Classement



Contenu populaire
Contenu avec la plus haute réputation dans 09/05/2024 Dans tous les contenus
-
T'inquiètes on l'a tous fait un jour ... (En tout cas en ce qui me concerne, pas qu'une fois)4 points
-
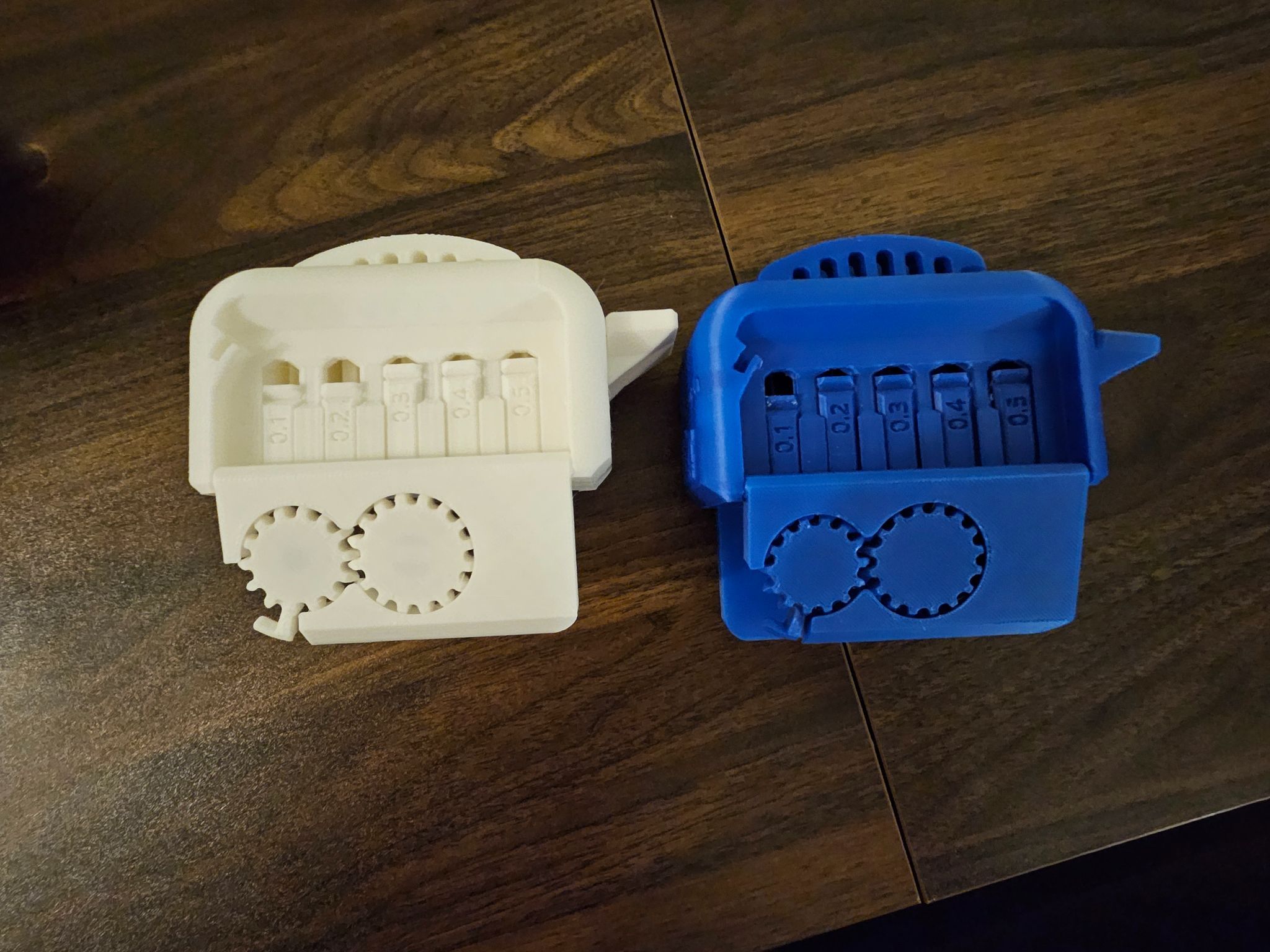
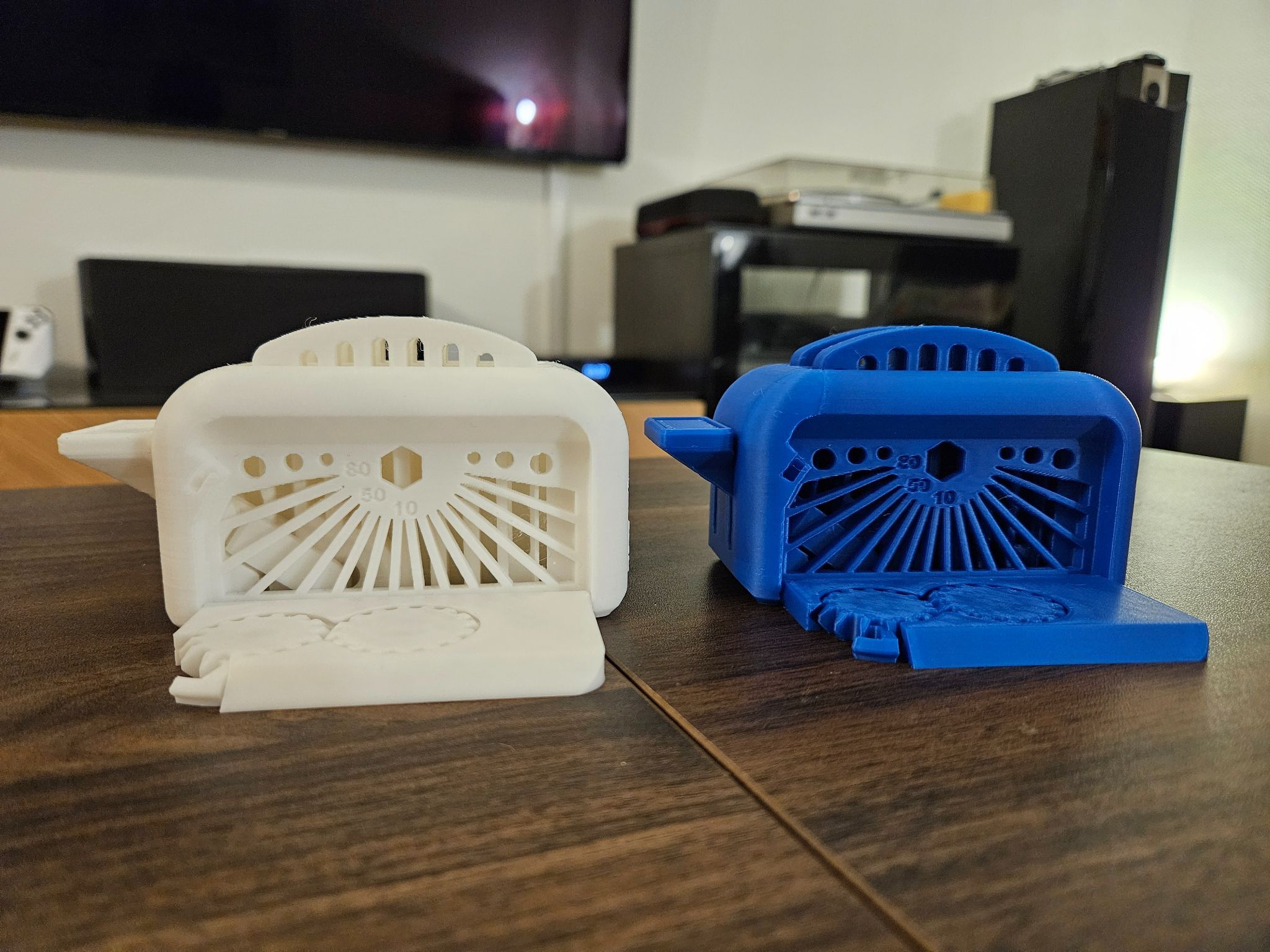
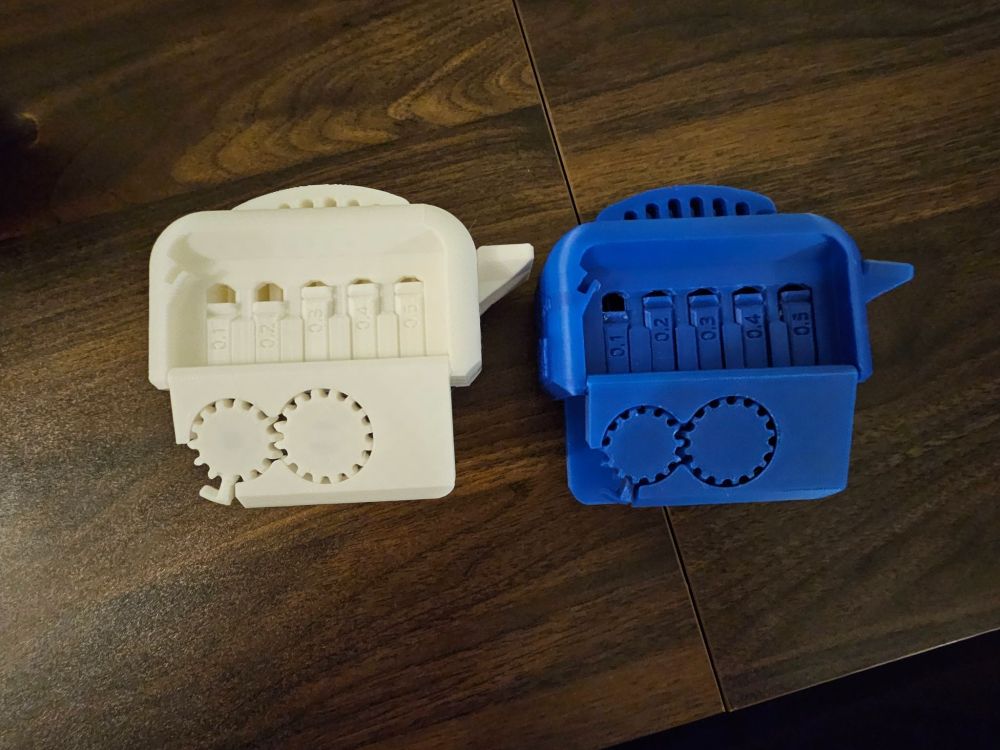
Hello, Juste pour faire un petit retour sur le paramétrage de CP 5.0 J'ai fais quelques tests et j'ai finalement augmenté la distance et la vitesse de rétraction et baissé un peu l'extrusion du filament (de 0.95 a 0.88) sur le profil hyper pla pour améliorer les tolérances et la qualité de la première couche. J'ai fini par réimprimer un toaster test avec CP 5.0 et mes nouveaux paramètres. Pour les photos suivantes le toaster blanc à été imprimé day one avec le profil par défaut hyper pla de la k1 en environ 5h45 (réel) et le toaster bleu à été imprimé avec mes nouveaux paramètres et CP 5.0 en 3h53 (réel aussi) Premier constat : je peux maintenant bouger la petite tirette en 0.2mm alors que qu'elle était figé avec les anciens paramètres (j'avais même dû forcer un peu pour débloquer le 0.3 a cause de la première couche sur le toaster blanc) J'ai également beaucoup réduit les cheveux d'anges Revers de la médaille : les écritures sont maintenant un peu moins belles... difficile de dire si c'est due à la vitesse accrue ou à une légère sous extrusion mais les intérieurs des "o" et des "p" sont un peu moins ronds avec mes nouveaux paramètres Enfin, j'ai imprimé également l'hélicoptère dont parle motard geek dans son test... bonne nouvelle : l'hélice tourne bien et la qualité est très correcte Je pense encore que mes paramètres peuvent être affinés, je ne conseil vous donc pas de les appliquer tels quels. Le handspiner gear ne nous toujours pas chez moi (mais le fichier stl fourni est un peu douteux)... J'ai vu une section "precision" dans les paramètres de CP 5.0 mais je ne sais pas exactement comment ils fonctionnent... L'avez-vous déjà manipulée ? J'ai aussi pensé à réduire l'épaisseur de couche mais je ne sais pas si cela me permettrai d'améliorer la précision, est-ce une bonne piste ? Merci




 3 points
3 points -
C'est bien beau d'avoir quelques bécanes, mais il faut pouvoir les nourrir car elles mangent ces petites bêtes. Donc j'ai plusieurs stocks de produits de base (je dois pouvoir tenir quelques années en cas de pénurie d'appro. Les Plaques pour la gravure et la découpe, celles achetées chez Xtool et celles injectées emballées en doufline (le stock principal est en caisse ailleurs). Elles font toutes 300 x 300 mm environ. Si celles injectées s'impriment correctement, je les commercialiserais peut-être dans l'avenir. Je fais des essais en PA, ASA, ABS, PMMA, PC avec différents colorants. Le stock de bobines de filament pour les Bambu et les Prusa, il y en a une autre partie sous les imprimantes.

 2 points
2 points -
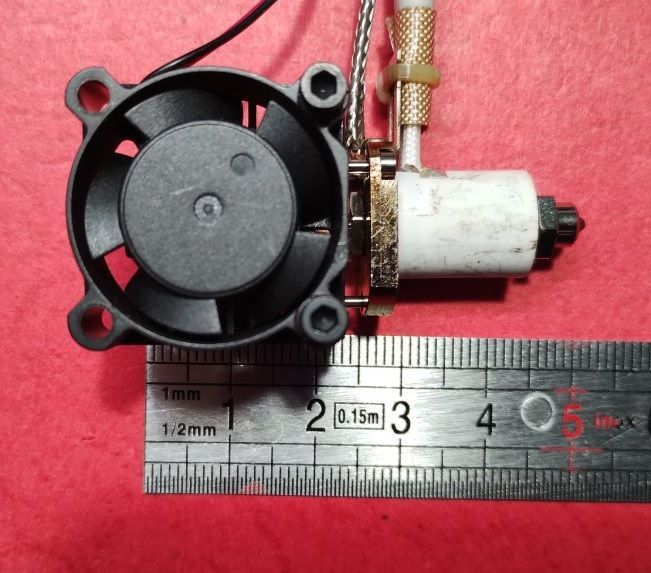
Non J'ai pris et reçu celui prévu pour la Q1 Pro («v3.0»): la radiateur est différent, il n'est pas d'un seul bloc mais ajouré avec un mini radiateur genre E3DV3 (beaucoup plus petit) apparemment en cuivre. Ce nouveau radiateur est de mêmes dimensions que l'ancien. La différence de taille en tout provient uniquement du corps de chauffe plus long avec la version «3.0» de la Q1 alors qu'il semble aussi long que l'ancien en céramique des Series3 avec la version « 2 / 2.5 ». A la louche je dirais 2 - 3 mm plus long avec la tête complète Q1 versus tête complète Series3 => pour pouvoir utiliser ce modèle (Q1 3.0), il faudrait probablement procéder à des modifications matérielles (cale pour sonde ou Bltouch + becs de ventilations du filament qui sinon souffleraient directement sur la buse même équipée de sa chaussette). C'est l'inconvénient du site Qidi qui fournit peu (voire aucune) information (schémas, …), uniquement des photos et encore pas sous toutes les coutures. J'ai donc re-casser ma tirelire pour me procurer une tête «v2.5». Quand je la recevrai, il est fort probable que je fasse un mix avec la Q1 : radiateur de la Q1 + nouveau corps de chauffe des Series 3 pour obtenir une version « 2.75 » Je complète : Pris quelques photos à l'arrache. Rien que les chaussettes sont de dimensions différentes : En gros, avec ma vue qui baisse, il y a un peu moins de trois millimètres de différence (≃ 53mm pour la Q1Pro, ≃50mm pour la Xmax3 (Plus3 et Smart3)) :



 2 points
2 points -
Mon décodeur étant en panne, j'avoue que je n'ai rien compris…2 points
-
salut @V3DP merci pour le partage modèle intéressant effectivement, je veux bien en savoir plus sur tes modifications, pour ta remarque sur la licence je ne comprends pas, il est marqué "Public Domain" et du coup tout est autorisé
 2 points
2 points -
Je devrais la recevoir fin mai si tt va bien. Souhaites tu que je mette à dispo les dossiers de la machine ? @++1 point
-
Le même sans la musique
 1 point
1 point -
Il faudrait tout démonter et nettoyer, c'est la meilleure solution, AMHA...1 point
-
Je sais pas, mais après avoir cliqué sur l'icone, seules les nouvelles apparaissent en gras.1 point
-
Bonne idée, prends le temps de bien connaître la machine, le slicer, les matériaux, etc. Une fois bien familiarisé, tu verras par toi-même ce qui est susceptible d'être utile ou non. Beaucoup, dont moi, ont commis ces erreurs avant de comprendre qu'il ne faut pas se précipiter et qu'il est important de prendre son temps. Transformer un âne en cheval de course n'est pas forcément une bonne idée. Je ne critique pas les Ender, j'en suis toujours très satisfait et mes machines fonctionnent bien. Mais, si je devais en changer demain, je passerais probablement à autre chose. J'ai eu le temps d'apprendre et j'apprends encore.1 point
-
ménager oui mais travaux c'est un bien grand mot @PPAC, on ne se moque pas1 point
-
il peut être utilisé dans tous les endroits cités, mais il à une place prépondérante non énoncé imprimé en PETG1 point
-
Il faut attendre que son firmware mis à disposition que je puisse l'extraire et y voir son contenu afin de voir si il y a des changements. Je ne pense pas que Creality va m'envoyer la version Plus étant donné qu'ils m'ont envoyé celle-ci.1 point
-
Pour ma Xmax3 Moteurs X et Y, BJD42D29-28v07 Moteur Z (un seul), BJD42D29-22v08 Moteur extrudeur, Nema14 rond, je n'ai pas sa référence, pas trop le courage de démonter la tête pour y accéder.1 point
-
Ton décalage est a -2.3 mm par défaut, si j'ai bien compris . Tu as fait ton Z- offset et tu trouve +1.7mm . Il te reste plus qu'a faire le calcul : -2,3 + 1,7 = -0,6mm C'est la valeur que tu dois entrer pour ton Z-offset : -0.6mm. Si ton z offset par défaut était vraiment a -2.3mm . La buse devait racler le plateau ???? Edit: Tu as bien fait un home avant de faire ton Z_offset ?1 point
-
Merci pour ce travail, cela devrait fonctionner avec la ender 3 v3 plus ?1 point
-
La face PEO semble vraiment sympa, j'ai les 3 plaques vendues par Flashforge, la lisse, un texturé léger et le texturé costaud. J'ai jamais imprimé sur un PEO. L'effet doit être sympa J'avoue l'avoir regarder avec ses belles dimensions de print et technologie. ça fait une très grosse machine mais vu la qualité de la 5M Pro, j'avoue que c'est tentant1 point
-
Bonjour à tous. Suite à notre discussion @MrMagounet, il y a eu craquage Premiers avis très positif, la machine est à jour du dernier firmware, Orca Flashforge opérationnel, et Flash Maker aussi sur le portable. Tout fonctionne à merveille, rapidité, finesse et propreté des impressions et une facilité déconcertante pour la mise en route et les paramétrages. Bambu Lab n'a qu'à bien se tenir
 1 point
1 point -
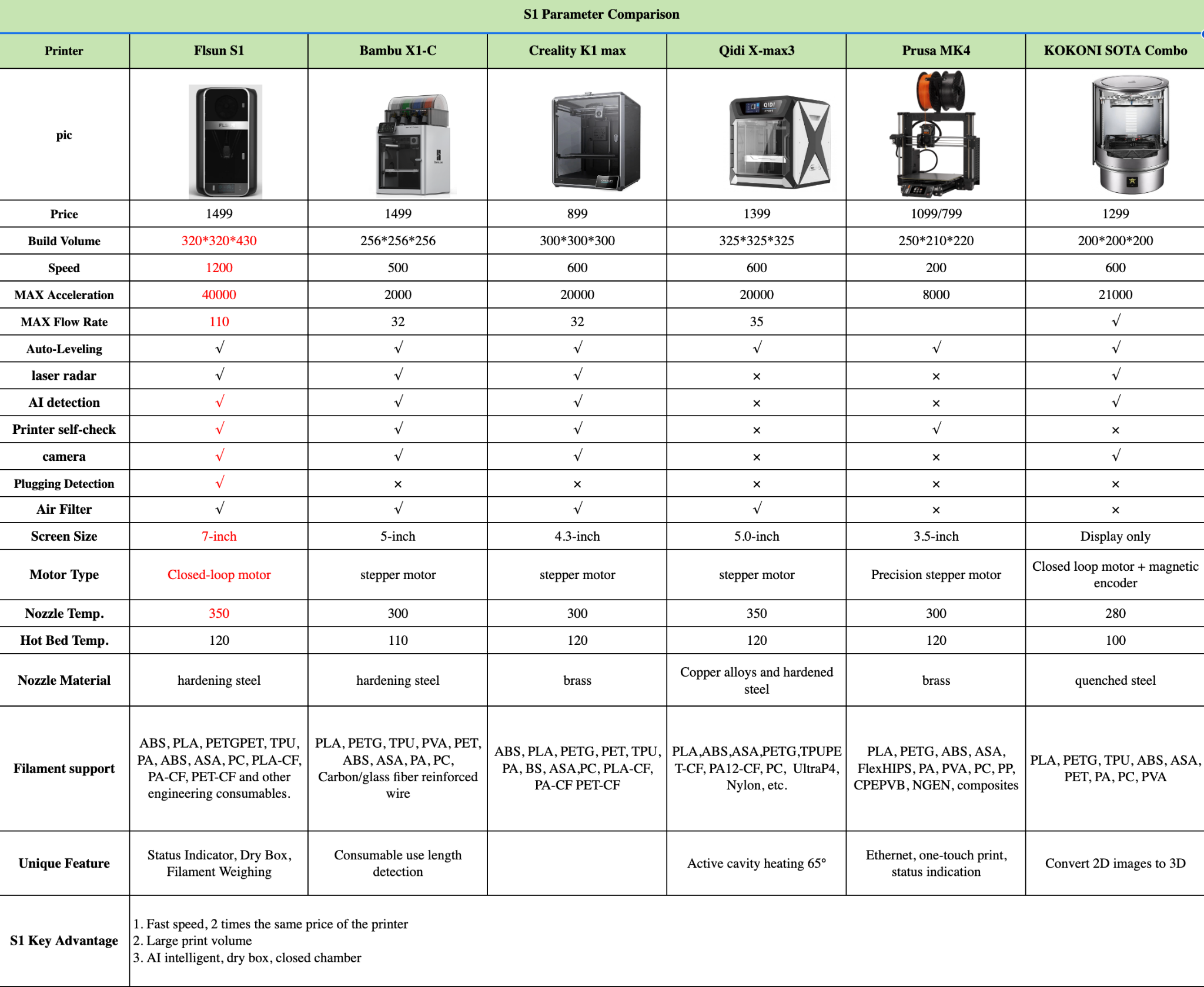
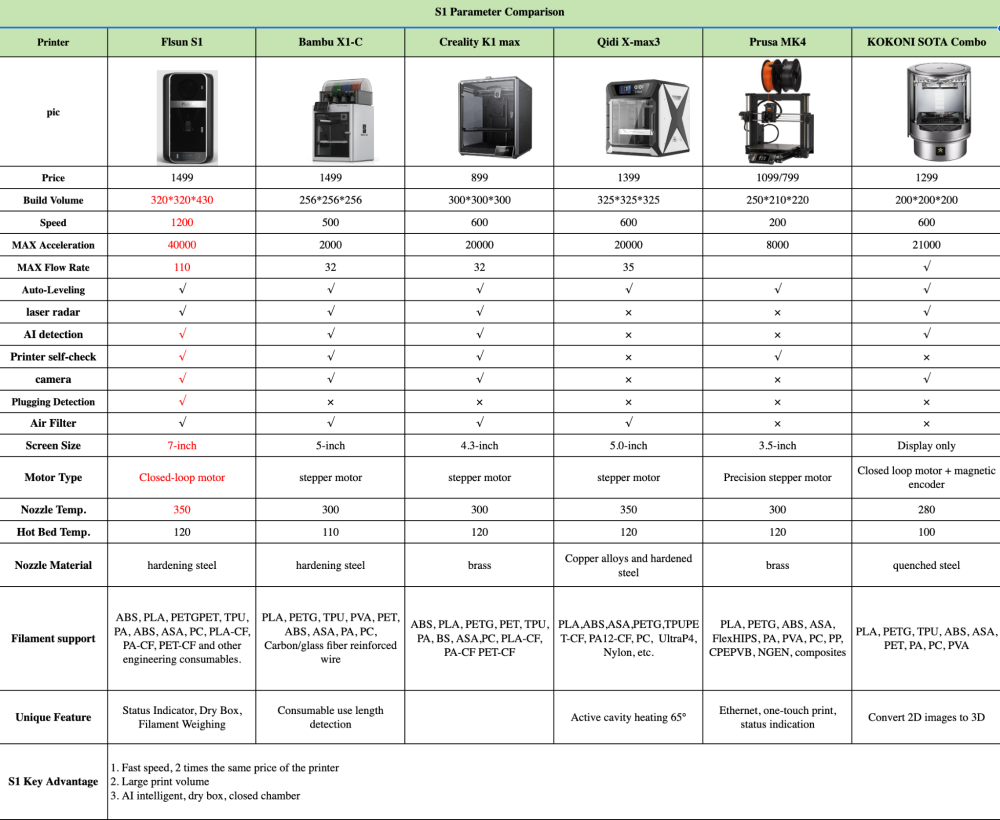
Document fourni par FLSUN
 1 point
1 point -
A ma connaissance, non… Cela dit, je suis loin d'être omniscient Les firmwares en version .13 sont plutôt fiables. Je suis en cours de passer ma XM3 en mode «totally open source»… Le plus long étant d'écrire le sujet documenté (en français évidemment)… et pourquoi pas d'y ajouter un ensemble de scripts shell façon KIAUH ou le «Helper-script» de @Guilouz (pour les Creality)… mais ça prend du temps de tester que tout fonctionne correctement et surtout de fournir une procédure fiable pour «rétro-pédaler»… au cas où1 point
-
Ici, au moins pour ceux des axes X et Y (celui du Z a une autre référence), celui de l'extrudeur encore un autre modèle.1 point
-
un grand merci ca marche1 point
-
Salut, Je n'ai pas tout compris (right = droit) mais ça devrait solutionner ton problème d'impression décalée c'est pour ça que je t'ai dit: Au final, avec ces sources, les fichiers de configurations, qui correspondent à ton matériel, devraient être ceux-là: Ender3V2S1-mrisco_Ender3V2-V427sprite.zip( le fichier platformio.ini étant à la racine) qui donne ce firmware: firmware-Ender3V2spriteV427.bin1 point
-
J'ai pris un abonnement "Canal+" rien que pour cela. Et donc en décodé c'est "Cela imprimé ailleurs" avec la musique du générique de la série X-Files1 point
-
Bonjour @MrMagounet, merci pour toutes ces explications, je vais donc grâce à ton aide et la lecture du forum prendre une A1, le budget m'impose de différer l'achat de l'ams, mais tu m'a montré que même sans il est possible de faire de super impressions. Je te remercie pour ton temps, et te dis à bientôt.1 point
-
Bonjour à vous tous, J'ai trouvé ceci en cherchant des objets pour notre petite fille. Peut être que cela intéressera certains : https://cults3d.com/fr/modèle-3d/divers/qidi-x-smart-3-mainboardluefter https://cults3d.com/:17306871 point
-
Tu avais un ticket qui traitait du changement de hotbed et intitulé "Heatbed Cable Callback", non ? C'est dans ce ticket qu'il te faut poster les photos...1 point
-
C'est probable. Ou alors tu a une lampe dans ton local qui émet des UV (ou un spectre proche de celui qui solidifie ta résine. Par exemple les tubes fluorescent, et certaine ampoule incandescente émettent des UV et certaine résine sont sensible a des spectres proche ou autre que le spectre 405 nm qui fait durcir la plupart des résine UV que l'on utilise en impression résine.) tester avec une goûte de résine laissé quelques minutes sous la lampe. La réaction de polymérisation est une réaction en chaîne. Mais normalement il faut de la lumière pour l'initier. Donc pour moi tu a des UV qui ont "touché" la résine qui a durcie. Pas forcement. L'eau bien chaude peut aider a ramollir la résine et permettre de l'enlever. En gros regarder les techniques de nettoyage utilisable ici que l'on trouvent dans le fil du sujet suivant1 point
-
Honnêtement, après les réponses je n'attendais pas grand chose de toute manière. Mais je me dis que ça peut toujours servir à d'autres, plus ouverts ... Ça reste mon approche d'un forum ... Par contre je serais curieux de savoir comment il s'en sort avec son laser et si il a trouvé les infos toutes prêtes qu'il espérait ...1 point
-
Ma FLSUN S1 est en route, reception prévue au alentour du 20 mai.1 point
-
Il y a des messages qui me font peur : Pour info j'ai imprimé mon module de largage avec une bombe de sous couché bleu1 point
-
Whaou ! Bien joué ! C'est super. Un grand merci.1 point
-
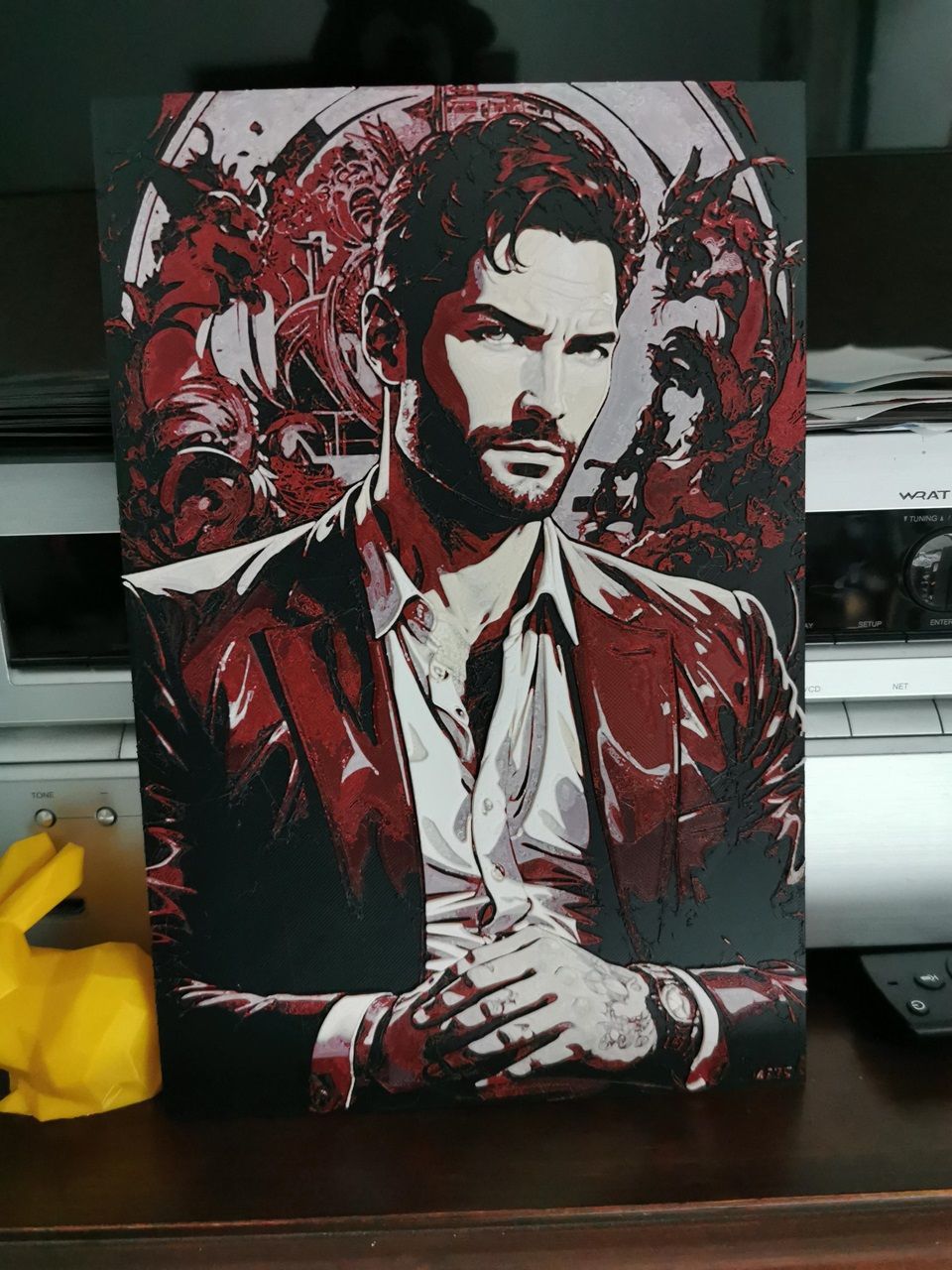
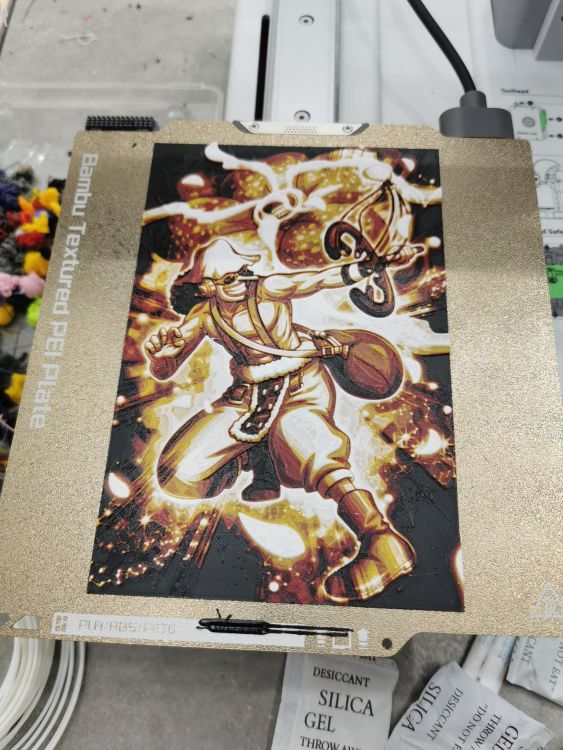
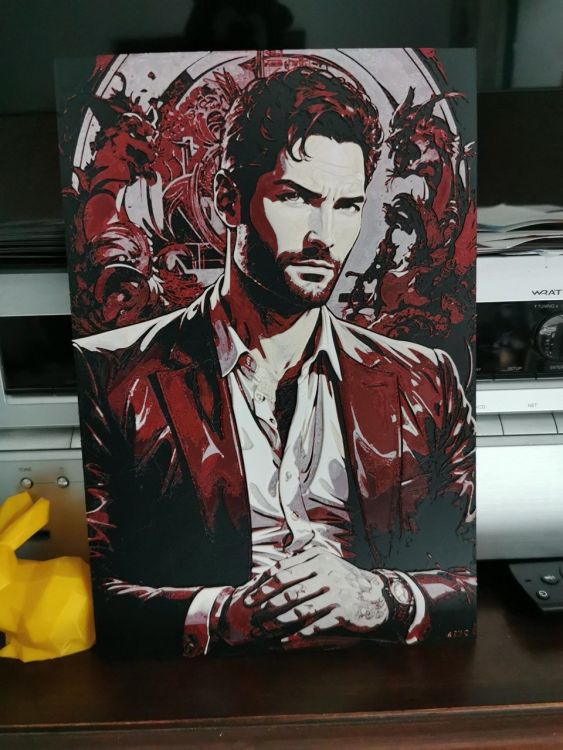
Voici un exemple de filament painting le premier Usopp est imprimer sur la A1 mini en hauteur de couche de 0.08mm et buse de 0.4mm, le second c'est un filament painting de la Série Lucifer effectué sur la Artillery SW x4 Plus en hauteur de couche 0.08mm et buse de 0.4mm, bien sur la les changement de couleur on été realiser a la main. Dans l'image si dessous tu vois 3 bouddha imprimer sur demande de ma femme, le noir sur la FlashForge 5Mpro, le Blanc sur la A1 mini et le couleur Skin sur la SW X4 Plus.
 1 point
1 point -
Voici de quoi définitivement clore le débat sur les dangers (enfin, les risques plutôt) de l'impression 3D.1 point
-
@tigrou65370 désolé si ma réponse ne te convient pas, mais malheureusement tu découvriras que contrairement aux imprimantes laser/jet d'encre de nos ordinateurs, les imprimantes 3D et laser comme ton sculpfun-S9 ne sont pas des machines plug&play ... Ca viendra peut être mais ce n'est pas encore le cas. Je ne sais pas si tu as déjà utilisé une imprimante 3D, mais dans l'idée c'est un peu le même fonctionnement. Tu vas devoir déjà commencer par passer ton image/dessin dans un logiciel qui va l'interpréter pour générer un fichier qui décrira une à une les instructions pour le laser. Ensuite il faudra que tu règles ton laser en fonction de l'épaisseur de ton objet à graver ... c'est faire le focus, régler la distance focale pour que le laser soit bien concentré au niveau de la surface de l'objet, ni avant ni après. En réfléchissant un peu, tu comprendras que si tu veux graver sur un carton, sur du bois, du cuir, etc ... la réaction du support ne sera pas la même, et donc le résultat non plus. Si on parle du bois par exemple, si tu choisis un bois tendre comme du balsa ou du pin, il faudra limiter la puissance, si c'est du chêne, alors tu pourras y aller plus fort. Pour le carton/papier fort faudra aussi y aller doucement. Pour du verre ou du métal, alors la question est encore différente, car pas mal de machines n'embarquent pas de lasers suffisamment puissants pour les graver (ton S9 je ne sais pas). Ensuite il y a le matériel lui même : les lasers existent avec des puissances très très variables ... 500mW ... 5W ... 10W ... 20W ... 50W Donc tu imagines bien qu'avec un 20W, tu pourras faire des choses impossibles avec un 500mW (ou alors en multipliant les passes, et encore : le verre tu oublies par exemple). Un même modèle peut aussi exister avec différentes puissances ... Ensuite il y a le but : graver ? en noir&blanc uniquement ? en dégradés de gris ? ou carrément couper ? Photo ? Ok ... plutôt un résultat délicat et nuancé, ou plutôt quelque chose avec des tons assez marqués ? Découpe ? En fonction du support, les découpes peuvent plus ou moins avoir l'air brûlées, c'est l'expérience et les tests qui te permettront de trouver TES réglages qui correspondent à TES attentes. Alors comme en plus comme le mentionnait @fran6p, ce ne sont pas des machines d'un haut niveau de précision et de qualité, plusieurs exemplaires d'un même modèle (dont on pourrait penser qu'ils devraient donner des résultats parfaitement identiques) pourront avoir de légères différences de puissance ou de réglage, et donc donner des résultats différents. Donc encore désolé si tu espérais une réponse avec des infos toutes faites, prêtes à digérer (voire pré-digérées), mais le meilleur conseil que je puisse te donner, est effectivement de chercher des vidéos de gens qui comme toi ont un sculpfun-S9, car même si tu n'obtiendras pas forcément exactement le même résultat qu'eux, non seulement tu auras toute la chaine des actions pour aller de la photo au résultat final, mais aussi des valeurs de réglage que tu pourras utiliser comme base de départ. Cela aura aussi l'avantage, que les réglages, menus et manipulations correspondront bien à ton modèle, donc pas de problème pour les répercuter sur ta machine. Mais idéalement, tu prends une petite photo (ou un morceau) et tu fais des tests en variant la puissance et la vitesse pour te rendre compte du résultat, ce sera bien plus formateur que de prendre les valeurs des autres. Pour terminer je dirais que tu ne sembles pas faire plus d'efforts que cela (cf la longueur de ta question et de tes réponses), et que le ton est étrange pour quelqu'un qui demande de l'aide. De plus, j'ai tendance à dire que si tu n'es pas prêt à accepter la réponse, ne pose pas la question ...1 point
-
Sujet déplacé dans la section dédiée aux CNC / Laser. @tigrou65370 Si tu souhaites de l'aide, il faudra que tu évites ce genre de réponses. Ici sur ce forum d'entraide, les participants sont bénévoles, ils répondent quand ils peuvent / veulent en fonction des informations fournies au départ. La réponse de @Titouvol était parfaitement correcte: les lasers même de marque identique sont différents et nécessitent tous de faire des essais, idem pour les matériaux sur lesquels on grave / coupe.1 point
-
Ah zut, je pensait qu'ils avaient utilisé klipper. Du coup la gamme Quidi a plus d’attrait, le côté logiciel libre est important pour moi.1 point
-
ce n etait pas utile de me repondre pour ne rien dire0 points