Classement




Contenu populaire
Contenu avec la plus haute réputation dans 19/12/2024 Dans tous les contenus
-
4 points
-
Bonjour, Moi pareil que @gladys7 et si possible assez récente3 points
-
sur le chat qui pète ...3 points
-
 "Christmas mecanical carrousel" de "Mimi56" https://www.crealitycloud.com/model-detail/65783369abddd39353050497 (fichier .3mf projet Creality Print (v5.1.6.10470 (Win)) utilisé, partagé sur la page du modèle) Imprimante : Ender-3 V3 (buse de 0.4 mm) (Firmware v1.2.3.21) Hauteur de couche : 0.20 mm Filaments utilisés : CR-PLA Fluo-Green Creality, PLA Silk White Anycubic, PLA Red Velleman, PLA+ Noir ArianePlast, PLA+ Silk Light-Gold Anycubic. Avec des touches de peinture acrylique rouge pour les piliers rouge et blanc. Publié sur Creality Cloud https://www.crealitycloud.com/post-detail/675e25b7eafe1a98244c5493 comme entrée au " Best Christmas Prints 2024 Contest " https://www.crealitycloud.com/contest/best-christmas-prints-contest https://www.crealitycloud.com/post-detail/67519bce10bc2ce5f6270439 Bonnes fêtes de fin d'année à tous.2 points
"Christmas mecanical carrousel" de "Mimi56" https://www.crealitycloud.com/model-detail/65783369abddd39353050497 (fichier .3mf projet Creality Print (v5.1.6.10470 (Win)) utilisé, partagé sur la page du modèle) Imprimante : Ender-3 V3 (buse de 0.4 mm) (Firmware v1.2.3.21) Hauteur de couche : 0.20 mm Filaments utilisés : CR-PLA Fluo-Green Creality, PLA Silk White Anycubic, PLA Red Velleman, PLA+ Noir ArianePlast, PLA+ Silk Light-Gold Anycubic. Avec des touches de peinture acrylique rouge pour les piliers rouge et blanc. Publié sur Creality Cloud https://www.crealitycloud.com/post-detail/675e25b7eafe1a98244c5493 comme entrée au " Best Christmas Prints 2024 Contest " https://www.crealitycloud.com/contest/best-christmas-prints-contest https://www.crealitycloud.com/post-detail/67519bce10bc2ce5f6270439 Bonnes fêtes de fin d'année à tous.2 points -
je te vois venir Pascal, tu veux un tour de manège gratuit hein2 points
-
Bonjour, je pense que vous devriez demander à @Krl. Il est à l’origine de discussions très intéressantes et instructives. Edit : et son site Web est à voir.2 points
-
c'est pour imprimer en mode vase je suppose2 points
-
Je ne sais pas si ça s'inscrit comme une étape dans un processus plus large, mais j'utilise beaucoup l'impression 3D pour produire des outils et gabarits sur-mesure. Souvent à usage "unique", entendre par là utilisé uniquement le temps d'un projet donné. Ca peut être des gabarits de perçage, découpe, défonce... J'ai dernièrement posé une clôture où j'ai utilisé un gabarit imprimé qui m'a permis de faire une centaine de perçages bien alignés et les fraisages à la bonne profondeur pour une fixation parfaite sans éclater les lames, le tout en moins d'une heure sans avoir à réfléchir ni prendre de mesure. Les gabarits de défonce sont aussi très pratiques pour produire une forme parfaite adaptée aux diamètres de la fraise et de la bague à copier, que ce soit pour une rainure, un encastrement ou simplement une finition de chant. Il m'est arrivé aussi de me servir de l'impression 3D pour "mouler" du béton et même de l'enduit avec une forme bien définie, autour d'une gâche de serrure ancienne par exemple afin d'avoir une finition parfaite. Pour l'agencement je modélise beaucoup avant réalisation des projets, par contre ça reste sur l'écran, je n'imprime pas les modèles d'architecture.2 points
-
@PierreR63 et @Carlito06 pour plus de précision, ça permet de connaître plus rapidement le sens de rotation2 points
-
Les bobines d'origine ont deux puces, une puce de chaque côté de la bobine. J'ai lu dans les commentaires de Reddit qu'il était nécessaire de faire pareil sur nos bobines "custom", donc je n'ai pas cherché à comprendre exactement le pourquoi. Mais peut être que le CFS ne lit pas toujours du même côté la puce de la bobine, il y a peut-être que 2 lecteurs RFID au centre, ce qui provoque donc un lecture à gauche ou à droite en fonction de l'emplacement de la bobine... Il faut tester pour comprendre !2 points
-
Oui OK, mais jean fera pas des caisses non plus.2 points
-
Hello ! J'ai créé/configuré mes propres puces RFID pour mes bobines en carton hier, et cela fonctionne assez bien ! Je suis par contre surpris que le CFS arrive à déduire combien de filament il reste sur les bobines, car en effet, cela n'est pas inscrit dans la puce vous avez une idée de comment il fait ? PS : Je me demande si ce n'est pas lié à la rotation de la bobine ! Peut-être qu'une fois qu'elle capte la puce RFID, elle tire le filament jusqu'au deuxième passage devant le capteur et en déduit la vitesse de rotation, et donc la quantité de filament restant ! Car en fin de filament, les bobines tourne beaucoup plus vite qu'au début ! Si jamais cela vous intéresse voici le sujet du créateur de l'application pour créer vos puces RFID : Et j'ai acheté ce lot de puce qui apparemment fonctionne sur le CFS mais aussi avec mon téléphone Samsung S24+ : https://fr.aliexpress.com/item/1005007148006818.html2 points
-
ben oui ! faudra juste agrandir la selle du cheval1 point
-
@hcl28 J'en ai utilisé de chez ColorFabb (XT CF), pas de toxicité particulière, c'est un PETG comme un autre Par contre buse renforcée obligatoire, de préférence en 0,6 mm et pas de couches en dessous de 0,15 mm (avec une buse de 0,6 mm) sinon l'extrusion devient problématique du fait de la taille des micro filaments de carbone. Chez 3D Jake, il y a pas mal de choix.1 point
-
En machine pas trop chers si le capot a charnière t'interesse pas plus que cela la Saturn 3 et 3 ultra son un bon choix en machine sinon la Saturn 4 est le meilleur choix a ps chers actuel pour moi dans la gamme MidSize.1 point
-
si prusa y arrive, alors pourquoi pas la qidi1 point
-
Pas de risque, il faut s'occuper des femelles qu'il est possible de féconder une journée par an. Pour repérer un mâle en rut : il fait un bruit de serpent à sonnette en claquant des dents. Petite précision, il s'agit de chiens de prairie à queue noire.1 point
-
bonsoir @LAGASS ce que @PPAC souligne c'est le fait de savoir si le filament utilisé est compatible avec les vitesses d'impressions sélectionnées Pla et Petg sont des familles donc lesquels utilisent tu ? un lien ? augmenter la température sur un filament non dédié à de grandes vitesses ne changera rien1 point
-
Un chien de prairie de 6 semaines environ. J'en ai depuis aout 1997. Chose rarissime, j'ai la chance qu'ils se reproduisent chez moi en captivité. C'est une espèce protégée par la convention de Washington depuis 2002 et il faut être capacitaire pour en détenir. Attention, ce n'est pas un animal à mettre entre toutes les mains. à partir de la fin octobre jusqu'à fin mars, les mâles de plus de 2 ans entrent en période de rut où ils passent d'adorables nounours à monstre qui peut faire un bon de plus de 1 mètre pour mordre ou donner un coup de griffes : points de sutures garantis avec des incisives inférieures de plus de 3 cm et des griffes comme des rasoirs. Il faut une importante installation et alimentation adaptée pour nous offrir le double de l'espérance de vie. Depuis enfant, j'en rêvais et là en sortant du bureau, une animalerie en proposait… j'ai craqué immédiatement. J'en suis dingue et ma compagne qui ne me suit sur toutes mes passions les adorent tout autant. Mâle adulte qui dort contre ma compagne. Dans cet état, il est comme dans une sorte d'hibernation. Ce n'est pas un étui d'iPhone, mais le père de celui qui dort avec ma compagne.








 1 point
1 point -
Il faut surveiller aussi le site de QIDI https://eu.qidi3d.com/pages/xmas20241 point
-
Il n'est pas rare de trouver des modèles payants cassés, j’essaie de les réparer systématiquement avec 3dBuilder de Microsoft, ce qui demande pour certaines pièce pas mal de temps de calcul. Donc pour moi : toujours contrôler les modèles téléchargés et les réparer au besoin avant impression en sachant que si la pièce n'est pas réparée, le trancheur risque de la refuser. Embêtant pour des modèles complexes composés de plusieurs pièces et que l'une de celle-ci difficilement modélisable est irréparable alors que l'on a déjà imprimé les autres.1 point
-
c'est certain @RT36 ma plus mauvaise affaire a été ma X-MAX3, campagne de pré financement à 1.089 € elle est aujourd'hui à 699 € un an et demi plus tard pour la Q1 acheté 549 € à sa sortie en Mars 2024 est aujourd'hui à 395 € je suis un mécène1 point
-
Merci beaucoup et bravo pour tant de réactivité. Je vais tâcher de corriger cela dès ce week-end.1 point
-
C'est du luxe, c'est une étuve Memmert, c'est du matériel professionnel haut de gamme utilisé en agroalimentaire et dans les laboratoires d'analyse Un peu surdimensionné pour sécher des filaments1 point
-
à ce rythme @RT36 au prochain black friday ils la donnent , on s'éloigne de plus en plus du prix que j'ai payé1 point
-
N'est-ce pas toujours illégal en France ? Sinon, ça fait cher le joint .1 point
-
juste pour info ... Qidi Q1 Pro est en promo ici https://www.3djake.fr/qidi-tech/q1-pro1 point
-
Probablement : n'existe plus… y en a plus donc1 point
-
je n'ai qu'un mot ... BRAVO !!!!1 point
-
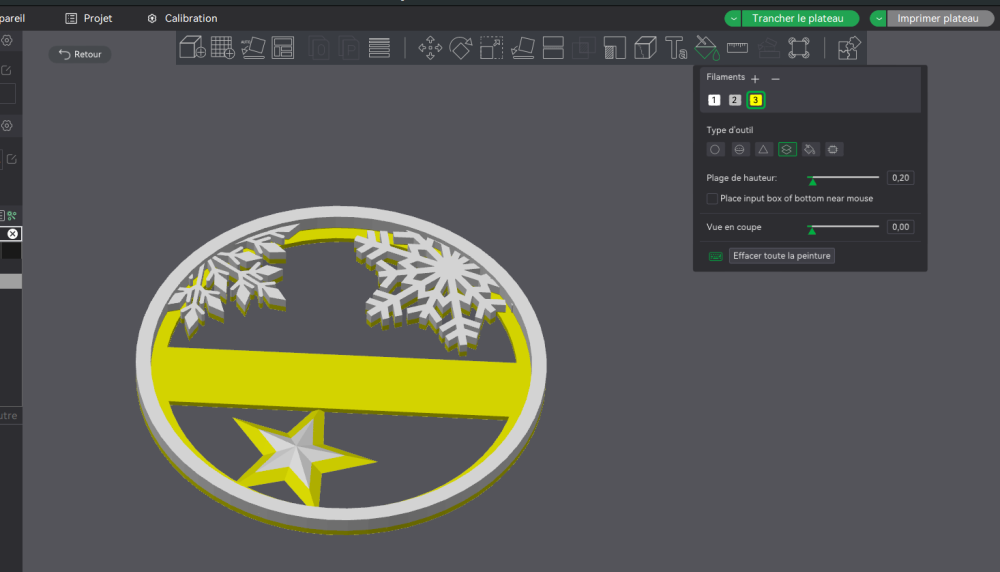
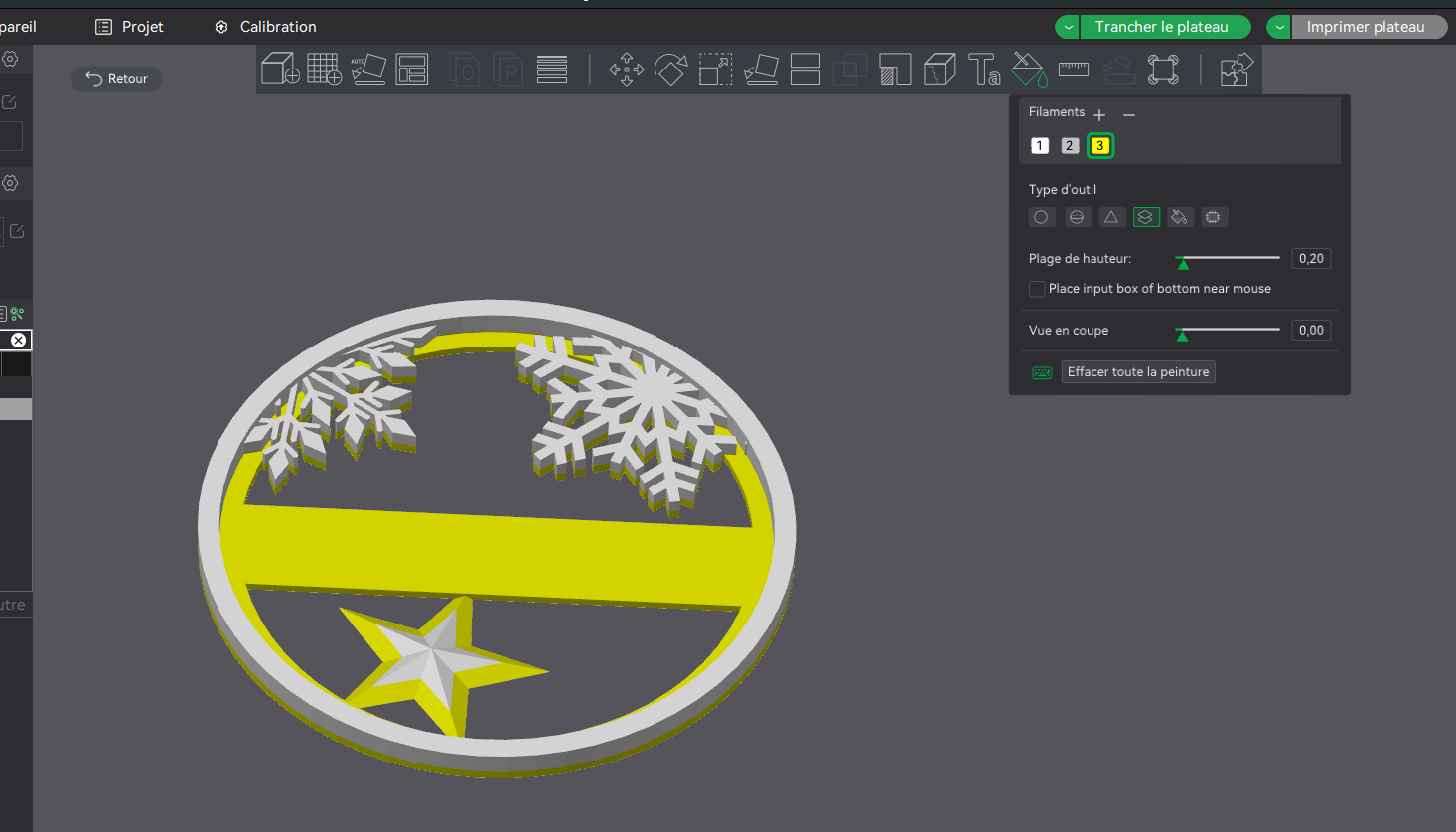
Alors je ne pense pas à un bug mais plutôt à une mauvaise compréhension de comment fonctionne la mise en peinture. Dans ton cas ta pièces à été mise en peinture par couche donc pour changer la couleur, il faut le faire pour chaque couche en les sélectionnant avec le filament que tu veut (pas facile d'être clair par écrit, le mieux c'est de trouver un tuto vidéo).1 point
-
Moi je vote Bambu Lab A1 mini Certes un peu plus cher (180€) et moins large (180x180) mais quel plaisir à utiliser et évolutive multi-couleurs. Mais fais-toi ta propre idée avec nos tests : https://www.lesimprimantes3d.fr/test-artillery-sidewinder-x4-pro-20240222/ https://www.lesimprimantes3d.fr/test-creality-ender-3-v3-se-20230929/ https://www.lesimprimantes3d.fr/test-bambu-lab-a1-mini-combo-20231031/1 point
-
c'est vrai mais là c'est plutôt le fait que le filament est isolé du milieu extérieur après avoir été au préalable correctement déshumidifié et que finalement le dessicant présent dans la boîte étanche assèche l'air intérieure de la boîte pour que le filament ne reprenne pas de l'humidité le prix c'est autre chose la boite du Polydryer se rapproche de cette philosophie en moins cher Kingroon Dry Box
 1 point
1 point -
Sinon le mieux tu choisi la bobine lors de l'envoie vers l'imprimante sans modifier le modèle. Tu peut choisir l'emplacement avant en clickant sur A2, A3...
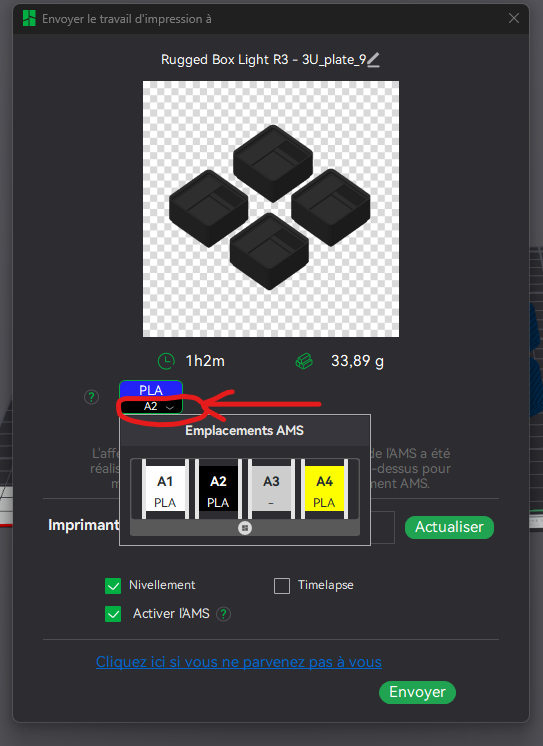 1 point
1 point -
Chez moi ça fonctionne, j'ai essayer hier avec ton modèle avant de poster.1 point
-
Mais où vous allez chercher tout çà ?1 point
-
Essais au maximum de réparer mes fichiers, je le fait même systématiquement si je met mes créations sur cults ou autres (hors de question de fournir un stl merdique), je passe par le trancheur pour corriger les erreurs mais si cela me change ou crée d'autres erreurs, je corrige tout à la main dans blenders (la ça peut être très long et chiant). Si c'est pour une impression d'un stl que j'ai téléchargée, je le corrige si cela ne change pas le modèle et si cela génère d'autres problèmes, j'imprime avec les erreurs.1 point
-
@pjtlivjy Donc hier j'ai passé une bonne partie de ma journée à remettre en état mes deux têtes d'impression (la deuxième imprimante m'a fait la même chose hier matin). Pas de four de labo, mais un décapeur thermique numérique qui monte à 650°C et vu la taille des pièces ça rentre dans la buse au bout d'un fil de cuivre, donc chaleur uniforme. Passage des heartbreaks, buses et adaptateurs TriangleLab à 500°C pendant une petite dizaine de minutes. Nettoyage des cendres et passage d'une mèche en coton + brossette dentaire. La brossette marche bien dans les buses CHT BondTech qui sont relativement courtes. Passage à l'acétone dans le bac à ultrasons suivant ta technique du bain marie. J'attends des tubes à essai en verre pour les prochains pour limiter la quantité d'acétone. Re nettoyage à la brossette et à la meche et remontage des têtes. Ca remarche bien à nouveau. Je pense que j'ai encrassé les têtes avec le TPU : c'est un des seuls matériaux où je fais des rétractions et je chauffe peut-être un peu trop. Donc retour à la température max du fournisseur et baisse de la MVS. J'ai commencé à baisser les rétractions pour voir. Merci du tuyau. Je vais regarder pour un four de prothésiste d'occase car ça risque d'arriver à nouveau. Et au passage je pourrais sauver des buses qui sont encrassées sans devoir les remplacer.1 point
-
oublie, il n'est pas propre avec l'alcool, nettoie le avec eau chaude et produit vaisselle1 point
-
les fiches techniques ou tu peux comparer les modules d'élasticité et la comparaison lors de certaines impressions le type de remplissage et sa densité va généré des tensions internes différentes lors du refroidissement tu peux t'en rendre compte assez simplement lors de l'impression d'une simple boîte avec double parois fines, au delà d'un certain ratio hauteur / longueur tu as après refroidissement un ventre qui se forme différent du Pla ou de l'Abs1 point
-
@GabGab dans la format midsize c'est la Saturn 4 non ultra que j'ai choisi aussi pour ma part pour remplacer ma Photon M3, la S4 U est une machine qu'il m'inspire pas a cause de fonction comme sont ecran tilt plus source de potentiel problème etc... , j'ai donc préférer aussi la S4 non Ultra dans mon cas, je fais principalement de la figurine de 8cm à 40cm pour ma part, je m'en fous de la vitesse de la caméra et d'élément IA sur les machine résine, ce que je veux c'est de la qualité d'impression et du fonctionnel. La S4 a l'avantage d'avoir un capot a charnière qui est pour moi un impératif aujourd'hui je ne supporte plus les capot cloche, son volume et sa résolution supérieur a ma M3 m'apporte un plus non négligeable. Les 2 petite reproche que je peu lui faire la perte de quelques cm en Z par rapport au S3 et S3U, et la zone vide de dessus de plateau pas très accessible pour sont nettoyages. Perso j'utilise pas de plateau magnétique sur mes imprimantes résines donc son Z auto est pas un soucis, ni forcement une valeur ajouté car pas complique de faire une Z calibration en résine mais c'est dans l'air du temps. Dans mon cas j'ai toujours pas mal de machine et j'ai pas envie de dépenser une fortune dans une imprimante résine donc si j'aurais aimé avoir une GK Two voir un GK 3 la S4 me contentera très bien.1 point
-
On répare ou on repart ? Et quel port sur la Seine (dont l'eau serait maintenant saine...) ?1 point
-
Bonjour, j'ai laissé : nettoyage buse, ligne de purge et ajouté : G1 F1500 E-3 ; Retractation avant impression ca fonctionne pour ma part vraiment bien Ca laissait de la matière après la ligne de purge et le début du print, le fil avait tendance a couler1 point
-
bonjour @GabGab as tu vu quelques tests comme ici si un capot qui bascule est indéniablement un confort, l'absence de Wifi en 2024 est vraiment dommage par contre le nivellement automatique et son capteur empêche d'utiliser des plateaux magnétiques ce que je trouve regrettable par contre quand on lit à droite et à gauche sur la série 4, pas mal de remontées sur des défauts de planéité des plateaux un point aussi à prendre en compte, le SAV Elegoo a changé, moins de ré activité et des réponses assez farfelues, l'époque du "on vous envoie une pièce de rechange semble être révolue"1 point
-
Salut à toi ! Oui ce n'est pas propre. M'enfin au delà du problème de plateau, apparait sur tes tofs des soucis autres résolvables par des réglages, regarde le fameux guide "Défauts qualité d'impression trouvable sur le Ouaib". 1/2 millimètre de différence c'est hélas beaucoup à mon sens, mais pas insolvable non plus, ont à vu pire , les bestioles ont 2/10 de précision et 5/10 d'écart ben c'est chaud. Ce que je ne comprend pas c'est que normalement le "nivelage" devrait pouvoir résoudre le problème, il est là pour ça. Je ne sais pas le nombre de points pris en compte lors du nivelage, mais plus il y en a mieux c'est (là faut modifier le firmware @hyoti en sait largement plus que moi sur le sujet). selon moi deux choix s'imposent. Si tu est observateur, lors de l'exécution du processus d'impression dès le début, tu verras que la valeur z varie en fonction de la position de la buse lors de la première couche. Si ce n'est pas le cas, c'est que ta machine ne prend pas en compte le nivelage dès le départ, il manque un ordre dans le Gcode de démarrage. La ligne de purge ne devrait pas s'écraser comme une folle. Voilà ce que j'avais dans le Gcode de démarrage de ma S1 sous Cura ;------------------------------------------------- ;*** limite nivelage *** M420 S1 Z10 (Arrêt nivelage à 10 couches) *** Fin du rappel *** ;------------------------------------------------ Bon après, si l'affaire m'était arrivée, à la limite du désespoir, voila ce que j'aurais cherché à faire avant de jeter la bestiole, non de l'immoler dans ma cour Passer le plateau au marbre à l'ancienne, avec un marteau et une pièce en bois , pas évident à cause de la résistance chauffante collée dessous, mais pas impossible non plus...(c'est pour ça que la cale de bois est utile...), doit pas falloir tabasser longtemps, pour ramener le plateau à la raison.... Combler le trou, j'ai vu passer des vidéos pour certains comblaient avec du scotch alu, dont l'adhésif résiste à la chaleur, mais combien de temps ça dure avant le changement du scotch ? Bah ça ils ne l'ont jamais dit, mais c'est une solution aussi. Ensuite, Il existe des résines ou autre truc ultra adhésif résistants à la chaleur et comme un maçon tu l'applique là ou il y a le creux et tu lisses avec un réglet, pour faire une surface plane, un ch'ti coup de ponçage KIVABIEN ensuite. Autre solution investir dans un morceau d'alu 3 ou 4 mm, découpe propre (plan bien sûr) et perçage Ad Hoc et placé par dessus la plaque existante. La chaleur se transmettra bien de toute façon, peut être que le plateau sera plus long à chauffer. Tu peux même faire les deux(ceinture et bretelle) résine+plateau supp dès fois que la résine veuille se barrer au fil du temps. A toi de voir !1 point
-
Pas mal le concept. Par contre ça commence à devenir un peu encombrant mais sympa.1 point
-
Ce n est pas un diffuseur mais on peut dire que tu as gagner puisque tu a trouvé le décapeur thermique : GG...


 1 point
1 point -
Un diffuseur pour décapeur thermique basse température ?1 point
-
Salut Essaye d'aller voir dans la doc en ligne de Bambu Lab qui est très complète. Tu y trouveras des réponses à beaucoup de tes questions. Par exemple: https://wiki.bambulab.com/en/software/bambu-studio/multi-color-printing Et si tu n'est pas très alaise avec l'anglais il y a des outils de traduction en ligne qui font des miracles A+ JC1 point
-
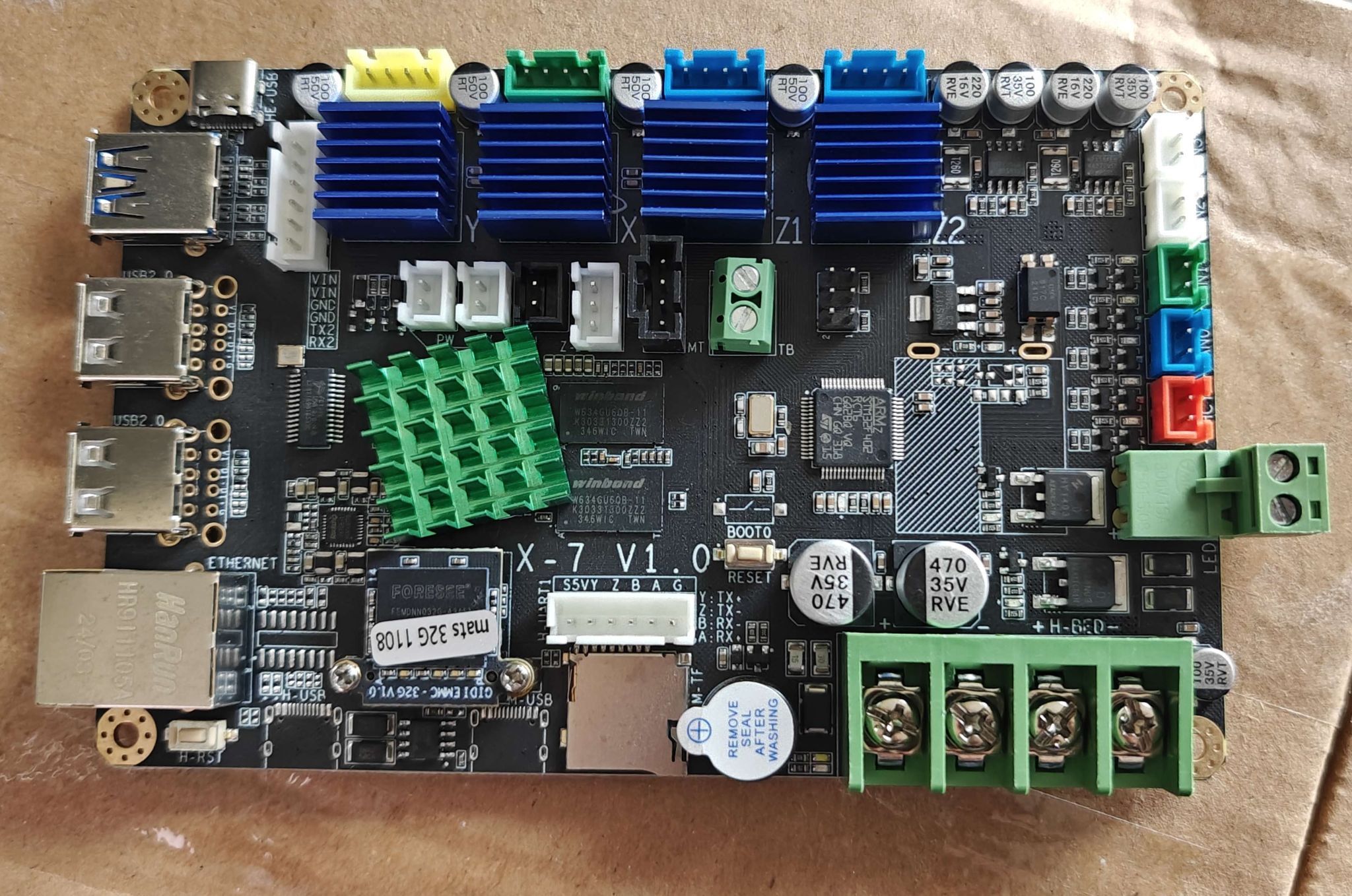
Il y a trois cinq ports USB sur la carte X-7 (trois seulement sur la carte X-4 / X-6, deux autres sont possibles moyennant soudure du connecteur non peuplé). D'origine, deux sont déjà occupés, un pour la clé Wifi, l'autre pour le déport de la prise extérieure en haut de l'imprimante. La clé Wifi est connectée sur une prise USB3, mais le «device tree» (OS) ne le prend en charge que comme de l'USB2 . Ce genre de clé Wifi fonctionne mieux quand elle n'est pas enfermée dans un caisson. Le simple fait de la déconnecter de la carte mère puis de la reconnecter sur la prise USB externe permet une meilleure réception Pour infos, la carte X-7 de la Q1Pro (brochage de cette carte : X-7.V1.0_001.PIN.pdf
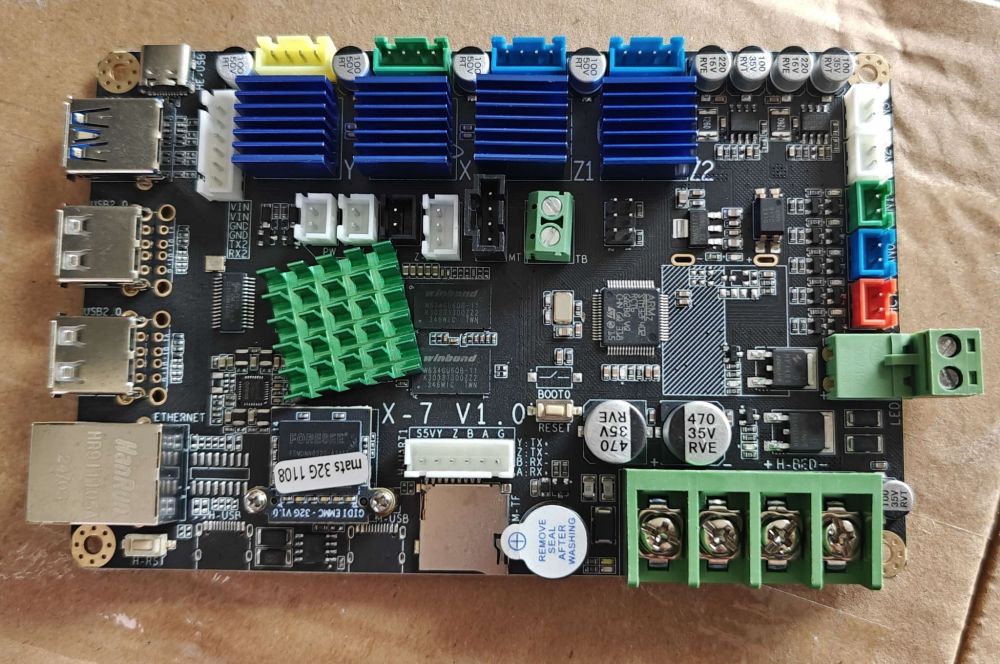 1 point
1 point -
Oui c'est fini car après je censure !1 point



























.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)