Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/05/2024 Dans tous les contenus
-
A vendre ce brave robot KUKA qui a bien travaillé. C'est un six axes, gros porteur (120Kg maxi) avec une grande envergure. Le Robot et la Baie pour : 4.000 € (pas de Colissimo possible) Le seul problème avec cette brave bête, c'est que vous ne pouvez pas rester dans son périmètre de fonctionnement lorsqu'il est sous tension, car un faux mouvement rapide et vous êtes mort.
 4 points
4 points -
Sur le coup il faut arrêter le café ou autres substances car là tu es à deux doigts des hallucinations2 points
-
C'est la fête ! Entre-temps j'ai normalement gagné deux autres "carte cadeau" de 50 USD au Daily Print Reward . Et je viens de recevoir par mail mes quatre premières "carte cadeau" gagnées. Titre des mails "Congratulations! Claim Your Prize from the Makeronline Daily Print Reward" Il faut noter que là cela n'est pas des "bons d'achat" (un seul par commande, non cumulable avec d'autre offre, perte de la différence si montant de la commande inférieur au bon) mais bien des "carte cadeau" (cumulable sur une commande et avec d'autre offre comme le B2G1 et code réutilisable pour utiliser le reste du solde d'une carte si pas utilisé entièrement ) Donc c'est quadruplement la fête ! Et là j’arpente le store d'Anycubic pour décider quoi prendre et/ou si j'attend encore dans l’espoir de gagner encore plus de carte cadeau et de peut être avoir suffisamment pour me prendre la Kobra 3 Combo sans rien débourser si le prix ne bouge pas entre temps ...2 points
-
L'un des avantage du Nylon PA12 blanc imprimé SLS, c'est qu'on peut facilement le teindre... Et comme je n'avais pas de set complet de pièces grises pour le Land Cruiser blanc, j'ai commandé 3 set complets de pièces en Nylon blanc SLS. Le plan était de faire un set gris, un set rouge. Le dernier était planifié pour la voiture de ma fille (Barbamama). Elle adore l'idée, mais elle disait qu'il n'y avait pas assez de rose :-). Quelques minutes à la cuisine avec du matériel dédié à cela, et le problème est résolu... Pour ceux qui veulent savoir comment : Rit Dye, eau aux environs de 80°C. Plus on garde longtemps dans le bain, plus la teinte sera sombre...2 points
-
juste pour en finir avec ce sujet ! le problème c'était bien ma façon de faire ! le déplacement sans utiliser la flèche dédier au déplacement ! maintenant je déplace systématiquement sur une vue "plane" et avec la flèche de déplacement ... depuis je n'ai pas eu de souci !2 points
-
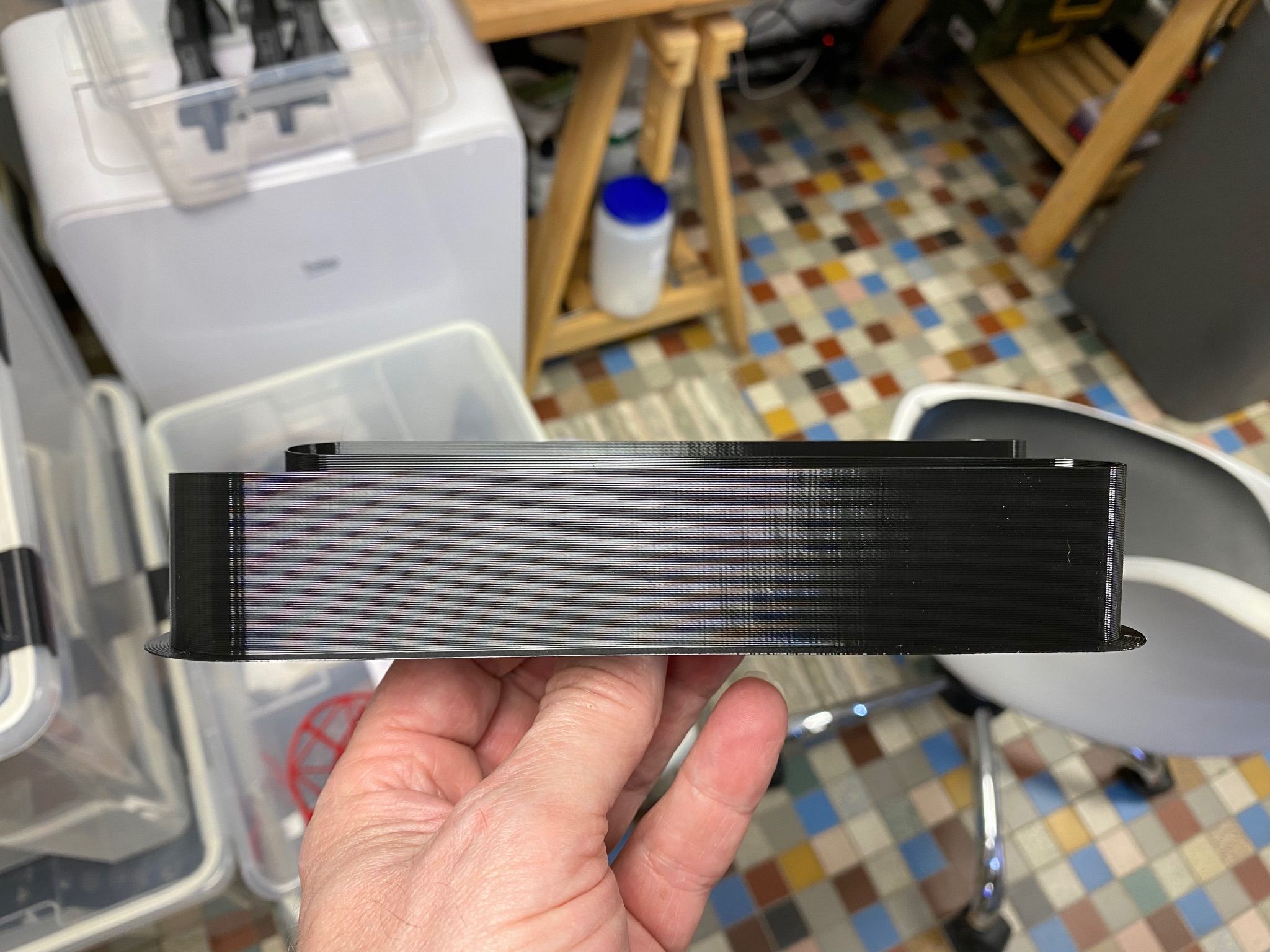
Bonsoir J'ai fait la modification que j'avais en attente, à savoir passer avec une buse Bondtech CHT 0.4 au lieu de la buse Qidi. J'ai donc mis un adaptateur Triangle Lab Adapteur Triangle Lab pour Qidi et une buse CHT en laiton nickelée de chez Bondtech. Je prends toujours mes buses chez des fabricants réputés, soit le constructeur de la machine , soit E3D, soit 3D Solex, soit Bondtech car il y a un contrôle qualité et les usinages ne sont pas faits à la chignole. Le résultat est au delà de mes espérances. Pour du PETG (FormFutura ePETG) les tests de débit volumétriques sont satisfaisants à 30 mm"/s. Je n'ai pas essayé à 35 ... Le test est de 20 à 30 mm3/s Les impressions sont très propres. Avec de l'ABS (FormFutura rTitan), je suis à 35 mm3/s sans problèmes. Désolé pour le moiré sur la photo. La première impression est nickel (désolé. pas de photos, confidentialité oblige, commande client). La buse n'est pas donnée mais ça vaut le coup et la qualité est là. Si on a besoin du débit (vitesse) supplémentaire c'est un investissement vite rentabilisé. Je n'ai pas essayé sur du PLA ni du TPU, mais ça ne devrait pas poser de problèmes et les débits devraient logiquement remonter vers le maximum de l'extrudeur. Le seul bémol, il faut recalibrer les débits des différents filaments. Par exemple le PETG a maintenant un débit de 0,97 et l'ABS de 0,99 contre respectivement 1 et 1,02 avec les buses Qidi. Egalement il faut une clé de 6mm pour cette buse, au lieu de 7 mm pour les buses Qidi ou E3D V6 ou E3D Volcano




 1 point
1 point -
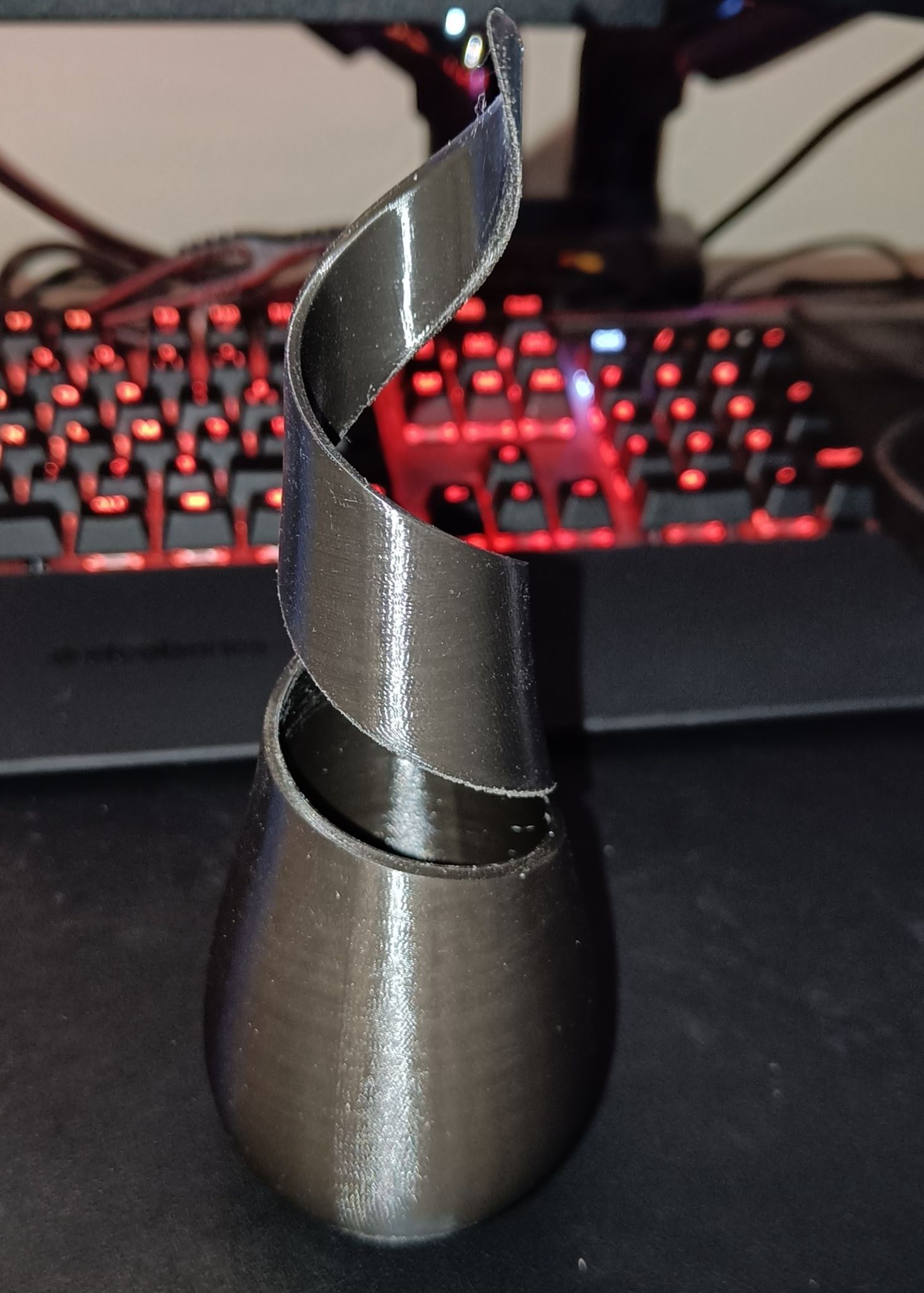
J'ai refait mes porte casque, un deadpool pour mon mari qui est fan Et j'ai refait le T800 un peu plus petit pour facilité la mise en place de mon casque (petite taille 2XS) et avec un filament silver black slick.





 1 point
1 point -
merci @souriceaux & @Wassingue, mise à jour faîtes, impression en cours1 point
-
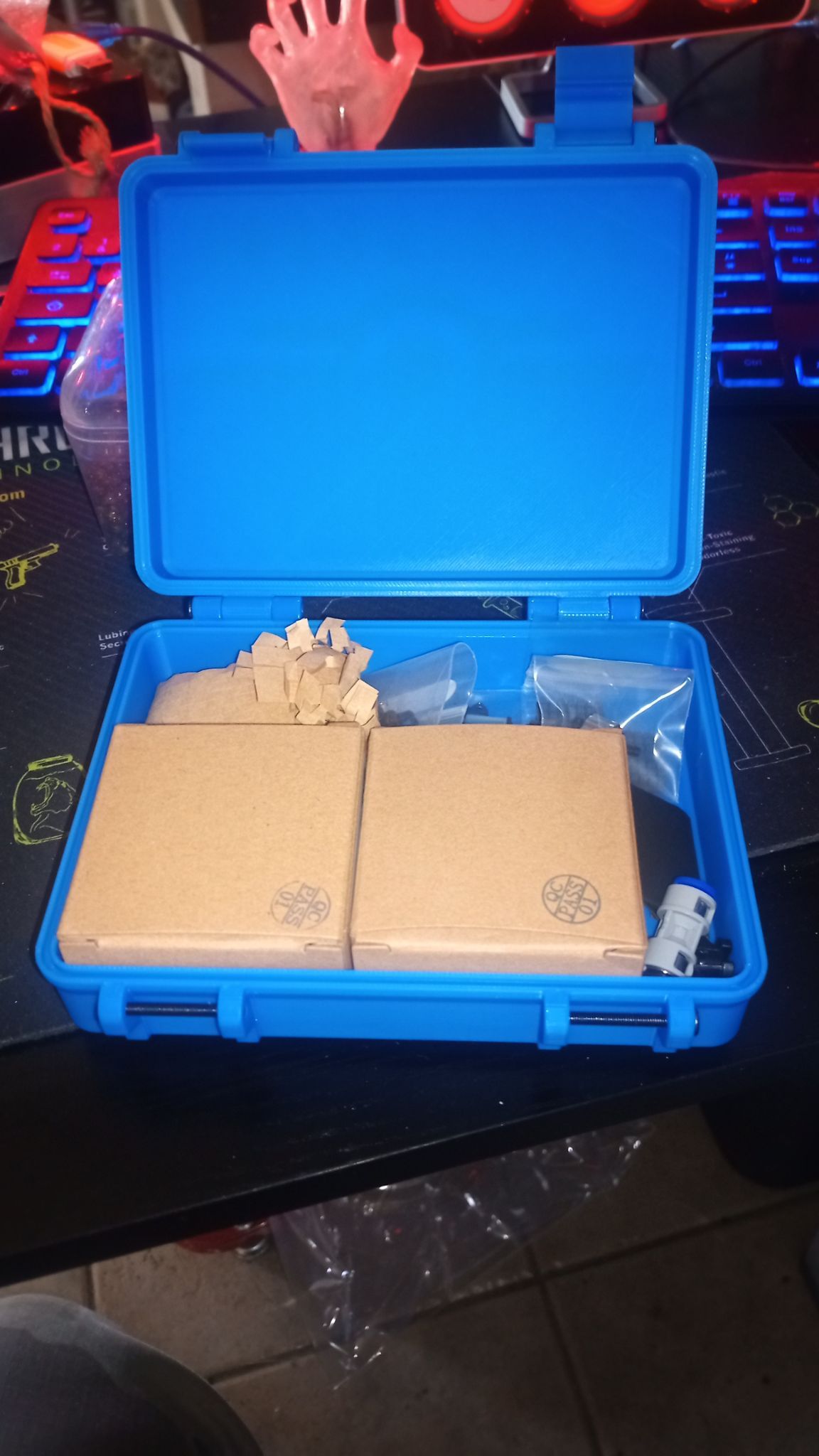
Boite pour rangé les pièces détachées de l'imprimante, j'ai trouvée la boite sur maker et j'y ai mis le logo de Fallout.

 1 point
1 point -
Je ne sais même pas comment l'interprêter : et de la même source : C'est des minutes ???1 point
-
Merci pour ton retour, Alors je ne peux pas entrer trop dans les grandes lignes pour le moment, mais ce que je peux dire c’est : Le parc de machines va être conséquent et varié. Les machines seront de dernière génération. Quant à MAK Technologies : non aucun rapport je ne fais pas dans le virtuel et notre entreprise est bien Française et situé dans le nord du Lot (46).1 point
-
Bon courage, ils sont occupés les retraités1 point
-
Il me semble qu'ils ont mis en place une technique relativement discrète pour maximiser le nombre de gagnants différents sur deux jours de suite, car, depuis le début de cette semaine, ils ne publient "les gagnants du jour", que tous les deux jours. Et pour l'instant il me semble, qu'il n'y a jamais deux fois le même gagnant dans la liste des gagnants des deux jours publié en même temps, pour pouvoir éviter qu'un même utilisateur ne gagne trop souvent. Donc c'est bon je pense que je peux continuer a jouer mais qu'au maximum désormais je ne peux gagner qu'un bon d'achat tous les deux jours ( Edit > Je m'occupe bien ... là il me faut faire le post-traitement (retrait des supports, ébavurage, assemblage, collage, ... ) de trois impressions terminées, et trouver des trucs a imprimer sur MakerOnline pour chaque jour de la fin du mois (~10). )1 point
-
A ce train ils vont te l'envoyer directement sans rien te dire enfin si juste d'arrêter de jouer pour laisser les autres gagner1 point
-
J'ai regardé trop de "Star Trek" et le fait qu'il y ai une bande LED verte me fait penser aux "Borg". Donc bien faire attention de ne pas te faire "assimiler"1 point
-
@PPAC tu as encore gagné cette incroyable devinette. Un divertissement que nous envie les plus grandes plateformes de jeux. je l’ai essayé hier soir, c’est sympa et propre comme accessoire1 point
-
Le G91 te mets en relatif et le G1 Z100 va faire monter la tête de 100mm avec le risque de percuter la limite haute si ta pièce est très haute ! Pour moi, il faut laisser la ligne dans son état initial : mais bien retirer qui est en absolu.1 point
-
1 point
-
Elegoo Neptune 4+ commandé et reçu cette semaine. Merci pour vos conseils pour l achat et divers. Et un grand merci au livreur d UPS pour nous avoir laissé le colis malgré notre absence
 1 point
1 point -
en faite il faut oublier le cabanon, pour la résine il faut plutôt voir coté bunker ou abris anti atomique Ok je sort1 point
-
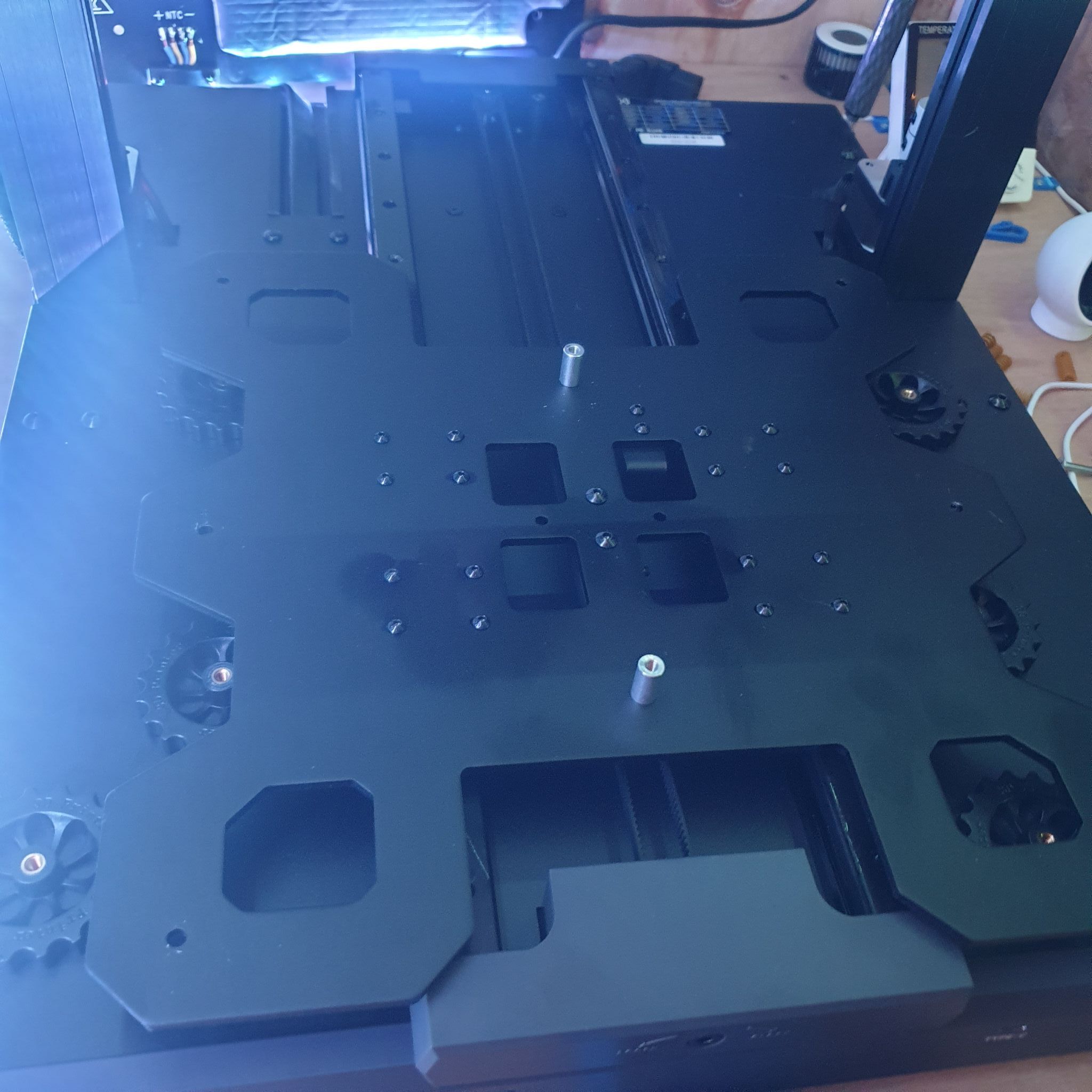
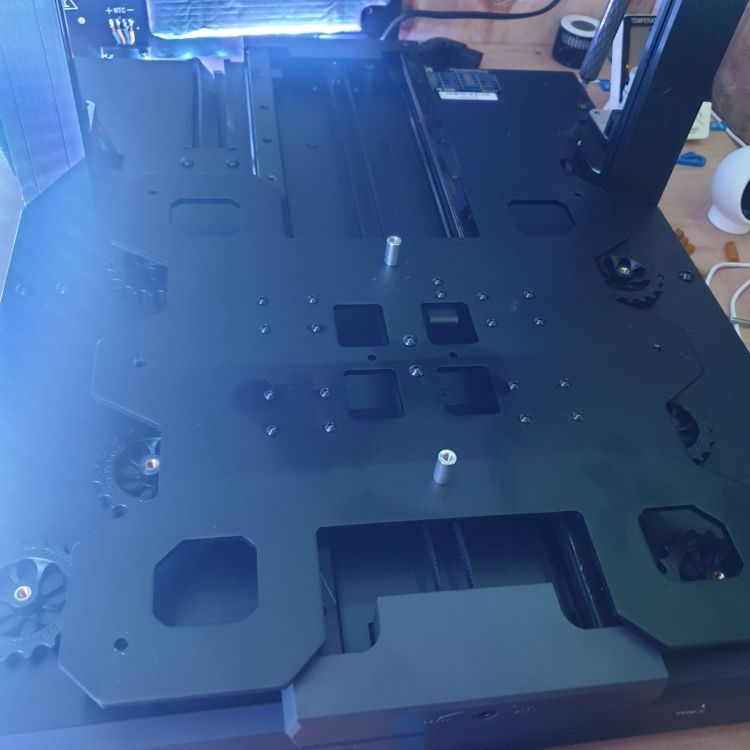
Problème résolu... Merci @MrMagounet, pour ta réponse, je viens de passer ma soirée sur cette machine. Je pense que je n'ai pas eu de chance sur l'assemblage en usine. Je m'explique. 1) J'ai dû démonter le plateau pour pouvoir accéder au chariot de guidage (du plateau). Et chaque rail de guidage et équipé de 2 chariots fixés par 4 vis au chariot de guidage (du plateau), cela fait 16 vis de fixation (m3x10 ou 15). Après démontage, les chariots des rails linéaires glissent parfaitement. En regardant bien les trous de fixations sur le chariot de guidage (du plateau) sont oblongs. Et en prenant soin, au remontage, de bien serrer les vis une par une, petit peu par petit peu, et bien, c'est nickel, tout est rentré dans l'ordre. Du coup, j'en ai profité pour retirer les 2 entretoises au milieu du plateau. Mais ce n'est pas fini... Donc une fois tout remonté, mise en route. Le calibrage est la configuration, c'est plutôt bien passé, comme tout est en anglais fallait prendre un peu plus de temps pour traduire. Et là 2ème galère. Je mets la clé USB fourni pour faire un bench boat, et RIEN!! Pas de clé reconnu, bon je passe sur le PC je mets la clé USB (fourni, je le rappelle.) et là alerte Windows "la clé est corrompu effectué une analyse et une réparation" . Je lance la réparation et j'accède à la clé, cool. De mon expérience, je lance tout de suite une copie de tous les fichiers de la clé sur mon disque dur. Je retourne à l'imprimante, je remets la clé et toujours rien... , mais je ne lâche pas. Je retourne au PC et là, "la clé est corrompue réparation impossible." J'ai tout de même réussi à lancer une impression depuis fluidd avec les fichiers que j'ai heureusement sauvegardés. Je verrais demain pour la suite. Le temps de rédiger ce petit retour et au dodo. Et donc pour conclure. Il faut vraiment qu'Artillery soit plus consciencieux dans l'assemblage en usine, mais aussi sur la qualité des accessoires fournis les clés 6 pans, la clé plate est ridicule et la clé USB de piètre qualité. Il y a déjà plusieurs personnes qui ont fait le même constat que moi et ces agaçant de devoir réglé ou réparer, dans certains cas, une machine toute neuve ! Bon print à tous.
 1 point
1 point -
Salut, Ce serait plus simple si tu pouvais fournir le fichier Gcode (compressé/zippé) généré par Cura et le fichier 3D (STL, OBJ,...), avec la cerise sur le gâteau, l'export de ton profil au format HTML (voir ce message). Pour ideamaker, la configuration manuelle de ton imprimante semble inéluctable mais pas insurmontable, heureusement . Est-ce que tu as essayé un autre logiciel comme Prusaslicer qui possède la définition de la Neptune 3 plus, voire OrcaSlicer qui propose un profil pour ta Neptune 4 plus . PS: n'hésite pas à ajouter le nom de tes imprimantes dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)1 point
-
Oui @medmed comme la PEY c'est le principe de diffraction de la lumière qui s'applique et cet effet de couleur arc en ciel, ce sont les loi de l'optique qui nou apporte ces effets, et je partage ton avis sur l'accroche excellente de ces plaques les H1H je ne les ai pas encore tester c'est les seules plateau flexible que j'ai pas tester par contre perso j'aime bien la texture du PEI Texturer mais tous depend du rendu que je cherche1 point
-
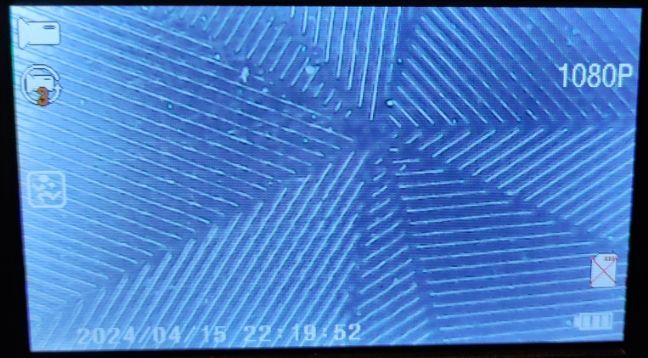
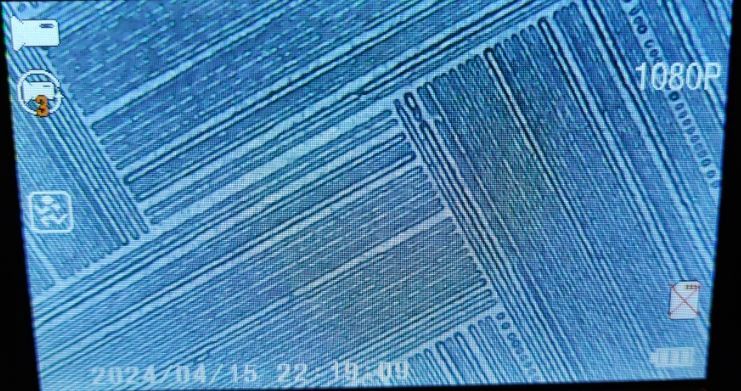
J'ai aussi acheté ce genre de plaque il y a quelque temps. Une plaque smooth pet/poe. Pour la signification PEY Starry : Surface avec un motif étoilé, offrant une adhérence forte et une finition unique. H1H Phantom : Conçu pour une adhérence supérieure et une durabilité accrue. H1H Light Beam : Offre une surface lisse avec une adhérence améliorée pour des impressions détaillées. PEY Circle : Motif circulaire pour une adhérence uniforme et une finition esthétique. PEO Smooth : Surface lisse en Polyétherimide oxydé, idéale pour des impressions de haute qualité. PET Smooth : Surface en polyéthylène téréphtalate, offrant une excellente adhérence et une finition lisse. Guide plaques J'en suis extrêmement content. Je préfère de loin, ce genre de plaque au texturé de bambu. Je trouve le grain de leur plaque trop gros, l'accroche du PETG pose parfois problème. Les plaques Smooth sont lisses à l'œil nu, mais on sent sous l'ongle les fines rainures. Ça accroche extrêmement bien grâce à ces rainures. J'ai voulu voir de plus près les rainures avec un microscope. coté PEO Coté PET Ces micro-rainures disposées dans différents angles, dispersent la lumière de manière à créer un effet holographique en surface.
 1 point
1 point -
Bon je pense avoir trouvé une solution. J'ai réduit la vitesse du outer wall de 200mm/s à 50mm/s et le résultat :
 1 point
1 point -
Un rapport avec des imprimantes ou des CNC ou graveur laser ? A rien c'est juste pour faire avancer le quoi qu'est ce1 point
-
superbe travail ... j'ai envoyé le lien à Crashing qui dans son dernier message quand je lui ai expliqué que tu avais travaillé à partir de son design, m'a répondu : "Great, I look forward to seeing the result!"1 point
-
Peut-être patienter un peu avant de télécharger. Aucune information n'est donnée, contrairement aux versions précédentes.1 point
-
Version 1.1.4 en ligne1 point
-
Deux amis ont mon moule. Johann, mon pote australien en a imprimé un et fait des tests. Mon propre moule a été envoyé à un pote en France et il a fait une carrosserie pour moi à partir du moule... Et c'est lui qui m'a montré la carrosserie du Prototype des Worlds 1987 qu'il pensait être celle d'un Academy Mercury... Il a fait un moule à partir de celle-ci et l'a incluse dans le colis :-)... Je suis super content, il va me falloir planifier le remontage de ce Mugen Mercury et l'insérer dans un planning déjà très chargé :-)... Les stl sont passés par un test print... Je mettrai une comparaison plus tard entre les pièces originales et les pièces imprimée après séchage et cuisson de celle-ci... yes, plenty good enough already! I'm still asking myself if there is way to get better definition. I'll tweek the edition, as I believe there is a bit too much of smoothing in the automated editing... In short there is room for improvement... Even though it's probably good enough, considering that most of the reproduction I saw relying on a silicon mould are not really giving much sharp edges... But clearly, this is on the sharp edges that the scanned file could be improved...1 point
-
Ça ressemble à ça en tout cas: https://makerworld.com/en/models/155592?from=search#profileId-1703061 point
-
Bonjour, 70°C je ne sais pas... mais attention à ce que les composants de l'imprimante le supporte (qu'il s'agisse des composants électroniques mais aussi de la mécanique). Si c'est un caisson "maison" et que l'imprimante n'est pas prévue pour à l'origine il faut se méfier. Si c'est une imprimante du commerce munie d'un caisson chauffant et que la température maxi possible est inférieure (par ex. 50°C ou 60°C) se méfier aussi. J'imprime avec une Prusa I3 MK2s original achetée fin 2017. J'ai construit un caisson isolé et chauffé, mais en ayant fait les modifications suivantes : - déport de l'écran de commande hors du caisson - isolation thermique de l'alimentation de l'intérieur du caisson avec du polystyrène, et ajout d'un refroidissement extérieur de l'alimentation avec une entrée d'air et un ventilateur - isolation thermique de la carte mère de l'intérieur du caisson avec du polystyrène, et ajout d'un refroidissement extérieur de l'alimentation avec une entrée d'air et un ventilateur A noter que j'ai quelques pièces en plastiques au niveau de la buse qui se sont cassées ou déformées, la chaleur n'a pas aidé. J'ai refait ces pièces en ABS en ajoutant de l'épaisseur. Concernant les remarques de @divers sur les nervures, ce qu'il explique est aussi employé pour les pièces de fonderie en métal, où il se produit de la rétraction (3% et parfois plus). Le principe c'est d'essayer d'avoir une pièce d'épaisseur constante ; ce qu'il faut éviter, c'est d'avoir une pièce qui comporte à la fois des parties très fines et des parties très épaisses. Aussi, avoir des angles arrondis plutôt que vifs permet d'éviter les concentrations de contrainte qui peuvent fissurer la pièce. Ici tu trouvera les règles utilisées en fonderie : https://www.mct-groupe.com/A_downloader/Les_Regles_de_Trace_2015.pdf Ca peut être utile de reprendre ces règles (notamment sur les épaisseurs et les angles et arrondis) pour le dessin d'une pièce mécanique en 3D à imprimer. A bientôt1 point
-
J'imprime principalement en ABS Le lit est à 110°C et l'enceinte à 60°C, j'ai peu de déformations Mais effectivement il y a une rétraction, il faut appliquer un coefficient notamment lorsque la pièce imprimée en ABS doit s'adapter de façon précise à une pièce existante (typiquement : taraudage avec un pas fin pour le filetage d'un filtre d'objectif photo) Attention compte tenu du procédé d'impression 3D par couches successives, la rétraction en X et en Y est plus importante qu'en Z. C'est assez logique : la rétraction se fait à deux moments : - pendant l'impression, où le filament déposé fondu à 250°C refroidit assez vite pour atteindre la température de l'enceinte à 60°C ; c'est la principale source de rétraction - et ensuite, après retrait de la pièce, qui passe de 60°C à la température ambiante (et la partie en contact avec le lit passe de 110°C à la température ambiante, d'ailleurs j'ai souvent une déformation spécifique sur la partie basse) Alors lors de l'impression, comment chaque couche est imprimée horizontalement, dans l'axe des Z, les couches précédentes sont déjà refroidies à la température de l'enceinte lorsque les nouvelles couches se déposent. Tandis que dans le sens XY le finalement est déposé chaud. Donc la rétraction au niveau de la pièce finale est plus importante en XY qu'en Z. Il y a aussi un autre phénomène qui concerne les dimensions en X et en Y, mais pas en Z : c'est l'effet "patte d'éléphant" et le fait que les périmètres externes sont écrasés sans être retenus par un autre morceau de filament imprimé sur le bord extérieur ; les trous ont tendance à être plus petits (cela s'accentue avec la rétraction), et les bords extérieurs plus larges (mais la rétraction va dans le sens inverse). Cependant les slicers ont des paramètres pour compenser cet effet. Et bien sûr, la rétraction dépend aussi du filament utilisé, entre différentes marques et parfois entre différentes couleurs d'une même marque elle n'est pas identique. Conséquence : pour les filetages et taraudages imprimées en 3D verticalement (axe de la vis ou de l'écrou parallèle à l'axe Z) le pas est respecté, en revanche pour le diamètre il faut un petit coefficient. Pour un filetage qui n'est pas vertical, la déformation sera différente... Heureusement les slicers permettent facilement d'appliquer un facteur d'échelle différent selon les axes X, Y et Z. En pratique, lorsqu'on a besoin de précision, il faut imprimer une pièce "test" (qui peut être seulement une partie de la pièce finale), mesurer au pied à coulisse, puis réimprimer la pièce en ayant appliqué la correction par rapport à la mesure faite. Attention enfin au post-traitement qui peut pas mal déformer les pièces. L'ABS permet un lissage à l'acétone mais pour des pièces mécaniques il vaut mieux s'en passer ou alors ne pas y aller trop fort ; il est possible de faire plusieurs petites passes de lissage entrecoupées de séchage pour être sur que le lissage n'attaque pas la pièce en profondeur. J'ai constaté, en faisant un lissage à l'acétone d'une pièce en ABS de faible épaisseur (une face avant ou une étiquette), un rétrécissement assez conséquent. Un lissage trop intense va créer des tensions internes dans la pièce qui peut devenir cassante et même se fissurer au bout de quelques mois.1 point
-
@geoff440 Pour répondre à ta question il existe des douilles Igus avec une coque en aluminium interdisant l'écrasement au serrage des colliers de fixation au châssis. ce montage est intéressant, mais il faut croiser le serrage des colliers pour obtenir un parfait alignement des polymères. A+
 1 point
1 point