Classement




Contenu populaire
Contenu avec la plus haute réputation dans 30/12/2023 Dans tous les contenus
-
Dans la continuité : faut-il aussi sécher la chaussette en silicone de (l'archiduchesse) la buse chaude !!!
 3 points
3 points -
Suivant les cours du pétrole le plastique recyclé est plus ou moins cher que le plastique premier choix (dans les gammes dites de commodités). Heureusement qu'il y a de nouvelles obligations et la mode écolo car sinon la filière du recyclage pourrait disparaitre avec un baril à moins de 50$. Le recyclage est assez énergivore et couteux quand on détaille toutes les opérations: - Achats des rebuts chez les transformateurs, - Transport des rebuts, comme c'est sous la forme de pièces injectées ou autres procédés, il n'y a en moyenne que 5 à 8 T dans une semi complète. - Broyage par lot de même matière. - Dépoussiérage de la matière broyée - Transport chez celui qui va transformer ce broyé - Analyse afin de définir les pourcentages d'adjuvants à intégrer, si on refait une matière de bonne qualité et de caractéristiques constantes. - Séchage du broyé puis extrusion et coupe - Mise en sac ou bigbag - Transport chez le nouveau client ET OUI, le recyclage ce n'est pas que "Y a qu'a faire"3 points
-
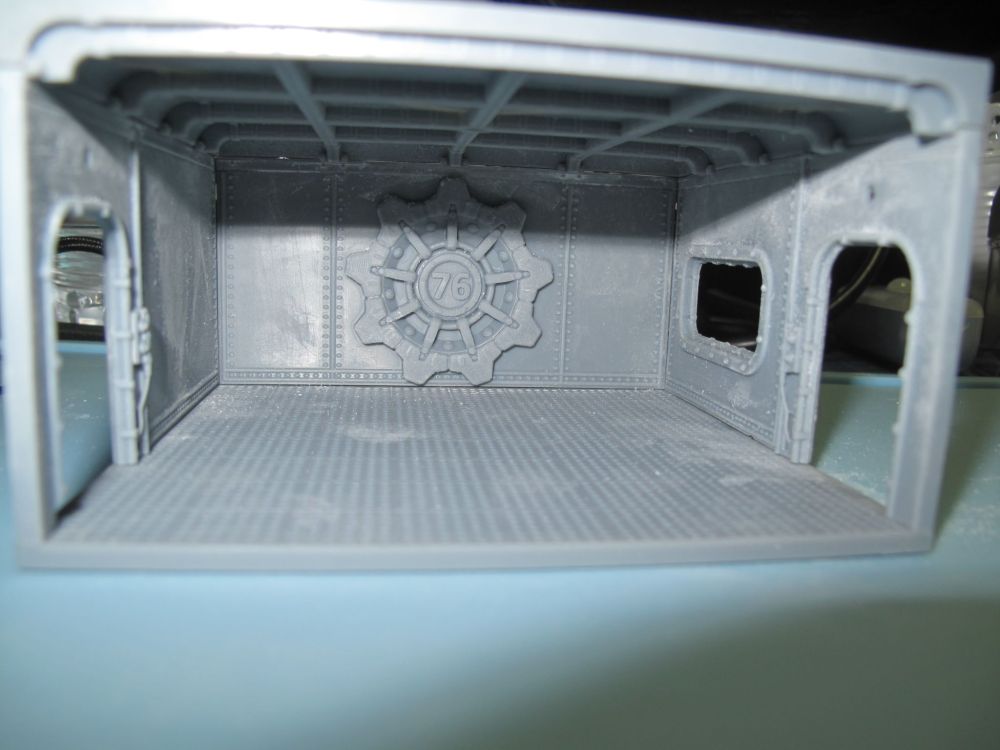
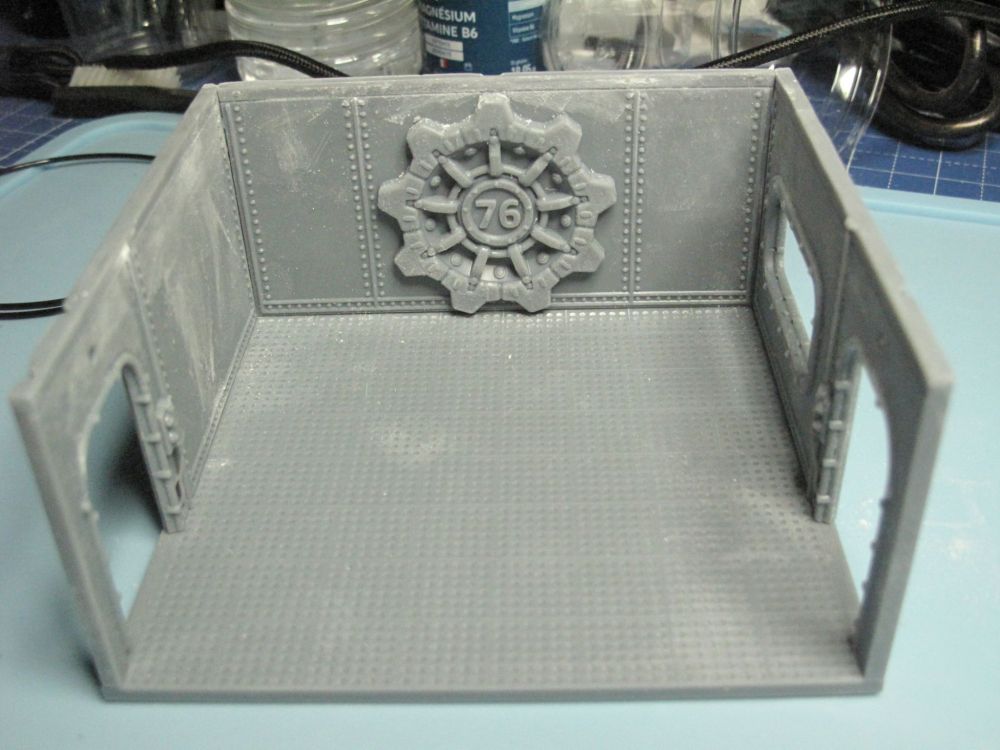
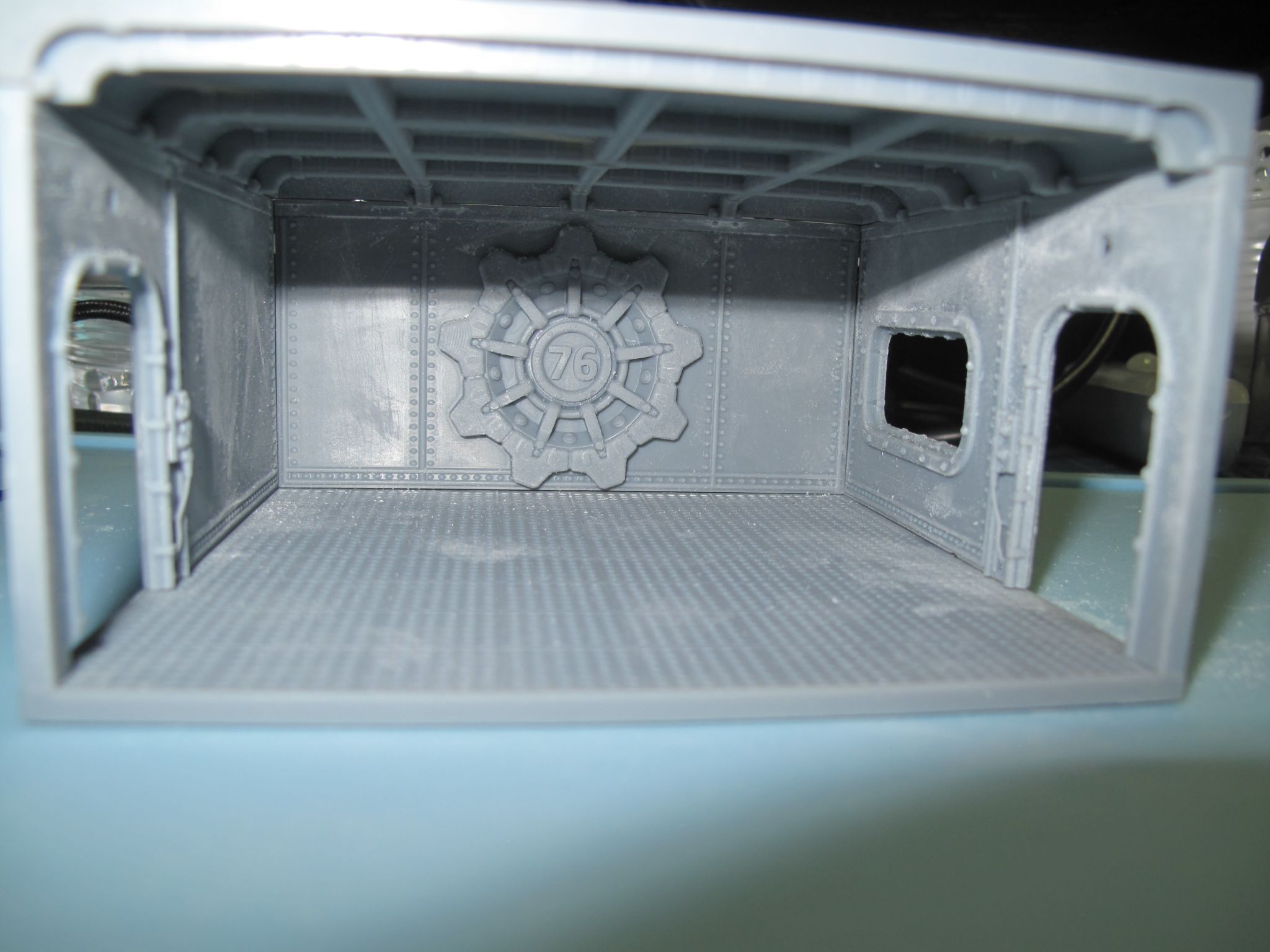
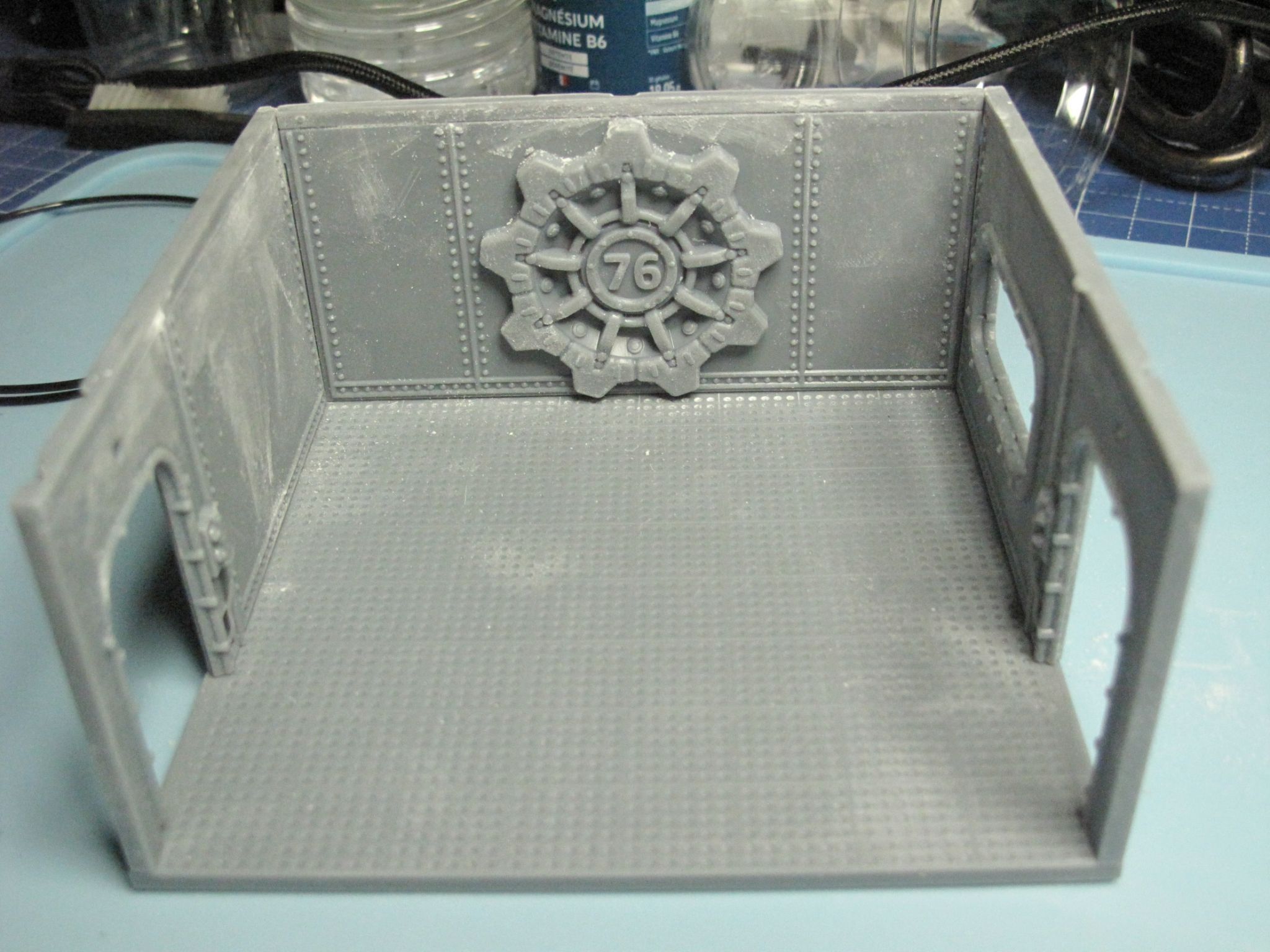
Premiers essais d'impression, quelques petits détails à changer, les trous de centrage pour fixer les parois sont trop petit pour y mettre un morceau de filament.

 3 points
3 points -
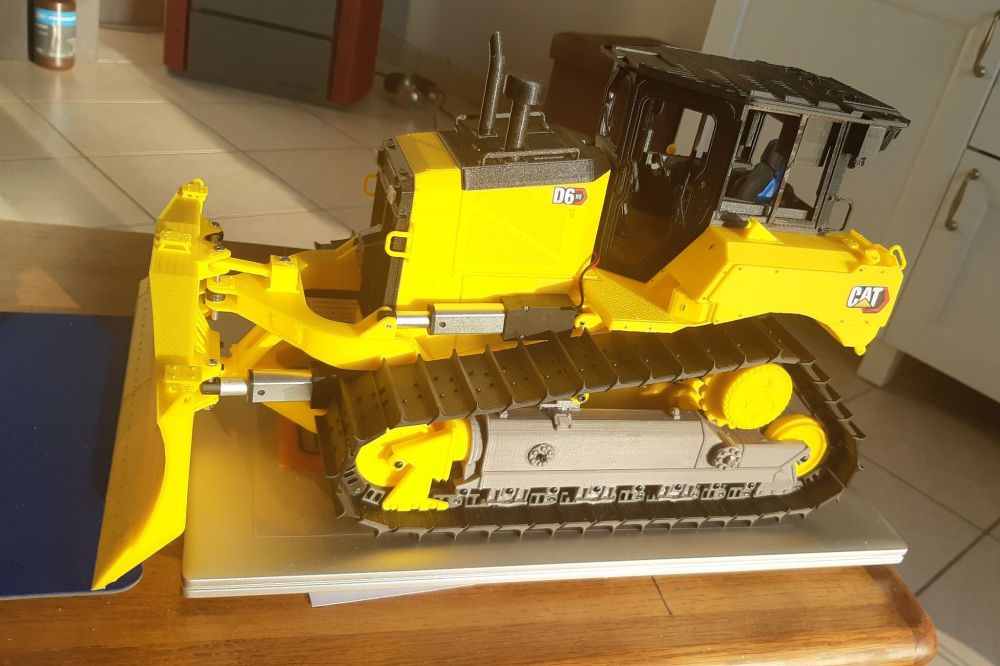
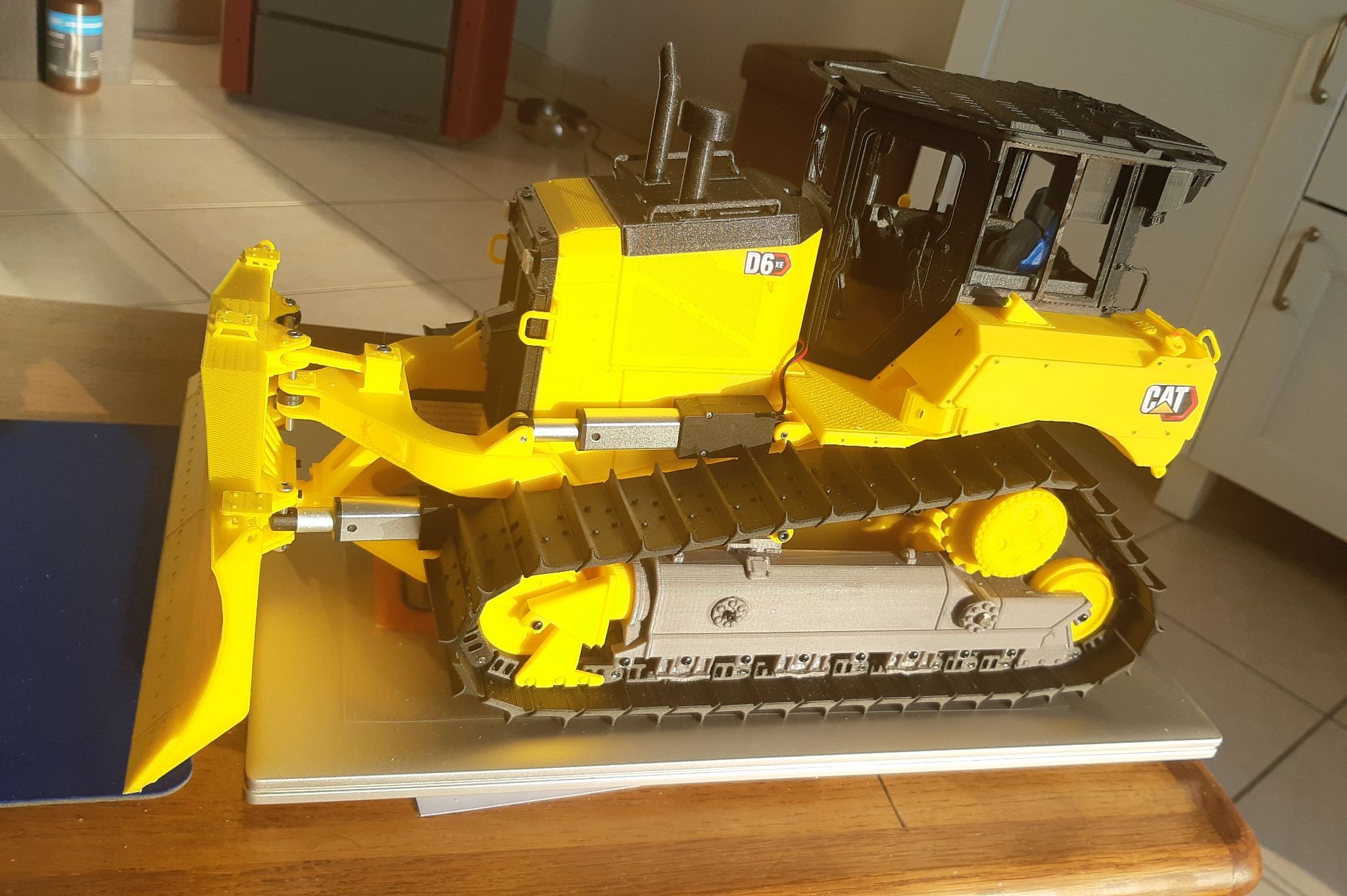
Bonjour, @silvertriple @Diodore Voici le Caterpillar équipé des vérins de lame fonctionnels. Je vais installer un bruiteur pour le moteur Diesel ! Quand j'aurai un moment je vais réaliser une vidéo. Bonnes fêtes de fin d'année 2023 à tous et vive 2024 dans la paix ! Francis
 3 points
3 points -
Bonjour, Le père Noël est passé avec sa hotte pleine et m' a laissé au passage une Bambu P1s Le Déballage et le montage est simple et rapide. Par contre je suis déçu par la notice de mise en route. Aucune explication sur le fonctionnement et de navigation du menu sur lecran qui est un peu petit. Pour le prix BambuLab aurait pu mettre l'écran de la série XE qui est plus large et sensitif. J'ai eu un souci d'adhérence avec la plaque structurée comme j'avais commandé un plaque lisse toutes les impressions se sont passées sans soucis et sans appoint de colle. Je fut surpris par sa rapidité et de sa qualité d'impression qui est excellente. Pr contre le point négatif est le bruit pendant sont fonctionnement. Cette imprimante n'est pas faite pour être en appartement . Les voisin vont souvent sonner à la porte. En conclusion hormis le bruit cette imprimante est très performante malgré son prix qui peut freiner son achat. J'ai effectué quelques test et impressions 1 Le Benchi 2 - Le multicolore 3 - Le petit boitier et protection du lecteur mini SD 4 - Test du petite lithophanie. 5-Le support de bobine extérieur sur le coté de l'imprimante 6- le bac de récupération de déchets



 3 points
3 points -
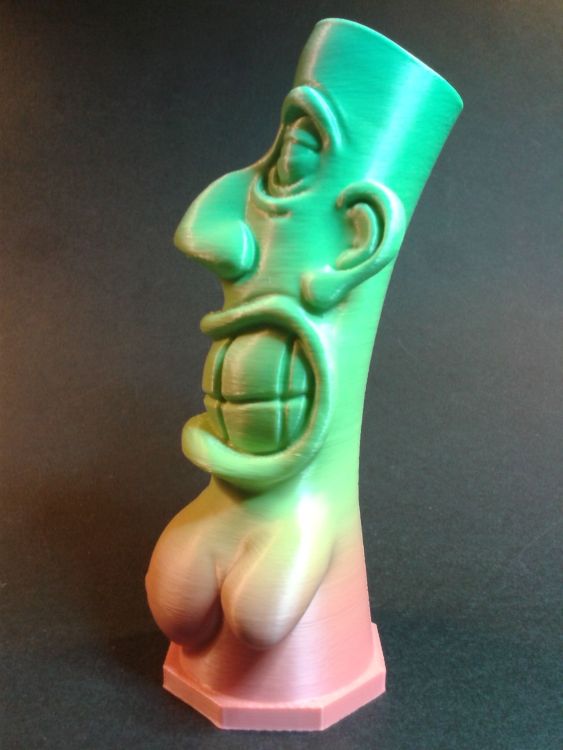
En filament Arianeplast bambou 3h35
 2 points
2 points -
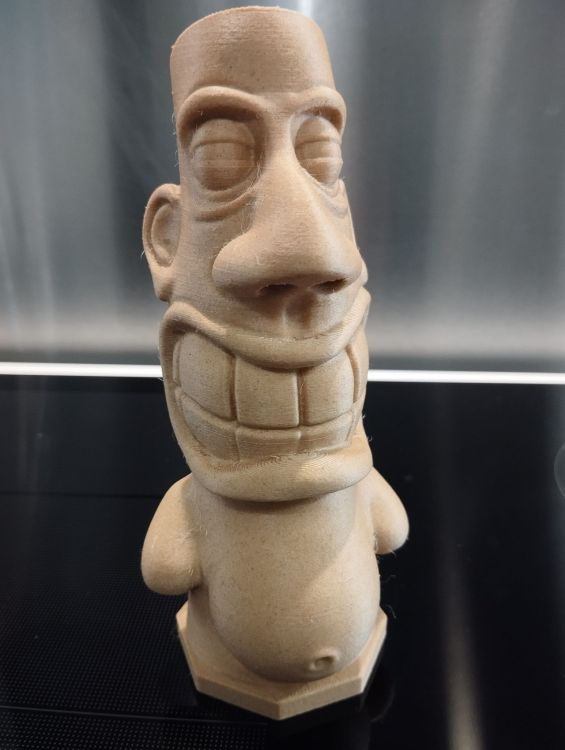
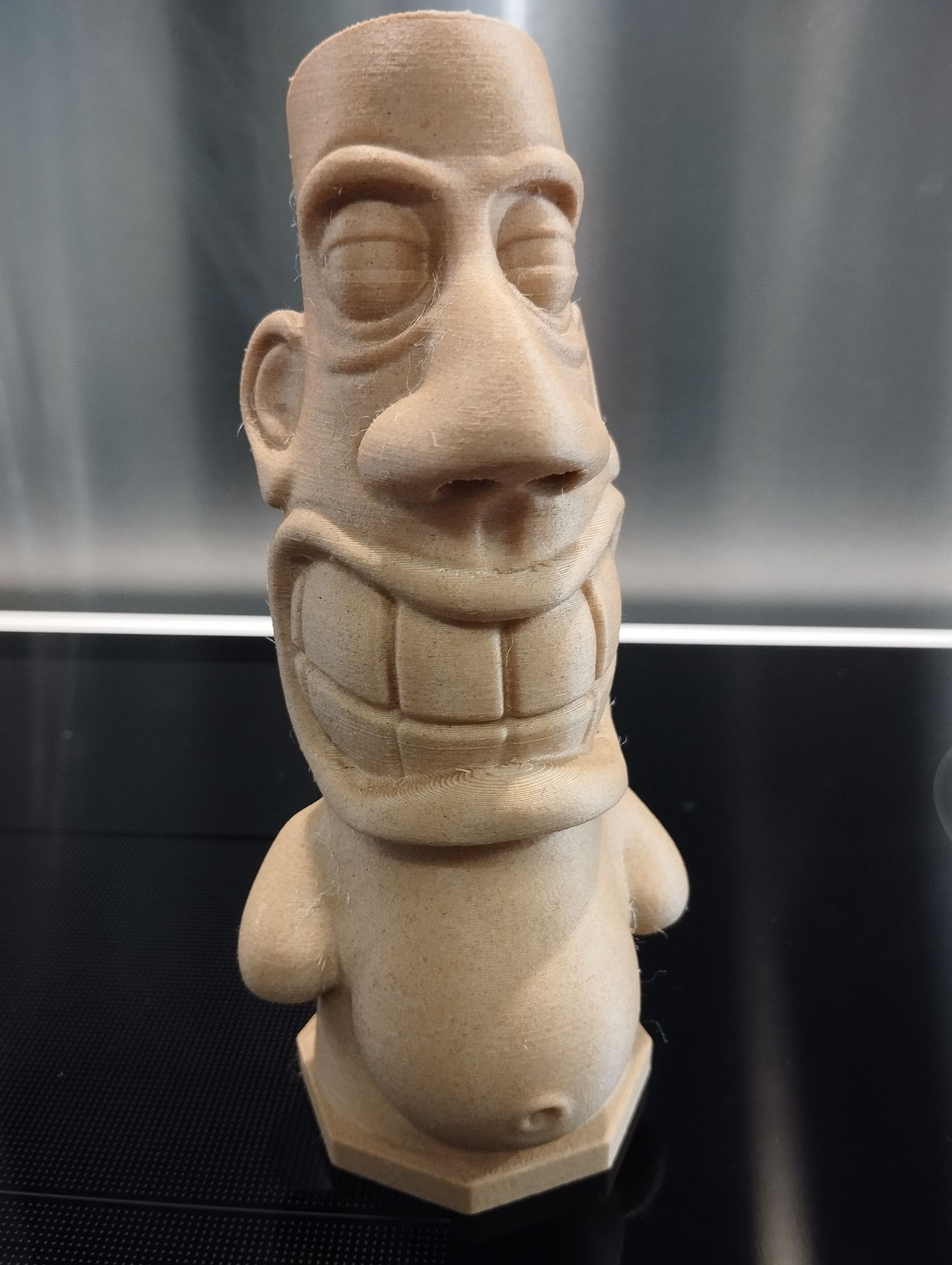
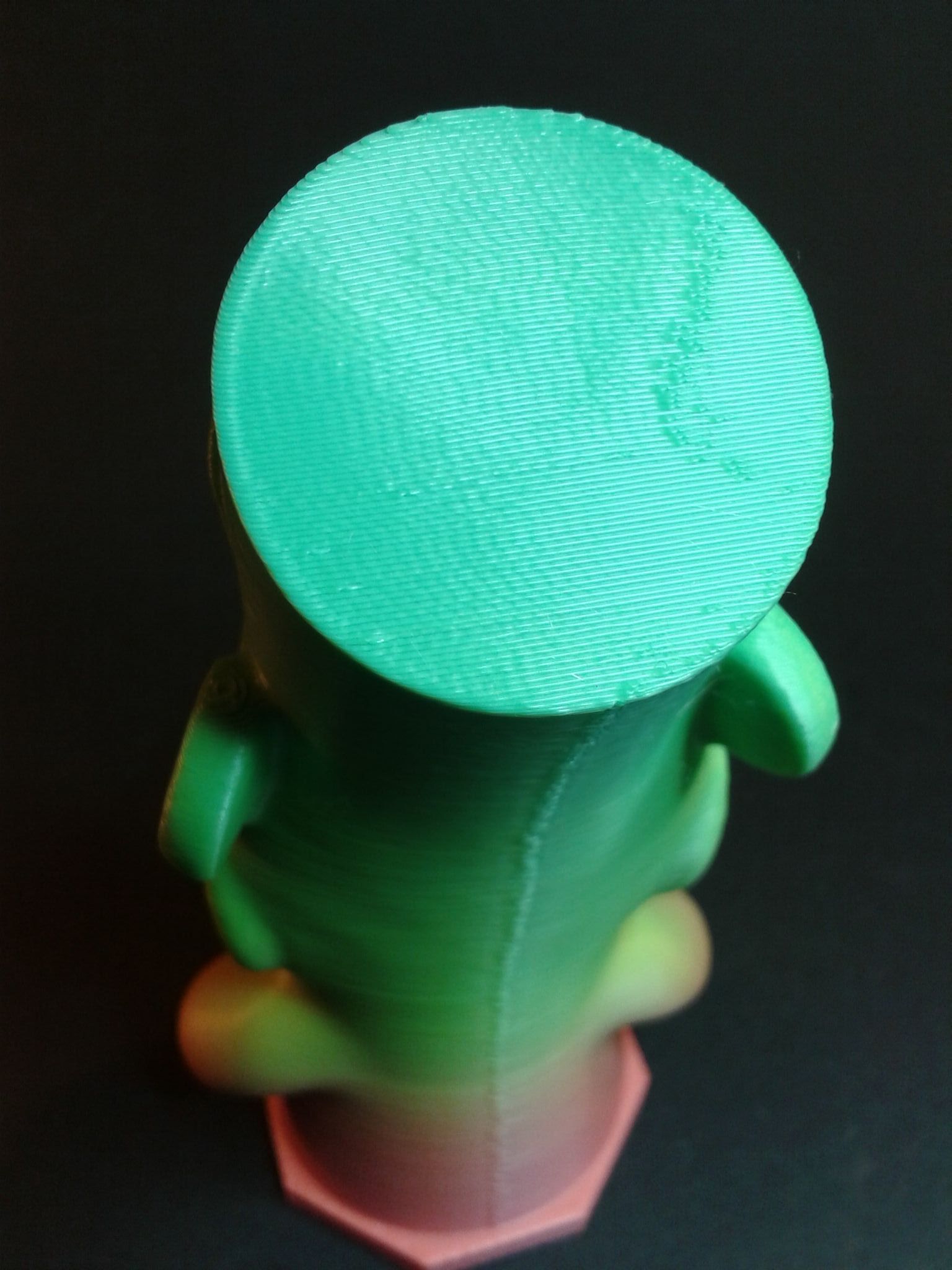
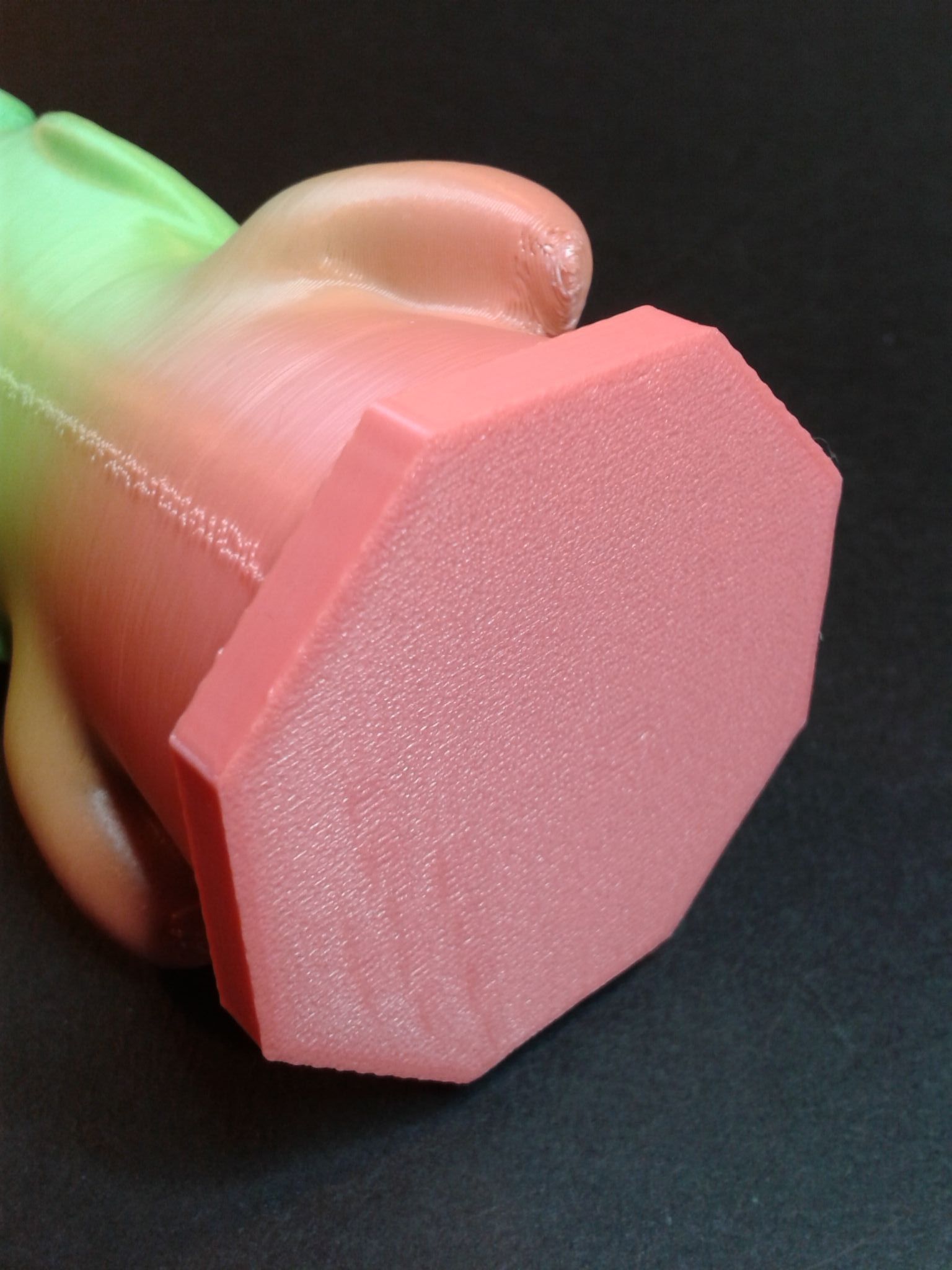
Fichier "tiki pierre.stl" ~105.2 Mo En ~ 3 h 22 m 7 s, filament Ender-PLA Rainbow Creality, sur une Ender-3 V3 KE, Tranché sous "Creality Print", profil qualité "Normal" (0.20 mm), Support arborescent fort.







 2 points
2 points -
T'as refait une bed leveling j'imagine ?2 points
-
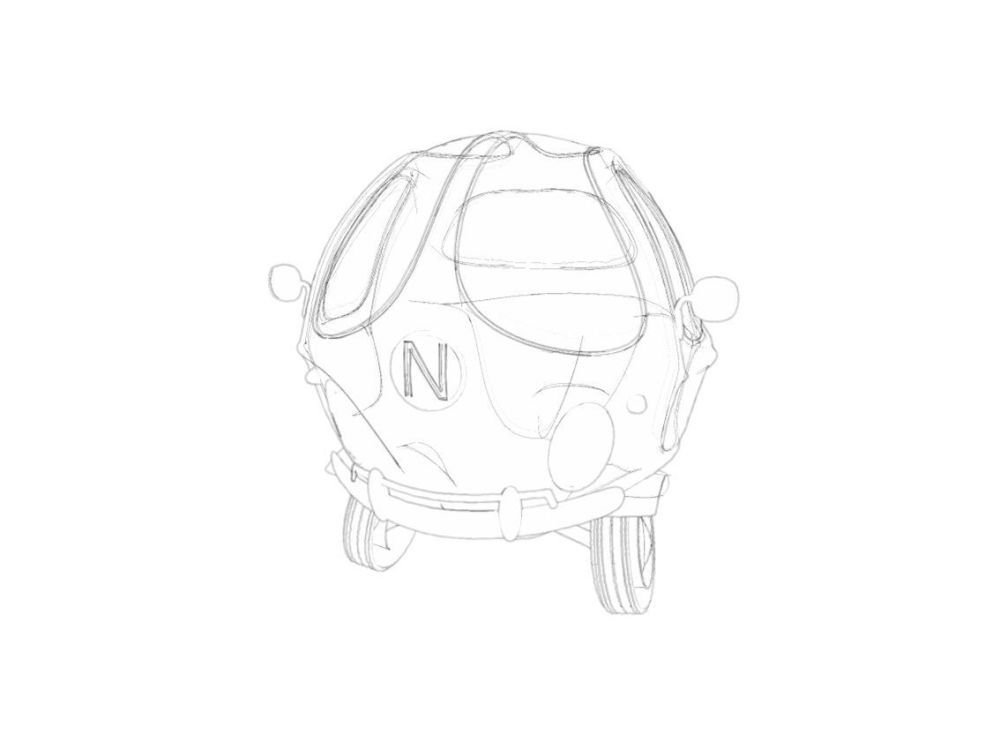
voila photo de l impression faite, j ai toutefois eu des soucis avec les rétroviseur latéraux qui était trop fin et on cassé faut que je les reimprime


 2 points
2 points -
Tu as raison @babous bambuLab concurrence la MK4 surtout avec l'arrivée de la nouvelle A1 en quatre couleurs qui est trois fois moins cher que la MK4 + MMU3. Sans oublier la A1 mini qui mange la Prusa Mini. J'attends l'arrivée d'une Bambu XL qui devrait faire très mal à Prusa en prix, qualité de finition, rapidité et délais de livraison (quand je lis sur le site de Prusa que les nouvelles commandes de XL seront traitées dans le premier semestre 2024, ce qui ne veut pas dire livrées, c'est lamentable) En comparaison la nouvelle Bambu A1 est déjà en stock et expédiée sous 1 à 3 JOURS.2 points
-
Prend ton temps, github c'est tout un monde (voir même plusieurs) c'est un superbe outil de travaille collaboratif. Et même si j'ai déjà fait quelques dépôts et PR, je n'ai qu'effleuré la surface. Alors, regarder le plugin "Settings Guide" de Ultimaker Cura et donc installer une version de Ultimaker Cura. Il y a pleins d'informations pour mieux comprendre l'impacte de certain paramètres et on retrouve beaucoup de paramètres identique ou équivalent sur d'autre trancheurs. ( Il y a aussi la documentation de Prusa Slicer sur le site de Prusa qui est traduite en Fr) Quand je trouverais du temps, je regarderais pour faire une "review" de ta PR. Peut être pas complète mais de ce que je peux. Mais attention je fait tellement de fautes a l'écris qu'il faudra bien vérifier voir corriger ce que je propose comme modif avant de les accepter.2 points
-
Comment passer de l'impression 3D au BDSM (en plus avec des animaux )2 points
-
@PPAC Je découvre github. C est un peu complexe au début. En plus du jargon que je devine ! Je me demande où j ai mis les pieds ! Bref le but est d avoir une traduction clair . Car pour l'instant je ne peut pas progresser en impression, car je ne comprends pas la plupart des réglages... je suis nuls en anglais. C'est la raison qui me motive a affiner la traduction ! Le paradoxe Effectivement ,ce n'ai plus en brouillon. Je vais corriger ! C'est une bonne idée de m'aider en prenant exemple sur cura ! "Distance d'essuyage ! " ça me parle . Je prends note de changer le titre ! '( ok modifier) En fait pour être honnête j' ai un peu essayer au hasard d envoyer une modif ! Y a que comme ça que je comprends comment ça fonctionne ! Du coup il y a des boulettes! Merci pour ton retour. Hésite pas si tu as des suggestions.Je prends2 points
-
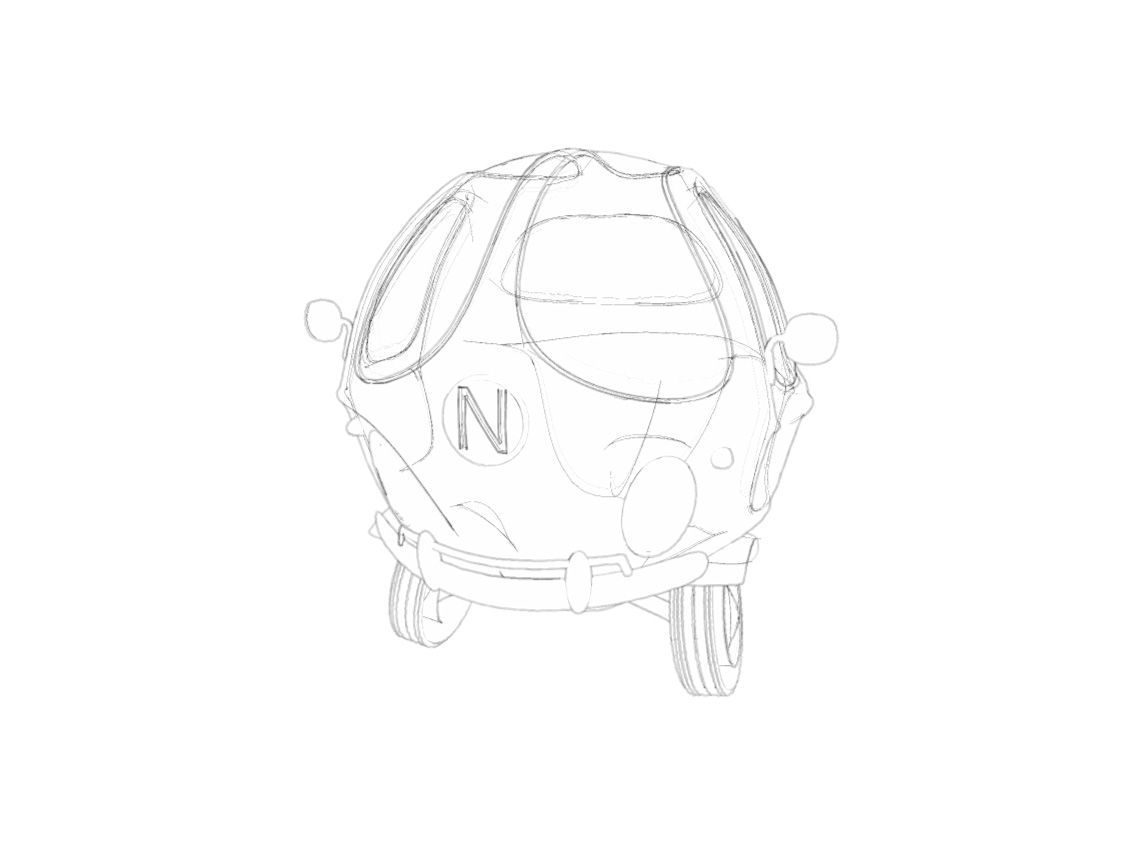
Pour rester dans le thème de noël, j avais, il y a quelques années, proposé au père Noël de se moderniser, et étant perso fan des vw, le lui avait confectionné un nouveau traineau : la CombiNo



 2 points
2 points -
non, sauf si tu as séché tes sachets (à répéter 10 fois rapidement) avant, sinon il vont humidifier le filament. Le filament commence par s'humidifier du même côté que le séchage le sèche (10 fois aussi )2 points
-
@pascal_lb, @PPAC, @Sensa Oups ! Grosse boulette de ma part... C'est une pièce assez ancienne (2019) et je n'ai pas vérifier le fichier STL qui en fait ne correspond pas aux photos publiées sur CULTS... et comme je ne le retrouve pas je vais le refaire avec les yeux et un socle OK... La bonne version est maintenant disponible sur CULTS...2 points
-
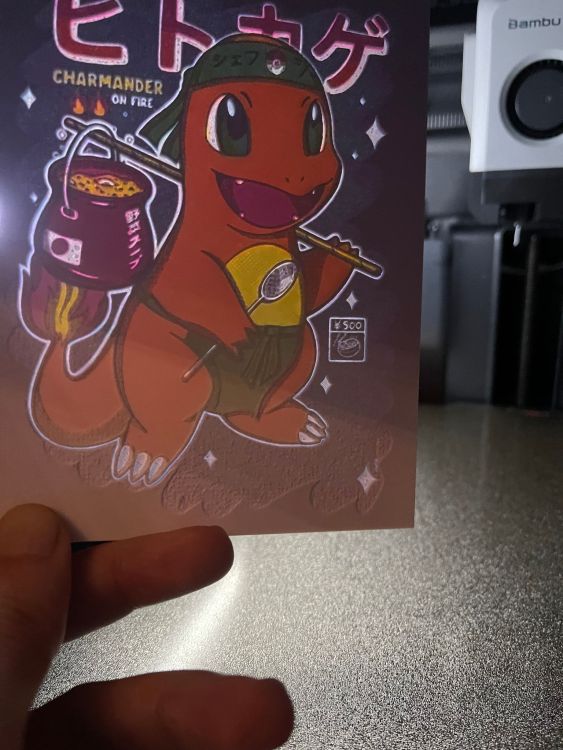
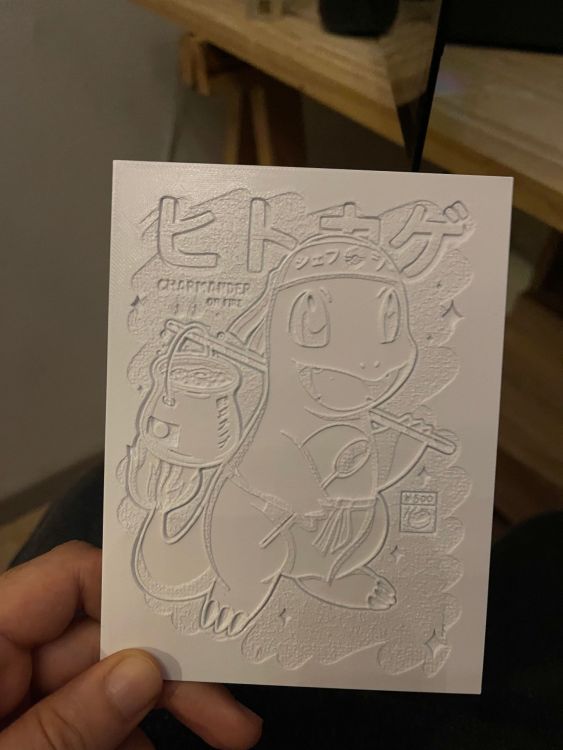
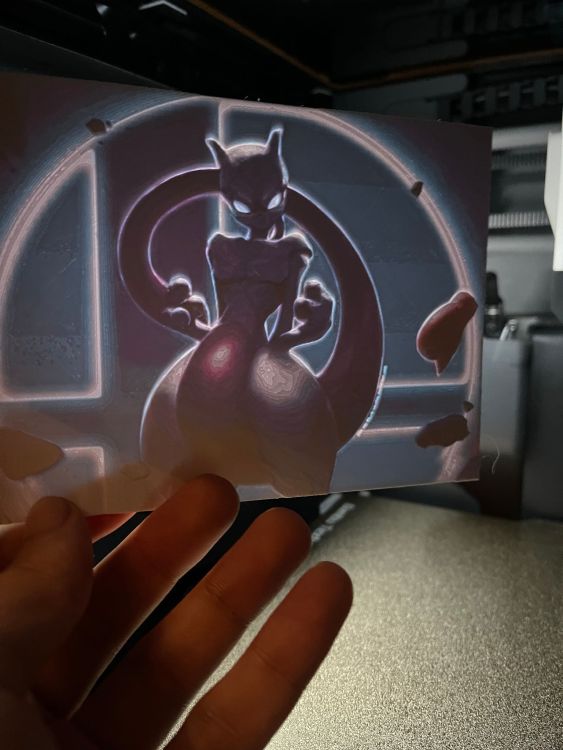
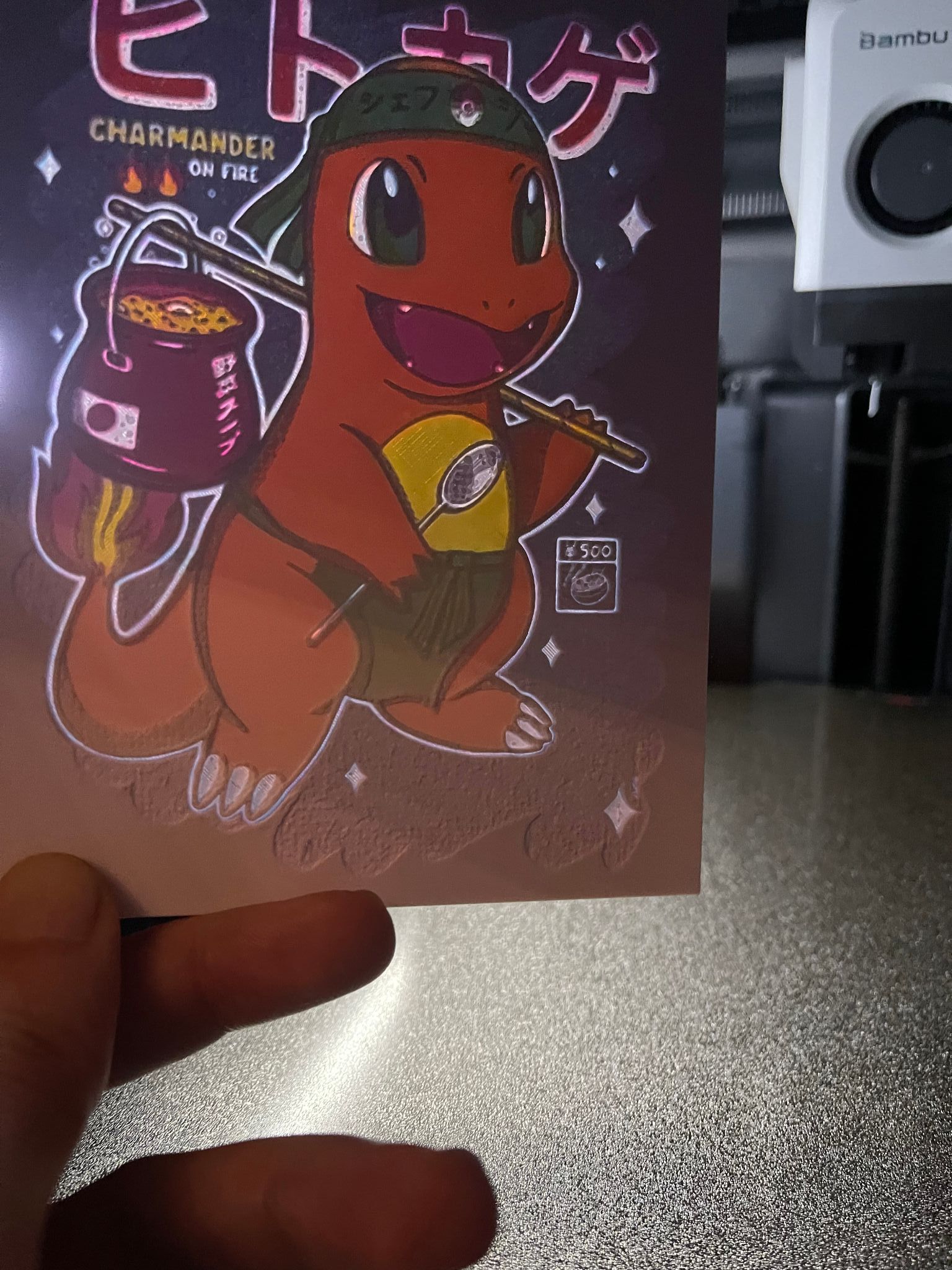
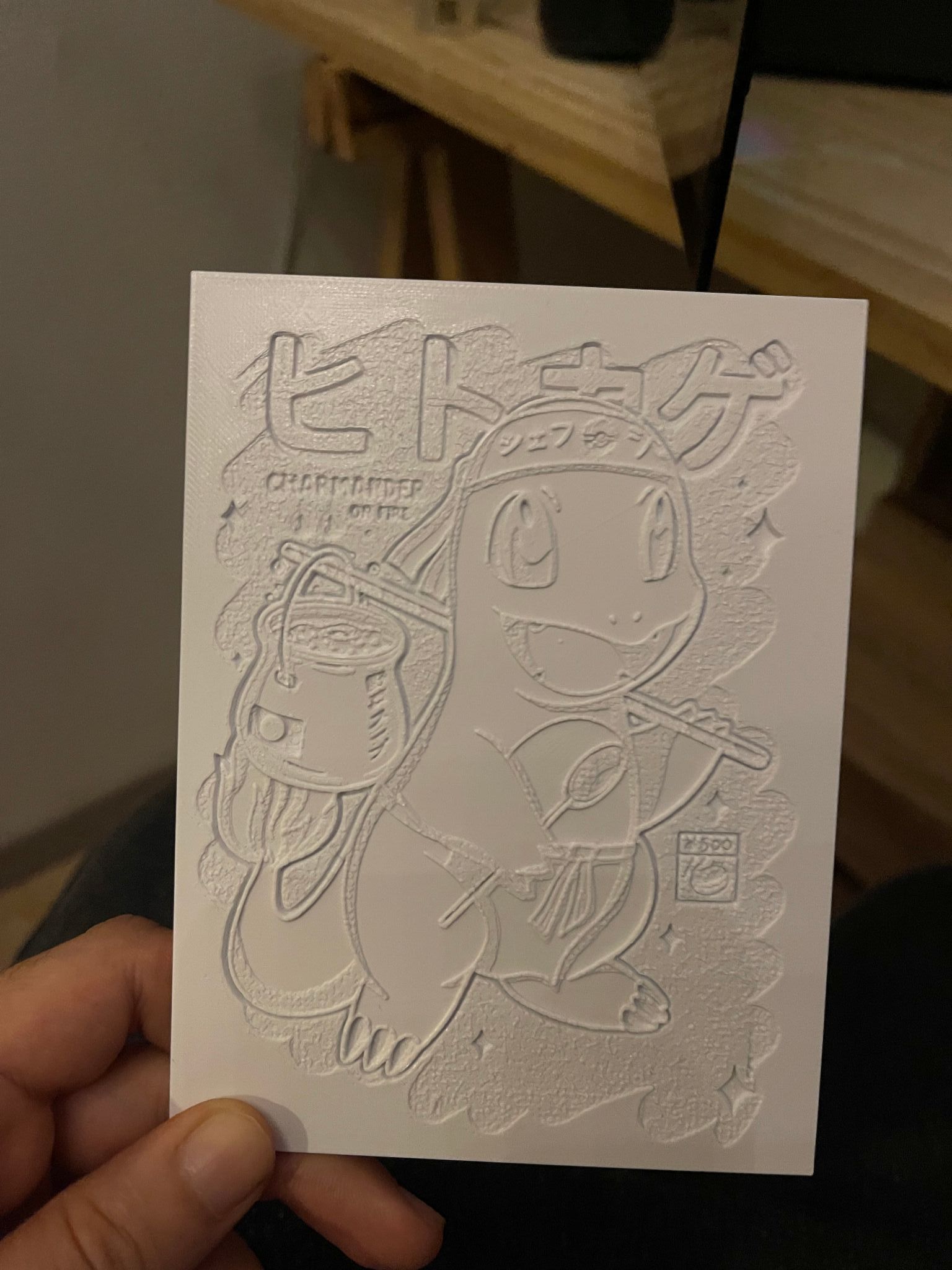
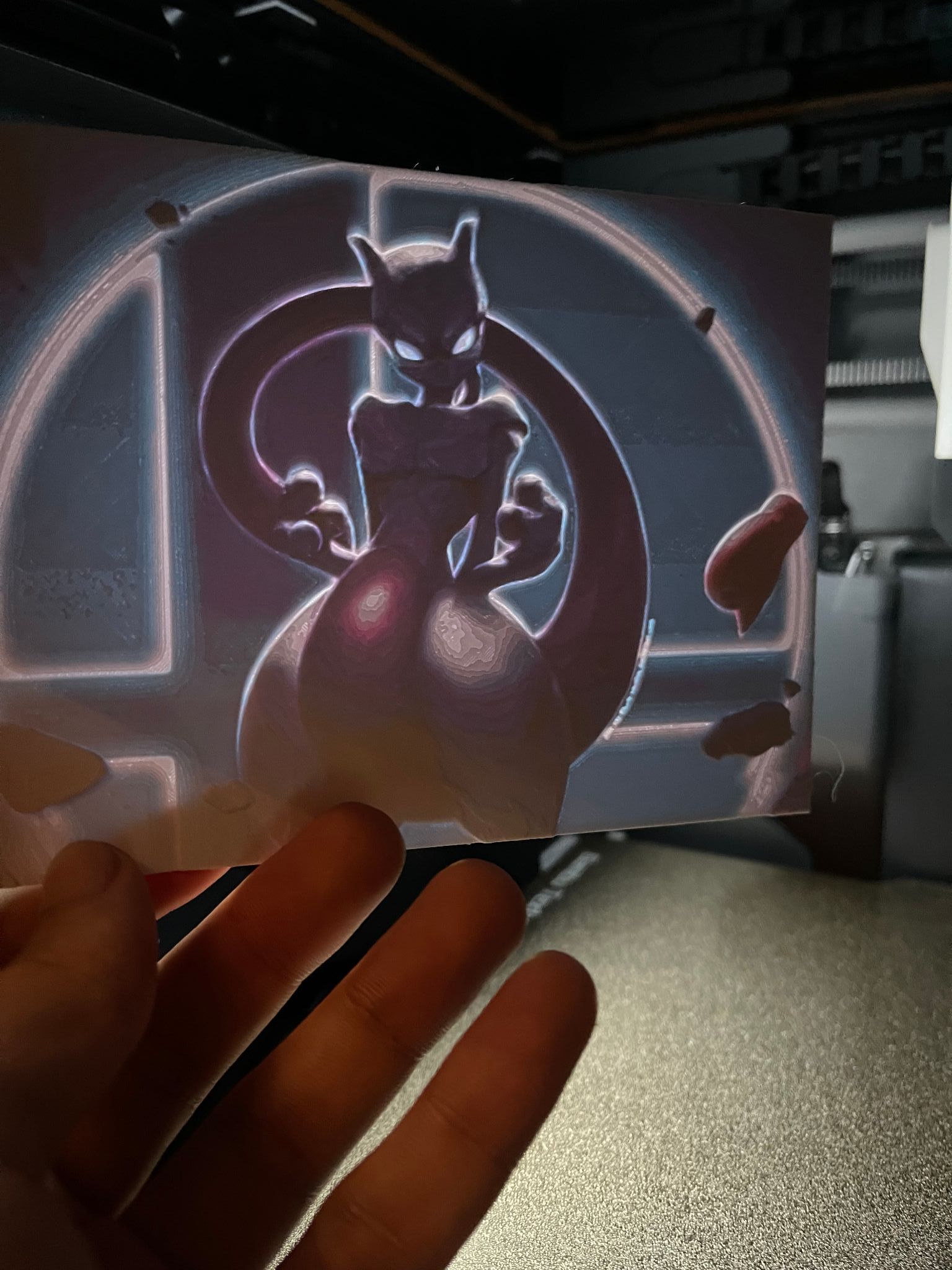
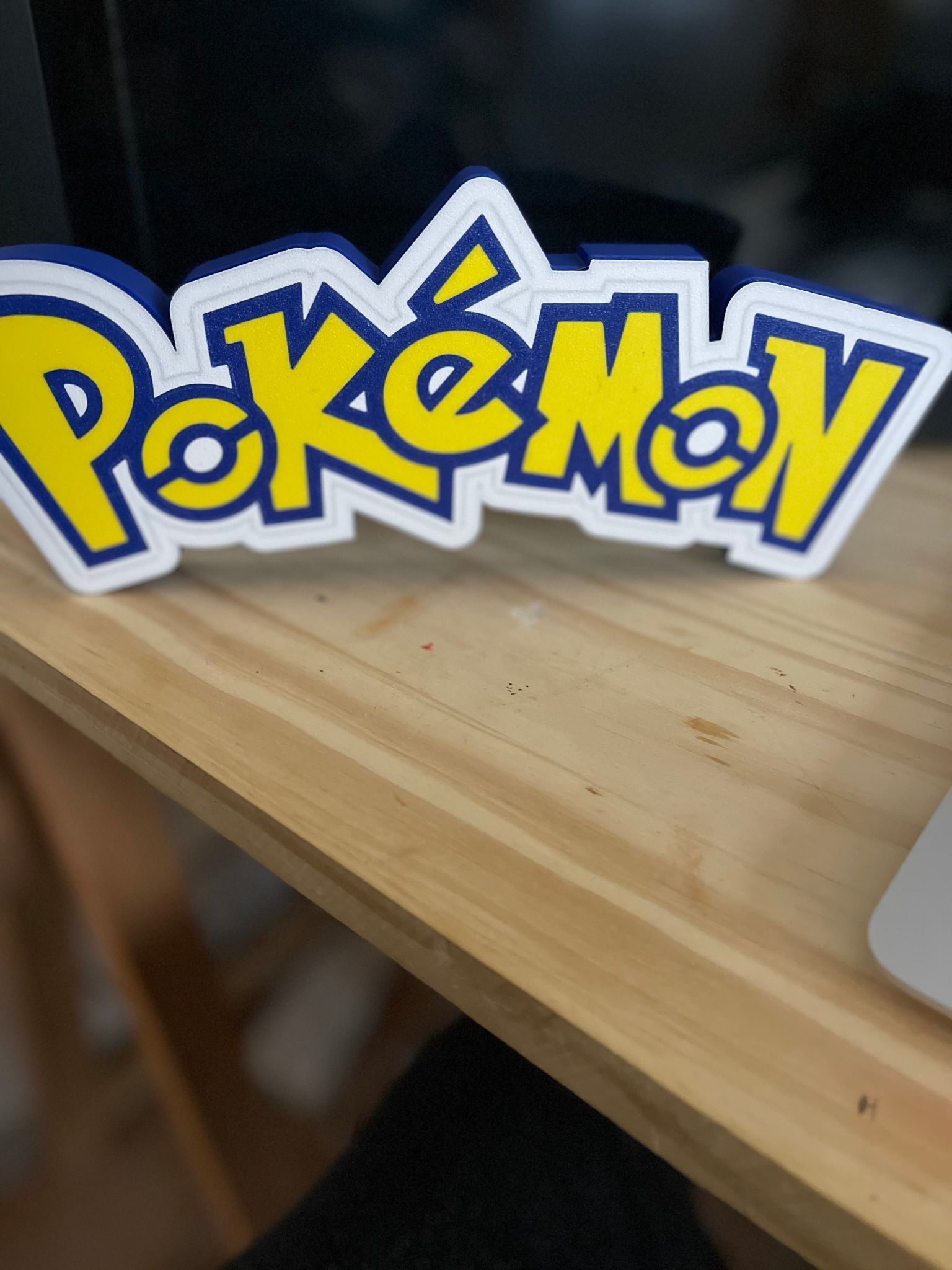
Ayant reçu ma commande de filament hier, j'ai enfin pu testé la litho couleur avec les vrais couleur ce coup-ci Du coup j'en ai profité pour en faire deux pour mon fils et une lampe Pokemon également dans la foulé. Tout comme toi @Motard Geek chaque filament est calibré Flow et Factor K Bien sur, les couleurs sont beaucoup plus vive que ça avec une bande LED derrière, ici l'éclairage est celle de la machine sortie de fourneau
 2 points
2 points -
Hâte de voir la suite, peut-être l'imprimante qui remplacera ma Ender 3 première du nom? Merci pour le partage!2 points
-
Je précise juste qu'il s'agit de 45°C (Celsius) car certains ont essayé en penchant la bobine à 45° (d'angle) et l'eau n'est pas sortie.2 points
-
Bonjour tout le monde, Je vous souhaite de joyeuses fêtes de fin d’année et plein de projets techniques sexy. A l’année prochaine pour de nouvelles aventures.1 point
-
salut appel au pro de l'anglais ! Actuellement j'essai de peaufiner la traduction en partie effectuer , mais les traducteurs automatique ça fait pas tout ! je ne vois pas a quoi correspond la notion de lingette , je suppose que ça concerne la rétractation du filment dans les déplacement ? , mais je ne sais pas comment tourner ça en Français ? en exemple une petite! partie du texte ! merci de votre aide source>Wipe the length of the nozzle when retraction.</source> <translation>Essuyez toute la longueur de la buse lors de la rétraction.</translation> <source>Wipe length</source> <translation>Longueur de lingette</translation> <source>Before Wipe Retraction Amount Percent</source> <translation>Avant pourcentage de retrait du linge</translation> etc etc etc ..... ( je peut balancer les 18000 lignes si y a des volontaires ) je sors !!!
.thumb.png.1749a1dd43c4bb5b8046a194456596f3.png) 1 point
1 point -
J'ai acheté une camera Logitech C270 je l'ai branché sur la machine et ça ne fonctionne pas... Ha c'est pas plug and play ? et bien non Voici la manipulation à effectuer : Vous branchez votre caméra sur l'imprimante, vous allumez l'imprimante Il faut ensuite avoir Putty ou un autre logiciel de ce genre pour se connecter en SSH à l'imprimante exemple : Vous entrez l'adresse IP, vous la trouverez sur l'écran de votre imprimante dans Paramètres => A propos de la machine Vous cliquez dans Putty sur Open, vous vous connectez ensuite avec le login : mks et le password : makerbase Vous arrivez ici Toujours dans Putty vous entrez (ou faites un copier/coller), vous faites entrer après chaque ligne sudo systemctl enable webcamd sudo systemctl start webcamd Vous allez maintenant dans Fluidd avec votre navigateur en tapant l'adresse IP que vous avez récupéré précédemment sur votre écran Vous allez sur paramètres (icones de gauche) puis sur webcam Vous faites Ajouter une caméra Vous lui donnez un nom, puis faites Ajouter Voilà maintenant lorsque vous retournez dans Tableau de bord (icones de gauche) l'image de votre camera doit s'afficher Je n'ai pas de mérite, je n'ai rien inventé, j'ai trouvé ça dans un coin du net... Il faut bien sur que votre machine soit connecté soit pas wifi soit par RJ45 Cette manip doit fonctionner sur toute la série Neptune 4, 4 / pro / plus /max Pour info ça marche aussi avec d'autres cameras compatibles linux

 1 point
1 point -
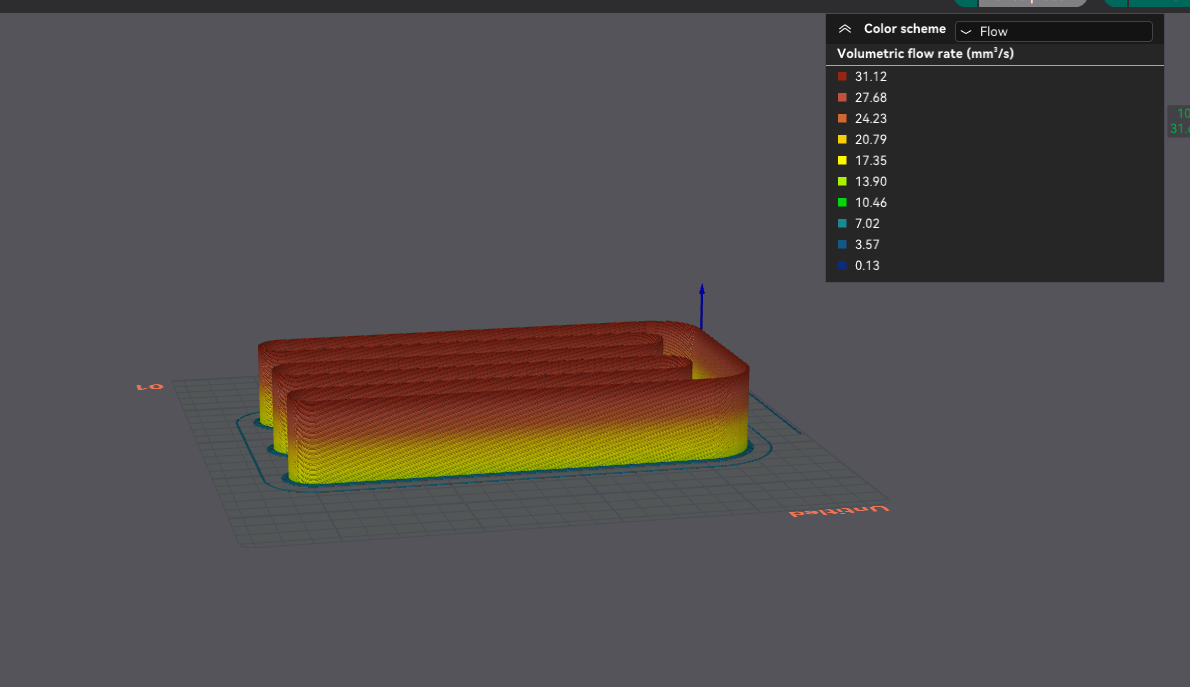
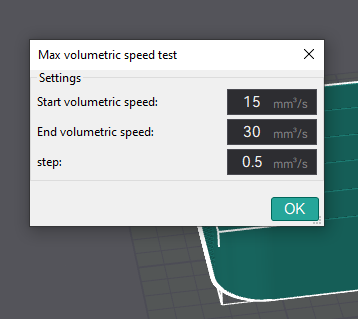
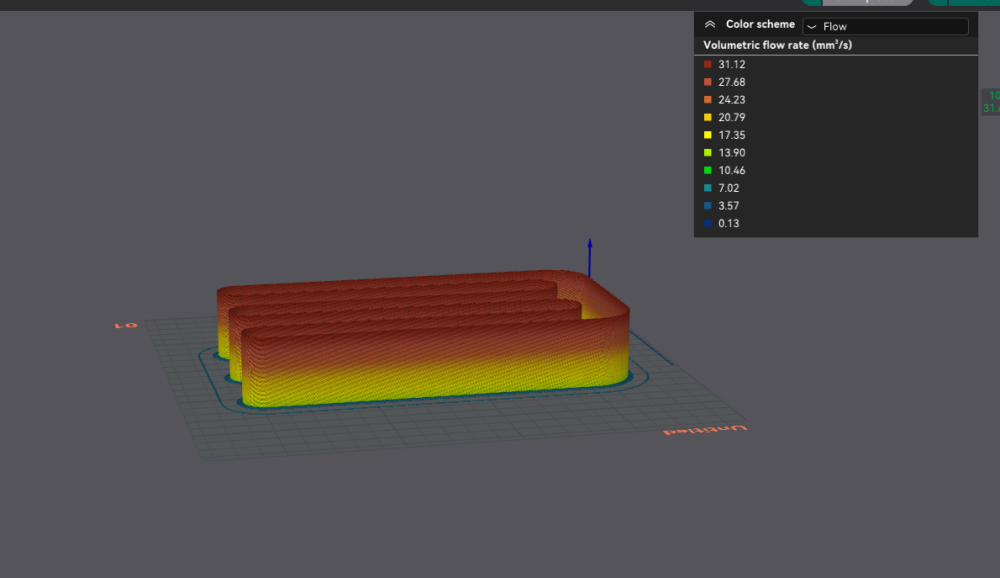
D'accord, je vois ce que tu veux dire, d'ailleurs depuis que j'ai vu la précision des Bambu , je regrette presque de pas avoir rajouté un peu d'argent et d'en avoir pris une à la place de ma Neptune 4 Pro (Qui me satisfait quand même, je vais pas dire qu'elle est mauvaise non plus). Rien ne m'empêche d'en prendre une dans quelques mois, enfin il va falloir expliquer à madame que j'aimerais me prendre une deuxième imprimante et ça c'est pas forcément la partie la plus facile . De base en PLA je suis à 16mm3/s maximum aussi dans mes réglages de Orca Slicer. J'ai donc lancé le test dispo dans Orca avec du High Speed PLA de chez Sunlu et ces paramètres là: Comme on peut s'en douter, le test n'a pas pu se finir proprement, ça a commencé a se dégradé à partir de 20mm de haut, donc en calculant comme l'indique le tuto: Cela donne 15+(20x0.5)= 25mm3/s donc en baissant de 15% pour avoir une marge de sécurité ça donne 22,25mm3/s. Je vais donc tester mon prochain print avec comme maximum 22mm3/s et je verrais bien ce que ça donne, même si ça me laisse quand même de la marge étant donné que techniquement je ne peut pas dépasser les 20mm3/s avec mes paramètres d'impressions: Buse: 0.4 , largeur de ligne 0.4, hauteur maximum 0.2 et vitesse de 250mm/s maximum. Je referais un test quand mes buses CHT seront arrivé j'ai commandé du 0.2, 0.4, 0.6 et 0.8. En tout cas j'espère que mes calculs sont bon et aussi que je risque pas de flinguer mon extrudeur...
 1 point
1 point -
C'est pas Mme Hirma ?1 point
-
Bienvenue chez les imprimeurs fous C'est ce que j'ai dit il y a 6 ans1 point
-
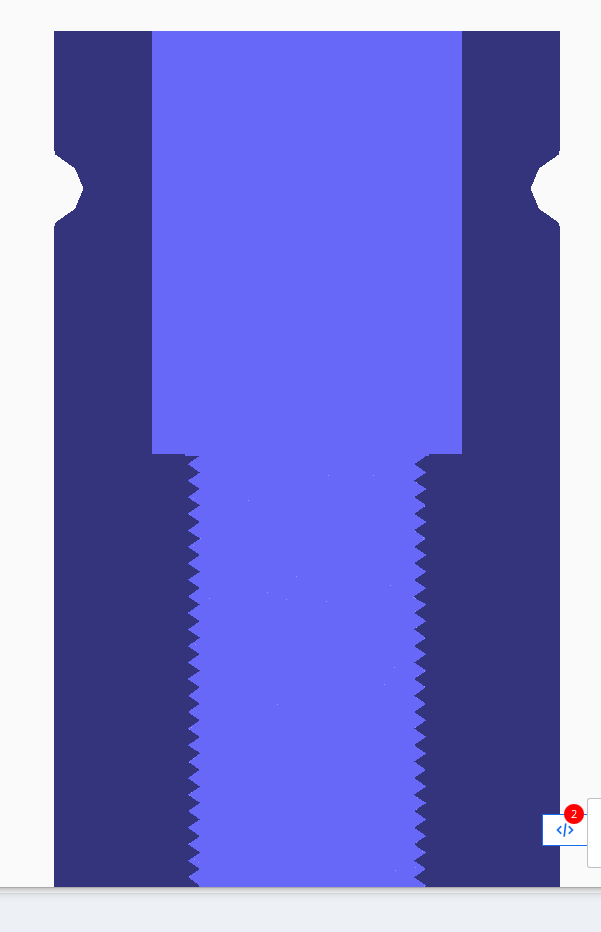
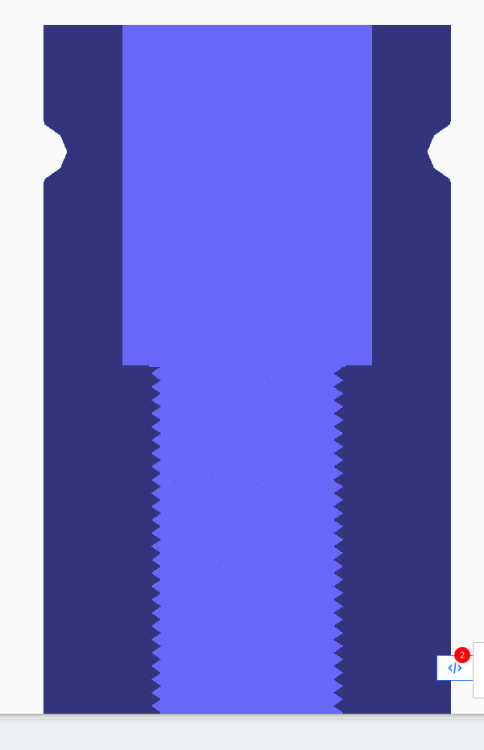
Visualisation rayon X sous le slicer Cura :

 1 point
1 point -
L'image provient de ton .stl...1 point
-
Oui, les poignées actuelles dites longues vendues par Bonzini sont encore en bakélite. Mais elles ne font que 8 cm de longueur et ne sont pas cylindriques. Il y a déjà bien longtemps, j'ai souvent passé mes vacances à Joué-les-Tours...1 point
-
Quand j'étais exploitant d'appareils automatiques (je vous laisse chercher), il y avait des poignées en plastiques (ou bakélite peut-être), voir mon autre message.1 point
-
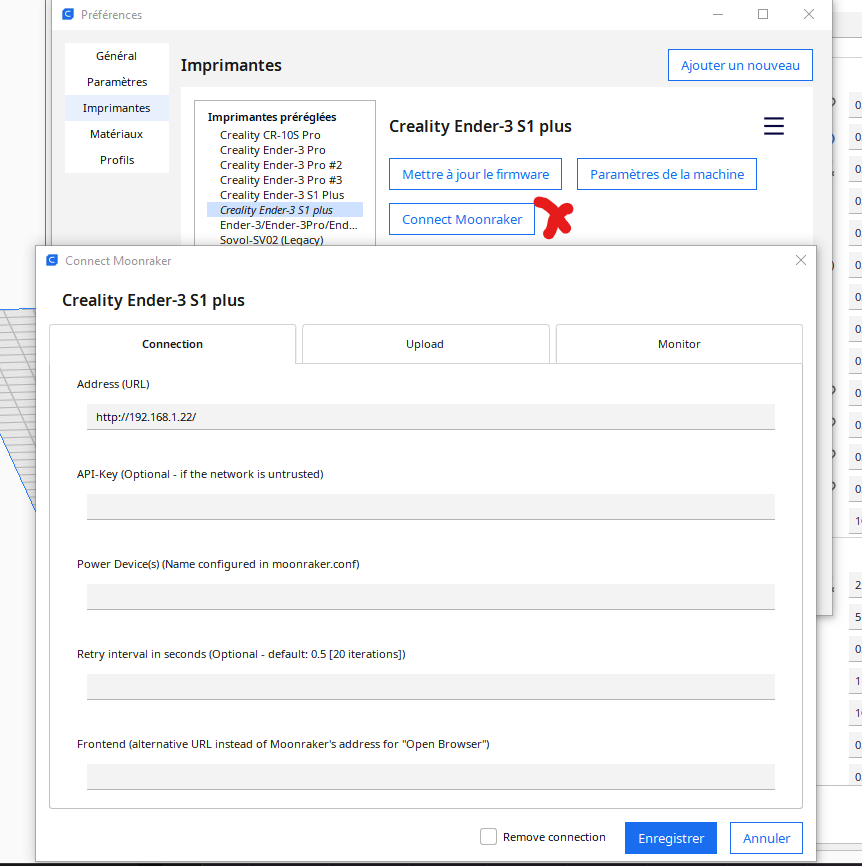
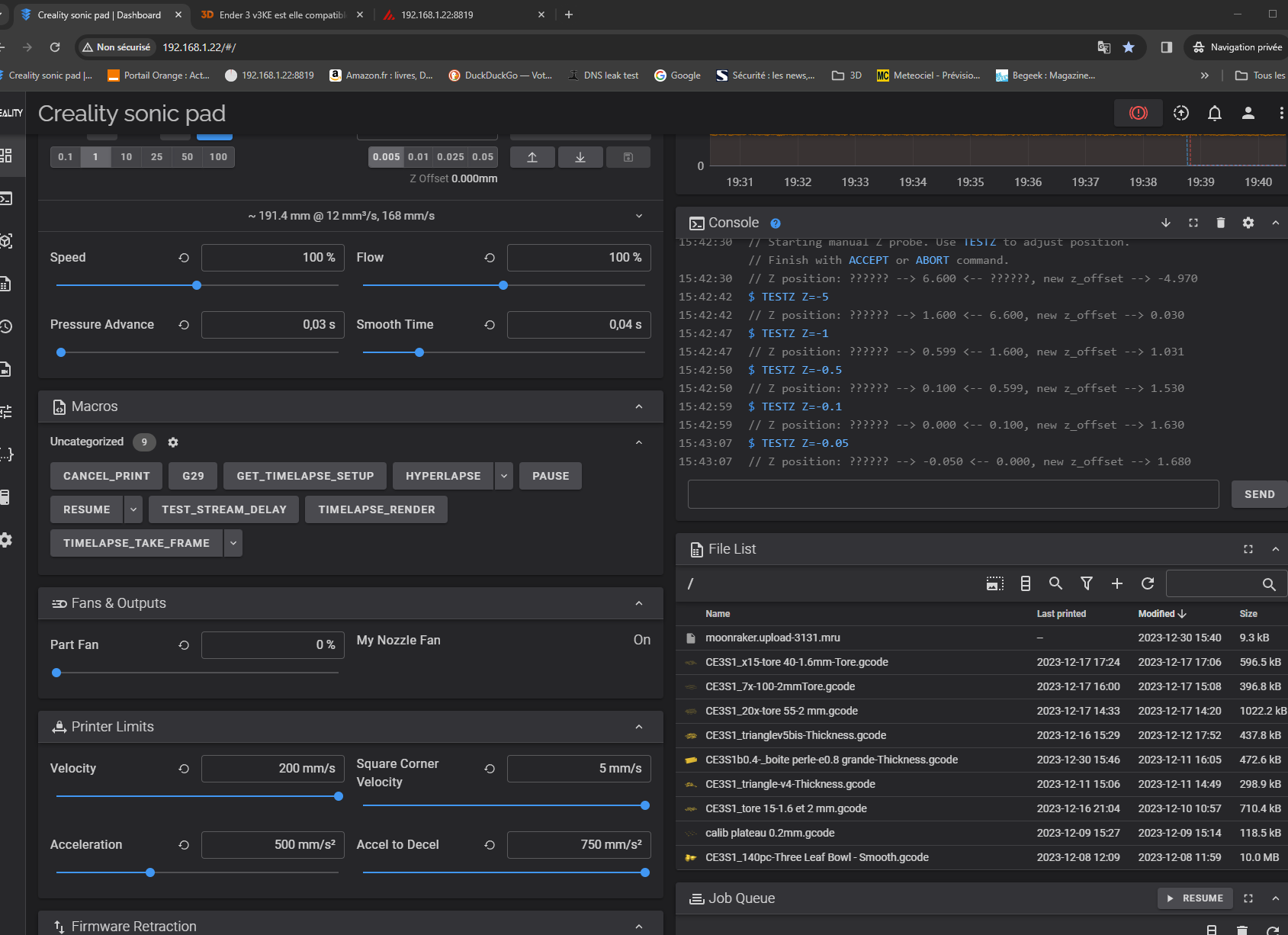
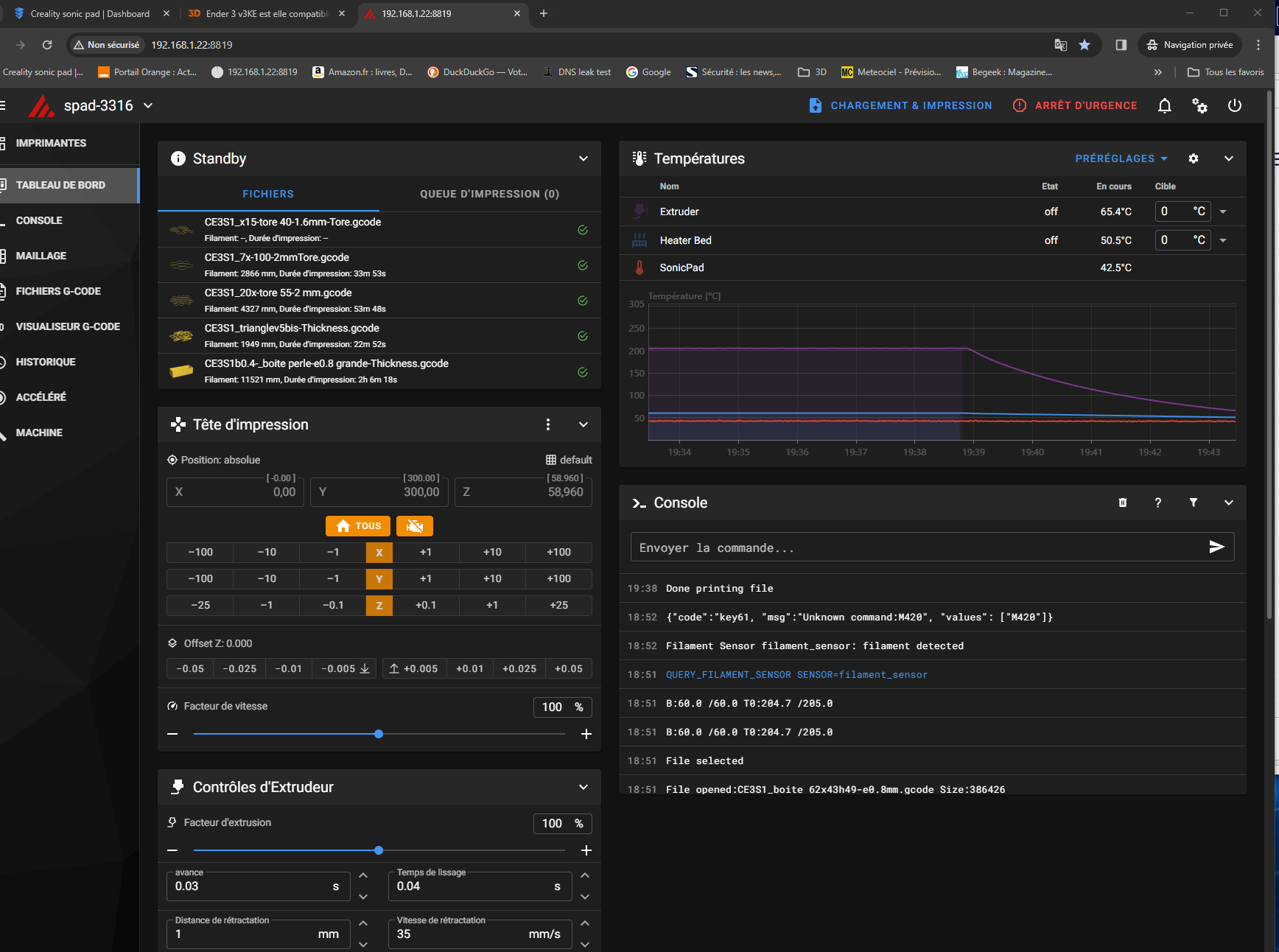
Voici mes réglages pour Cura : C'est une IP lan mais le WIfi doit marcher aussi. sur monitor rien Mais par exemple avec Creality Print le sonicpad est bien prévu mais impossible d'envoyer un fichier Slicé la connection ne se fait pas. Autrement cela me met le fichier dans la filelist sur le PC et le sonicPad. J'ai deux interfaces possibles une fluidd et une mainsail qui peuvent coexister. avec ports différents : Mais si j'ai le WI-FI activé, il faut que mette l'IP WIFI, une fois connecté je peux repasser à l'IP Lan. Le numéro de port pour le deuxième peut-être différent pour toi. @fran6p peut éventuellement t'aiguiller ?
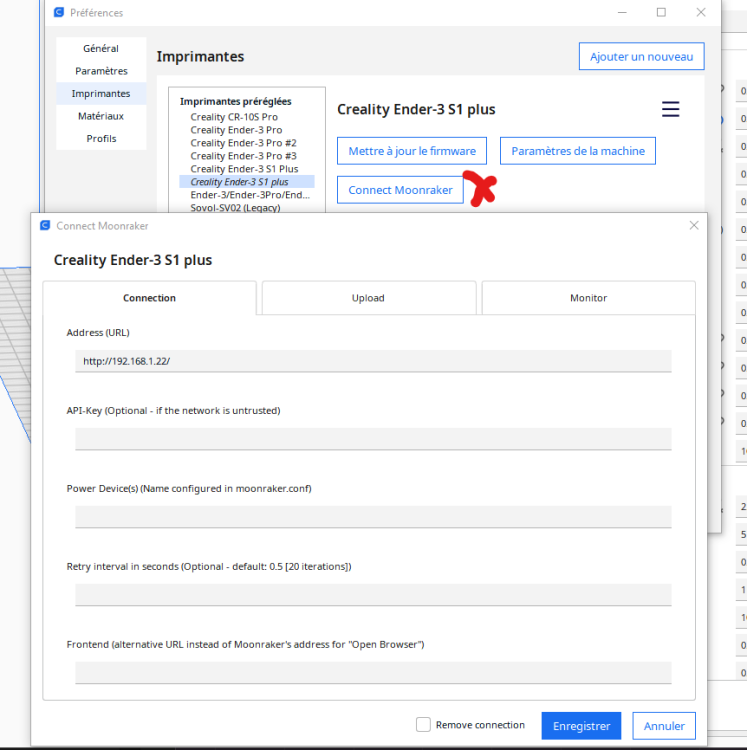
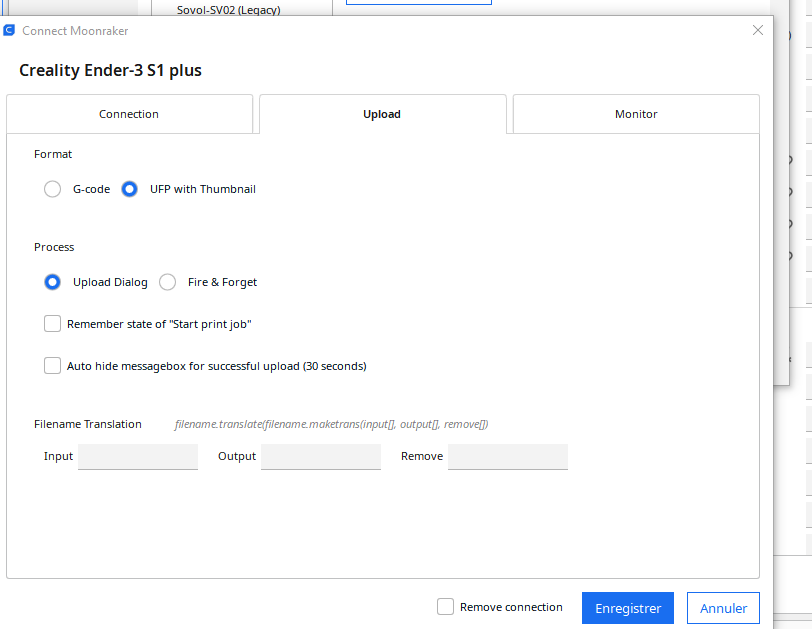
 1 point
1 point -
Si tu ajoutes un des tes fichiers sur la clé usb fournie par wahnao peux-tu l'imprimer, c'est ça que j'ai besoin de savoir. Tu pourrais aussi nous joindre un des tes fichiers que tu n'arrive pas à lire avec l'imprimante.1 point
-
Je suppose qu'avec le Nebula Pad de la V3 KE, Tu dois avoir une liaison interface WEB sur PC Moonraker (Fluid, mainsail,..). (Wifi ou Lan) Si c'est le bien cas, à voir lors des tests, le plug-in Moonraker de Cura (profil V3 SE) devrait permettre d'envoyer directement les fichiers slicés dans cette interface (.gcode ou .ufp) comme avec un sonicpad.1 point
-
Chut ! Comme le découpage semble se faire sans souci, ne pas dire que cette dernière version "tiki pierre.stl" a pris du poids (105.2 Mo au lieu des 65.6 Mo de la première version), ni qu'elle n'est pas "watertight" d’après Ultimaker Cura. J'ai fait perdre suffisamment de temps à notre ami didoff en recherche dans ses archives, correction, et upload, tout cela pour faire corriger un pinaillage de ma part. Je préfère qu'il utilise son temps pour faire de nouveaux modèles.1 point
-
En ayant plusieurs types, aussi bien déshydrateur fruits / légumes que «séchoir», c'est bien utile particulièrement avec des filaments type Nylon. Chacun peut penser ce qu'il en veut, personne n'est obligé de s'en procurer / fabriquer mais dans ce cas, ne pas venir «pleurer» quand l'objet imprimé n'a pas le rendu espéré. Il me semble, d'ailleurs, que @divers dans son entreprise en utilise… C'est qu'il doit y avoir des raisons, non ? Sinon, je n'ai pas répondu à ce sondage1 point
-
ok Aucun soucis. Merci1 point
-
Pas mal d'infos ici :1 point
-
Salut, La P1S suffit largement, elles ont les mêmes volumes d'impression et sont fermé toute les deux, je me suis posé la même question, et je suis partie sur la P1S je ne regrette absolument pas. Hormis sont écran a la x1C et son lidar, elle imprime au même vitesse et avec les mêmes qualité de sortie, la X1C a bien évidement quelques subtilité supplémentaire comme la sonde de température caisson qui est absente dans la P1S Niveau rapport qualité/prix la P1S est vraiment le meilleurs compromis de la famille des Bambulabs1 point
-
Bonjour, Je viens de télécharger le stl dans mon programme 3D et en effet il manque les orbites, ce n est donc pas un soucis de slicer1 point
-
Bonjour, Je viens d'acquérir la BambuLab P1S qui pour moi et et mon utilisation est suffisante. en changeant la buse laiton par une buse acier elle peut imprimer également le carbone. Donner un avis pour l'achat est difficile et et personnelle1 point
-
Bienvenue chez les imprimeurs fous1 point
-
Hey !!! Je vous dit un grand merci de votre aide, le build a enfin réussi avec "SUCCESS". Plus que maintenant à le modifier. Je reviendrai vers vous si j'ai un problème ou une question, mais avec toute vos information Il y aura normalement aucun porblème. Je vous remercie.1 point
-
Oui. Je l'ai fait cet après-midi mais il faut que je documente car il y a quelques subtilités dues à des changements survenus il y a un an avec Moonraker (un seul dossier ( printer_data ) contient désormais d'autres dossiers (config, logs, systemd, …), il faut donc modifier pas mal de choses mais c'est faisable. Au final, voilà ce que m'affiche KIAUH : Pourquoi ai-je mis à jour Moonraker ? Tout comme toi, je veux pouvoir utiliser Spoolman que j'utilise déjà avec mes autres imprimantes Donc, je devrais mettre à jour mon dépôt Github X-Max 3 pour relater les étapes à un fonctionnement correct de Klipper, Moonraker, Fluidd / Mainsail (avec cette version de Moonraker mise à jour, j'ai désormais l'affichage de la Webcam ). La prochaine étape est de monter Klipper en version 0.12 (flasher les trois MCU sera nécessaire). English version
 1 point
1 point -
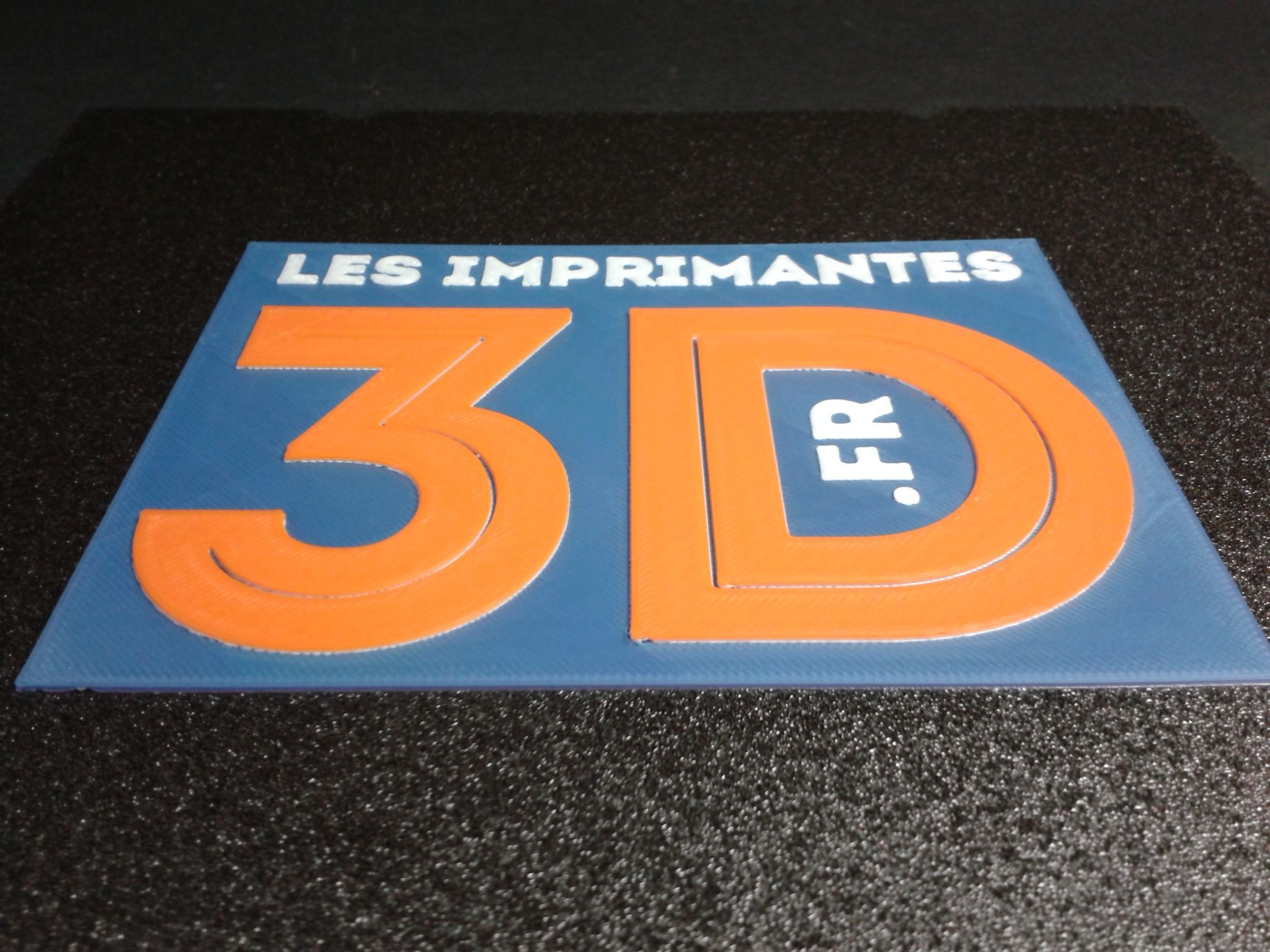
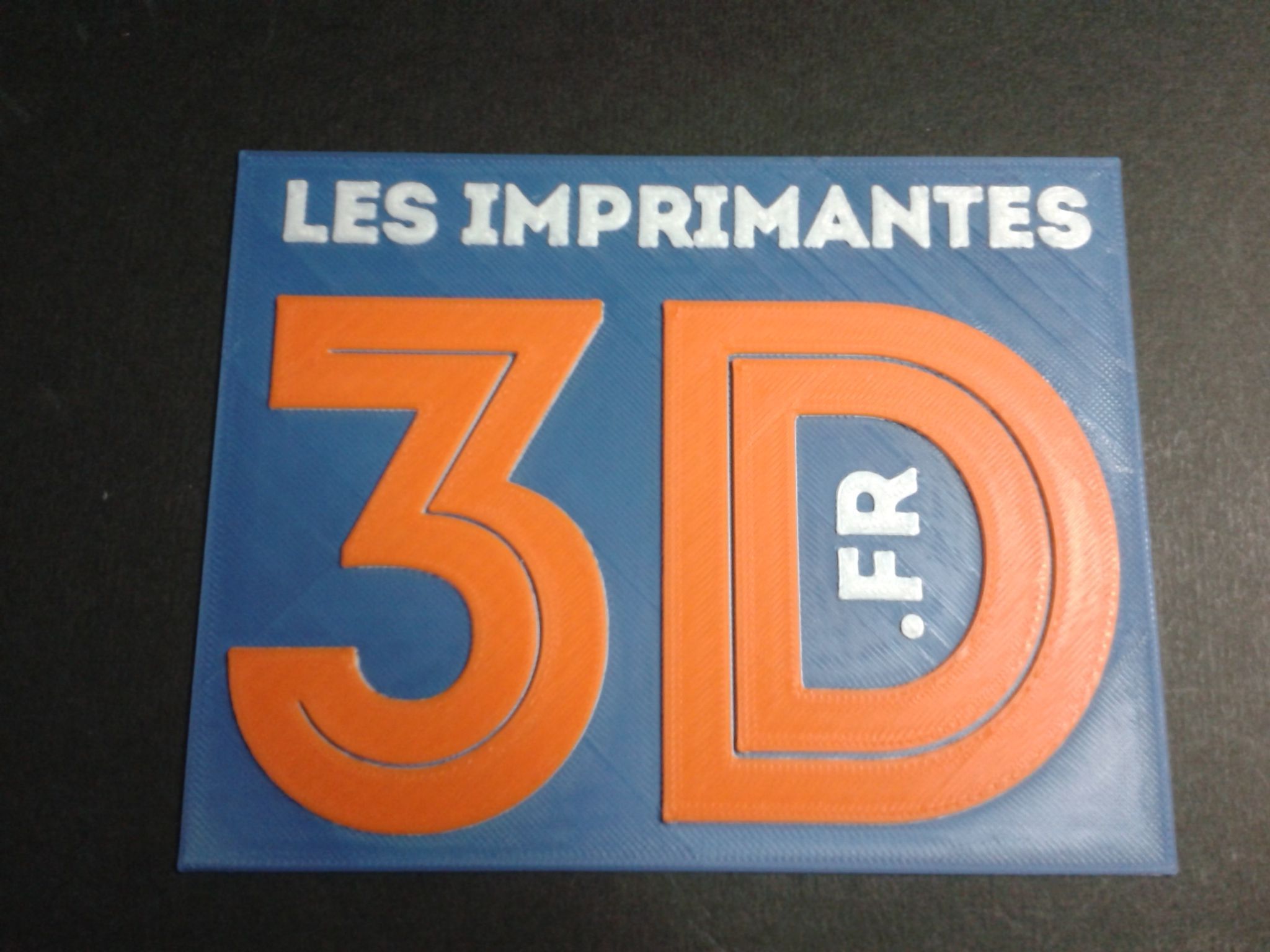
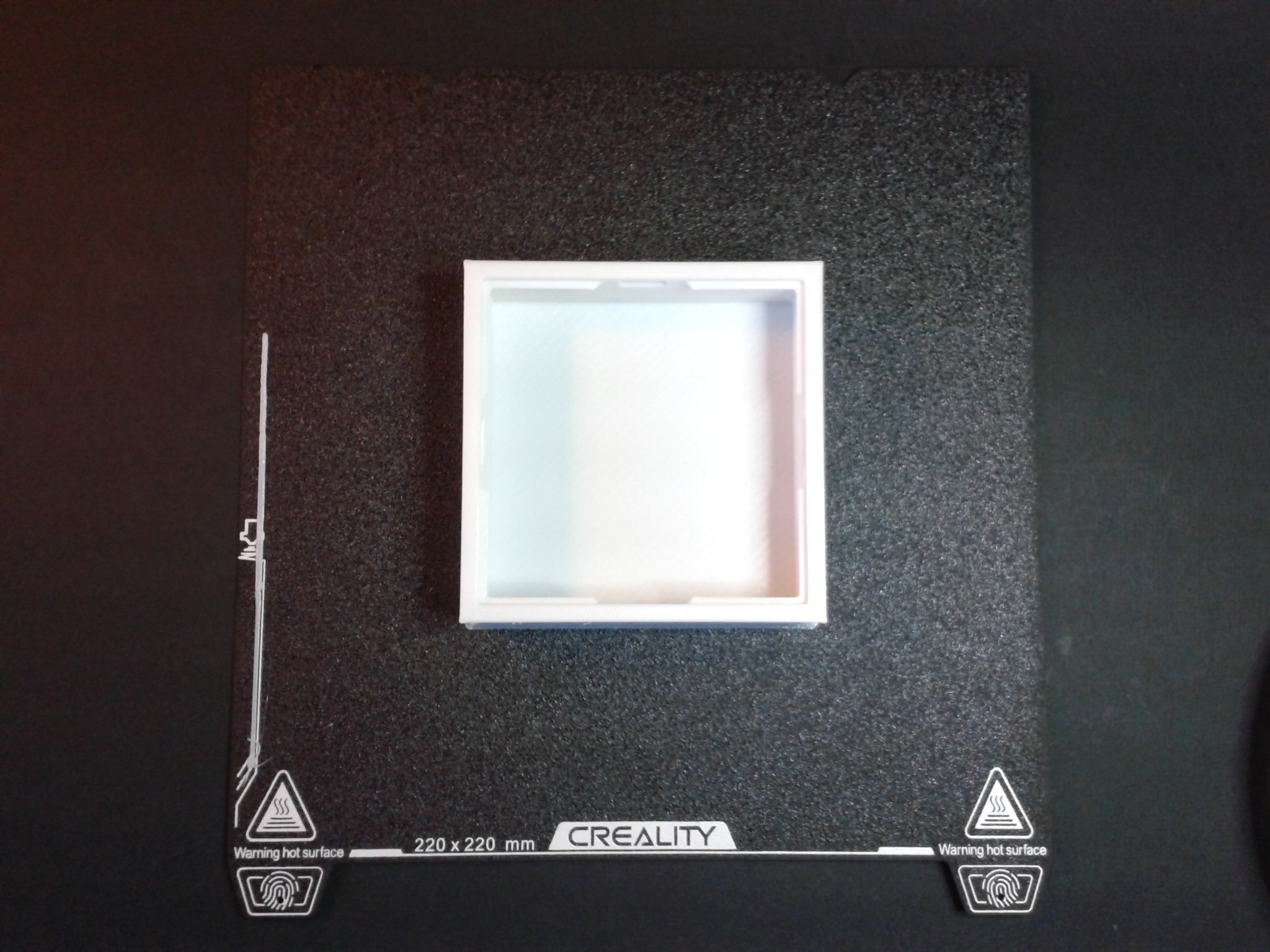
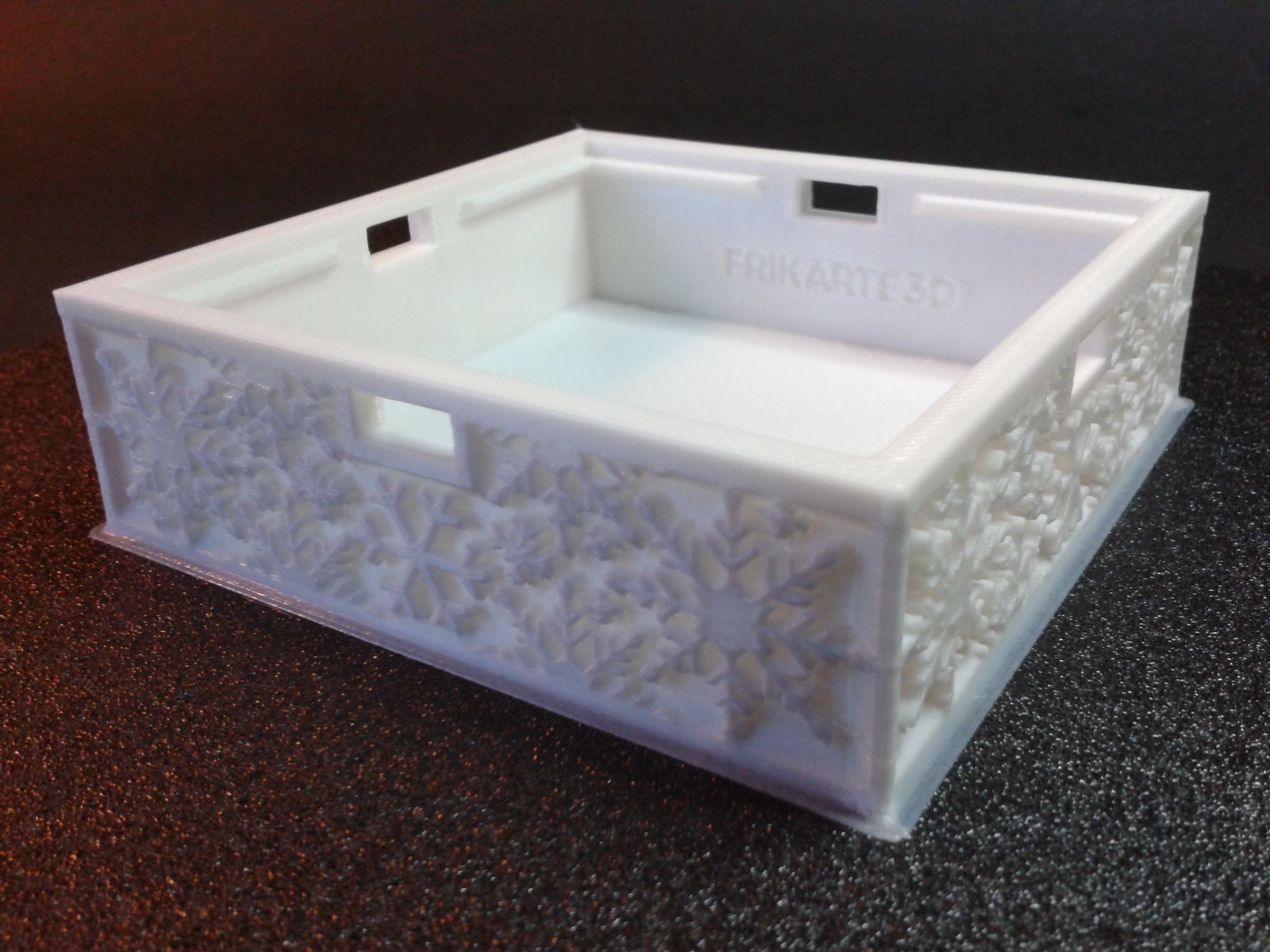
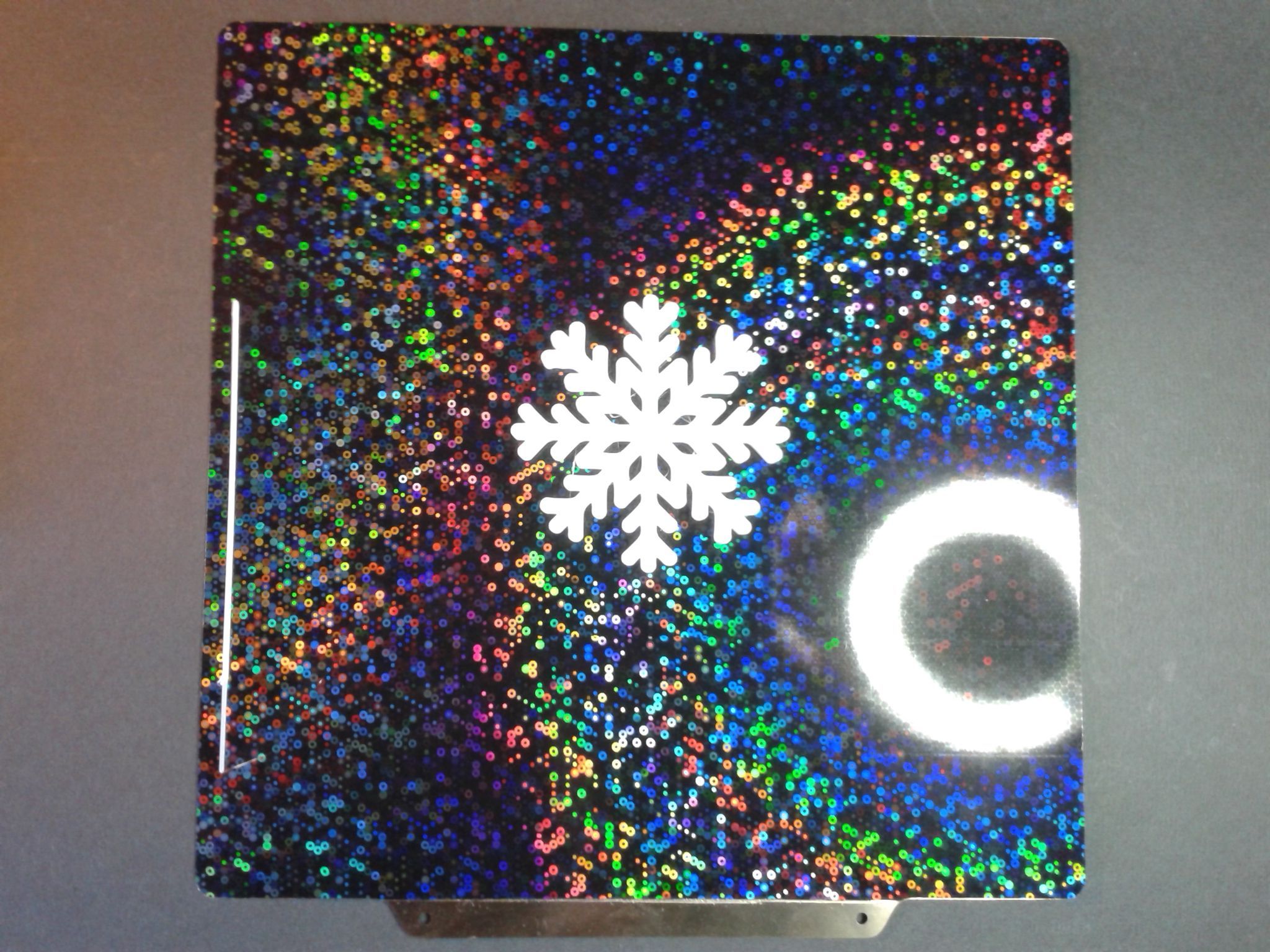
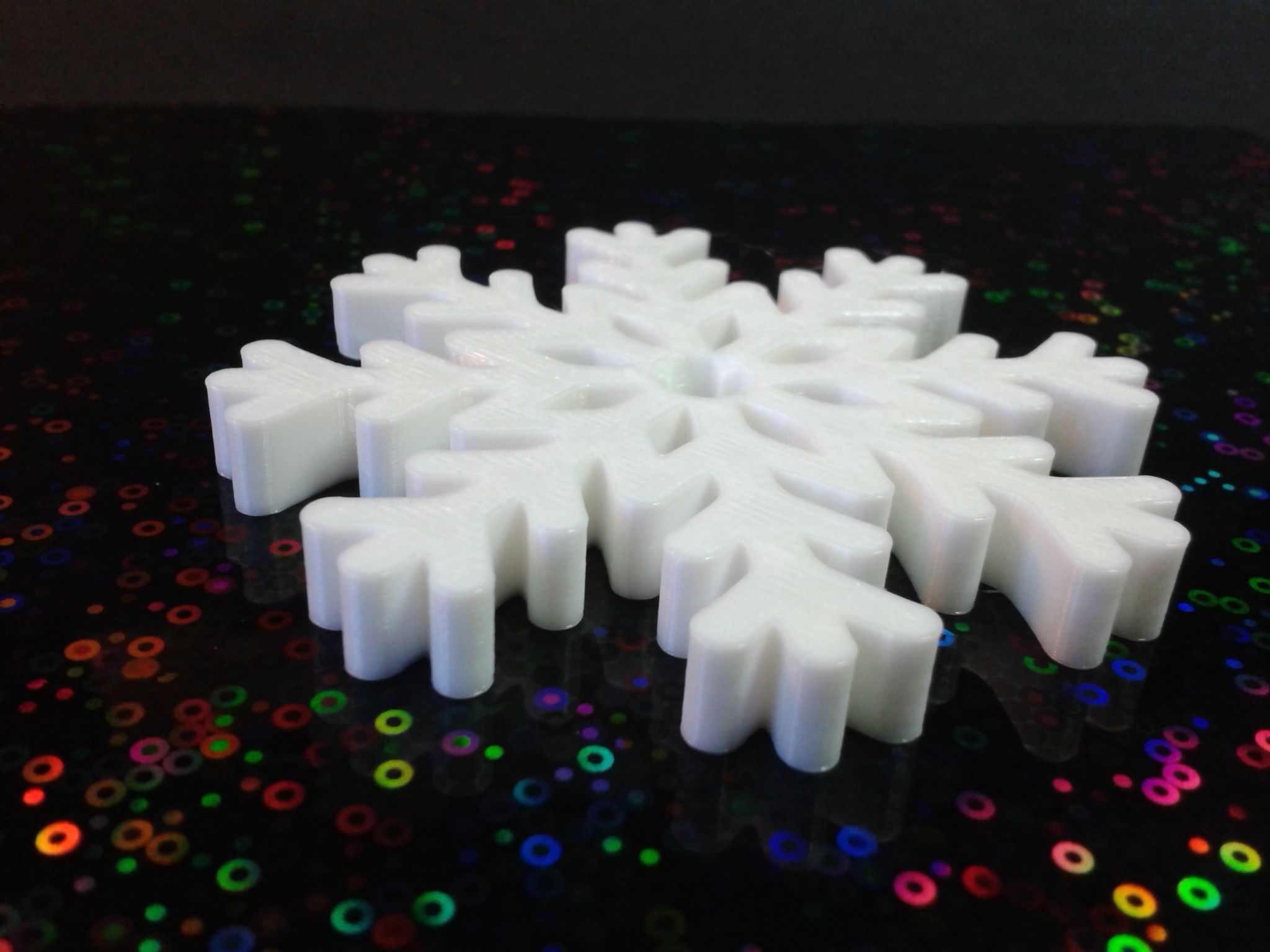
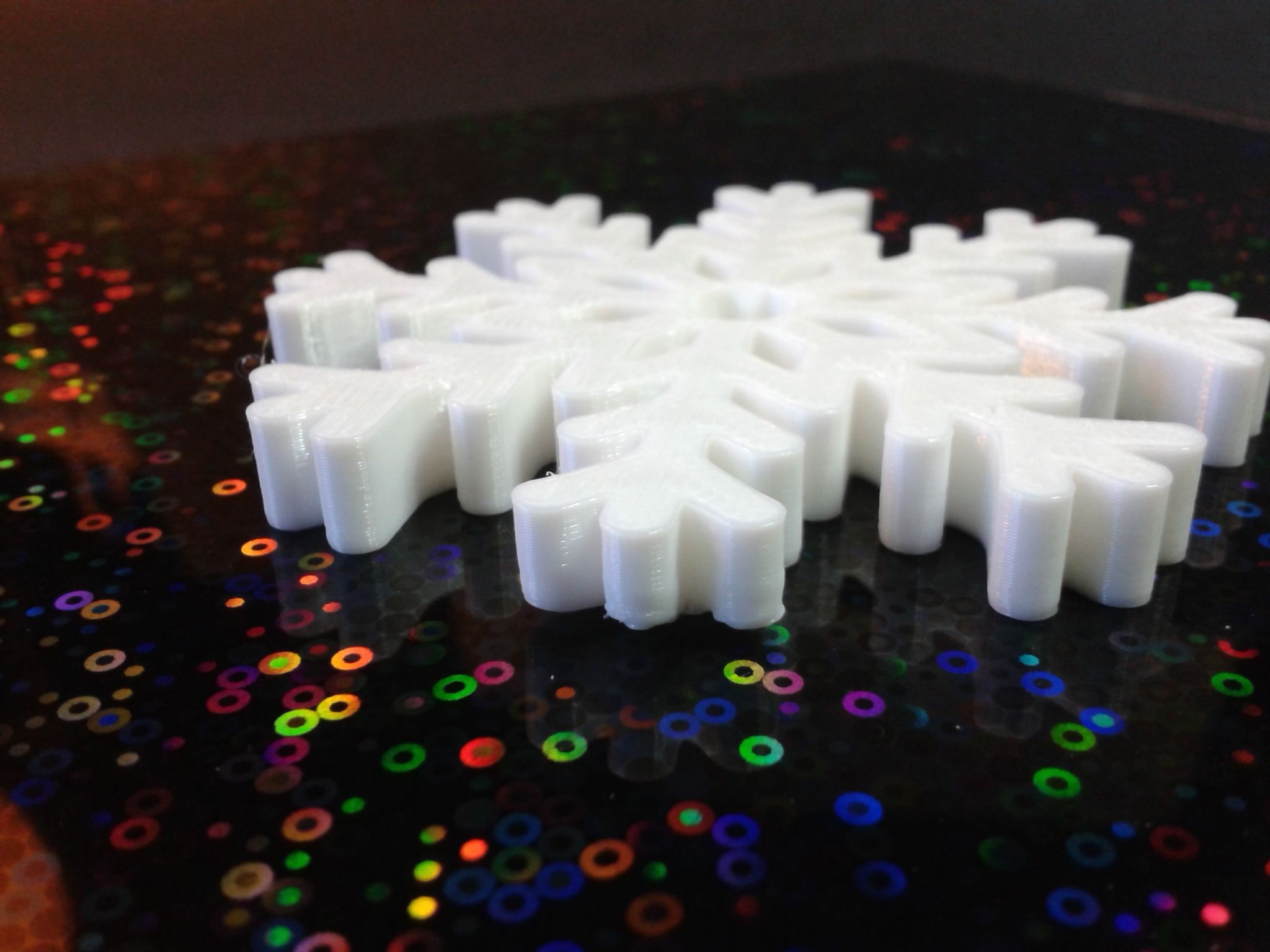
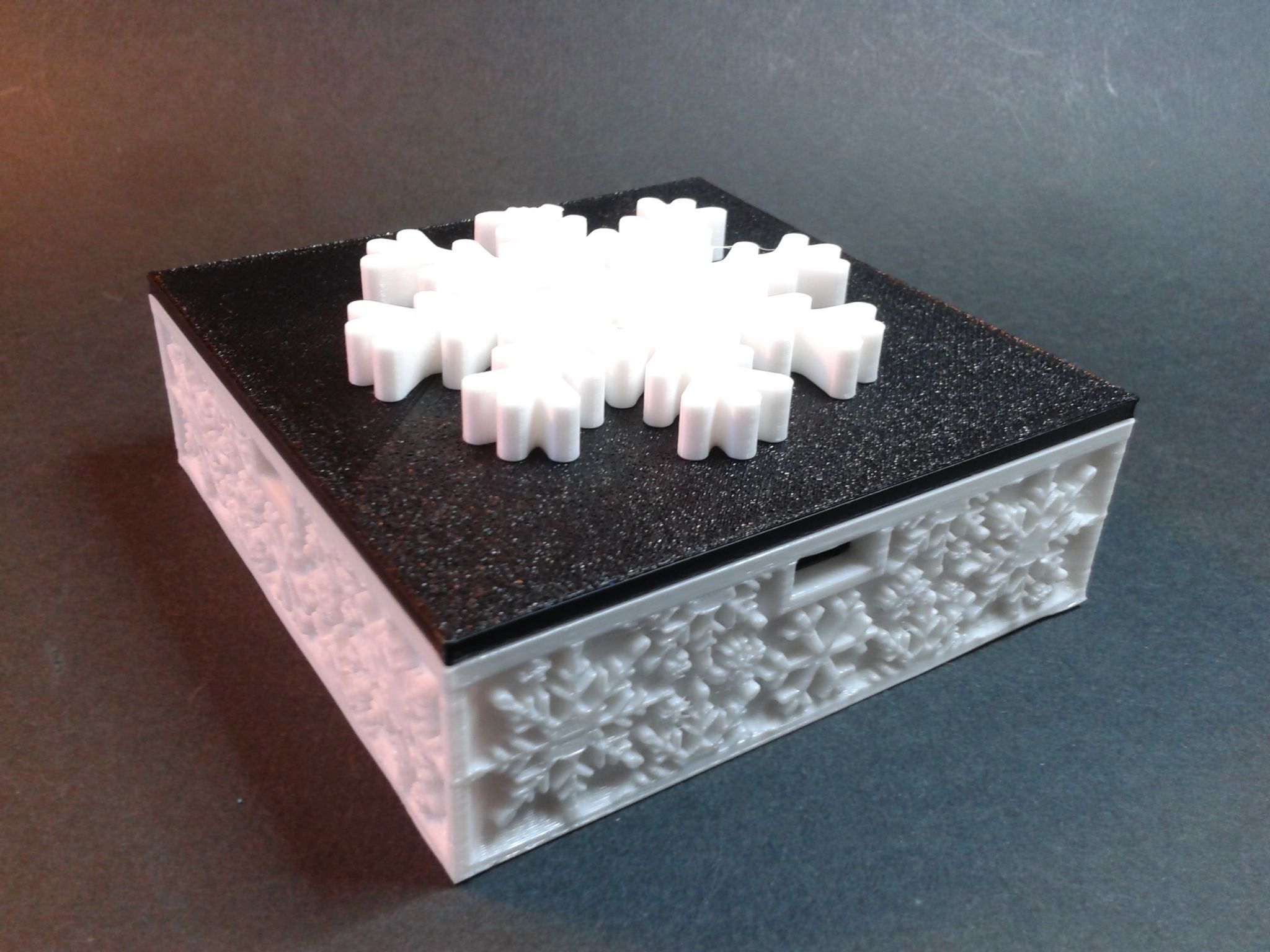
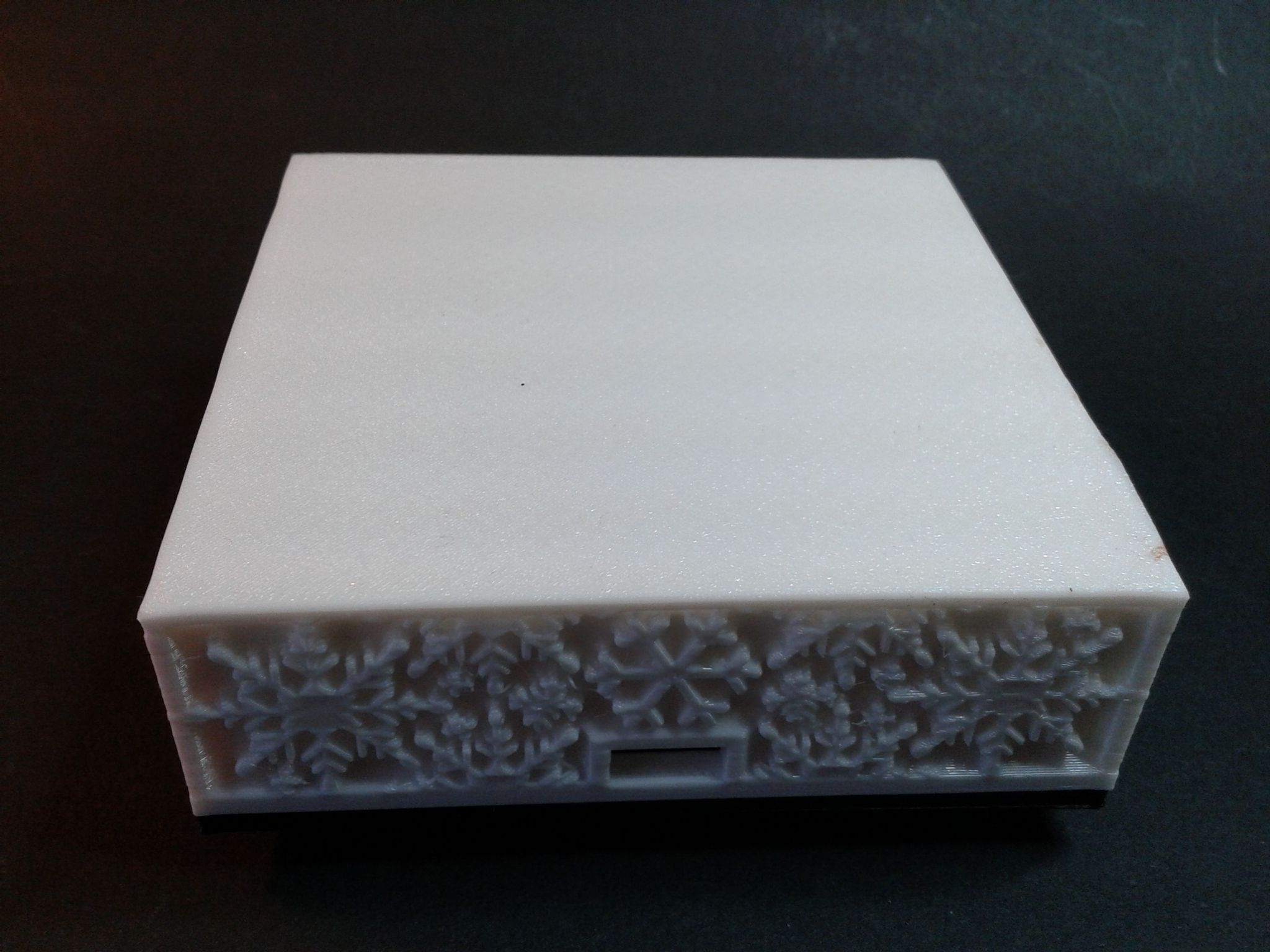
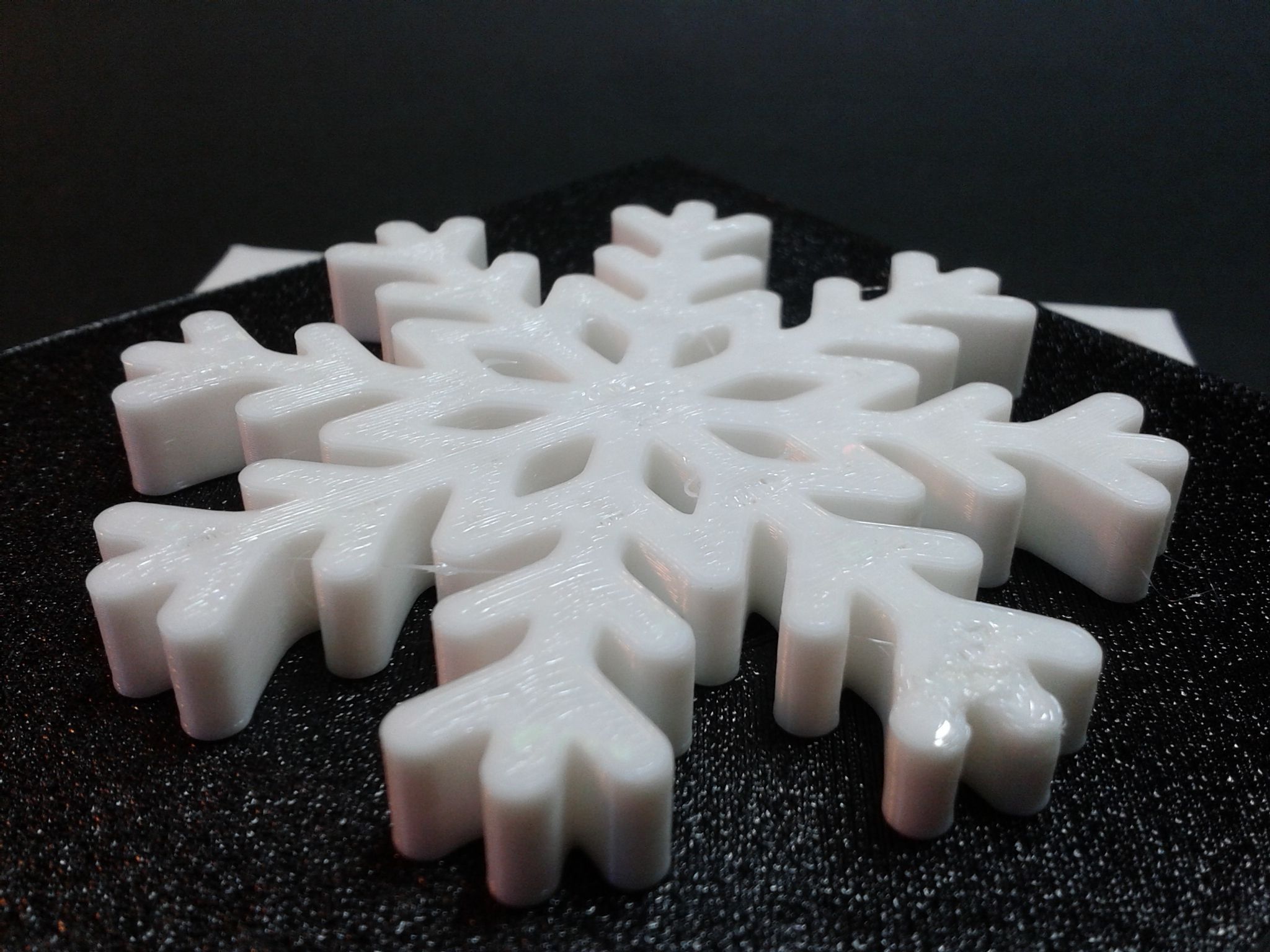
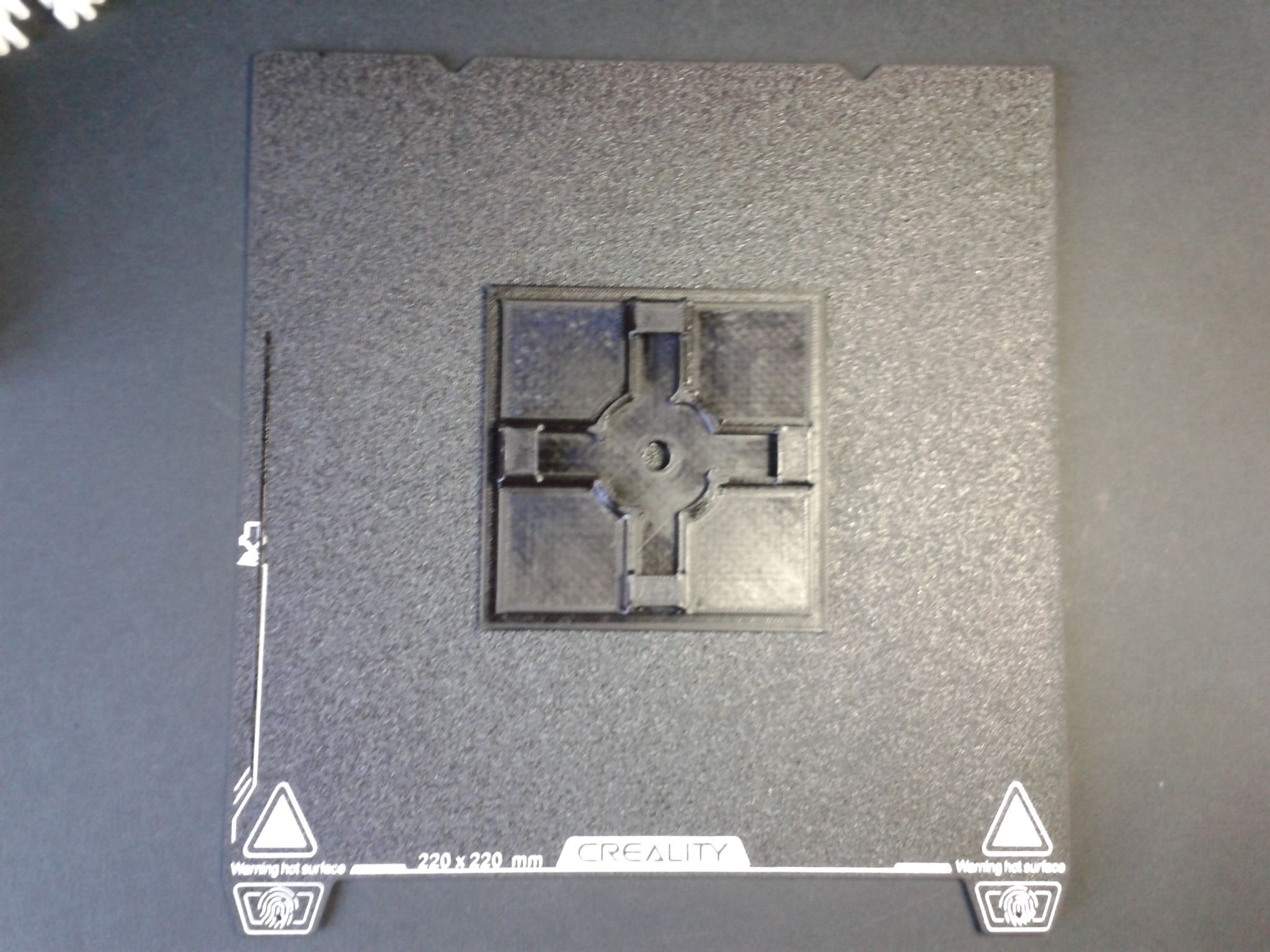
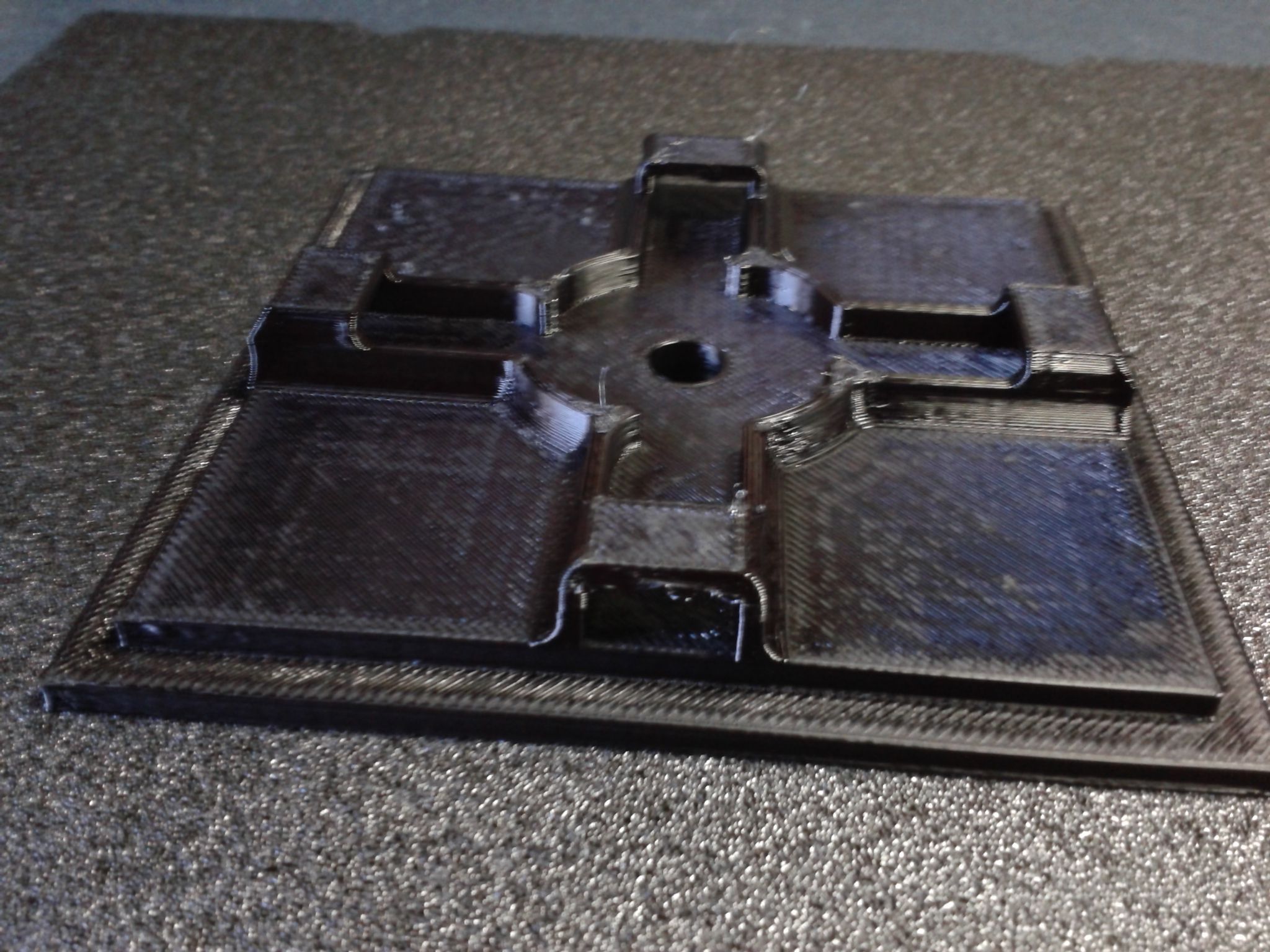
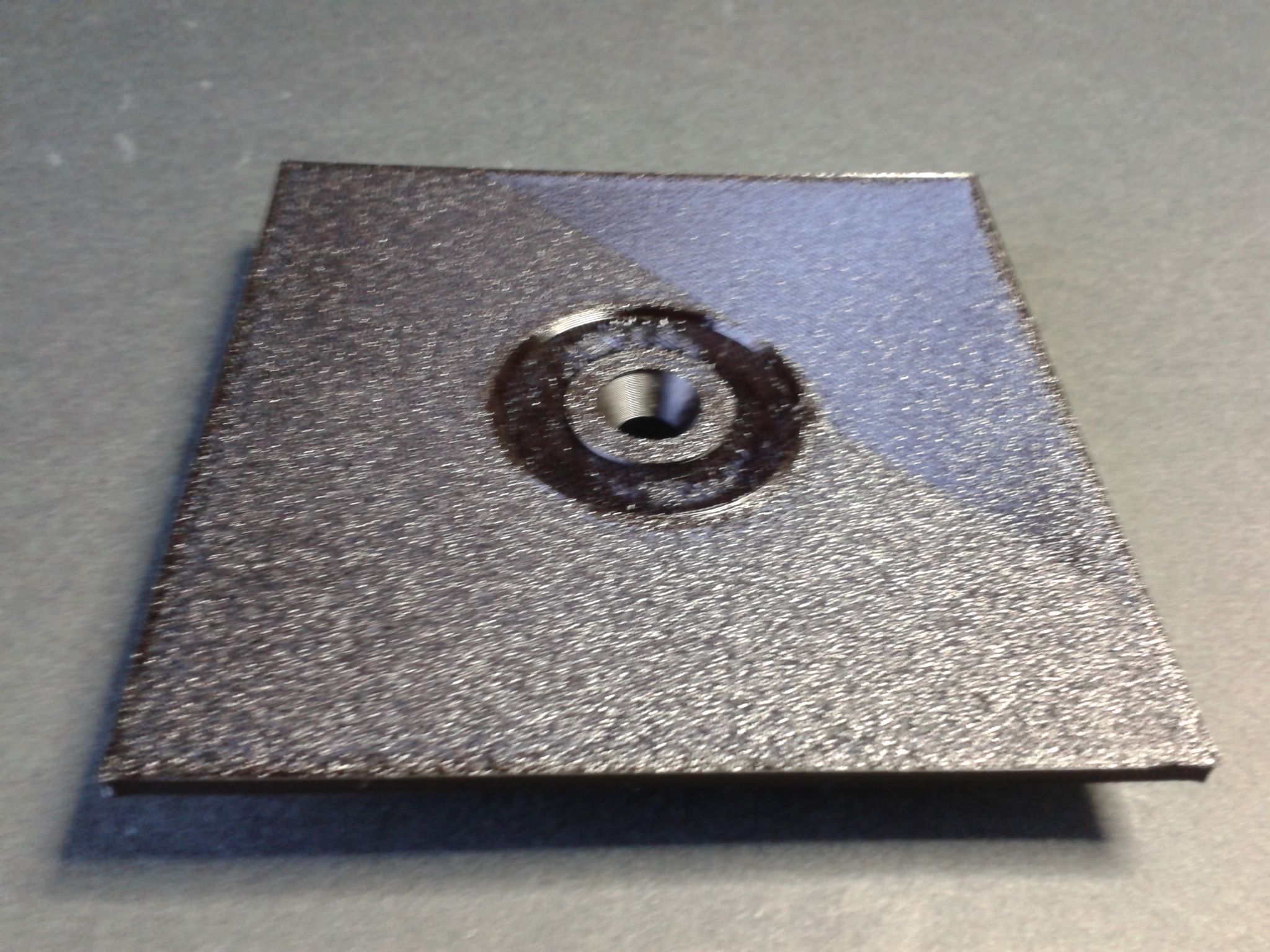
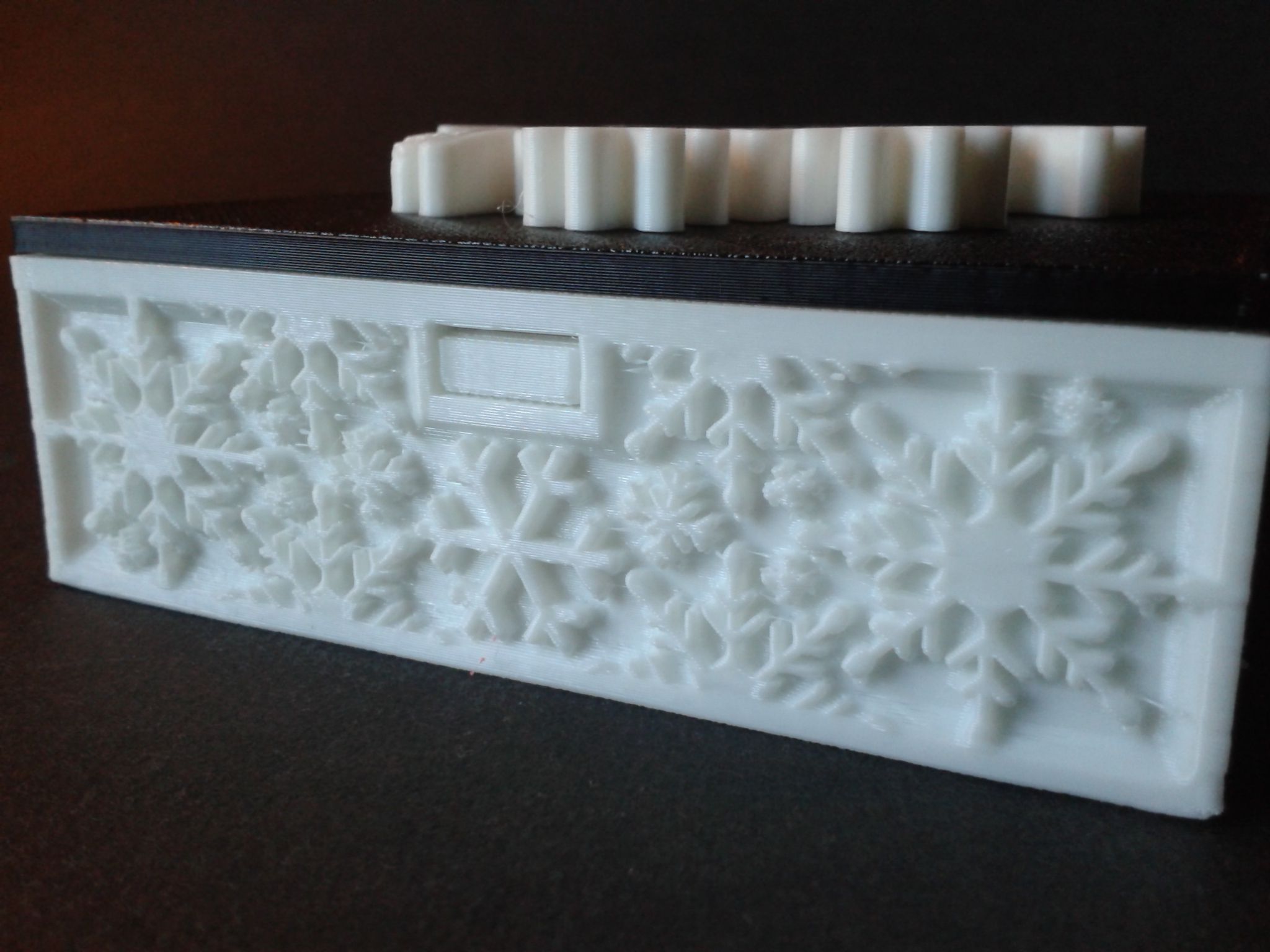
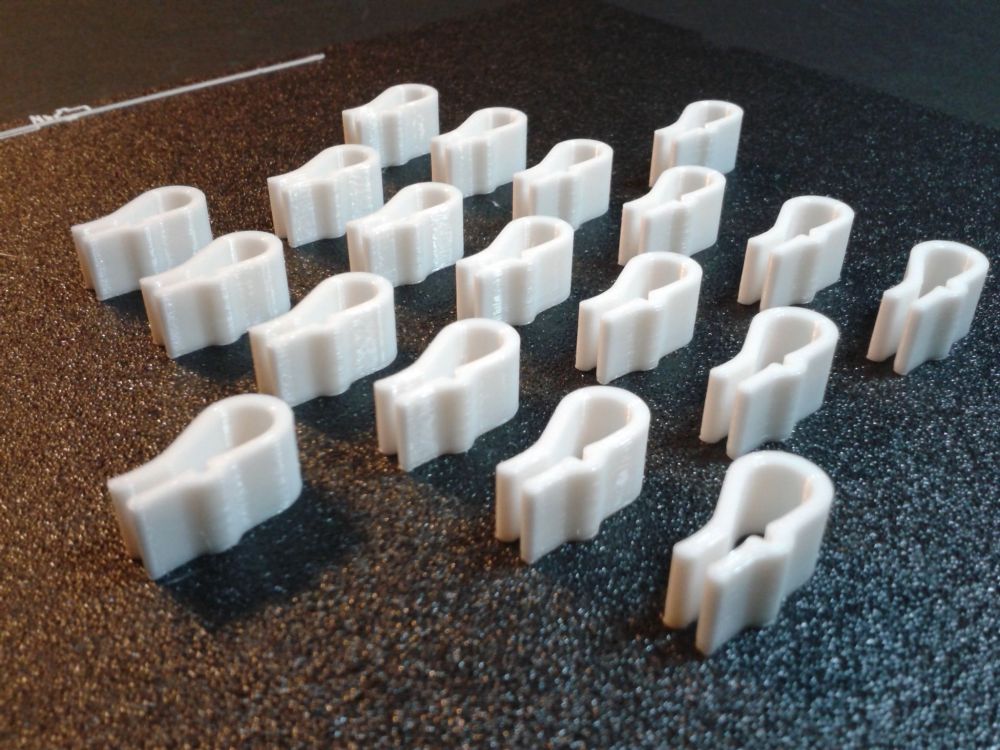
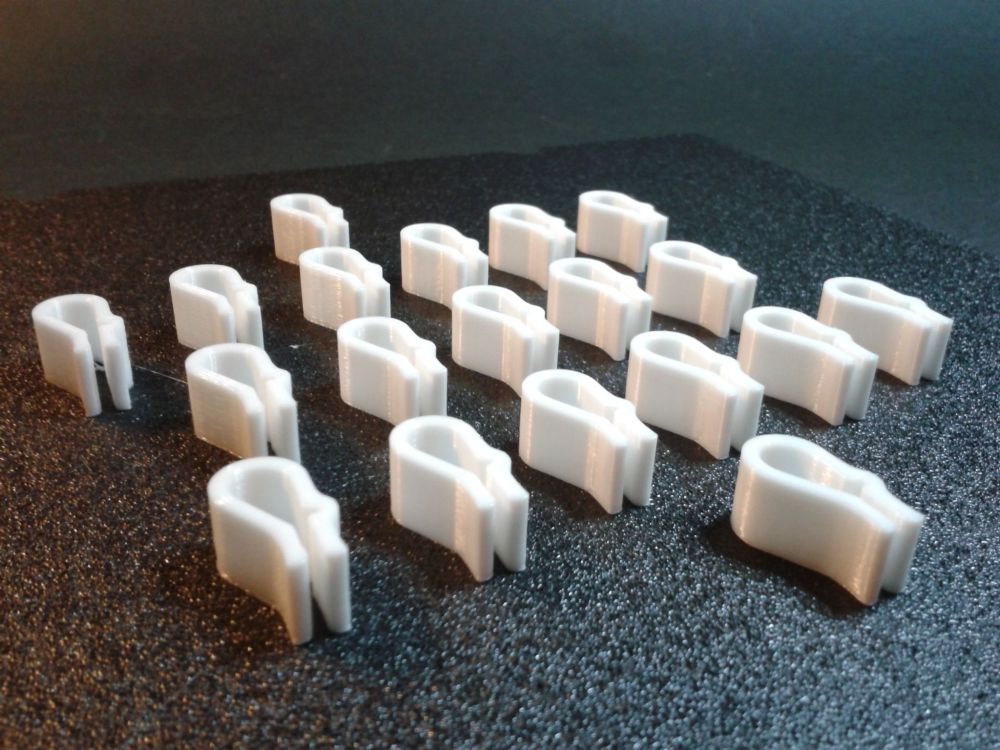
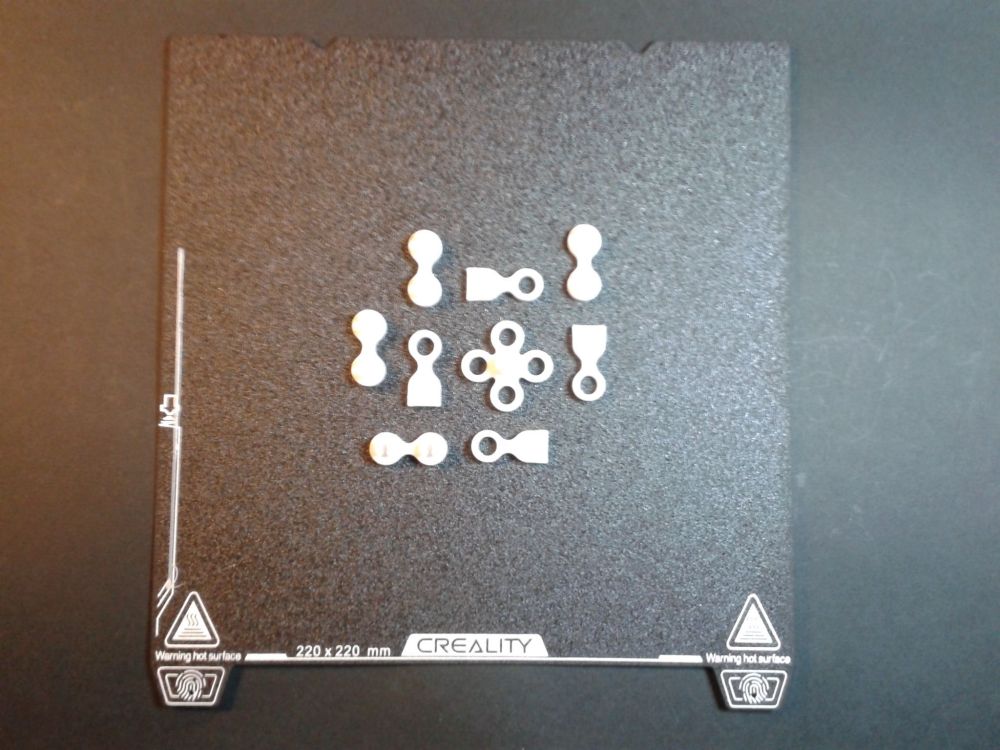
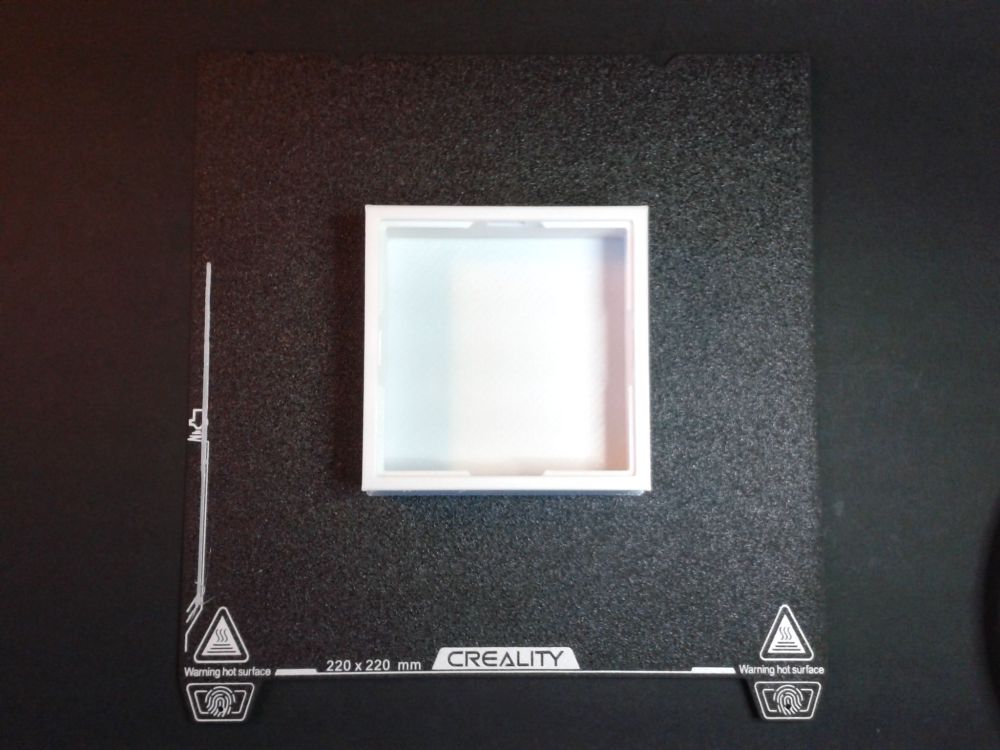
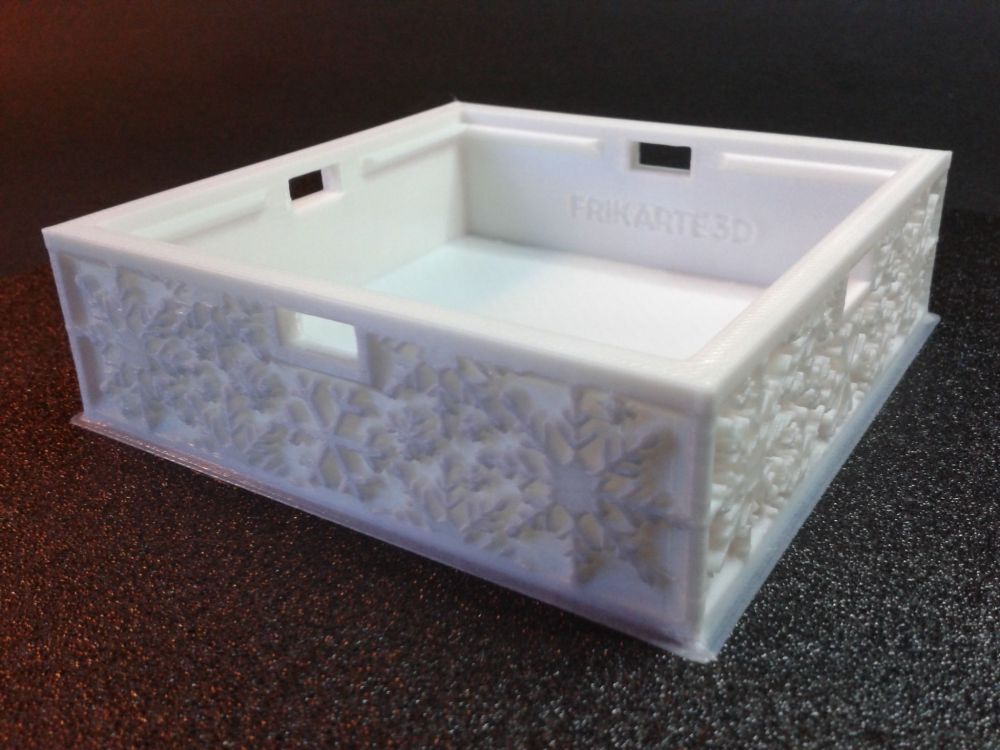
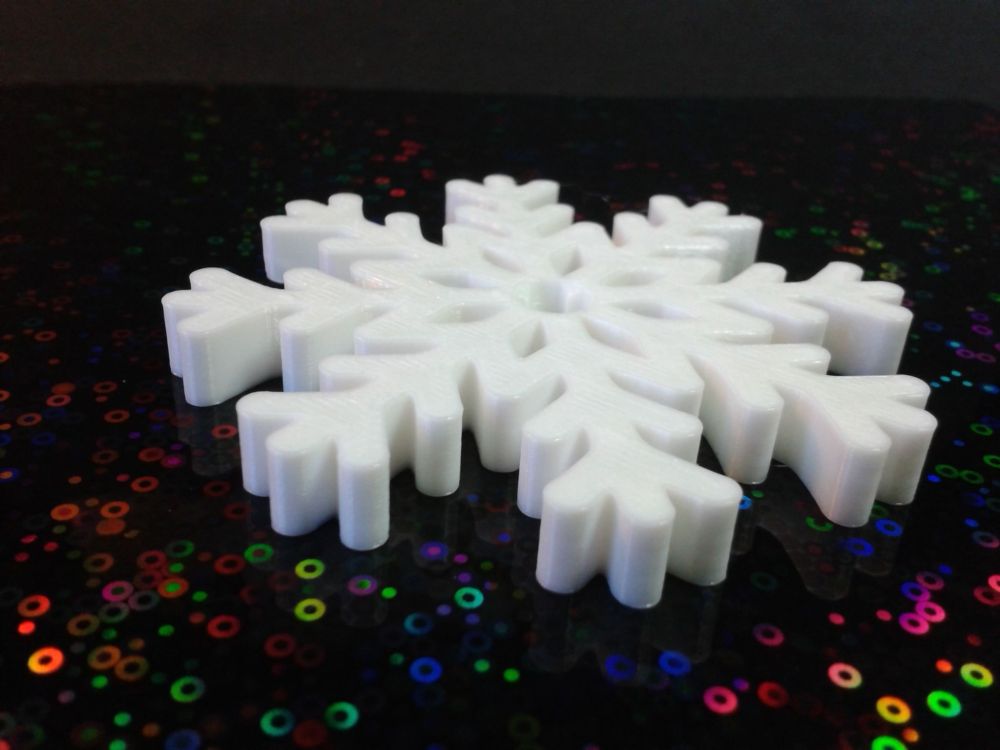
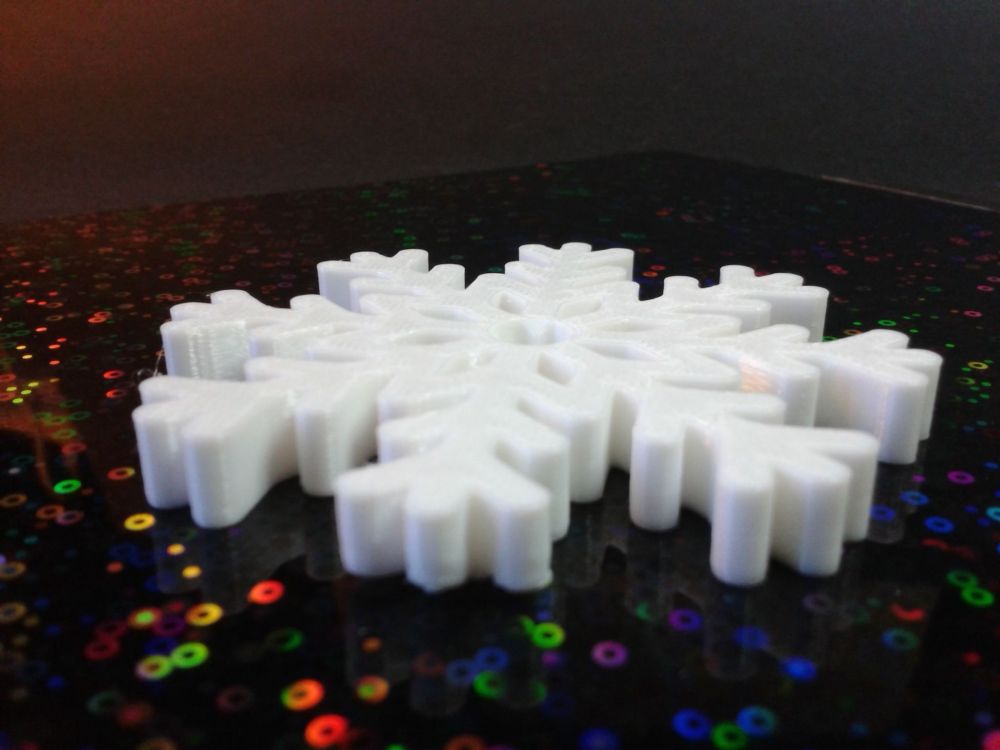
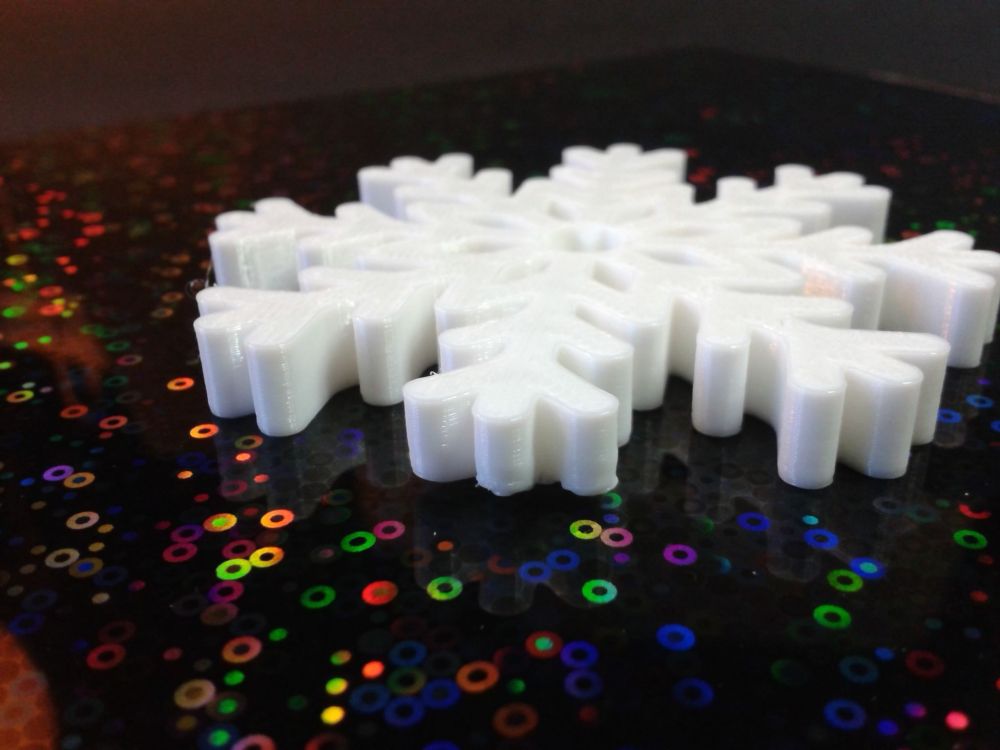
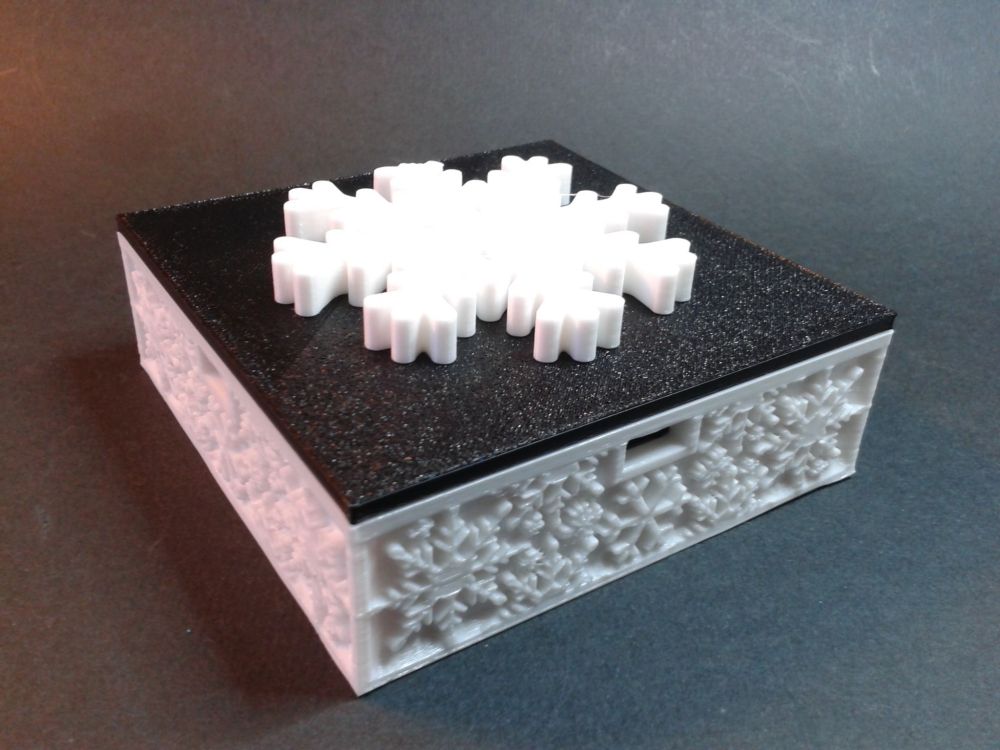
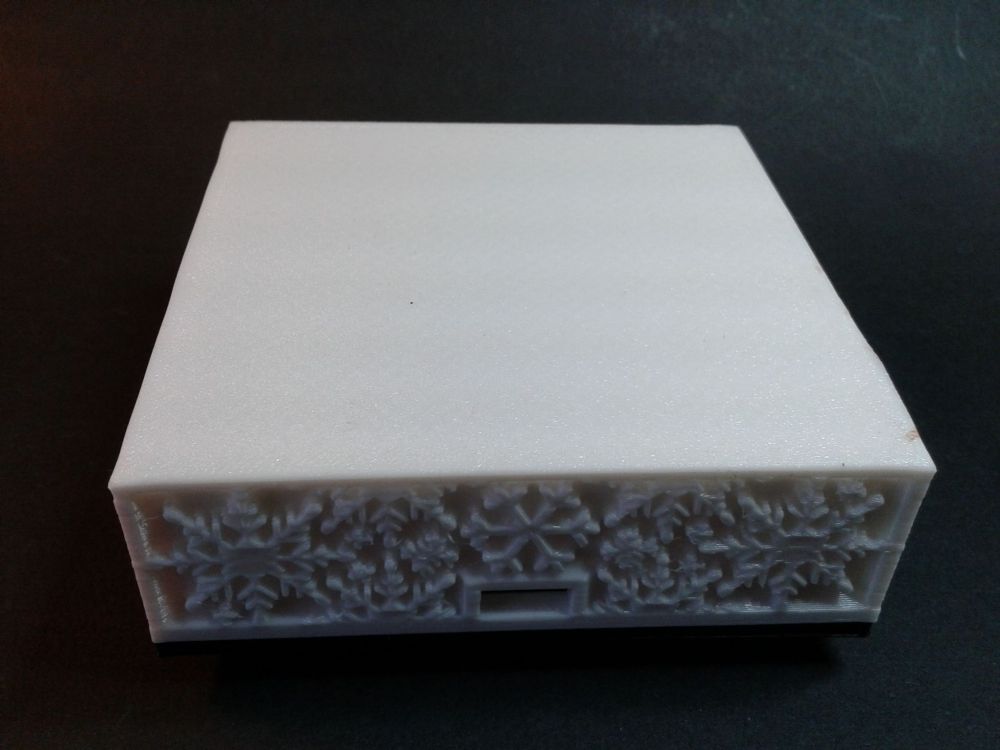
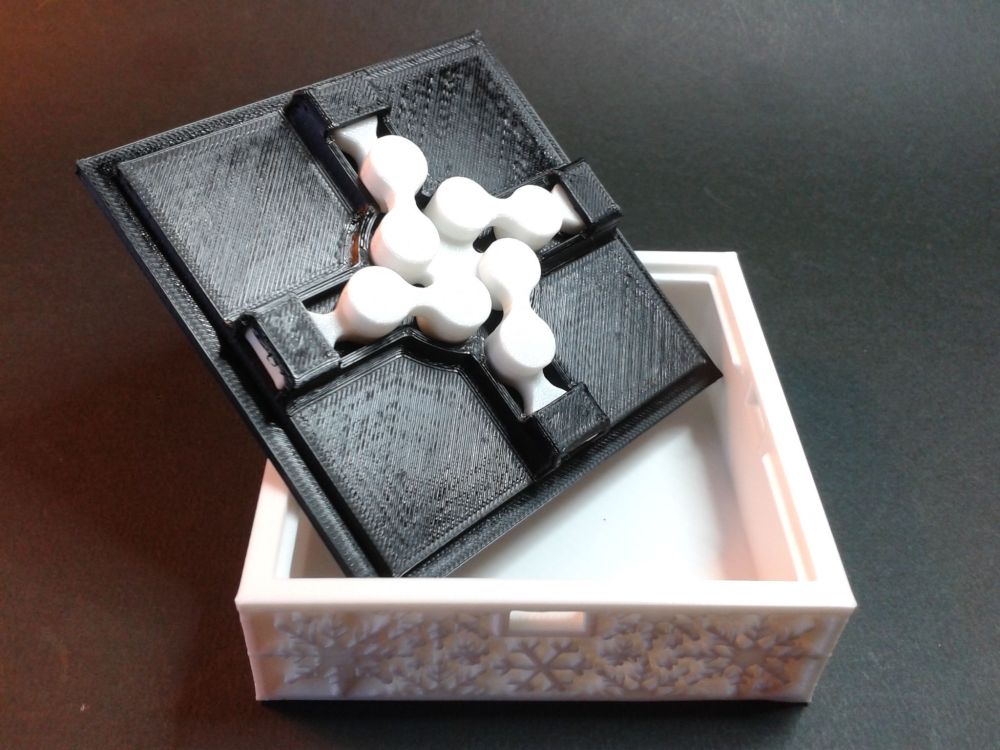
Autres impressions (Acte III) Pour tester un changement de filament avec le g-code M600, une impression d'une de mes versions du logo de LesImprimantes3D.fr https://www.thingiverse.com/thing:6228500 ( j'ai ajouté manuellement là où il faut des lignes avec la commande M600 en utilisant NotePad++ dans le fichier d'impression d'extension ".gcode" obtenus après découpage sous Creality Print, car je ne sais si ni comment demander directement un changement de filament sous Creality Print... (Mais je n'ai pas vraiment cherché non plus.) // A FAIRE : Détailler comment bien placer les M600, pour cela sous Creality Print (ou Prusa Slicer G-code Viewer,) bien étudier l'aperçu après découpage, en mode g-code pour identifier les lignes ";LAYER=..." a rechercher lors de l'édition sous NotePad++ pour y ajouter la/les nouvelles lignes avec un M600. Aussi faire attention de ne pas placer un M600 au milieu d'une rétraction pour éviter un petit bout de filament extrudé en plus. Donc, bien faire attention aux valeurs des arguments "E..." des commande g-code G0 et G1 voir G2 et G3 dont l’enchaînement sera interrompu/impacté par notre ajout d'une ligne M600 ... ) ) ~ 0 h 44 m 28 s d'impression avec 2 changements de filaments pour passer d'un filament CR-PLA rainbow, à un PLA ECO Blanc ArianePlast, et enfin à du PLA Orage Eryone. ( //TODO à détailler et illustrer de photos ( écran et position de park ) Lors d'un M600, pas de bips, la tête fait une éjection, vient se parquer en ?X=0 Y=220, et passe la température cible pour la buse à 140°C sans couper la chauffe du plateau, sur l’écran le bouton de mise en pause se transforme en bouton de reprise. Quand on retire le filament du capteur de fin de filament cela ajout en plus le message de détection de fin de filament ... ) En PETG (profil matériaux "CR-PETG", qualité d'impression "Normal" (0.20mm)) "Filament Clip" de "3DP" https://www.printables.com/fr/model/242981 19 d'un coup. Je remarque que la fonction clonage sous Creality Print ne permet de faire qu'un maximum de 9 clones d'un coup, car l'on ne peut saisir qu'un seul chiffre. Il faut donc répéter l'opération. Une fois le plateau flexible "PEI" texturé revenu à température ambiante, les clips se détachent d'eux-mêmes du plateau. C'est très agréable (Sur la E3V3SE le plateau avec une surface "PC", lui était bien moins agréable, car encore très/trop accrochant même revenus à température ambiante et j'avais cassé quelques clips en les détachants du plateau). ~ 1 h 00 m 22 s d'impression, filament CR-PETG Blanc Creality "Snowflake Mechanical Box ❄" de "Frikarte3D" https://www.crealitycloud.com/model-detail/6580387246ae0c34be0fc88c Creality Print ne semble pas aimer les emojis dans les chemins et nom de fichier des modèles 3D, j'ai eu besoin de renommer le dossier afin d'en enlever les emojis, pour qu'il m'affiche/prenne en compte les modèles des fichiers que je lui glissé/déposé. ~ 0 h 41 m 05 s, filament CR-PETG Blanc Creality ~ 3 h 14 m 34 s, filament CR-PETG Blanc Creality J'en ai profité pour tester mon plateau "PEY circle", malheureusement je me suis heurté a des problèmes d'adhérence de la couche initiale, A mon troisième essai d'impression, j'ai finalement obtenu une couche initiale correcte mais pas parfaite. L'ajustement du Z-Offset via l’écran semble se faire par incrément/décrément de 0.1 mm après plusieurs appuis sur le + ou le - du Z-Offset // A FAIRE Photo d'illustration de l'ajustement du Z-Offset via l’écran. ( et voir pourquoi il faut appuyer plusieurs fois ... si c'est que le firmware incrémente d'une valeur qui se trouve arrondie a l'affichage ou non ... ) "Medium Knob" ~ 0 h 54 , filament CR-PETG Blanc Creality Pour le couvercle ma vielle bobine de PETG Noir Sunlu, n'a vraiment pas accepté d'adhérer a mon plateau PEY malgré plusieurs essais et ajustements du Z-Offset. ( // Mais je n'ai pas testé de réduire la vitesse d'impression pour la couche initiale. ) Je suis donc revenu, pour mon cinquième essai d'impression du couvercle, au plateau flexible PEI texturé fourni, où là l'adhérence est très bonne. (Mais je n'avais pas de suite remis le Z-Offset adapté pour la couche initiale, d'où la surface non uniforme côté plateau.) "Lid Flat", ~ 1 h 06 m 45 s, filament PETG Noir Sunlu Après avoir ébavuré les bordures quand il y en avait, et assemblage (je n'ai pas encore collé), la boîte est fonctionnelle (les tolérances sont un peu justes et elle grince un peu quand on tourne le mécanisme, mais cela devrait diminuer à l'usage)







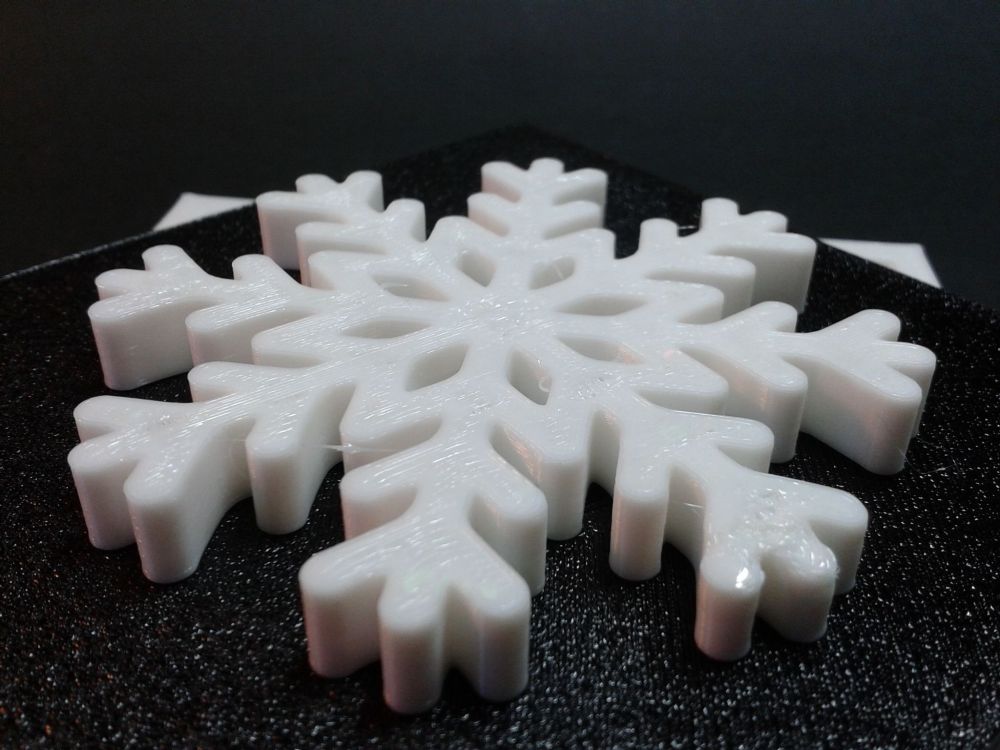
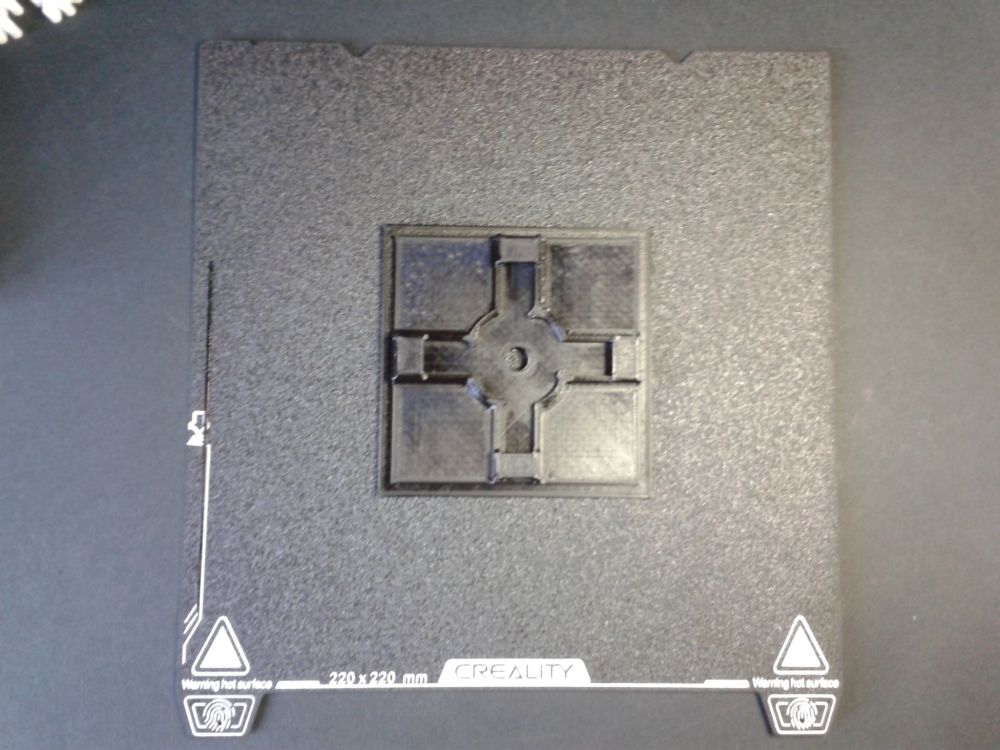

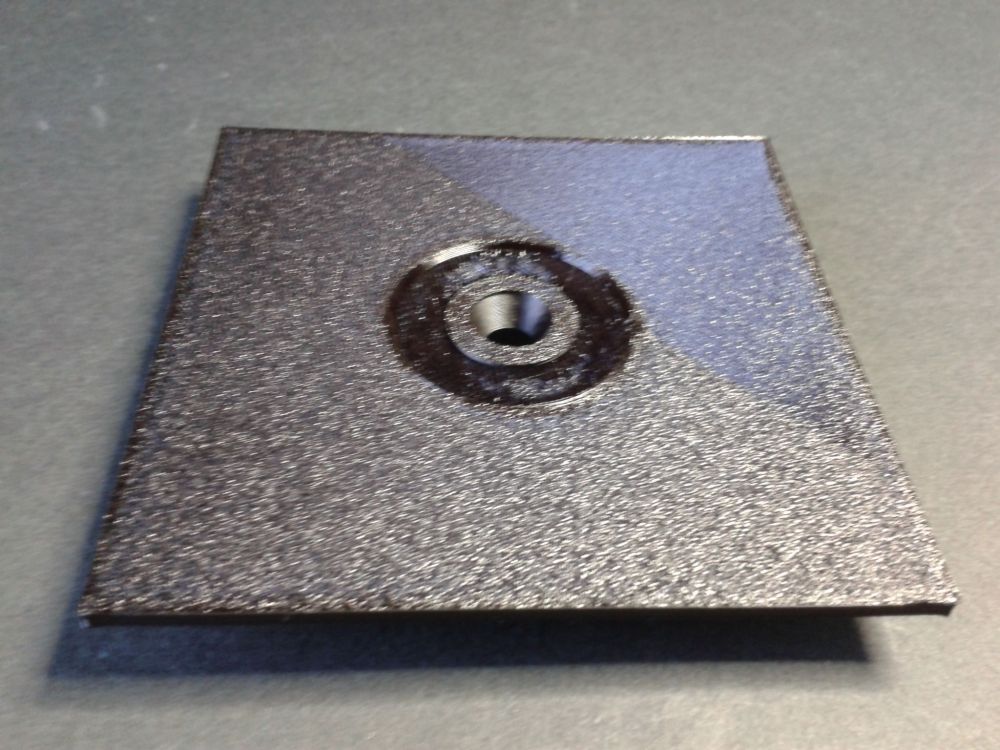


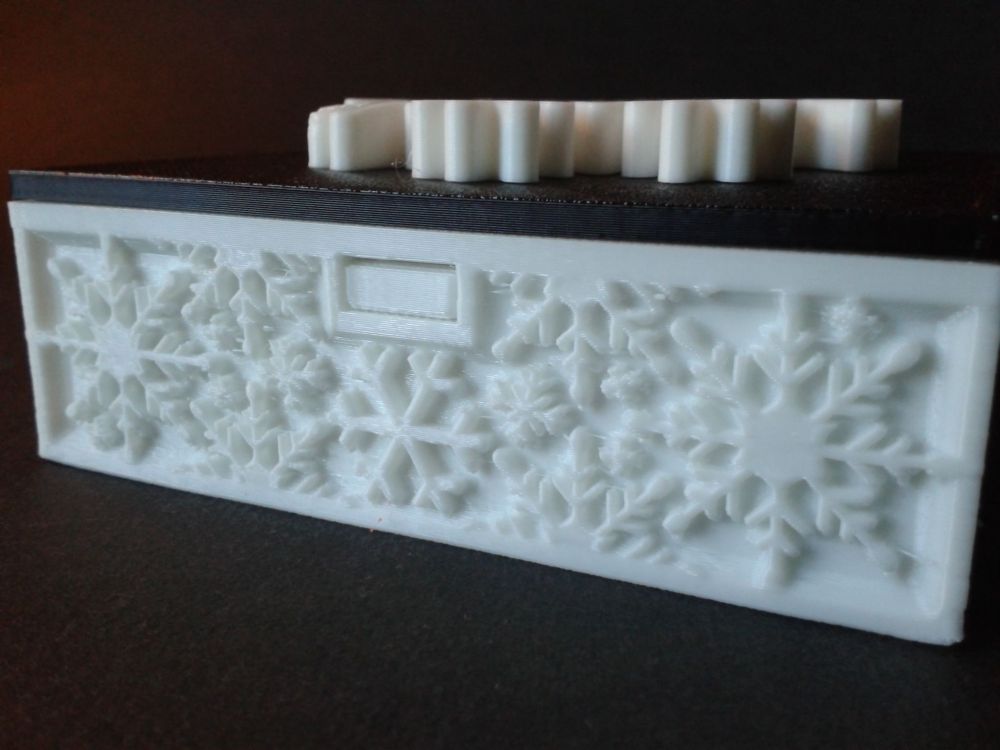 1 point
1 point -
Merci Joyeux Noël (avec un peut de retard) et bonnes fêtes de fin d'année a toi !1 point
-
Bonne année 2024
 1 point
1 point -
Joyeux Noël à tous !1 point
-
 Bonjour, Je joins les fichiers d'exemple de fabrication de veilleuse avec Luban 3D,Frecad et simplify3D. La lampe rechargeable et la bande leds viennent de chez Action1. Je préconise la version rechargeable plus facile à incorporer par sa petite taille. PartieBasse-Corps.stl Le fichier luban3D Project.rar le fichier FREECAD PartieBasse.rar1 point
Bonjour, Je joins les fichiers d'exemple de fabrication de veilleuse avec Luban 3D,Frecad et simplify3D. La lampe rechargeable et la bande leds viennent de chez Action1. Je préconise la version rechargeable plus facile à incorporer par sa petite taille. PartieBasse-Corps.stl Le fichier luban3D Project.rar le fichier FREECAD PartieBasse.rar1 point -
 Bonjour, Une horloge folle. Nous vivons dans un monde en perpétuelles évolutions alors soyons anticonventionnel. Tout change sauf la représentation du temps qui passe, soyons fous. Voici une horloge qui affiche l'heure au format 24 heures (comme nos horloges digitales) et pour changer la grande aiguille indique les heures et la petite les minutes. Et gâteau sous la cerise, elle tourne à l'envers. La réalisation a nécessité l'impression de 73 pièces. Il me reste à développer la partie électronique de pilotage (non conventionnel bien sûr) et le concevoir la mise en boîte. Bonne journée à tous et changeant nos habitudes.1 point
Bonjour, Une horloge folle. Nous vivons dans un monde en perpétuelles évolutions alors soyons anticonventionnel. Tout change sauf la représentation du temps qui passe, soyons fous. Voici une horloge qui affiche l'heure au format 24 heures (comme nos horloges digitales) et pour changer la grande aiguille indique les heures et la petite les minutes. Et gâteau sous la cerise, elle tourne à l'envers. La réalisation a nécessité l'impression de 73 pièces. Il me reste à développer la partie électronique de pilotage (non conventionnel bien sûr) et le concevoir la mise en boîte. Bonne journée à tous et changeant nos habitudes.1 point -
Les buses de + grandes tailles (0.6, 0.8) ont historiquement deux justifications : - permettre d'imprimer + vite (en augmentant la hauteur de matière imprimée à chaque couche) - de permettre d'imprimer des matériaux "mix" (du PLA avec particules de bois, ou du PETG-CF avec des particules de carbone, etc.) - les ajouts de matières dans le filament ont tendance à boucher les buses 0.4, d'où le 0.6 conseillé Le premier point n'a à priori pas de raison d'être sur les Bambu (tous les retours semblent indiquer que les optimisations de vitesse de la machine en elles mêmes annulent l'intérêt de passer de 0.4 à 0.6 (ou +). Conclusions : - le changement de buses n'est pas nécessaire / utile sur les Bambu pour accroître la vitesse d'impression - normalement la buse 0.2 n'est quasi pas nécessaire (la 0.2 permettant déjà d'imprimer en 0.1mm) - la buse 0.8 n'est quasi jamais nécessaire (la 0.6 suffisant en général pour les filaments bois, carbone, ...) - la buse 0.6 reste obligatoire pour ces filaments enrichis1 point
-
Salutation ! Peut tu détailler ? Tu utilise quel navigateur ? sur un ordinateur ou sur un smartphone ? Normalement sur un navigateur web d'un PC ( par exemple Chromium sous linux ) une fois que tu a sélectionné une partie, il y a un petit bouton "Citer" qui apparais (un popup) ( a ne pas confondre avec le "Citer" en bas du message qui lui reprend tout le message.) Ce qui donne De temps en temps, il arrive, qu'il n'y ai pas le bouton popup "Citer" lors d'une sélection (Souvent quand on sélectionne plus que le contenu d'un commentaire) il faut alors recommencer la sélection...
 1 point
1 point





























.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)


.png.f9a90eae895c467bd153bed785fee5f8.png)