Classement


Contenu populaire
Contenu avec la plus haute réputation dans 27/05/2020 Dans tous les contenus
-
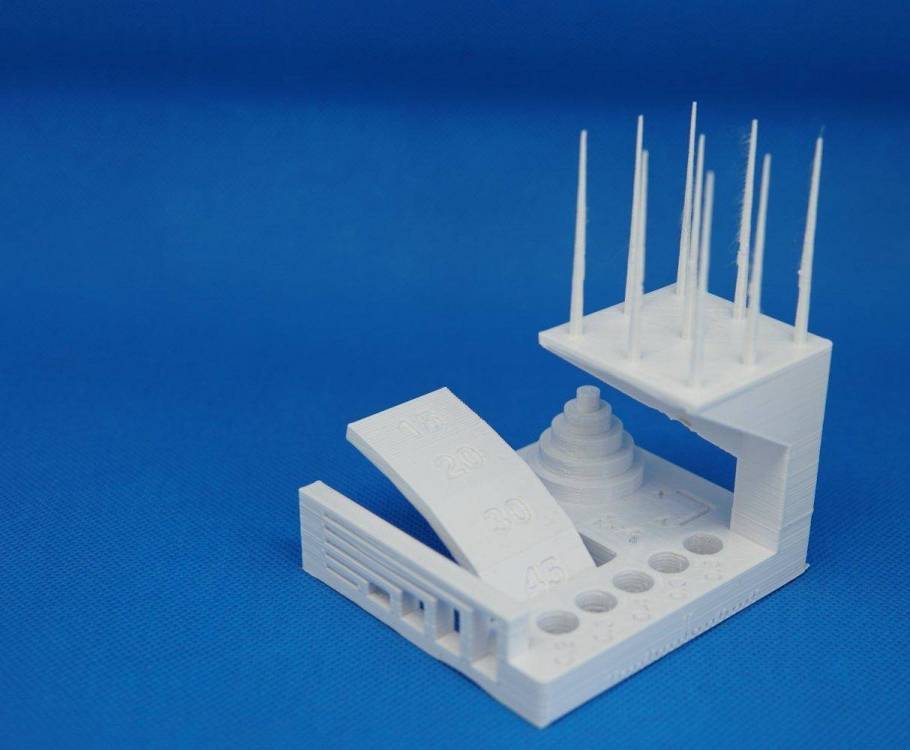
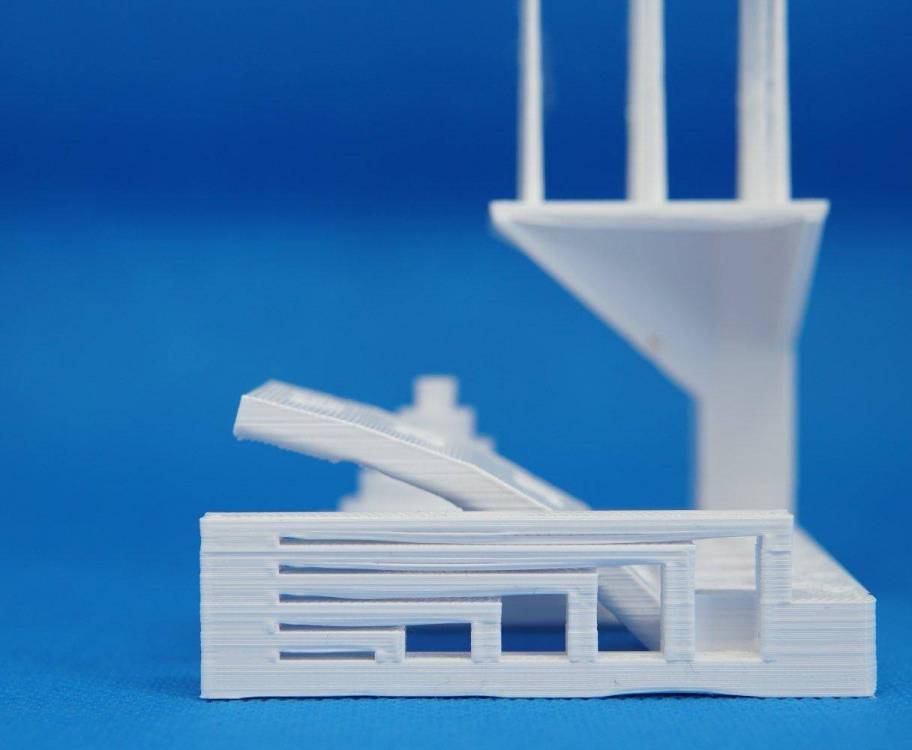
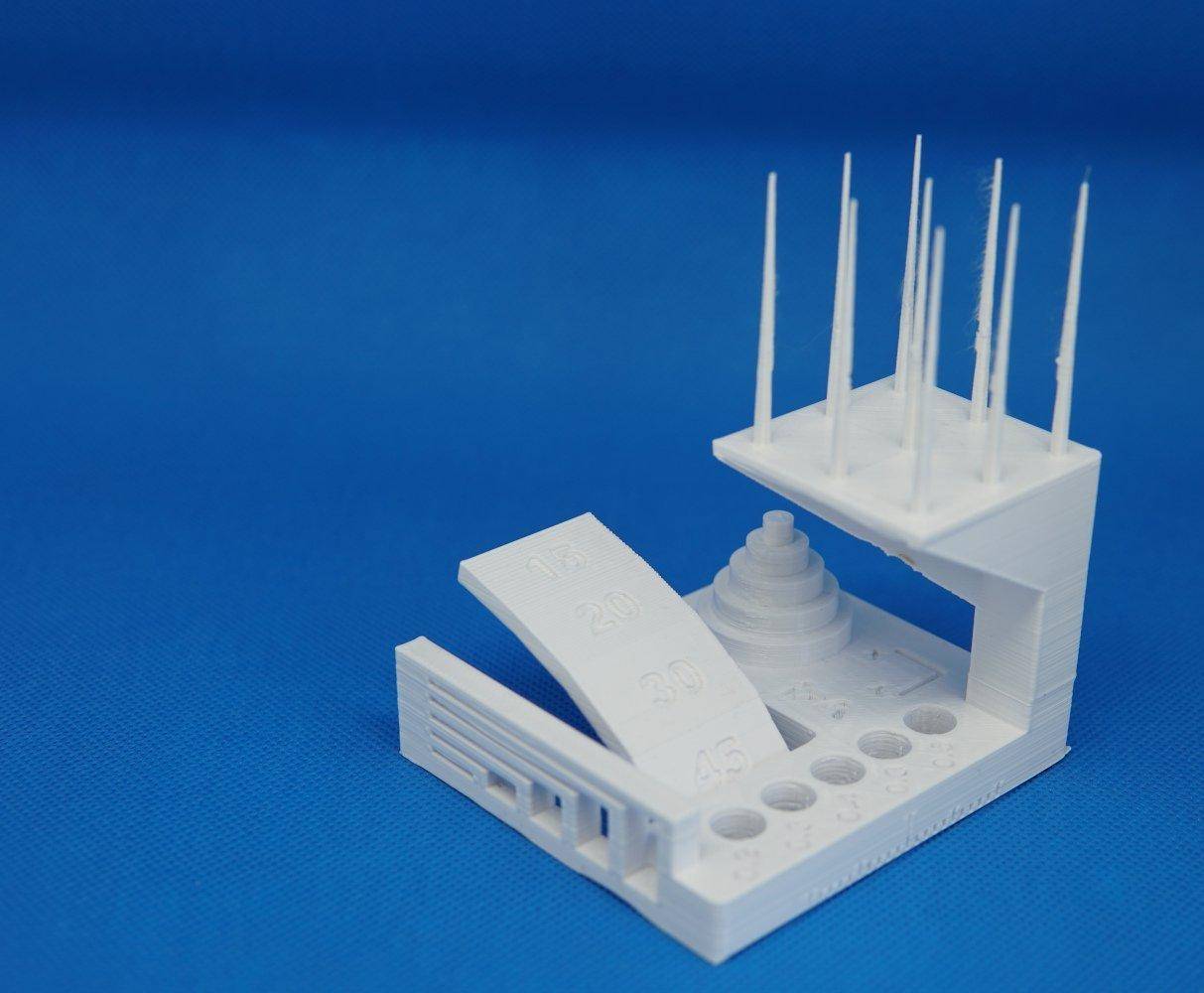
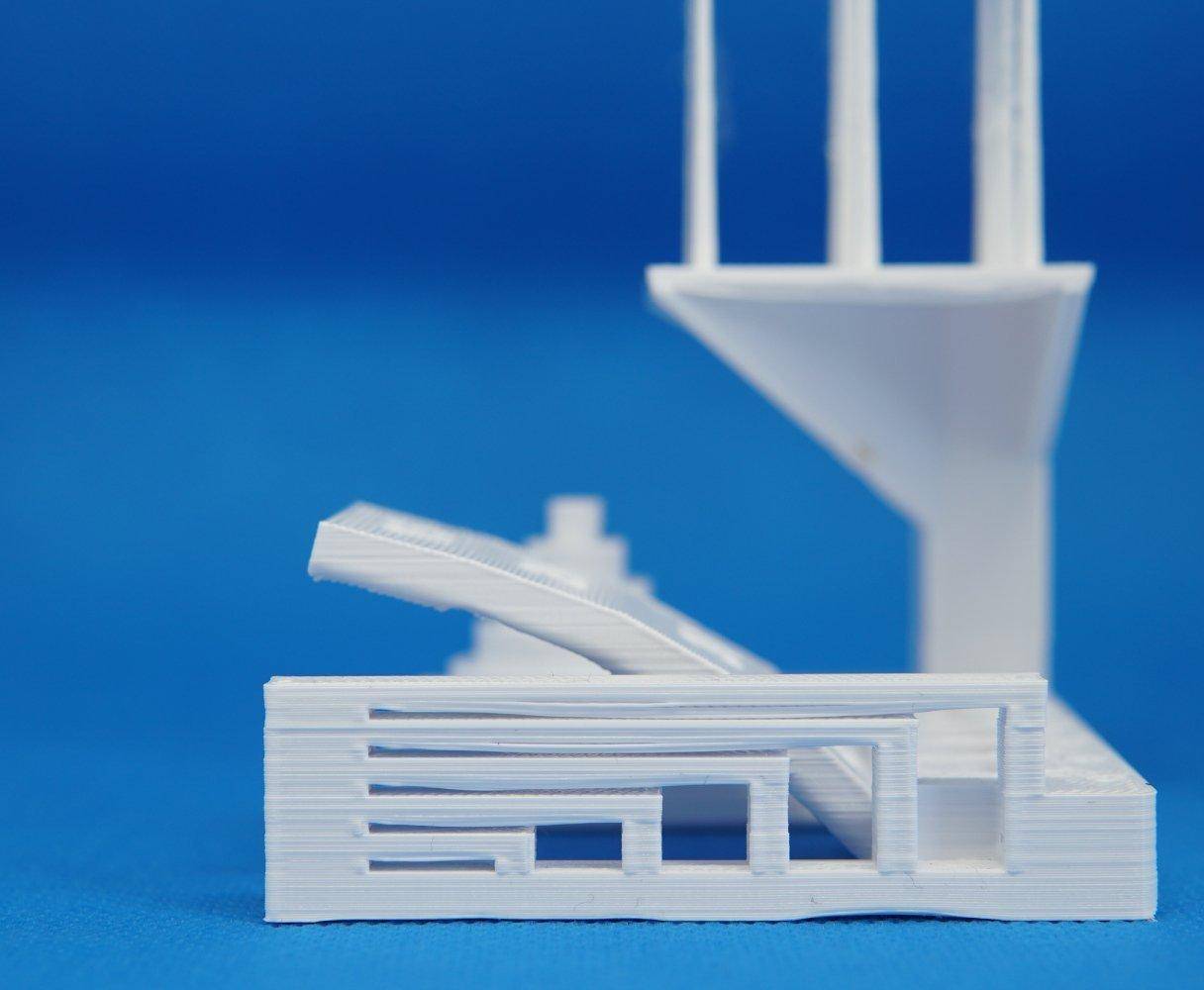
Second Test : Le Test de Torture Cette impression est l'un des tests de torture les plus performants que je connaisse . Ce modèle de test permet de se donner une idée précise du niveau de précision de l’imprimante. J’ai utilisé le même filament que précédemment (celui fourni avec l'imprimante). L'un des rares défauts sur ce test est le dernier pont supérieur qui touche celui en dessous. La Creality Ender 5 Plus m'a agréablement surpris. Mais en mesurant de côté, lors de l'inspection visuelle du test de l'imprimante, j’ai pût constaté plusieurs problèmes: Les Surfaces: Le test de torture est déformé sur les premières couches. Dans l'ensemble, les surfaces se sont avérées un peu grossières et ondulées. La raison : un Plateau très loin d’être parfaitement plat. Les Détails : Points positifs: les pointes se sont très bien imprimées, avec presque aucun cheveu. Point Négatif: le lettrage inférieur était difficile à lire. Conclusion : l'impression globale était d’une qualité médiocre, principalement en raison des lignes de couche trop visible et des surfaces inégales, et en particulier sur les surplombs. Conclusion des Tests Bien que les dimensions physiques des impressions test soient excellentes, l'inspection visuelle des impressions a révélé quelques défauts. Certains d'entre eux peuvent être directement liés aux paramètres de Cura. Pour les autres erreurs d'impression (telles que les couches visibles), je dois creuser plus profondément et commencer à expérimenter avec les paramètres de Cura. Après quleques heures avec le Creality Ender 5 Plus, je vais commencer à modifier les paramètres de Cura. Avec un si grand volume intégré pour jouer, la perspective d'imprimer en grand est excitante. Alors que l'Ender 5 Plus est annoncée avec une grande précision de ses impressions, il est clair que son utilisateur doit faire un travail de réglage pour obtenir des impressions optimales. A noter : L’imprimante est équipé de drivers A4988, avec des TMC2208, l’imprimante devrait gagner en précision et confort de fonctionnement. Conclusions - Ender 5 Plus en vaut-elle la peine? Après cette première journée avec cette Ender 5 Plus, voici ma conclusion : Dans l'ensemble, l'Ender 5 Plus est une bonne machine, parfaite pour tous ceux qui recherchent une imprimante 3D grand format. Il a un gros volume d'impression avec un cadre robuste et la qualité d'impression est bonne même en stock. Malheureusement, afin de transformer cette imprimante en cheval de bataille, il faut investir de l'argent pour une meilleure extrudeuse et une nouvelle carte. Ils ne sont pas nécessaires dès le départ et peuvent être ajoutés au fil du temps. Ender 5 Plus de Creality est actuellement disponible pour environ ~ 500 $. Un peu cher, si vous me demandez, vu qu'il utilise une vieille carte 8 bits et un extrudeur de mauvaise qualité. Si vous envisagez d'en acheter une, pensez à investir un supplément de ~ 50 $ et une partie de votre temps pour mettre à niveau la carte et l'extrudeur. Les Points Positifs Généreux volume de construction 350x350x400. Cadre cube solide. Bonne qualité d'impression. Lit chauffant plat avec une bonne adhérence. BLTouch d'origine est inclus. L'Ender 5 Plus peut être facilement enfermé pour permettre des impressions ABS faciles. Les Points Négatifs L'extrudeur en plastique est défectueux et doit être remplacé. L'Ender 5 Plus utilise une ancienne carte 8 bits avec des pilotes bruyants. L'alimentation est sous-dimensionnée. Un ventilateur de refroidissement poussif Les Très Mauvais Points (d'un point de vue personnel) La configuration bowden n'est pas la plus fiable (opinion personnelle, il est déjà envisagé de la passer en Direct Drive). Les ventilateurs d'alimentation sont bruyants. L'isolation du lit n'est pas excellente et nécessite d’appliquer un isolant sur tout le dessous. Le "Verre Texturé" (Superplate) est loin d'être parfaitement plat __________________________________________________________________________________________________________________________________ Dans la suite qui viendra, je montrerais quelques autres impressions qui seront réaliser... après quelques "réglages" et "modifications".
 5 points
5 points -
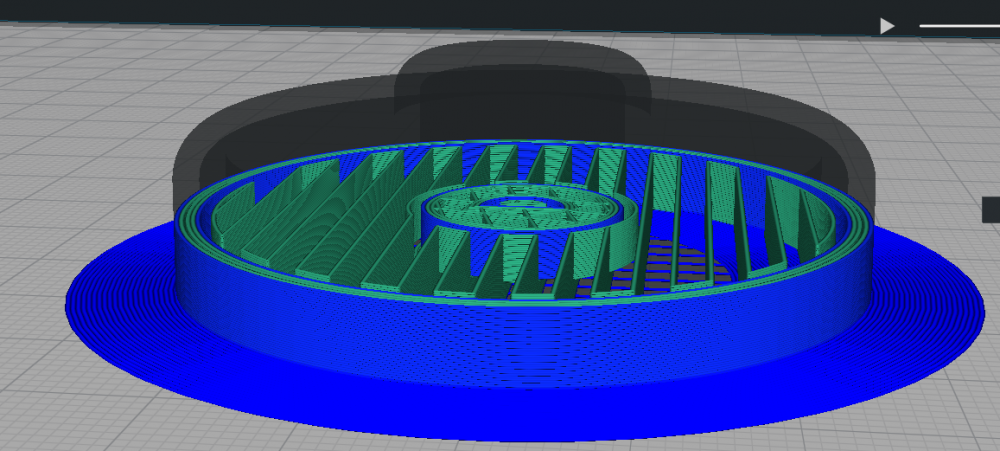
C'est sûr que sans radeau et sans supports imprimer cette pièce debout ça va pas le faire. Moi je l'imprimerais à plat (le creux en dessous) avec un petit radeau et des supports à l'intérieur.3 points
-
Hello, Je vais te redonner un conseille que je t'avais donné dans un autre topic au début de ton projet : Mets une résine et de la toile fibrée sur tout le corps et le tour est joué. Ça ne sert à rien de partir sur des mastics sur une structure qui joue, ça fissurera tout le temps à moins de créer une coque de mastic (ce qui est ridicule du coup).2 points
-
La combinaison d'une buse de 0,4 et 0,6 mm est excellente. Peut imprimer du bois sur 0,6 rapidement avec une petite buse pour la décoration. Le mode de duplication fonctionne toujours si la largeur de ligne est définie à 0,5 mm. Le profil de cura de tenlog m'a causé des ennuis jusqu'à ce que le paramètre "nombre de fans" soit corrigé de 1 à 0. maintenant tout fonctionne.2 points
-
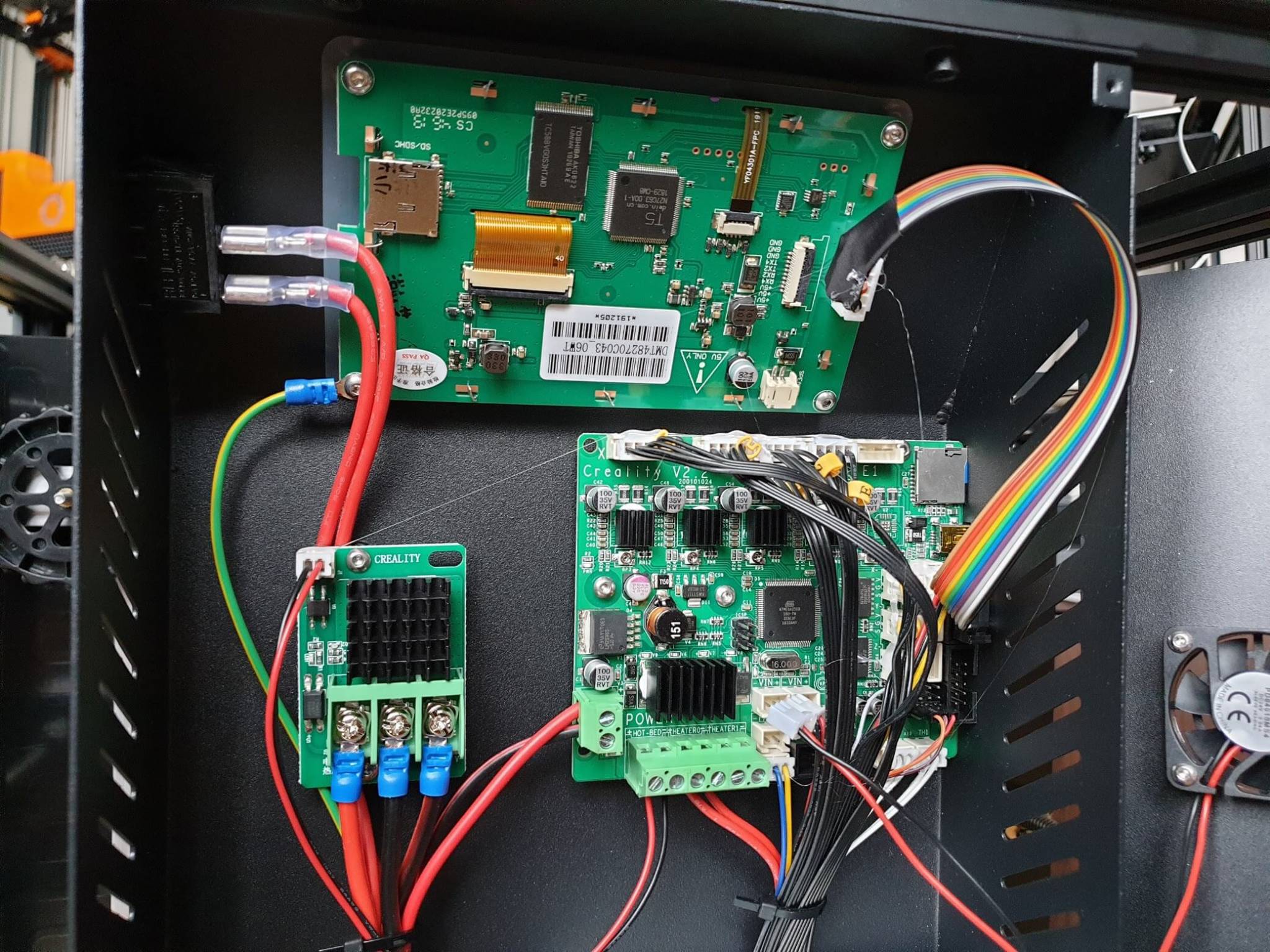
Salut ! Pour donner suite à ce sujet : Je présenterai ici tout le déballage et les tests d'impression ici... et pourquoi pas les améliorations que je lui apporterai. J'ai eût beau chercher sur le forum la trace d'un test de cette imprimante... je n'ai pas trouver... donc voici mon déballage et test : _______________________________________________________________________________________________________________________ Creality Ender 5 Plus – L’imprimante 3D grand volume ! L'Ender 5 Plus est l'une des plus grandes imprimantes que j'ai pût acheter chez Creality. Elle a été conçu pour les personnes qui cherchent à imprimer de grandes impressions, sans trop se ruiner. Voici donc un déballage et quelques tests de cette Creality Ender 5 Plus et si cela vaut d’y investir son argent. Sachez que je vais reprendre des informations du fabricant. Pourquoi choisir le Creality Ender 5 Plus? L'Ender 5 Plus de Creality a été conçu pour les personnes souhaitant faire de gros tirages. Le principal argument de vente de l'imprimante est le grand volume de fabrication de 350 × 350 x 400 mm. Voilà pourquoi j’ai choisi cette imprimante. Elle me permettra d’imprimer aisément des pièces de 400mm de hauteur. Expédition et emballage de Creality Ender 5 Plus L'Ender 5 Plus est livré dans un énorme carton avec une mousse suffisante. Commandé auprès d’une boutique en Suède , expédié de leur entrepôt et livré en seulement 5 jours. La livraison a été rapide, compte tenu des ralentissements de la crise du Covid19. A noter que la boutique m’a envoyé le mail d’expédition du colis… quelques minutes après que j’ai reçu l’imprimante. Autre point à signaler : J’avais commandé la Ender 5 Plus avec fiche FR, et je reçois la fiche UK. Pas grave, dans mon bric à brac, j’ai la fiche nécessaire. Dans l'emballage, nous obtenons les accessoires Creality3D habituels : vis de montage, câble d'alimentation, buse de rechange et coupleur bowden, clips de gestion des câbles et lecteur de carte USB. Assemblage de l'Ender 5 Plus L'Ender 5 Plus est livré pré-assemblé et il faut environ 30 à 45 minutes pour la monter. A noter dans le cas présent, 2 femmes se sont mis à l'assembler et 45 minutes plus tard, elle était montée. Votre serviteur est arrivé après la bataille. Je suis donc arrivé après que le cadre de l'imprimante soit monté. Lors de l'assemblage de l'imprimante, il est important de s'assurer que la tête d'extrusion soit correctement monté pour ne pas avoir de problème lors des tests d'impression. Elles ont suivi les tutos ici et là sur youtube et avec une équerre, elles ont vérifier que tout les angles étaient bien carré. L'Ender 5 Plus utilise des renforts d'angle en plastique pour équarrir le cadre supérieur et inférieur. Bien que cela semble bien pour l'instant, je pense à ajouter des supports d'angle en aluminium à l'avenir pour améliorer encore plus la rigidité du cadre. A noté que la Ender 5 Pro est livré avec des renforts d'angle en aluminium, je ne comprends pas pourquoi Creality a choisi d'utiliser ceux en plastique sur la Ender 5 Plus. Une fois l'assemblage terminé, tout ce que je peux dire, c'est que la Ender 5 Plus est ÉNORME ! Assurez-vous d'avoir suffisamment d'espace pour cela, car vous avez besoin d'environ 1 mètre cube pour l'adapter à votre espace de travail. Par rapport à mon ancienne CR-10 qui avait un volume d'impression de 300x300x400, l'Ender 5 Plus est principalement plus grande en largeur. L'avantage est que sur l'Ender 5 Plus, vous disposez d'un volume plus important de 350x350x400 pour vos impressions avec la même taille globale. Point positif à la Ender 5 Plus : Elle est moins encombrante en Profondeur qu’une CR-10. Spécifications de la Creality Ender 5 Plus Caractéristiques Marque Creality Modèle Ender-5-Plus Méthode d’impression FDM Précision d’impression ± 0,1 mm Épaisseur de couche 0,1 – 0,4 mm Diamètre de buse 0,4 mm Précision de positionnement de l’axe XY 0,012 mm Précision de positionnement sur l’axe Z 0,001mm Nombre de buses 1 Température de la buse ≤260 ℃ Température du lit chaud ≤110 ℃ Logiciel de découpage utiliser pendant les tests Creality Slicer / Cura / Repetier-Host / Simplify3D Puissance de la Machine 500W Matériau d’impression utilisé lors des test PLA / ABS / Bois / PLA Cuivre Diamètre du filament compatible 1,75 mm Tension de sortie 24 V Type & Taille d’écran 2560 – 4,,3 pouces tactile Paramètres moteur Moteur pas à pas 42-40 - Moteur pas à pas 42-34, angle de pas 1,8 ° Drivers moteurs A4988 Dimensions montés de l’imprimante Profondeur 632 * Largeur 666 * Hauteur 619 mm Ender 5 Plus - Un Cadre Cubique Une fois assemblé, le Creality Ender 5 Plus est un gros cube. Il utilise des profilés en V-Slot 2040 pour les axes Y et Z. Pour l'axe X, Creality a choisi d'utiliser des profilés 2020. Pour être honnête, j'aurais aimé voir les mêmes profilés 2040 dans toute l'imprimante pour une rigidité accrue, mais après avoir assemblé l'imprimante, je pense que c'est assez bon. Le cadre est suffisamment rigide et vu que le lit ne bouge que sur l'axe Z, je ne peux pas me plaindre. Une rigidité supplémentaire est ajoutée des tiges linéaires Z qui sont montées avec des supports en aluminium. J'ai remarqué que sur mon imprimante, les vis Z et les tiges linéaires n'étaient pas du tout graissées, et elles auraient besoin d'un peu de lubrifiant pour un mouvement en douceur. Je ferais la lubrification après les premiers tests... je veut faire quelques test "Brut de Déballage". Dans les premiers modèles de test, j'ai pût constaté que ces tiges de guidage n'étaient pas du tout lubrifiées, entraînant un bruit de grincement et de grincement très désagréable. Ce que j'aime le plus sur le cadre Cube Ender 5, c'est la possibilité de loger facilement l'imprimante. Après avoir acheté des panneaux en plexiglas ou en verre, il sera alors facile d'imprimer de l'ABS ou d'autres matériaux à haute température sans aucun problème, ni la nécessité de fabriquer un caisson. Double axe Z Compte tenu de l'énorme lit utilisé par l'Ender 5 Plus, la configuration à deux axes utilisée est une évidence. Les moteurs pas à pas doubles Z entraînent le lit lourd de haut en bas avec facilité et précision. Après un graissage correct, les roulements fonctionnent bien et je ne trouve aucun problème avec le système de mouvement sur l'axe Z. Étant donné que l'Ender 5 Plus utilise quatre tiges d'axe Z, l'oscillation Z n'est pas présente. cela se traduit par des couches plus précises et moins d'artefacts sur la qualité du mur. J'aurais adoré voir des écrous anti-jeu ou une courroie de synchronisation pour garder les moteurs synchronisés. Mais cela peut être une mise à niveau facile et bon marché à faire à l'avenir. Le Hotend Creality habituel Au passage, vérification de sécurité, je vérifie que la buse, Heatbreak, etc... soient tous bien montés et serrés comme il faut. Pour Ender 5 Plus, Creality a choisi d'utiliser le même hotend comme dans ses autres imprimantes comme Ender 3 , Ender 5 ou CR 10. Pour les impressions régulières avec une buse de 0,4, ce hotend est assez bon. Mais si vous achetez une imprimante grand format, vous voudrez probablement utiliser des buses plus grandes pour des impressions plus rapides. Bien que vous puissiez toujours acheter des buses de 0,6 ou 0,8 pour le hotend Ender 5 Plus, vous serez limité par la capacité du bloc thermique à fondre efficacement le filament. Lorsque vous utilisez des buses plus grandes, un bloc thermique Volcano est préférable car il est capable de chauffer le filament plus efficacement et vous permet d'imprimer plus rapidement avec des buses plus grandes. Pour une meilleure fiabilité de la configuration de stock, je vous recommande d'installer le correctif L3D Hotend . Cela améliore le hotend en s'assurant que le joint du PTFE sur la buse est bon, et vous ne rencontrerez pas de bouchons. Si vous souhaitez imprimer des matériaux à plus haute température, le hotend Mellow tout métal sera un échange direct. Le Micro Swiss All-Metal Hotend est également une option de mise à niveau populaire. Extrudeur en plastique dans une configuration Bowden - Un sérieux Point Noir Je deviens de moins en moins fan des configurations bowden. Car il est plus difficile de régler correctement une configuration Bowden car l'extrudeuse déplace une longue pièce de filament dans un tube de 1 mètre de long. Cela se traduit par des valeurs de rétraction élevées, suintantes et dans l'ensemble, moins de précision lors de l'extrusion du filament. Une autre raison pour laquelle je préfère une configuration Direct Drive au lieu de Bowden est due à l'utilisation de raccords Bowden. Creality vend son imprimante avec des raccords de faible qualité qui se cassent souvent après quelques impressions. Le PTFE peut soit commencer à bouger dans le raccord, soit sortir complètement. J'ai eu plusieurs problèmes avec la configuration Bowden sur mon ancienne CR10, ainsi que sur la Geeetech A10 . Je mettrai probablement l'Ender 5 Plus en Direct Drive. C'est juste plus facile à calibrer et moins de problèmes dans l'ensemble. Si vous souhaitez conserver la configuration d'origine, mais que vous souhaitez un meilleur extrudeur, vous pouvez facilement passer à une extrudeuse métallique à double engrenage . Ou encore mieux, un BMG/Dual Drive. L'extrudeur en plastique, c'est un autre endroit où Creality a économisé des coûts avec cet extrudeur en plastique. Les nouvelles imprimantes de Creality sont livrées avec une extrudeuse en métal, ou mieux encore, avec un extenseur à double engrenage. Cette extrudeuse en plastique est tout simplement de mauvaise qualité. Une extrudeuse à double engrenage comme sur le Creality CR-10s PRO aurait résolu tous les problèmes et la qualité de l'imprimante prête à l'emploi serait bien meilleure. Lors de l'achat de l'Ender 5 Plus, je recommande de commander un extrudeur à double engrenage, même bon marché. Si vous voulez gagner du temps, une extrudeuse BMG peut encore améliorer la qualité de l'extrusion. Dans mon cas, j'ai trouvé que l'extrudeuse d'origine n'était pas de bonne qualité. Pour cette raison, les couches ne sont pas suffisamment cohérentes même après une calibration et réglage de l'extrudeur A noter : Après quelques tests que vous allez voir ci-dessous, l’extrudeur en plastique s’est fendu/fissuré au au niveau du levier. Du coup, l’extrudeur n’assure plus de pression sur le filament. Heureusement pour moi… j’ai 2 extrudeur alu et 1 extrudeur BMG… je n’ai plus qu’à les montés. Une Cartésienne au look d'une Core YX L'imprimante Ender 5 Plus n'est pas une imprimante Core XY. Alors que le mouvement ressemble à une machine Core XY, l'Ender 5 Plus utilise les mêmes mouvements cartésiens. Afin d'avoir une meilleure stabilité, Creality a choisi de déplacer le portique X sur le plan Y. Ce faisant, ils parviennent à minimiser le poids déplacé lors de l'impression et (en théorie) à produire de meilleures impressions. Le terme exact qui s'emploi ici est "Imprimante VCore". Carte 8 Bits avec Drivers A4988 - Le silence n'est pas son point fort L'Ender 5 Plus a été lancé à l'été 2019. Bien que cet aspect puisse être pardonné, l'utilisation de pilotes 4988 ruine une partie de l'attrait de l'imprimante. Ender 5 Plus utilise la carte Creality 2.2 qui pour en 2020 est obsolète. La plupart des imprimantes lancées en 2020 utilisent des pilotes TMC2208 ou mieux et certaines d'entre elles sont déjà mises à niveau vers 32 bits. Si vous utilisez l'imprimante dans une autre pièce, où le bruit n'est pas un problème, ce n'est pas un gros problème. Mais les avantages du nouveau firmware Marlin 2.0 ne peuvent pas être utilisés sur la Ender 5 Plus ici présente. La mémoire limitée disponible et les limitations causées par le processeur 8 bits peuvent limiter les capacités de l'imprimante. Un autre problème avec cette vieille carte est l'effet peau de saumon qu'elle laisse sur les imprimés. Ce n'est pas si grave, mais une carte et des pilotes plus récents peuvent aider à éliminer ce problème. La bonne nouvelle est que les cartes 32 bits du marché secondaire comme la SKR Mini E3 sont bon marché. Creality vend également une carte silencieuse améliorée qui peut être achetée pour amélioré la Ender 5 Plus. La question légitime que l'on peut se poser : Pourquoi une imprimante sorti de production en 2020, ne dispose pas encore de cette amélioration ? BLTouch pour la mise à niveau automatique du lit - Le Point Fort de cette Ender 5 Plus Compte tenu de la taille du lit chauffant, l'inclusion d'un BLTouch original d'Antclabs était une bonne décision. Afin de s'assurer que les impressions adhèrent bien sur la plaque de construction, le BLTouch est utilisé pour la mise à niveau automatique du lit. L'imprimante mesure le lit en plusieurs points et génère un maillage qui est utilisé lors de l'impression, pour s'assurer que la buse se trouve à une distance constante du lit. C'est un très bon point, car la plupart des modèles proposés par Creality n'en dispose pas ou sont de qualité médiocre. Ici présent c'est un original de chez Antclabs. Un Énorme plateau d'impression C'est le principal argument de vente de l'Ender 5 Plus. Les dimensions 350 × 350 mm satisferont la plupart des utilisateurs. Il vous permet de faire d'énormes impressions sans les diviser en morceaux. Le lit chauffant utilise une résistance en aluminium et il est alimenté par l'alimentation principale. Il atteint 60°C en environ 5 minutes et 100°C en 15 minutes. En plus du lit chauffant en aluminium, l'Ender 5 Plus utilise une plaque en verre texturé. C'est un moyen peu coûteux de s'assurer d'avoir un autre avantage avec une très bonne adhérence lorsque le lit est chaud, tandis que les impressions peuvent être retirées facilement après le refroidissement du lit. La plaque de verre texturé est maintenue en place avec des pinces. Le lit chauffant Ender 5 Plus a un peu de matériau isolant, mais uniquement au milieu du lit (sur une zone de 200x200mm). Sur les côtés, il n'y a pas de matériau isolant. Cela peut provoquer des températures incohérentes à travers le lit, où la surface externe a une température plus basse. Dans le cas présent, je ne saurais recommandé que d'ajouter du matériau isolant sous tout le plateau. Pour aggraver les choses, Creality a utilisé des profilés d'aluminium pour renforcer le lit chauffant. C'est une bonne idée mais sans utilisation d'un matériau isolant entre le lit et le renfort, cela n'aidera pas le lit à chauffer. Malheureusement, dans le cas de l'Ender 5 Plus, les renforts en aluminium touchent directement le lit chauffant et agissent comme un dissipateur thermique tirant la chaleur du lit. Pour un lit comme celui-ci, j'aurais aimé voir un lit chauffant alimenté en 220V. Creality aurait pu facilement utiliser une alimentation électrique inférieure et utiliser l'argent pour un élément chauffant SSR et 220V. Cela se traduirait par des temps de chauffage beaucoup plus rapides. Mais si cela ne vous dérange pas d'attendre quelques minutes, ce n'est pas un problème. À l'avenir, j’équiperai l’imprimante d’un miroir, qui donnera une surface parfaitement plane. Et je vais étudier attentivement les possibilités d'installer un lit chauffant 220V. Surtout que je l'ai déjà fait... et que je sais comment faire. Test des impressions sur Ender 5 Plus Comme toujours, les premières impressions sont constituées d'un Benchy et d'un banc 3D. Comme vous pouvez, la configuration de stock fonctionne plutôt bien. Afin d'obtenir de meilleures impressions, j'ai fait l'étalonnage de l'extrudeuse et l'étalonnage du débit en améliorant un peu la qualité d'impression. Première Impression Test : le Benchy Bien que le modèle lui-même soit tridimensionnellement précis, les lignes de fusion étaient clairement visibles. J’ai utilisé le filament fourni avec l'imprimante, un PLA Blanc. Pour préparer le code G nécessaire, j’ai utilisé Cura, et en utilisant le profil par défaut. J’ai réglé la température d’extrusion chaude à 215°C et le lit à 60°C. Il m'a fallu qu'une seule tentative pour imprimer le Benchy. Outre les couches de fusion visibles, le Benchy s'est avéré bon. Résultats détaillés du Benchy : Longueur Totale (60 mm ±1 % de tolérance) : 59.84 mm Largeur Totale (31 mm ±1 % de tolérance) : 31.10 mm Longueur du Pont du toit (23 mm ±1 % tolérance) : 23.02 mm Diamètre intérieur de la Cheminée (3 mm ±10 %) : 2.85 mm Diamètre extérieur de la Cheminée (7 mm ± 5 % tolérance) : 6.88 mm Hauteur Totale (48 mm ±1 % tolérance) : 47.94 mm Profondeur de la boîte (9 mm ± 5 % tolérance) : 9.00 mm Longueur Interne de la Boîte (7 mm ± 5 % tolérance) : 7.07 mm Longueur Externe de la Boîte (10.81 ± 5 % tolérance) : 10.94 mm Largeur Externe de la Boîte (12 mm ± 5 % tolérance) : 11.93 mm Largeur interne de la Boîte : (9 mm ± 5 % tolérance) : 8.01 mm Diamètre du Chaumard Gauche (4 mm ±10 % tolérance) : 3.65 mm Diamètre du Chaumard Droit (4 mm ±10 % tolérance) : 3.70 mm Largeur de la Fenêtre Avant Cabine (10.5 mm ±5 % tolérance) : 10.40 mm Diamètre de la Fenêtre Arrière (9 mm ±5 % tolérance) : 8.91 mm Surfaces: Comme vous pouvez le voir dans l'image ci-dessus, le problème évident que j’ai trouvé était les couches. Les lignes de fusion des couches étaient bien visible, indiquant soit le frottement mécanique de l'axe Z ou des courroies (qui étaient cependant serrées). De plus, j’ai rencontré des erreurs d'extrusion mineures, principalement des zigs et des tâches, qui peuvent généralement être corrigées dans les problèmes de découpage 3D, principalement dû au profil par défaut réglé en « Zig Zag ». Détails: En ce qui concerne les détails de l'impression, l'Ender 5 Plus a bien fonctionné. Même la plaque du Benchy, qui est plus ou moins difficile à imprimer clairement, est visible. De plus, la cheminée était bien ronde et imprimée. Consistance globale: la consistance générale de l'impression était bonne, une très légère sur-extrusion. Les échappées et les fenêtres du pont du Benchy étaient également cohérentes. .... La suite arrive... j'ai atteint la limite des photos...
.thumb.jpg.e3b3e84217393470a9489ee65bf5d11f.jpg)
.thumb.jpg.598051ece8b66bac3b8ffaa14b167c33.jpg)
.thumb.jpg.9ed25aad424d28eda8f186863869331c.jpg)
.thumb.jpg.9fbf91380419f6bf3c8f80a7cf3f194b.jpg)
.jpg.5cac0a2147eb8b27158df34aad40c804.jpg)
.thumb.jpg.f9f5fc6089c5a4f075652fd1b87c1f48.jpg)
.thumb.jpg.e833cdd2266ef0b4b5c17d398feffe62.jpg)
.thumb.jpg.ec8c52a7bf15c892fa9e70f2ecea0a1d.jpg)
.thumb.jpg.e122d20a4d03e8ad0c52eded11db199f.jpg)

 1 point
1 point -
Bon, ça y est ! Il en a fallu du temps, j'étais en attente de filament PETG et après avoir fait le montage, il fallait tester. Voili, voilà !1 point
-
Faut pas non plus des bêtises, hein. Il a des Français qui fabriquent du filament en France, il y a également du filament fabriqué aux Pays-Bas, en Espagne, au Maroc par exemple.1 point
-
Bonjour, ça ne nous rajeunis pas...tout ça...et le ZX80 avant le ZX81 (tout 2 en Kit à monter et souder) "Hebdogiciel" rémunérait 50Francs (si mes souvenirs sont bons ..) si un code était publié.. j'en ai eu quelques uns de publiés pour TRS80 et TI99... c'est sur que c'était plus des centaines de lignes à frapper (voire milliers)... et ensuite à corriger les fautes de frappe ... A+1 point
-
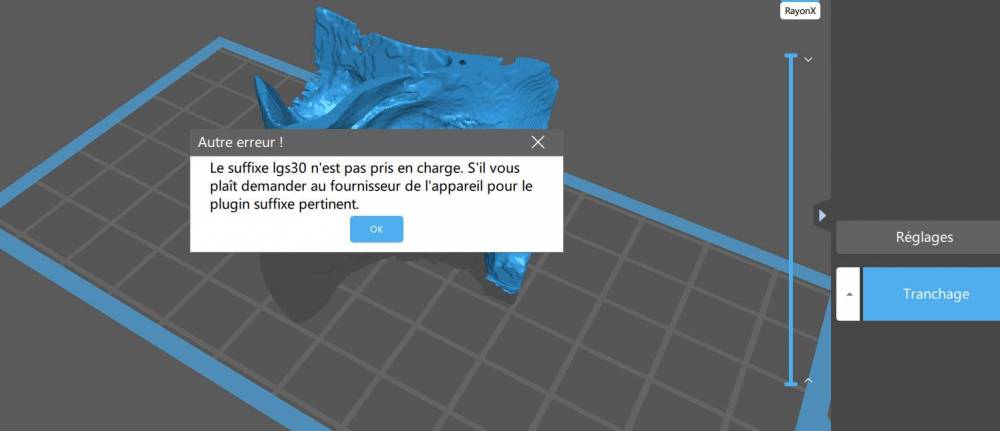
j'ai essayé de mettre la longer sur mon chitubox mais j'ai un message d'erreur je suppose que tu as mis ce plugin je ne l'ai pas trouvé sur le site aurais tu l'adresse pour le telecharger?
 1 point
1 point -
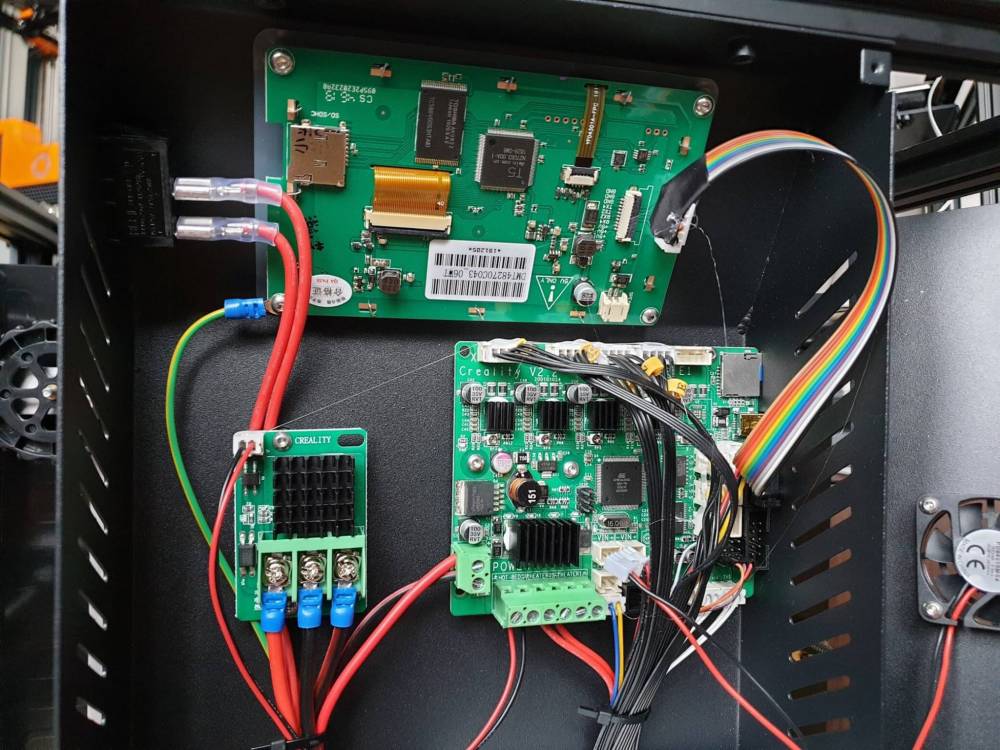
Ce que tu appelles tubes, ce ne sont que de simples entretoises qui ne servent qu'à maintenir la poulie (qui elle est sur roulements) au milieu, et il n'y a pas de billes dans ces bouts de plastique creux. En tout cas, tu as dû tendre ta courroie comme une bête pour arriver à ce résultat et il est sûr qu'il te faut changer aussi le petit boulon qui sert d'axe car il doit être tordu...1 point
-
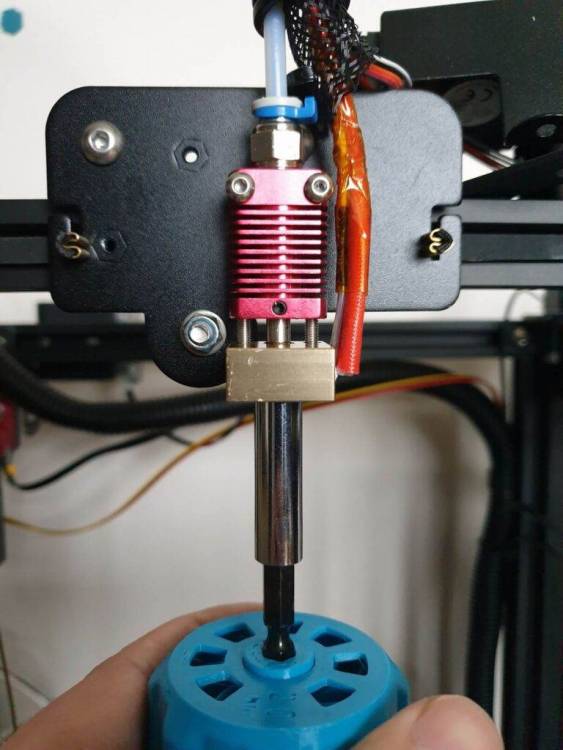
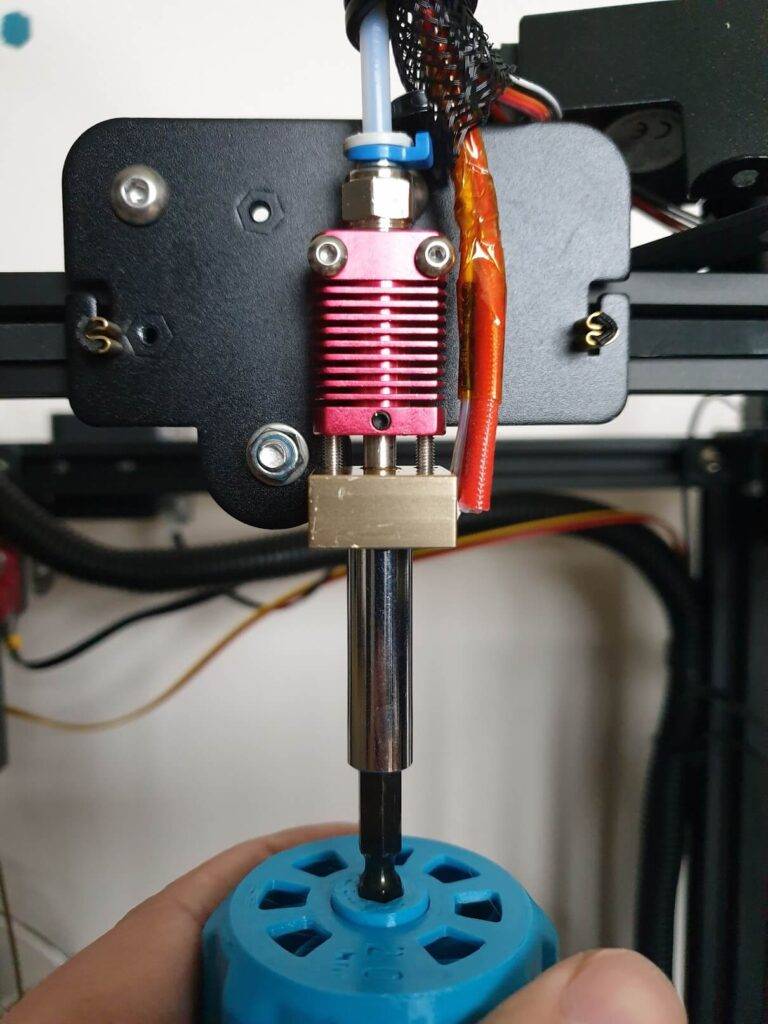
a regarder les photos il semble qu'il y a une fuite car le pla remonte sur le filetage. la tete est surement mal montée : le throat n'est surement pas assez vissé dans le bloc de chauffe et le buse ne vient pas s’appuyer dessus lorsqu’elle est serrée mais vient s appuyer sur le bloc de chauffe . du coup il y a un espace entre le haut du filetage de la buse et le bas du throat. il faut peut être juste visser plus le throat dans le bloc de chauffe pour que la buse se serre dessus1 point
-
Perso je partirais sur du rigide pour la colle et le mastic par contre je ne sais pas quel mastic ou quelle colle car j'utilise très peu de colle époxy et jamais de résine ou mastic époxy1 point
-
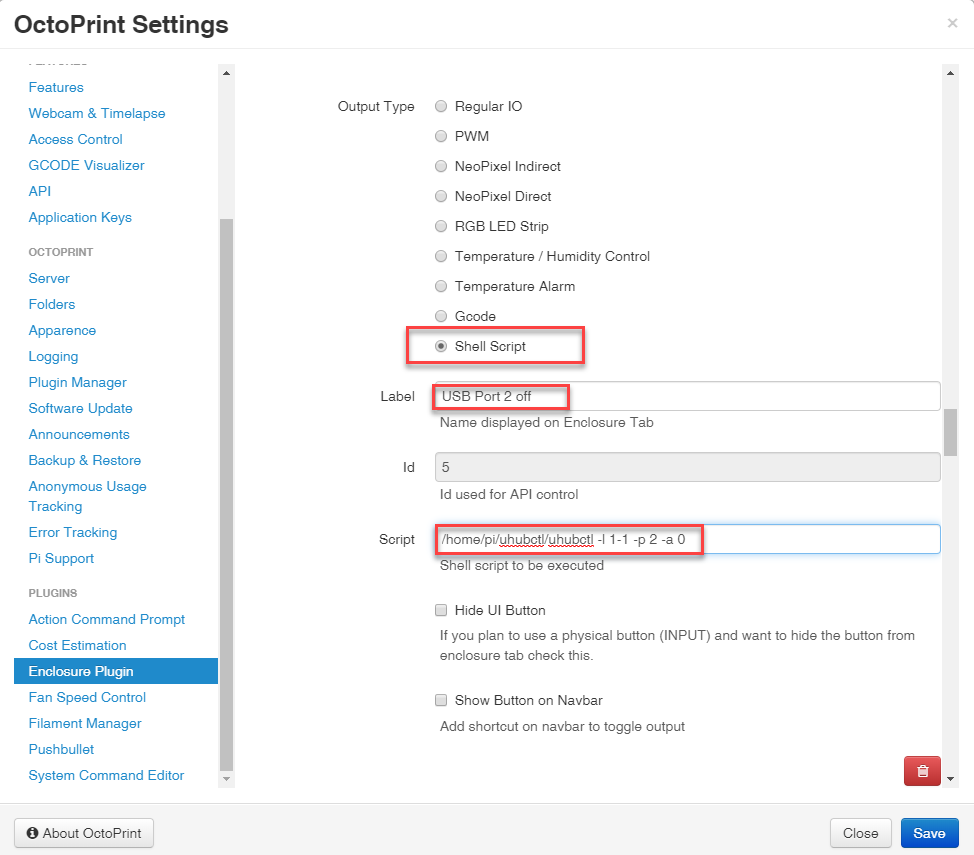
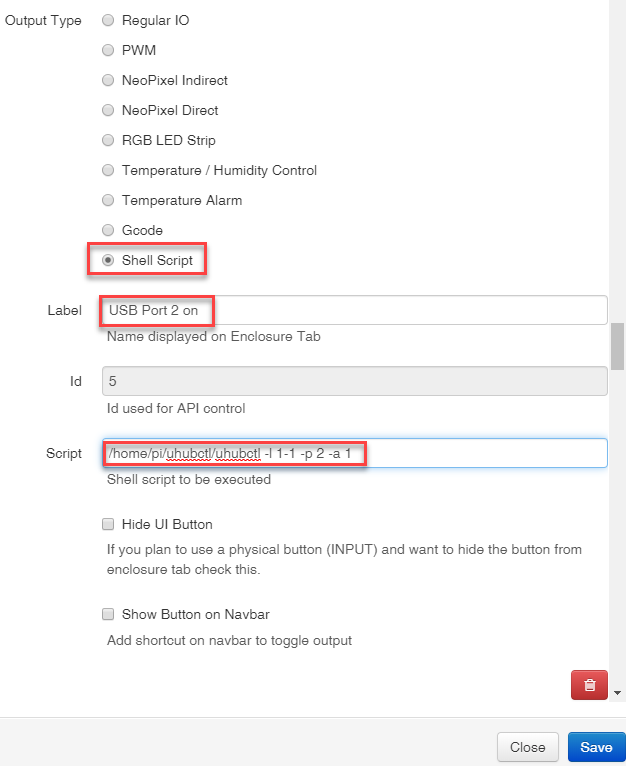
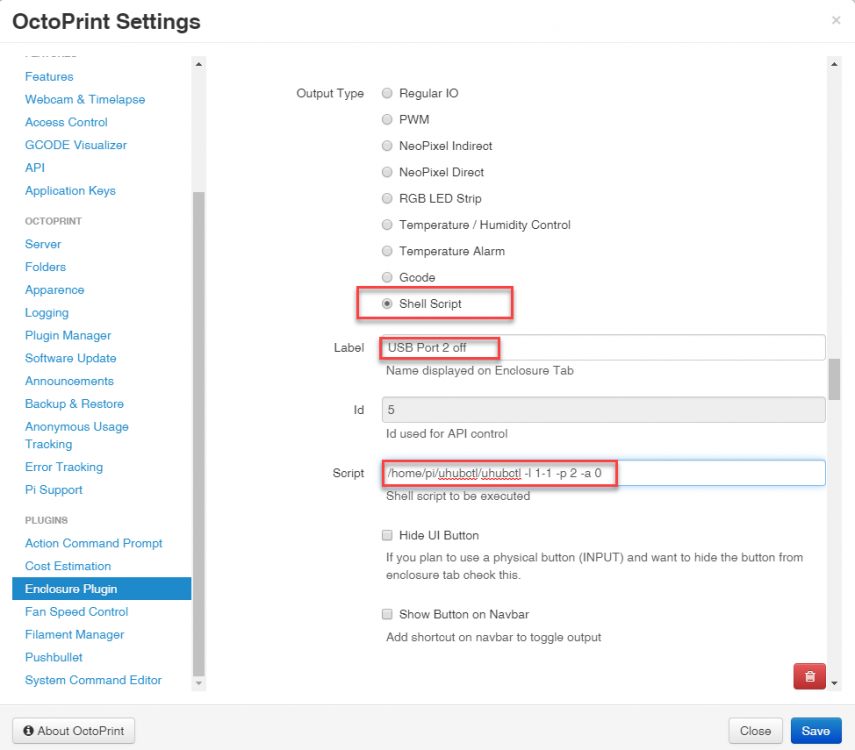
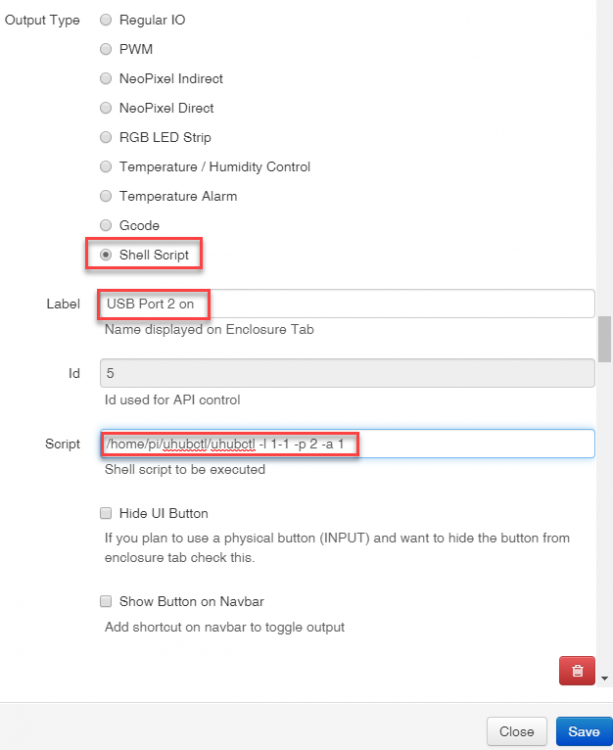
Finalement, ça fonctionne plutôt bien. Du coup un petit 'tuto' qui en fait n'est pas uniquement pour les imprimantes Tenlog en particulier. Ça s'adresse à toute imprimante qui soit n'a pas de power switch permanent mais un bouton temporaire à sa carte mère qui s'allume quand le port USB du raspberry fournie du courant L'un des problèmes important à résoudre est de s'assurer que la carte mère de l'imprimante n'est pas alimentée par le port USB du Raspberry lorsque l'imprimante n'est pas alimentée par le courant secteur. Dans ce cas, si rien n'est fait, le Raspberry souffre à fournir du courant et la carte mère de l'imprimante souffre de n'avoir pas assez de courant. C'est pas bon du tout, l'écran de l'imprimante peu clignoter, l'imprimante peu redémarrer en permanence et je suppose tant la carte mère de l'imprimante que le Raspberry peu mourir ! Ma solution passe par le plugin 'Enclosure' et s'appuie sur un petit exécutable 'uhubctl' (petit programme qui permet d'allumer ou éteindre un port USB). Le but est d'allumer ou d'éteindre le port USB dans le but d'allumer ou d'éteindre l'imprimante et éventuellement s'assurer que le port USB du Raspberry reste éteint lors d'un reboot du Raspberry Step 1 - Installer uhubctl Ce qui suit n'est pas de mon cru mais trouvé sur internet . installer si nécessaire la librairie libusb. A noter qu'il y a des librairies plus à jour que la 1.0.0 sudo apt-get install libusb-1.0-0-dev Récupérer le source code de uhubctl cd /home/pi git clone https://github.com/mvp/uhubctl Compiler uhubctl et éventuellement s'assurer que l'executable est bien executable cd /home/pi/uhubctl make chmod +x ./uhubctl Step 2 - Déterminer le port USB à allumer/éteindre ainsi que son vendor id cd /home/pi/uhubctl sudo ./uhubctl ce qui nous donne une réponse du genre Current status for hub 1-1 [0424:2514] Port 1: 0503 power highspeed enable connect [0424:2514] Port 2: 0000 off Port 3: 0100 power Port 4: 0100 power Dans l'exemple ci-dessus, ce qui nous importe: le hub --> '1-1' le Port USB -> Port 2 le vendor id -> '0424' Step 3 - Les commandes pour allumer / éteindre le port USB 2 depuis mon exemple Allumer: sudo ./uhubctl -l 1-1 -p 2 -a 1 Eteindre: sudo ./uhubctl -l 1-1 -p 2 -a 0 Step 4 - sudo ou pas sudo La difficultée est que depuis Octoprint et le plugin Enclosure, je ne peux pas envoyer des commandes en mode root. Tout au moins je n'en suis pas capable. Du coup, je vais faire en sorte de ne plus avoir besoin de passer en mode root pour allumer ou éteindre un port. Il s'agit de configurer les permission USB dans 'udev'. La commande ci-dessous invoque un petit éditeur (nano) en mode root pour éditer le fichier '/etc/udev/rules.d/52-usb.rules' sudo nano /etc/udev/rules.d/52-usb.rules Et j'insère dans le fichier la ligne qui vas changer les droit USB sur le hub de mon choix en se basant sur le vendor id trouvé au step 2 SUBSYSTEM=="usb", ATTR{idVendor}=="0424", MODE="0666" Step 5 - Éventuellement - s'assurer que le port USB reste éteint après un reboot du Raspberry Ajouter la ligne pour éteindre le port USB dans le fichier /etc/rc.local sudo nano /etc/rc.local dans le fichier et avant la ligne exit ajouter la commande qui va bien /home/pi/uhubctl/uhubctl -l 1-1 -p 2 -a 0 Step 6 - Créer une commande d'allumage et d'extinction dans le plugin OctoPrint Enclosure Faire de même pour la commande qui allume le port Remarques Tous les Raspberry ne sont pas identiques et en l'occurence, le Raspberry 4 est connu pour fonctionner différemment. Du coup, si ça ne fonctionne pas pour vous, il faudra chercher pourquoi. Le lien https://awesomeopensource.com/project/mvp/uhubctl contient ne nombreuses informations supplémentaire qui peuvent aider Personnellement, j'ai utilisé le plugin Enclosure, mais de nombreux autre plugin permettent de lancer des commande unix. La configuration est différente mais le résultat identique. Par exemple le plugin 'System Command Editor' Bon courage !
 1 point
1 point -
il est préférable d'avoir les supports que du coté qui ne se voit pas (dans le creux) avec une bordure
 1 point
1 point -
Lorsque tu poste ton message, le forum compresse les photos. En éditant ton message, tu peux rajouter d'autres photos.1 point
-
Imprime à plat avec des supports, avec le creux vers le haut ça marche aussi. Le rendu sera bien mieux.1 point
-
Salut @Paulo83, Voici des techniques pour favoriser l'accroche. Pour l'imprimer avec cette orientation, tu peux aussi faire un plat sur la pièce pour augmenter la surface en contact avec le plateau.1 point
-
Bonjour, Pour préciser quand même un peu, le PWM est bien sur 2 fils comme par exemple pour le ventilo de refroidissement de l'impression de ma U20 (et de beaucoup d'autres). Donc la phrase 2 fils exit le PWM est fausse et vous allez fâcher à minima tous les fans (jeu de mot avec ventilateur) d'arduino qui utilisent ça en permanence pour gérer des intensités lumineuses, piloter des moteurs et bien d'autres choses. Par exemple sur ma MKS SGen on peut lire sur la doc (Sortie PWM: 4 (Lit, extrudeur 0 et 1, Ventileur)) à chaque fois avec des connecteurs pour 2 fils . Dans ce cas toute la puissance passe dans les 2 fils et, si je ne dis pas de bêtise, une fréquence d’échantillonnage un peu faible peut faire siffler les ventilos. Par contre les modules de chauffe ont l'air de rester bien silencieux. Les montages à 4 fils type PC utilisent 2 fils pour la puissance (en 12 V par exemple) et le fil PWM n'est plus qu'un signal de commande de faible puissance (avec éventuellement un voltage plus faible). Ce qui suppose que le ventilo ait sa propre électronique de puissance. Le fait de découpler alim et PWM permet aussi à la sonde tachy d'être alimentée de manière stable et non pas par le PWM.1 point
-
Euh on peux pas dire qu’il n’y a pas de neutre à proprement parlé (220V alternatif) la norme pour câblé un interrupteur c’est sur la phase, là je dirais que c’est moins grave car en amont tu as un interrupteur bipolaire qui te coupe la phase et neutre. Mais je me fais l’avocat du diable tu interviens sans « couper » ton interrupteur bipolaire, en coupant juste par ton interrupteur (Qui doit se trouver sur la façade de l’imprimante) tu as toujours 220V. Pas pour rien que dans les installations électriques, les interrupteurs coupe la phase, ne serait ce que pour remplacer une lampe, le risque est toujours présent si on coupe le neutre il y a toujours 220v qui arrive à ton luminaire. Je pense que tu es une personne qui a la tête sur les épaules je me fais pas de soucis, mais ton schéma pleins de personnes y on accès sans forcément avoir les connaissances ou le recul nécessaire pour « travailler » en sécurité sur les installations électrique. @+ Nico1 point
-
Et dans quelques années... à continuer comme cela, il lui faudra un hangar d'avion pour son imprimante.1 point
-
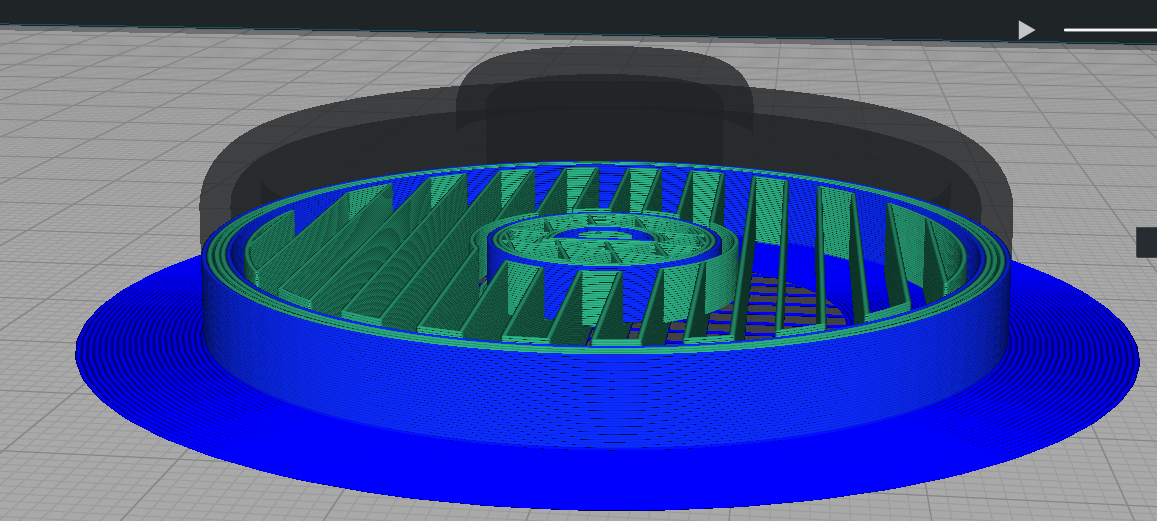
J'ai fait plusieurs tests et je continue aujourd'hui afin de trouver les meilleurs paramètres et voir les limites que la machine peut atteindre. Je testes aussi Chitubox concernant l'optimisation des supports. Pour la résine, j'utilise l'Anycubic verte translucide, c'est celle fournie avec la machine, verte les détails sont difficile à apprécier mais c'est la plus précise avec la meilleure définition. J'ai testé l'elegoo grise : les détails ne ressortes pas, c'est emparé, je l'a réserve aux pièces dans la masse et sans détails fins. J'ai aussi tester l'Anycubic clear transparente, c'est un peu moins précis que la verte, de plus en sortant de l'imprimante on a la transparence du verre mais après post traitement elle jauni et devient opaque. Donc je reste sur la verte transparente d'Anicubic, j'ai fais des moulage en résine polyuréthane des impressions et là c'est super. Voilà ma modeste expérience de 5 mois d'impressions et de tests.1 point
-
yop, session peinture par un beau soleil , couche primaire

 1 point
1 point -
Il est vrai que cela me pose (surtout en tant que débutant, donc pas mal de pertes) un soucis moral. Pour le moment, je stock mes chutes, j’espère pouvoir les utiliser pour faire des moules de matières a faible indice de température. Du genre silicone, resine, ect... J'ai tenté un "lingo" de chute dans le four, si vous êtes marié, je vous le déconseille. Ça pue et maman est tres, tres fachée...1 point
-
Ce n'est pas seulement l'économie, mais aussi un geste éthique en faveur du recyclage du plastique. Quand je vois les dégâts que ça fait dans la nature, ça me dégoute de jeter les chutes à la poubelle. Hier on a trouvé une baleine échouée sur une plage avec 40 kg de plastique dans les tripes. On pourrait créer une association dans chaque quartier pour recycler le plastique. On aurait certainement le soutient des autorités et des subventions. Ou du crowdfunding.1 point
-
II - Configuration de base La configuration, pour la majeur partie, va se faire par tatonnement. On va modifier une configuration, sauvegarder, et voir si ça marche... On va généralement partir d'une configuration standard, mais il faudra souvent affiner ou modifer des trucs. Donc, plutôt que d'expliquer chaque paramètre, je vais vous expliquer les grands principes pour que vous vous débrouilliez vous-mêmes. Chaque option est expliquée dans le fichier example.cfg dans le dossier config. Les options avancées (bed levelling, macros gcode, etc...) sont expliquées dans le fichier example_extras.cfg. 1) Choix du fichier de configuration Ici, on a plusieurs possibilités: Si votre imprimante est "standard", vous pouvez récupérer une configuration toute faite, et éventuellement la modifier. Si, comme moi, votre machine est faite de bric et de broc, il faudra faire un peu plus de modifs sur un fichier existant ou partir du fichier par défaut (example.cfg). Il y a aussi des exemples pour des CoreXY et Delta. Pour voir les le fichiers de configuration disponibles, entrer la commande suivante: ls -l ~/klipper/config/ On peut aussi voir les fichiers ici: https://github.com/KevinOConnor/klipper/tree/master/config Une fois que vous avez choisi le fichier de config qui se rapproche le plus de votre configuration, entrer la commande suivante: cp ~/klipper/config/example.cfg ~/printer.cfg Ceci va copier le fichier et le renommer printer.cfg. C'est sur celui-ci qu'on va travailler. Maintenant, on peut quitter la ligne de commande. Le reste de la configuration se fera dans Octoprint dans Settings > OctoKlipper > Klipper Configuration. Vous devez maintenant y voir le contenu du fichier. 2) Principes de la configuration Le fichier de configuration est composé de blocs. Certains sont obligatoires d'autres optionnels. Chaque bloc commence par un titre entre crochets (par exemple [printer]) Les pins de la carte se définissent avec la syntaxe suivante: pin: <numéro> On utilise le préfixe "!" pour inverser la logique, par exemple pour inverser le sens de rotation d'un moteur (l'équivalent des variables INVERT dans Marlin) On utilise le préfixe "^" pour utiliser la résistance en entrée, par exemple pour les switchs end stop. Si on utilise les deux préfixes, le "^" doit précéder le "!". Par exemple, dans la définition de l'écran on pourra trouver: encoder_pins: ^ar31, ^ar33 click_pin: ^!ar35 kill_pin: ^!ar41 Si vous avez un doute sur la numérotation des pins, regardez un schéma, par exemple ici: https://www.reprap.org/wiki/RepRap 3) Définir le microcontrôleur Ce bloc définit le type de et le port. Sur serial, mettre le port utilisé à l'origine par Octoprint pour se connecter à l'imprimante. [mcu] serial: /dev/ttyUSB0 4) Définir les mm/step C'est ici qu'on va utiliser les valeurs récupérées dans Marlin, principalement les valeurs indiquées sous Steps per unit. Important: Marlin utilise l'unité steps/mm et Klipper utilise des mm/step. Il faut donc inverser (1/x) toutes les valeurs par rapport à Marlin. Par conséquent, là où on aura une valeur 200 dans Marlin, il faudra utiliser 1/200 = 0.005 dans Klipper. Donc on va changer les lignes suivantes dans Klipper [stepper_x] ... step_distance: 0.005 ... [stepper_y] ... step_distance: 0.005 ... [stepper_y] ... step_distance: 0.005 ... [extruder] ... step_distance: .001265 La valeur dans [extruder] sera la valeur à modifier pour calibrer l'extrudeur. On procédera de la même manière que sous Marlin (une règle de trois en mesurant le filament qui sort de l'extrudeur), mais an appliquant l'opération 1/x. 5) BLTouch et autres capteurs Les BLTouch ou 3D Touch ou autres capteurs nécessitent beaucoup d'essais. Je conseille d'utiliser un switch endstop classique pour commencer, et de passer au capteur Z une fois que tout le reste est configuré. Pour le BLTouch, dans la section [stepper_z] il faut supprimer la ligne position_endstop et modifier la ligne endstop_pin endstop_pin: probe:z_virtual_endstop #endstop_pin: ^ar18 #position_endstop: 0 Il faut ensuite rajouter une section [bltouch] ou [probe] et renseigner le x, y, z_offset par rapport à la buse. Ca doit etre les mêmes valeurs que dans Marlin. Par exemple: [bltouch] sensor_pin: ^ar18 control_pin: ar11 pin_move_time: 0.2 x_offset: 32 y_offset: 0 # Increase Z_Offset to lower nozzle closer to bed. PLA 2.6 z_offset: 2.7 speed: 60 La section [probe] pour les autres capteurs est un peu plus compliquée. Je vous conseille de regarder le fichier example_extras.cfg pour plus d'informations. Augmenter la valeur z_offset va descendre la buse plus près du bed. Réduire la valeur mettra plus de distance. Attention: Pour un 3D Touch ou clone de BL Touch, il faut rajouter les lignes suivantes: pin_up_reports_not_triggered: False pin_up_touch_mode_reports_triggered: False 6) Ecrans LCD Le fichier examples_extras.cfg contient les configurations pour la plupart des écrans LCD courants. En principe, il suffit de copier/coller la section qui vous concerne. 7) Tester la configuration. Dans Klipper, à chaque fois que vous sauvegardez la configuration, il faut redémarrer Klipper. Si vous utilisez OctoKlipper, il le fait automatiquement, sinon vous pouvez le faire manuellement en tapant FIRMWARE_RESTART dans l'onglet terminal ou la commande suivante en SSH: sudo service klipper restart En principe, le terminal doit envoyer régulièrement une ligne avec les températures. Si ce n'est pas le cas, vérifier les paramètres des pins pour les blocs [heater_bed] et [extruder]. Si les tempétures sont bien renvoyées, la première chose à faire est de taper une commande Gcode dans le terminal. Par exemple STATUS. S'il y a une erreur de syntaxe, ça enverra un message d'erreur avec un indice sur ce qu'il faut corriger. S'il n'y a pas de message d'erreur, je vous conseille de procéder progressivement pour vérifier que tout est correctement branché: Dans l'onglet Control, tester les axes X, Y, Z pour vérifier qu'ils se déplacent correctement dans les bons sens. Si ce n'est pas le cas, inverser les paramètres dir_pin en ajoutant ou supprimant le "!". Si le moteur ne répond pas du tout, vérifier que les bons pins sont renseignés dans step_pin et dir_pin. S'ils marchent, commencer par un Home All. Si les endstops ne marchent pas, vérifier les valeurs de endstop_pin. Vérifier la chauffe de la buse et du bed. Une fois que la buse est chaude, essayer l'extrudeur, et si nécessaire, le calibrer avec la méthode habituelle. L'extrudeur ne marchera pas si la buse n'est pas chaude. Si tout ceci fonctionne, vous pouvez lancer une premier impression de test. Là, vous avez les billes pour démarrer et avoir une imprimante fonctionnelle. Dans la section suivante, on couvrira les options de configuration supplémentaires.1 point

.jpg.1cdc7cc012b340cf65f30feb28b50b1a.jpg)
.jpg.c82dfe55bbd4e1f7d2fcadc7f1271c4d.jpg)
.jpg.e688724cbe971b03b1b08299e8354ca4.jpg)
.jpg.73986433765eb635489aa3645d4e9db3.jpg)
.jpg.b357c492b3cffea85862cb74bb0b7fdf.jpg)
.jpg.24a25f39b74cb7377919e89ec15f73df.jpg)
.jpg.77b01191bd5ab7eb0b76f378ce3a682c.jpg)
.jpg.500922d3f6c17b45faf8f0d70ef805ba.jpg)