Classement




Contenu populaire
Contenu avec la plus haute réputation dans 24/03/2025 dans Messages
-
Salut, Voici le contenu: Prises de vues et montage : Laurent Etchamendy4 points
-
Hello, je viens de passer le cap et oser publier mes 2 premières réalisations https://makerworld.com/fr/@Yannouche42603 points
-
Le souci de l'impression 3D est que si le filament peut être ok pour le contact alimentaire, c'est le procédé qui ne l'est pas vraiment. Entre chaque couche se forme un petit recoin, dans lequel les bactéries et autres saletés peuvent se loger et où il est quasi impossible d'aller les déloger. (sauf à appliquer un vernis alimentaire qui bouchera ces recoins).3 points
-
Oui, j'ai déjà eu ça également ! Mais ça ne dure pas 1 an en réalité. Quelques semaines plus tard, j'ai pu redonner un boost sur une nouvelle création du créateur que je suivais ! Au passage, j'ai distribué les miens !3 points
-
@Julien @Motard Geek je pense que SamsonYang vient faire du business sur le forum en regardant ses messages et qu'il utilise l'I.A. pour répondre.3 points
-
Allez un topo sur mon problème de "Nozzle Cleaning Failed". Vu que rien de fonctionnait vraiment dans les solutions proposées sur le forum de Prusa, avant de contacter le support j'ai décidé de chercher par moi-même. Alors j'ai regardé de plus près cette CORE One, et j'ai eu immédiatement une intuition. Le capteur de force qui permet de détecter beaucoup de choses, et notamment le contact de la buse contre le plateau lors du nettoyage, est formé par une pièce complexe monobloc qui va de l'entrée du filament jusqu'à pratiquement la buse. C'est tellement sensible que ça peut détecter même de très faibles déformations, comme une simple pression du doigt n'importe où sur la tête. J'ai donc ouvert le menu qui permet de voir les valeurs de tous les capteurs et j'ai regardé de près la valeur de la loadcell. Après un homing, la loadcell est étalonnée et varie autour de 0, comme une tare sur une balance. Un appui "normal" du doigt sur la buse provoque une variation d'environ 300 points. Mais en touchant le cable cette variation dépasse largement cette valeur et peut même être de l'ordre du miller. Pire, elle ne revient pas forcément à zéro. Conclusion rapide, la loadcell est sur-contrainte par le nouveau montage du pneufit et du faisceau de câbles qui est vissé directement sur l'entrée du filament. J'ai d'abord démonté le pneufit mais ça n'a pas suffit. J'ai ensuite desserré les deux vis du support/capot à l'arrière du Nextruder et miracle, 100% de réussite sur 12 démarrages d'impression d'affilé, et même en tapant dans la sérigraphie du plateau ! Dès que j'ai du temps je revalide le résultat et je dépose l'assemblage du Nextruder pour essayer de le remonter avec moins de contrainte sur la loadcell.2 points
-
Pourquoi vouloir essayer de gruger le système ?? A force d'abuser les conditions vont devenir de plus en plus strictes et au bout d'un moment on aura toutes les peines du monde à récolter des boosts... Déjà la distribution entre personnes du forum c'est limite, mais ça reste correct puisqu'on ne vole pas des points... Là vouloir faire croire qu'on imprime des créations alors que pas du tout c'est assez malhonnête, en plus vis à vis du créateur... Ca ne reste que mon avis bien sur, mais bon quand le système de boost sera supprimé ou restreint au max, faudra pas venir se plaindre... Sinon, ils sont vraiment pas pressé chez MW, encore une fois ! Depuis le 19/03 j'attends la validation de ma carte cadeau de 40€ ! Je vais refaire le plein de points avant que je puisse en profiter si ça continue !2 points
-
Merci à vous j’ai distribué mes Boost également2 points
-
Félicitation Yannick ! Je te souhaite d'en faire plein d'autres et de gagner quelques cartes cadeaux2 points
-
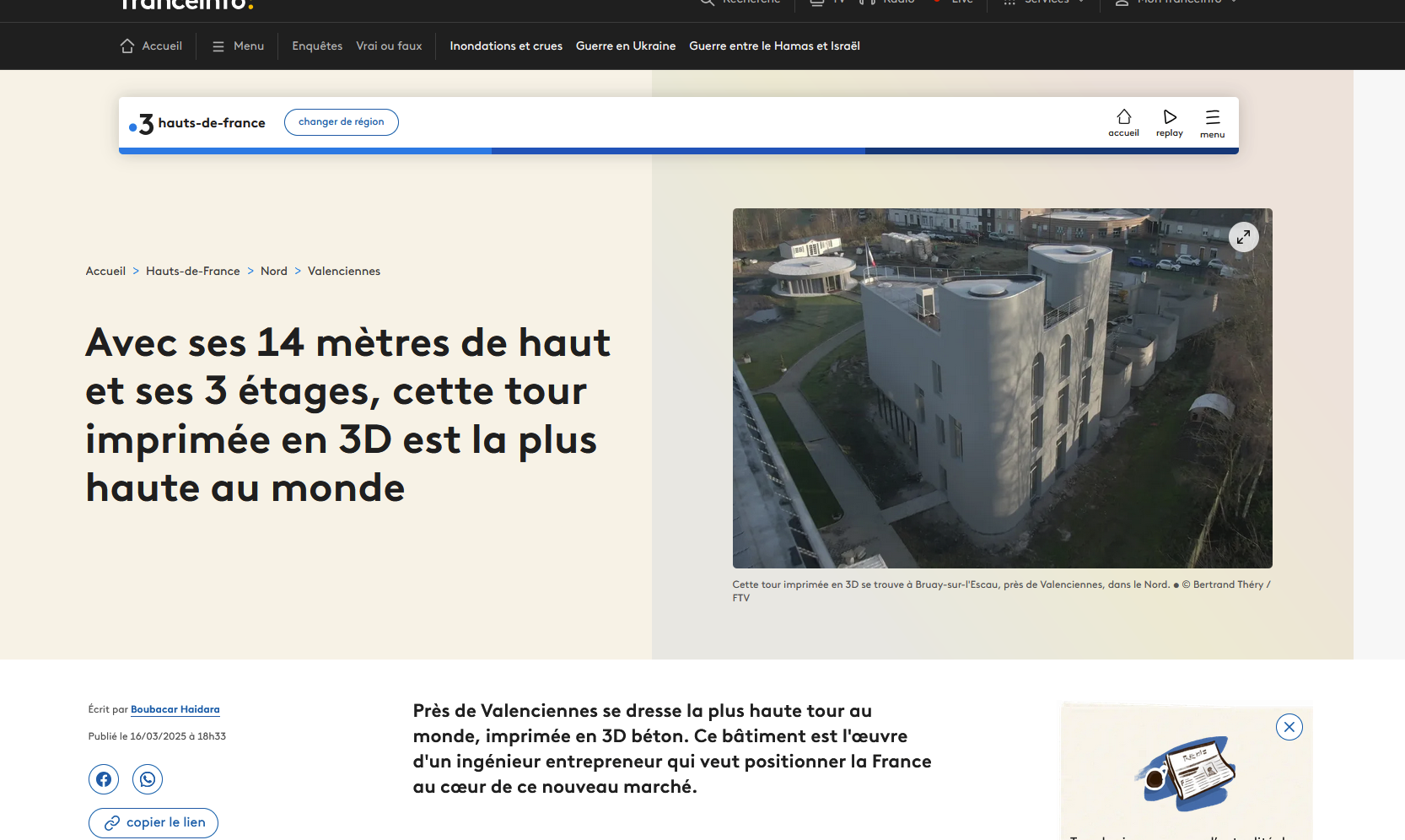
Sur le même sujet : https://www.opex360.com/2025/03/22/le-17e-groupe-dartillerie-a-la-capacite-de-fabriquer-60-drones-fpv-par-jour-au-plus-pres-du-champ-de-bataille/ Edit la tour 3 étages de Bruay dans le nord a été inaugurée.
 2 points
2 points -
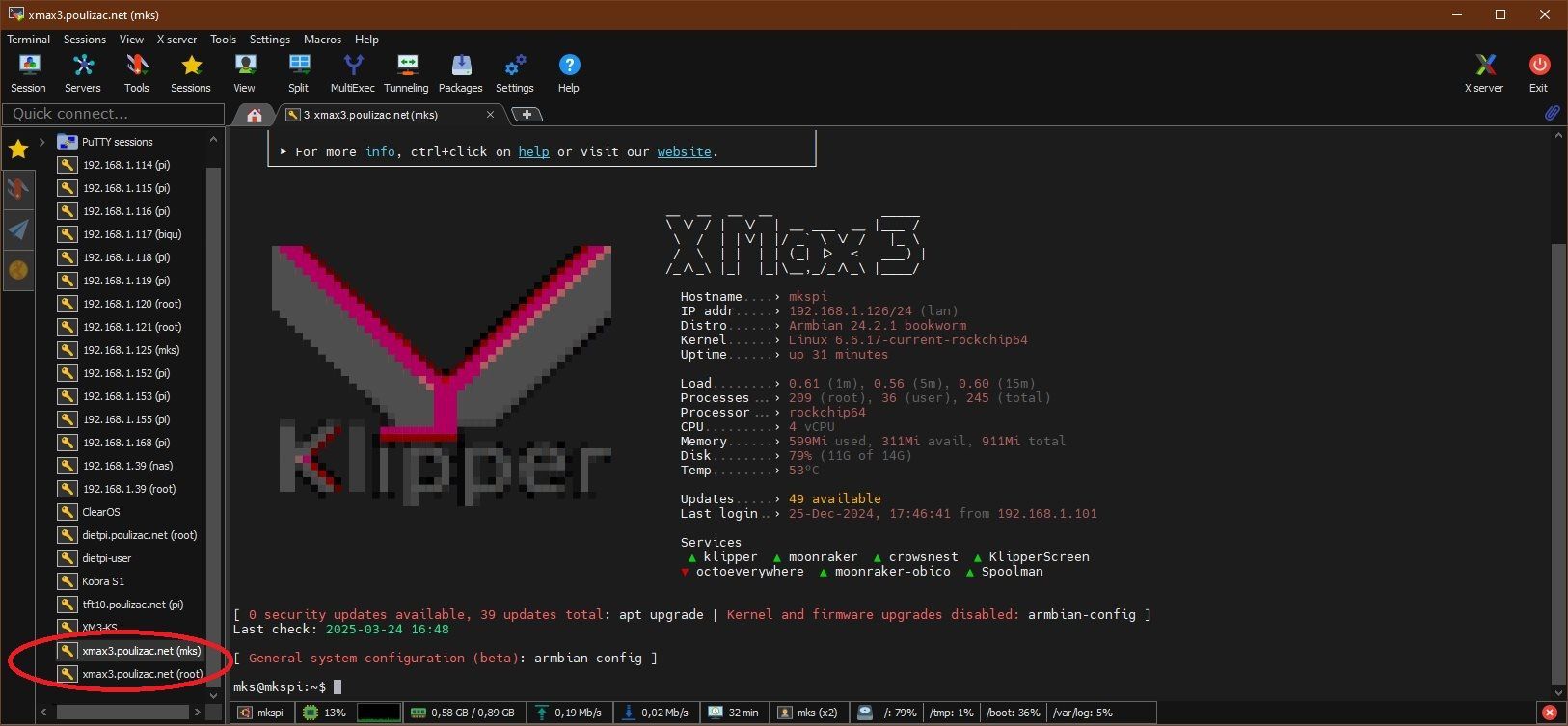
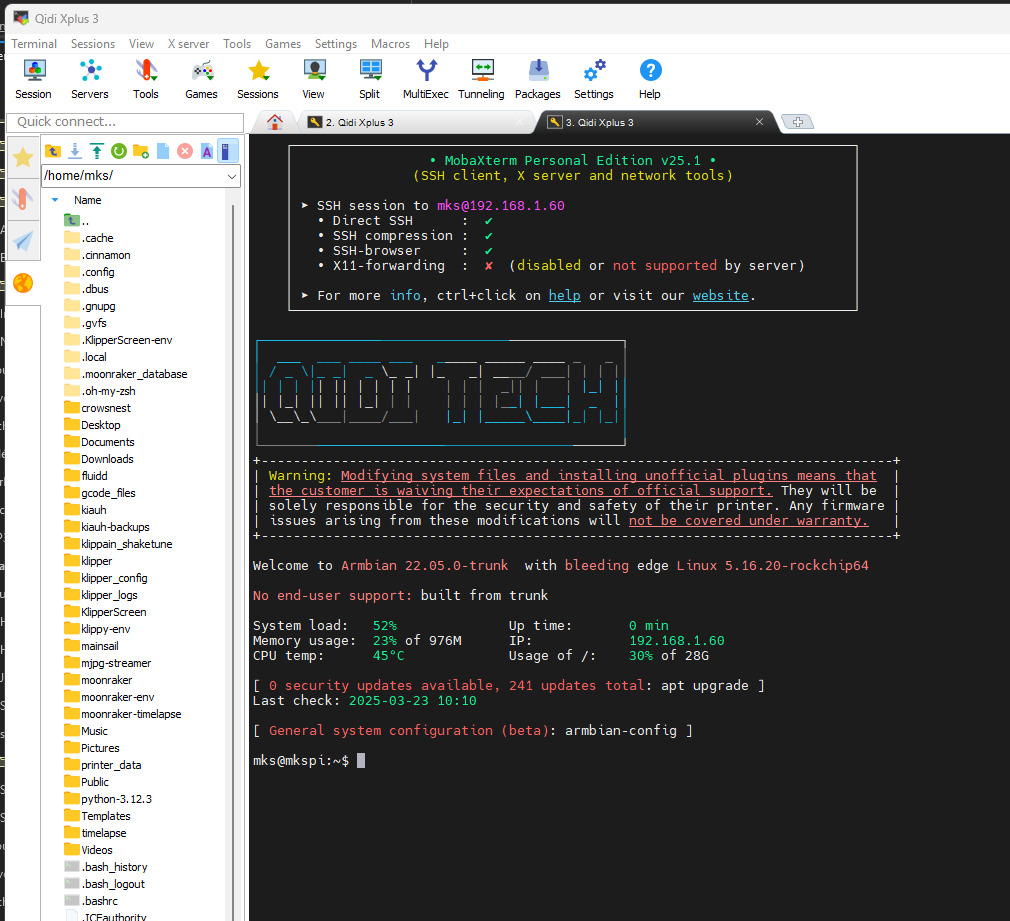
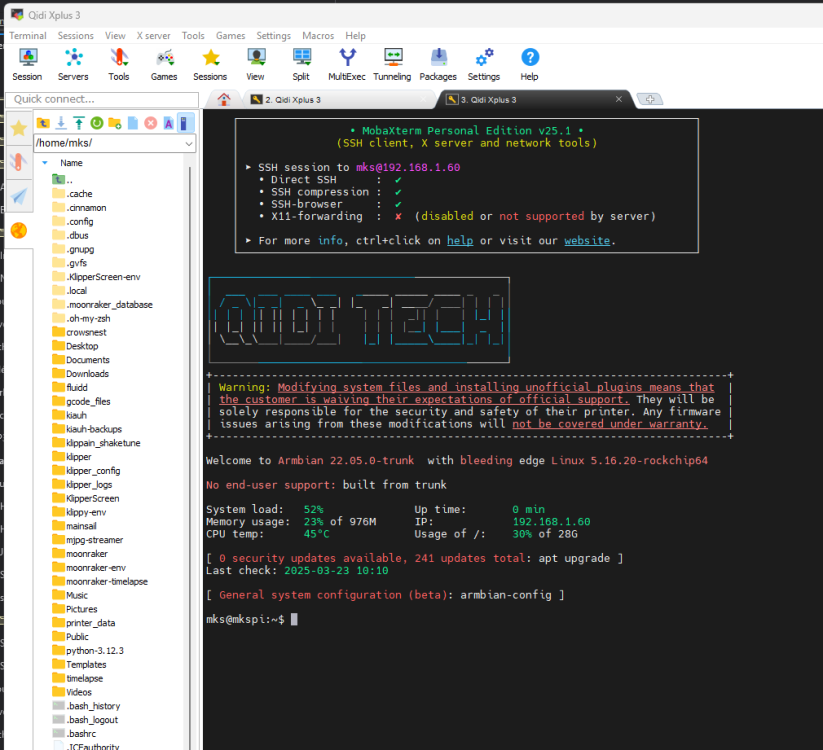
C'est pas faux . J'ai été opéré de la cataracte (œil gauche) et en attendant que le second œil (droit) soit lui aussi opéré, ma vision n'est pas au top de sa forme. Ça devrait être mieux fin de semaine prochaine, j'évite de rester trop longtemps sur les écrans et donc participe peu. @pascal_lb et @hcl28 t'ont répondu. Avec MobaXterm ou PuTTY, on peut créer plusieurs sessions (même IP) avec des utilisateurs différents : Les manipulations en ligne de commandes sont à faire avec l'utilisateur mks, KIAUH d'ailleurs, normalement, le signale si on tente de le faire en root.
 2 points
2 points -
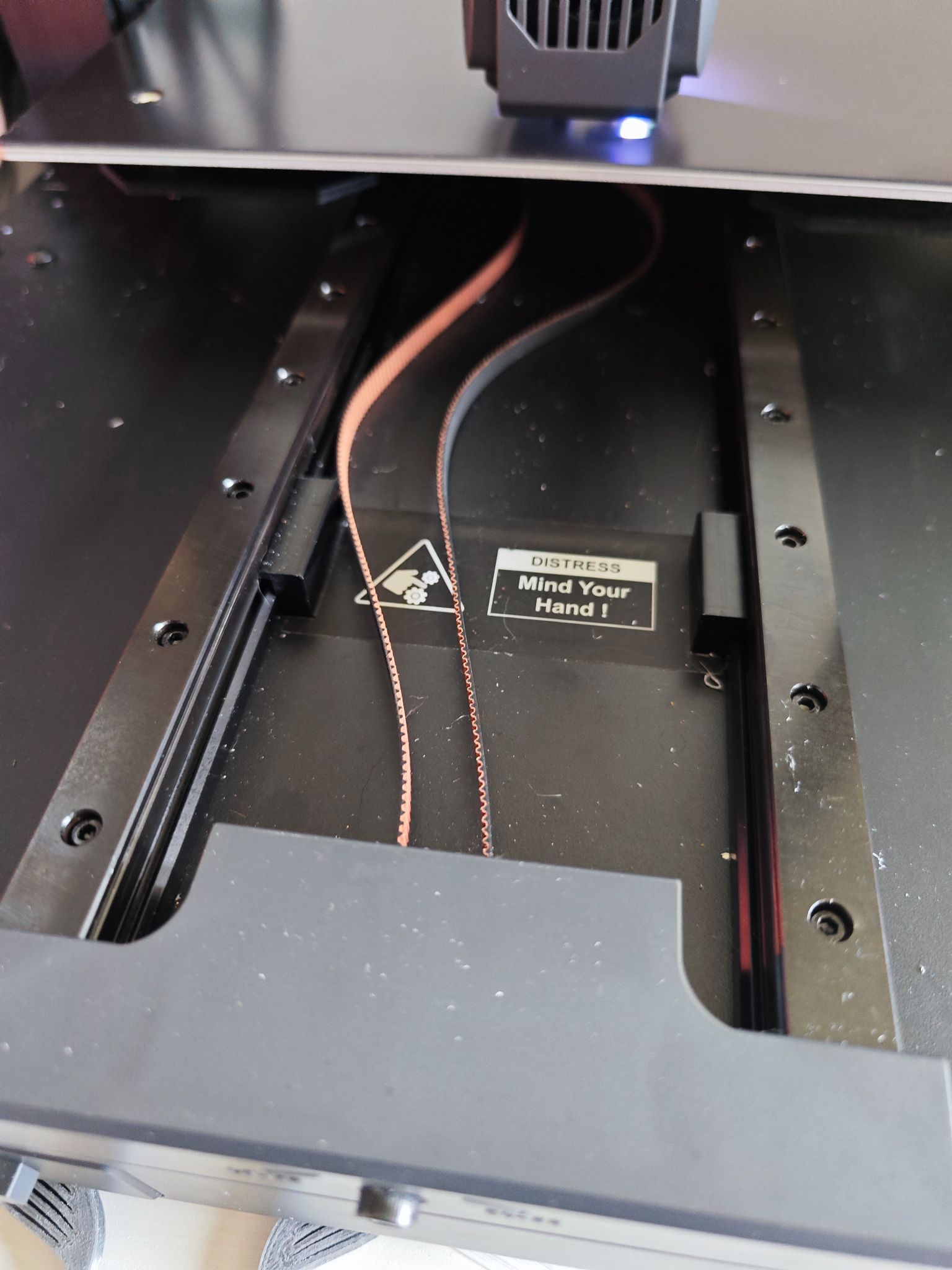
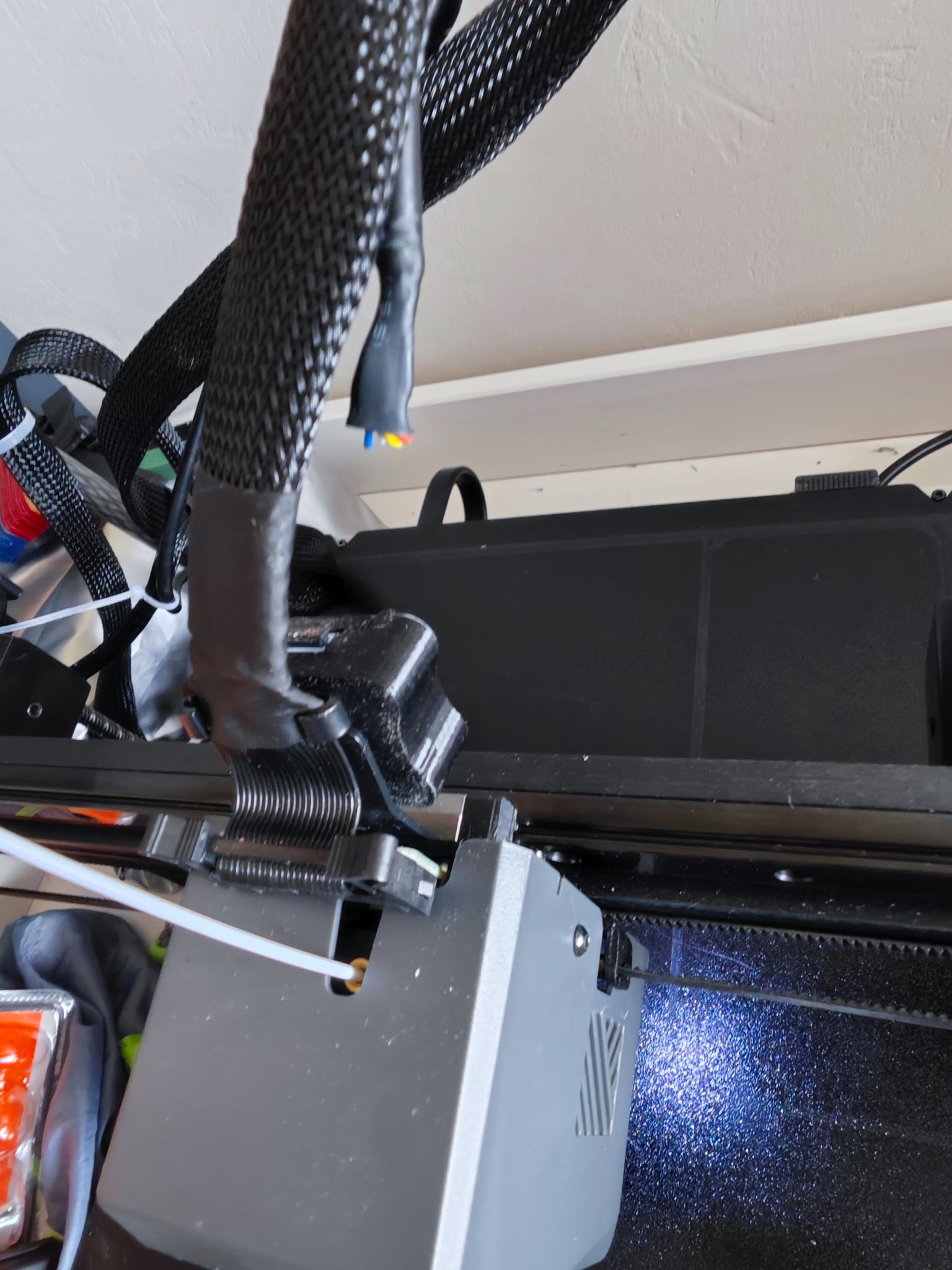
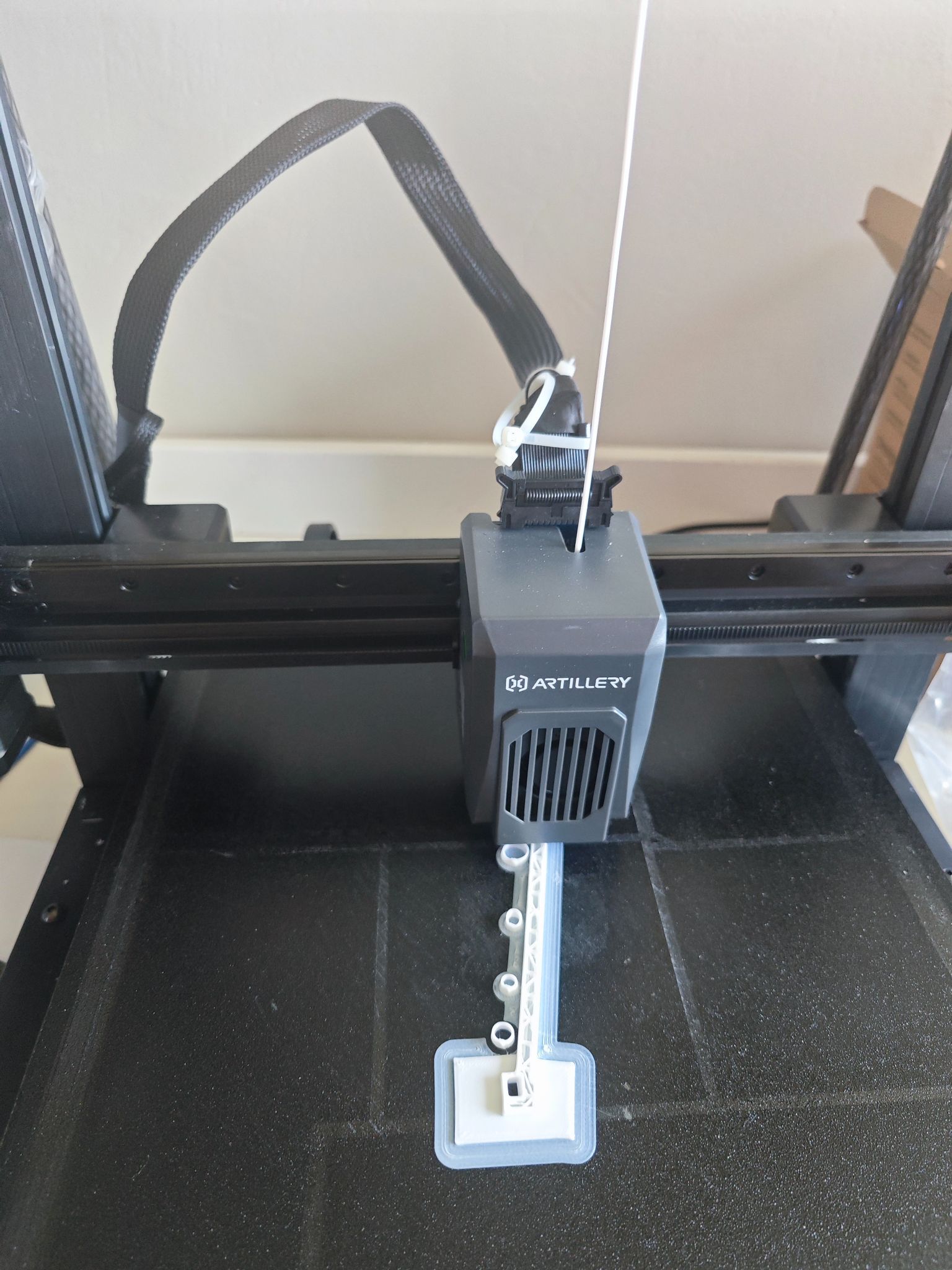
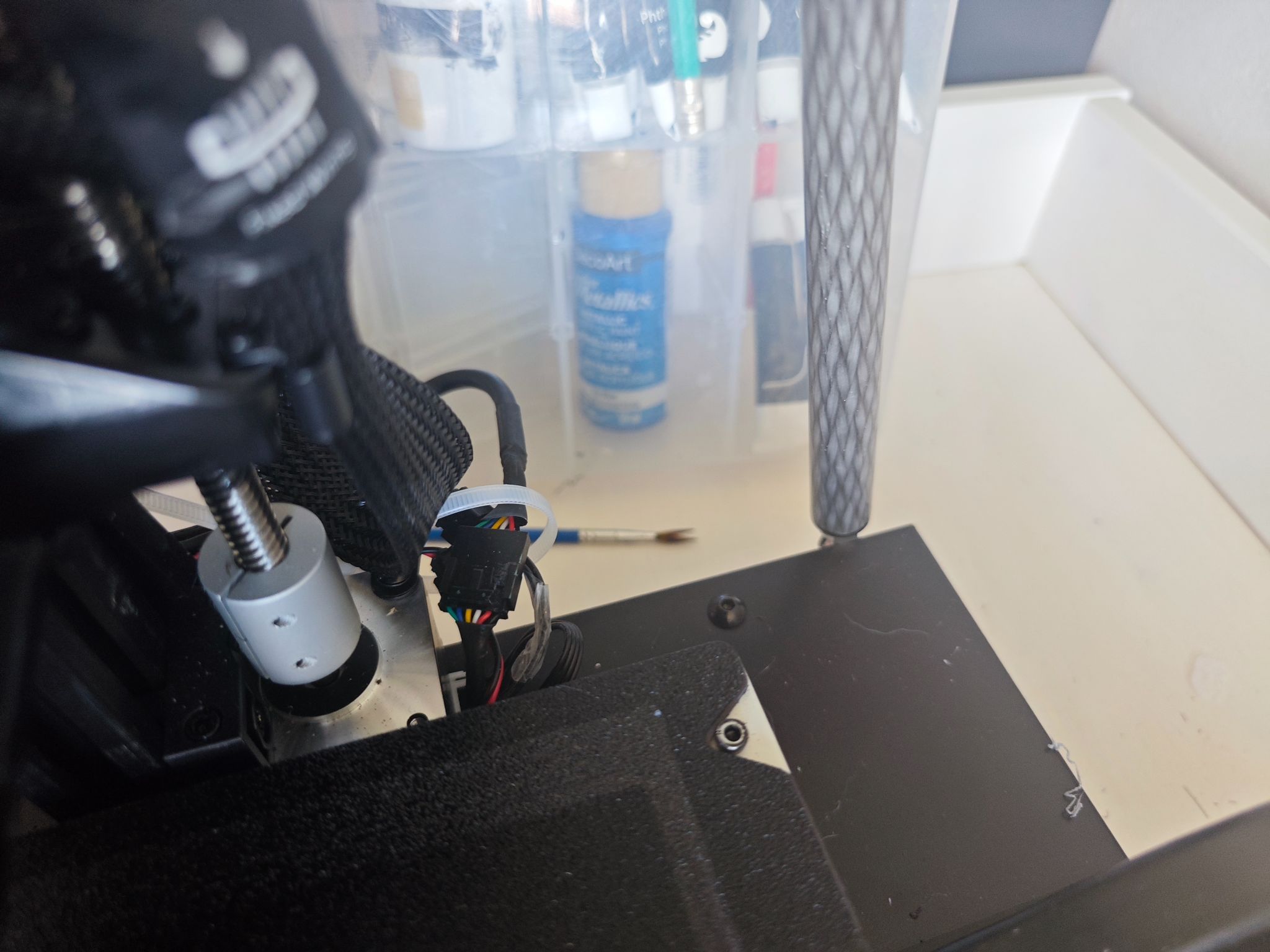
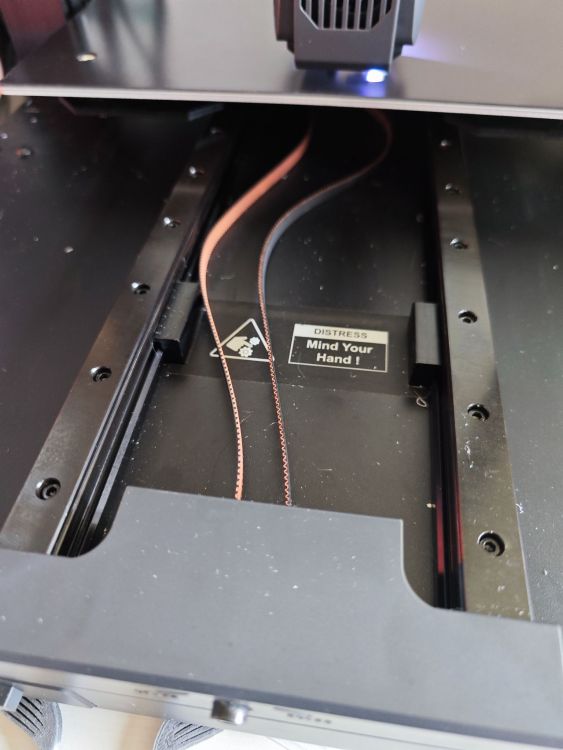
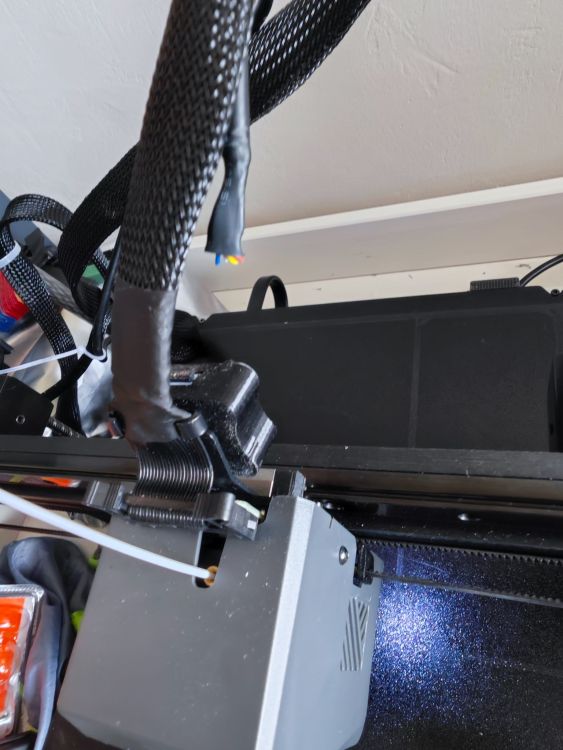
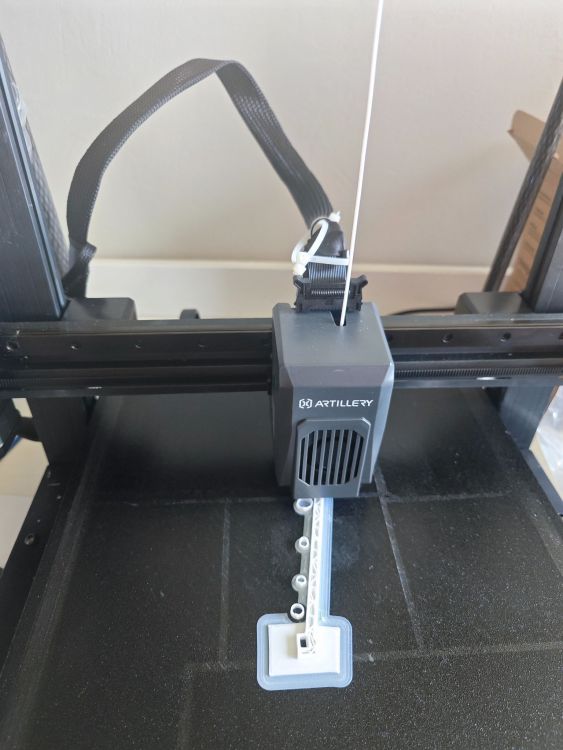
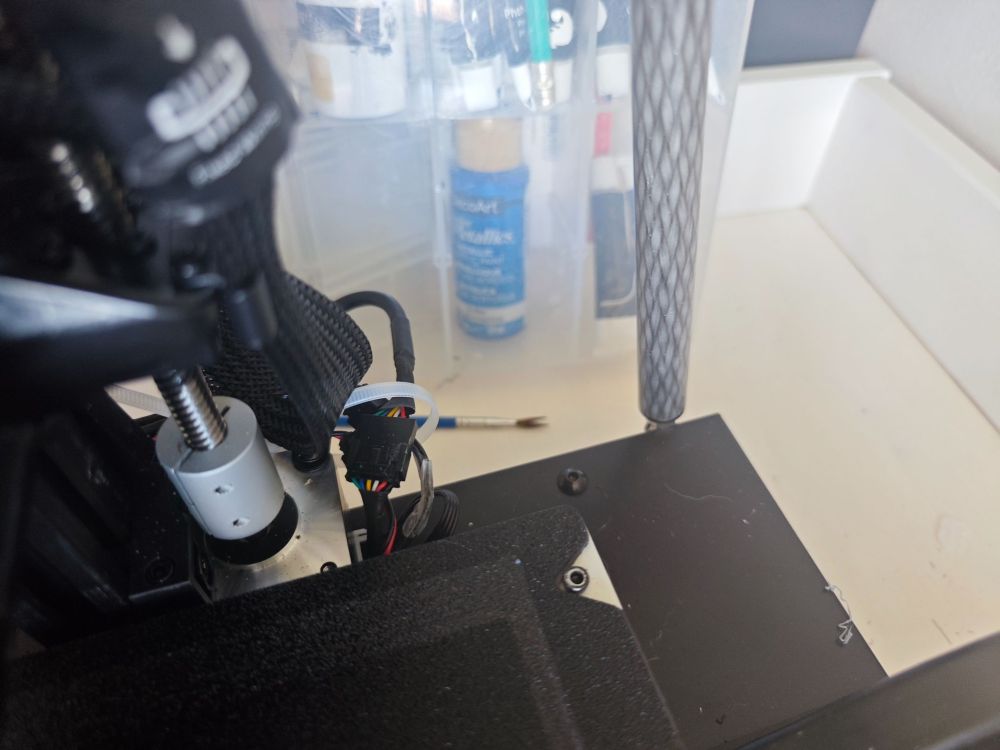
Petit retour qui pourrait servir à d'autres: Après 68 impressions j'ai eu (de nouveau un décalage) puis plusieurs alors que je n'ai rien changé, j'ai donc resserré la courroie pour palier au problème mais en fait ça été une roue infernale. J'explique les symptômes : Décalages de couches sur plusieurs endroits de la pièce "Power failure" qui stopper mes impressions en prime Constat: La (nouvelle) courroie était en train de céder! Je l'avais déjà changé mais comme je voulais supprimer les décalages j'ai trop tendu. Et même hyper tendu le décalage ne s'est jamais arrêté. En prime le plateau était en train de scier les câbles d'alimentation à l'arrière car trop proches. Il m'a également scié la tête de input shading (résonnance compensation de l'extrudeur) avec les vibrations il a coupé net Bonus: le câble de l'extrudeur "traîne" malgré que je l'ai installé conformément à la Doc... Donc touche les pièces et des fois se coince mais il n'entraîne pas encore de problème. SOLUTIONS: OrcaSlicer pour le slicer Fat32 CLE USB NEUVE Formatage d'usine de l'imprimante Recalibration totale Installation courroie NEUVE Conclusion: Le power failure venait du "sciage" des câbles à l'arrière puis après les avoir décalés, le sciage de la tête résonance compensation. Le fait de couper ou abîmer les câbles provoquaient des dysfonctionnements. Le décalage LE décalage ! Surprise à cause de tant d'accumulations de problème cela a sûrement modifié le calibrage global de la machine. Comme par hasard après un formatage d'usine et installation courroie neuve le décalage a disparu. Je suppose que le moteur de pas s'est décalé lors d'échec d'impression c'est arrivé plusieurs fois que comme les dysfonctionnement ont touché les impressions la tête a déjà forcé contre le PLA. Réflexions: Je vais imprimer toutes les pièces permettant d'enlever tout les problèmes. Pour créer un kit upgrade sur mesure comme ça me gonfle lol. Voilà sinon aujourd'hui, pour l'instant la plupart des soucis sont résolus. Manque à recabler la tête input shading et modifier des pièces/améliorer celles existantes pour minimiser tout risque et fiabiliser l'imprimante. Prototypes actuelles
 2 points
2 points -
j'ai fait ma distribution du lundi2 points
-
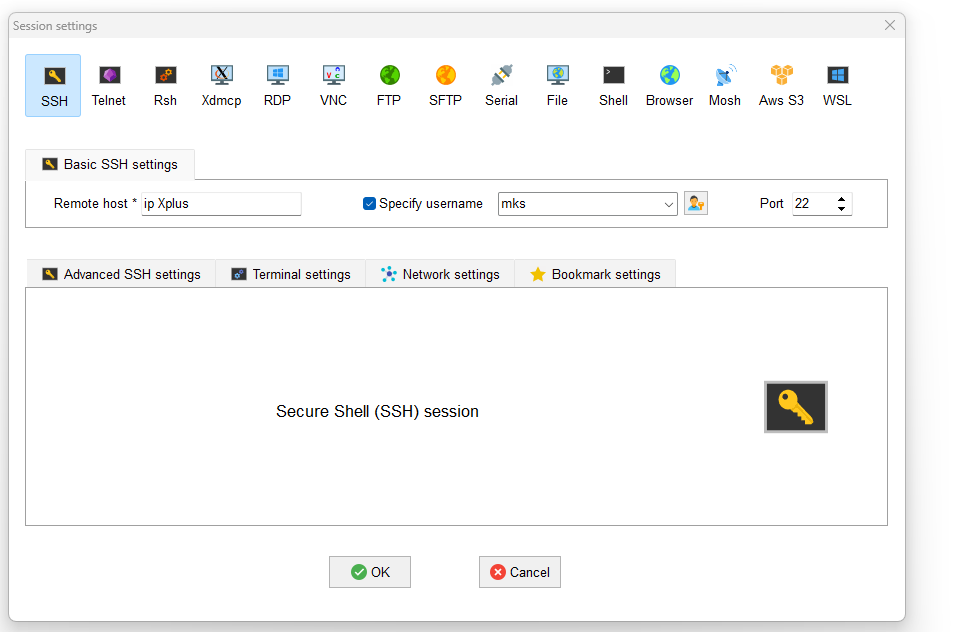
Salut, @souriceaux Dans MobaXterm, tu fais une nouvelle cession ssh, et tu rentres mks comme utilisateur. Lors de la connexion, tu mets le mot de passe et tu arrives sur interface.
 2 points
2 points -
Bonjour à tous, Voilà la modélisation des ours est terminée, j'ai commencé l'impression...

 2 points
2 points -
Bercy n'a plus qu'à se mettre a l'impression 3D et tout sera réglé2 points
-
Salut Voici 2 articles qui pourront te donner quelques réponses à tes questions https://help.prusa3d.com/fr/article/impression-fdm-pour-le-contact-alimentaire_112313 https://help.prusa3d.com/fr/article/impressions-etanches_112324 Perso je n'ai pour le moment utiliser l'impression 3D que pour des objets qui sont en contact occasionnels avec des aliments et toujours protégés par un vernis qui est fait pour les contacts alimentaires Bonne lecture JC2 points
-
Bonjour à tous Je suis en train de compléter ma liste de pièces de rechange à avoir en stock pour la maintenance de mes deux X Max 3. J'ai déjà pas mal de choses dans les pièces courantes, mais comme une panne coute cher en perte d'exploitation, je me pose la question d'avoir une carte mère de rechange. J'avoue que Qidi vend la carte à un prix très très surévalué (235 € sur Aliexpress), aussi je regarde chez Makerbase pour une MKS SKIPR avec des TMC2209 qui est bien plus raisonnable en prix. Plusieurs questions : - Est-ce que la carte de la tête restera compatible ? - En dehors des adaptations des supports, du câblage, des jumpers, des flashages de Klipper et des paramétrages du printer.cfg il y a-t-il d'autres points à envisager ? L'idée serait d'investir dans une carte, faire les supports qui vont bien, la configurer et la garder en stock au cas où. Merci pour vos retours1 point
-
Face au buzz de la Bambu Lab H2D dont on vous résume toutes les specs officielles, Bondtech a dévoilé sa solution multi-matériaux baptisée INDX et Sovol sa nouvelle imprimante 3D nommée Zero. Découvrez également la solution Infinity Flow S1 pour changer de bobine automatiquement. https://www.lesimprimantes3d.fr/semaine-impression-3d-481-20250323/1 point
-
Première page mise à jour.1 point
-
Un plotter/drawer, c'est loin d'être une CNC...1 point
-
@pommeverte ok ca marche. Merci1 point
-
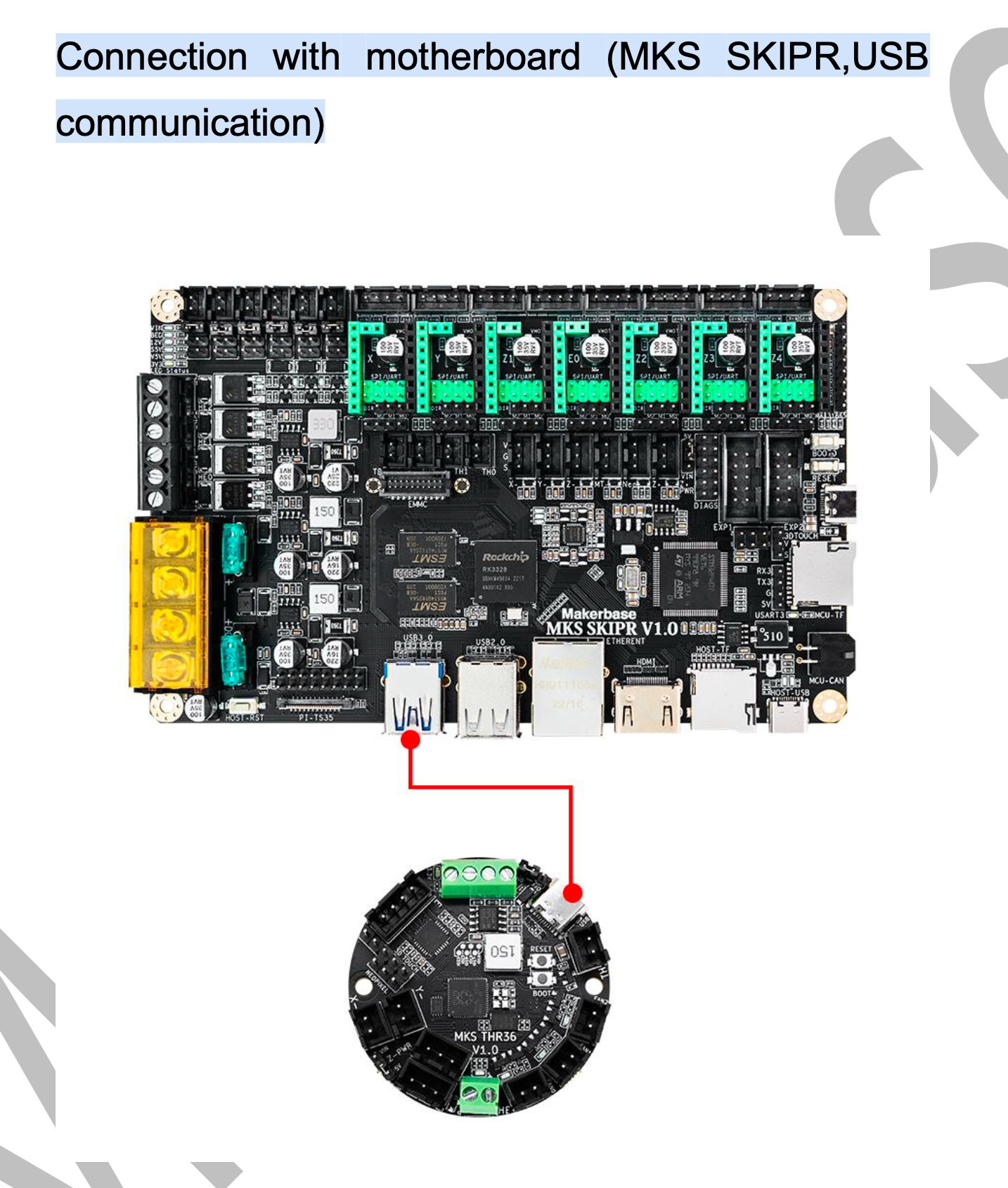
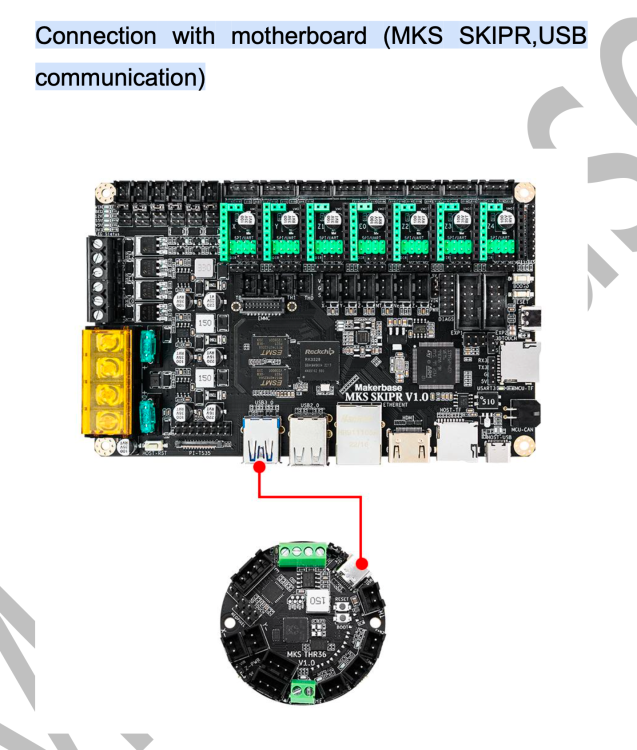
Merci pour cette information précieuse. Je vais regarder ça de près. Oui, c'est ce que j'avais vu. C'est pas sorcier à faire et j'avais prévu de reconstruire une image complète sur une eMMC vierge plutot que de partir de celle de Makerbase (je sais faire maintenant grâce à toi). Sans problèmes. Il faut me laisser du temps pour faire, histoire que j'ai du dispo sur une des X Max 3 pour l'arrêter et démonter la carte. En cherchant dans la doc Makerbase pour la connexion de la carte MKS THR, on trouve la connexion USB avec la carte MKS SKIPR. Donc on véhiculerait le VIN sur le cable usb qui va vers la tête. Ca n'est pourtant pas cohérent avec la la doc de la MKS SKIPR qui donne la connexion USB sur le port USB C coté droit.... et le schéma des pin qui ne donne que D+ et D- sur la prise USB en question. Je vais leur écrire pour avoir confirmation du branchement et du voltage sur les ports USB en question .... Je pense que le passage avec la carte SKIPR impose un changement d'écran au passage car il n'y a pas d'interface série pour gérer l'écran d'origine.
 1 point
1 point -
Il faut vraiment en avoir un besoin en tant que professionnel pour acheter ce matériel.1 point
-
C'est la même chose côté single tool, et c'est compatible avec la dual => tu as quoi comme fichier ? du 0.4n ou du 0.6n ? Car pour le moment on ne sait toujours pas si tu as tenté d'imprimer un fichier prévu pour une buse de 0.6mm ou non... Même si l'imprimante aurait dû te le dire si ce n'était pas le bon fichier. https://www.printables.com/model/425834-xl-first-layer-test/files Mais ça serait bien de commencer par trancher un bête cube avec un profil récent pour éliminer tout soupçon sur le G-Code. J'en ai bien une mais elle ne va pas te plaire. Un indice : 0.25Nm. Croisons les doigts pour que ça ne soit pas ça.
 1 point
1 point -
Et une arrivée en stock pour le 4 Mai? Dans le thread du forum bambu lab sur les specs leaks, il y aussi ça... What’s in the box H2D AMS Combo H2D Build Plate Spool Holder Accessory Box AMS 2 Pro H2D Laser Full Combo Laser Edition Build Plate Spool Holder Accessory Box 10W Laser Module 40W Laser Module (Optional) Cutting Module Laser Platform Cutting Platform Emergency Stop Button Du coup, ça me laisse perplexe : pas d'AMS 2 Pro pour la version Laser Full Combo?1 point
-
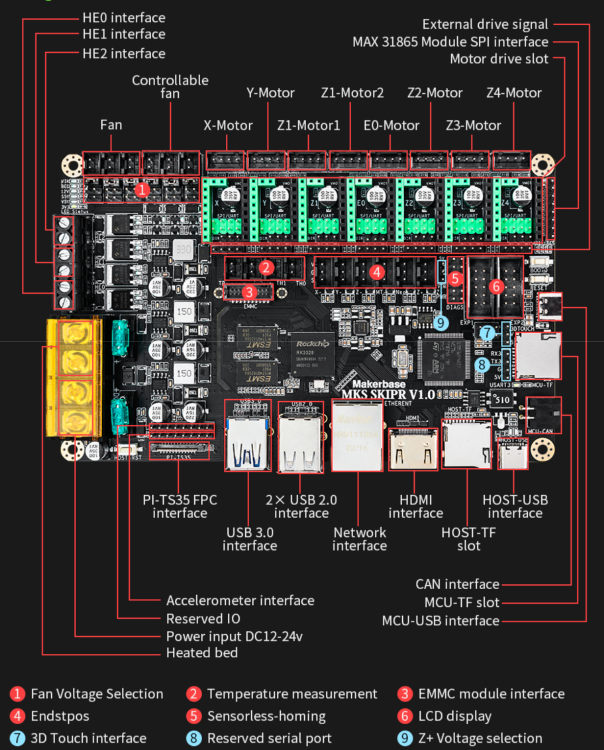
Plus ou moins. La carte de Qidi (X4 ou X6) utilise un port USB-C modifié, au lieu d'envoyer du 5 V elle fournit du 24V. Il faudrait donc faire un adaptateur pour fournir le 24 V. La carte MKS SKIPR, utilise un autre microcontrôleur (STM32F407 de mémoire, plus puissant que le 402). Il faudra en conséquence refaire un firmware Klipper adapté. Il y aura peut-être des différences au niveau des broches (pins) utilisées, il faudra de ce fait tester et modifier si besoin le printer.cfg. Bien qu'ayant une carte MKS SKIPR (avec l'écran 5 pouces HDMI de MKS), je n'ai pas encore franchi le pas. Son intérêt serait de pouvoir, dans mon cas, me passer d'un RPi qui ne me sert que pour mon écran 5 pouces (Klipperscreen), la SKIPR gère d'origine le HDMI. C'est vrai que pour le prix «hénaurme» demandé par Qidi, on peut avoir trois SKIPR. Si / quand tu auras modélisé un support X4(X6) vers SKIPR, je me laisserai bien tenter par l'aventure de cet «upgrade» .1 point
-
Le laser 1200W + la CNC pour le laser: ça pique très fort.
 1 point
1 point -
Bien vu il y aura bien un sabre laser sur cette bécane1 point
-
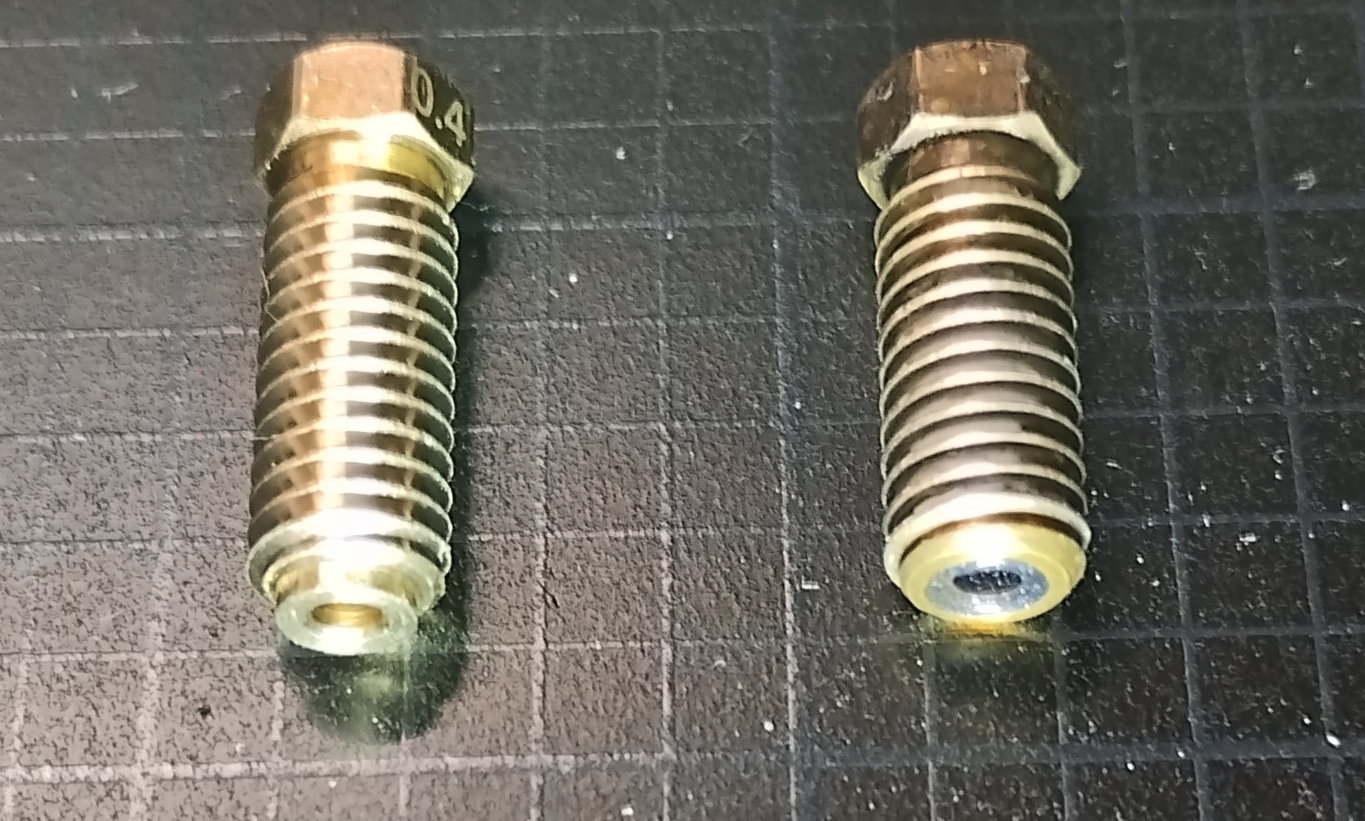
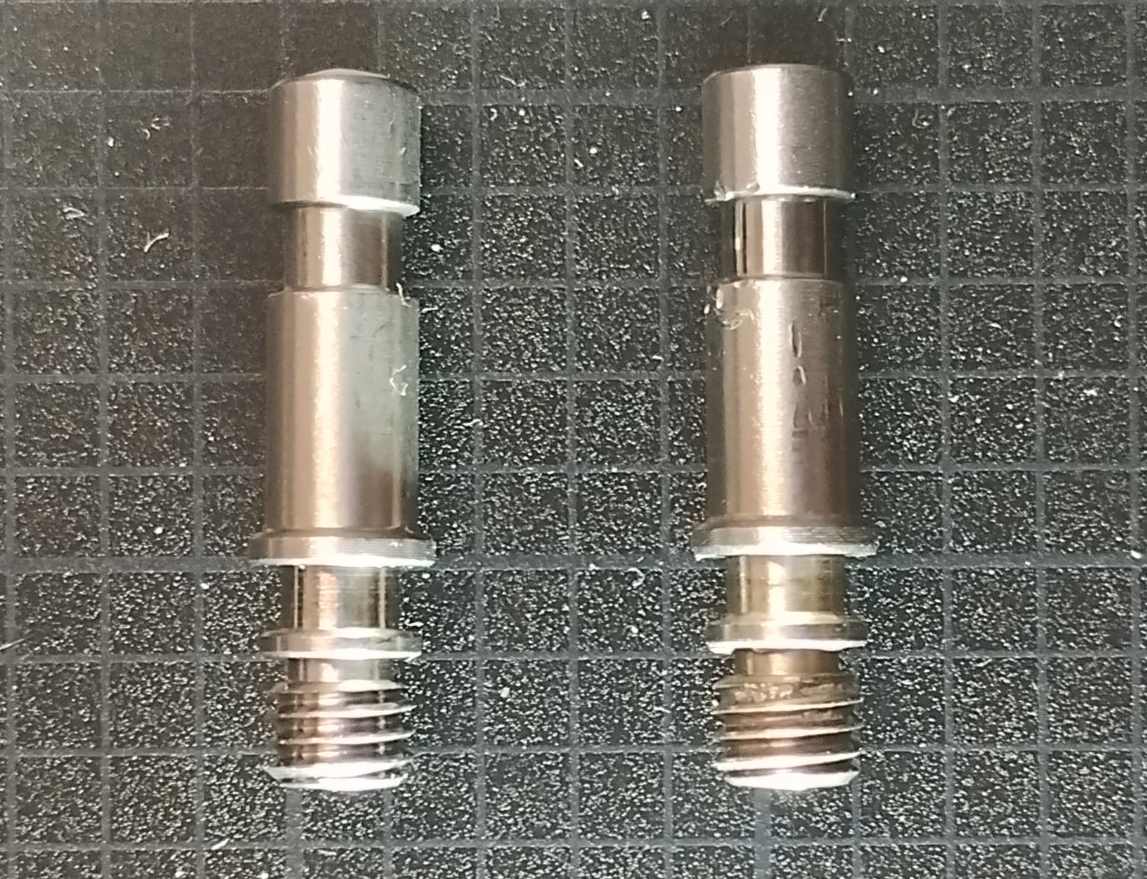
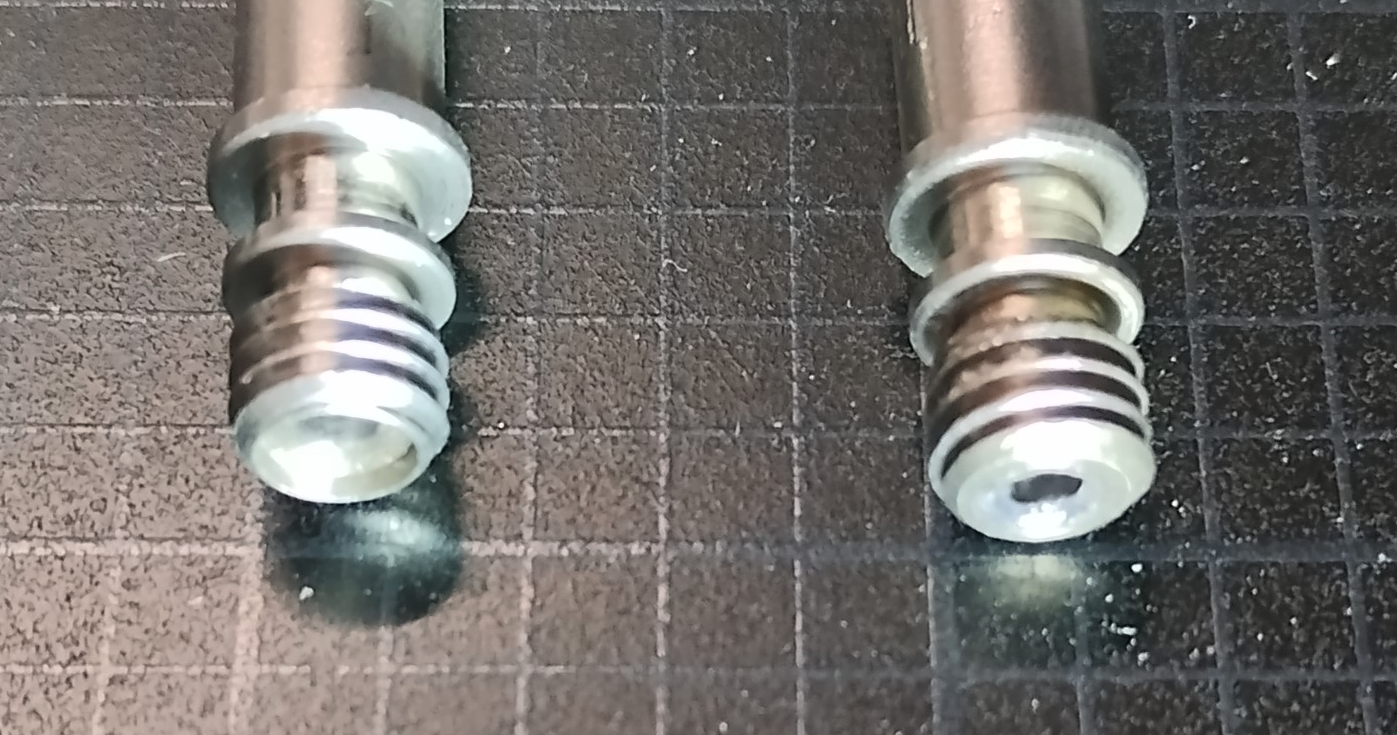
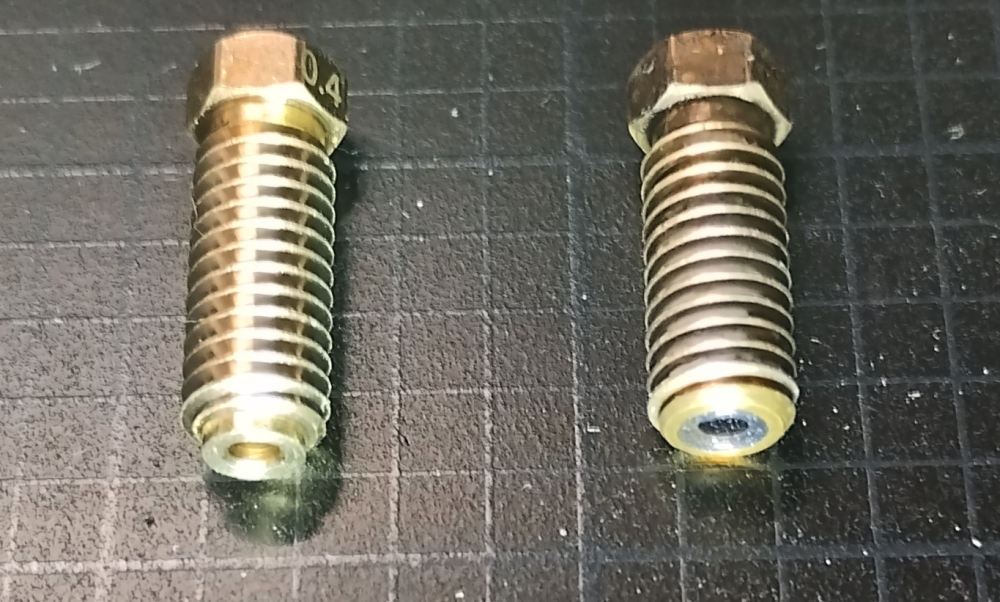
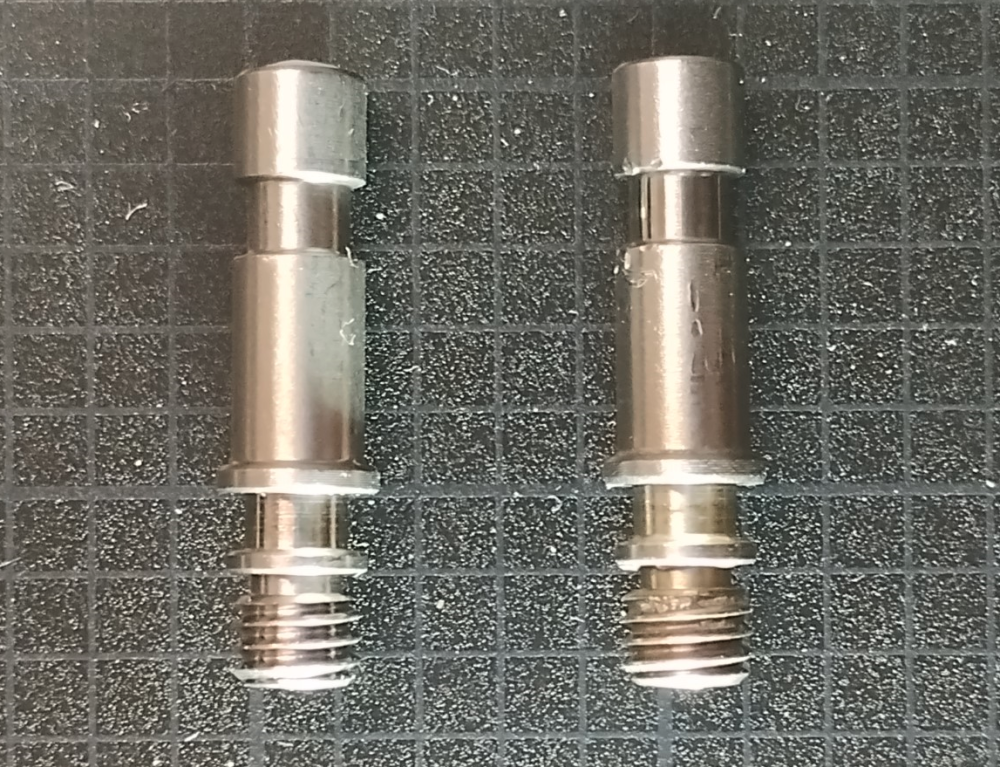
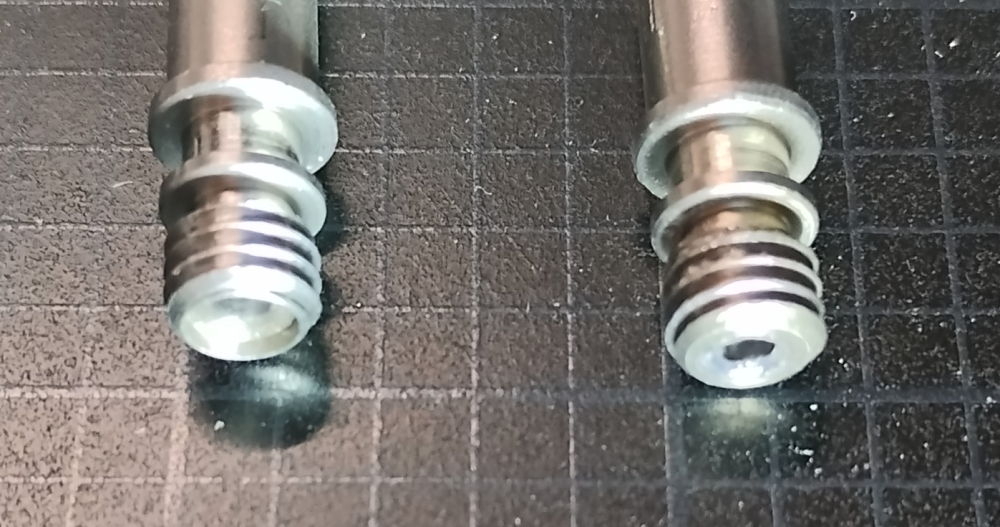
Non, aucun ajustement. Pour la lecture / écriture des tags RFID, j'utilise l'application ACE-RFID : https://github.com/DnG-Crafts/ACE-RFID avec ces puces : https://www.aliexpress.com/item/1005002112255353.html Depuis la mise à jour du firmware en version 2.5.0.2 (2.5.0.6), l'imprimante gère les buses de 0,25 (pas 0,20!) à 0,8, laiton et acier. Il faut juste sélectionner la bonne buse via l'écran et le profil utilisé par le trancheur. Dans ce cas, il n'y a plus de message d'erreur bloquant l'impression. Attention avec les têtes «alternatives» vendues sur Aliexpress. Certaines n'ont pas la bonne thermistance. La température affichée se trouve alors 25 / 30 °C plus basse (la température ambiante sur l'écran affiche ≃ 50°C alors qu'il fait ≃20°C chez moi ) . En contactant le vendeur et en lui signalant ce soucis, il renvoie thermistance et cartouche de chauffe. Ce problème d'après les vendeurs serait résolu avec la production de début mars. Pour mes derniers tests, j'ai fait une tête à ma façon. Je suis parti d'une des têtes alternatives où la buse et le heatbreak sont facilement dévissables. J'ai utilisé le corps de chauffe avec la thermistance et la cartouche de chauffe d'origine Anycubic, ainsi que le tube céramique d'origine Anycubic (celui livré avec les têtes alternatives me semble plutôt être du PTFE ) et une buse Qiditech bi-metal (même longueur que celle d'Anycubic). L'intérêt de cette buse est de pouvoir passer aussi bien du filament classique que celui chargé de fibres. Les buses acier fonctionneraient aussi, mais avec du PLA ou du PETG, il faut augmenter la température de chauffe de 15/20 °C et dans l'ensemble avec du PLA / PETG il vaut mieux utiliser une buse laiton (ou celle de Qidi). Dernière remarque : avec les têtes alternatives, il y a deux types différents quant au heatbreak et la buse : haut de la buse sans épaulement (plane) et idem pour le heatbreak (à droiite) haut de la buse avec épaulement et cavité pour le heatbreak (à gauche) On ne peut pas mixer une buse d'un type avec le heatbreak de l'autre sauf à vouloir avoir des problèmes Ce n'est qu'à la réception, puis démontage qu'on peut savoir quel heatbreak et buse est utilisé . Peut-être, mais je ne le pense pas. Je n'ai pas réessayé, car ma Kobra S1 est en mode LAN ce qui désactive cette fonction qui passe par le Cloud Anycubic.
 1 point
1 point -
Je pense que c'était bien le lidar car c'était sur le coté des buses après le conduit de ventilation et non entre les buses.1 point
-
bon, j'ai trouvé mon erreur : j'avais simplement oublié d'enlever la ligne : enable_object_processing: False Maintenant ça marche avec bed mesh natif klipper.1 point
-
ça nous avance pas vraiment cette jolie photo, (pas le moindre début d'érection nerveuse). Il n'y a plus qu'à patienter jusqu'à demain à la même heure.1 point
-
Oui pas forcément simple d'identifier les ventouses. Si on prend ce qui suit, (vu du dessus, ne pas oublier que cela s'imprime a l'envert) il faudrait faire varier la vue de la coupe Z par le haut (le curseur en haut de la bar Z à déplacer en dessous de "1/2"), pour avoir de visible l'intérieur de l'objet… et normalement alors, tu devrais voir un "espace vide" sans ouverture coté plateau (donc une ventouse) qui correspond à la zone ayant un défaut à l'impression…
 1 point
1 point -
Un trou peut être rebouché en traitement post-impression. ( mettre une ou deux goute de résine sur le trou avec éventuellement un morceau (bouchon pour le trou) de résine déjà durcie, exposer au UV les goute de résine ajoutée pour la faire durcir, poncer si on a débordé, et répéter jusqu'à ce que le résultat soit OK ) On parle d'un trou de genre 2 mm de diamètre ( éventuellement un trou ayant rien que 1 mm de diamètre peut permetre l'évent, tout dépend du volume de la ventouse/"cavité vide" créé au fur et à mesure de l'impression) Si cela permet d'éviter la création d'une ventouse, c'est une piste.1 point
-
Salut, raté , le pseudo est automatiquement surligné quand la manip fonctionne Tu as juste à débuter le nom par un @. Quand tu commences à taper les 1ères lettres du nom, il te suffira de cliquer sur le bon nom de la liste.1 point
-
Salut Distribution du lundi faite aussi mais petit souci... Je ne peux plus donner de Boost à l'un d'entre vous Quelqu'un a déjà eu ça ? A+ JC
 1 point
1 point -
Oui les Les dernières version fonction plus que bien stable sans réel bug, on arrive enfin a une version aboutie de l'outil je trouve.1 point
-
Merci, comme @Kachidoki, n'hésitez pas à signaler ce genre de poste (menu "..." en haut à droite du poste puis signaler), comme ça tous les modos et admins reçoivent l'alerte et peuvent la traiter au plus vite1 point
-
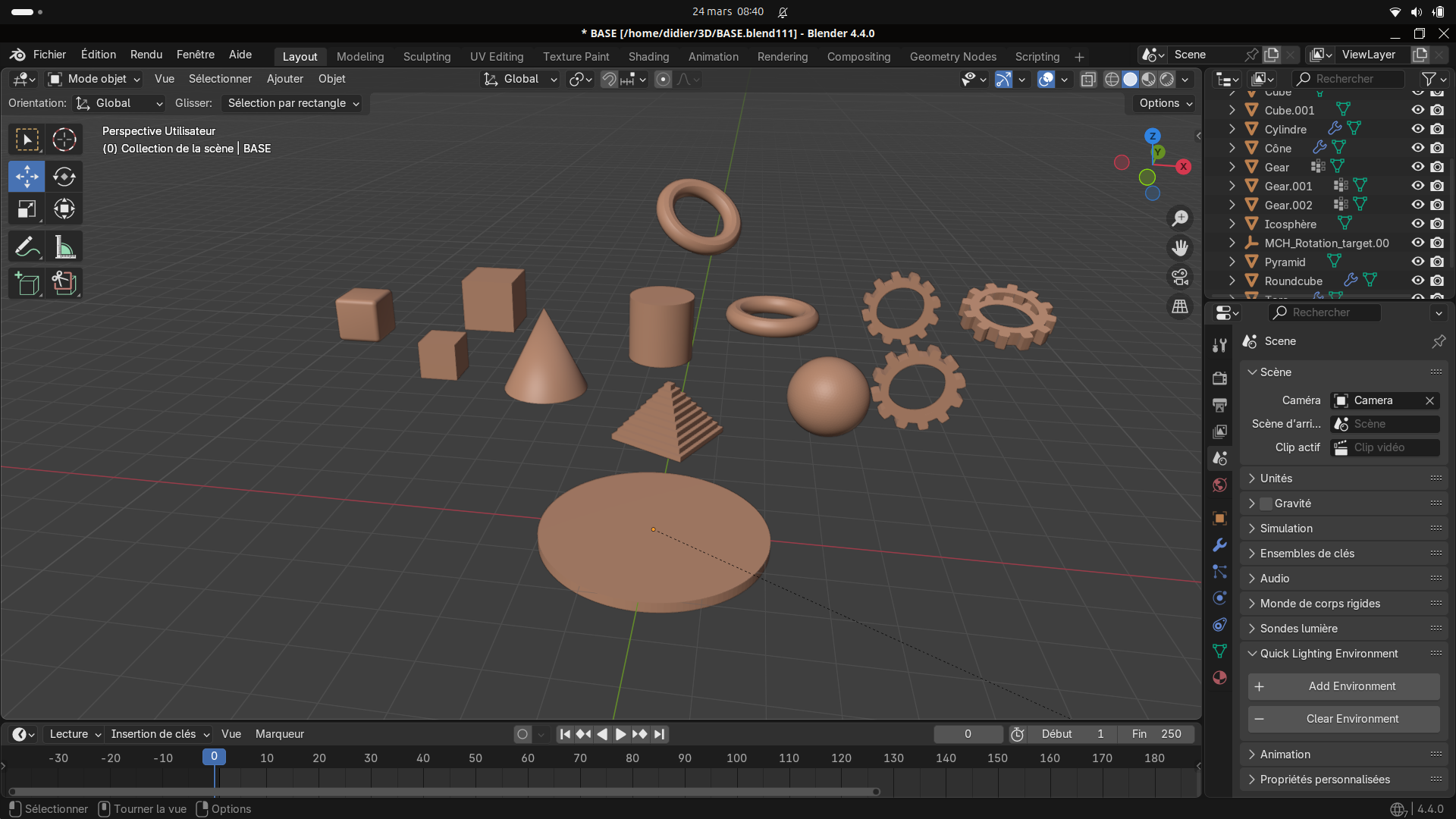
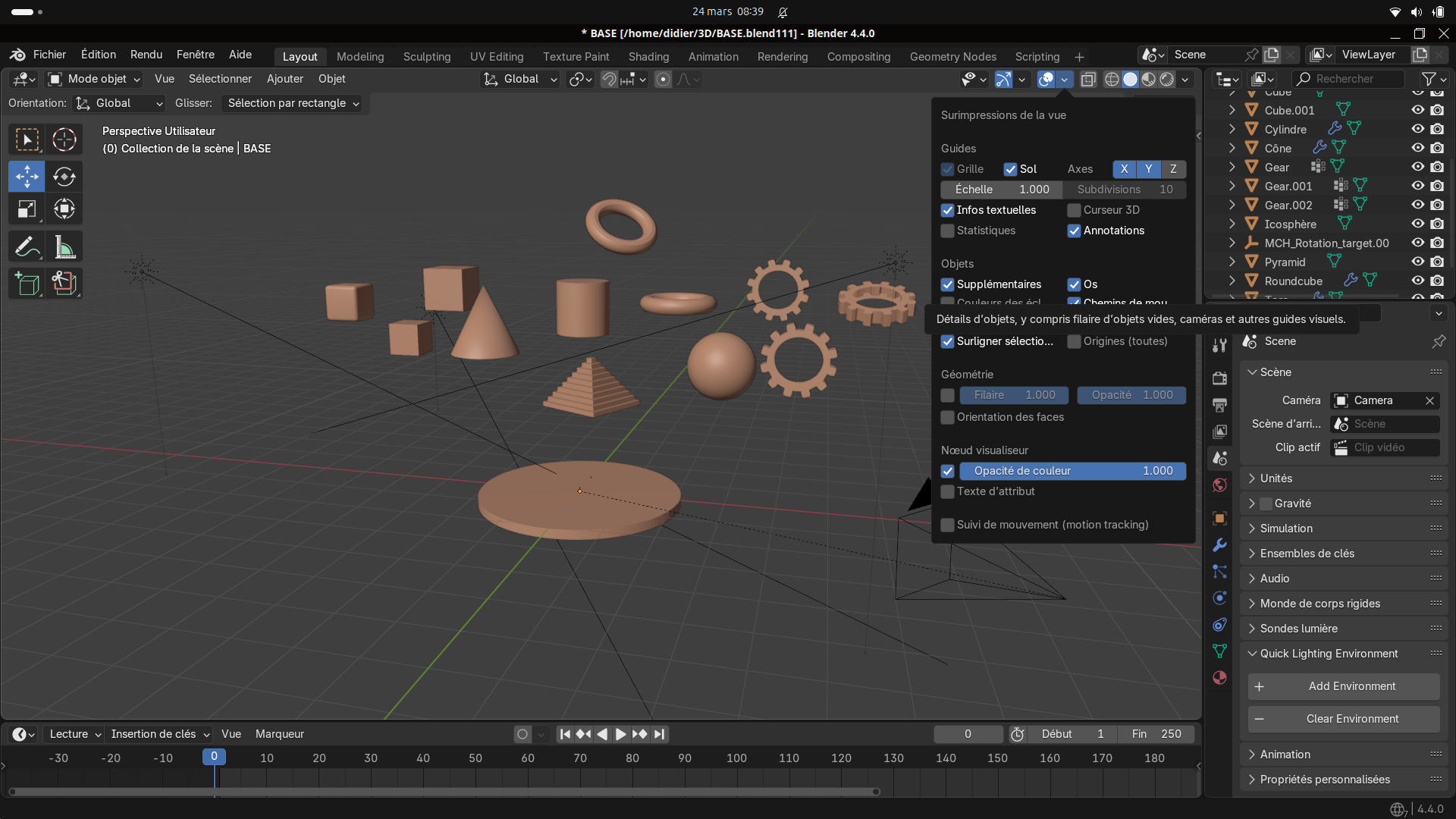
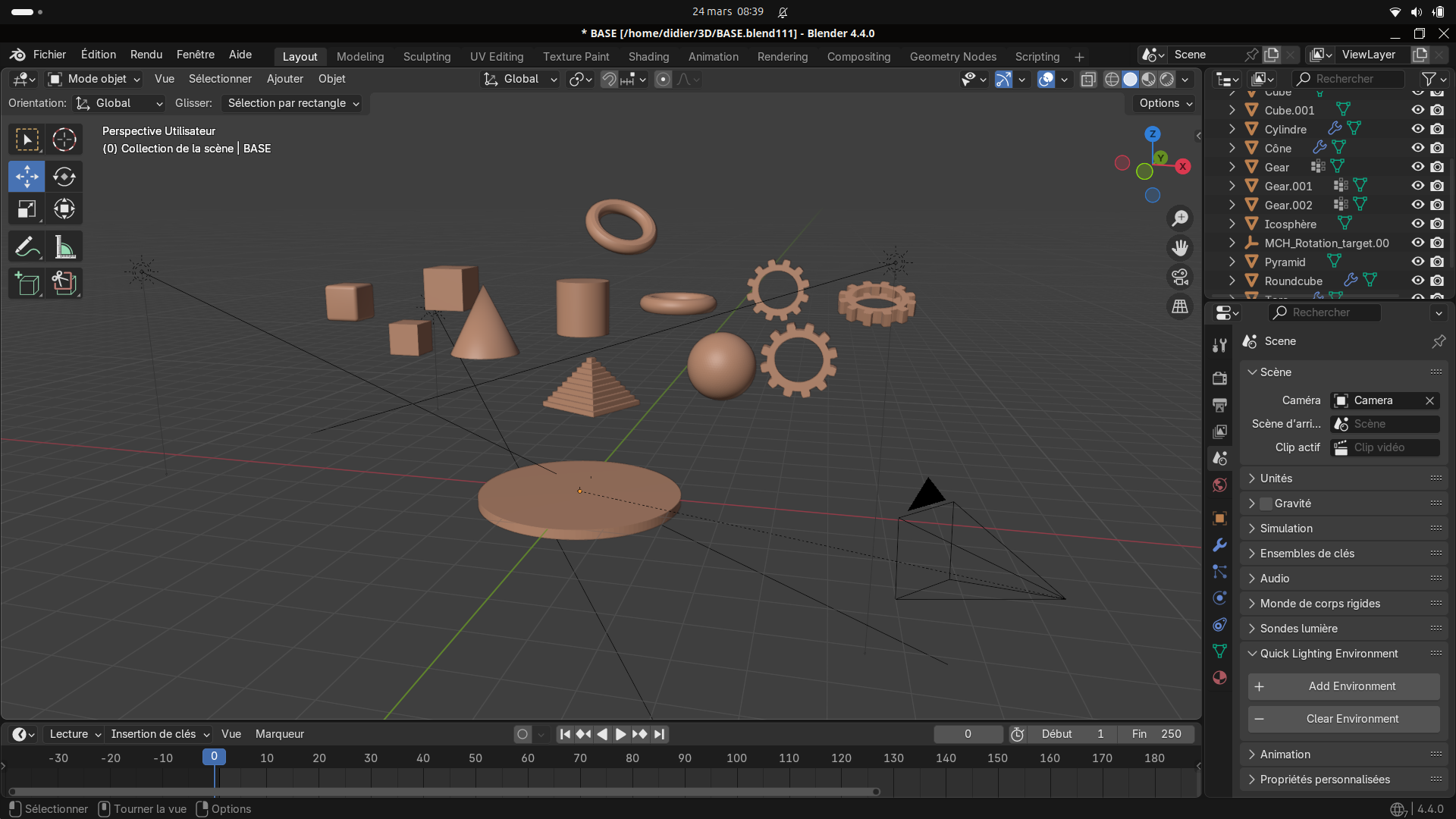
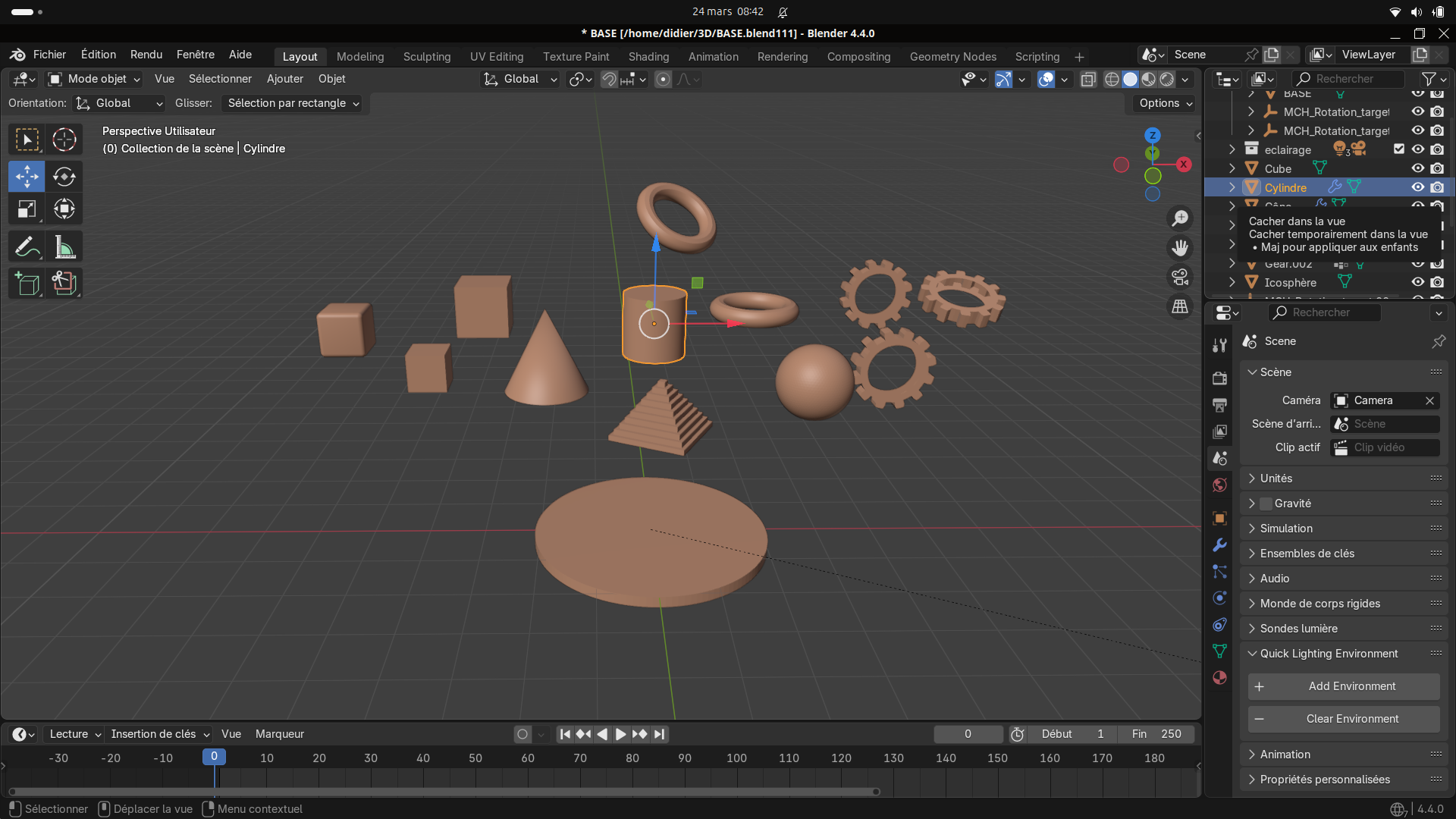
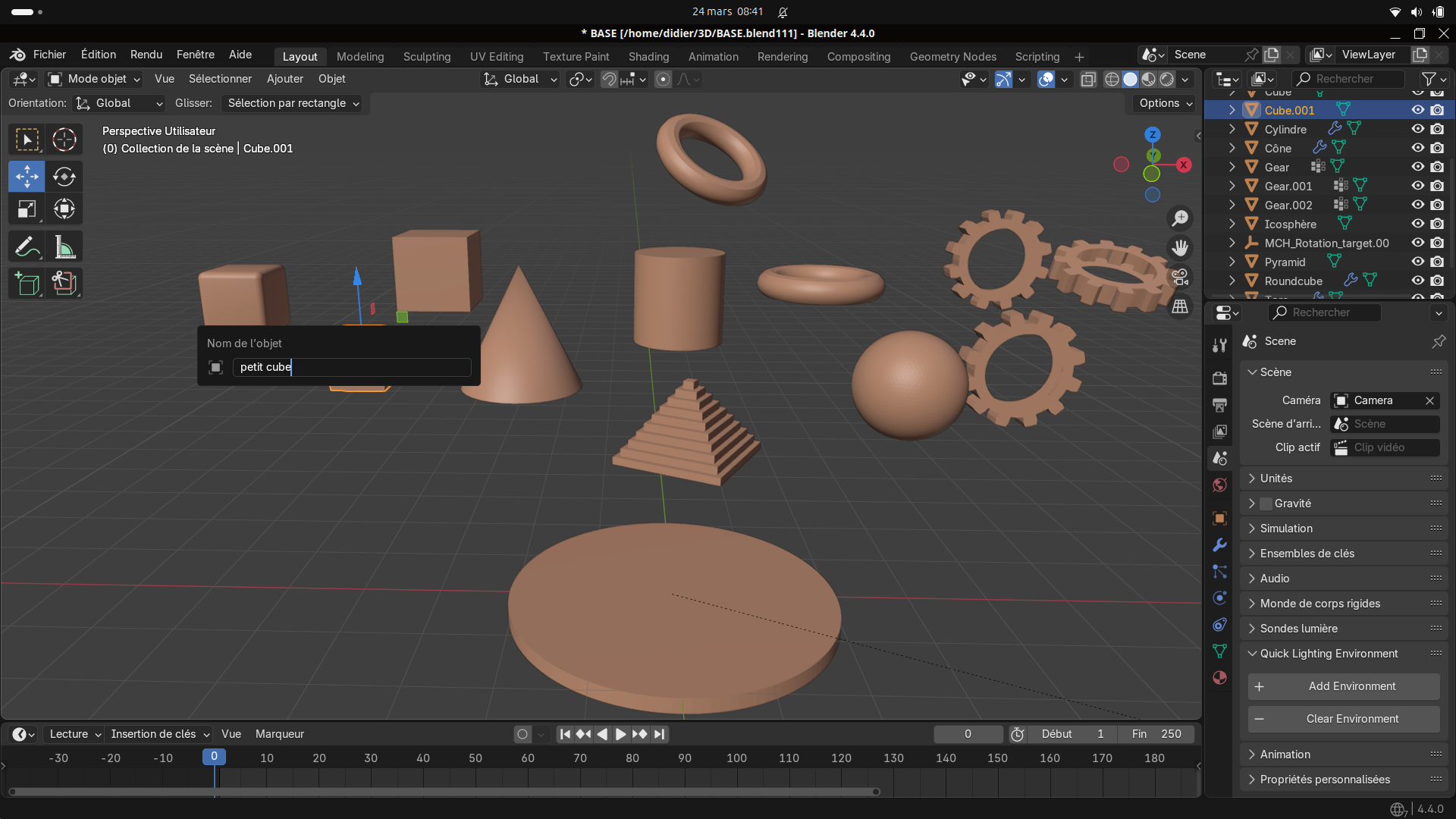
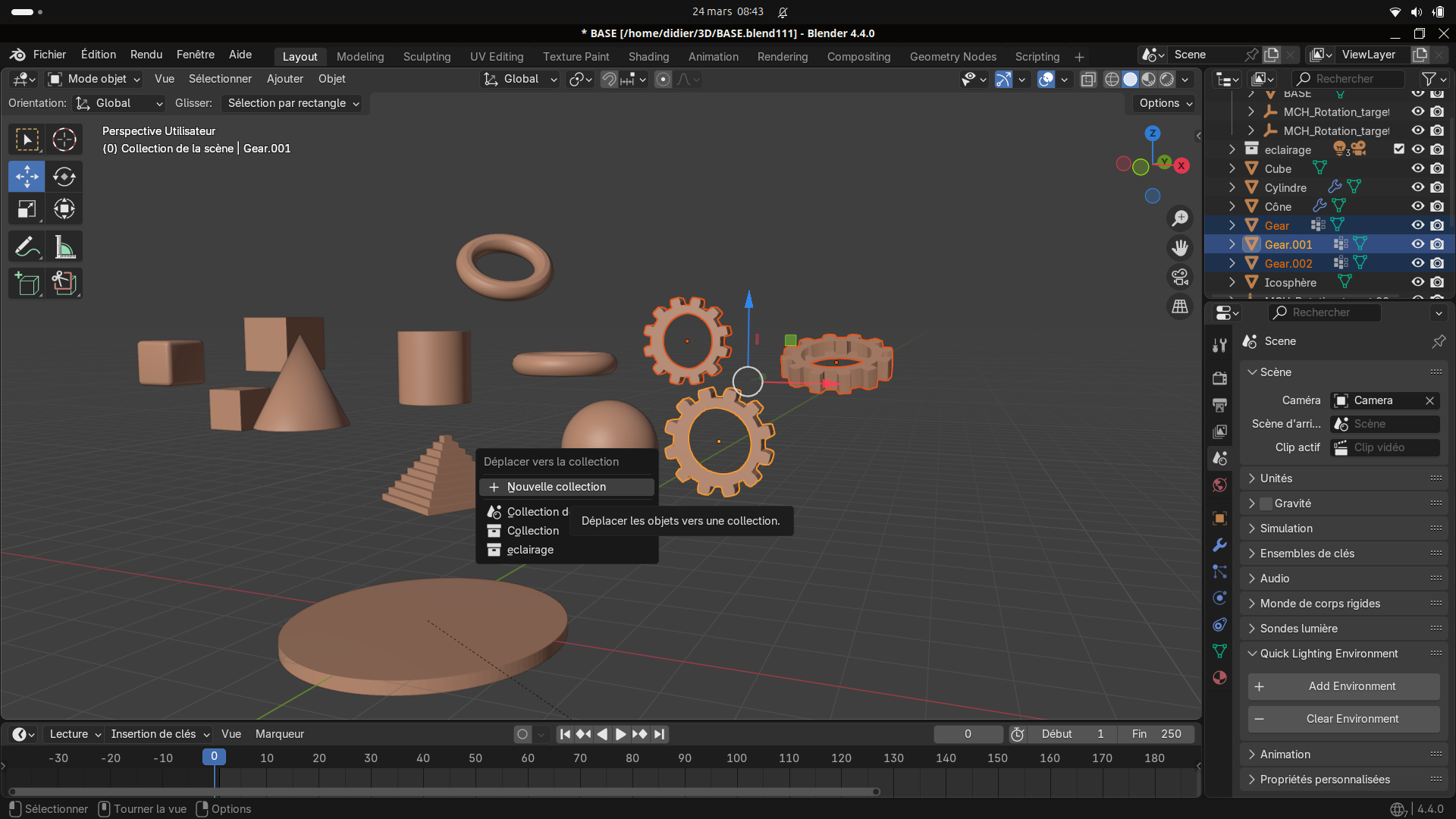
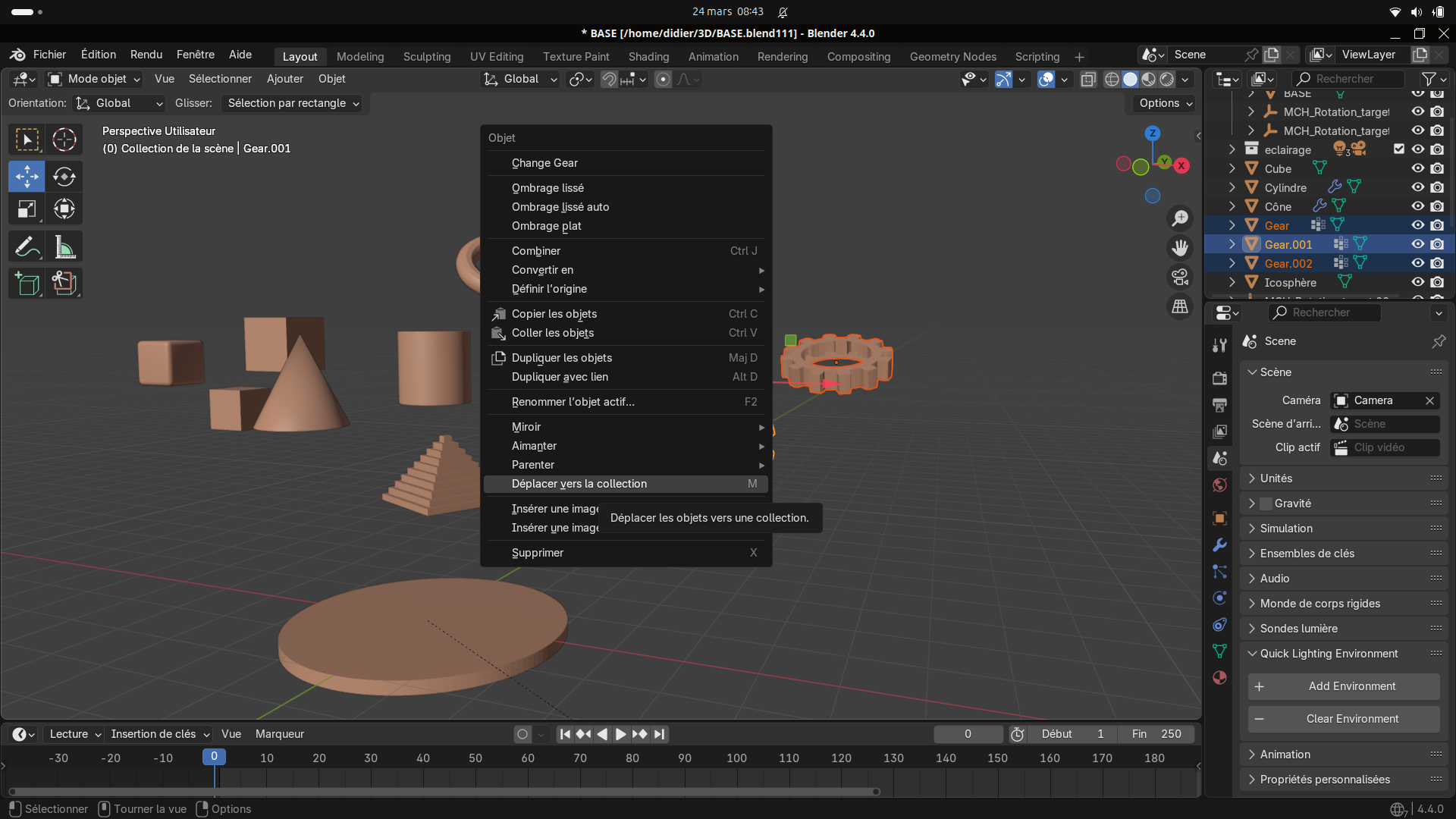
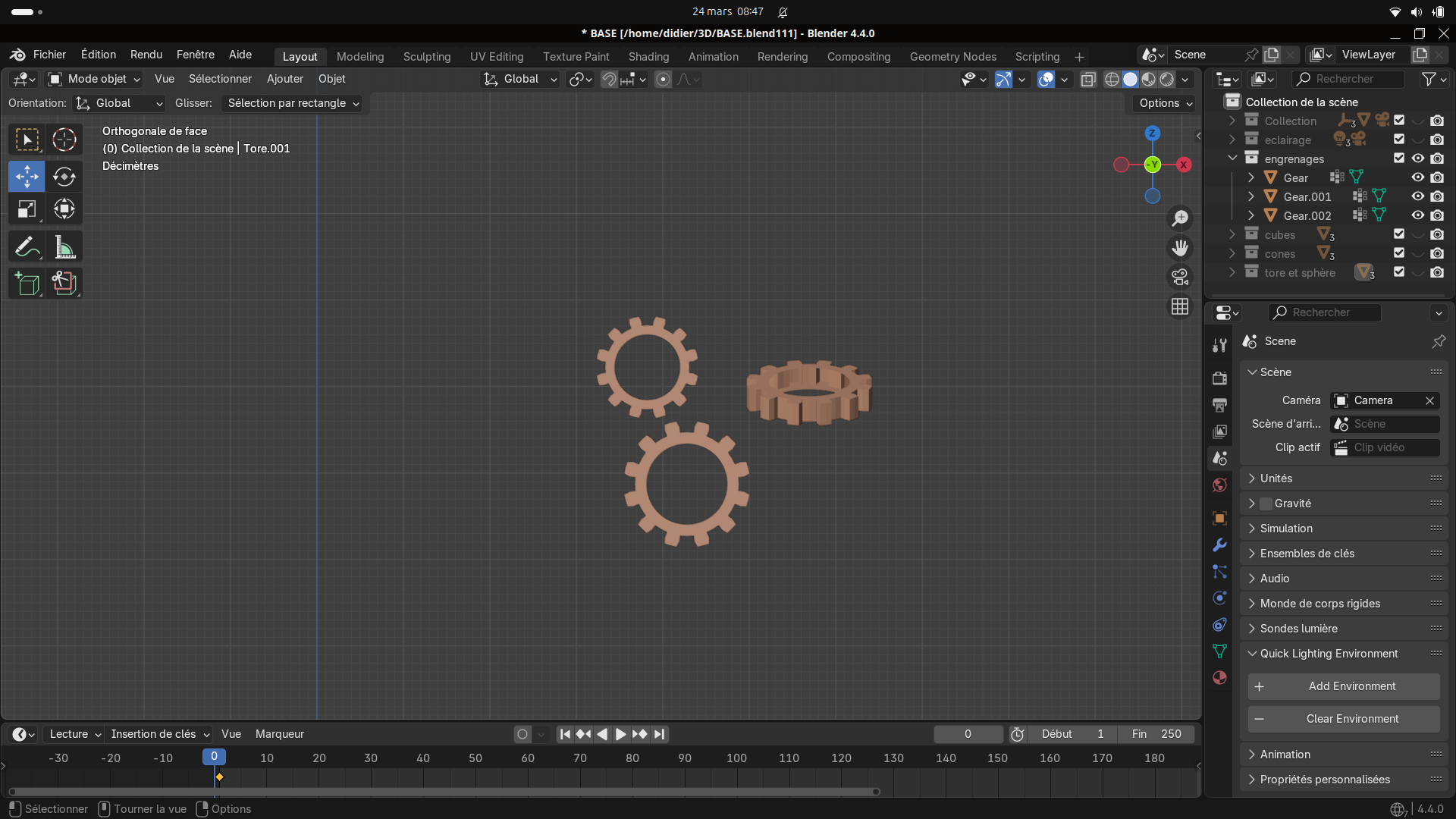
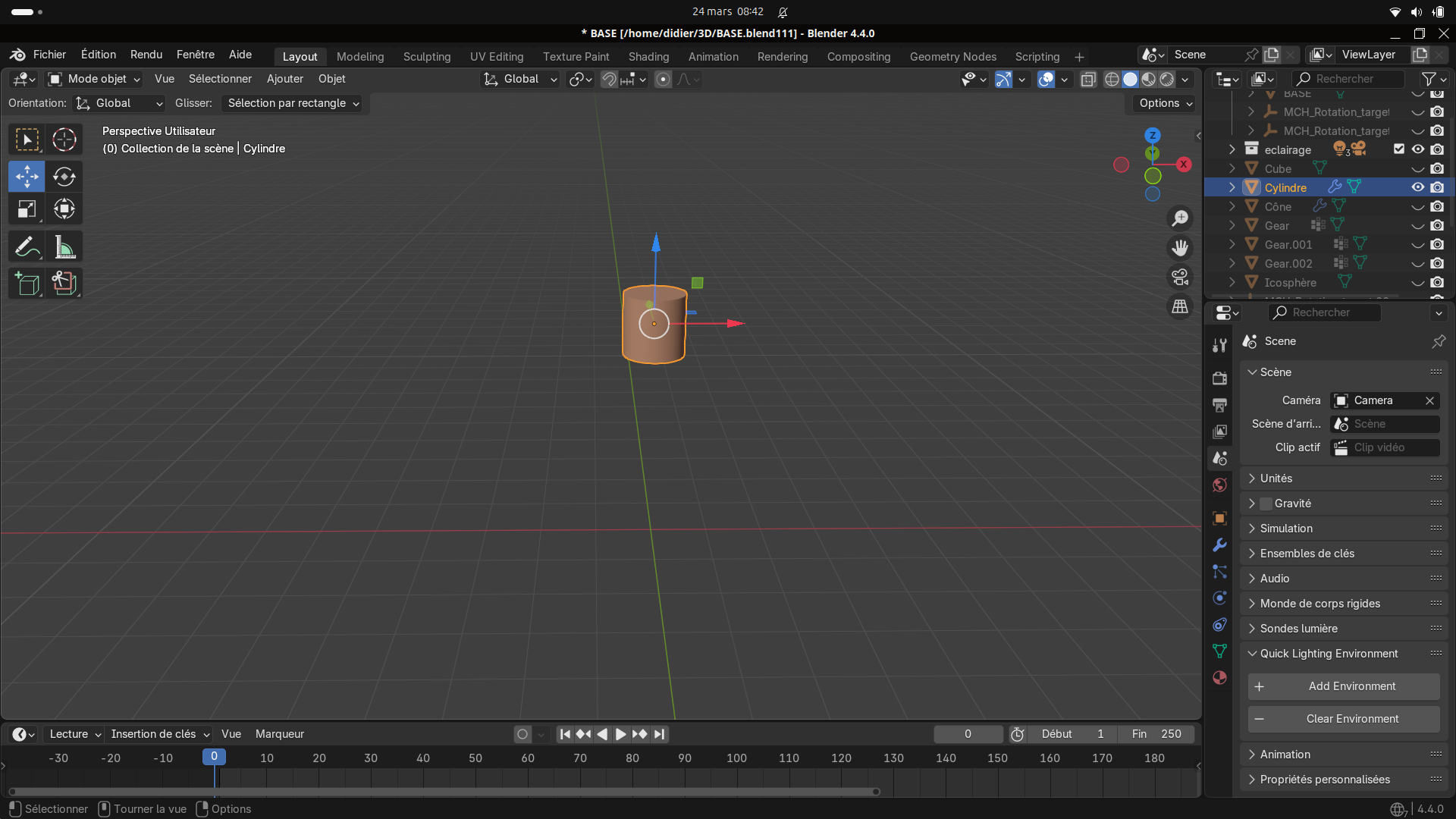
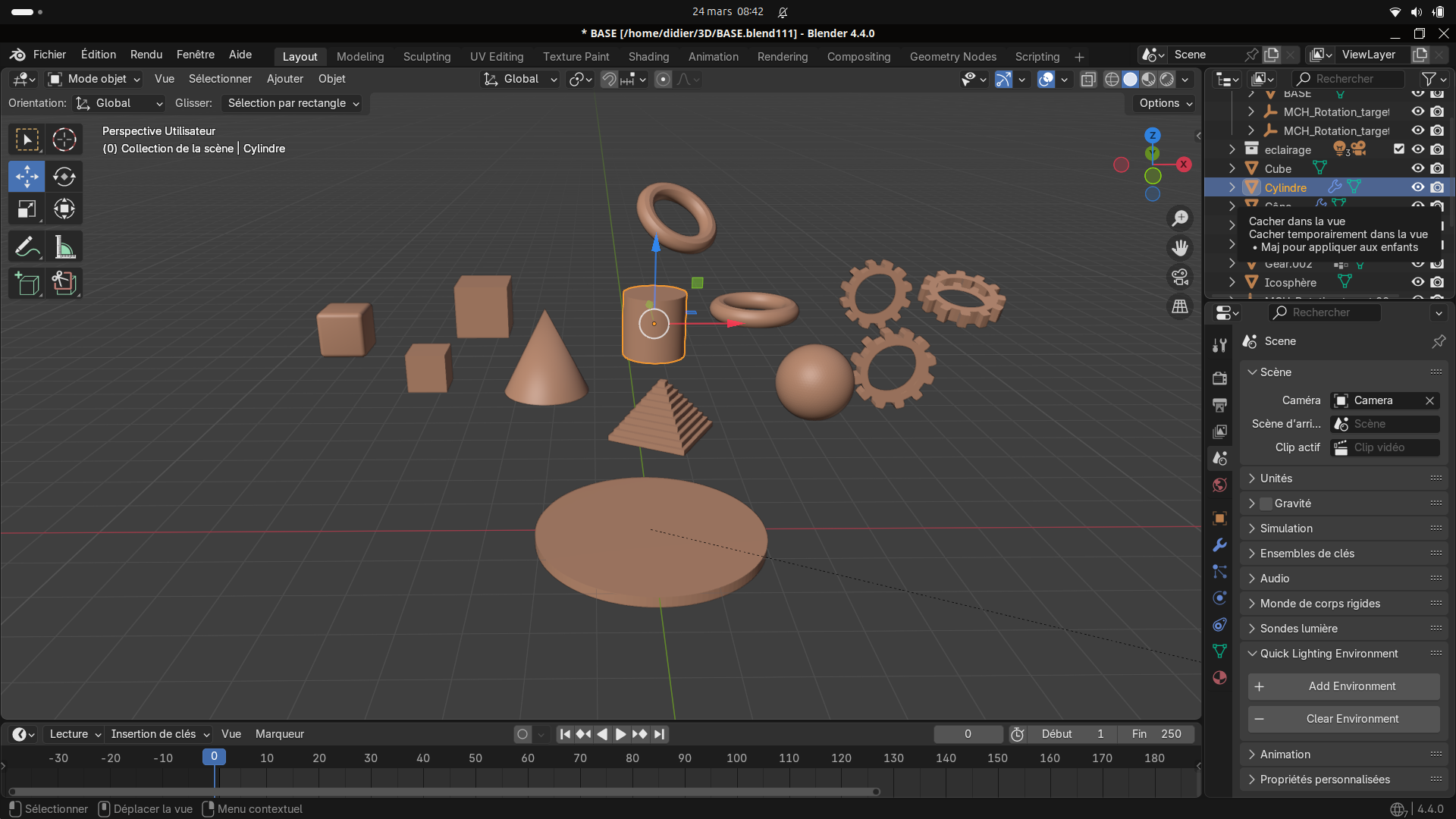
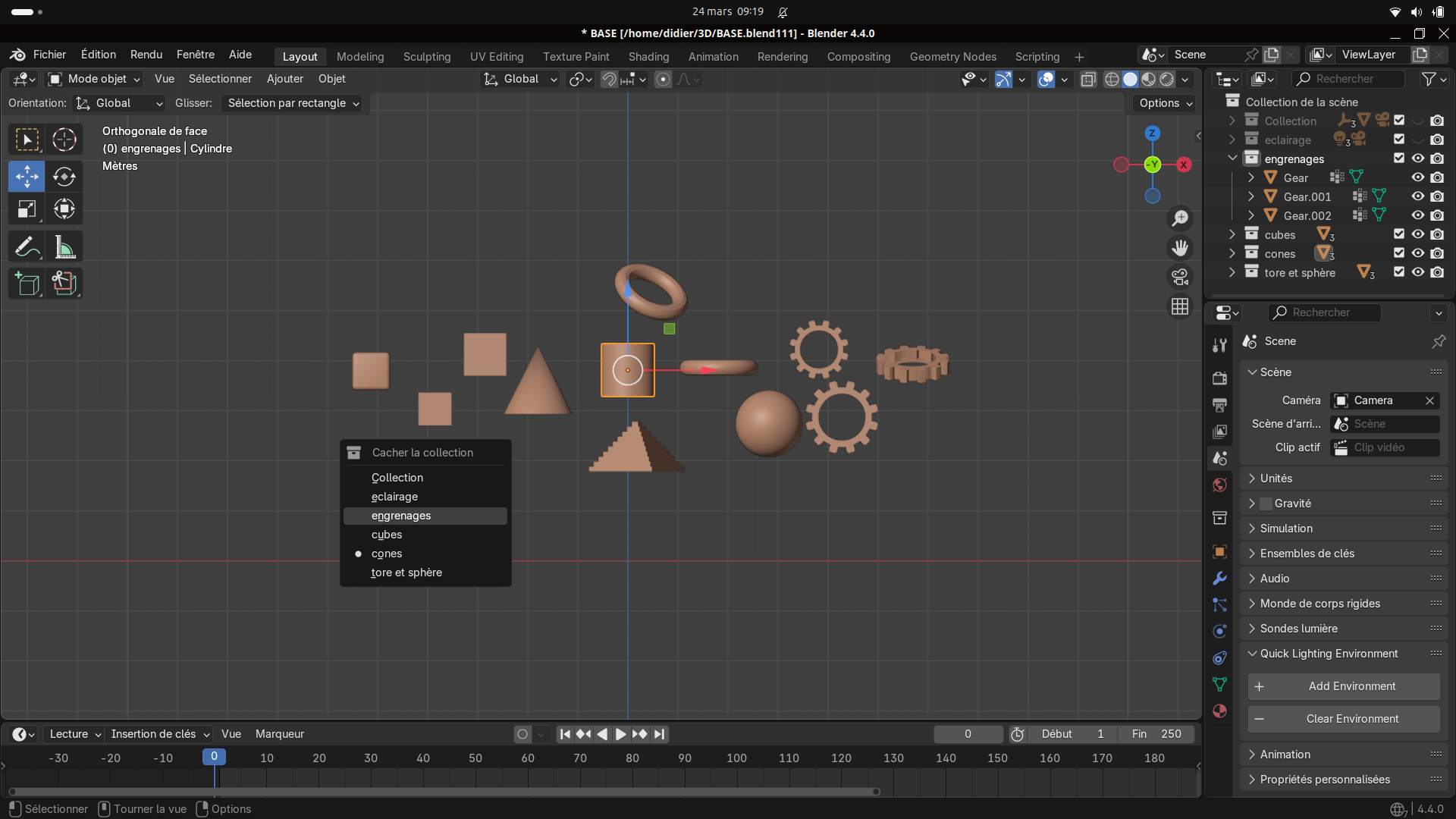
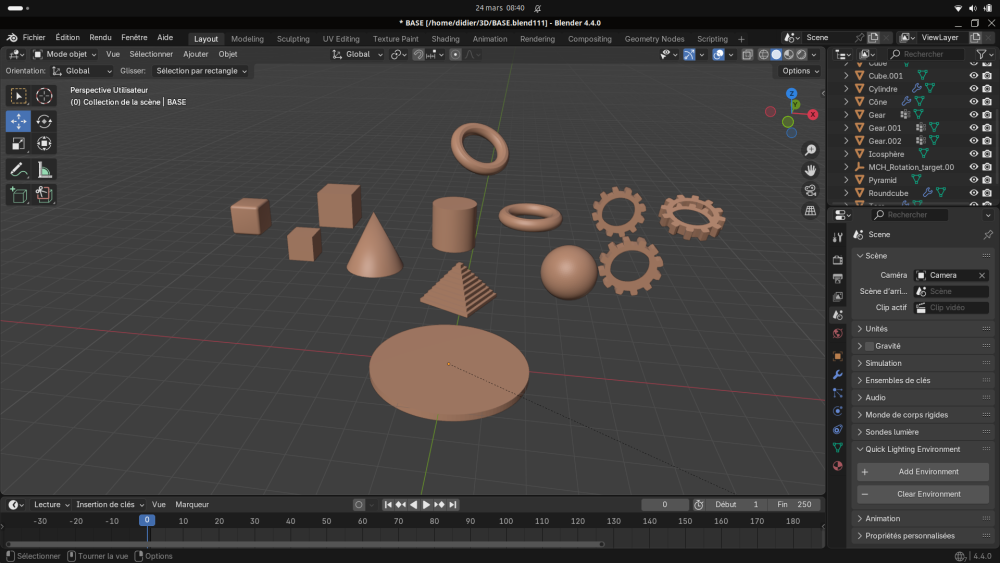
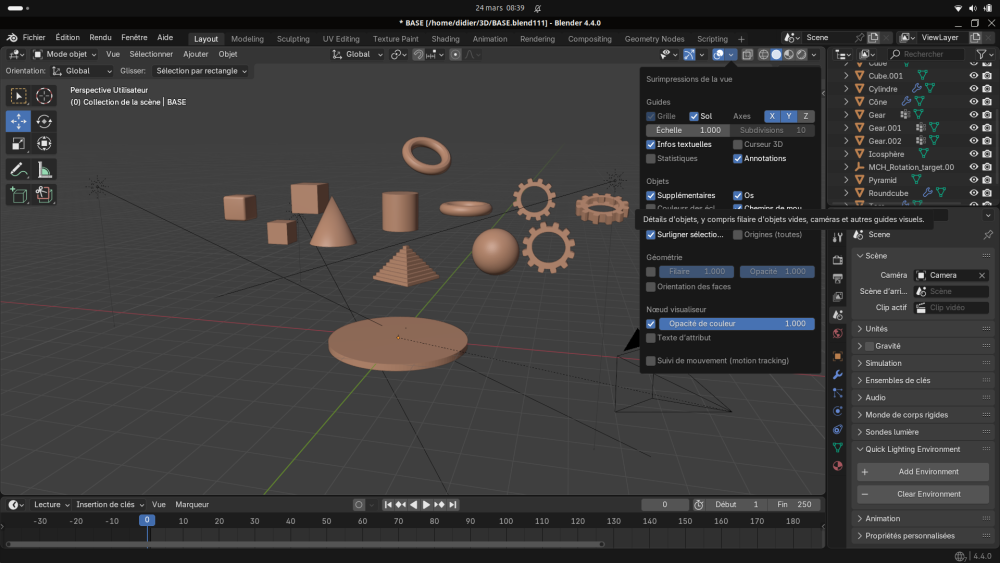
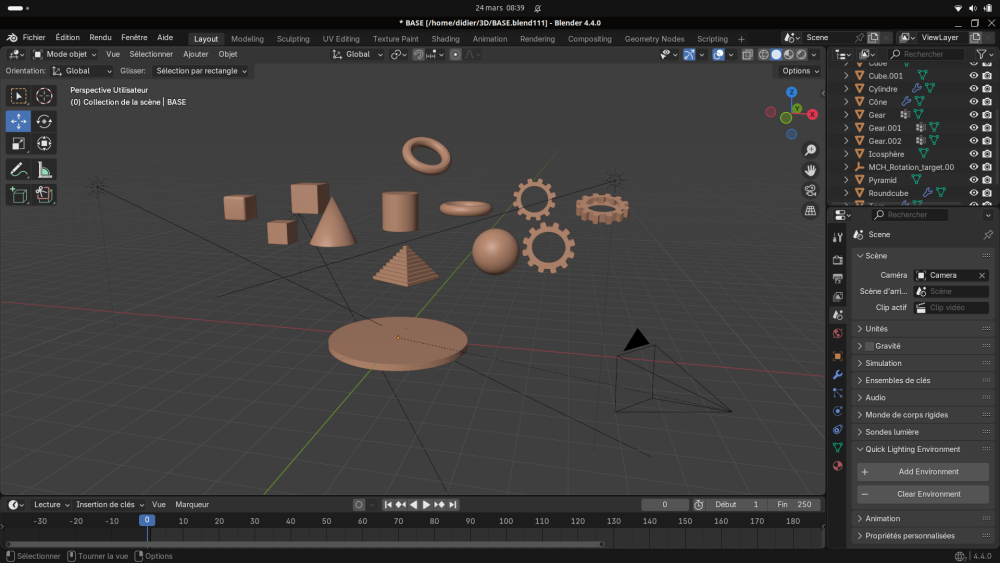
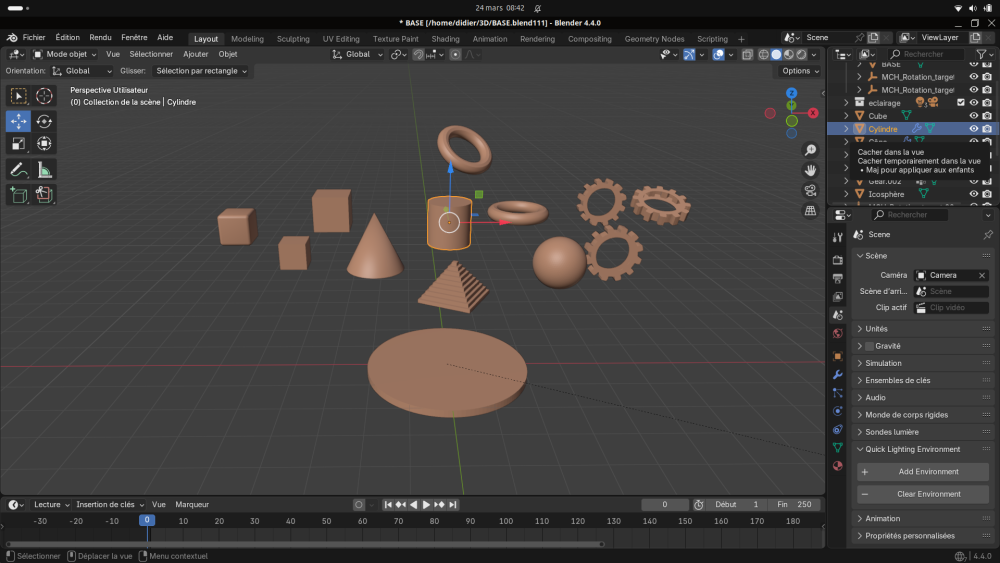
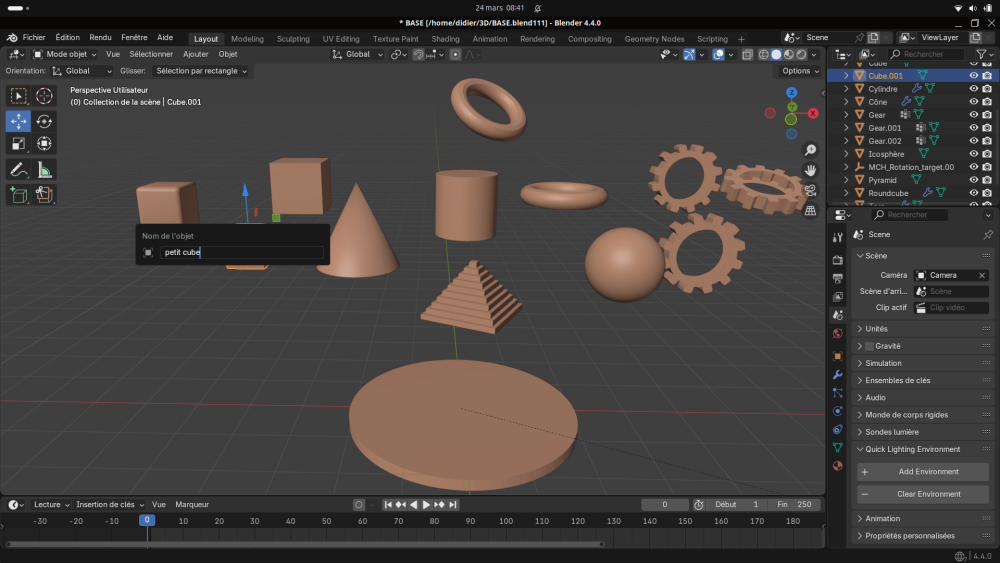
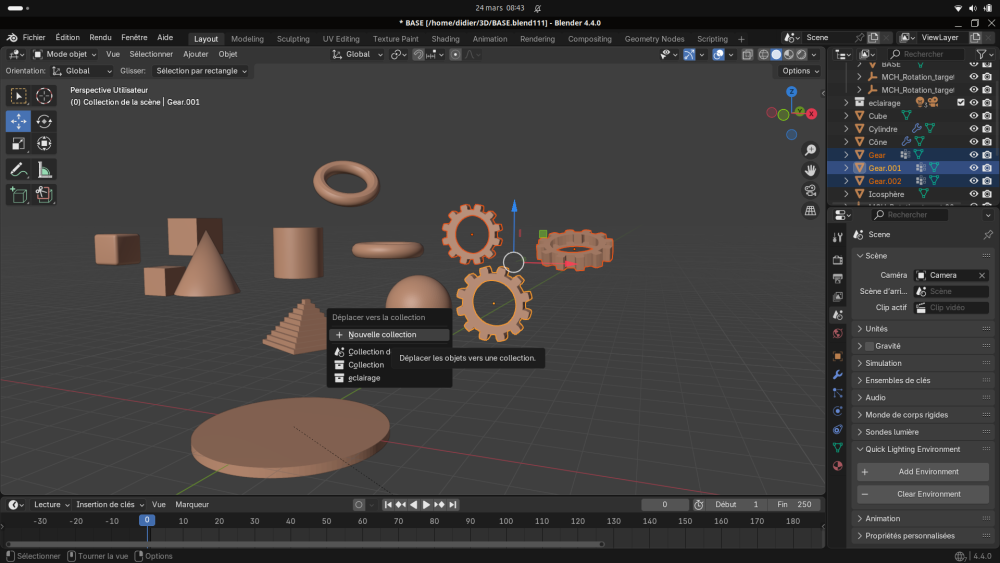
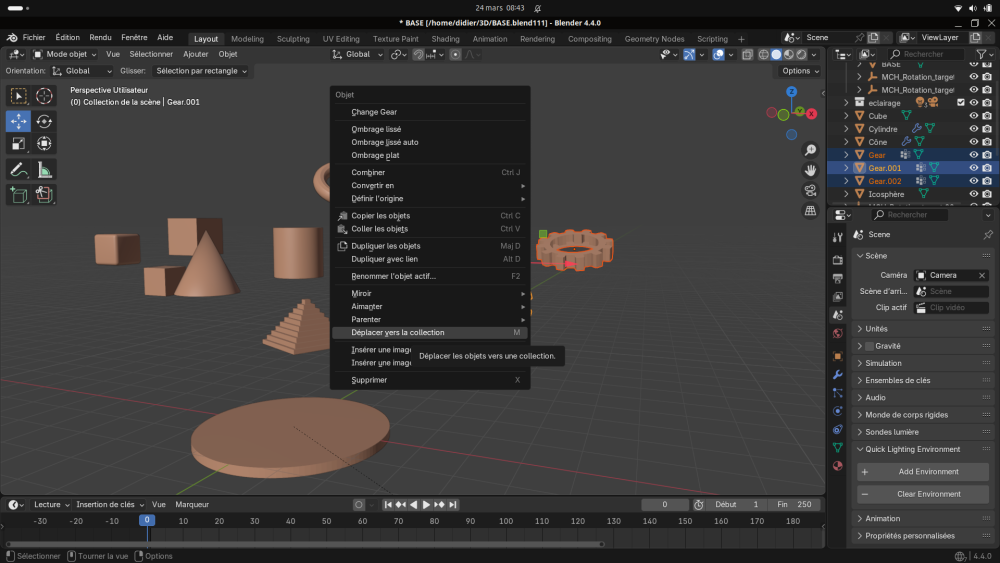
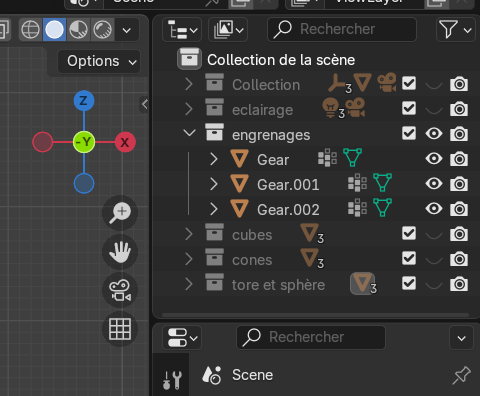
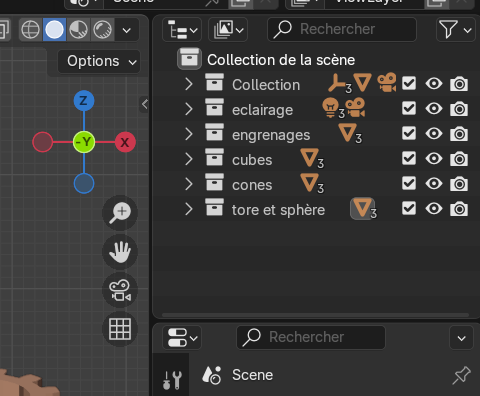
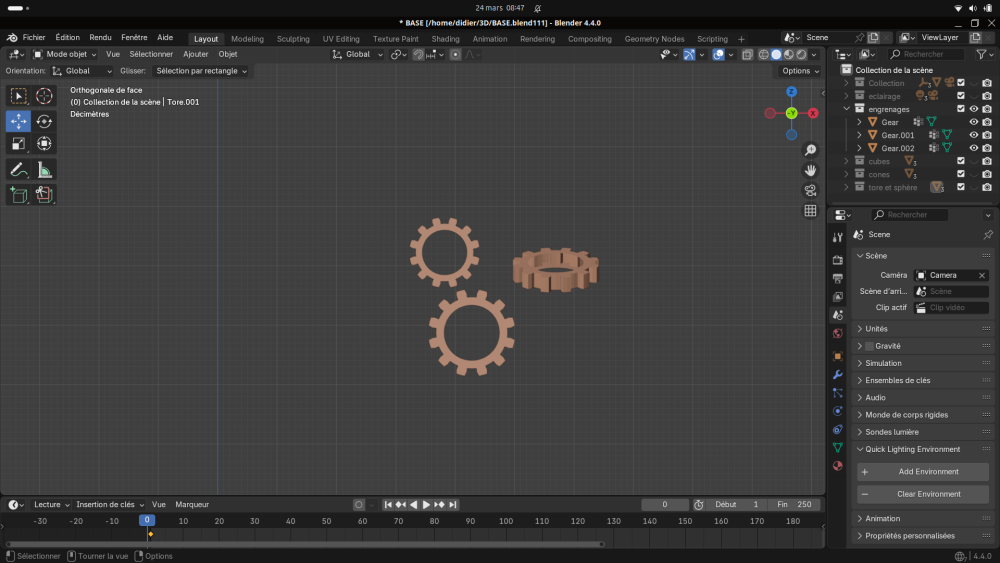
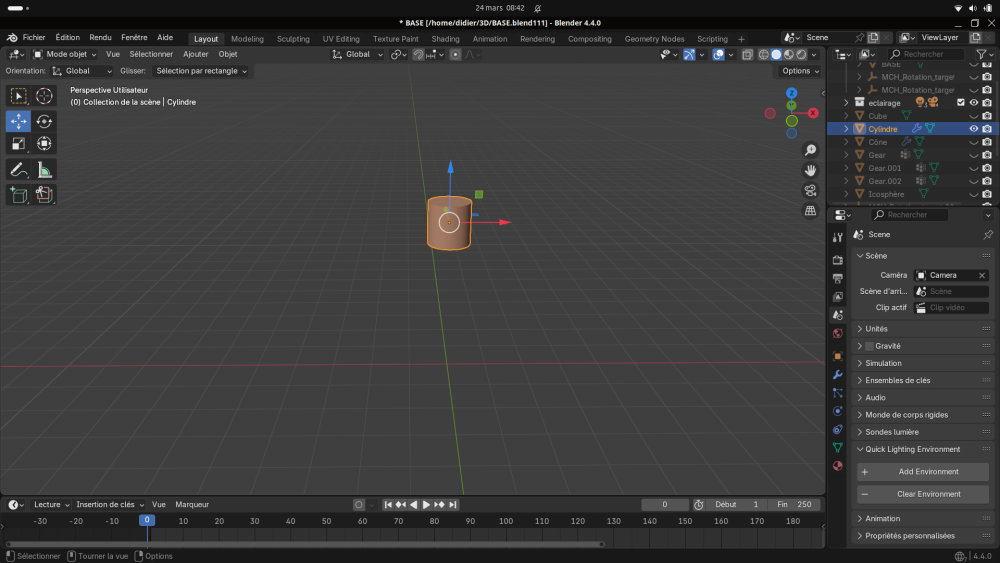
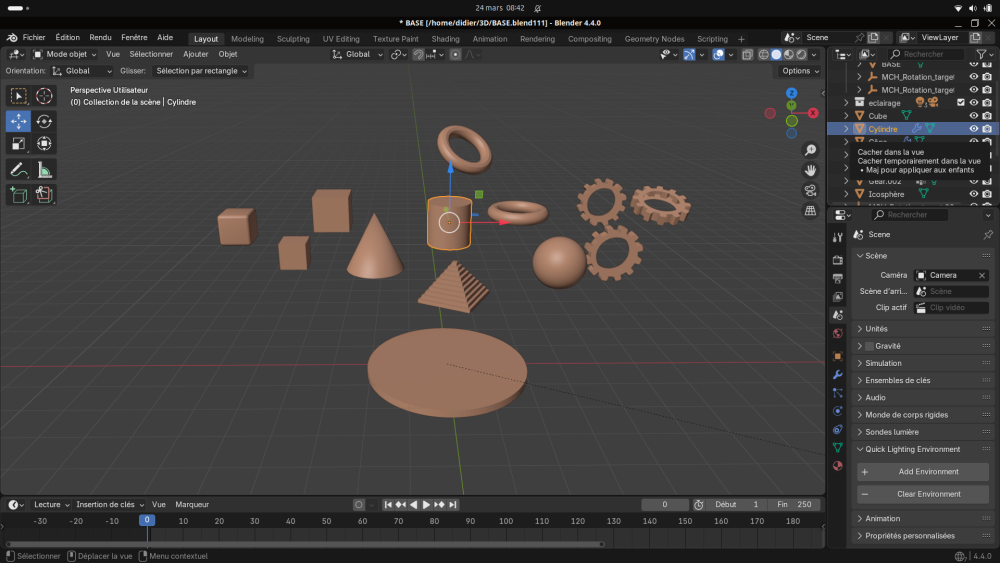
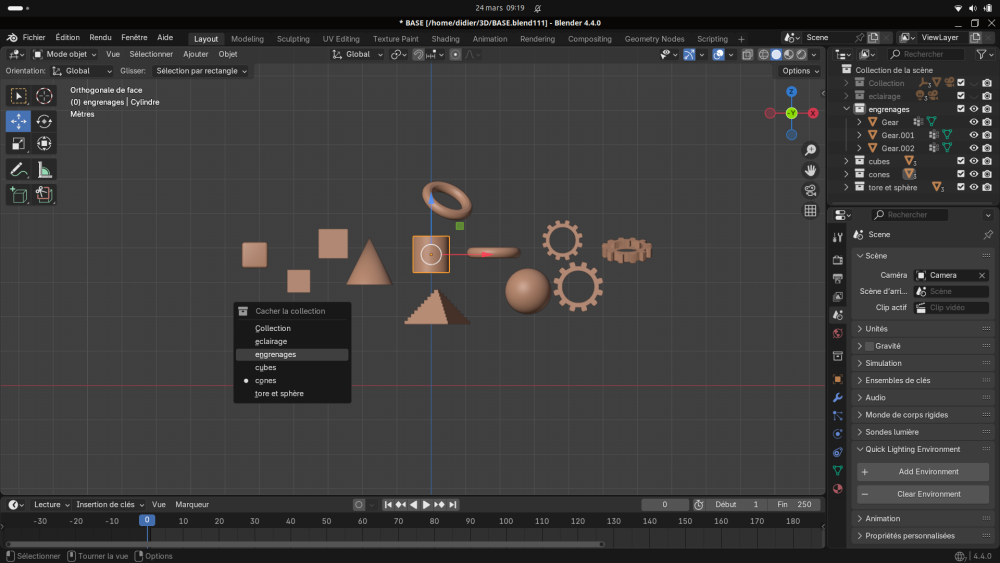
Bonjour à tous, En cas d'une création avec beaucoups d'éléments l'espace de travail se retrouve vite surchargé, entre les différents objets, la camera, l'éclairage... Alors voilà comment on peut procéder. Décocher les objets supplémentaire dans la fenêtre "surimpressions de la vue" va cacher sans les supprimer les éclairages et la caméra, vous pouvez aussi décocher la grille et le sol si vous le souhaitez. Renommer les objets aide bien à s'y retrouver... Vous pouvez regrouper vos objets en collections, vous pouvez créer autant de collections que vous le souhaitez. Les collections apparaissent dans la fenêtre en haut à droite. En décochant l'oeil celles-ci n'apparaissent plus sur la scène, le symbole appareil photo sert de même pour le rendu. Voilà notre scène est maintenant beaucoup plus claire et bien organisée. Petit rappel sur le raccourci H : H permet de cacher un objet MAJ H permet à l'inverse de cacher tout les objets de la scène sauf celui sélectionné. ALT H remet tout les objets CTRL H agit comme MAJ H mais sur une collection.
 1 point
1 point -
Salut, Alors ça imprime ? On aura droit à une petite photo de la bécane ?1 point
-
Hello l'équipe ! Bon ... Je vais peaufiner le test, mais pour moi, ça fonctionne ! J'ai téléchargé 2 modèles. L'un des deux, j'ai imprimé sur la même plaque que l'une de mes pièces (environ 10 h de travail). L'autre projet téléchargé, j'ai ouvert le fichier, ajouté une nouvelle plaque, lancé mes impressions sur cette nouvelle plaque (environ 10 h également), mais je n'ai pas imprimé le modèle de Makerworld. Résultat ce matin : 3 boosts (pour "2 x téléchargements"). Je précise que je travaille 90 % du temps sur OrcaSlicer et pas BambuStudio. On va continuer de test cette méthode sur la semaine et voir lundi prochain !

 1 point
1 point -
une info qui pourrait être dans la prochaine édition : https://www.linkedin.com/signup/cold-join?session_redirect=https%3A%2F%2Fwww.linkedin.com%2Ffeed%2Fupdate%2Furn%3Ali%3Aactivity%3A73088565020380200971 point
-
ben oui c'est normal que tu arrives sur KIAUH je pense que c'est parce que tu es directement connecté en root que ça te pose un problème ? mais là pour moi le problème vient de MobaXterm qui garde quelque part ton root/makerbase comme je te disais plus haut fait un essai avec Putty comme ça te sera fixé, si tu arrives en root le problème vient d'ailleurs mais si il te demande le login et le MP ça sera bien MobaXterm qui pose problème1 point
-
Comme mentionné plus tôt, j'ai prévu des choses pour ce chassis en termes de carrosseries... Au passage, si vous construisez ce chassis, et que vous faites une adaptation de carrosserie, et que vous les mettez sur Makerworld, dites le moi, j'ai créé un collection dédiée à ce chassis 1/12 pancar J'ai commencé à travailler sur la carrosserie Ferrari 312... Celle ci pourrait être rouge Et comme je vise les voiture d'endurance, les lumières sont nécessaires, et quelques 312 avaient un setup avec des feux additionnels centraux, donc j'ai prévu pour (pas sûr de les utiliser, mais ce sera possible). Le support arrière est une variation de celui fait pour la 333... Les pièces ont été imprimées en TPU. Je dois encore travailler sur la partie arrière, car je ne suis pas satisfait... Une fois que les pièces sous la carrosserie seront terminées, je travaillerai ce qu'il y a au dessus...1 point
-
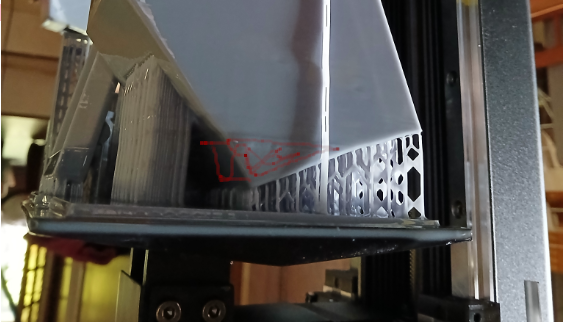
Petit retour sur une impression en PC-ABS non chargé. C'est un filament datant de 2017 qui m'a toujours donné du fil à retordre, au point que je n'ai jamais pu vraiment m'en servir sur mes imprimantes précédentes à cause du warping, même sous caisson. Avec la CORE One j'ai directement tenté un plateau multiple sans me poser de question. Enfin si j'ai quand même été voir dans la table quel plateau je devais utiliser et quelle préparation effectuer. J'y ai trouvé une indication qui dit d'utiliser le plateau satiné, ce que j'ai fait. Bureau à 19°C, buse à 270°C, plateau à 115°C, chambre à 57°C. Ce n'est pas parfait mais quel résultat ! Rien à voir avec ce que j'ai pu connaître auparavant avec ce filament... En superposant les pièces, on voit que le warping est très faible, voire inexistant sur certaines pièces. Sauf sur l'une d'entre elles qui s'est levée sur un coin. Je pense que le plateau satiné seul n'est pas suffisant. A mon avis il faut une couche de colle en plus, non pas comme agent de séparation mais bien comme aide à l'accroche. Les pièces ont sauté toute seule du plateau au refroidissement. Post fusionné : Voici ce que donne une impression en bordure de plateau avec les +10mm grapillés en Y sur la série i3. Forcément sur les anciens plateaux (ici un plateau satiné que j'avais acheté pour la MK4S), il y a une sérigraphie. Celle-ci est en relief donc non seulement elle perturbe potentiellement la load-cell lors du nettoyage de la buse, mais en plus elle laisse des traces sous l'impression. J'ai espéré que le marquage sauterait avec l'impression, mais à priori ça ne colle pas au PETG. Je retenterai en ASA lorsque j'en imprimerai. A côté de ça il n'y a rien à dire sur la qualité de la première couche, parfaitement écrasée comme Prusa nous a habitué. Juste on constate que le coin en bordure de plateau est dans le vide, pas de plateau chauffant donc techniquement plus froid.


 1 point
1 point -
je reviens de déplacement, et bim 3 pages de plus et je suis perdu donc le coup du scotch alu c'est pour compenser les déformations, mais c'est quoi le process? il faut le truc à ajouter sur la tete ou juste autre chose? je suis un peu largué là1 point
-
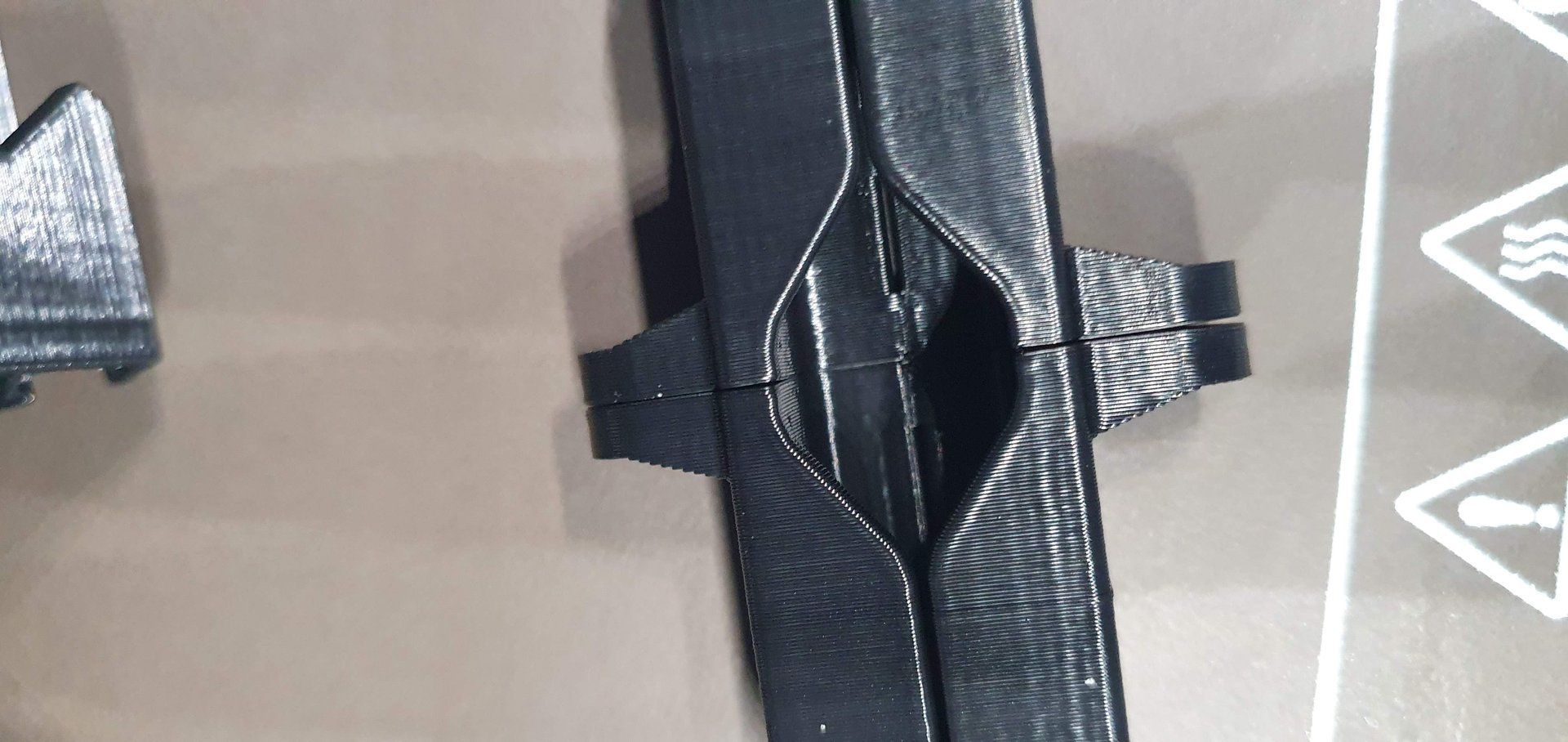
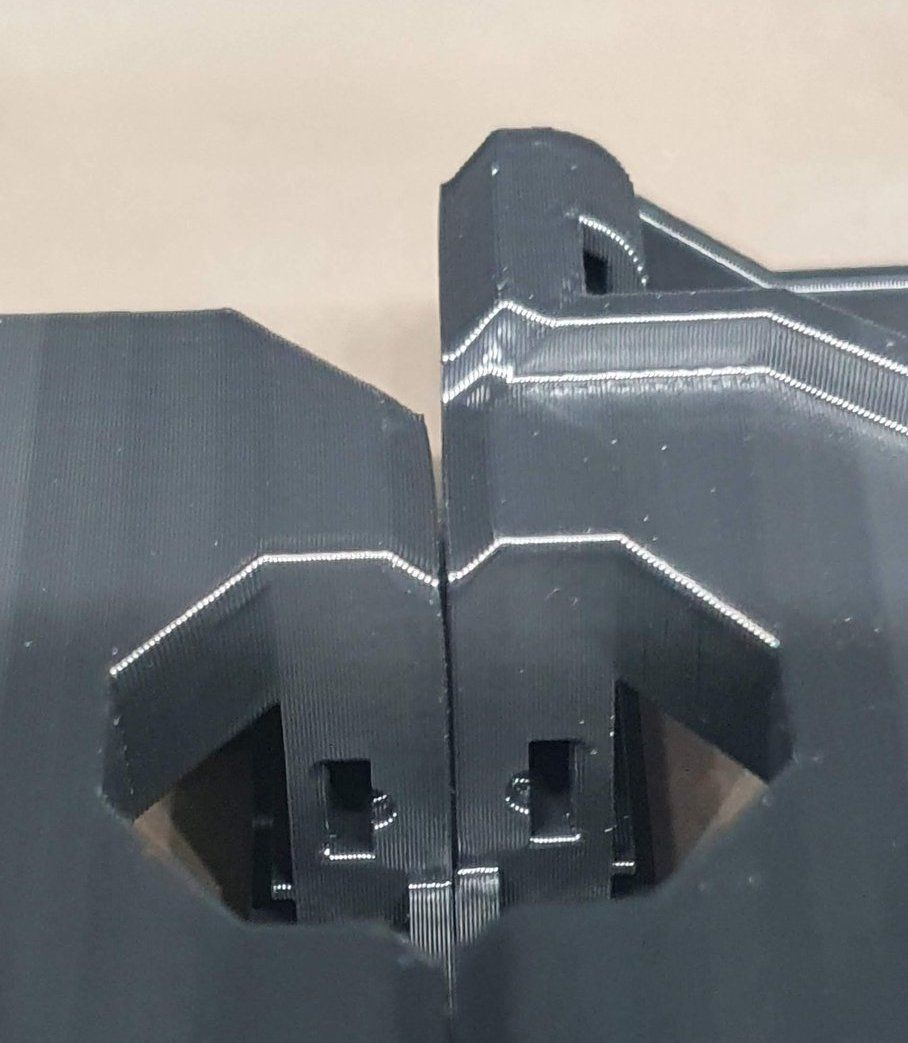
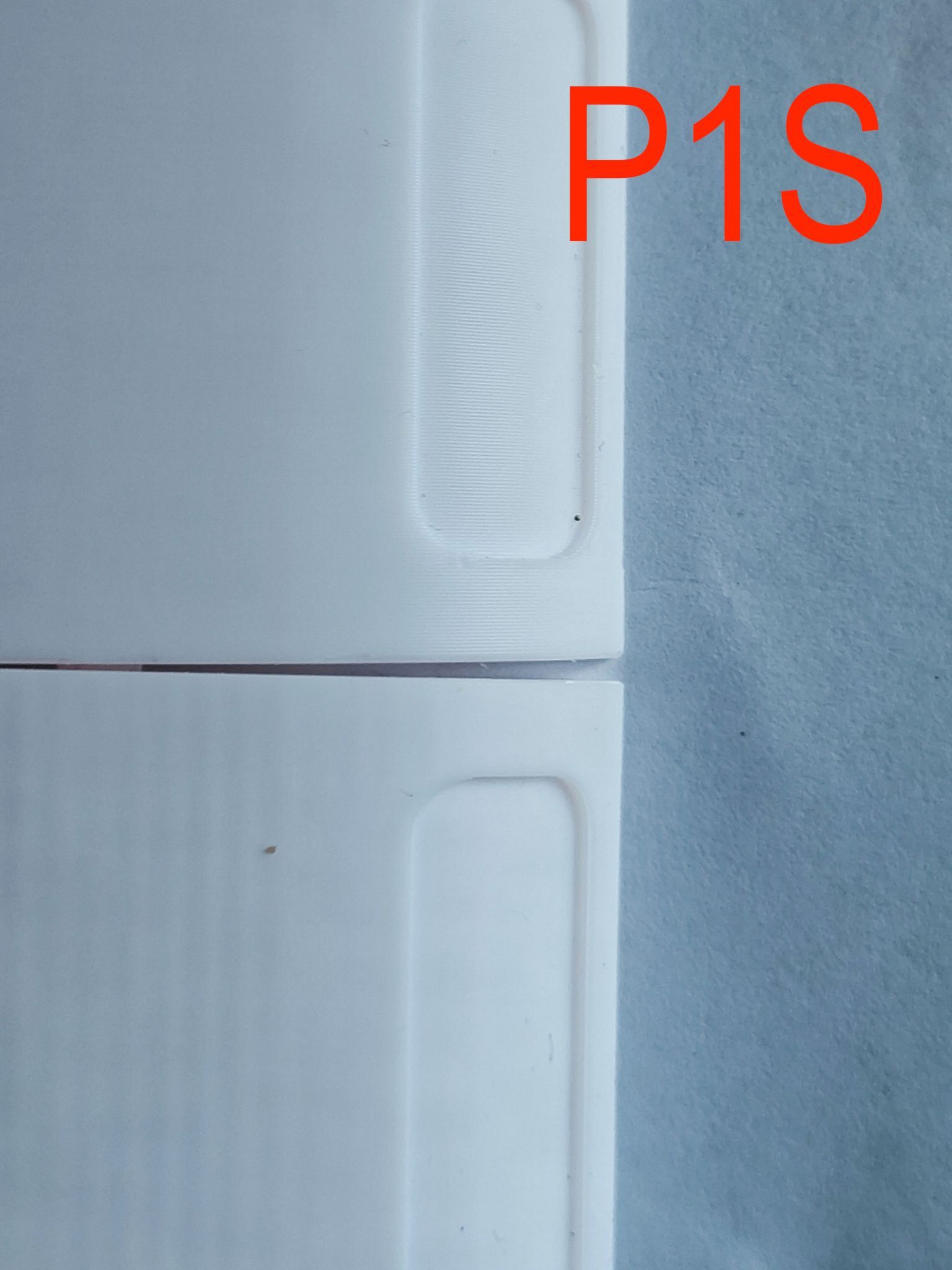
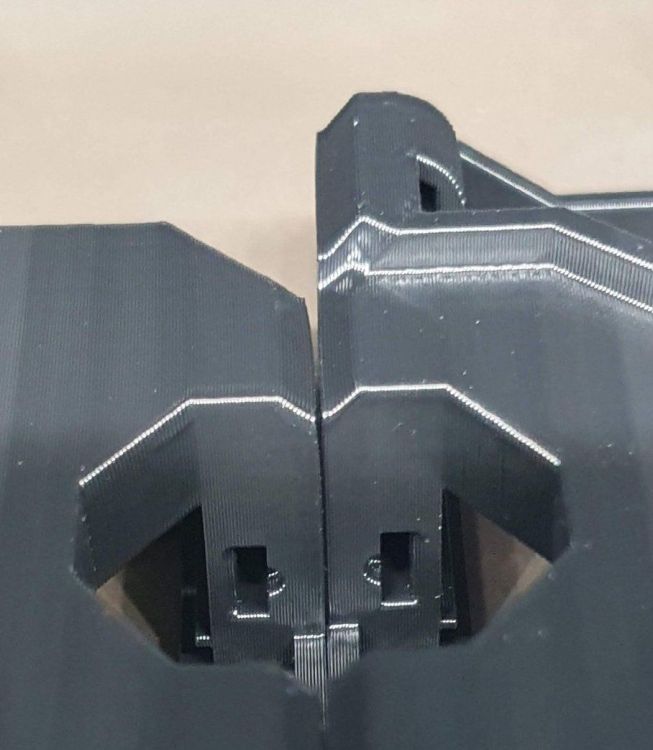
De retour... J'avais quelque peu laissé tomber ce projet, un peu désabusé je vous le cache pas... J'ai demandé à un collègue qui a une X1C de m'imprimer cette pièce... Il a utilisé le même filament que moi (Sunlu PLA+, noir au lieu de blanc par contre, j'ai pas pensé à lui dire !), il a utilisé le plateau texturé Bambu et travaillé porte fermée... Et bien le résultat est vraiment très bien, on note une très très légère courbure, mais quasi imperceptible une fois les 2 pièces aboutées. Rien à voir avec mon mm de décalage ! Un léger ponçage des 2 pièces devrait permettre de rattraper tout ça... Du coup je viens de relancer une impression avec mon plateau texturé, porte fermée et Sunlu PLA+ blanc... A suivre...

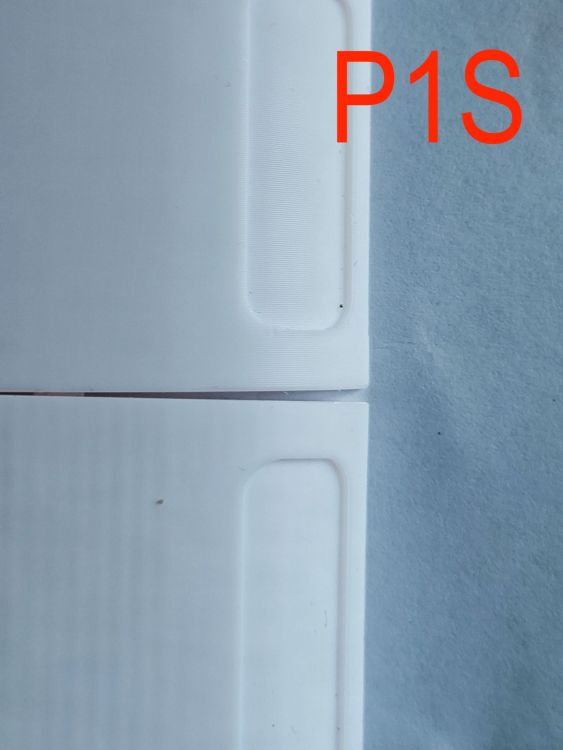 1 point
1 point -
Le prix augmente dans ma tete à chaque poste sur cette machine.1 point
-
Bonjour, C'est écrit en 1ère page. Pour ceux qui utiliseront Orca Slicer vous vous rendrez compte que les vignettes ne sont pas fonctionnel car cette version de Klipper ne comprend pas l'encodage de la vignette de orca. La solution pour avoir les vignettes est en réalité très simple, il faut ajouter en fin de start G-Code le ligne de commentaire suivante : ;Generated with Cura_SteamEngine 4.8.0 Cela permettra au Klipper de comprendre quels algorithme est a utilisé pour lire la vignette.1 point