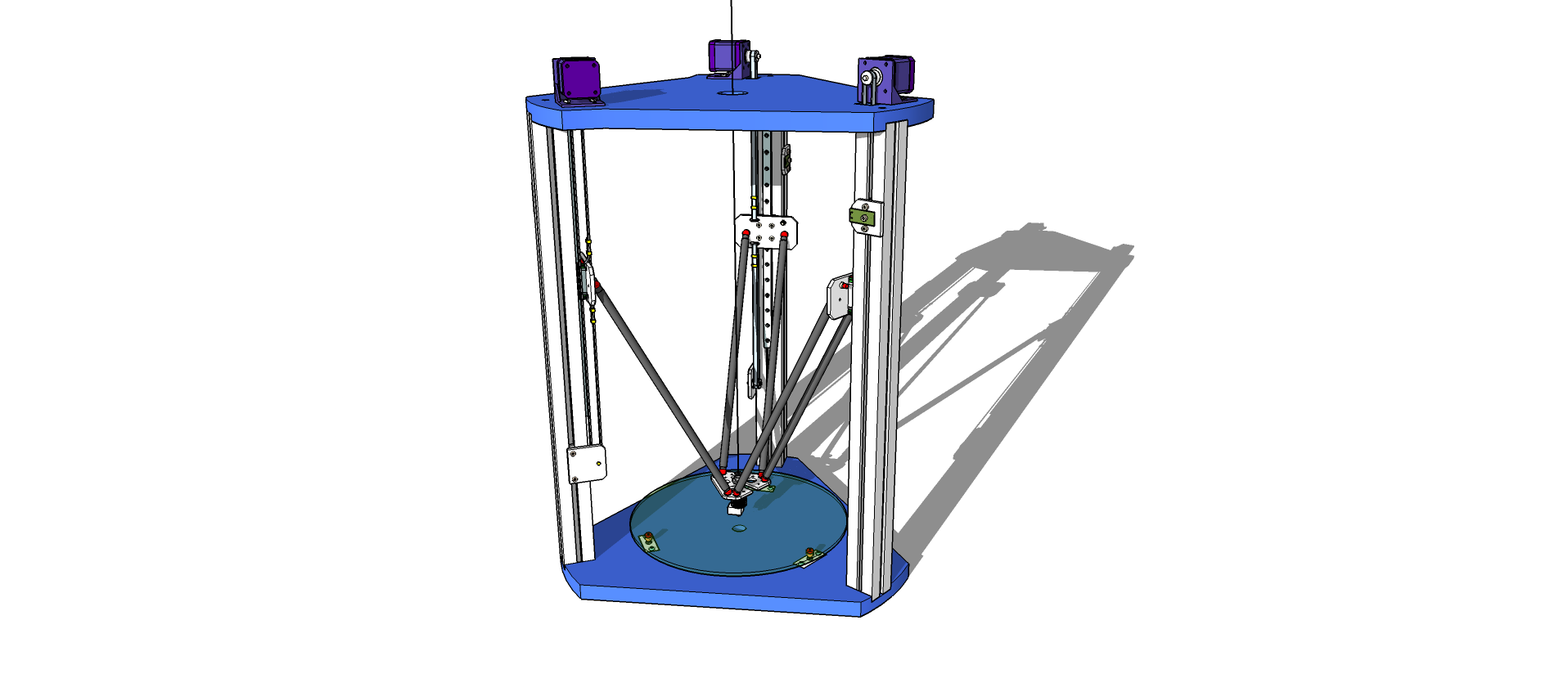
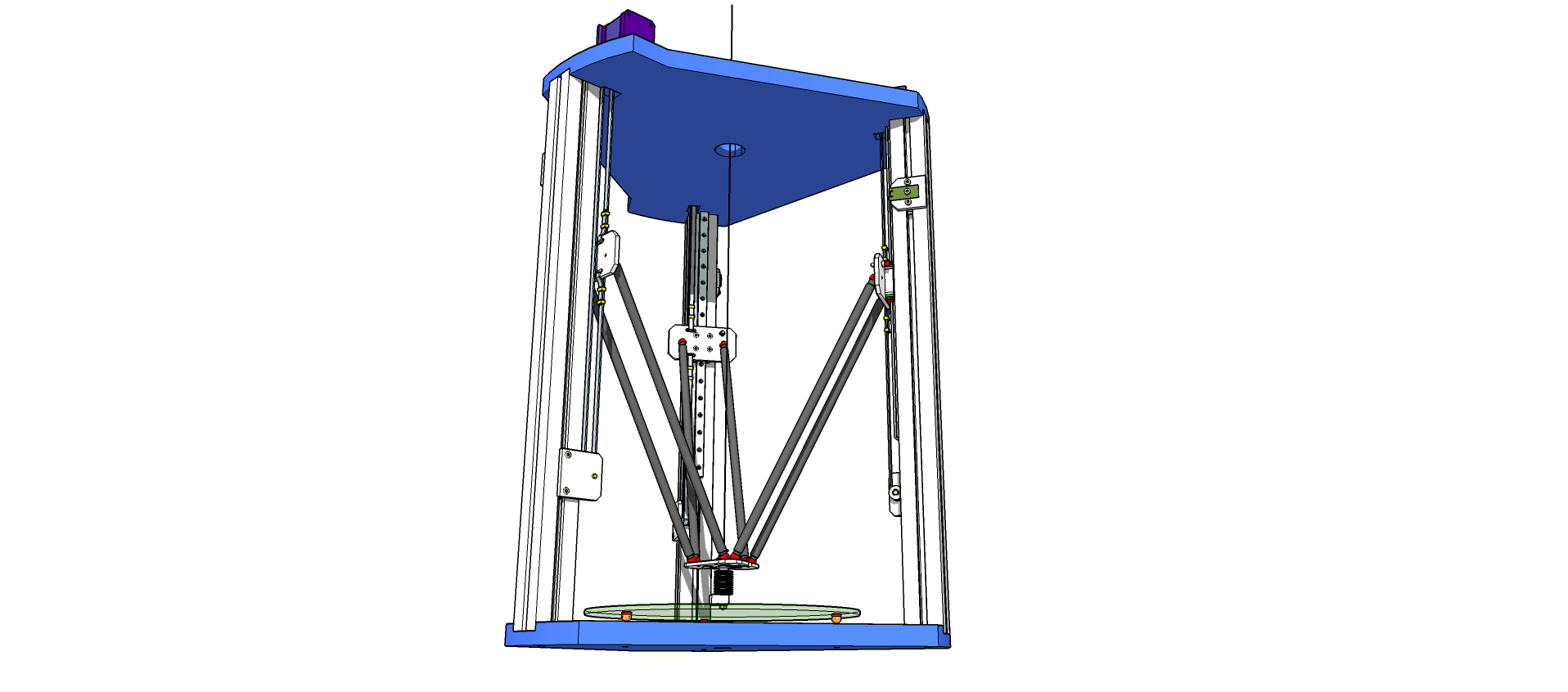
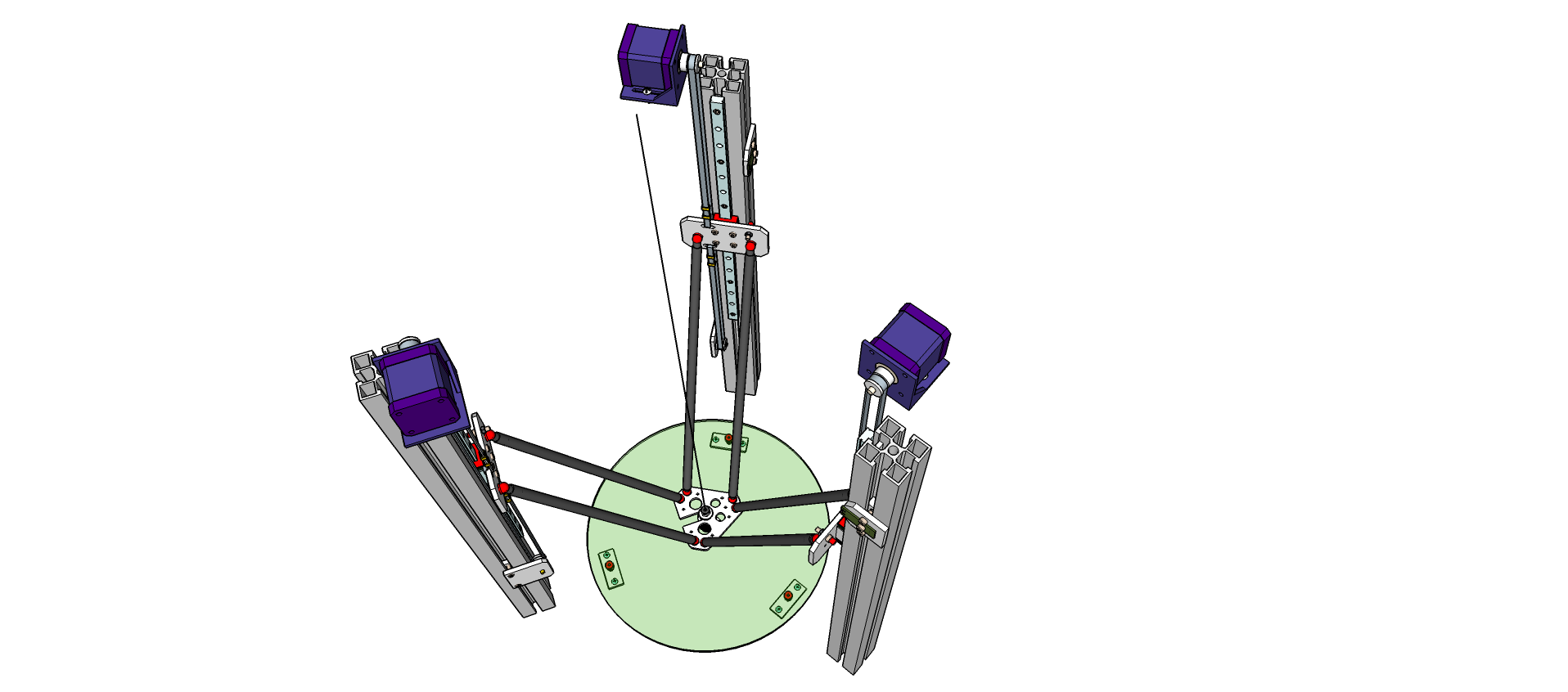
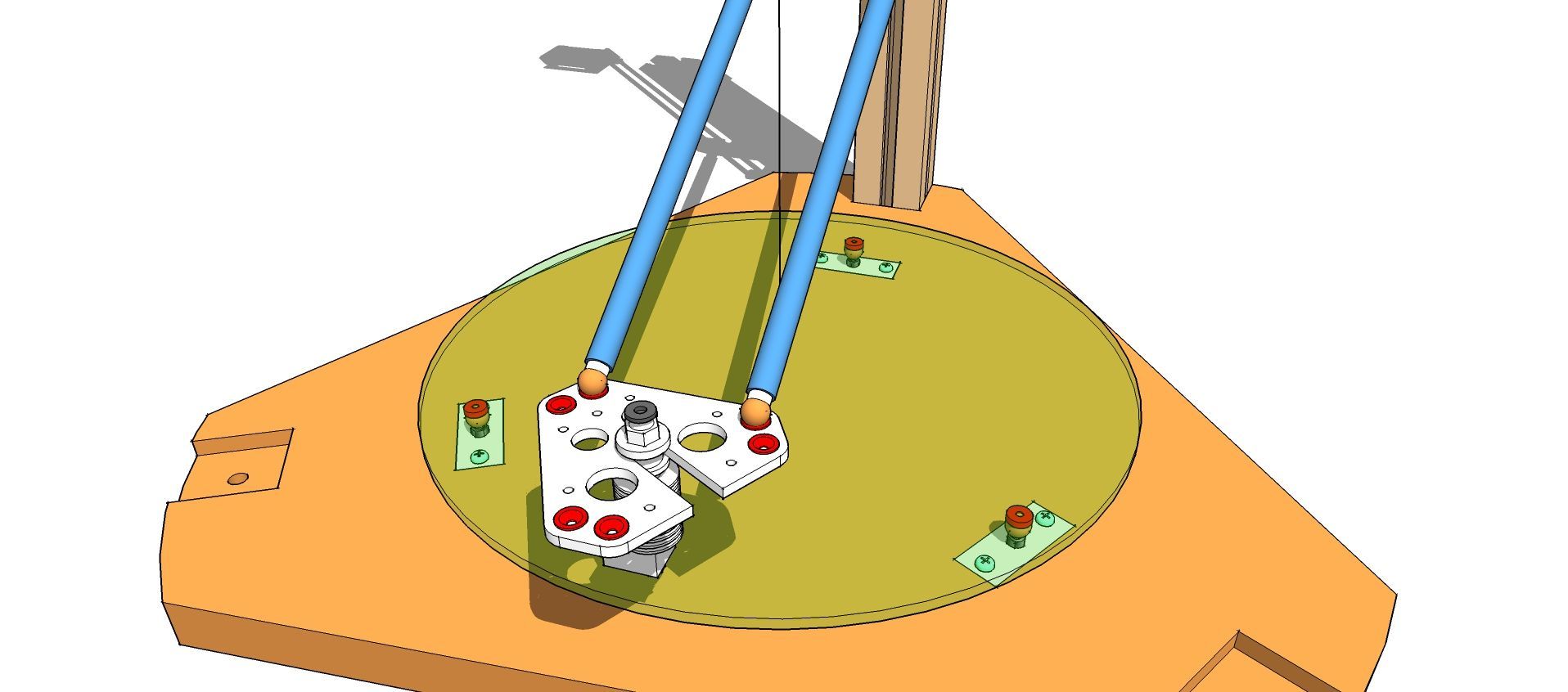
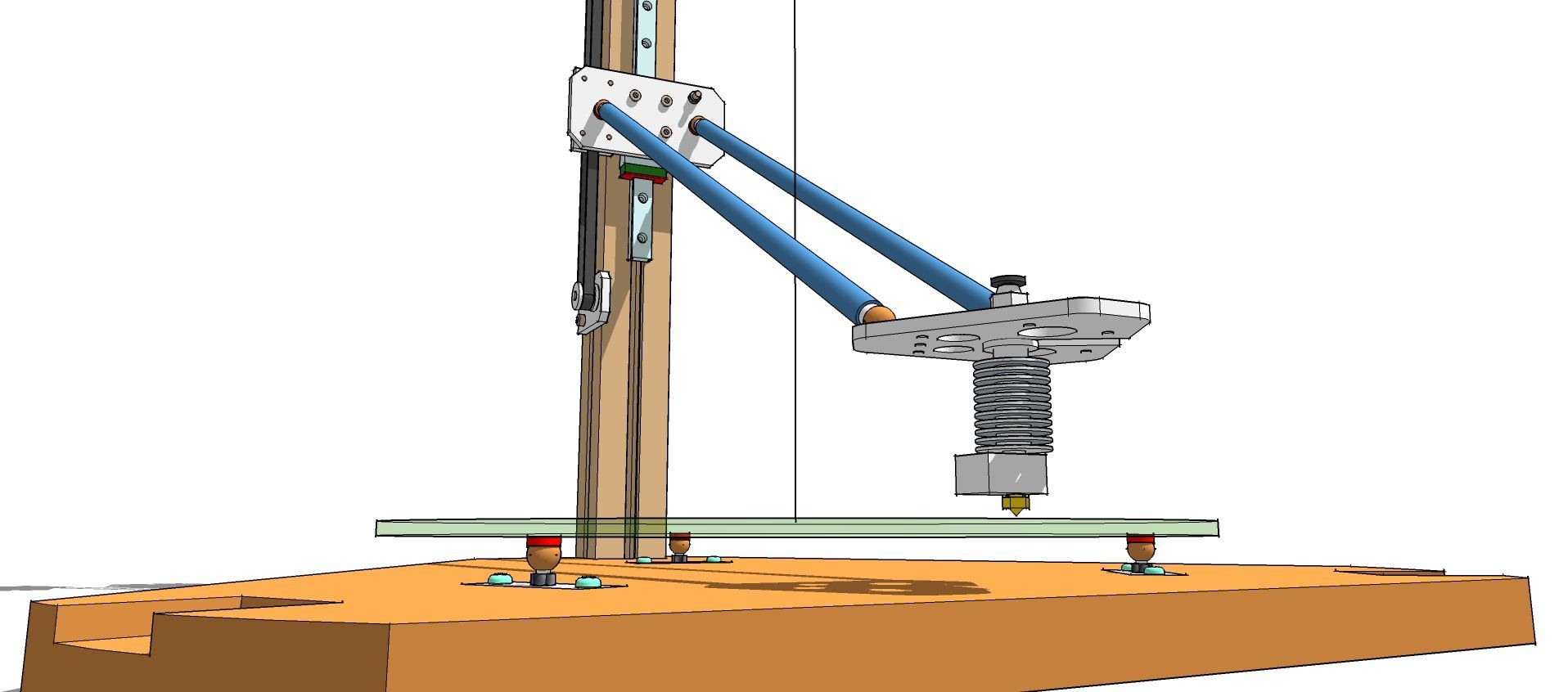
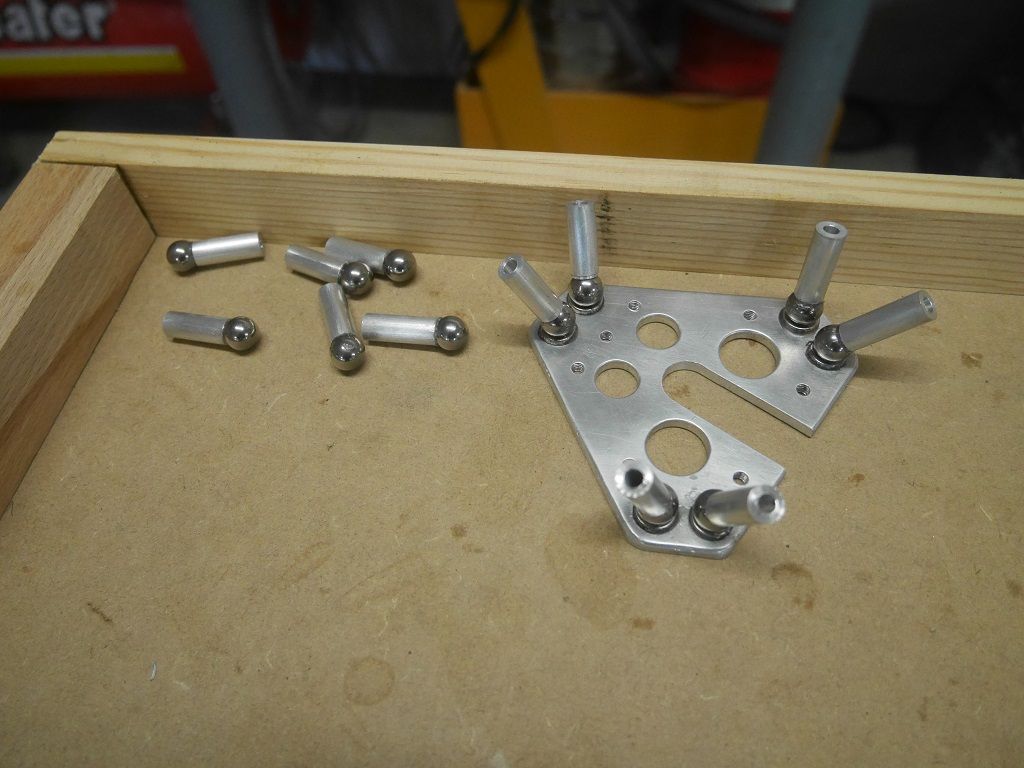
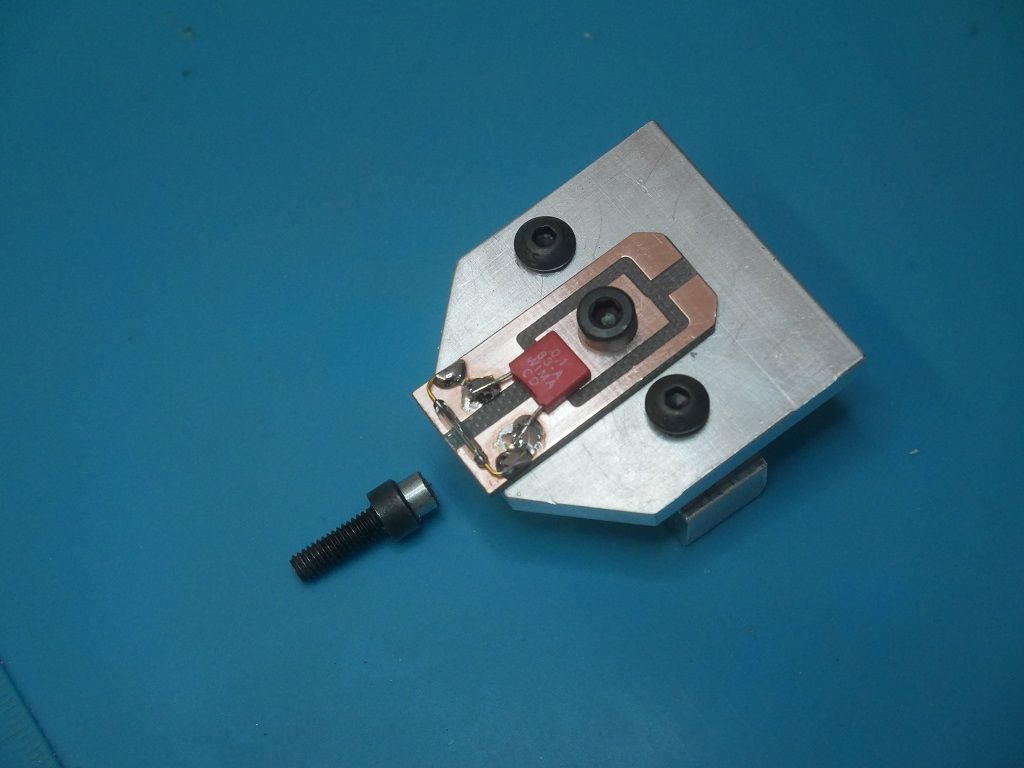
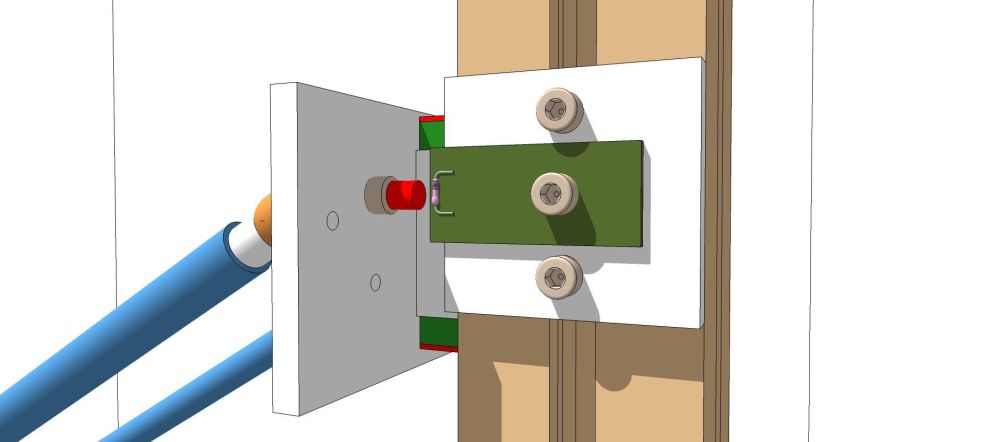
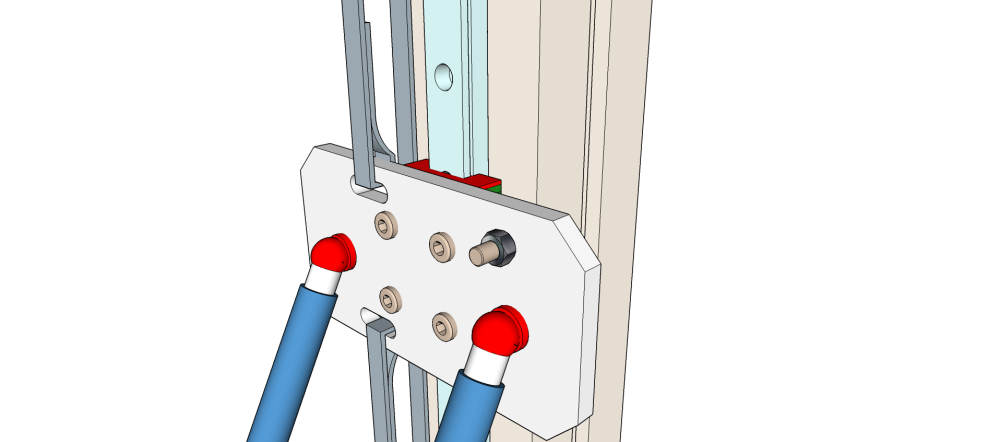
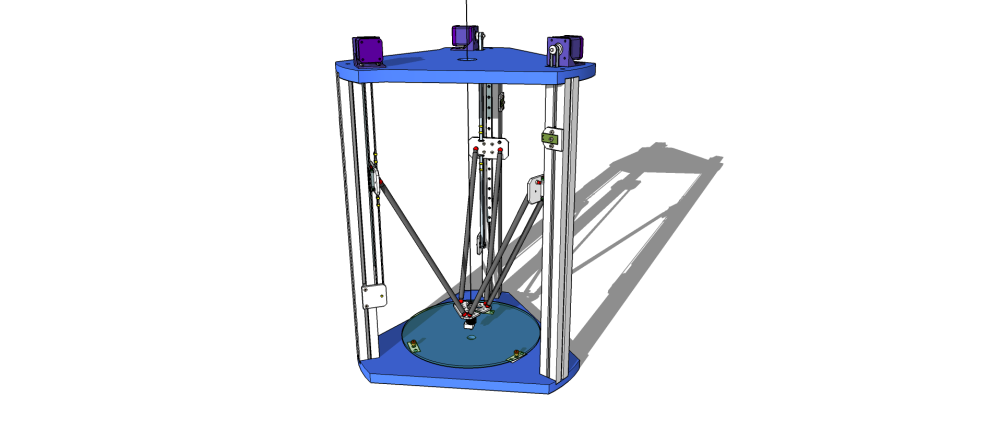
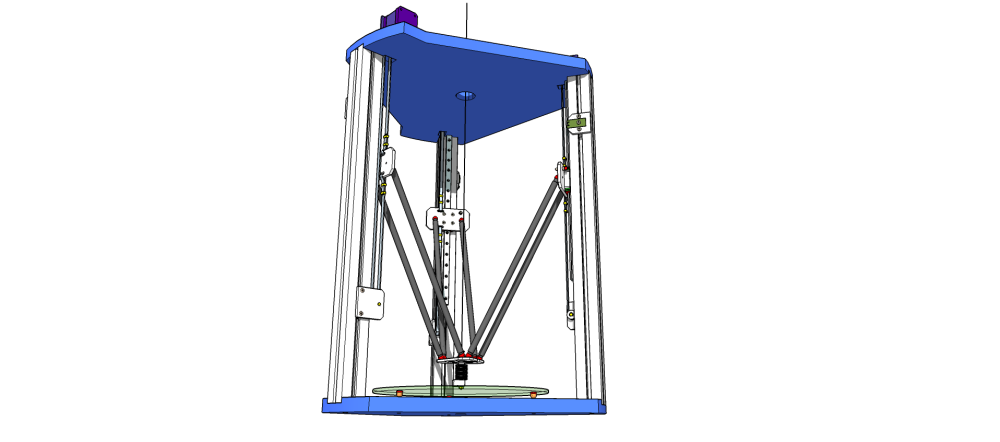
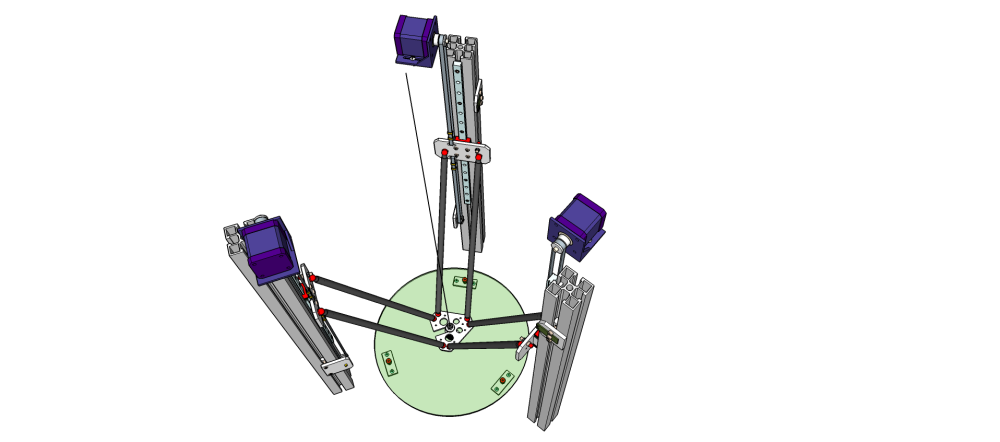
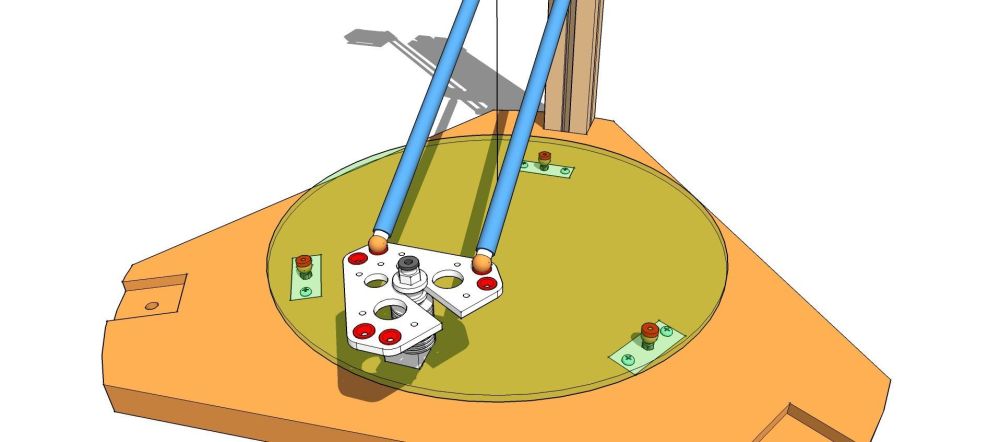
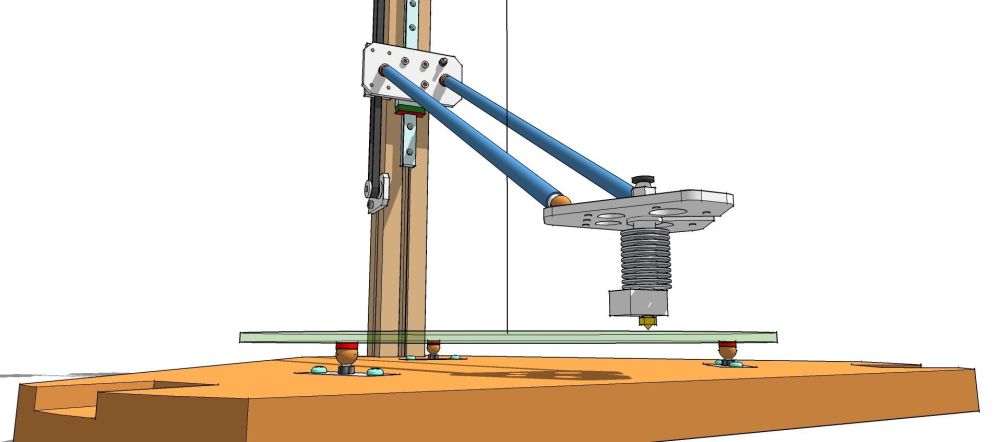
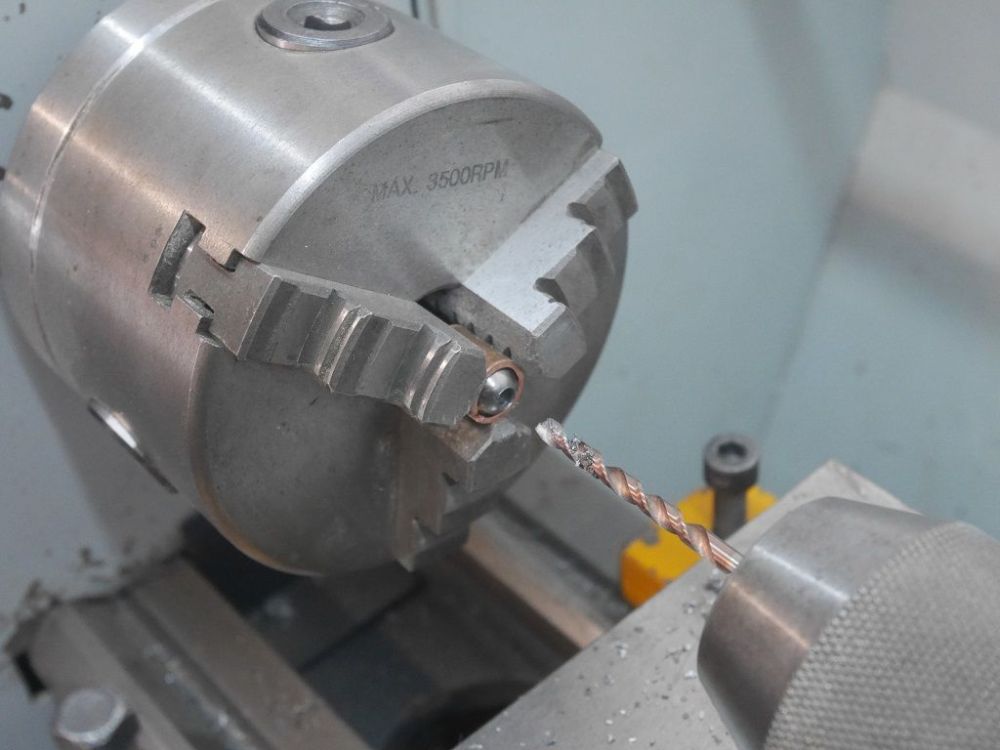
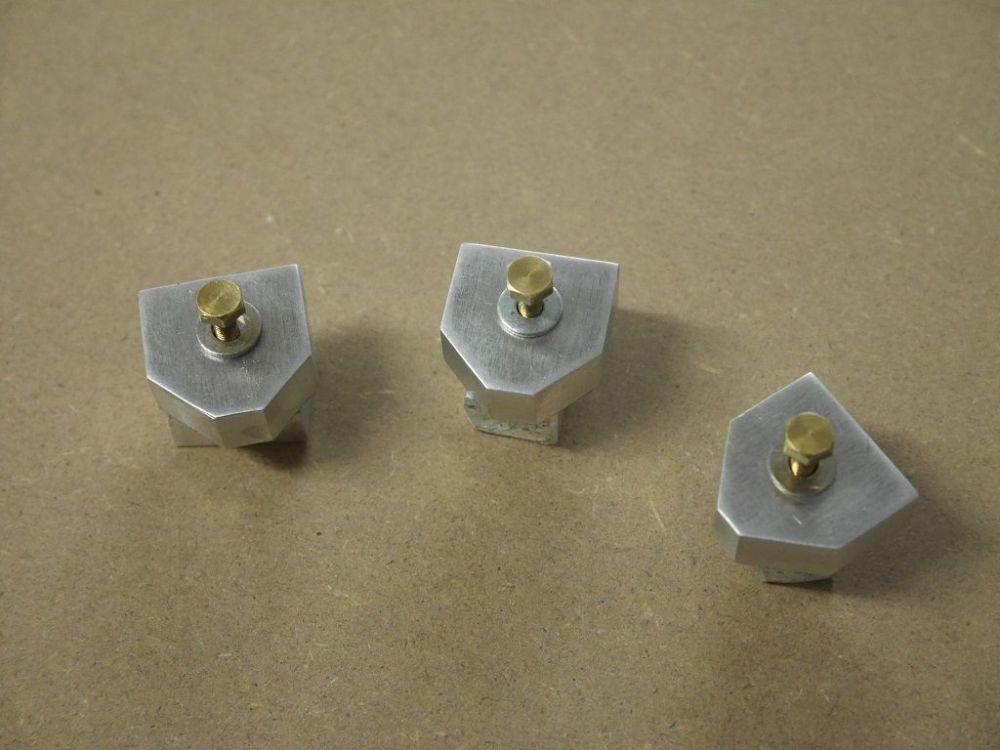
Hello les gens, Pour faire suite à mon ancien projet de delta (S1M0N3), j'ouvre ce sujet sur la construction et mise au point de ma nouvelle delta J34NN1N3. Elle est construite depuis quelques temps déjà mais inactive car par manque de temps à lui consacrer elle n'a jamais reçu son marlin. Que de la méca donc pour l'instant. J'ai profité de l'expérience de la construction de S1M0N3 pour mettre celle-ci au point, notamment j'ai mis le paquet sur la rigidité du bâti. Tous les composants sont usinés dans de l'alu, les colonnes sont en gros profilé alu dénichés chez le ferrailleur, les plaques basse et haute sont usinées dans du médium de 18mm d'épais. C'est rigide. J'ai voulu garder le système de coupelles aimantées pour les articulation mais finalement çà ne me plait pas trop et j'ai commandé des rotules pour les remplacer. Ce qui m'obligera à réusiner les ascenseurs et l'effecteur. Quelques photo de l'étude 3D: La hot-end diy que j'ai récupérée sur S1MON3 Le bed est en verre de 5mm d'épais soutenu par trois points réglagles en hauteur: L'architecture générale. Les ascenseurs emmenés par des courroies GT2, peut-être plus tard remplacés par des cordelettes pour plus de souplesse de mouvement. La glisse sur des rails MGN15. Les Endstops, comme sur S1M0N3 des ampoules ILS actionnées par un aimant placé sur l'ascenseur L'effecteur de S1M0N3 que j'utilise pour la mise au point mais que je vais devoir refaire quand j'aurai reçu les rotules: La fabrication des bras Usinage des trois ascenseurs sur ma CNC T1T1N3 Les trois Endstop équipées d'ILS Arrets bas Je ne comprends pas trop ce qui s'est passé, j'ai fais "répondre à ce sujet" mais tout est dans le même post. Un peu long à lire et je m'en excuse. Usinage des Endstop équipés d'ILS sur ma petite cnc CH4RL0TT3: Ma foi, je viens de répondre à mon (mes) posts et j'ai eu une fenêtre qui m'annonce "vos réponses on été fusionnées" . Du coup je vais attendre avant de continuer.









 1 point
1 point -
Le teasing de la A1 Mini vous a plu ? Je l'espère car le teasing recommence. Bambu Lab a commencé à teaser l'arrivée d'une nouvelle imprimante, qu'ils définissent comme la "Big bro" de la A1 mini : On voit en arrière plan un cadre qui pourrait indiquer une imprimante de type bedslinger plus grande que la A1 mini, mais peut-être avec un nom proche (en faisant une A1 series avec la mini et celle-ci qui sera plus grande). Dans tous les cas la réponse arrivera vite, c'est prévu pour le 14 décembre (avec peut-être du teasing en plus d'ici là, ils ont parlé d'une annonce sur le live de noël de 3D Printing Nerd, peut-être qu'il la montrera en exclusivité). Une petite pensée aussi pour un certain Josef, qui a vu la A1 venir sur son terrain et qui maintenant voit ce truc arriver qui semble ressembler à un autre de ses bébés. PS : il faudra changer le titre quand on aura le nom définitif
 1 point
1 point -
Salut, Regarde peut être ici: https://nozzler.io/installation-du-plugin-lgs-pour-chitubox/1 point
-
Salut, Ce n'est même pas nécessaire puisque la simple lecture du titre du sujet suffit à se rendre compte que la question n'a rien à voir avec ce sujet. Pour la U30 Pro / LK4 Pro, @Kevin Mrt devrait plutôt lire ce sujet ou celui-ci.1 point
-
@PPAC Merci beaucoup ! grâce à ton lien, j'ai pu obtenir les paramètres. Je viens de lancer une impression, je croise les doigts. La résine est toujours bonne a priori. Selon le résultat je tente les cônes de calibration. Merci, ça avance un peu sur mon problème @pascal_lb : Merci, désolé.1 point
-
edit : hum bon je suis à la traîne, çà avait déjà été repris depuis hier sur un autre post du forum, viens-je de voir (désolé) --- Donc la A1 XL en approche pour Noël ? Teasing officiel Posté par erreur sur leur instagram et rapidement retiré :

 1 point
1 point -
Il me semble que UVTools ( https://github.com/sn4k3/UVtools/releases ) permet d’ouvrir ce format de fichier d'impression. Éventuellement questionner la résine ( vérifier la date d'utilisation préconisé ) Sinon une de mes réponse dans un sujet pour un problème qui me semble identique Puis de lire et relire le guide de J3DTech https://docs.google.com/document/d/1Z8fkzOxEgI9sOTwDKI6CeblpnuP4V8ayYVwZrYGmo44/edit Enfin pour les supports préférer des tripodes ( trois support proche avec des traverse entre eux, pour créer grâce aux traverses, un truc stable sur tout les axes. Car avec les reflux lors de la plongé dans le bac remplie de résine, un support long et seul risque de ne pas rester bien en place dans le temps de l'impression. Voir les vidéos de TableFlipFoundry où il présente cela.)1 point
-
@cacofon je déplace dans la bonne section1 point
-
Bienvenue chez les imprimeurs fous1 point
-
on serra fixer rapidement mais j'aurais tendance a pensé que le prix en version standalone hors ams lite, un prix de 500€ environ et donc entre 650€ et 700€ en version combo pack (Amis lite inclus donc). Ce ne sont que de pure spéculation la mais ils ne peuvent pas vendre la A1 au même prix que la P1P, elle sera normalement plus faible en prix, ou alors la P1P disparaitrait pour laissé une chance a la A1.1 point
-
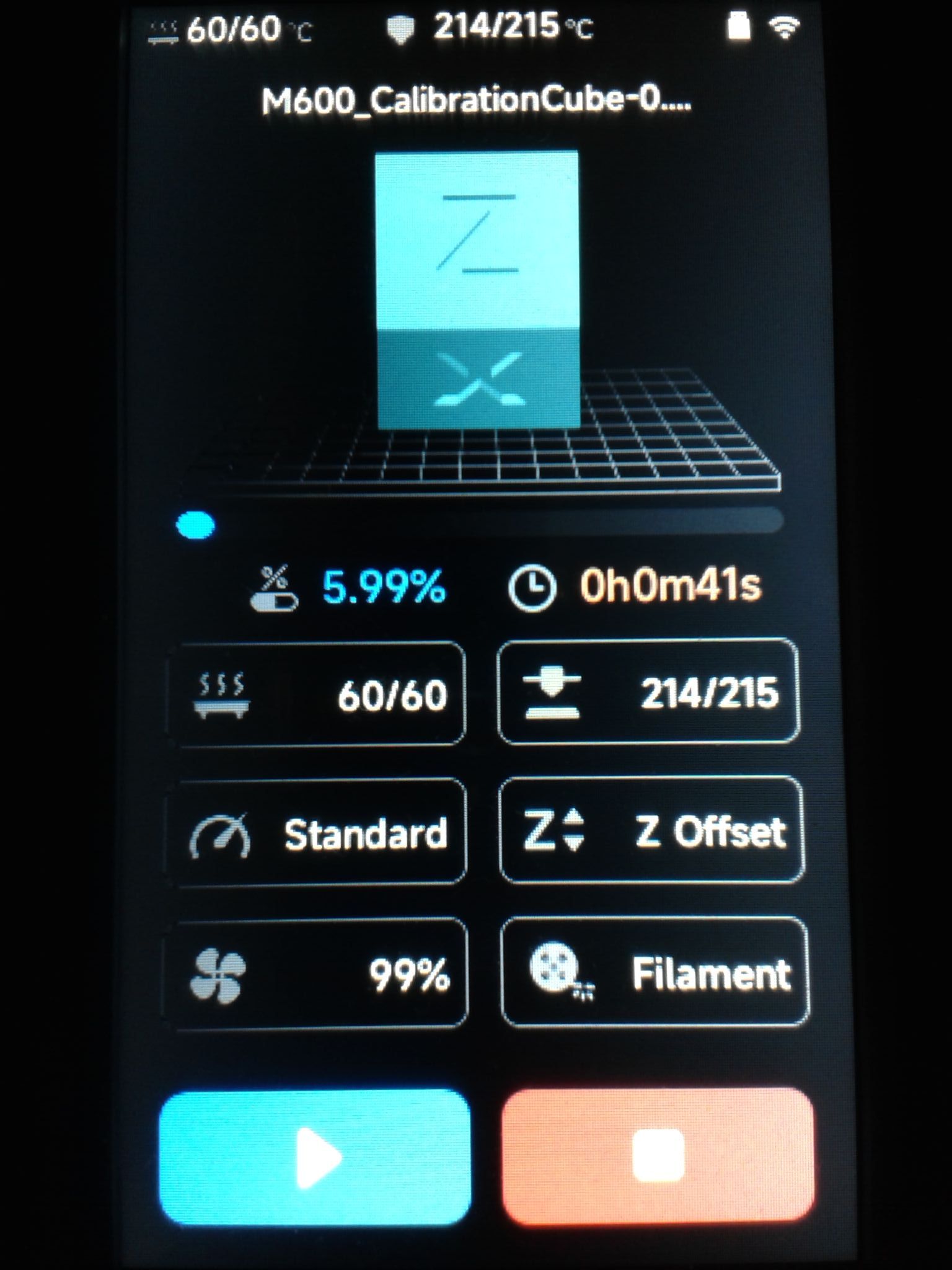
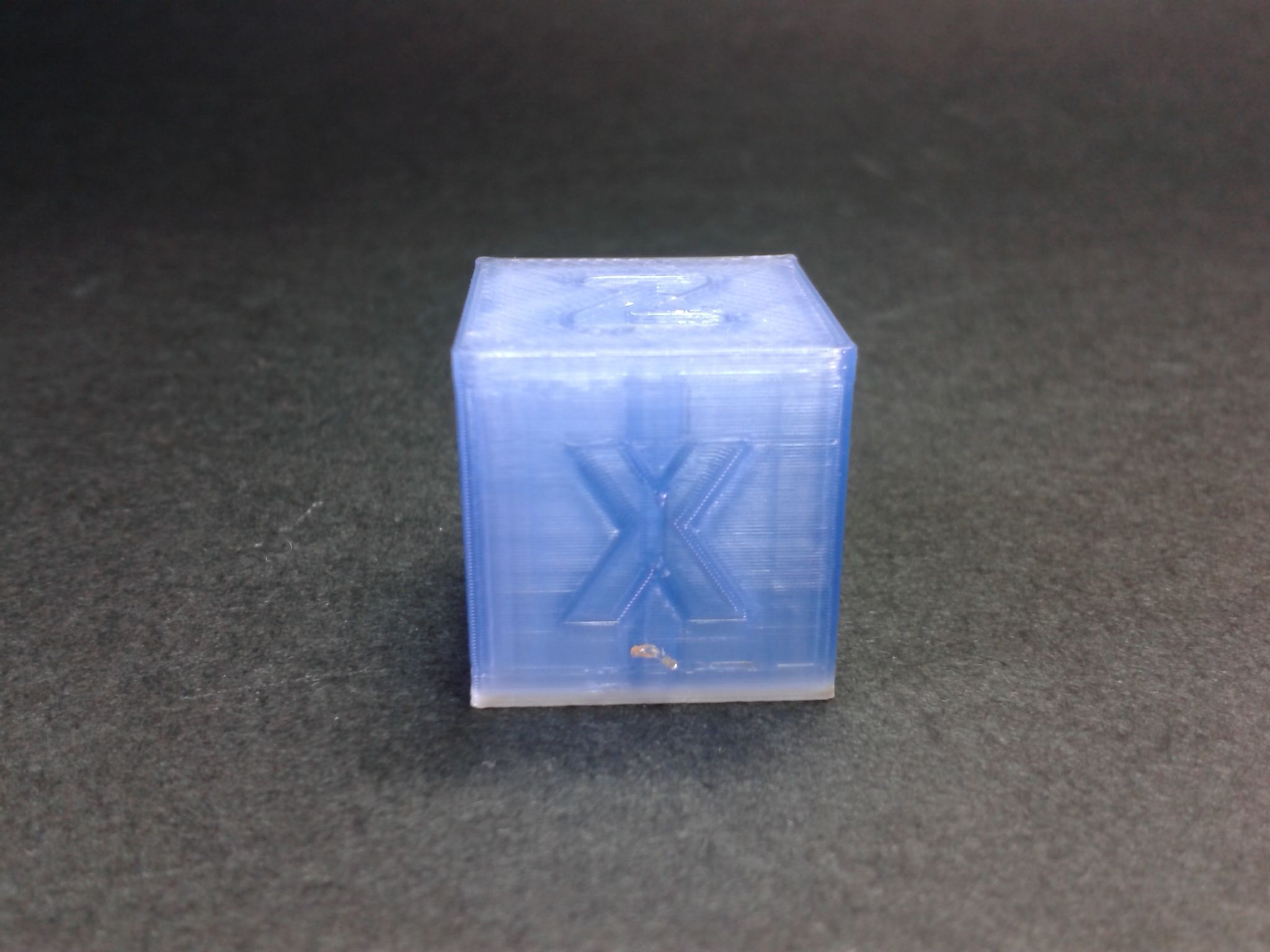
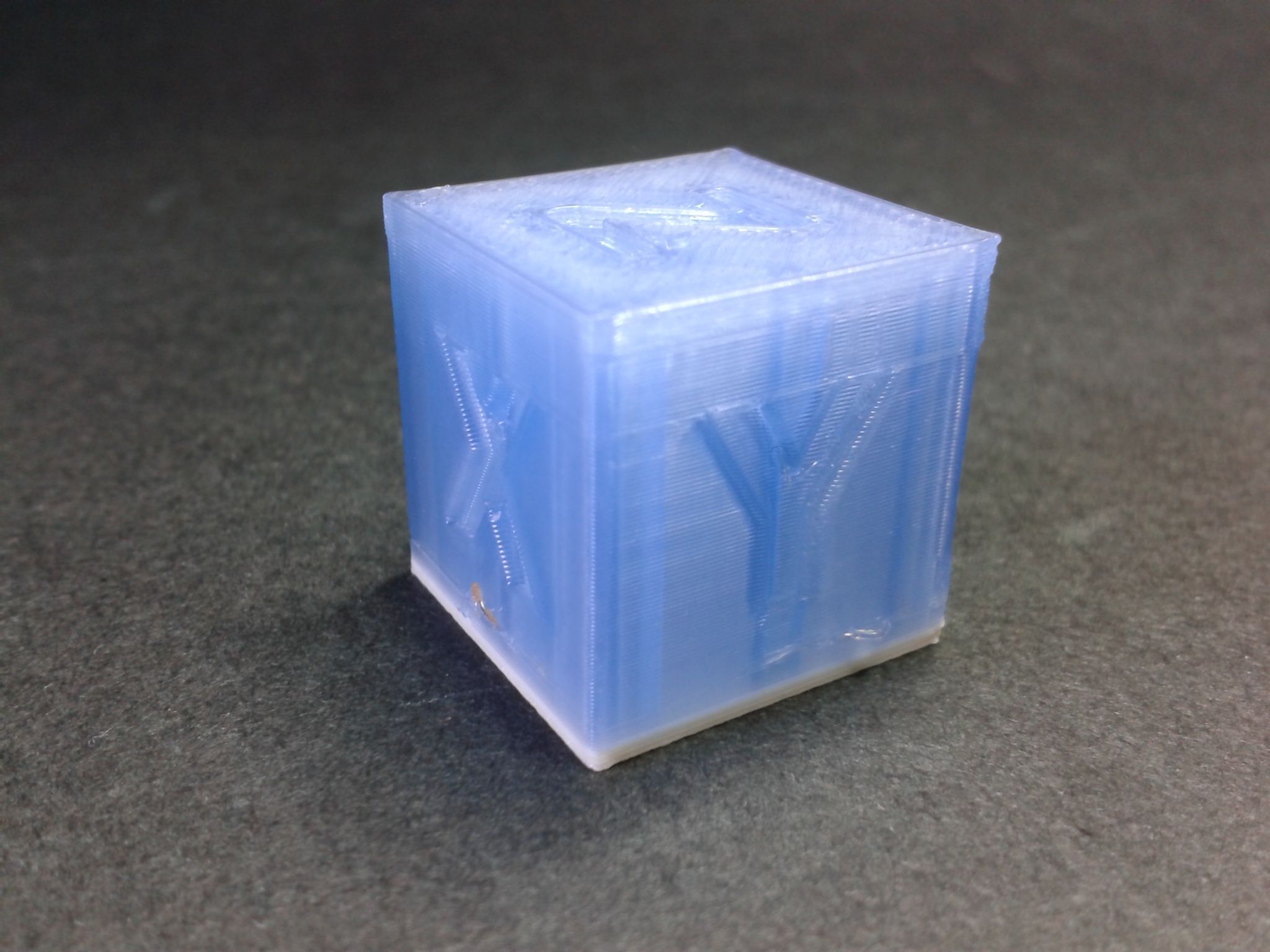
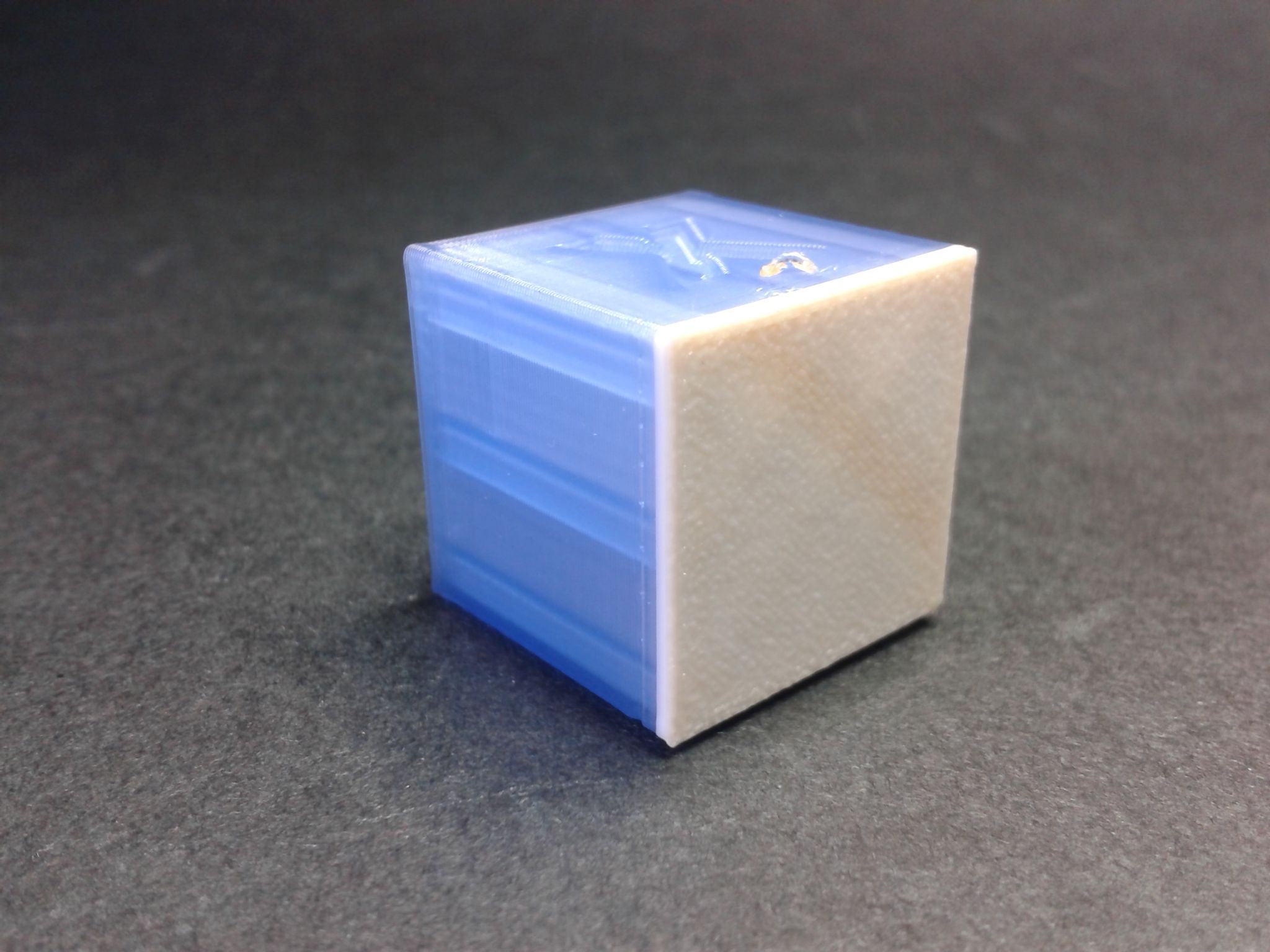
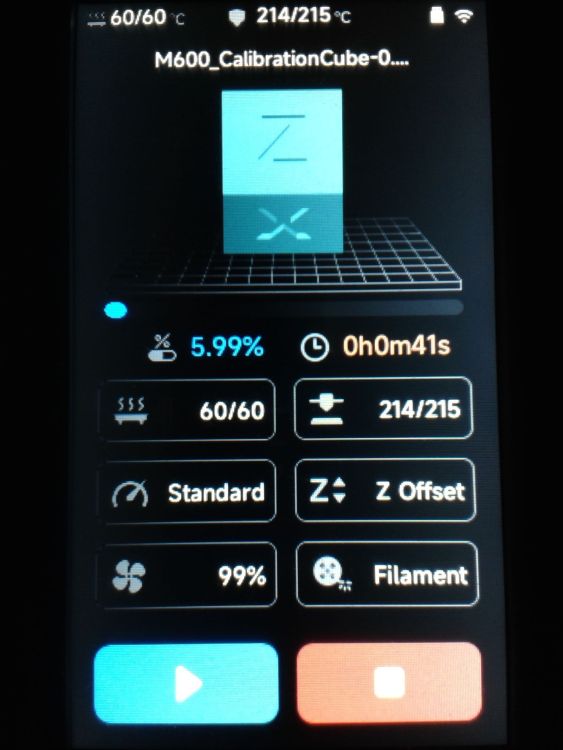
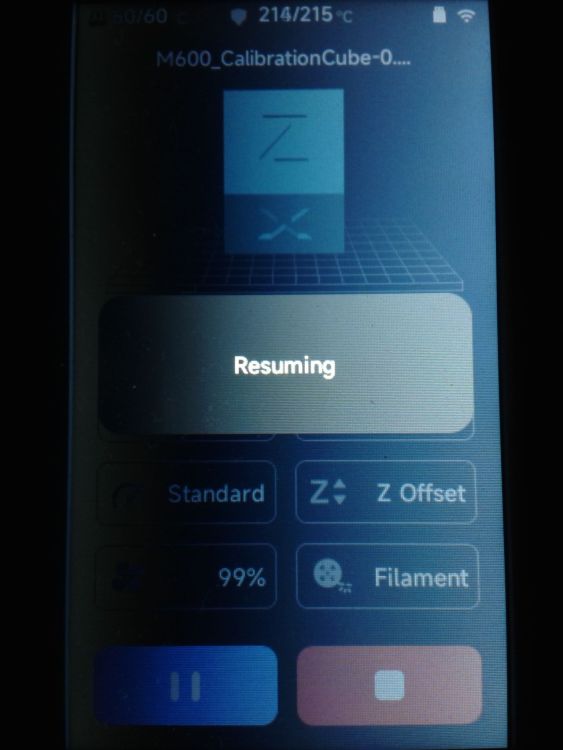
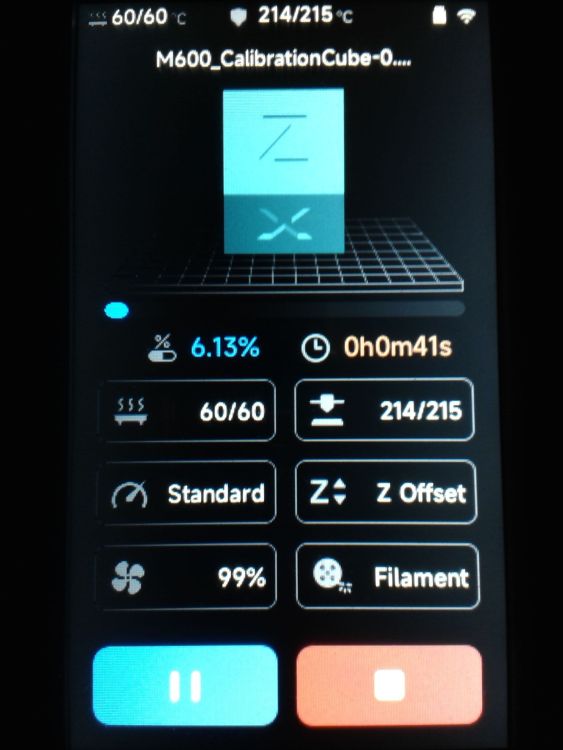
Salutation Je viens de tester ( firmware version 2.3.9 sur une "Kobra 2 Pro") et oui une instruction "M600 Z15" ou "M600" (tout simple) met bien la machine en pause ( fait un bip, le bouton "pause" devient "play", la tête se park en (il semble) X=0, Y=0. Et garde la chauffe de la tête et du plateau ) puis si l'on change le filament (manuellement ... appuyer sur le levier de l'extrudeur ... pousser un petit peut le filament pour extruder le filament fondue afin d’éviter de laisser un morceau, et rapidement tirer le filament pour l’éjecter, en mettre un nouveau ... appuyer sur le levier de l'extrudeur ... s'assurer que l'on pousse suffisamment de filament pour purger l'ancien ... ) lors du clic sur le bouton "play" cela affiche "Resuming" puis reprend l'impression après (je dirais) ~10 secondes. il y a un petit peut de filament qui a le temps de suinter du nez de la buse lors de ce "Resuming", donc un petit défaut éventuellement a corriger en post-impression. J'ai rapidement regardé (sans vraiment chercher) et je n'ai pas trouvé si il est possible ni comment demander le changement de filament depuis Anycubic Slicer ( https://www.anycubic.com/pages/anycubic-slicer au 11/20/2023 "AnycubicSlicer_V1.2.2.exe" ~=61Mo ) Donc j'ai ajouté via un éditeur de texte les commandes M600. Voici le résultat d'impression de mon essai. Noter que j'ai deux changement de filament ( un premier "M600 Z15" avant un début de couche vers Z=1 mm et un second "M600" vers Z=2 mm) mais je n'ai physiquement changé de filament que lors du premier M600. On peut remarquer des défauts sur la couche externe vers Z=2 mm ( le suintement lors de la reprise cumulé avec une buse mal nettoyé (il y avait des trace d'un PLA orange dessus ... ) ) Donc M600 semble correctement fonctionner avec cette mise a jour. Non. A ma connaissance la "kobra 2 neo" utilise un firmware marlin. Or sur les "Kobra 2 Pro/Plus/Max" c'est un firmware Klipper. Donc cette mise a jour du firmware v2.3.9 pour la "Kobra 2 Pro" n'est pas compatible avec la "Kobra 2 neo". (Et je ne sais pas si le firmware marlin de la "Kobra 2 neo" prend en compte ou non le M600 dans sa version actuelle)
 1 point
1 point -
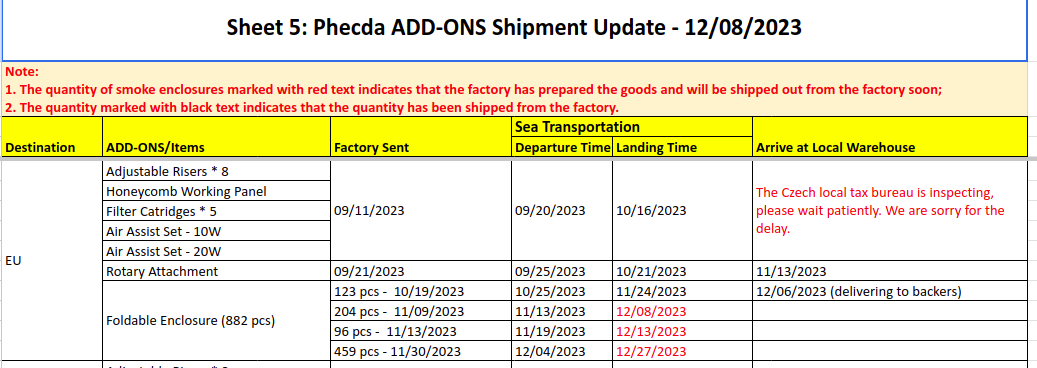
Cela prend du temps pour les "add-on" car il semblerait que les douanes tchèques prennent leur temps (format de date "mm/jj/aaaa" -> ) (Source https://docs.google.com/spreadsheets/d/1FoNO14eH0MaOam8g_d5pHTnka3CpUq7i/edit#gid=1068531432 ) Et l'enclosure pourrait bien arriver avant (ou peut être en même temps ?) ... car le 06/12/2023 j'ai reçu un mail de elegoo.com titré "Phecda Smoke Enclosure & Rotary Attachment Shipment Notice -EU-first batch" et aujourd’hui (08/12/2023) j'ai reçu un mail titré "Shipping Update" de PledgeBox, avec un numéro de suivie DHL (l'étiquette à été créé) pour quelque chose de ~6.92 kg en provenance d'Allemagne.
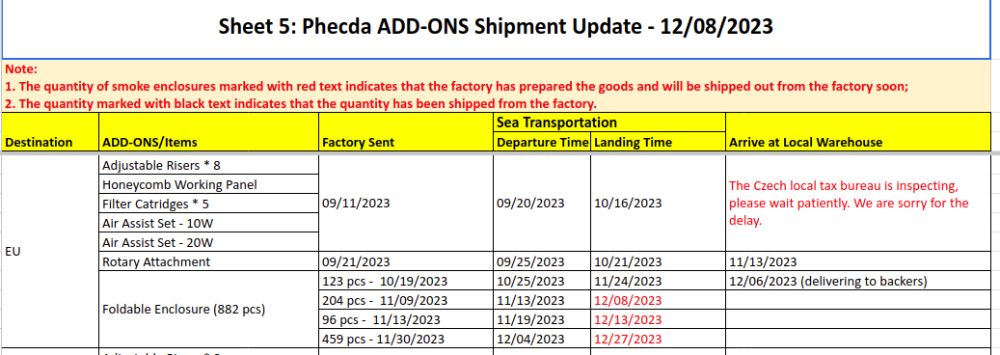 1 point
1 point -
J'avais déjà vu cette vidéo en cherchant des infos sur le sujet, ce qui me pause problème c'est qu'il dilue de l'eau dans l'IPA et ne précise pas vraiment comment il sépare les deux en fin de processus, le coup de la gravité me parait bcp trop aléatoire. On fini donc avec un IPA dilué qui, avec le temps, doit être de moins en moins efficace.1 point
-
Perso, je laisse à la lumière mes bacs d'IPA sale, au bout d'un moment la résine dedans s'agglomère et forme une espèce de vase poisseuse au fond, donc au filtrage ça doit pas passer, après le problème est le colmatage du filtre et la taille (en µm) qu'il doit avoir pour éliminer le maximum sans être trop rapidement inutilisable.1 point
-
Ca se passe plutôt bien pour le moment, j'ai dû recommencer tout mes tests d'exposition, rajouter quelques supports par ci par la, mais ca roule. Le passage sur la Jupiter n'as pas été sans surprise (voir autre sujet), mais ca a l'air d'aller aussi. Pour la résine périmée, j'agrandi (encore) le château Playmobil de mon fils, donc elle a déjà trouver une utilité. De plus faire un mélange m'obligerais encore a des test d'exposition avec des dosage précis, et franchement, j'ai pas le courage (ni trop le temps).1 point
-
Oui, moi aussi je tiens a mes sourcils... Un sac de 25kg de sable de sablage fin, entre 15 et 20€ et pour celui d'aquarium on est autour de 1€ du kilo... Selon ce que je trouve, le sable de filtration peu être réutiliser en maçonnerie. Une fois la résine rendue inerte au soleil, le sable peu être incorporé au béton. C'est la solution qui avais ma préférence dans le topic. Et puisque on est dans le matériel de piscine, pourquoi ne pas carrément utiliser des floculents lors de l'exposition de l'IPA aux UV pour aider la décantation...? J'ignore totalement l'efficacité de ces produit dans l'IPA, ni l'efficacité de l'IPA après , mais ca dois pouvoir se tenter. Y'a t'il un chimiste dans la salle...?1 point
-
Bon, alors, sur la Jupiter, contrairement aux autres modèles de la marque, l'écran n'est pas collé, mais est prémonté sur un cadre/châssis en fonte-alu qui est maintenue au corp de la machine avec des vis (8). Ce qui rend ma théorie du double face caduque. Une fois démonté, l'écran n'est pas si tordu que ca. Le problème viens du châssis de la machine soit du cadre sur lequel est fixé l'écran, lorsque je place l'écran sans le visser, en appuyant sur un coin, il boite. Mais je n'est aucune solution pour vérifier l'un ou l'autre. Je poserais la question au SAV voir ce qu'il m'en dit. (Je n'ai pas vérifier sur mes autres Jupiter, je n'ai pas la place pour les déballer pour le moment). En attendant j'ai caler avec des cales en papier alu et réussi a le refixer de manière plane ( une petite boule de papier alu pas serré mis prêt des trous de fixation des points bas et rien aux points haut, remonter l'écran en "réglant" la planéité avec les vis de fixation, redémonter l'écran, mesurer chaque boules aplatis et reproduit cette épaisseur(si il y en as, j'en ai gardé 3/6, 0.6mm pour la plus épaisse, 0.3 et 0.2) en pliant des feuilles d'alu bien serrées (tapées au marteau), repositionner les cales a leurs places respectives et remonter l'écran). C'est peut être artisanal comme méthode, mais ca a marché (ou c'est un gros coup de bol ). L'écran est maintenant fixer, serrer et plan. J'en ai aussi profité pour élargir la zone d'impression en remplaçant les scotchs noirs autour de l'écran, celui du fond me mangeait presque 8mm sur le plateau. La largeur du scotch d'origine était trop large par rapport a la distance entre l'empreinte dans le cadre et le bord de l'écran. Le réglage du Z a été beaucoup plus simple et rapide, avec un résultat normal, les 4 bouts de papier glissent tous de la même façon. J'ai relancé une impression et pour le moment RAS, pas de décollement du plateau. Je vous tiendrais au courant après plusieurs impression.1 point
-
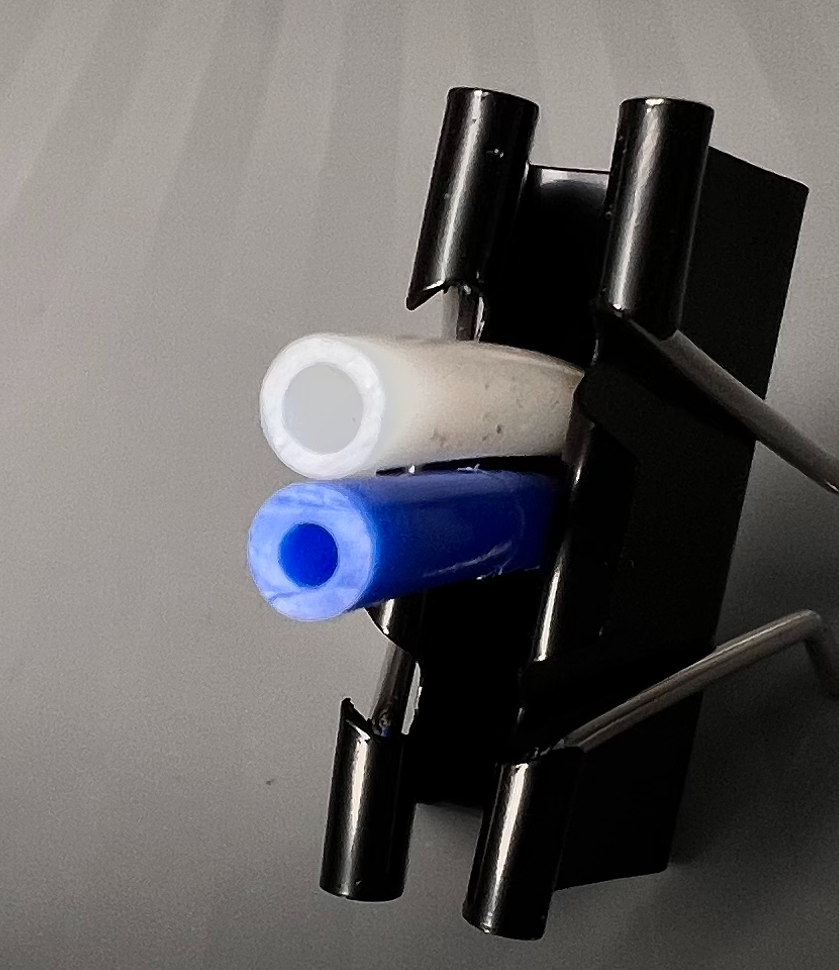
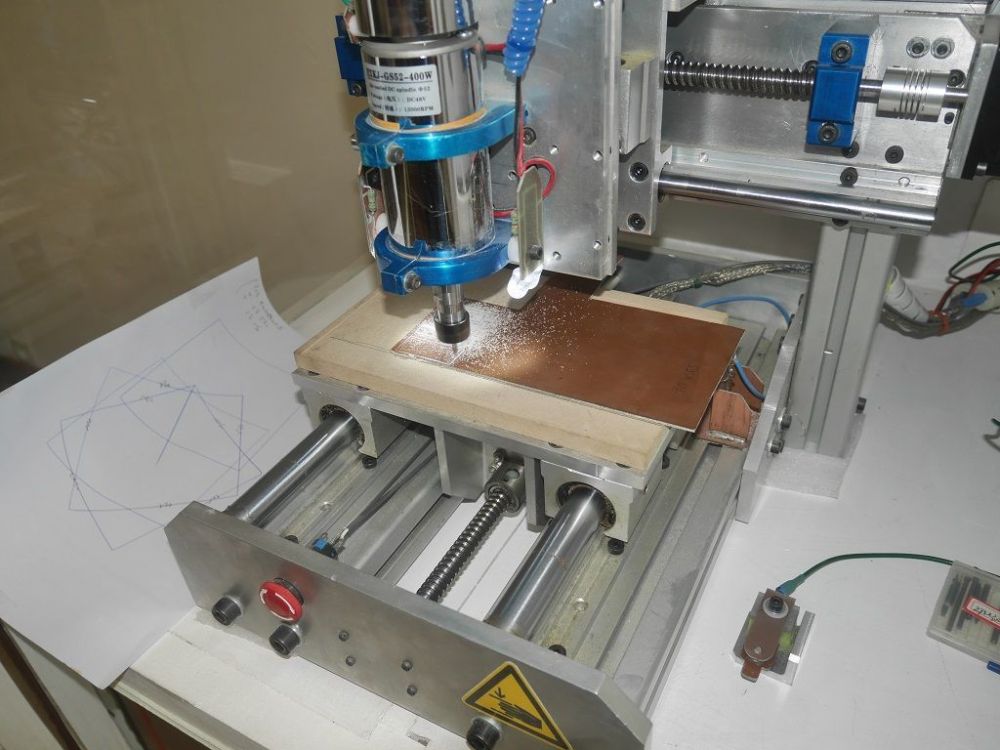
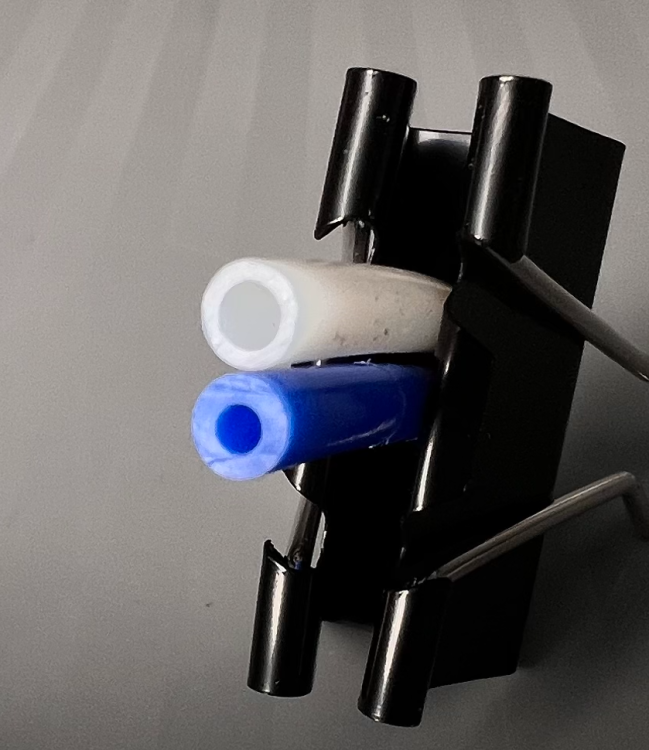
Les deux vont ensembles, aller faire des copeaux dans mon petit atelier est tout aussi passionnant que la partie création/3D, c'est un tout. J'ai un vieux tour Crouzet-Valence des années 50 que j'ai rénové, j'y passerai mes journées dessus J'ai été confronté à ce souci avec mes tubes, j'ai inséré des manchons perçés à 4 dans un rond d'alu Ø10. Si tu as accès à un tour c'est une affaire de 10mn. Si tu es perfectionniste tu peux même percer à 3 et tarauder M4. [Hors-sujet] En regardant ta signature j'ai vu qu'on avait des centres d'intérêts communs, les machines à dessiner et les horloges. Sur l'horloge si tu veux des infos j'en ai calculé et commencé une, elle est présentement en stand-bye pour cause de création d'imprimante3D , je m'y remettrai après. Comme tu aimes la conception plutôt que de copier ce qu'on fait les autres tu as ici toutes les infos pour la concevoir et tout calculer toi-même avec un échappement Graham, j'ai même fait une feuille de calcul pour faciliter le travail. Si tu as le courage de lire les 36 pages: http://www.metabricoleur.com/t23421-concevoir-une-horloge-squelette-en-bois Pour les machines à dessiner j'en ai fait plusieurs aussi, toutes fonctionnelles même si mon site n'est plus à jour: https://www.qsl.net/f6fco/M4RC3L.htm https://www.qsl.net/f6fco/Tripteron.htm Lui par-contre dessine tout tordu, il y a encore du boulot sur les calculs de trajectoires, sur ce genre d'architecture la cinématique inverse n'est pas simple à calculer et l'arduino avouait ses limites, je vais repartir de zéro avec un PIC: https://www.qsl.net/f6fco/G4ST0N.htm1 point
-
Et pourtant ça fait partie des upgrades conseillées sur certains médias, que ce soit pour Bambu Lab ou encore Creality... D'où la page Mods to avoid dans le wiki
 1 point
1 point -
1 point
-
Je parie sur 256x256x2561 point
-
Et après on dit que c'est les femmes qui sont fashion victim...1 point
-
(Navré sur ce coup-là, je suis l'incarnation de la tentation ) Tu vas avoir presque toutes la collection Hé hé, en fait j'ai il y a quelques jours commandé un H1H "For Creality K1" (normalement, si j'ai pas tout mélangé, de la même taille de plateau qu'une E3V3SE) il était a 14,71 € quand je l'ai commandé sur https://fr.aliexpress.com/item/1005006244249651.html mais depuis ils ont augmenté les prix. Ajout > ho non, il y a encore du nouveau ... je n'avais pas vu le "PEO Chameleon" de https://fr.aliexpress.com/item/1005006172718643.html1 point
-
Pour Windows 11, il n'est pas natif mais dispo dans le store...1 point
-
Tu as aussi 3D BUILDER qui est intégré dans windows. Il te permet pas de faire des choses comme freecad, sketchup , Blender , .....et consort, mais il demande à être vu. Il est gratuit et déja dans ton windows.1 point
-
Ce n'est pas tant l'intensité qui importe mais la tension d'alimentation. Les alimentations officielles de la Raspberry Pi fondation utilisent une tension de 5,1V , C'est quand la tension descend sous 4,6V qu'elle envoie le signal sous cadençant la vitesse du μcontrôleur du RPi. La plupart des alimentations sont Tension ±10%: 5V => 4,5-5,5V 5,1V => 4,6-5,6V)1 point
-
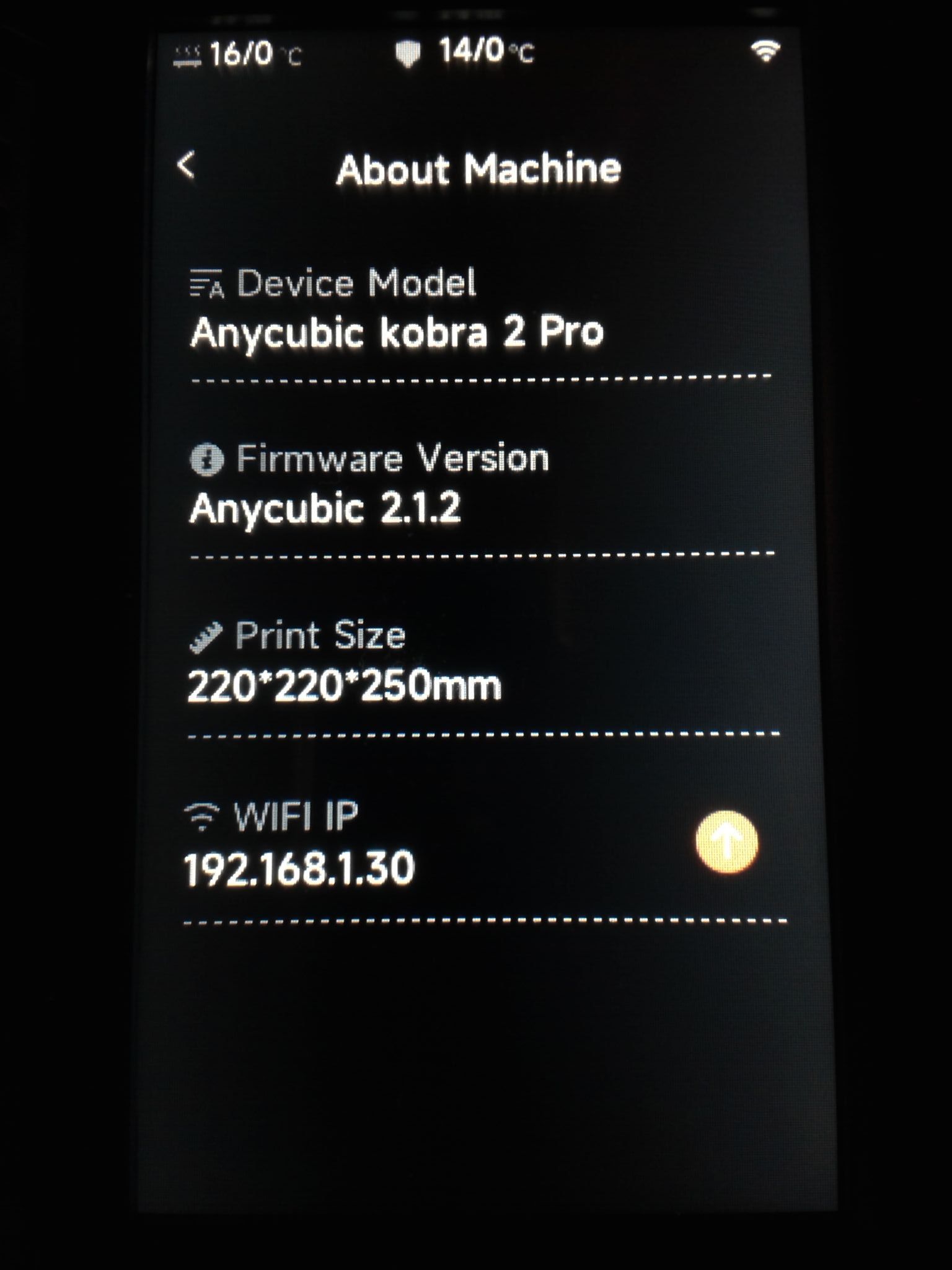
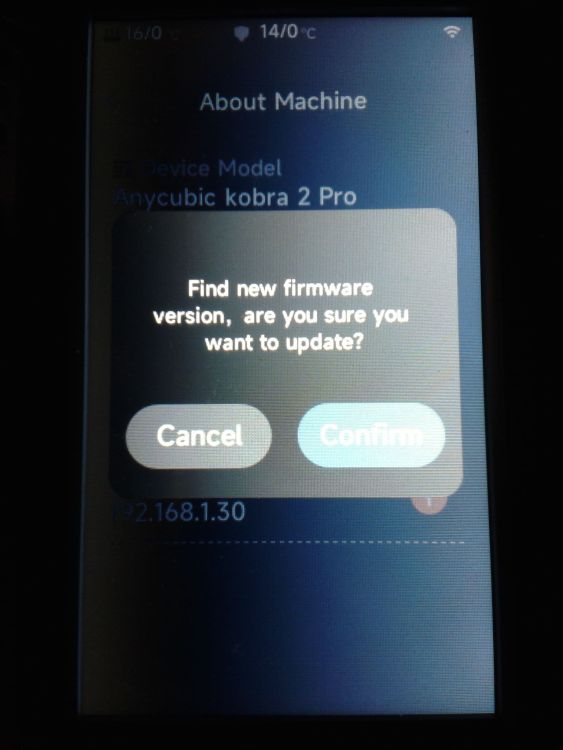
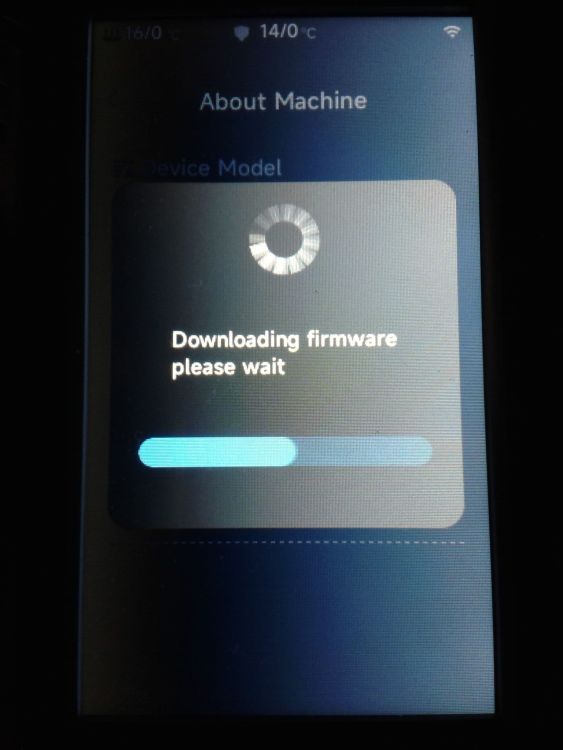
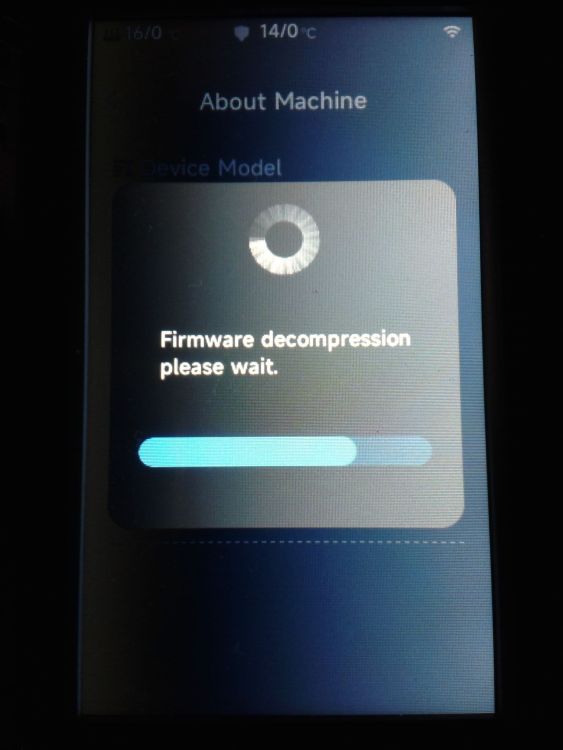
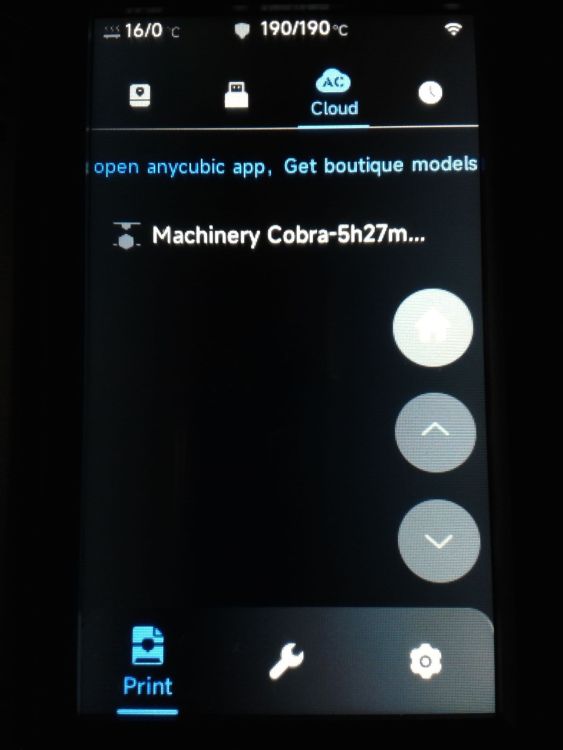
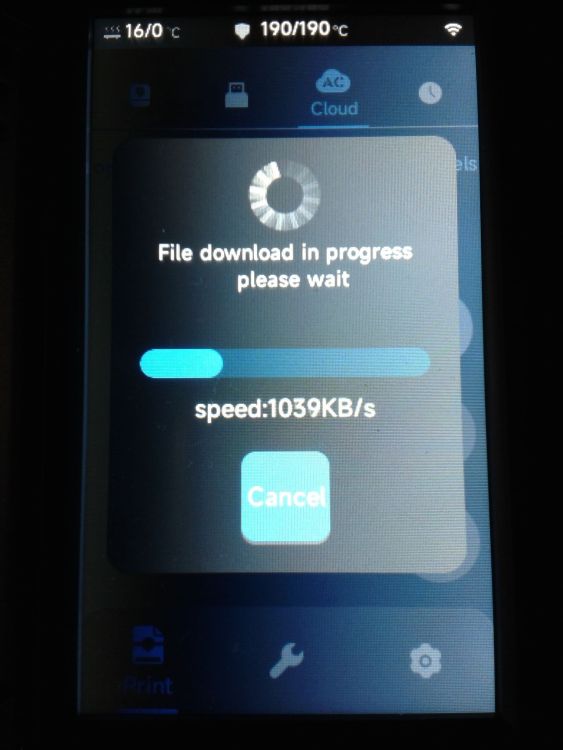
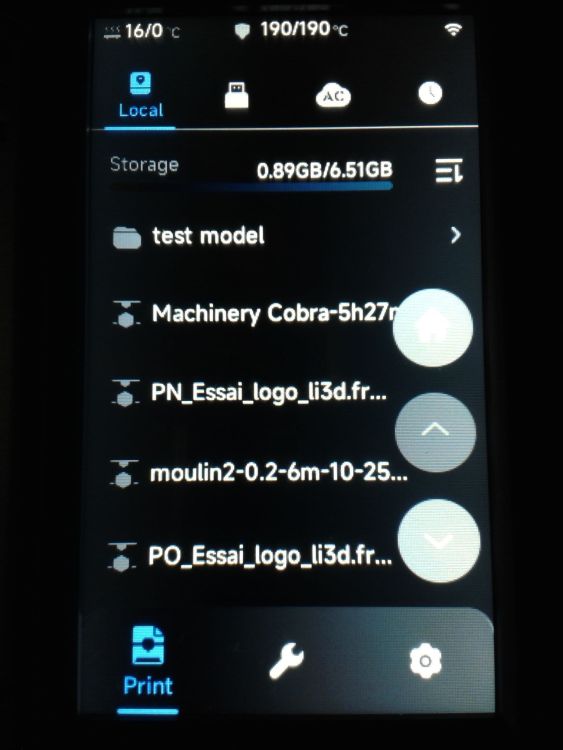
Les mises à jour de l'application smartphone Anycubic, et du firmware pour les Kobra 2 Pro/Plus/Max, pour permettre le lancement et la surveillance depuis l'app Anycubic semblent disponible (android) https://play.google.com/store/apps/details?id=ac.cloud.com (apple) https://apps.apple.com/us/app/anycubic/id1662443263 J'ai fait la mise a jour du firmware via Wi-Fi sur ma Kobra 2 Pro A cette date ( 2023-10-30 ) j'ai donc le firmware v2.3.5 (On ne semble pas perdre le Z-Offset. Donc peut être ( a vérifier) n'y a t'il pas besoins de refaire la détection des résonances et leveling ) (Mes rapides essais semble montrer que M600 est toujours ignoré ... mais il me faut vérifier les autre commande g-code de mise en pause. ) Mais on a bien la possibilité de télécharger des fichiers d'impression depuis l'onglet Cloud ( a vérifier là il y avais un fichier d'impression par défaut ... ) Il me faut emprunter un smartphone récent pour tester l'application et voir ce qu'elle apporte ( Lancement d'une impression ? WebCam USB ? Pause/Reprise/Annulation d'impression en cours ? .... )




 1 point
1 point -
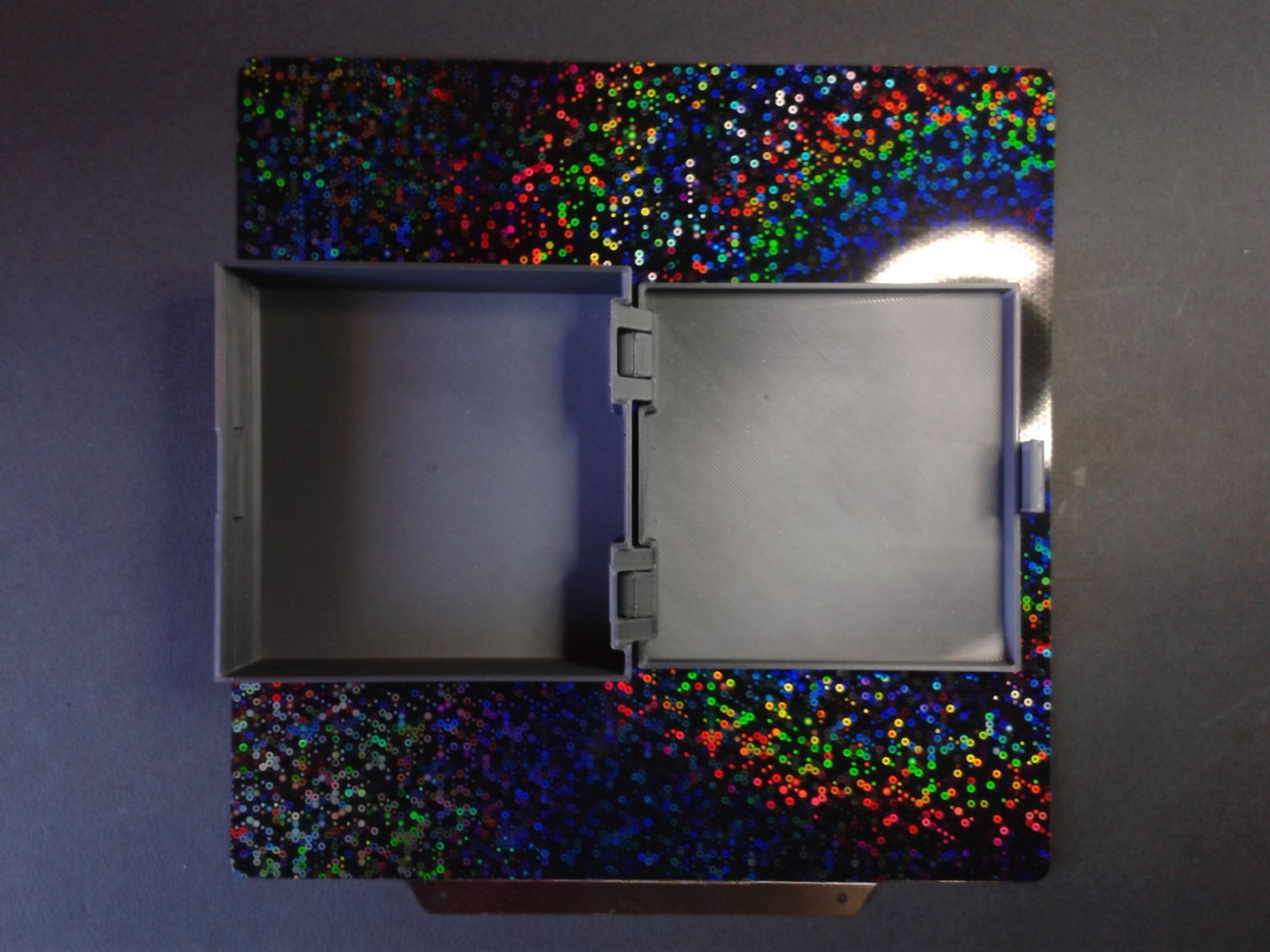
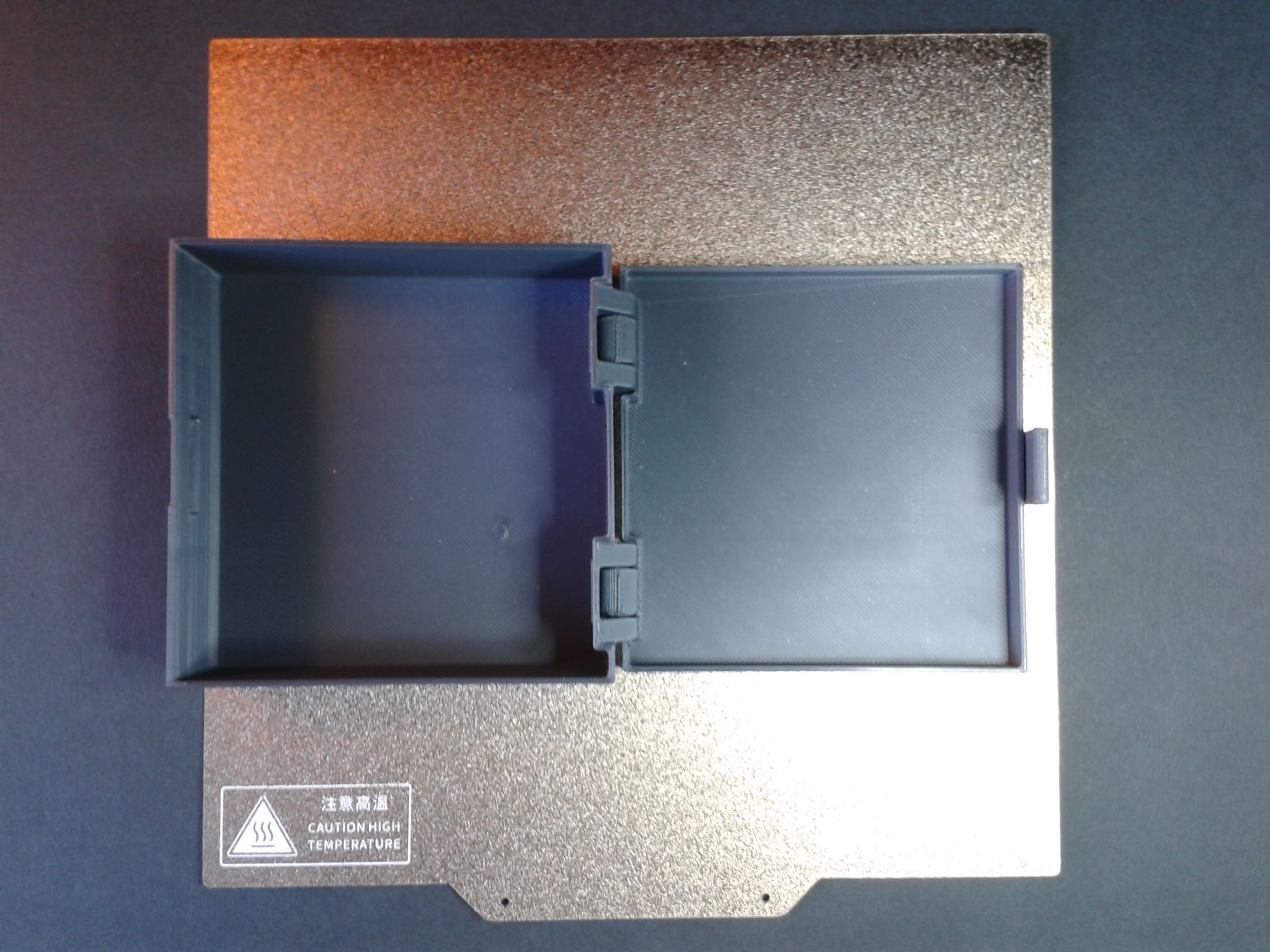
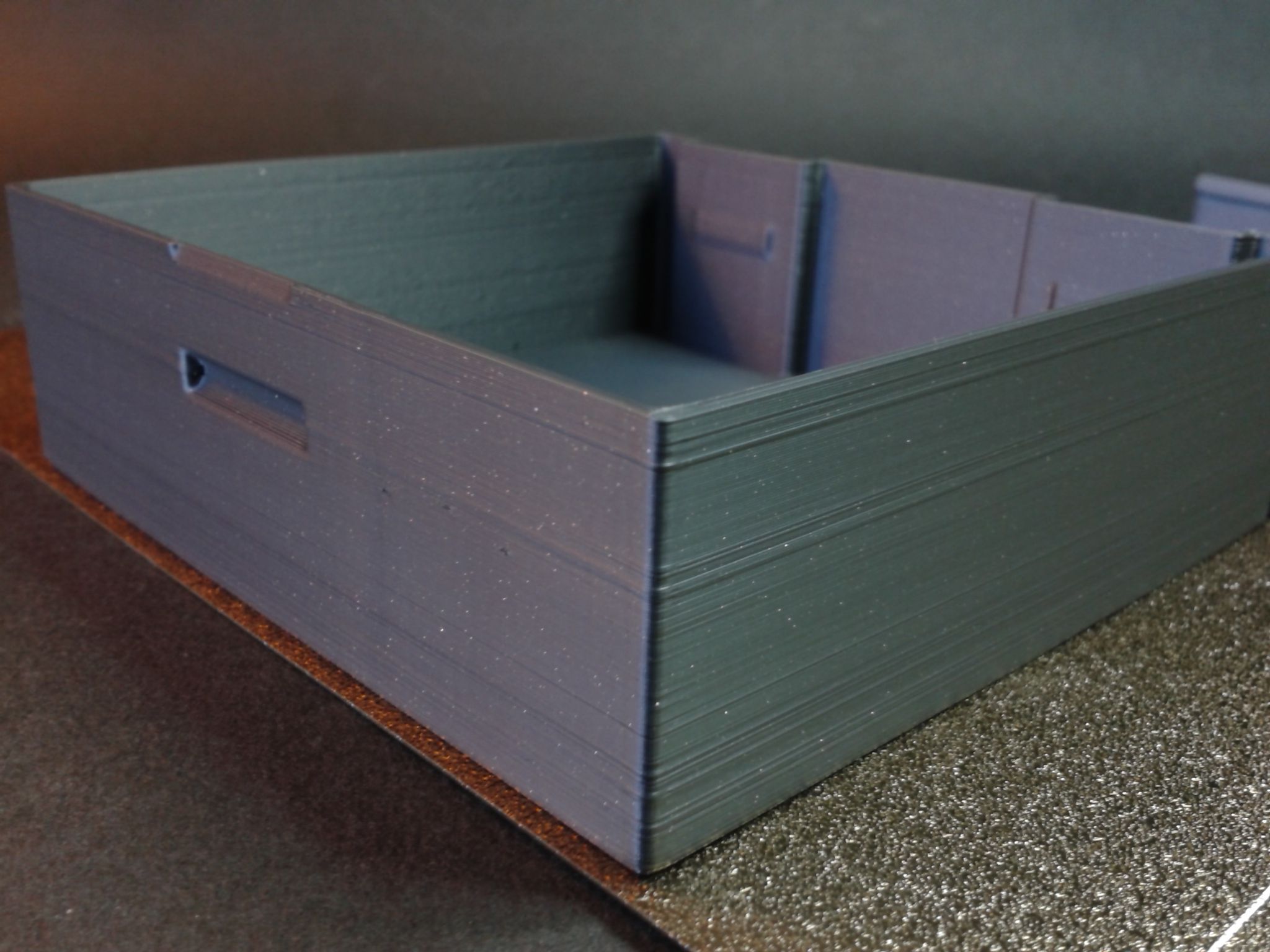
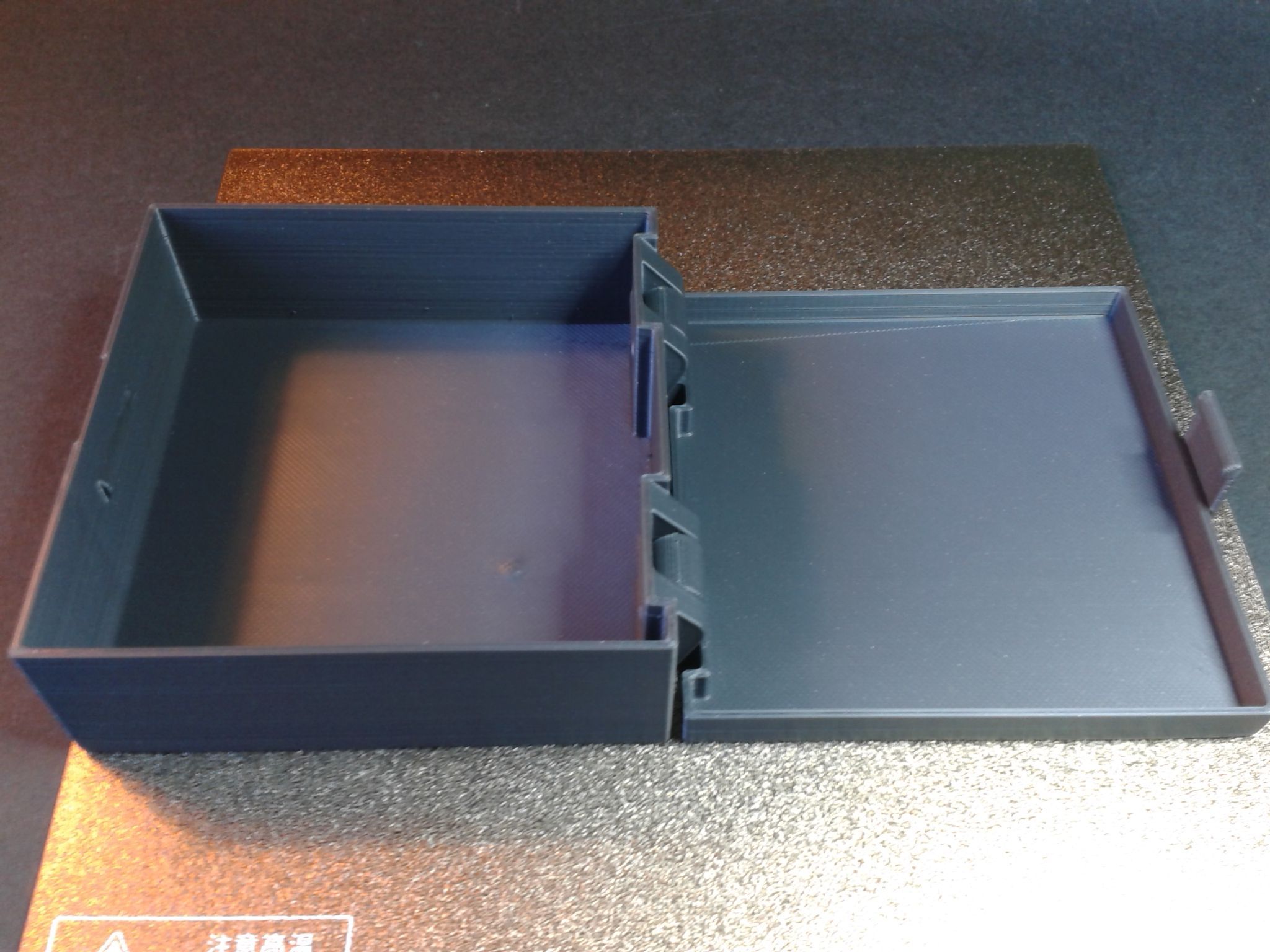
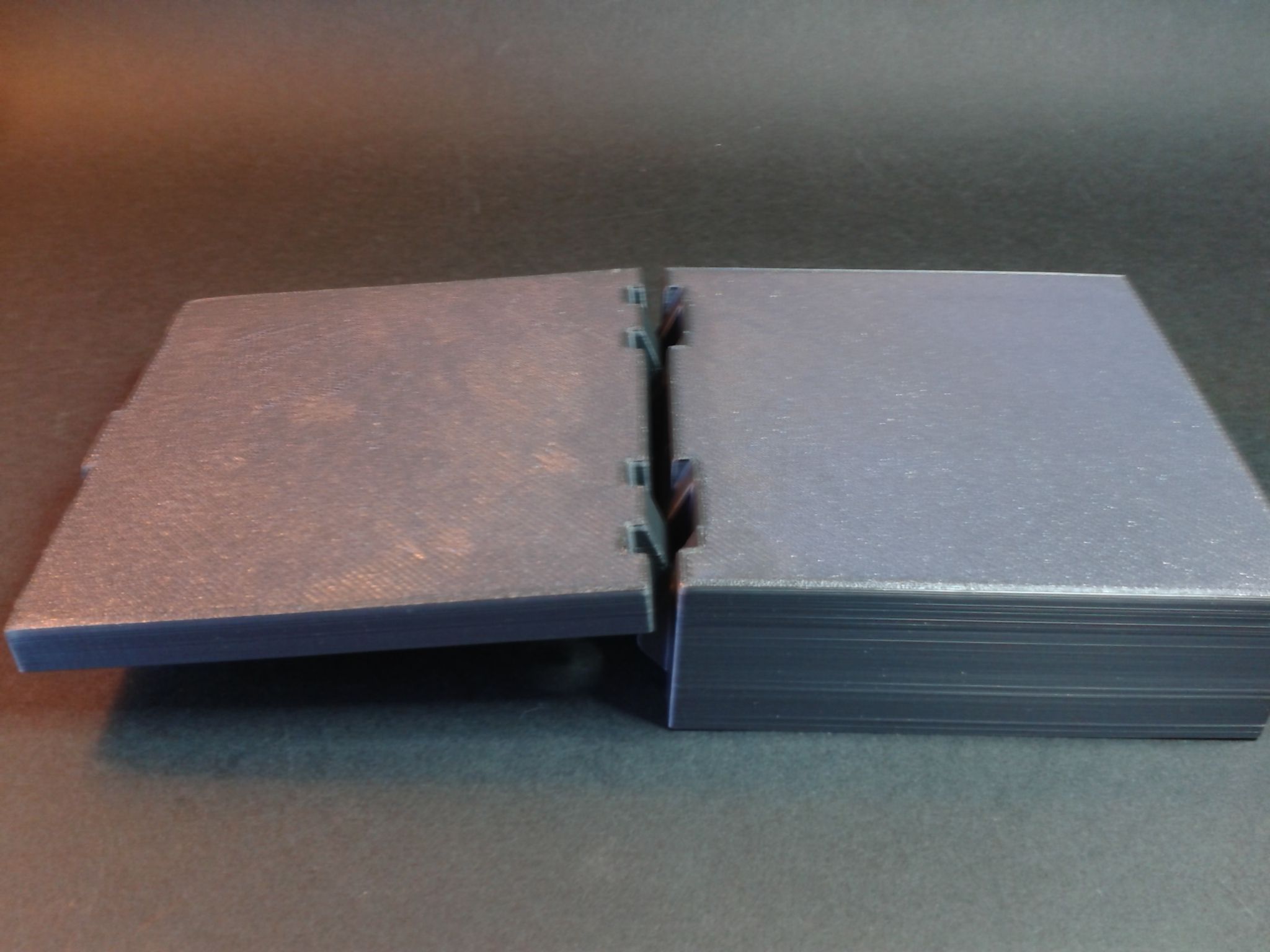
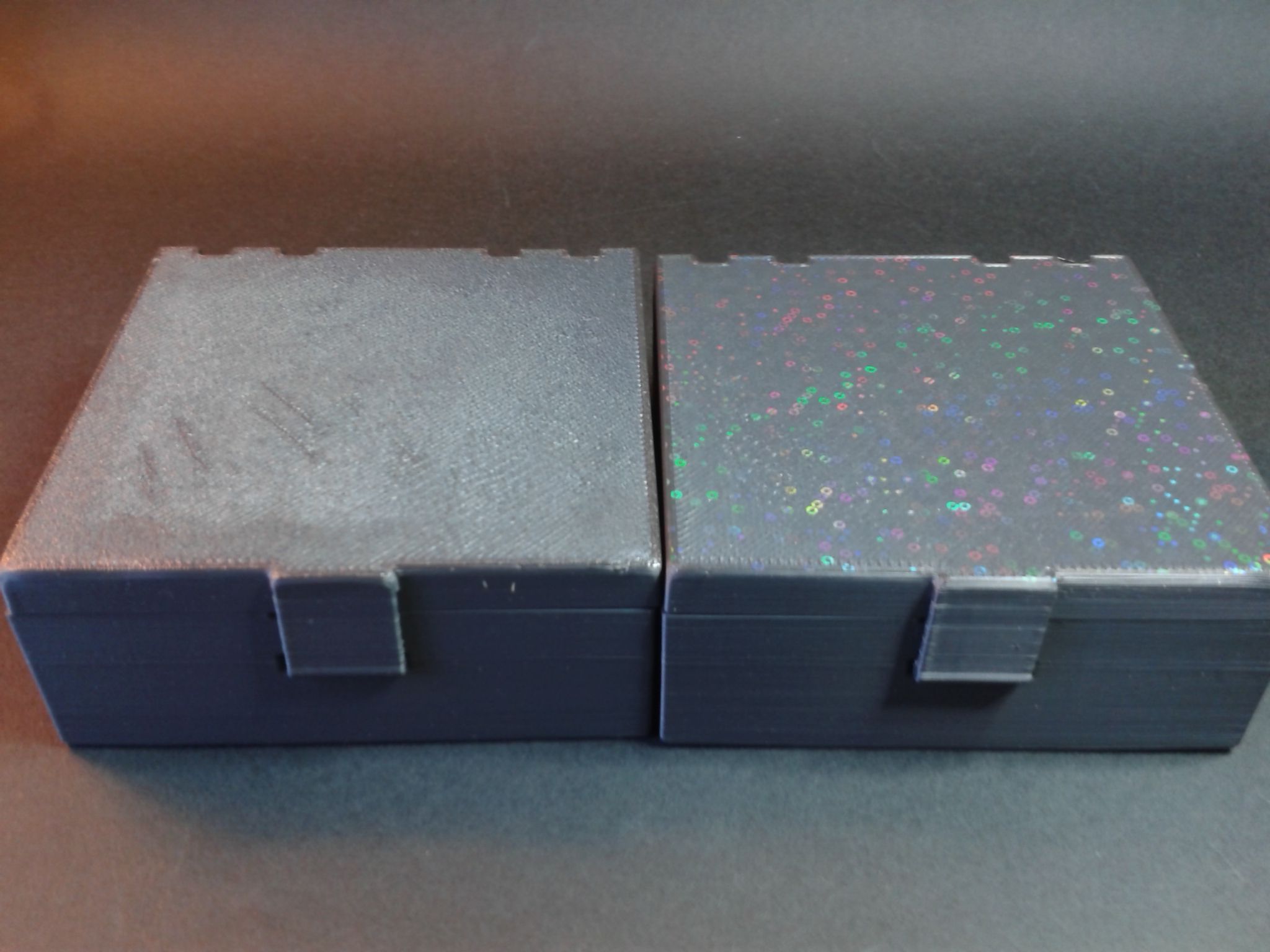
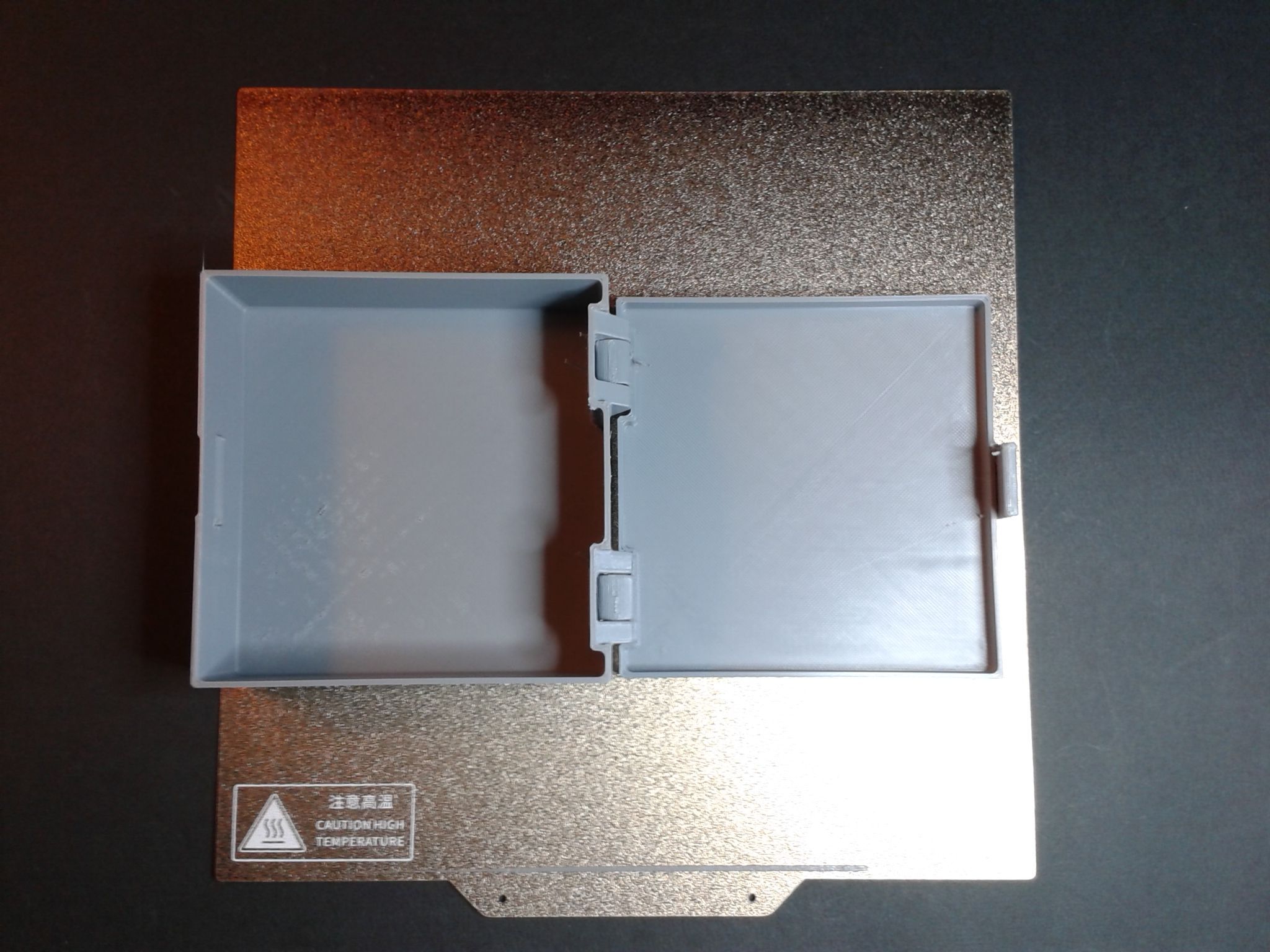
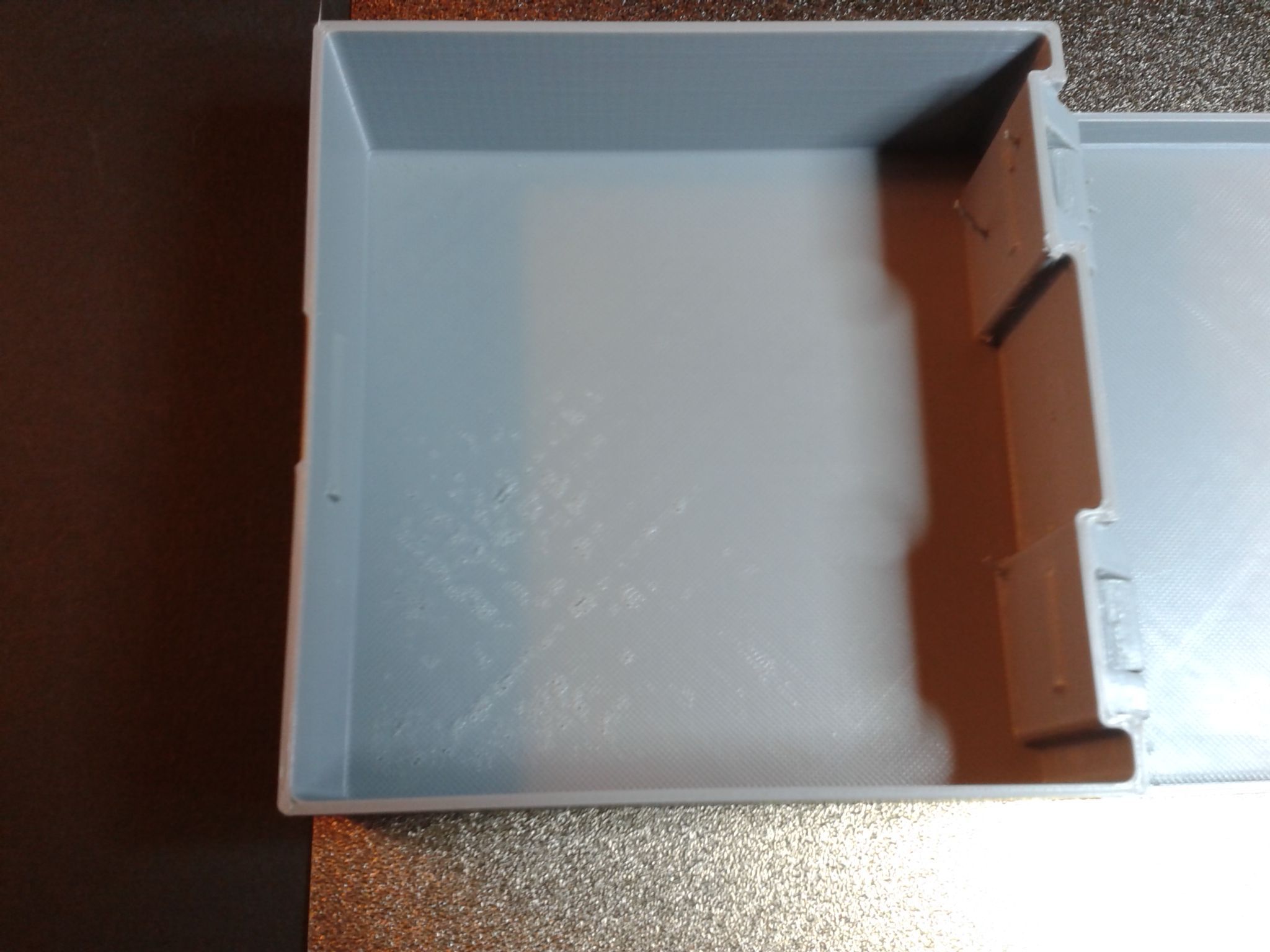
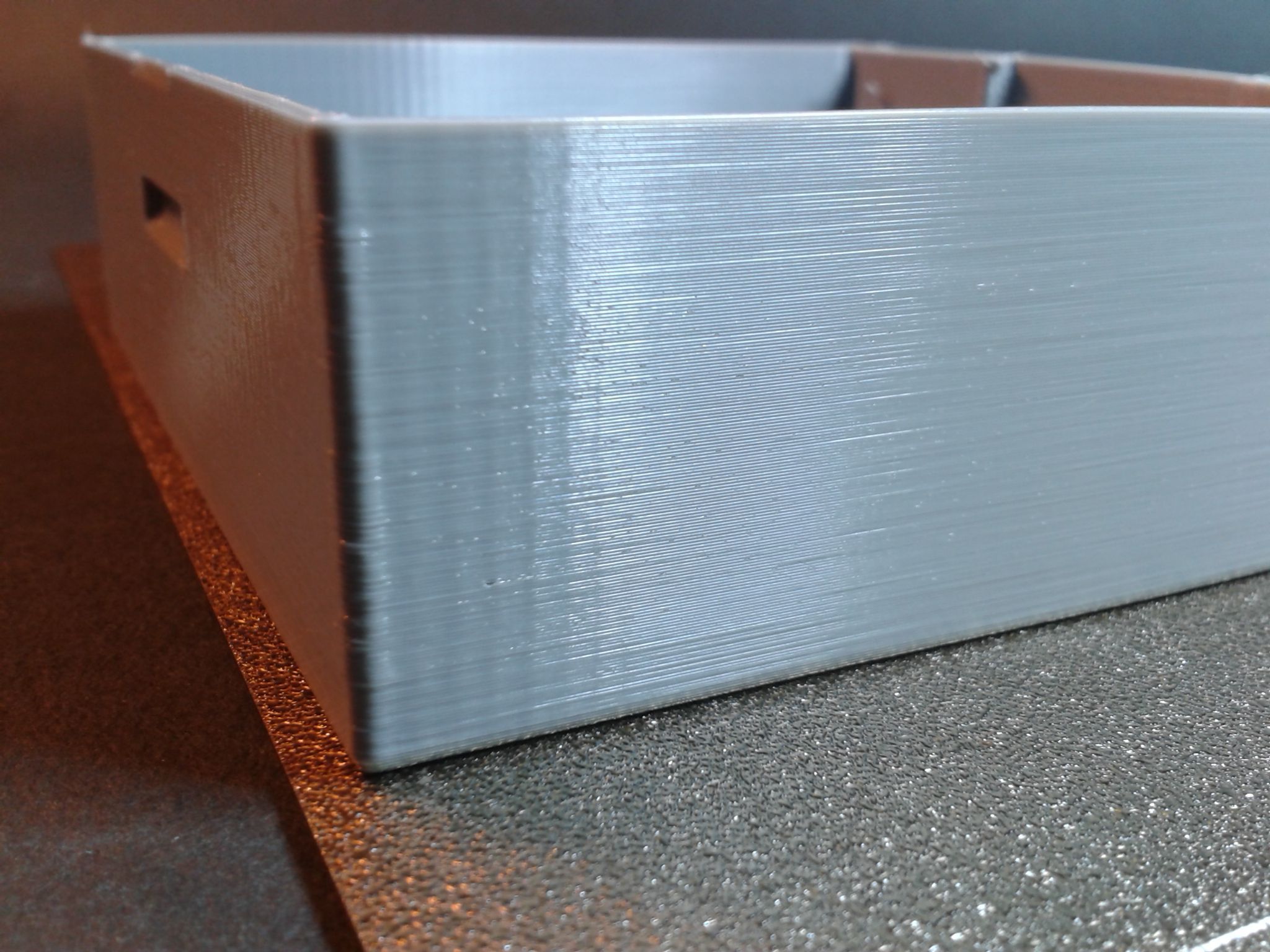
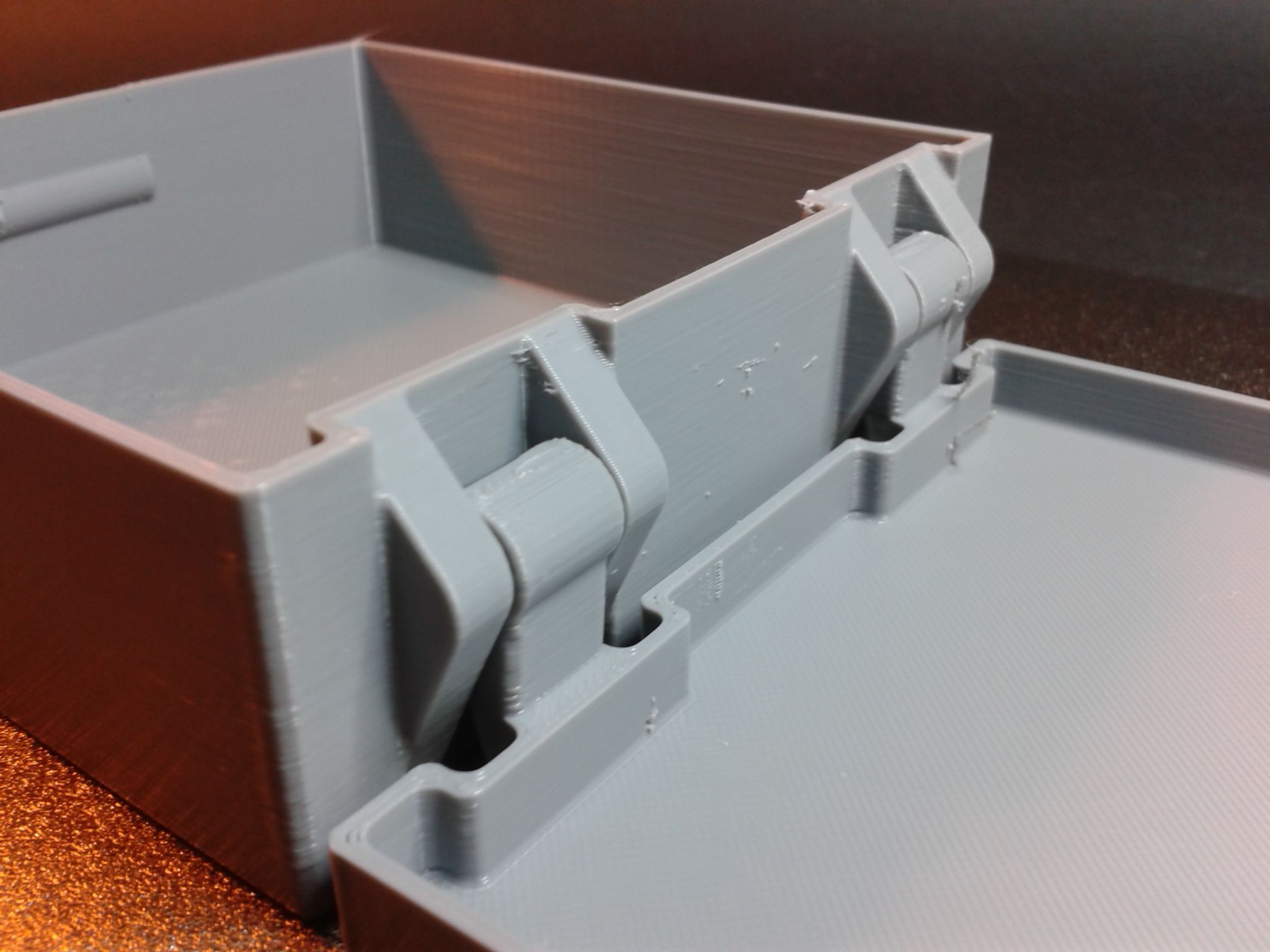
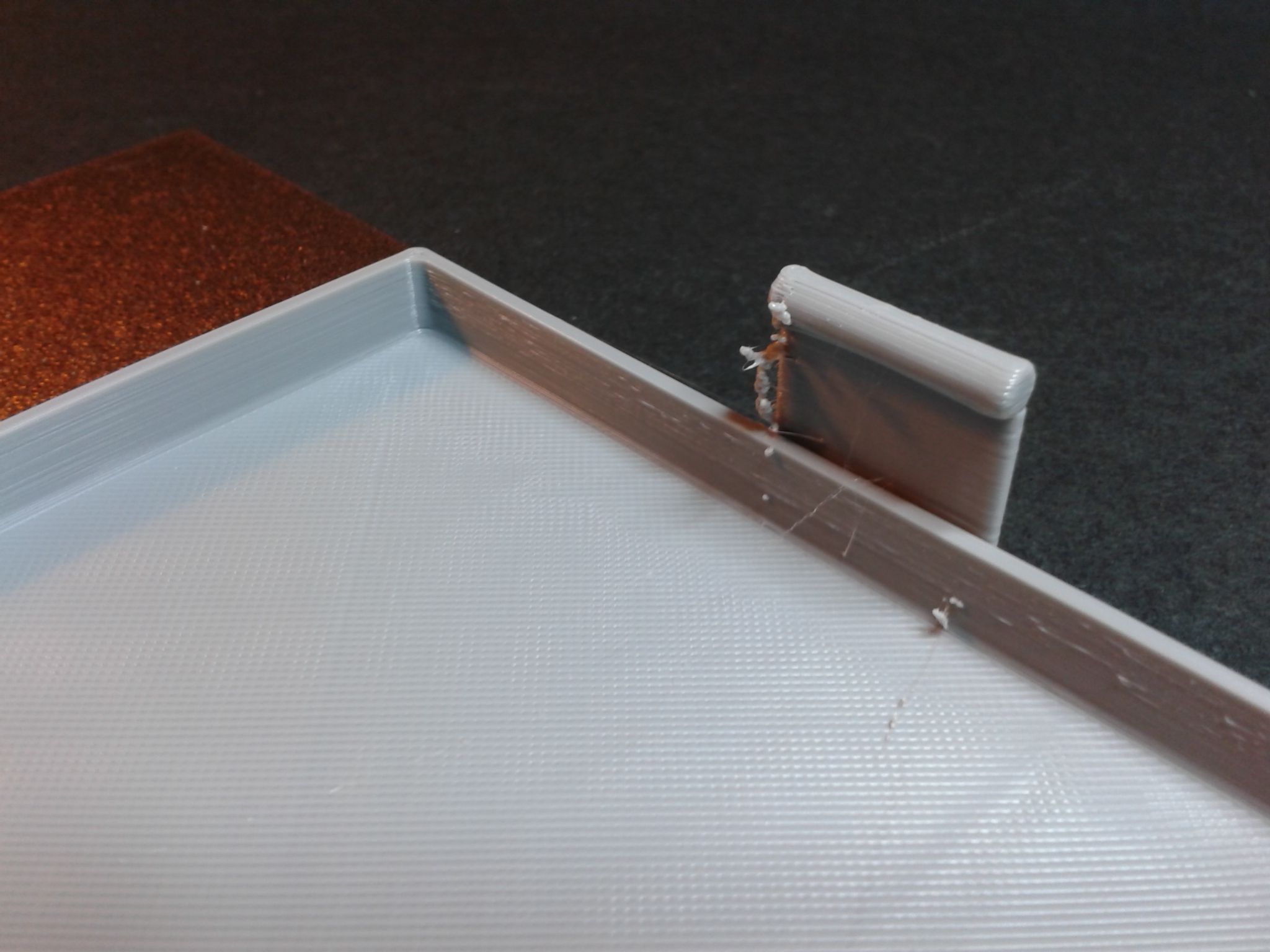
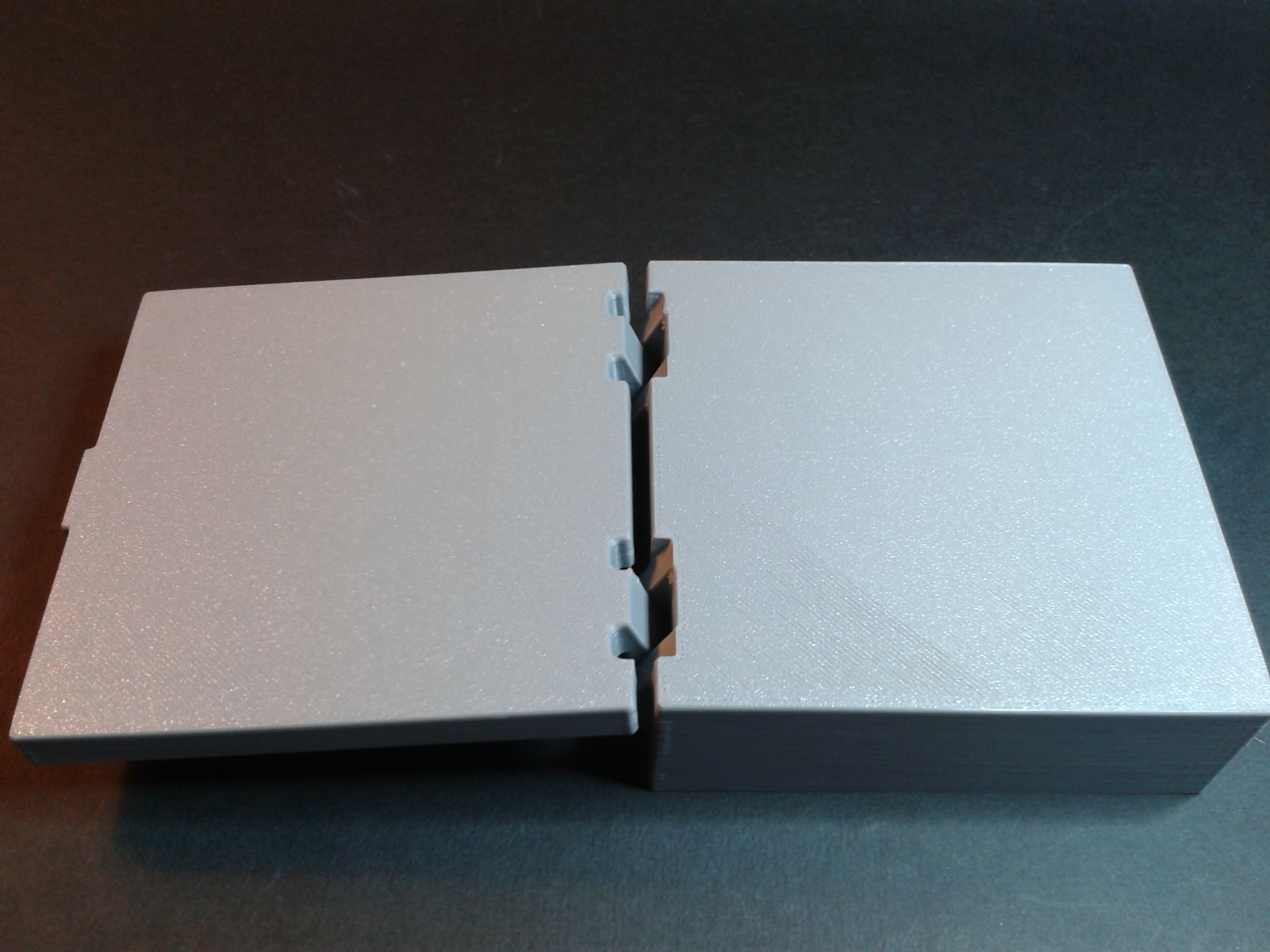
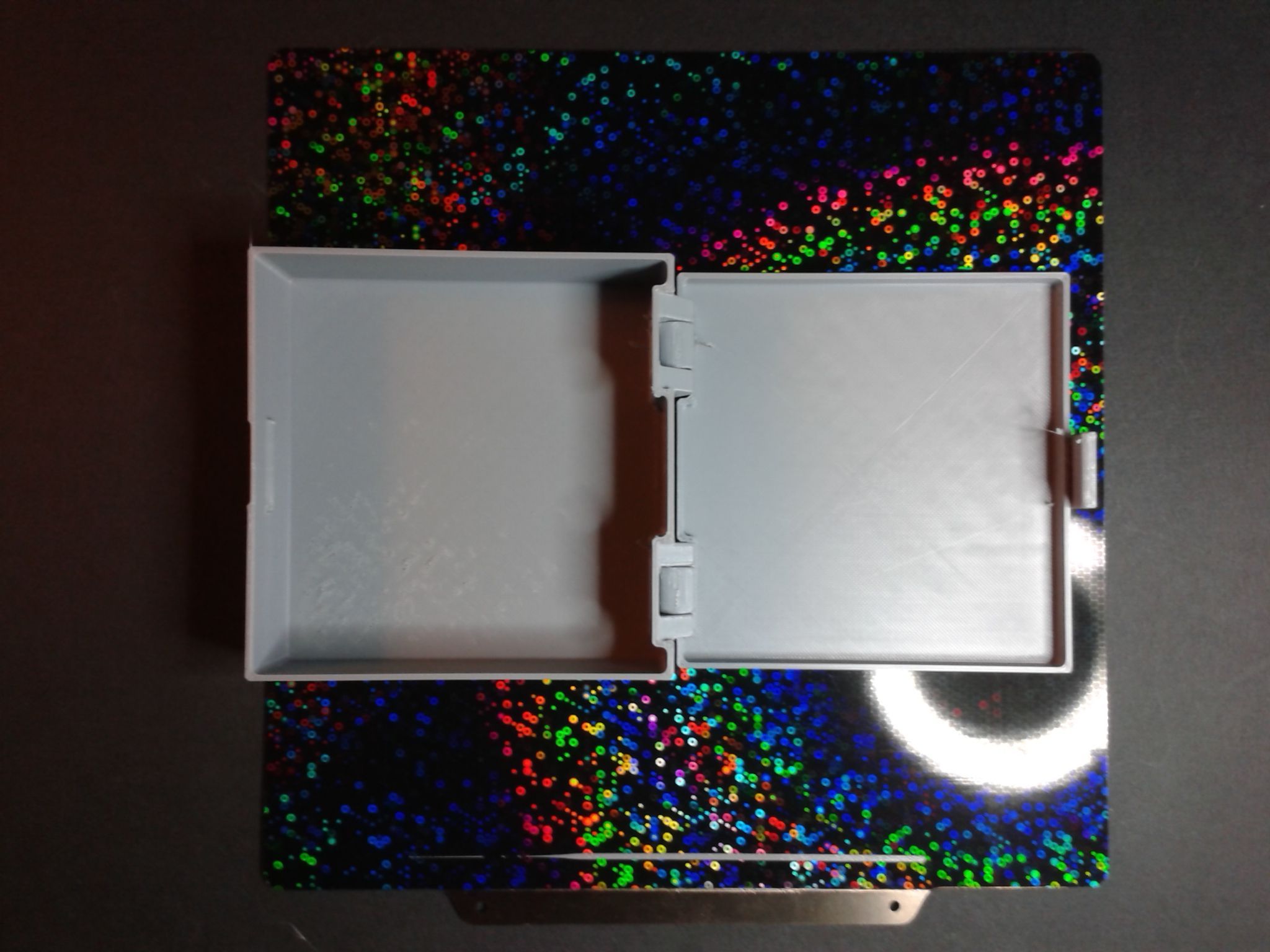
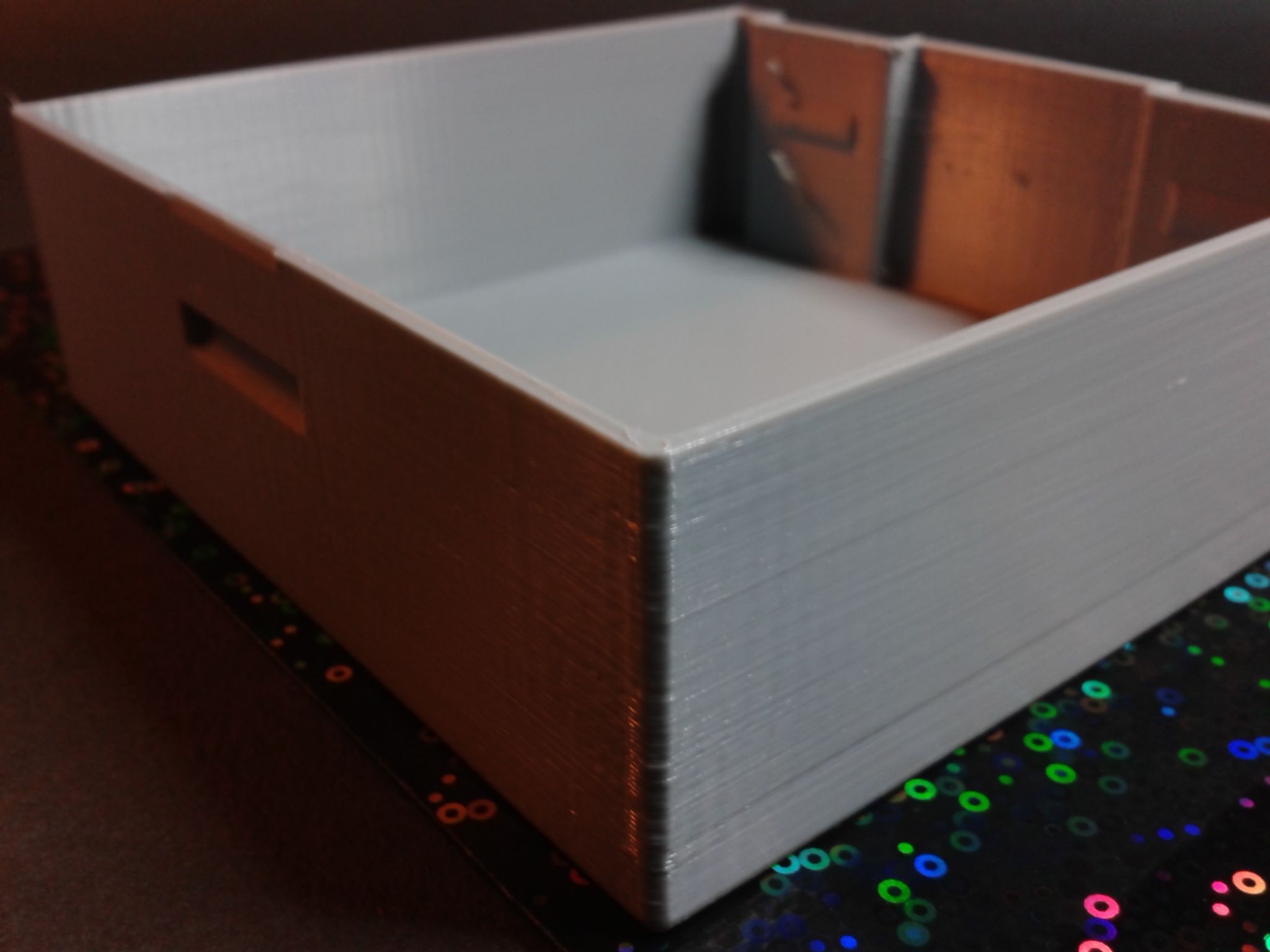
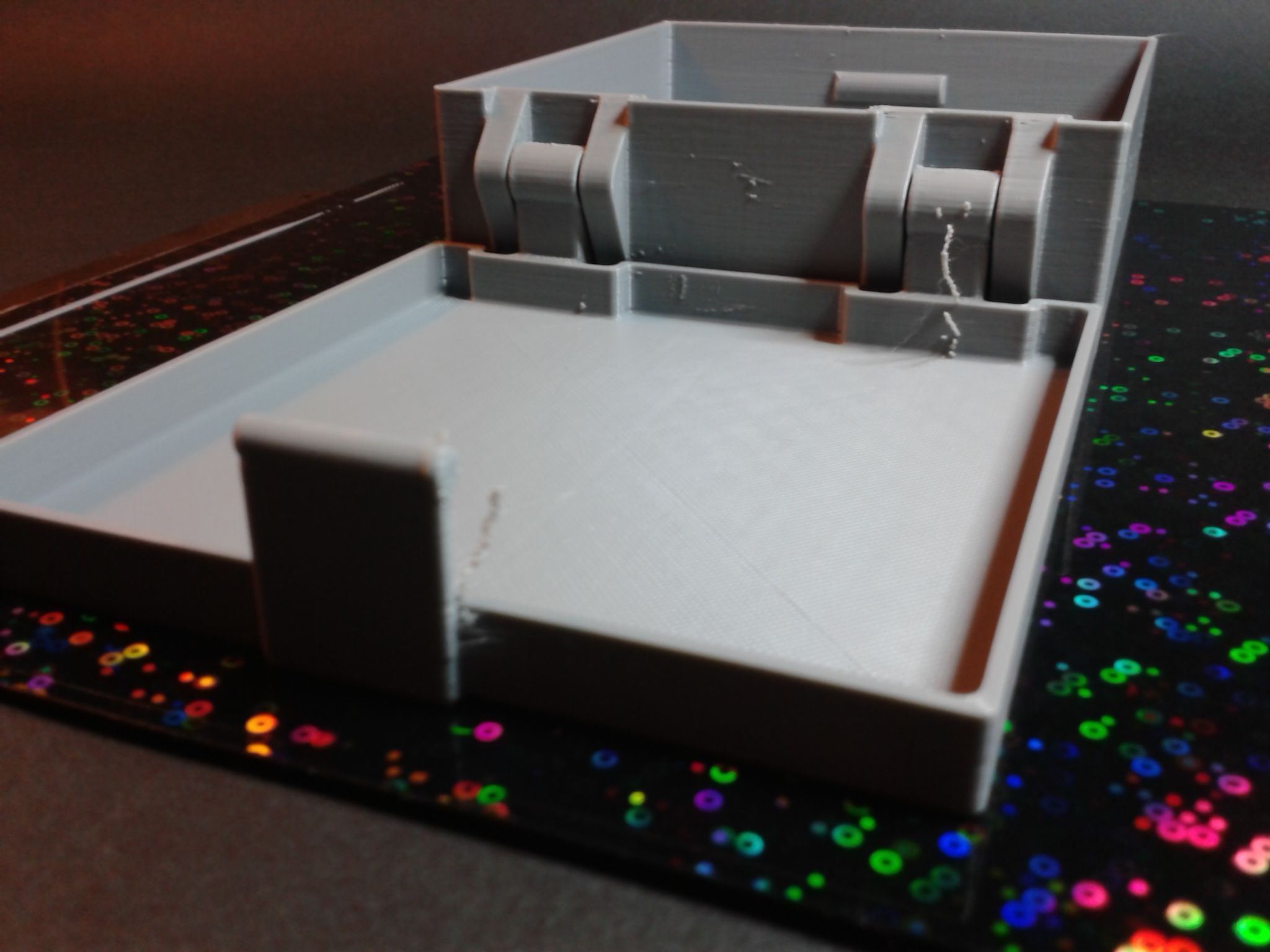
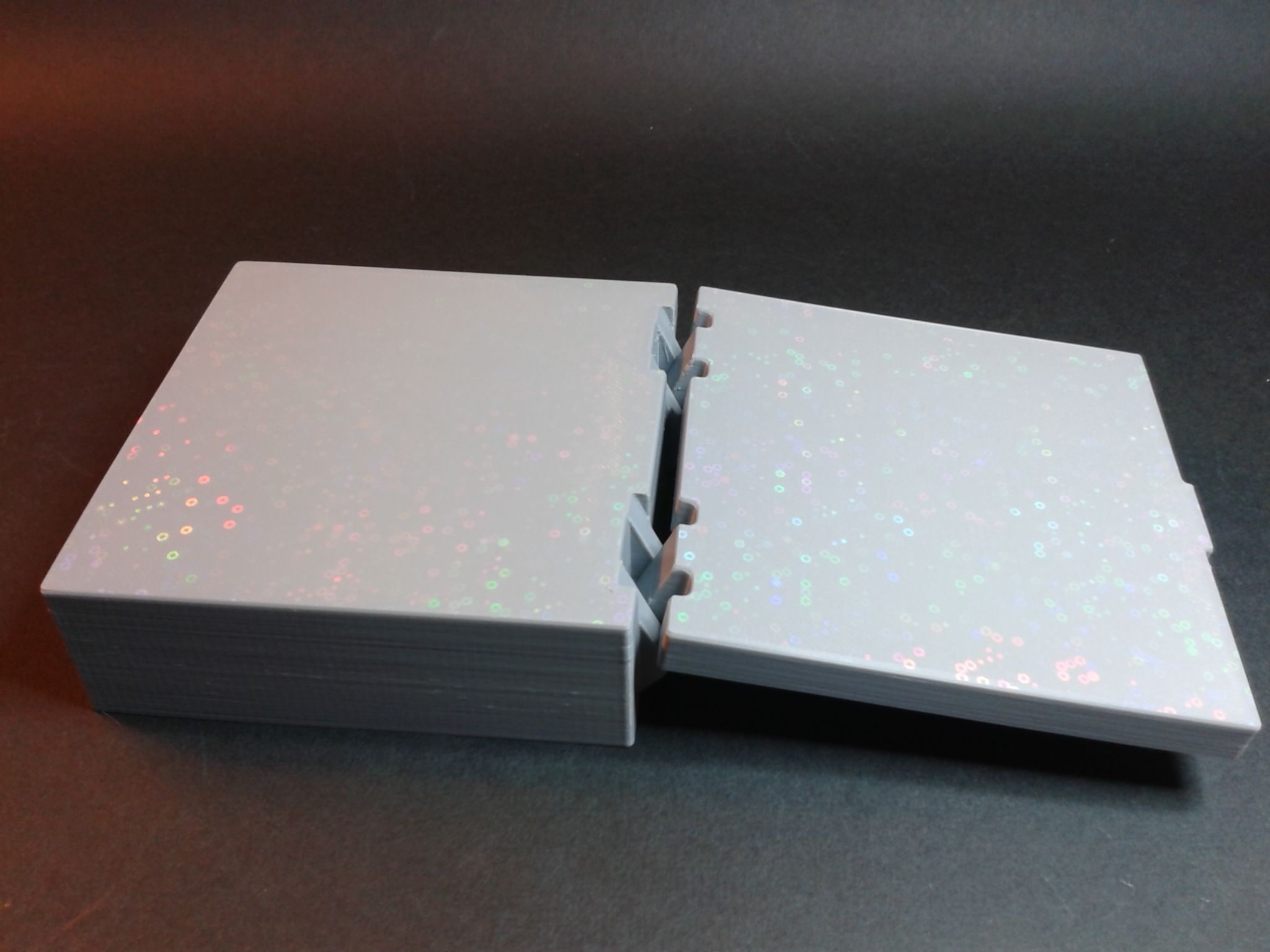
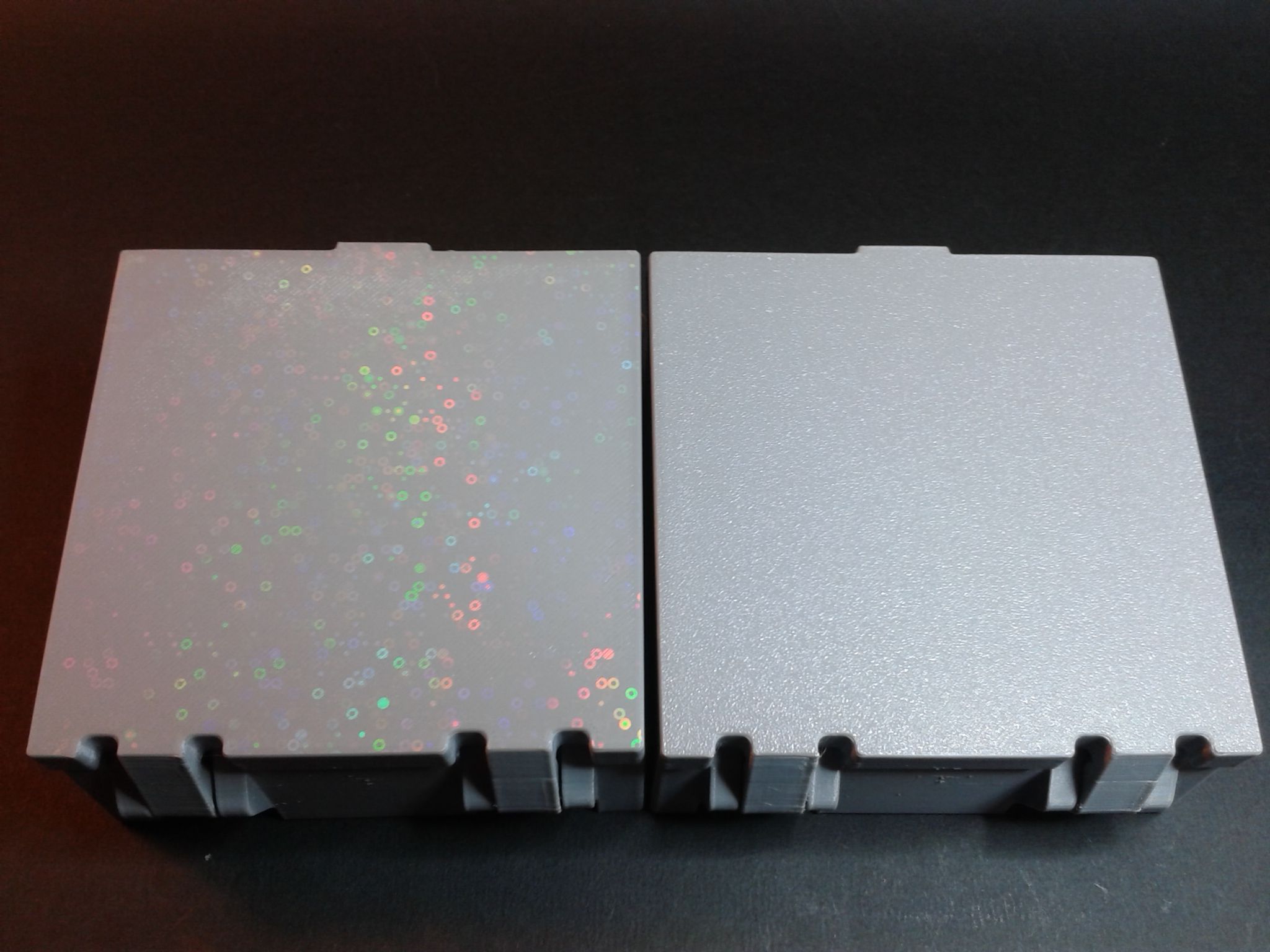
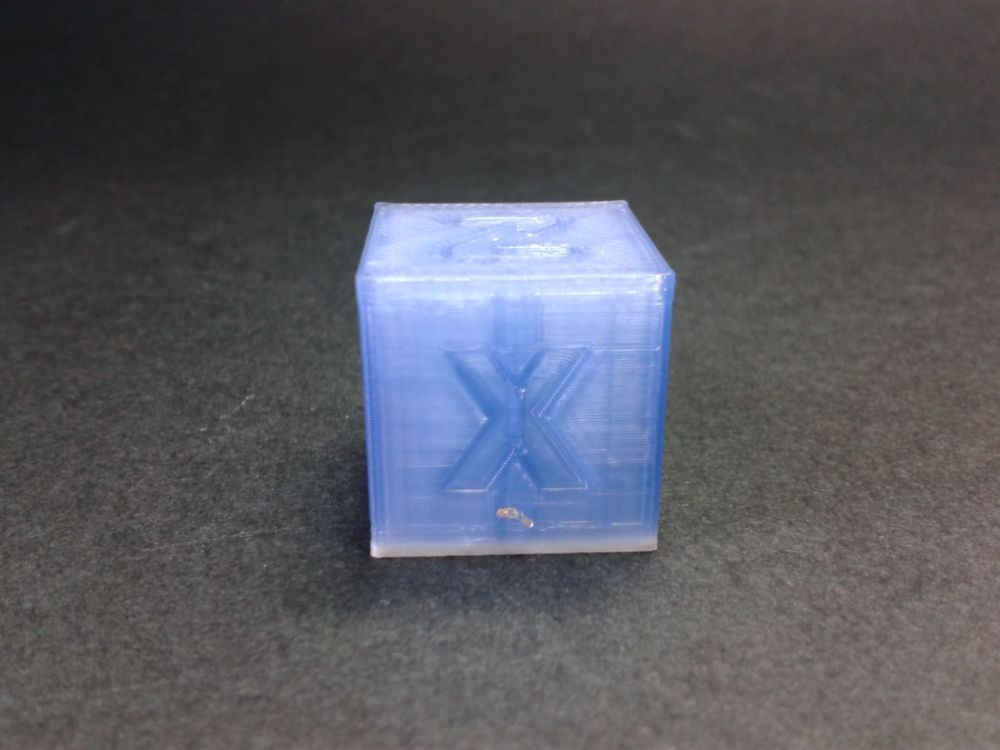
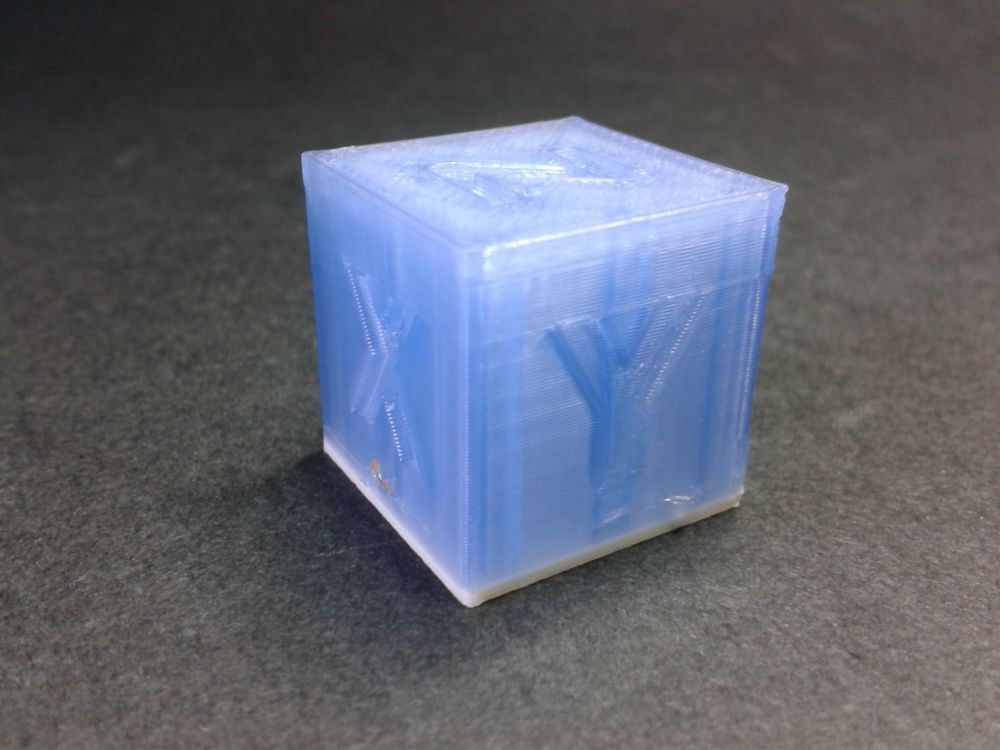
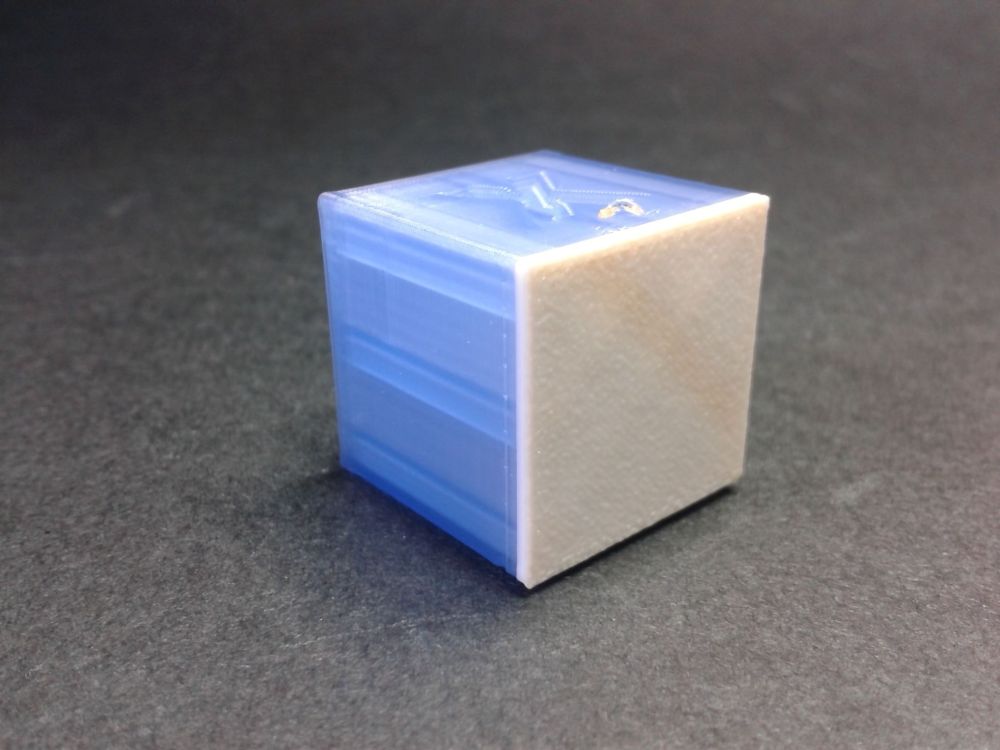
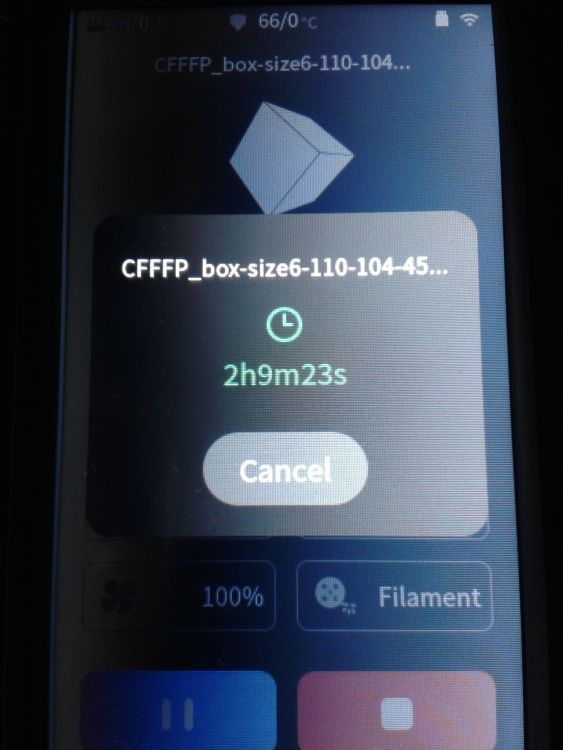
"Print in place boxes" de "Vidar" https://www.printables.com/fr/model/190380-print-in-place-boxes/ Fichier "Box-size6-110-104-45.stl" filament PLA Recyclé ArianePlast avec un plateau flexible ayant une surface "PEY circle" https://fr.aliexpress.com/item/1005005649083477.html ( a noter que comme j'ai un 235 x 235 mm et non un 230 x 230 mm comme le plateau d’origine de la Kobra 2 Pro, il faut bien faire attention a son placement pour éviter des problèmes de frottements/collisions contre le portique mais cela passe. ) même fichier d'impression mais sur la plaque flexible PEI texturé d'origine Les deux impressions côte à côte Même modèle mais tranché pour une vitesse de 400 mm/s, buse 245°C, filament Anycubic PLA Haute Vitesse gris Les deux impressions 400 mm/s côte à côte
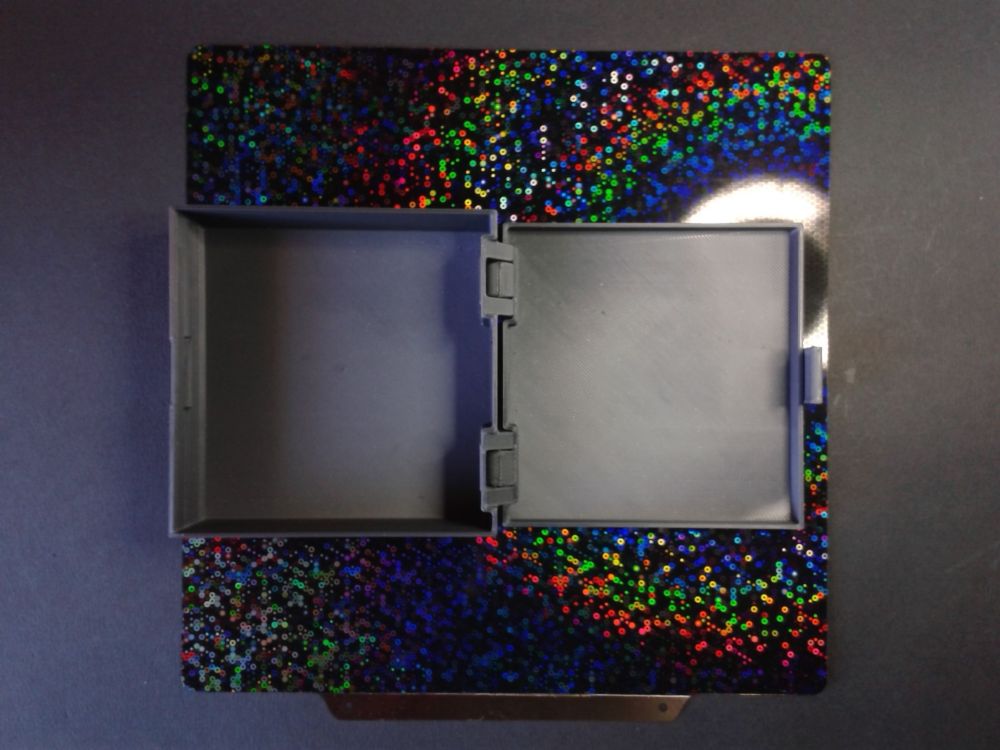
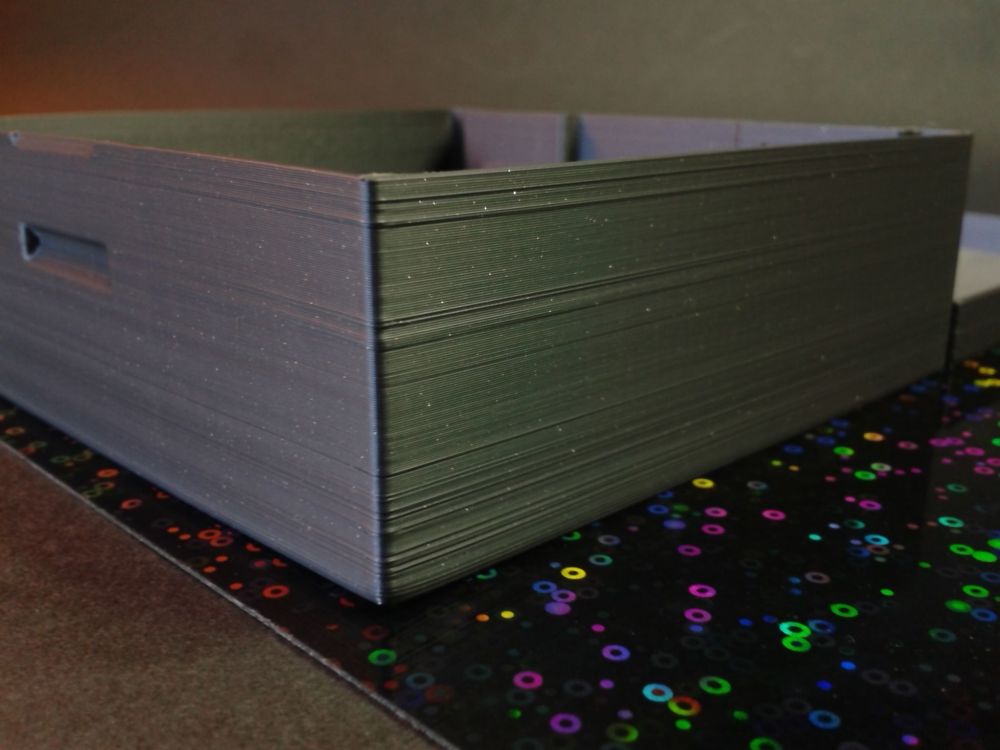
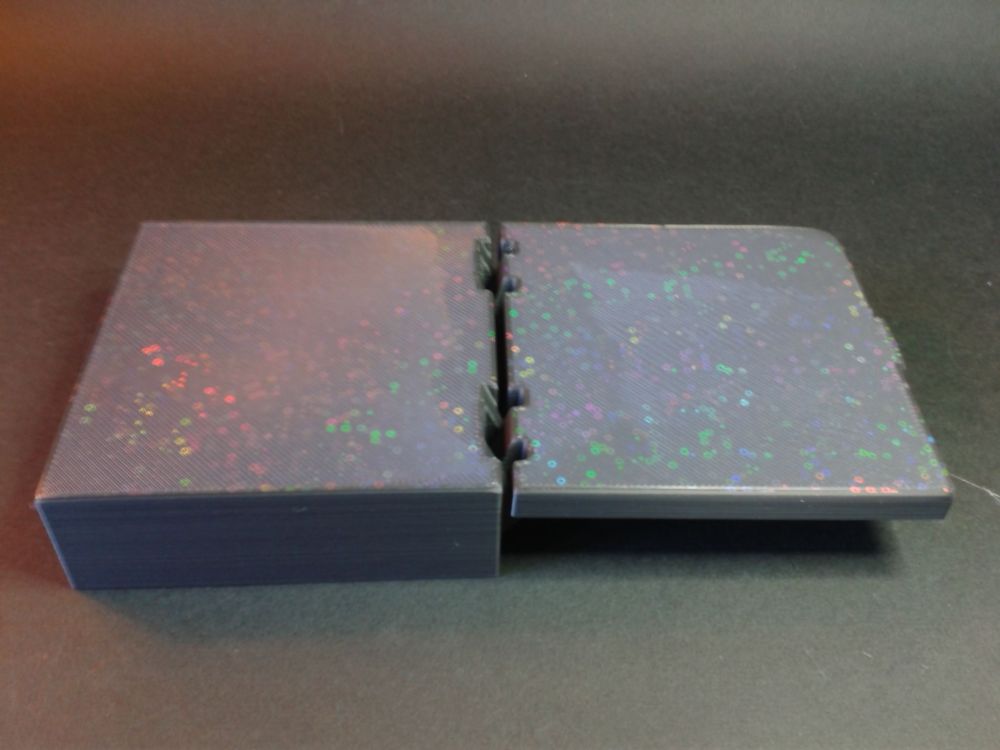
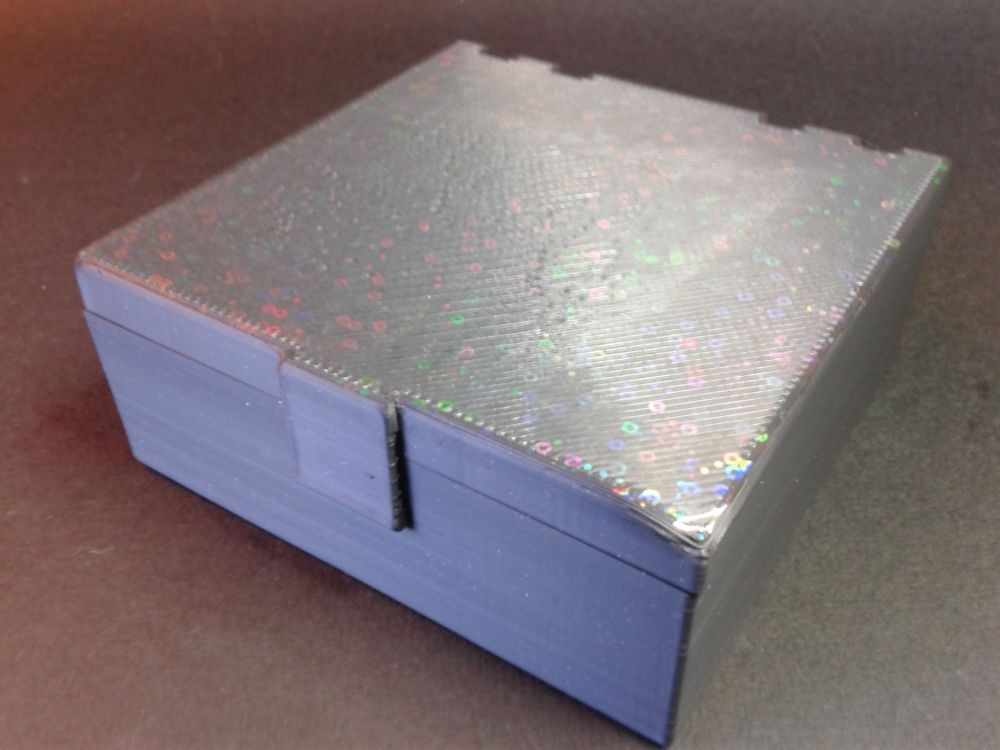
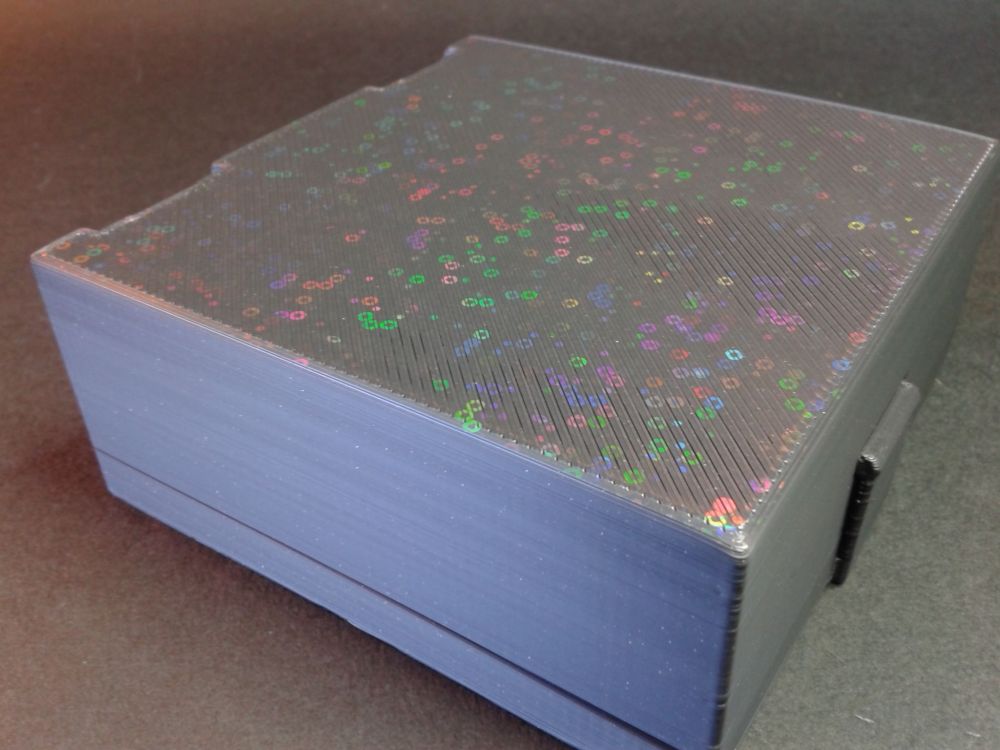
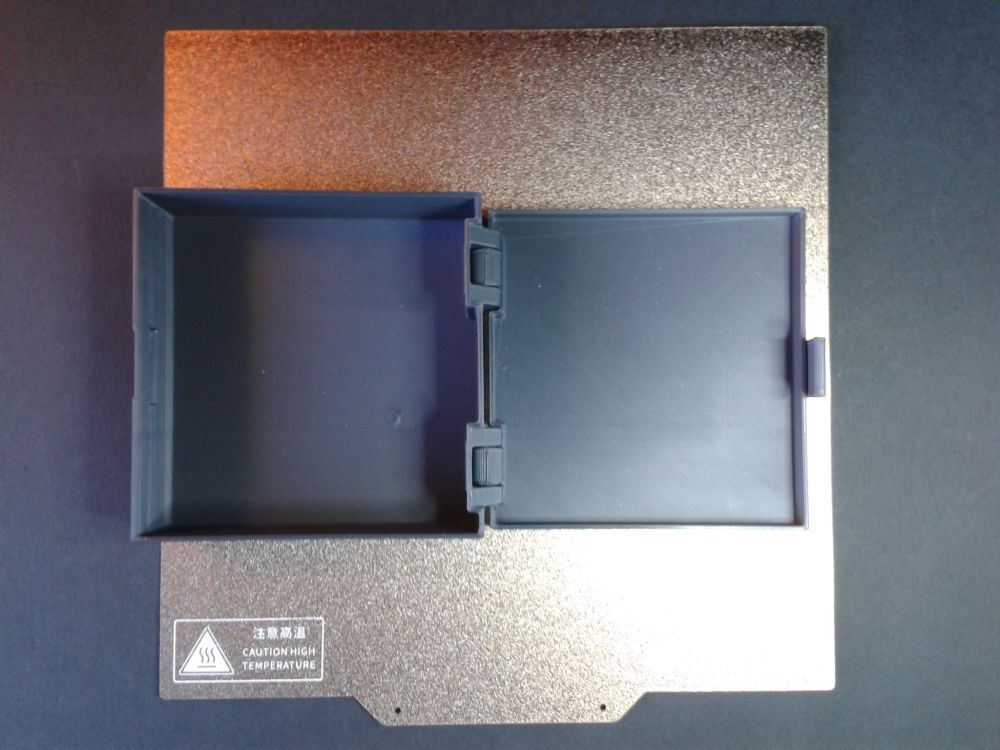
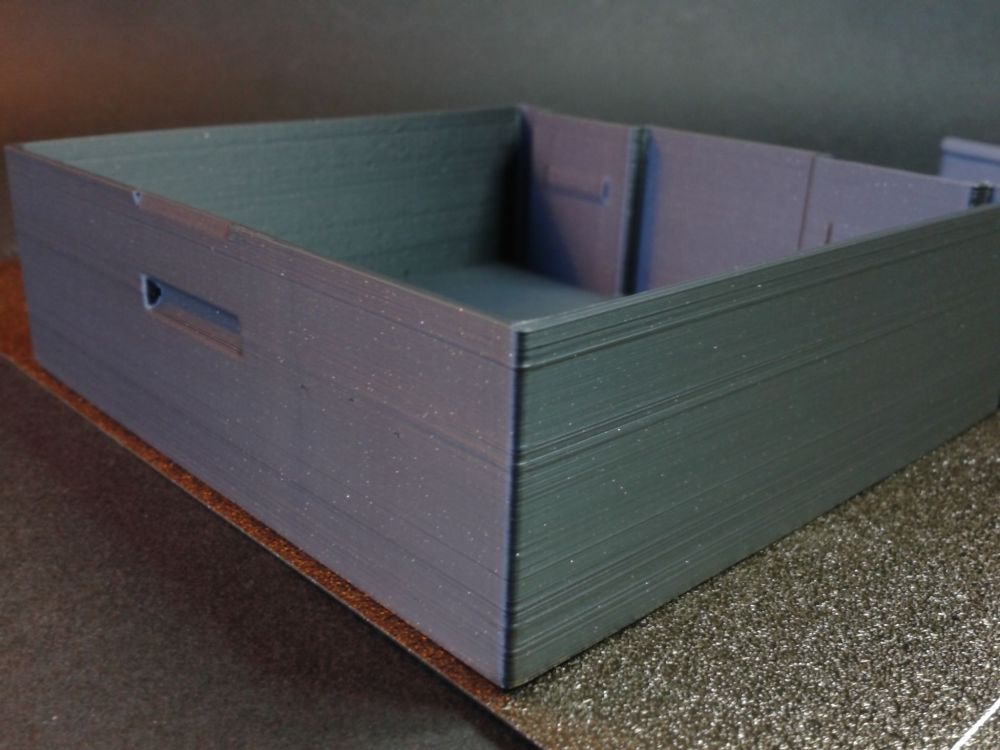


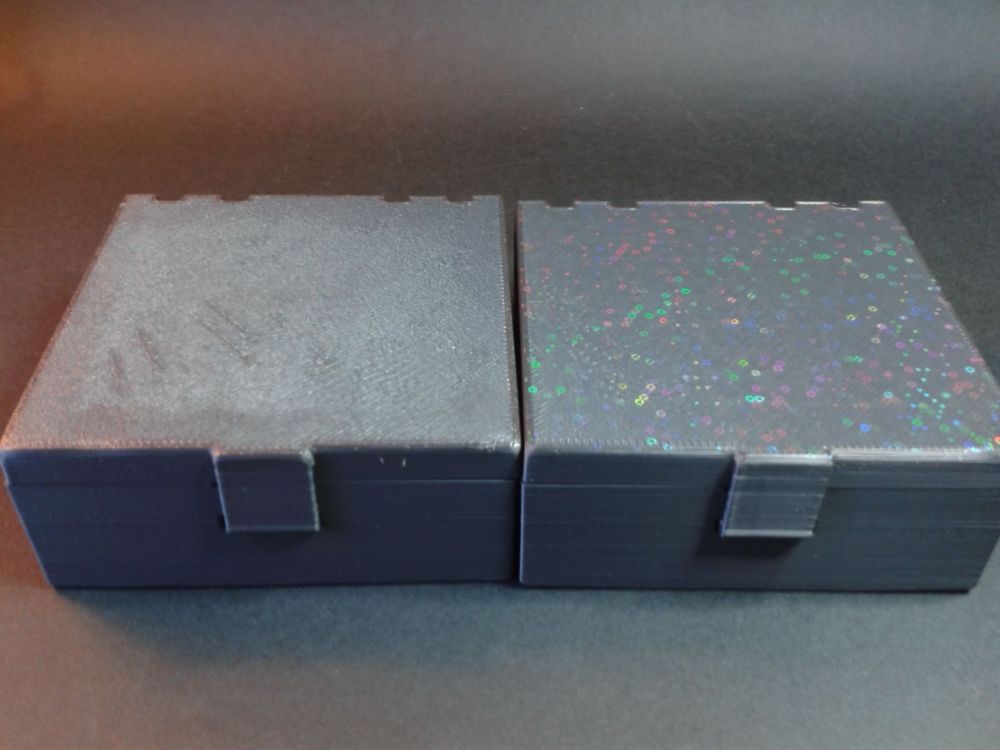
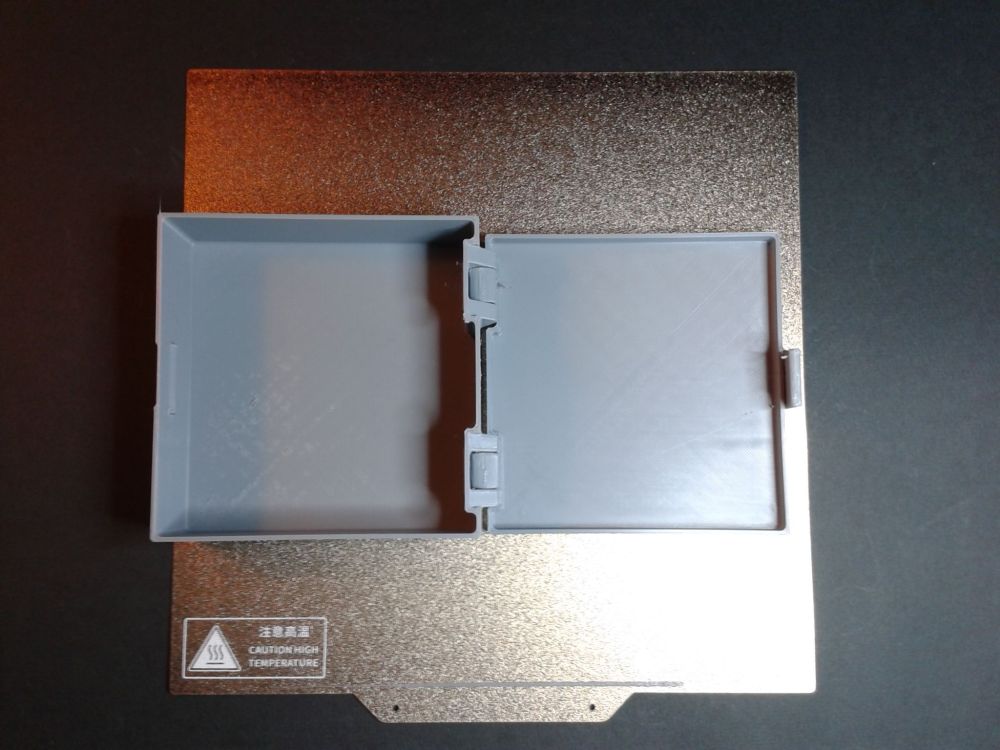
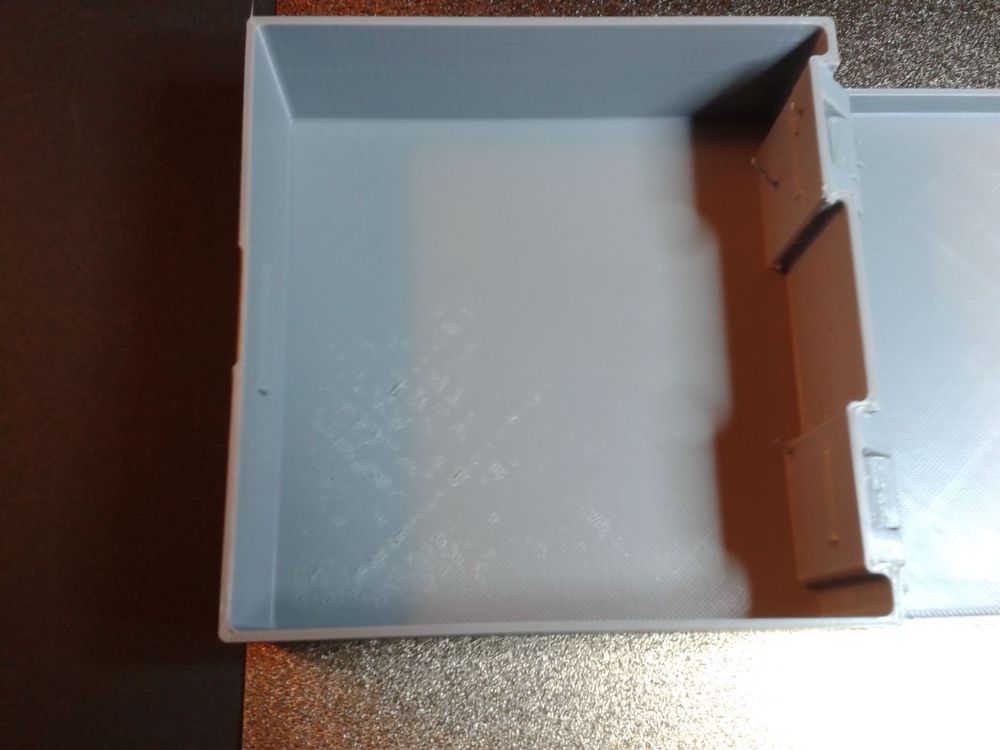
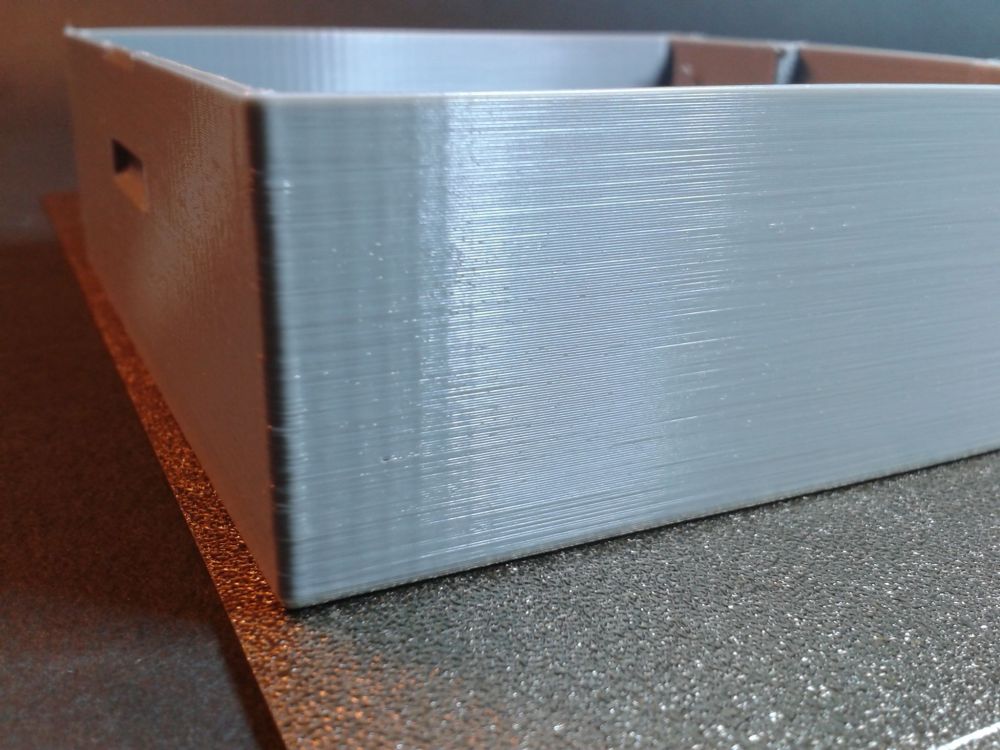
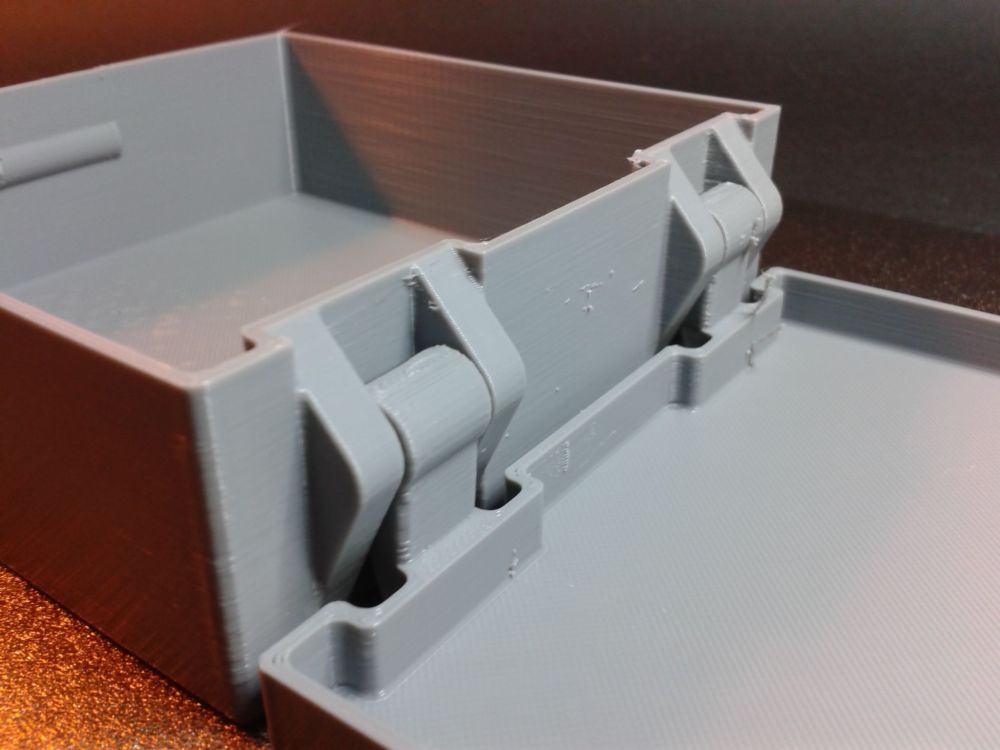
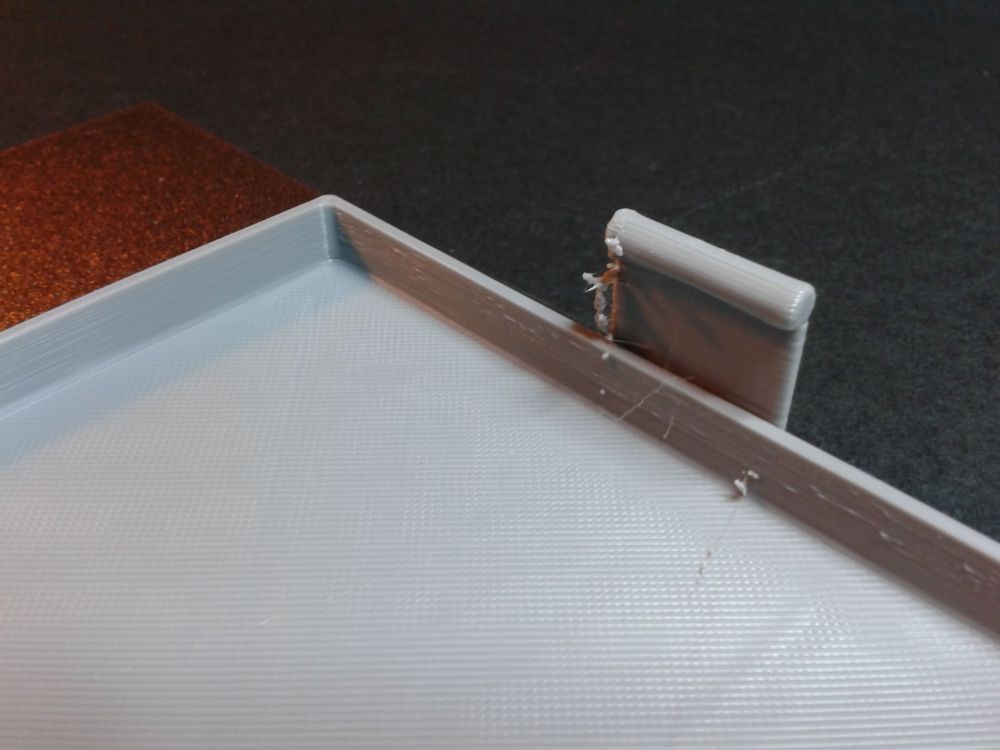
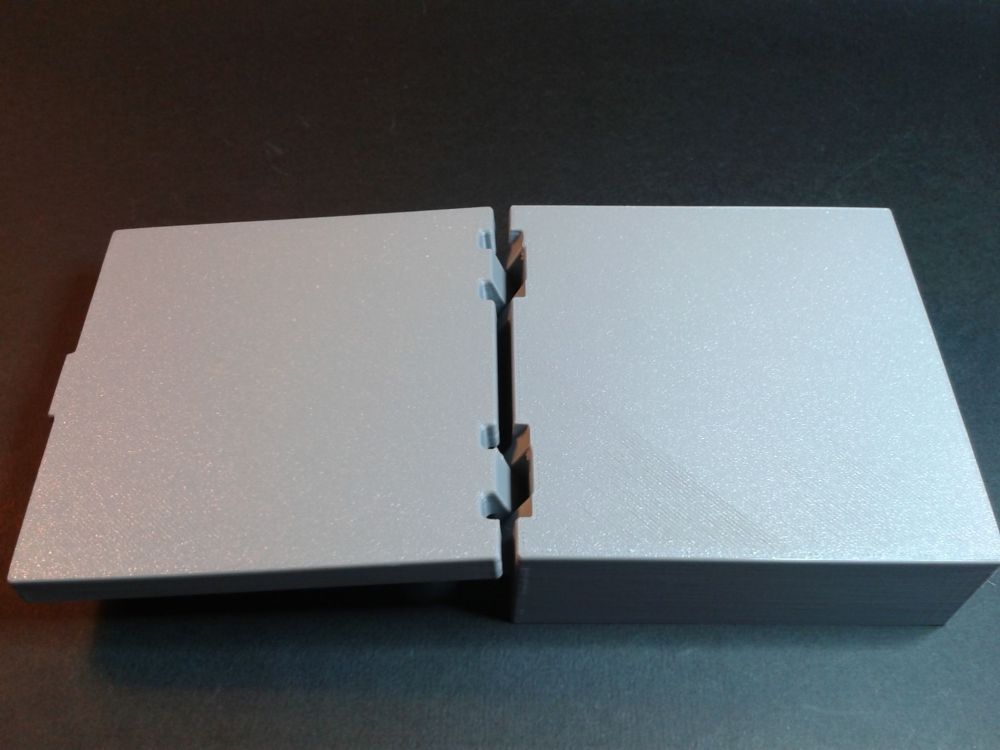
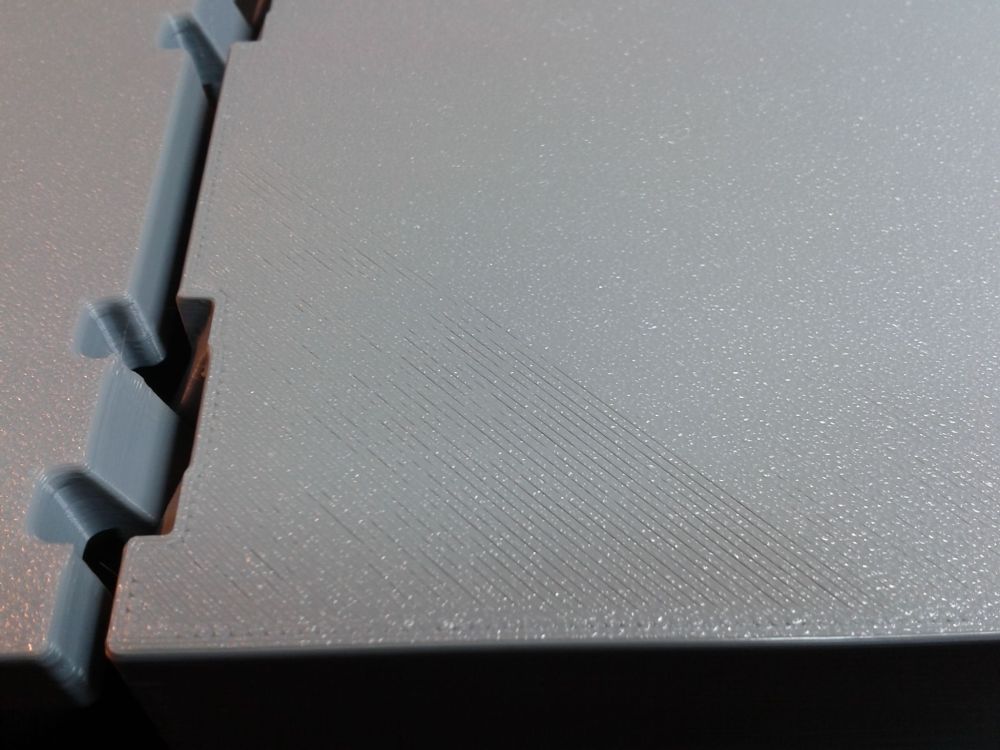
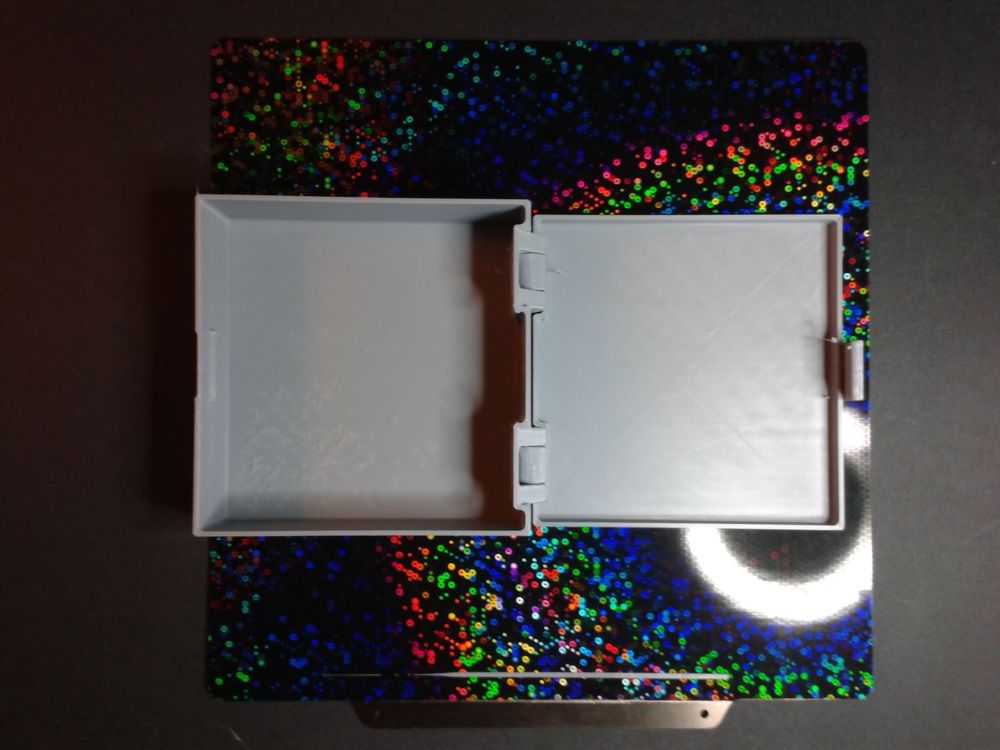
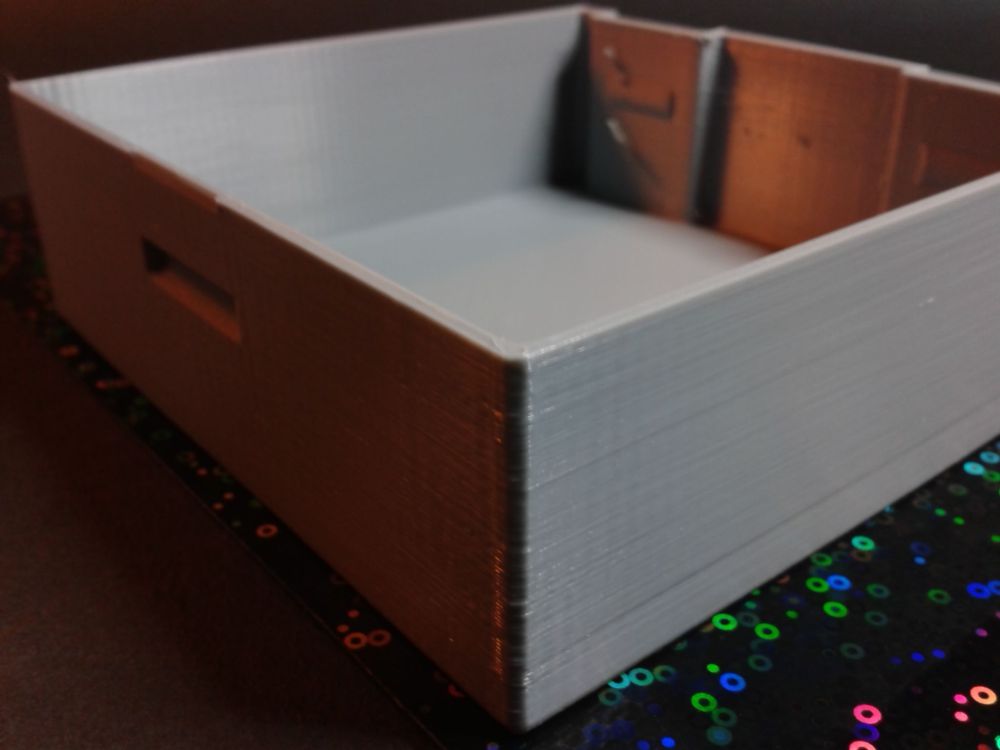
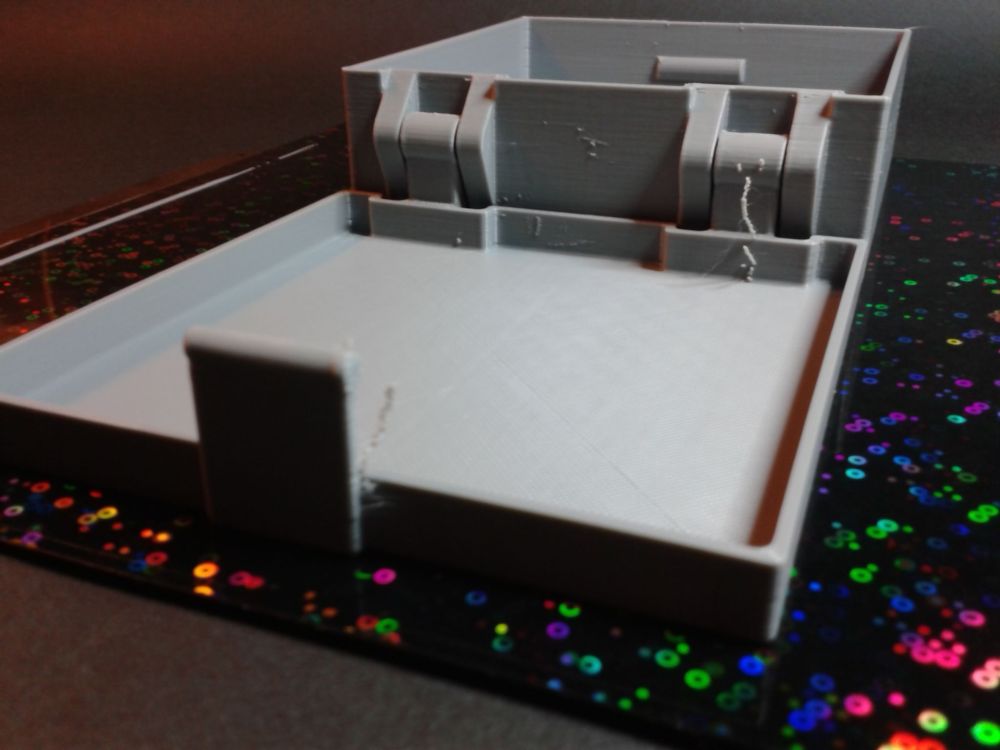
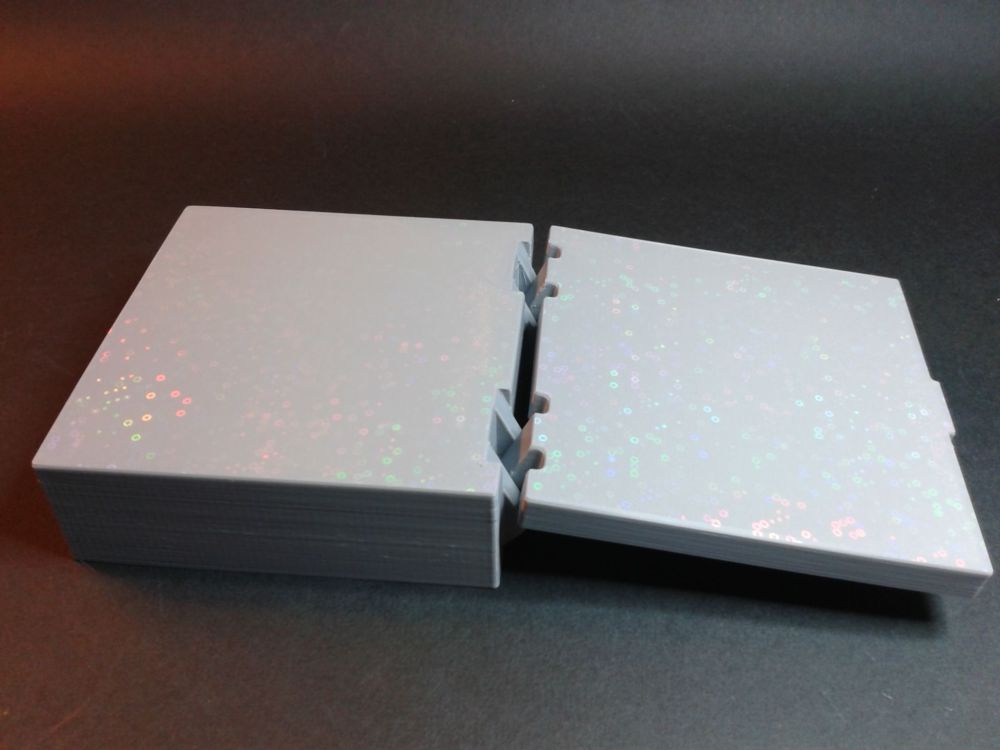
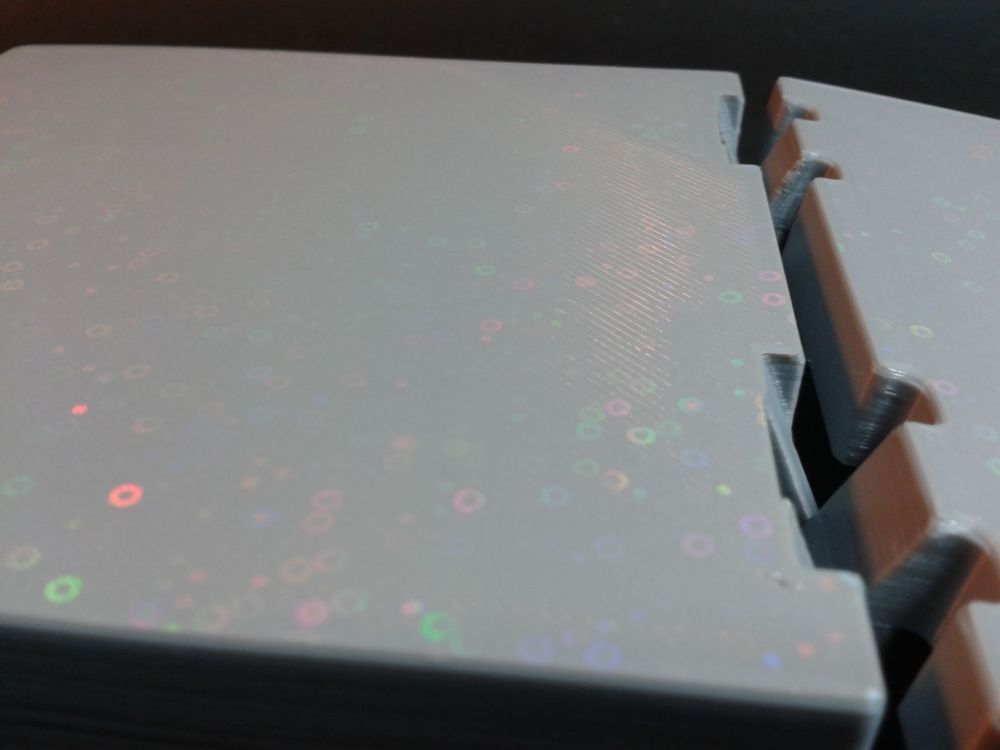

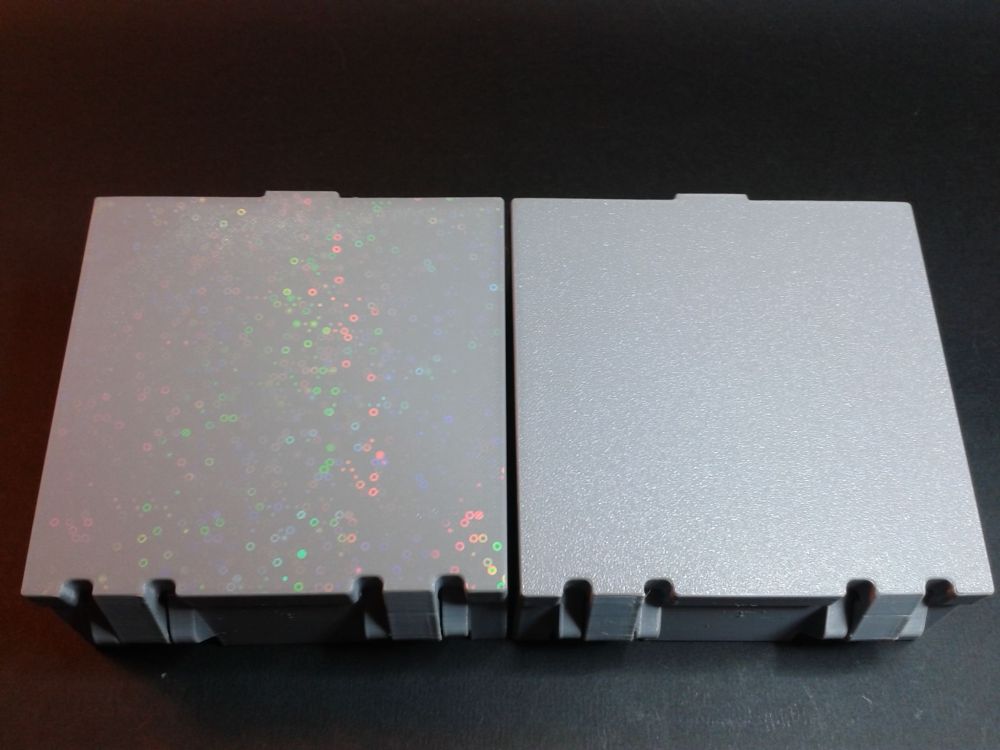 1 point
1 point