Classement




Contenu populaire
Contenu avec la plus haute réputation dans 02/03/2024 Dans tous les contenus
-
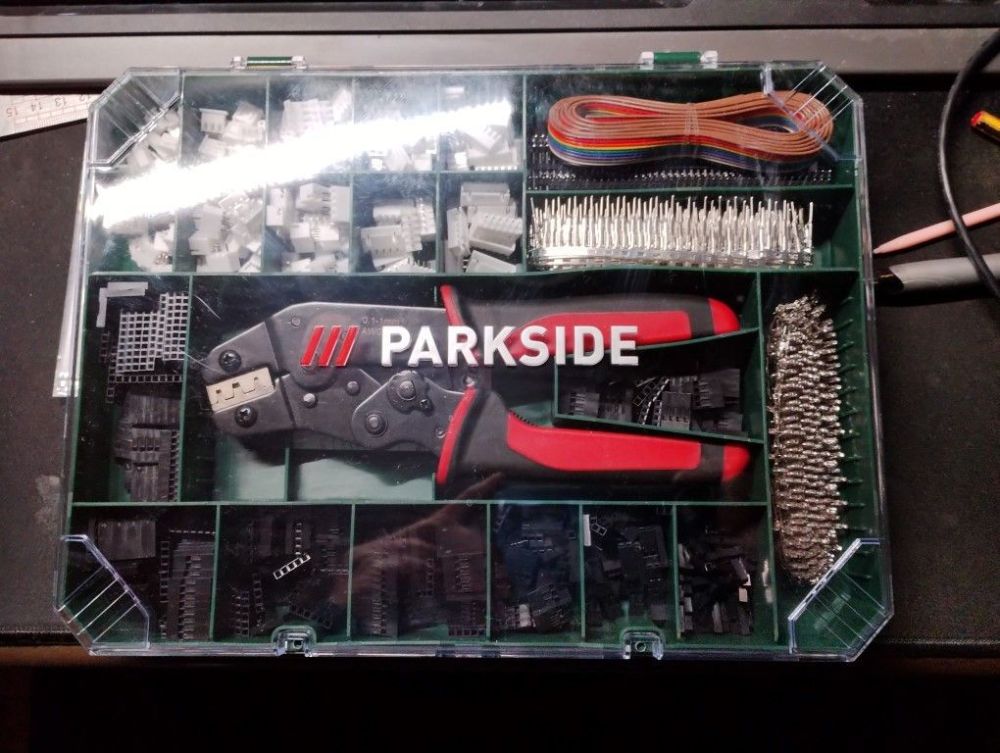
Pour ceux qui ne seraient pas équipés. Lidl, vend actuellement une boite de connecteur JST-XH, Dupond et la pince à sertir pour pas très cher On trouve également une boite de thermoplastiques de différentes dimensions.

 5 points
5 points -
La bambulab prend moins de place que la 4 max avec une surface d'impression un peu plus grand. Reste plus qu'a trouver une réhausse avec aération pour le PLA et led pour l'AMS.
 3 points
3 points -
Chacun aura reconnu Mickey, impression Ender 3 S1 Pro avec Sonic Pad, filament PLA Basic de chez Amazon.
 3 points
3 points -
Faites très attention à la pub sur le site de XTOOL, je viens de me faire encore avoir. Hier premier mars, Xtool a mis sa machine de sérigraphie en vente, et bien je n'ai pas pu résister, pourtant j'ai lutté une bonne heure et demi avant d'appuyer sur le bouton magique et de sortir la carte bancaire. En vérité, c'est surtout par nostalgie que j'ai acheté cette bécane avec tout ses accessoires, car cela me rappelle la première machine spéciale que j'ai conçu pour l'automobile (Renault) quand j'ai ouvert mon bureau d'études il y a plus de 40 ans.
 2 points
2 points -
J'ai imprimée un contour pour une bobine carton formfutura pour l'AMS, bon le contour va bien sur la bobine mais si je ferme le capot de l'AMS la bobine forte et ne tourne plus.... j'avait pas envie de ré-enrouler la bobine sur une autre, ni de laisser trop longtemps le capot ouvert à cause de l'humidité donc j'ai bricoler un truc (j'ai quelque amélioration à faire) mais ça rentre dans l'AMS faut que je teste en fonctionnement mais j'ai une impression en cours. Bobine grossiste3D coupé en 2 Faut que j'augmente le rayon extérieur de l'entretoise pour qu'elle corresponde au rayon de la bobine intérieur, la ou il y a le filament qui s'enroule pour qu'il me servent de gabarit à la découpe de la bobine carton, la celle que j'ai faite n'est pas très centrée (pas grand chose comme décalage). Ca va aussi me servir comme bobine pour les recharges plutôt que d'imprimer une bobine en entier, vue le nombre de bobine vide que j'ai en stock...





 2 points
2 points -
J'ai la valeur de ces appareils, néanmoins j'ai également la valeur de mon porte-monnaie. La notion de cher varie selon les portes-monnaies, chacun ses priorités. Si je n'avais pas de lacunes, il ne me serait pas utile de demander de l'aide et des conseils, non?2 points
-
je viens d'essayer un print avec filament support mais pla pour support pegt (le principe est le même qu'avec un filament spécial support mais en moins cher...) Vidéo qui explique les réglages : C'est nickel, il n'y a pas beaucoup plus de filament utilisée si on règle bien la purge (je ne règle pas comme dans la vidéo qui m'a servie de modèle) et ça s'enlève tout seul.
 2 points
2 points -
J'ai contacté Jean Marc d'ArianePlast pour avoir des précisions concernant les filaments hautes vitesses Voici ma question suivi de sa réponse : Je voudrai avoir ton avis sur les filaments hautes vitesses, penses tu que c'est une arnaque commercial ou une réalité ? Pour t'apporter quelques précisions concernant les filaments haute vitesse c'est simplement un grade de PLA plus fluide qui est utilisé. Comme il est plus fluide le moteur va arriver à pousser le fil à une température d'affichage " normale d'utilisation " aux alentours des 200°c. Pour t'expliquer un peu plus dans les détails plus un pla a des chaines de molécules longues / plus il est résistant mécaniquement / plus il est compliqué a fabriqué / plus il est cher / et plus il faut le chauffer. Un test simple pour le voir tu prend un fil HI speed et tu descend la température de ta buse a 160°C , tu constatera que tu arrive toujours a le pousser et il s'écoulera. Un pla Arianeplast ( grade ingeo 4043D) tu n'arriveras pas à le faire fondre a 160°C. Si tu essayes de fabriquer du pla dans ta cuisine comme on peut le voir dans certaines vidéos sur YouTube tu va arriver à faire un PLA qui va durcir mais à peine tu vas le chauffer qu'il sera à nouveau liquide. ( ça c'est un pla de faible qualité) Par contre si tu fabrique un PLA dans un laboratoire ou en industrie avec tout le matériel nécessaire tu vas arriver à faire un pla avec des chaines de molécules beaucoup plus longues (ce qui caractérise en général un polymère de qualité et résistant) Et là tu va avoir un plastique qu'il va falloir chauffer plus pour le ramener à nouveau à l'état visqueux (visqueux, mais pas liquide) Moins le pla est de bonne qualité plus tu peut l'imprimer vite a une température " de base 200°c" Ce qu'il faut toujours garder en tête c'est le temps de séjour du fil dans la tête d'impression. C'est pour cela que toutes les imprimantes ont des bloc de chauffe et des buses plus longue. Par exemple j'ai réalisé des pièces avec notre PETg à haute vitesse. température standard noté sur la bobine 245°C A cette vitesse tu pourras constater qu'a une vitesse de 300mms la dépose ne se fait plus correctement. Le remplissage va devenir merdique car la couche chaude ne va pas se souder à la couche précédente. Tu pourras aussi observer que ta pièce va devenir plus mat. ( c'est que tu ne fais pas bien fondre ton polymère) Il suffit juste d'augmenter la température a 265°C pour constater que le remplissage va à nouveau bien se déposer (le temps de monter de quelques couches) et ta pièce va redevenir brillante. (comme elle l'est en temps normal aux vitesses que l'on avait l'habitude d'utiliser sur les générations de machines précédentes) C'est exactement pareil avec n'importe quel polymère. PLA/ABS/Nylon ect Tu peux utiliser des fil " normaux " à très haute vitesse, il suffit de ne pas avoir peur de sortir des tranches de températures défini sur la bobine. (Ils auront même tendance à garder une meilleure forme et à mieux garder les côtes de ta pièce en refroidissant) Les fabricants de fil ont défini des bases de température sur les machines qui étaient commercialisé jusqu'à présent. PLA 200/230°c Le fait que les machines ont évoluées, fait que les indications de température ne sont pas bonnes pour des vitesses rapides (10x plus rapide qu'avant) Je pense que les fabricants chinois ont favorisé des grades de PLA plus fluide pour ne pas devoir surdimensionner le moteur de l'extruder à cause de l'inertie pendant les mouvements pour pouvoir imprimer vite. Et pour se faciliter leur travail au niveau des sondes de températures et des cartouches de chauffes Et les utilisateurs particuliers ne font pas de test de résistance mécanique en laboratoire surtout pour faire de la figurine, donc un PLA plus fluide et moins résistant mécaniquement pour de l'industrie sera perçu comme plus qualitatif pour un particulier parce qu'il est " HI speed". J'imprime les pièces PLA qu'on produits sur K1 et K1 max a une température de 245°C alors que sur une CR10 je les utilisais a 225°c. (buse 0.4mm) J'imprime les pièces PETG a 265°c sur k1 et K1max alors que sur CR10 je travaillais a 245°C (buse de 0.4mm) Plus je mets une buse grosse, plus je diminue la température. En espérant que cela puisse aider des utilisateurs. Bien sûr tu peux publier ma réponse1 point
-
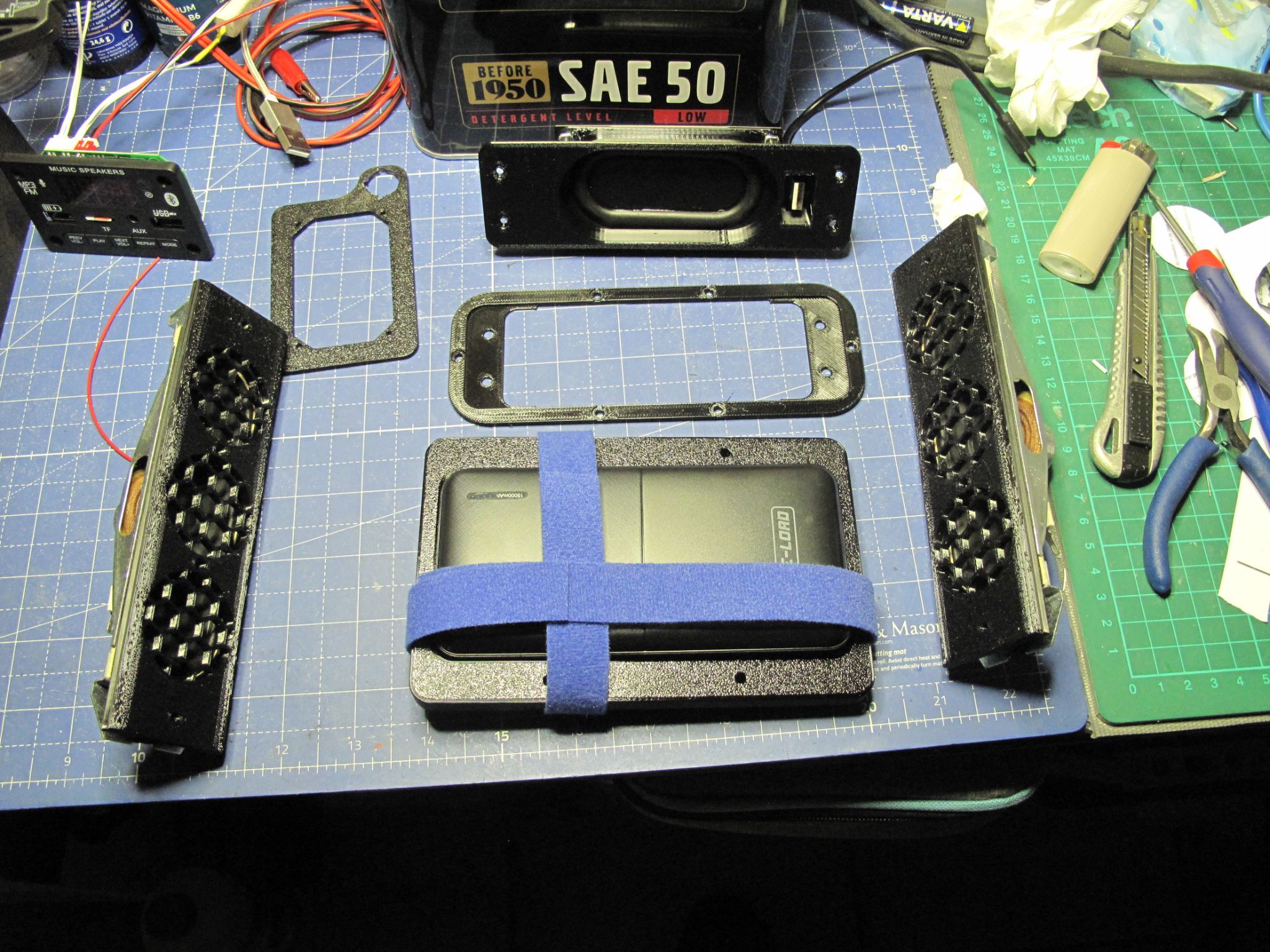
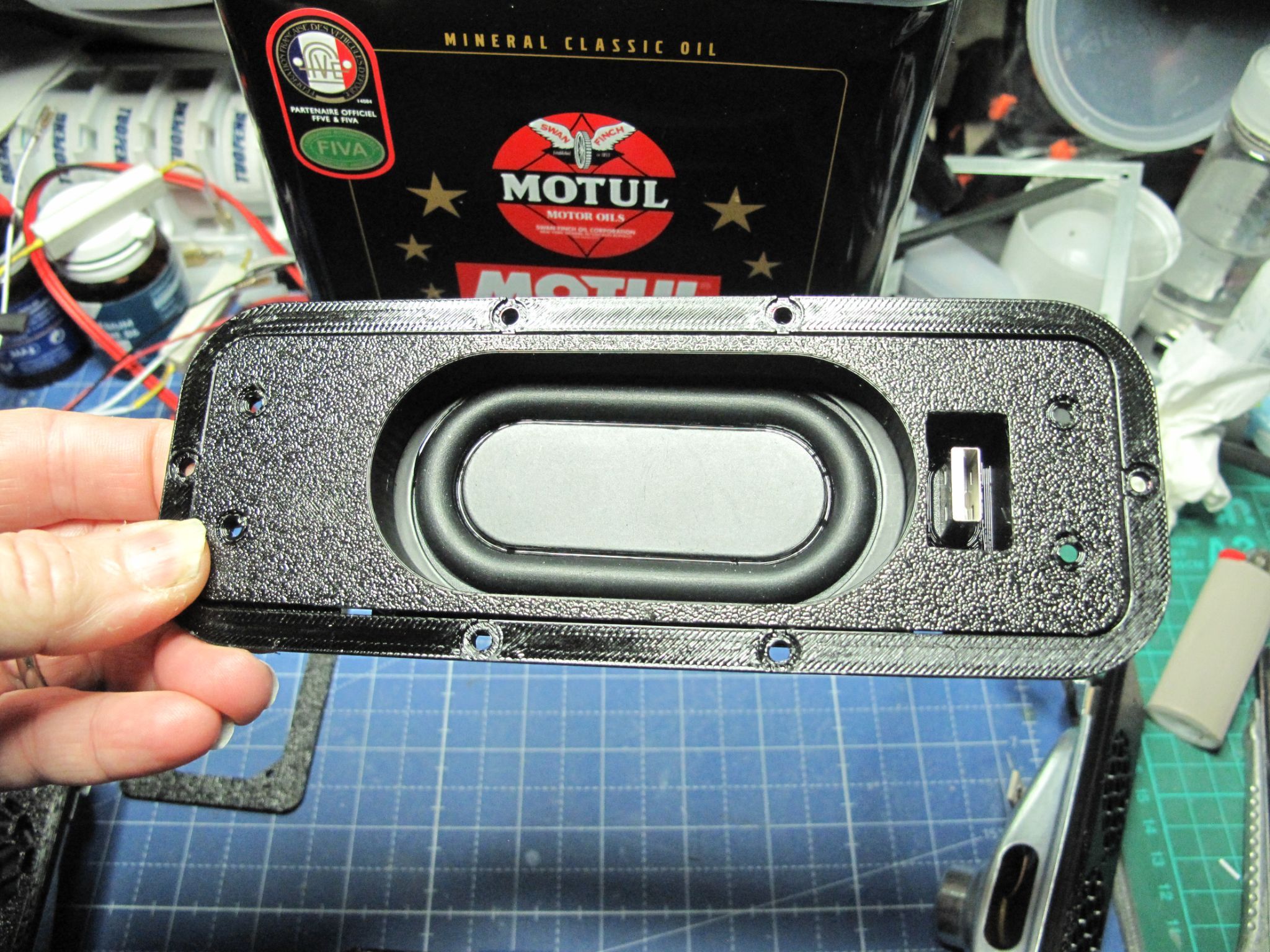
Impressions pour mon bidon d'huile autoradio terminées et nickel, j'y serai encore avec la 4 max.... Aucun nettoyage, elle sorte brute de la P1S même pas un peu de stringing avec le petg. Reste plus qu'à découper et à tout assembler.


 1 point
1 point -
@Bwayne99 je déplace dans la bonne section1 point
-
Trouvé et pris. Merci pour la trouvaille. Je suis équipé en câbles Dupont M/M-F/F-M/F, mais uniquement monofilaires, pour tests. Les connecteurs mutibroches me permettront de finaliser un raccordement avec moins de possibilités d'inverser des fils... (juste 180°, mais bon, un petit repère suffit).1 point
-
Je suis motivé, j'aurais la SW X4 pro devant moi la semaine prochaine....L'attente est différente pour chaque auditeur. C'est vraiment utile au vu du temps que tu as passé dessus, toute l'expérience que tu transmet, avec ce fil de discussion et l'article du blog, sinon le temps que la vidéo dure est pour moi normal. Et le format style "causerie" me vas bien aussi. Change rien1 point
-
Moi aussi, j'ai essayé de le commander à plusieurs reprise, mais à chaque fois c'était en réapprovisionnement , et dernièrement j'ai réussi à passer commande et je l'ai reçu il y a 4 jours et j'en suis très content vu le prix1 point
-
J'ai potassée le wiki avant de commander l'imprimante, j'aime bien savoir se que j'achète.1 point
-
J'ai eu un mail le 29 pour me signaler qu'il était disponible, je le met dans mon panier et le temps de mettre autre chose, il y en avait déjà plus.... donc c'est en stock que quelque minute, en même temps quant on voie le prix qu'il coûte sur alie faut pas s'étonner que tout le monde se jeter sur celui de la boutique officielle....1 point
-
Incroyable @Ironblue je suis scotché, tu es déjà conseillère en Bambulab dépannage, le jour de livraison de ta première Bambu. Félicitations1 point
-
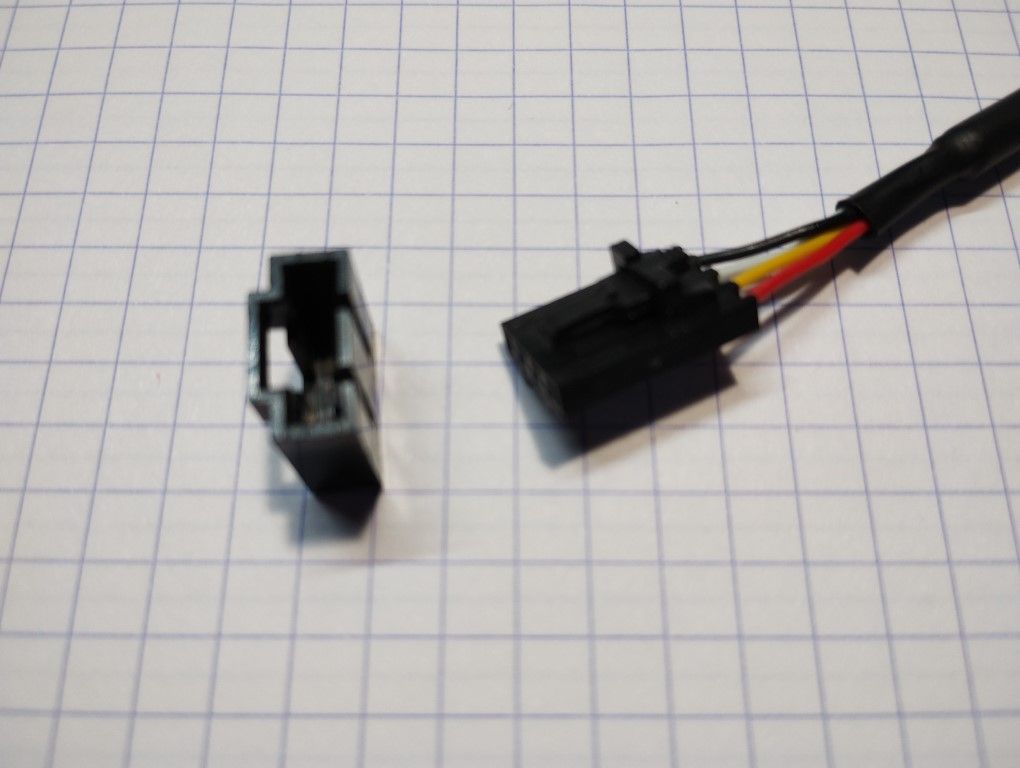
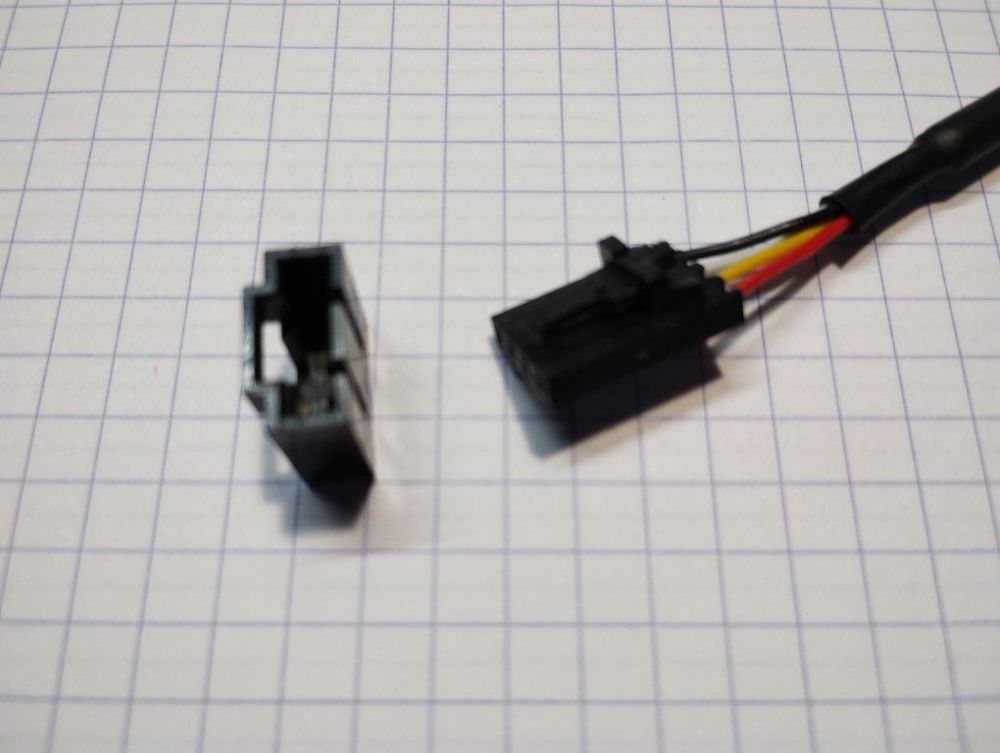
Ce sont les mêmes cartes. Suivant la version (X-4 ou plus récente X-6), la seule grosse différence est la présence de pilotes moteurs amovibles (donc remplaçables) sur la X-4, soudés sur la X-6. La prise Molex SL, une fois déconnectée, permet l'accès à la coque plastique sur le PCB. Ce n'est pas collé mais tient uniquement grâce au trous légèrement plus petits, on peut donc l'ôter (à gauche, la coque femelle retirée, à droite une des extrémités du câble mâle-mâle reliant CM et détecteur filament) : Une prise Dupond 4 broches femelles peut alors être connectée.
 1 point
1 point -
Il galège, j'ai tenu 120 secondes et je n'ai pas d'imprimante Artillery !!! Non j'ai tout vu. merci à toi.1 point
-
Ravis que cela t'ai plu, cela semble ne pas avoir été le cas pour certain semble t'il, un gars a indiqué qu'il c'est endormi après 3sec1 point
-
Le ressort pousse le levier pour qu'il pivote sur son axe et ainsi que la roue pousse le filament contre la roue dentée d'entrainement. Je parle bien de l'axe de rotation du levier, pas de sa roue ni de son ressort. Ton extrudeur dérape quand il faut faire entrer le filament dans le ptfe : tu veux dire que tu laisses l'extruder faire la poussée quand entrer le filament dans le ptfe à la sortie de l'extruder ? Alors c'est une mauvaise méthode : c'est en toi de pousser sur le filament tout en appuyant sur le levier jusqu'à ce que le filament soit dans le ptfe. Après tu peux laisser faire l'extruder. Cela vient du fait que le filament peut se bloquer sur l'entrée du pneufit, donc il faut jouer sur le filament pour passer cette marche. A noter qu'en coupant le bout du filament en biais, l'entrée du filament se fait généralement plus facilement.1 point
-
Comme quoi on en apprend tous les jours https://www.lesimprimantes3d.fr/forum/topic/52864-clé-dynamométrique-pour-buse-est-ce-utile/1 point
-
Le PLA comme support pour le PETG, ça marche, mais pas toujours... Je m'explique : dans le cas où il y une grande surface à supporter, cela peut poser des problèmes de warping... Il faut revoir le design pour adapter et tenir le PETG au lit à chaque coin pour éviter cela...1 point
-
Enlève le raft : 1) ça ne sert à rien 2) ça rend le dessous de la pièce immonde pour l'épaisseur du dessus/dessous 5 couches x 0.2 = 1 mm donc ras de ce côté là. Par contre 10% de refroidissement ce n'est pas beaucoup (en caisson tu doit pouvoir monter un peu (20%-40%))1 point
-
@Motard Geek oui je l'avais vue mais j'ai pas retrouvée, je suis pas très efficace le matin...1 point
-
Je l'ai partagé ailleurs sur le forum je crois, c'est pratique en effet1 point
-
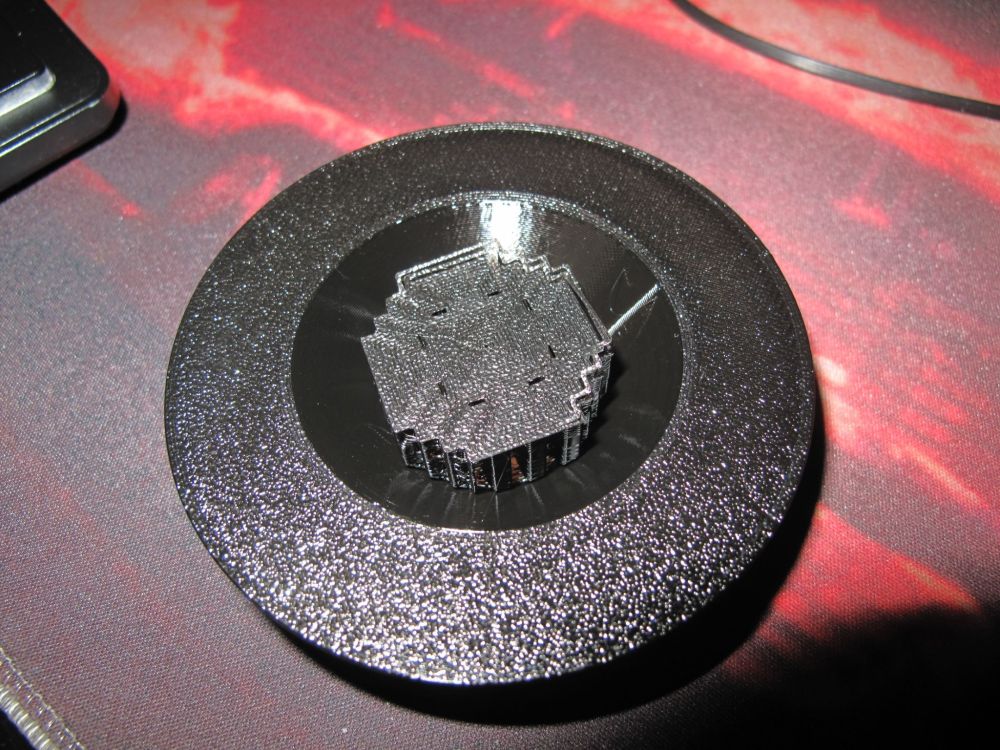
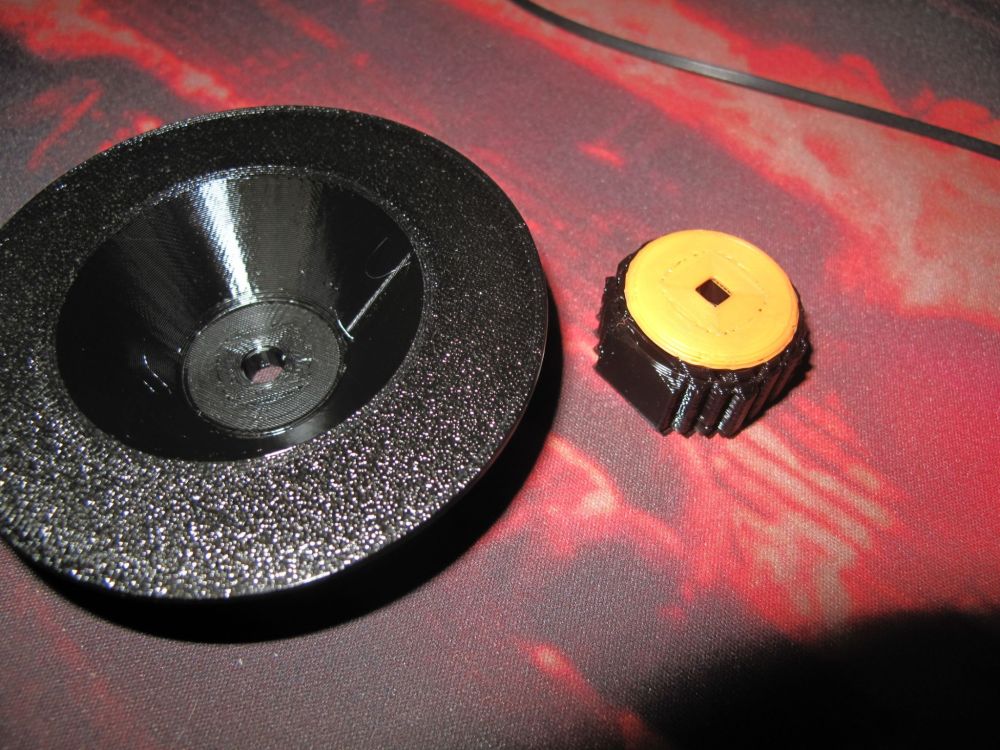
Voici une des réalisations que je fais en ce moment. Un support et cache de compas (boussole pour bateau), qui n'est pas simple de par la forme assez complexe avec l'ouverture des 3 caches, puis, aussi, j’intègre une led pour l'éclairage de nuit... Là, c'est mon dernier proto, mais il reste encore des petites choses a modifier, pour après l'imprimer en ABS ou PTEG pour le poser après sur mon bateau

 1 point
1 point -
Je regarde la même chose pour le prendre à ma prochaine commande car à 6€ ça vaut pas le coût de se faire chier à en faire un.1 point
-
Il a du prendre un de ces avions https://technplay.com/3-avions-de-ligne-se-transforment-en-supersoniques/1 point
-
P1S combo J'ai déjà fait quelques impressions c'est une tuerie par rapport à la 4 max, j'ai print 3 pièces qui n'aurais prit 4 fois plus de temps et elle aurais été moins belle avec l'anycubic. Ca va me coûter cher en filaments....1 point
-
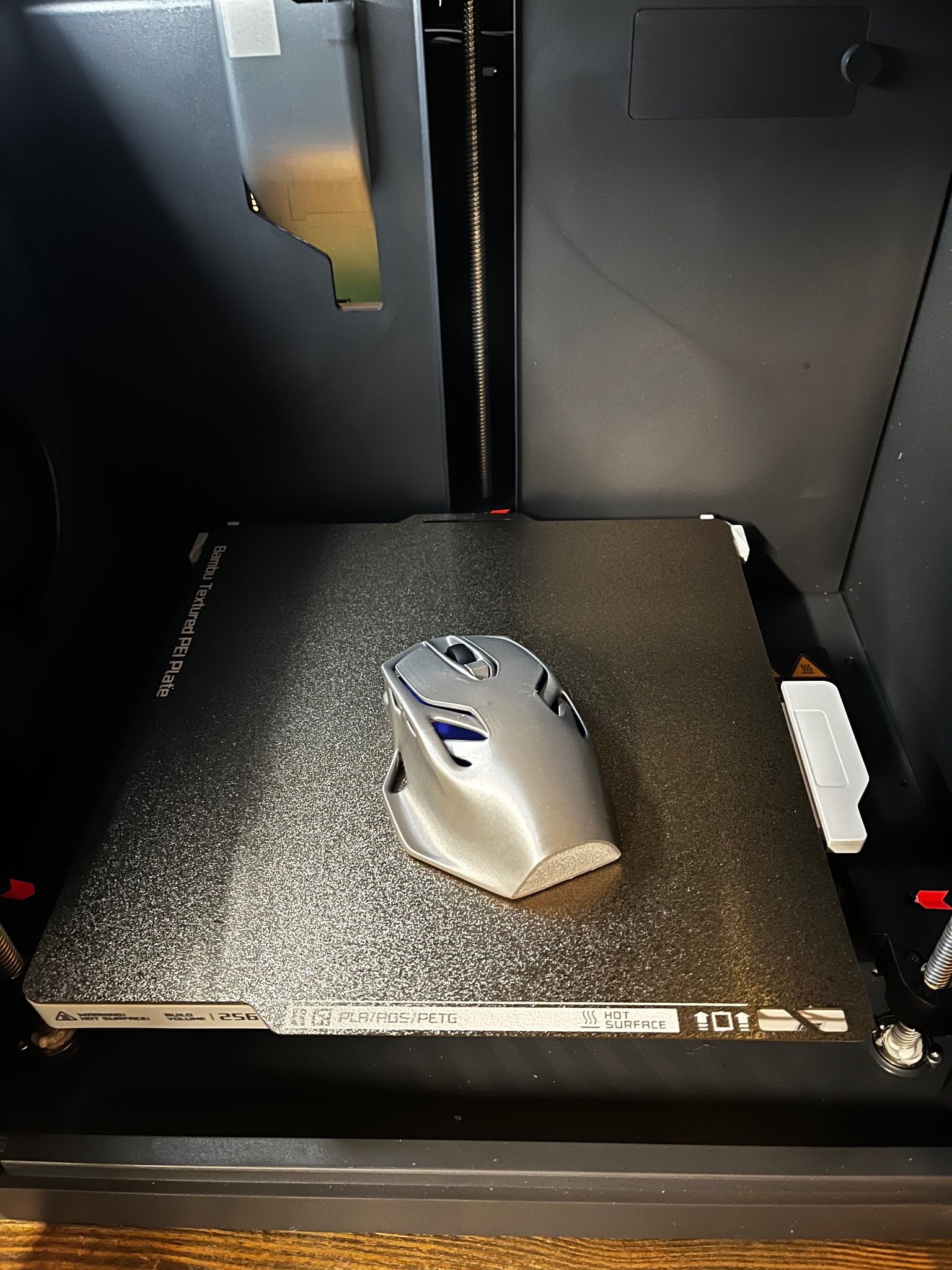
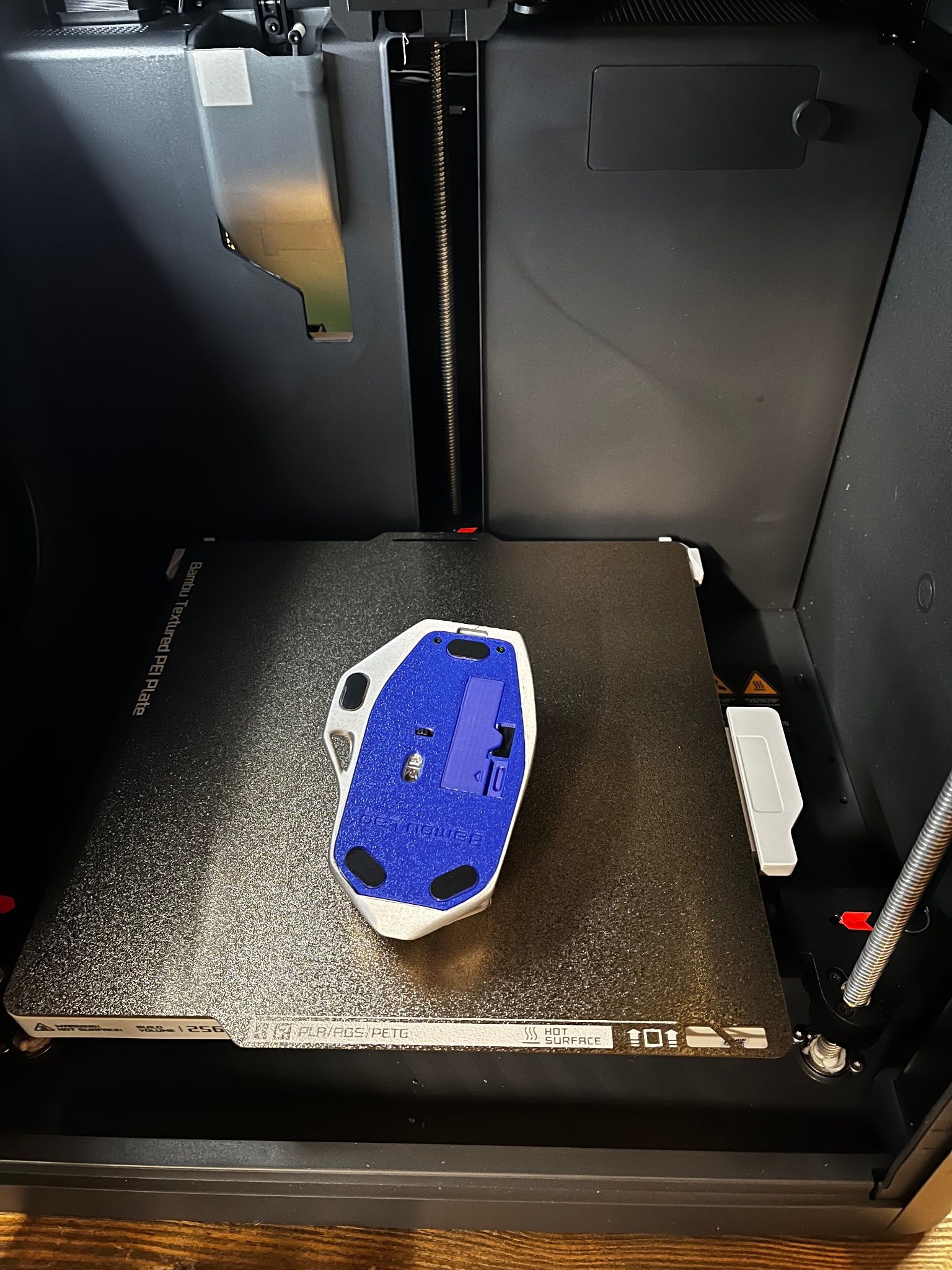
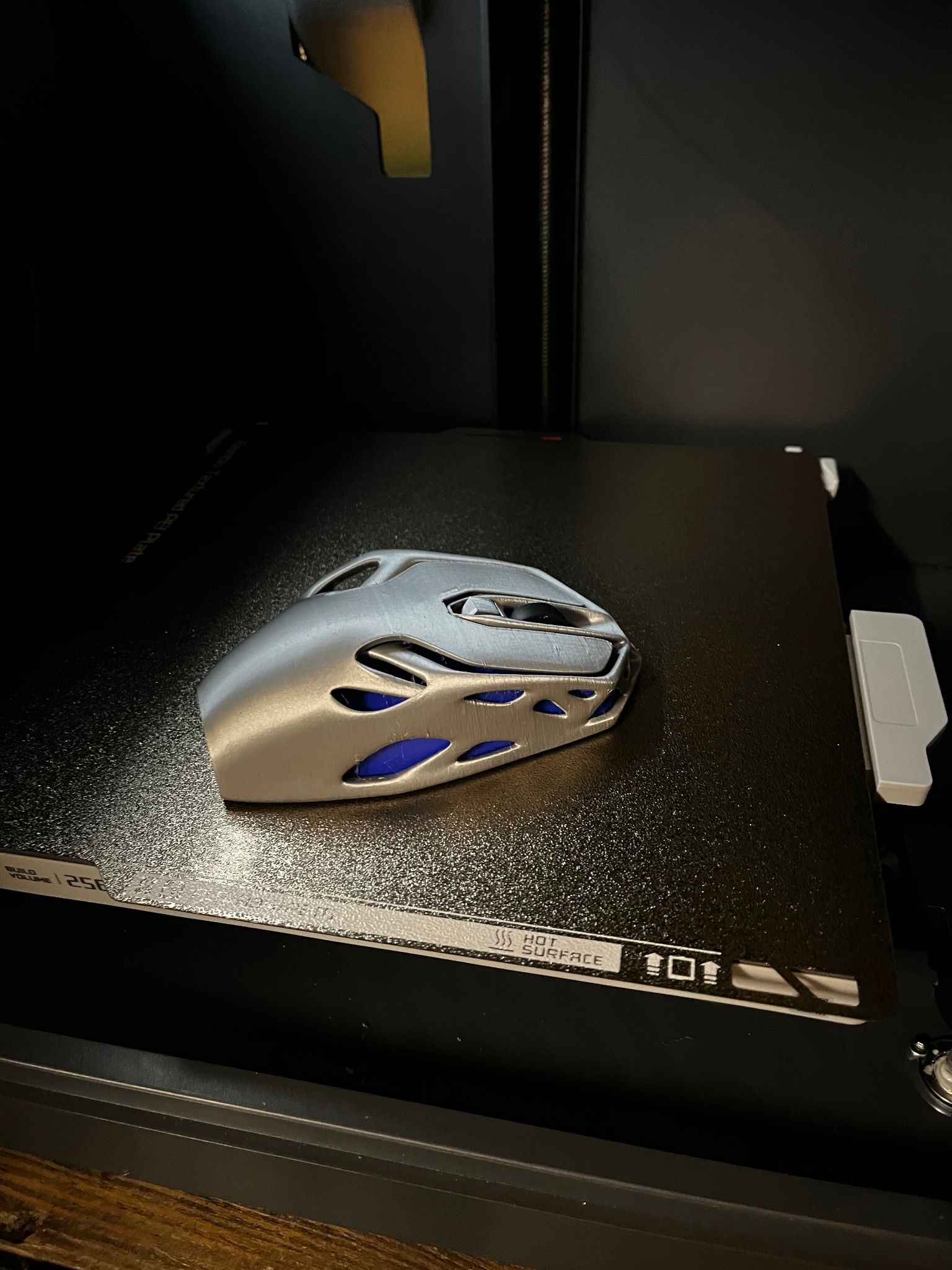
Impression de la semaine . Souris sans fil Bambu. J’ai eu un peu de cheveux d’ange sur un côté. Sinon, top !
 1 point
1 point -
Un grand merci pour ta réponse ! C'est tout simplement ce que je cherchais ! Je n'avais même pas fait attention a cette roue dentée pour être honnête J'ai donc mis ces réglages dans mon slicer et je viens de lancé mon tout premier print perso sur cette machine, on verra . Bonne soirée/journée1 point
-
c'est pour ça que je n'aurais pas imprimé la pièce en mode vase . Quand j'ai eu à faire une 1/2 sphère, je l'ai imprimée normalement, avec des supports.1 point
-
Bin en mode vase... Les supports...1 point
-
@Jean78 une vidéo de l'ami thomas lété quand tu est habitué au imprimante bedslinger avec l'expérience au juger juste avec le doigts tu sais de suite si la tension est bonne ou pas, mais tu as raison quand on est pas habitué le jugé n'est pas la meilleur méthode. L'utilisation d'appli comme spectroide et autre appli du genre est par contre tributaire de l'appareil que l'on utilise (les micro des smartphone sont plus ou moins sensible etc...). Sinon la vidéo pour la X4 Pro est sortie1 point
-
Salut, Pas besoin d'extensions, il y a le paramètre "utiliser les couches adaptatives" dans la section expérimental, à régler en fonction du besoin. Par contre, imprimer sans support me parait audacieux, pour ne pas dire très cou...llu .1 point
-
Avec une buse de 0.6 tu ne peux pas avoir une largeur de 1.2, à la rigueur tu peux mettre 0.71 point
-
Regarde ici , tu devrait y trouver la réponse. https://wiki.bambulab.com/en/x1/troubleshooting/hmscode/0300_0A00_0001_00041 point
-
Alors vu comment on peine à envoyer tous les mails de notification du forum je ne suis pas certain que ça soit la meilleure des options qui, de toute façon, n'est pas proposée par le CMS
 1 point
1 point -
Salut : Voici un sujet qui a le mérite de mettre les pieds dans le PLA !1 point
-
Mon impression s'est terminée sans problème ! Grand merci à vous pour votre aide ! Bien Cordialement. P.S.: dois-je clore le sujet, et si oui, comment ?1 point