Classement



Contenu populaire
Contenu avec la plus haute réputation dans 26/01/2022 Dans tous les contenus
-
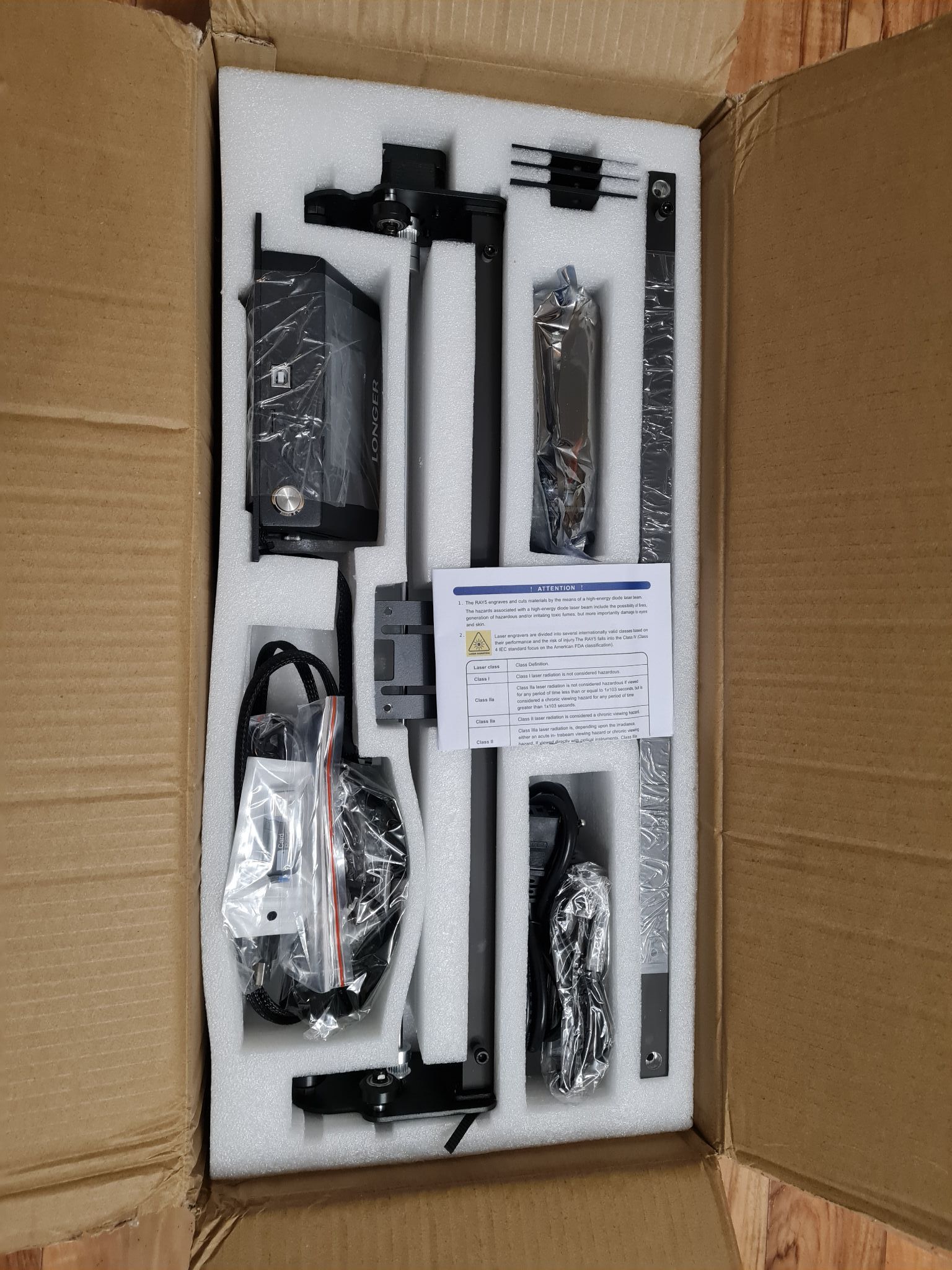
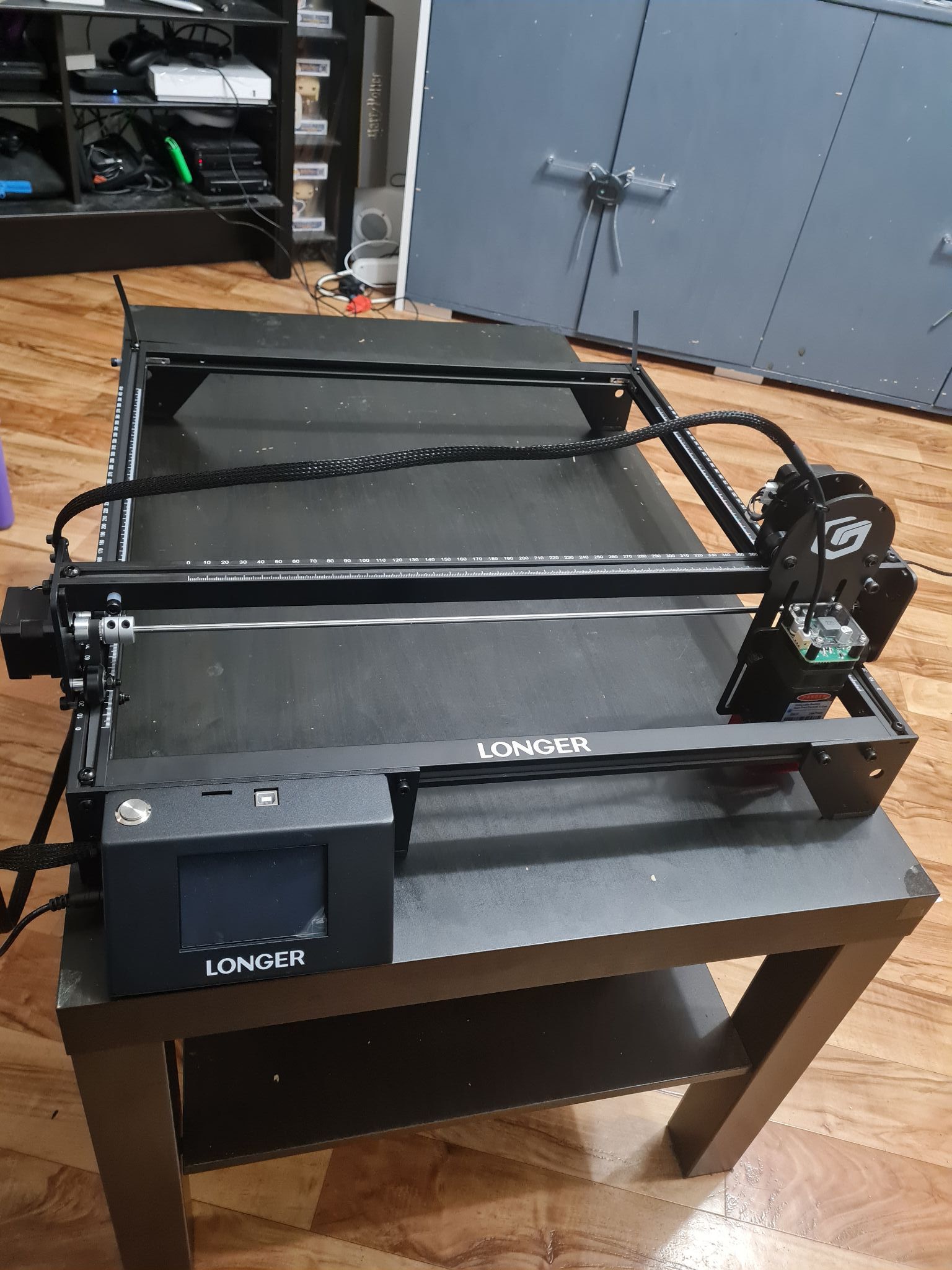
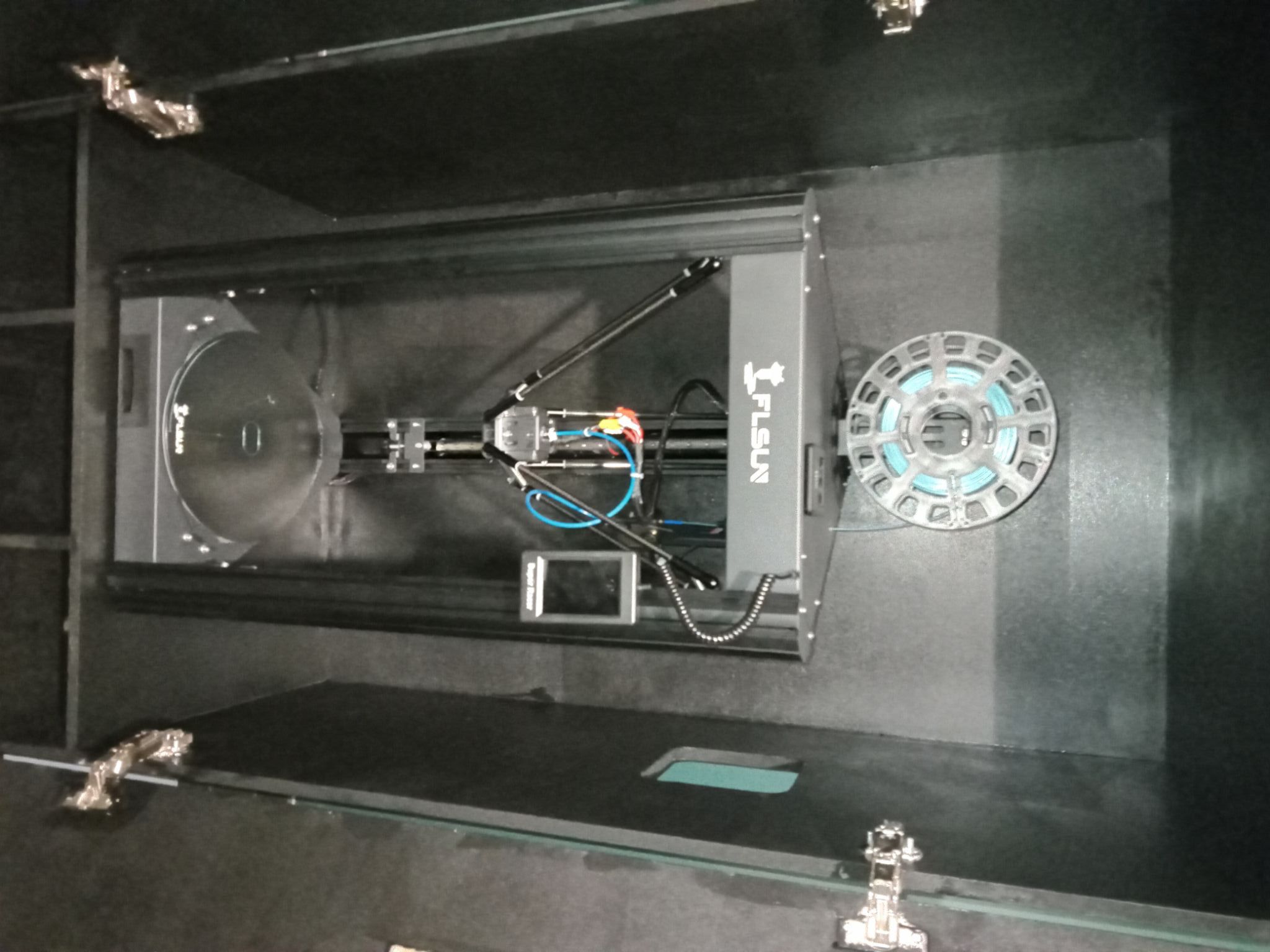
Bonjour à tous, Je viens de recevoir la bête, je testerais ça ce week-end et ferais un retour sur l'utilisation. Merci encore à @LesImprimantes3D.fr et @longer pour le concours. Montage effectué, on testera ce week-end au calme C'est très grand en encombrement


 6 points
6 points -
Premier print avec le LGX Lite et le Rapido Hotend en buse 1.2mm. 0.32mm de hauteur de couche.

 4 points
4 points -
Je n'ai jamais réussi à la régler, j'ai tout démonté, tout remonté (mais il reste des pièces, elle ne doivent pas servir) tout re réglé, c'est parfait puisque j'ai tout vu dans tumétro et je suis maintenant un expert en réglage de firmaware ... Mais ça ne marche pas, quand même une machine à 10,50 € ça devrait marcher tout seul et sans avoir à se triturer le neurone (non ce n'est pas sale ) Je pense que je vais la renvoyer au fournisseur (ou bien je vais racheter le fournisseur comme ça j'aurai un sav pour moi tout seul) Et surtout je n'ai surtout pas écouté tout vos conseils, parce que il y en a trop et que l'écran n'est pas à côté de la machine, le temps d'y aller et de revenir, j'ai tout oublié. Mais qu'est-ce que je fais ici moi ? C'est qui ces hommes en blanc ? Non lâchez moi, je vais bien, tout va bien. . . .3 points
-
Bonjour, J'ai découvert l'impression 3D à Noel, et dire que c'était un cadeau pour mon fils ! J'ai presque honte de passer mon temps à jouer avec son imprimante. J'aime bien bricoler, l'informatique la domotique donc autant dire que l'impression 3D me comble . J'ai rencontré pas mal de problème au début mais qui sont des problèmes courant au final : pb d'accroche, pb de nivellement, manque de support de rétractation etc... Aujourd'hui elle fonctionne très bien grâce aux astuces et conseils trouvés sur les forums et vidéos et la qualité est au rendez vous que ce soit en PLA ou TPU. Il me reste encore quelques points comme le détecteur de filament que je ne vois pas comment raccorder mais je ferai un post sur ce sujet pour ne pas polluer le post des présentations. J'espère également apporter mon modeste retour sur expérience si ca peu aider. Merci de m'avoir Lu3 points
-
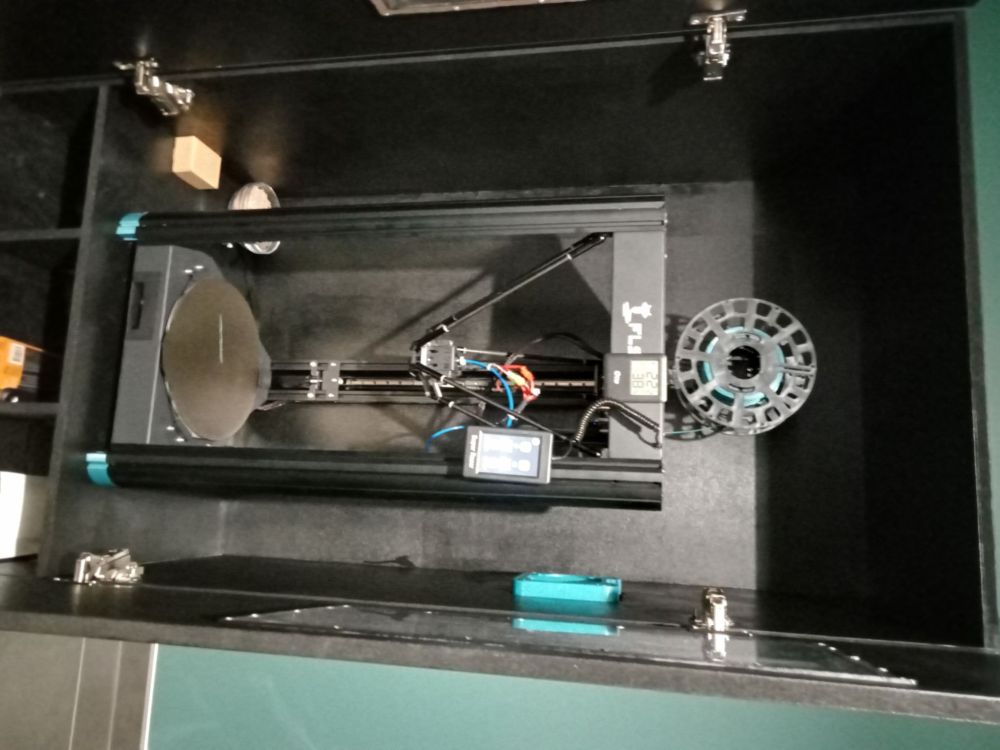
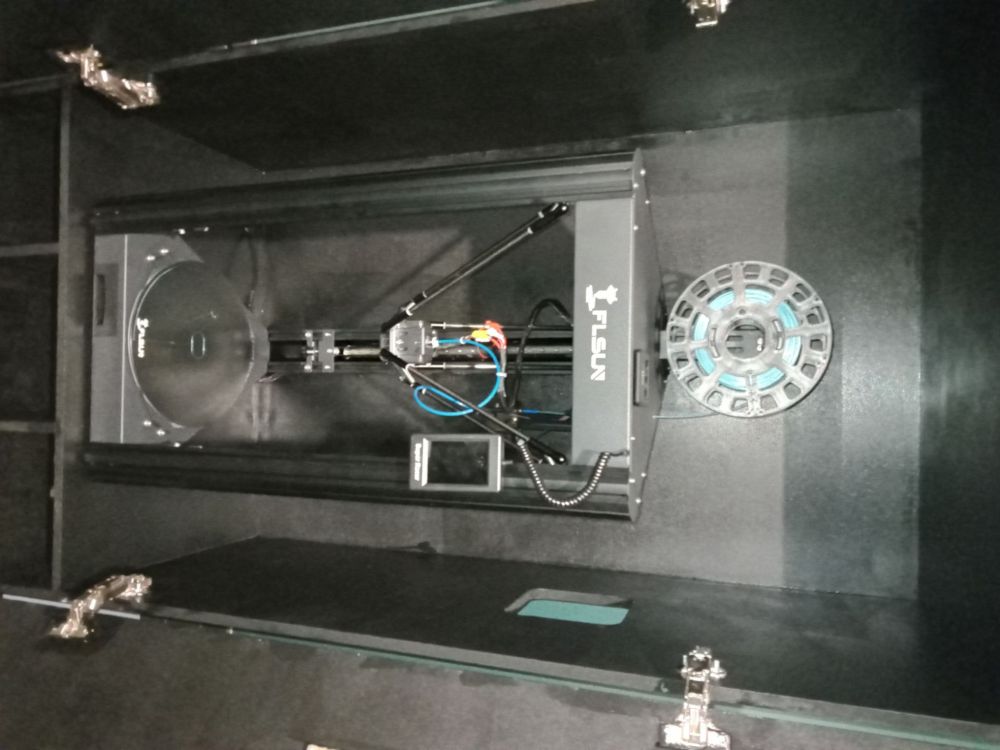
Ils sont fixés avec des vis (tous les 5cm) et du mastique antivibration. ce soir je pose un détecteur de fumée dedans, j'ai aussi posé un PEI sur le bed (merci @Motard Geekpour le lien) et je teste des cales de rehausse. j'ai posé à blanc le future filtre.

 2 points
2 points -
Salut, J'en ai installé récemment, et un chariot avait ..une bille en trop ....et ça ne fo n c tio n ne p as v ra im ent bie n. Une ou 2 billes en moins, ça passe, une en trop, ça bloque pas saccade. Dans un chariot MGN12H ( 45 mm), le numéro gagnant est : 33 billes par côté. Pour la lubrification, il est conseillé d'utilisé de l'huile à haute viscosité sur les rails horizontaux, et une graisse type Klüber TOPAS NCA 52 sur les montages verticaux. Par contre, il est fortement déconseillé d'utiliser des huiles ou graisses PTFE ou autres additifs , car les particules , aussi petites soient-elles , finissent, comme de mettre trop de graisse , par encrasser les roulements. * * je n'invente rien, ( j'en ai fait les frais ), l'info vient de Hiwin et NTN-SNR.2 points
-
Est-ce toi qui a fait le modèle ? Dans quel sens l'as tu imprimé ? Bon si c'est pour un buste et que tu as fait la modèle, peux tu rendre la face avant plane (le tour des verres) et essayer d'imprimer verres sur le plateau et branches en l'air. Si tu imprimes avec couche fines sauf la première (type 0.12, 0.16) avec tu PLA tu peux aller vers un angle pour les supports dans Cura de 71°, les branches pourraient passer sans support, bon après la finesse des branches pour que cela ne casse pas en route (Vitesse imp, diminuer vitesse paroi) ? Une bordure pourrait être utile pour que cela ne se décolle pas du plateau pendant l'impression des branches. adaptatif pas sûr que cela soit utile dans ton cas Si non, découpage impression des branches à plat, la partie avant si modèle non possible à plat, position face arrière sur le plateau où il y aura les défauts des supports mais qui se verront moins quand les lunnettes seront positionnées sur le buste. PS je n'ai pas la même machine que toi, je n'ai pas essayé de Sunlu argent, mais pour le PLA ou PLA+ sunlu je tourne entre 195 et 200 °C même si indiqué 210-230°. Pour le bed 55° mais la X2 a la réputation d'avoir un plateau avec une température non homogène.2 points
-
Je rejoins la position de @fvuichard, même si pour ma part je ne tenterais pas ce genre d'impression qui necessitera un post traitement important ...2 points
-
Déjà comment positionne tu ton objet sur le plateau? Pour eviter un max de support, il faut poser la partie tenant les verres vers le bas.2 points
-
tu as une photo et le(s) stl en cause ?2 points
-
Je me réponds à moi même...


 2 points
2 points -
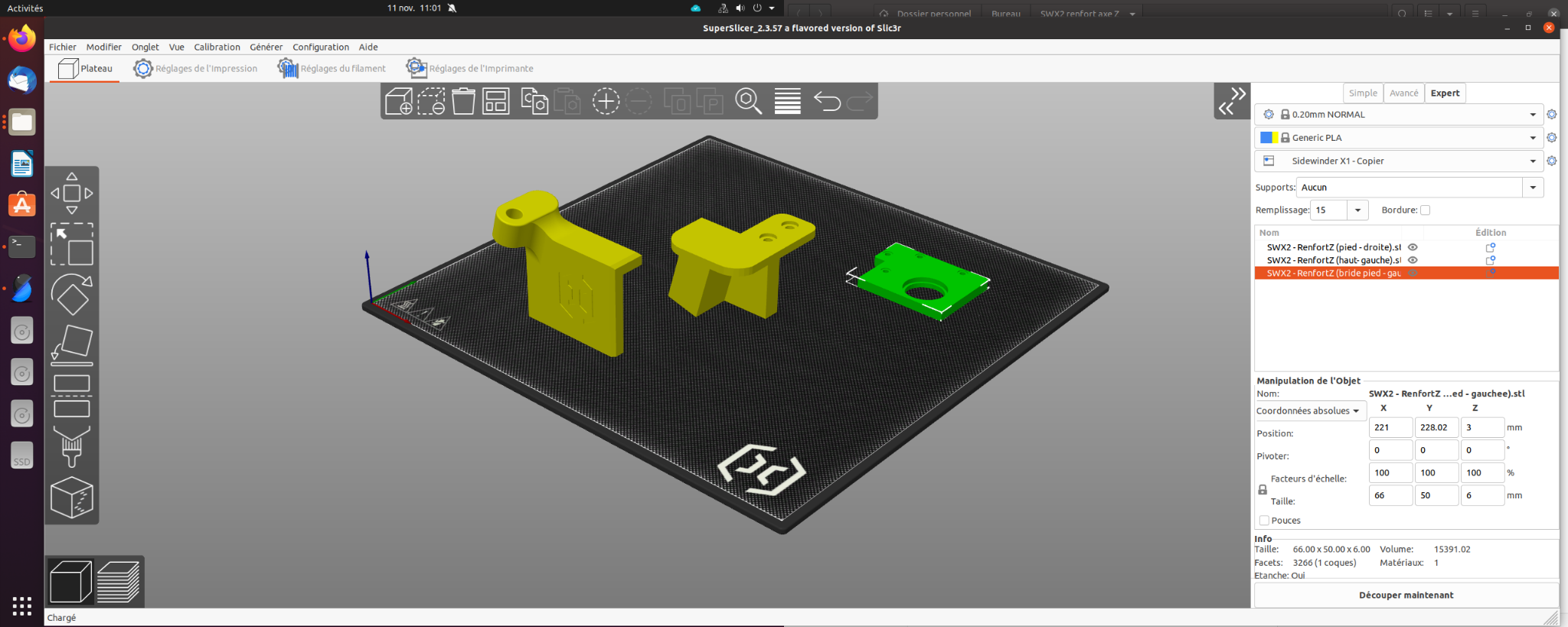
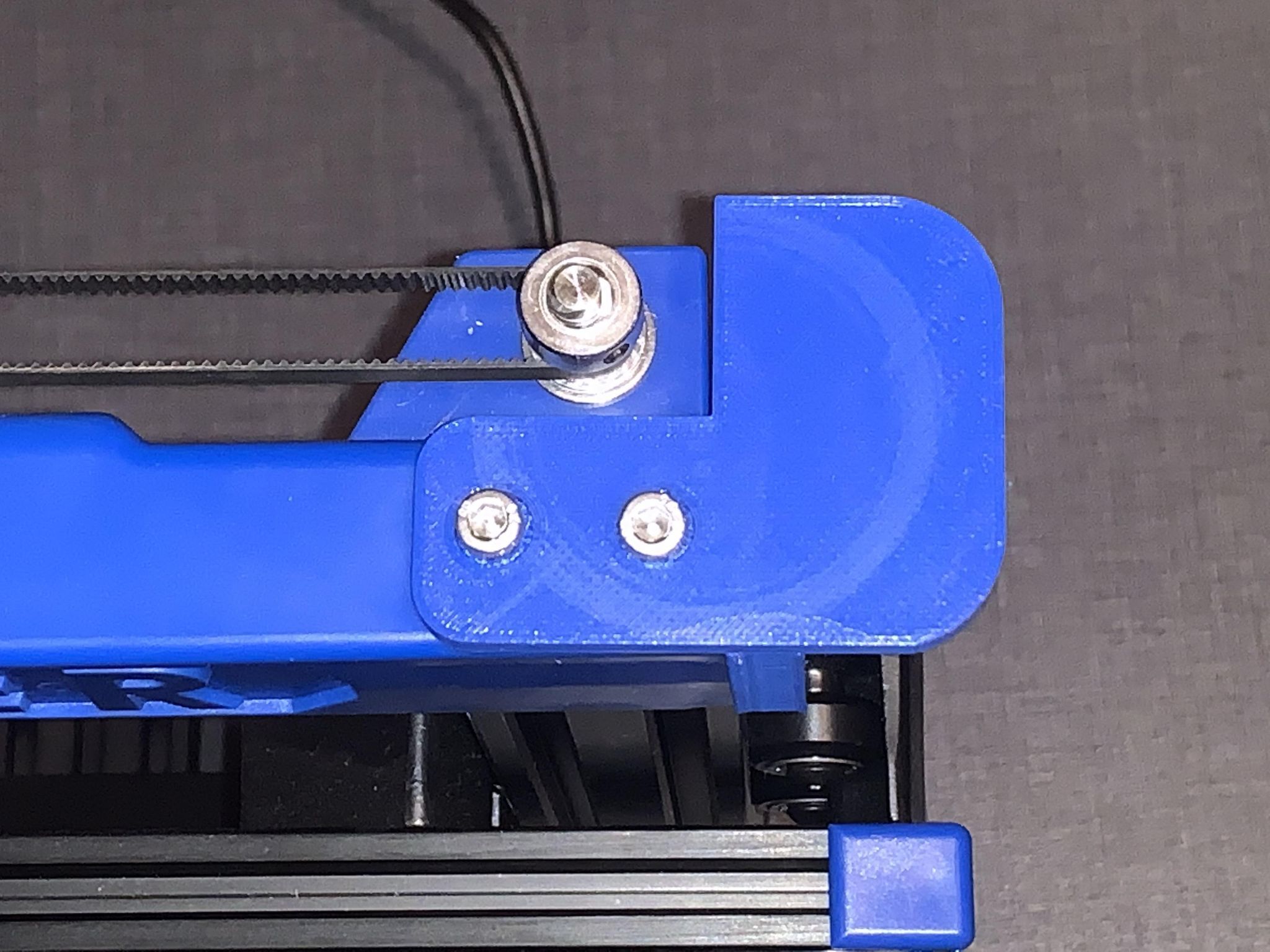
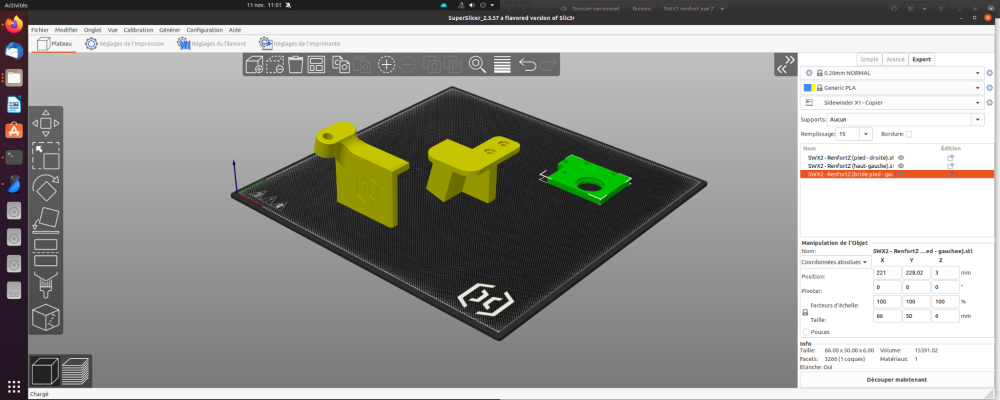
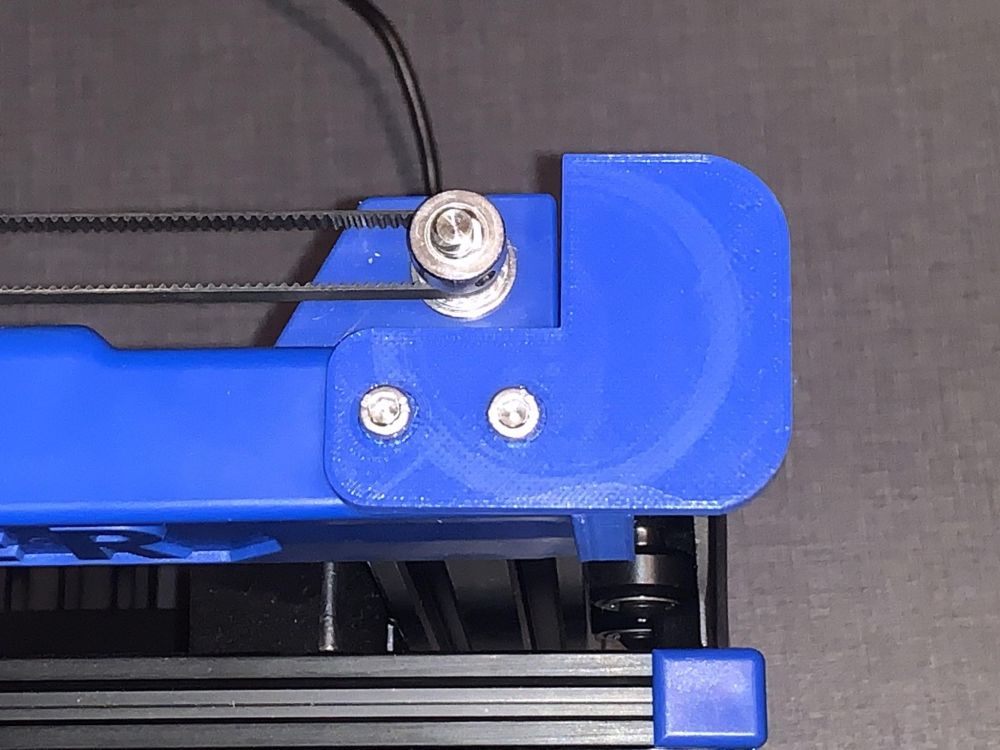
Hello, N’ayant pas trouvé de fichiers tout prêts, j'ai créé un pack comprenant les pieds venant d'ici les brides de pied venant du même endroit, que j'ai modifié les pièces du haut que j'ai entièrement dessiné SWX2 - Renfort axe Z.zip Matériel nécessaire pour le montage : 2 tiges M8 de 60 cm de longueur (mini 58 cm, maxi 65cm mais ça fait crade) 8 écrous M8 (éventuellement 6 nylstop et 2 normaux) 4 vis M5 x 12 ou plus - tête Allen (pour les pièces du haut) 6 vis M3 x 16 - tête Allen (pour fixer la bride sur le pied) 6 écrou à encastrer M3 carré 5.5 (pour fixer la bride sur le pied) 2 vis M3 x 12 ou plus (pour fixer la bride sur l'imprimante) Une visu des pièces d'un seul coté : Le bleu France de chez Arianaplast se marie très bien avec le bleu Artillery. Voici un tuto pour le montage Merci à @TonyNarko67 pour la réalisation de cette vidéo.
 1 point
1 point -
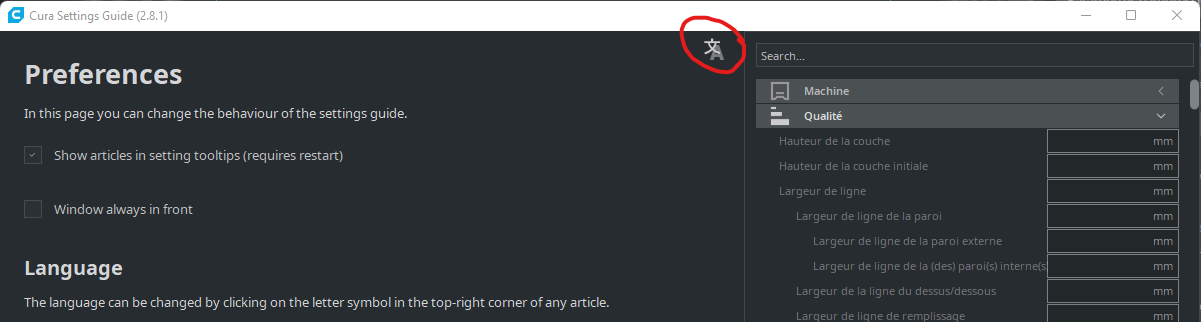
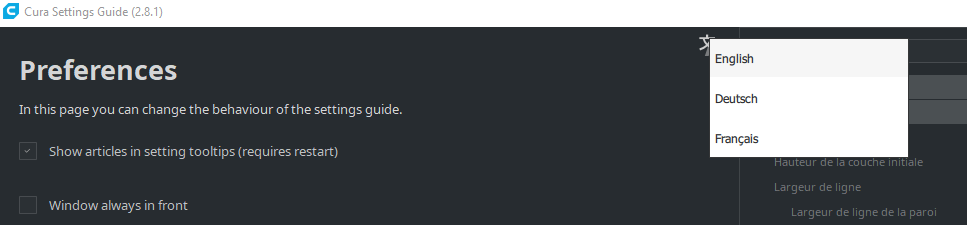
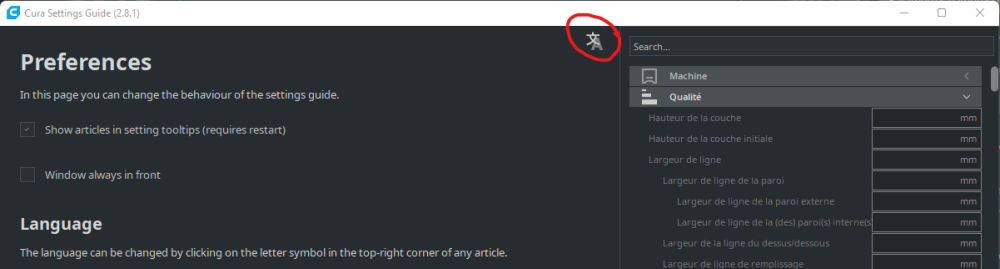
Bonjour à tous, Je voulais partager avec vous une petite manipulation afin de disposer de l'aide de Cura en Français. Avant tout, vous devrez avoir installé le plugin Settings Guide dans Cura Installation du plugin Pour cela, dans cura, cliquer sur Marché en ligne (en haut à droite) puis sélectionner Settings Guide puis cliquer sur Installer. Un redémarrage de Cura sera nécessaire afin que le plugin fonctionne. Vous avez maintenant l'accès à l'aide complète de CURA en Anglais par défaut. Configuration de la langue du plugin Si vous cliquer sur le menu Extension puis Settings Guide puis Préférences, vous pouvez voir que seul les langues Anglaise et Allemande sont "Disponible" Cela n'est pas tout à fait vrai, car la traduction en Français est bien installée. Toutefois celle-ci n'est pas activé. 1 - Fermer Cura 2 - Télécharger le fichier preferences.md 3 - Ouvrir un explorer et naviguer vers l'emplacement suivant : %appdata%\cura\4.13\plugins\SettingsGuide2\SettingsGuide2\resources\translations\fr_FR\about 4 - Copier le fichier preferences.md dans ce dossier. 5 - Ouvrir Cura, puis cliquer sur le menu Extension puis Settings Guide puis Préférences. Vous devriez maintenant avoir la possibilité de sélectionner la langue Française. Apres avoir un peut regardé différents aides sur les régalages, la traduction est plutôt bien réalisée (les termes techniques sont gardés) et peux aider certaines personnes qui débute ou qui ne sont pas à l'aise avec l'Anglais. J'espère que cela aidera certains d'entre vous.
 1 point
1 point -
Oui ****** **********, dis lui en MP lol.... Allez vite, une recherche sur FB et sur google vite vite... --- mise à jour --- Je ne sais pas si c'est toi, mais tu as raison de demander lol.... le premier résultat google est étonnant.1 point
-
Merci pour l'info.1 point
-
Si tu n'en veux plus, je veux bien t'en débarrasser gratuitement, bien sur je te paye les FDP...1 point
-
Bonjour, Deux petits tutos sur l'utilisation des masques en mode Sculpture dans Blender... Pour avoir des masques de bonne qualité et précis il faut que le maillage des objets concernés soit le plus fin possible, un remesh de 0.01 c'est bien... Premier tuto : il est possible de faire des extrusion en mode sculpture avec des masques... Deuxième Tuto la fonction Mask extract, qui peut entre autre aider à la création de vêtements assez rapidement...1 point
-
Merci beaucoup!! Je suis très surpris, d'autant plus que tu as un petit peu d'avance Contrairement à l'arrivée de la Jupiter! J'aurai aimé l'avoir pour Dimanche (le jour J donc) mais je ne serai pas étonné, maintenant, qu'il faille attendre ... Mars ... Et en même temps, c'est prévisible parce que les mecs ne vont pas envoyer que les 500 premières dans le monde entier. Je pense qu'ils vont directement faire partir les containers pleins et qu'on les recevra tous en tir groupé. J'avoue que, même si je m'impatiente, même si je rate des commandes de clients, c'est avant tout un prix que je suis content d'avoir eu en earlybird, donc, si il faut attendre encore, que je la reçoive en même temps que les autres, ça me va. Tant que c'est pour qu'elle soit fiable et qu'on n'ait pas de problème à la faire tourner H24 dès la réception.1 point
-
Beau travail, félicitations !! Tu as intégré tes verres/plexi en feuillure avec parcloses ?1 point
-
il faut : MGN12H 550mm Tu peux les trouver sur Amazon (avantage de retour sous 30 jours si pas satisfait en PRImE) et après :Aliexpress La meilleure marque : HIWIN c'est le top, comme le vrai Bondtech et pis, y'a les clones (tout comme les clones bondtech) : ne pas oublier de mentionner l'option H dans la commande !!! Rail linéaire Miniature MGN12: 3 pièces MGN12 550mm + 3 pièces bloc MGN12C/MGN12H pour axe X Y Z pièces d'imprimante 3d | AliExpress1 point
-
J'attends le filtre qui sera dans l'ouverture à droite et les tuyaux pour le système d'air frais. Ensuite l'isolation phonique et l'étanchéité de la porte.1 point
-
@artemis regarde ici , je ne sais pas si tu y trouveras ton bonheur, mais ça vaut le coup de regardé.1 point
-
j'ai mis +33 sur l'axe du y et c'est parfait1 point
-
Je rajouterais que tu dois avoir un problème d'ecrasement de ta premiere couche sur le plateau. Ta buse doit être trop près. J'ai aussi un plateau PEI texturé et je n'ai jamais eu de reste collé sur celui ci.1 point
-
en général les rails neufs sont enduits d'un truc collant qui ne sert qu'à les empêcher de rouiller, un démontage et un nettoyage complet à l'ipa permet de supprimer toutes les impuretés, ensuite un bon graissage avec de la graisse au lithium et tout est beaucoup mieux (c'est ce que je fais avec les rails neufs lors de leur arrivée et ça élimine tout les points durs, bon remettre les billes est parfois un peu pénible ...)1 point
-
Hello, Je me posais la question du prix de revient d'une même pièce imprimée selon les 2 procédés. Ca ne sert à rien puisque pour moi les impressions n'ont rien a voir mais bon par curiosité j'ai voulu faire le calcul. Je partage le constat global Je me base sur les données des slicers chuitubox et cura qui me semblent par expérience pas trop déconnants. J'ai déjà imprimé la pièce en question sur les 2 machines et globalement les temps d'impression sont pas trop mal intuités... Je ne prends pas en compte le prix des machines ni leur usure. Pièce: le classique Baby Groot, impression verticale, sans support hauteur 50mm, remplissage à 100% (OK c'est inutile mais on s’évite les écarts liés au remplissage comme ca) et qualité opti car l'idée a la fin c'est de peindre... FDM: anycubic i3 mega - Temps d'impression en 0.2mm: 1h - 3.79m de filament à 25€ la bobine de 1kg soit 330m = 0.303€ - puissance/cout elec: 300w pendant 1h a 0.15cts = 0.045€ (c'est peut être surévalué car je ne suis pas sur que l'imprimante consomme 300W en continu) edit: pendant 1h a 0.2216cts = 0.06648€ coût global FDM: 0.35€ edit: 0.36948€ SLA: anycubic photon mono + wash and cure 2.0 - temps d'impression a 0.05mm : 3h et lavage/sechage 30mn - 9ml de résine à 35€ le kilo (densité 1.1g/kg = 0.9L/kg) = 0.315€ - puissance/cout elec: 60W pendant 3h a 0.15cts = 0.027€ + lavage/séchage 50W pendant 30mn a 0.15cts = 0.00375€ (pour le principe) edit: pendant 3h a 0.2216cts + ...; pendant 30mn à 0.2216cts = 0.0398€ + 0.00554€ - je compte aussi l'isopropanol (15L acheté pour 65€) pour le moment j'ai 2 bacs de 1.5L que j'utilise pour le nettoyage.Je pense que je peux faire aisément une 40aine de figurines de ce type avant de devoir changer l'IPA donc en gros 0.325€ d'IPA pour le nettoyage du Groot. coût global SLA: 0.67€ edit: 0.7352€ Donc pour une seule pièce on va dire que c'est 2 fois plus cher en résine qu'en PLA par contre la qualité n'a rien à voir et pour moi l'écart de coût est largement compensé par la différence de qualité quand on fait des figurines... Evidemment pour de la pièce plus "mécanique" je ne lâcherai jamais ma FDM . Le calcul n'est pas parfait, je serais curieux de faire réellement le test avec un économètre sur les prises. Apres on peut discuter des puissances, des temps... mais la conso elec est d'ordre 2 par rapport au prix de la matière pour une pièce de ce type. Pour conclure, en photo le résultat final en résine après une petite mise en peinture. manu
 1 point
1 point -
Oui tu as raison, j'ai pris les Tarifs applicables au 01/22 TTC depuis le site EDF (mais dans ce TTC il n'y a que les 20% associés a la consommation) ce n'est pas exactement ce qui est facturé. Le raccourci est un peu optimiste Par taxes que j'oublies tu dois certainement parler de TICFE, TCFE, CTA et tout le tralala... et en effet ce n'est pas négligeable. Donc pour la partie taxes et contributions CTA = que sur l'abonnement => non pris en compte car tu as besoin d’électricité chez toi... avec ou sans imprimante TICFE: 0.02592€/kwh ==> ok on rajoute ca dans le calcul et faut rajouter 20% de TVA TCFE 2022: plafonnée a 0.00663€/kwh ==> ok on rajoute ça dans le calcul en prenant le plafond et faut rajouter 20% de TVA TVA: 20% sur TCFE et TICFE, 5% sur abonnement mais là encore on s'en fout cf remarque sur CTA... Ce qui fait passer les HP en 9Kva a 0.22116 ald 0.1821 et les HC en 9Kva a 0.17506 ald 0.1360 Ca change pas la face du monde sur le baby groot mais je corrige... qu'on ait quand même pas eu tous ces échanges pour rien!! manu1 point
-
super beau1 point
-
j'avais remarqué que la bobine ne tournait pas bien, de plus j'avais monté des galets plastique plus large sur les roulements qui supportent la bobine, car la bobine est très étroite et bien pleine et quand le fil rentre dans le capteur on est loin d'être tangent et le fil se courbe et comme il est rugueux j'avais peur que l'extrudeur force. Quand la bobine sera plus qu'à moitié pleine ça devrait mieux se passer. là j'ai remonté le capteur, remis du PLA normal et suis entrain de tester la buse de 0.8 pour des pièces avec de la surface à remplir : gros gains de temps. https://www.thingiverse.com/thing:52071761 point
-
J'ai bien dis "souvent" je fais une généralité pas une certitude et mal tendues veut dire mal tendues donc soit trop ou pas assez1 point
-
Pas facile effectivement de passer de la logique Marlin à celle de Klipper . Une fois l'adaptation faite, tu verras que ne plus avoir à compiler le firmware à chaque modification d'un paramètre est vraiment un gros plus (le firmware nécessite parfois d'être recompilé puis reflashé sur la carte mais tu t'en rends vite compte si cela doit être fait). Heureusement la documentation officielle est plutôt complète. Le Discord est également une bonne source mais l'information est dispersée dans plusieurs rubriques. Raison pour laquelle je préfère de loin le format d'un forum où c'est plus «structuré» (c'est mon avis et j'aime bien le donner (gratuitement en plus )). Un outil complémentaire, très pratique est le logiciel (en fait c'est un script bash ) kiauh. Avec lui les mises à jour du système, de Klipper et d'autres (Moonraker, Fluidd, Mainsail, Octoprint, …) devient un jeu d'enfant. Le tutoriel de @Nibb31excellent est malheureusement un peu daté, Klipper ayant évolué depuis, d'où l'importance de lire régulièrement cette page qui recense les modifications faites au fil des versions.1 point
-
je ne suis pas sur que les endstop soient ok en sortie, mais tu dois pouvoir inverser pb6 et pb7 pour le contrôle c'est juste le control_pin qui indique à klipper ce qu'il faut activer par exemple : sensor_pin: ^PB6 control_pin: PB7 tu dois aussi pouvoir utiliser une des innombrables sorties fan (attention à mettre la commande en 5v)1 point
-
Salut et bienvenue, L'essentiel pour une imprimante 3D c'est qu'elle fasse bonne impression ...1 point
-
Bonjour les amis, je suis nouveau dans le monde de la 3d, Je suis de Liège Belgique Je possède une ender 5 plus que ma femme nous à offert pour noël ainsi que une artillery hornet, et au parant que je possède toujours une vieille capricieuse vertex k8400 qui à eu beaucoup de problème à fonctionner et c'est un collègue que je remercie énormément qui a corrigé beaucoup de choses dessus, elle je la garde pour faire un plotter pour ma fille qui à l'air de porté beaucoup d'attention a c'est machine donc pourquoi pas commencé jeune 10ans !!! De formation et de travaille je suis tourneur fraiseur ajusteur sur machines conventionnel, Et dans un petit futur je compte prendre une Artillery sdiwender 2 et une Elegoo mars 3 pour de la résine faire des figurines surtout de Harry potter car ma fille fait la collection et nous rend chèvre avec !!!!! si vous avez des enfants vous s'avez de ce que je parle voila en grosses ligne, Merci bien à vous1 point
-
Belle bête1 point
-
tu peux essayer de brancher le controlpin sur un autre pin pour être sur.1 point
-
Salut Nox, Merci pour ces conseils, chose faite, c'était la carte SD, je suis passé au firmware v1.3 flsun. Oui il est bcp moins bruyant à 30mm/s. C'est un plaisir de voir tourner cette imprimante.1 point
-
C'est vraisemblablement ton modèle qui est en cause. Regarde si tu en trouve un autre similaire ...1 point
-
En tout cas cela ne résout pas le souci de Tatane... euh pardon Savate, il n'ose même plus poster sur son sujet le pauvre (ou alors il a trouvé la solution et ne veux pas la partager) Donne nous les paramètres d'impression peut être que le souci vient de la, une imprimante (surtout femelle) si elle n'est pas chaude, tu ne peut rien y introduire, donne nous sa température pour voir si elle convient à ce que tu veux lui mettre dedans.1 point
-
Si tu as suivi le schéma indiqué au dessus, tout est ok les pins PB6 et ^PB7 sont les bons (vérifie quand même que côté bltouch les fils soient dans le bon ordre, parfois les couleurs sont bonnes, mais pas au bon endroit ...)1 point
-
La première config a l'air bien. tu as regardé là (surtout la partie endstop_pin) : BL-Touch - Klipper documentation (klipper3d.org)1 point
-
Merci @Savate pour ce post tu m'a régalé J'ai pas fini de lire donc, je remonte savourer ça1 point
-
Tu peux même les imprimer en TPU ...1 point
-
Quand on veut une accroche moins forte sur le PEI il faut utiliser le texturé (le lisse accroche plus) et si nécessaire remonter légèrement le z-offset1 point
-
pour ma part , après avoir gouter au PEI lisse je ne reviendrais plus en arrière !! les première couche son tout le temps très bonne et aucun warping! le pla ce décolle très bien. par contre pour le flex obliger de mettre une sous couche, (scotch, baton de colle ...) sinon c'est impossible a décoller.1 point
-
ENERGTIC c'est la boutique et ENERGETIC c'est les PEI (sauf si ils ont fait une faute dans le nom de la boutique ENERGTIC 3D Store) https://energetic3d.fr.aliexpress.com/store/4542004?spm=a2g0o.detail.100005.1.6fb244c3l8G9wT1 point
-
J'ai un plateau en verre trempé de chez Creality fixé avec des petites épingles plates. Il me parait bien plan. L'adhérence me parait très correcte; j'apprécie que lorsqu'il a refroidi , les pièces se détachent toutes seules @Ironblueje pense que tu voulais écrire ENERGETIC1 point
-
Les PEI sont aussi très bien (enfin celui que j'ai , les autres j'en sais rien), en lisse ou texturé (cela dépend avec quel matière tu imprime), le texturé est un peu plus chiant à régler. La marque ENERGTIC sur aliex est très bien.1 point
-
moi j'utilise des bed magnétique, j'en ai acheté 2 comme ça je peux les changer suivant que j'imprime du PLA ou du PETG (le PETG ayant tendance à plus marquer je garde un "propre" pour le PLA) https://www.amazon.fr/gp/product/B07GXJNK38/ref=ppx_yo_dt_b_search_asin_title?ie=UTF8&psc=1 ou https://www.amazon.fr/gp/product/B07QQN8NXP/ref=ppx_yo_dt_b_search_asin_title?ie=UTF8&psc=11 point
-
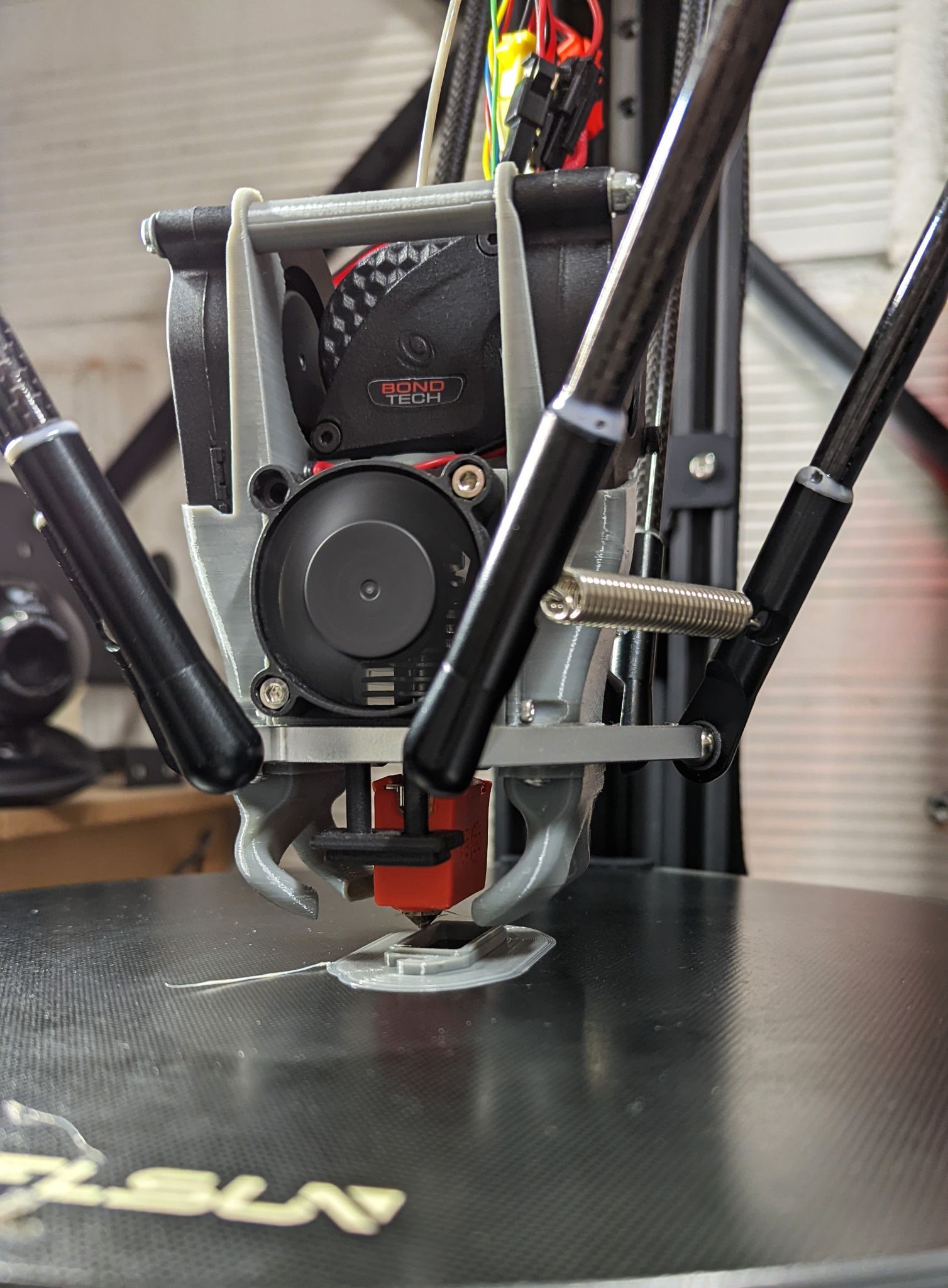
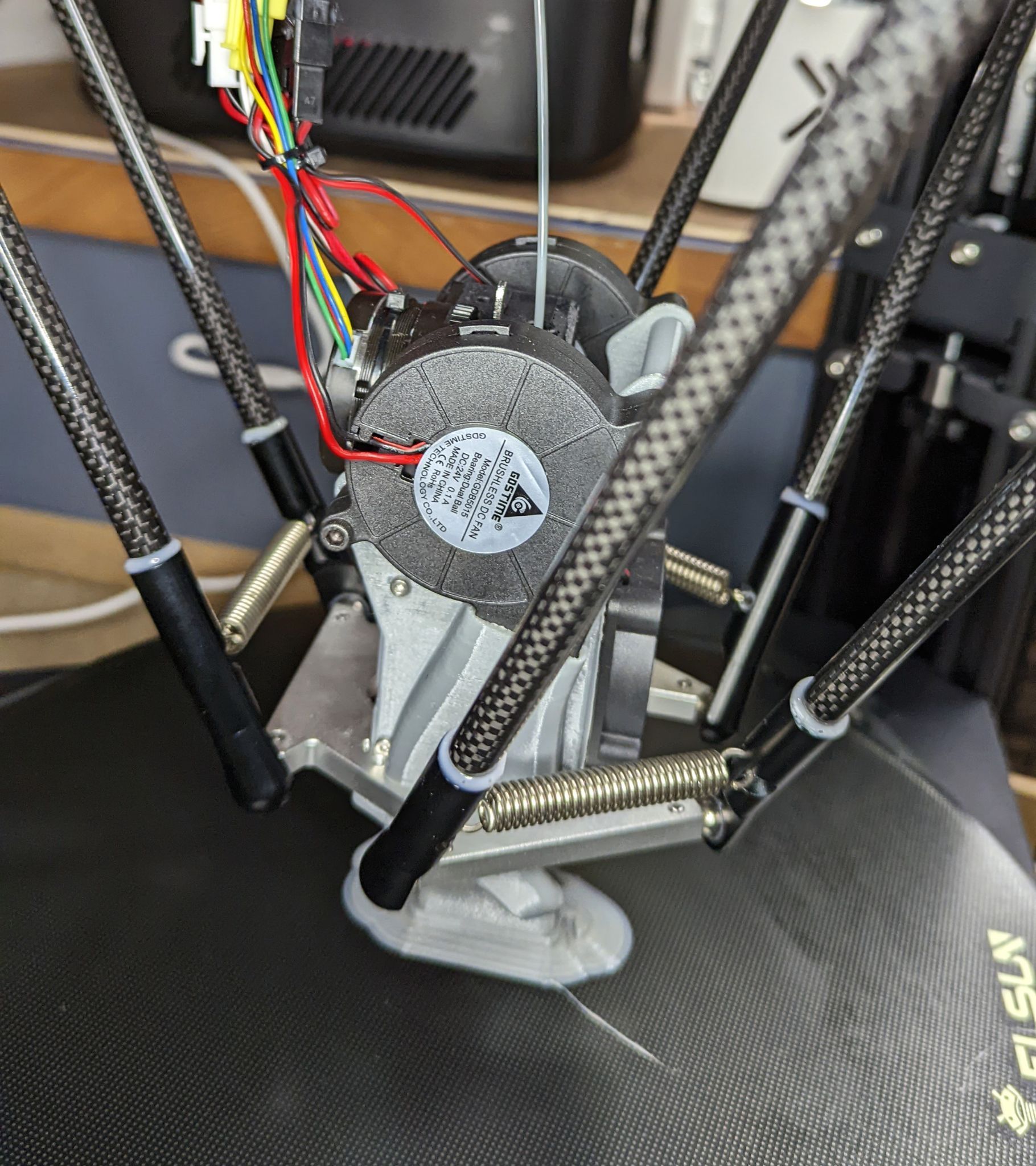
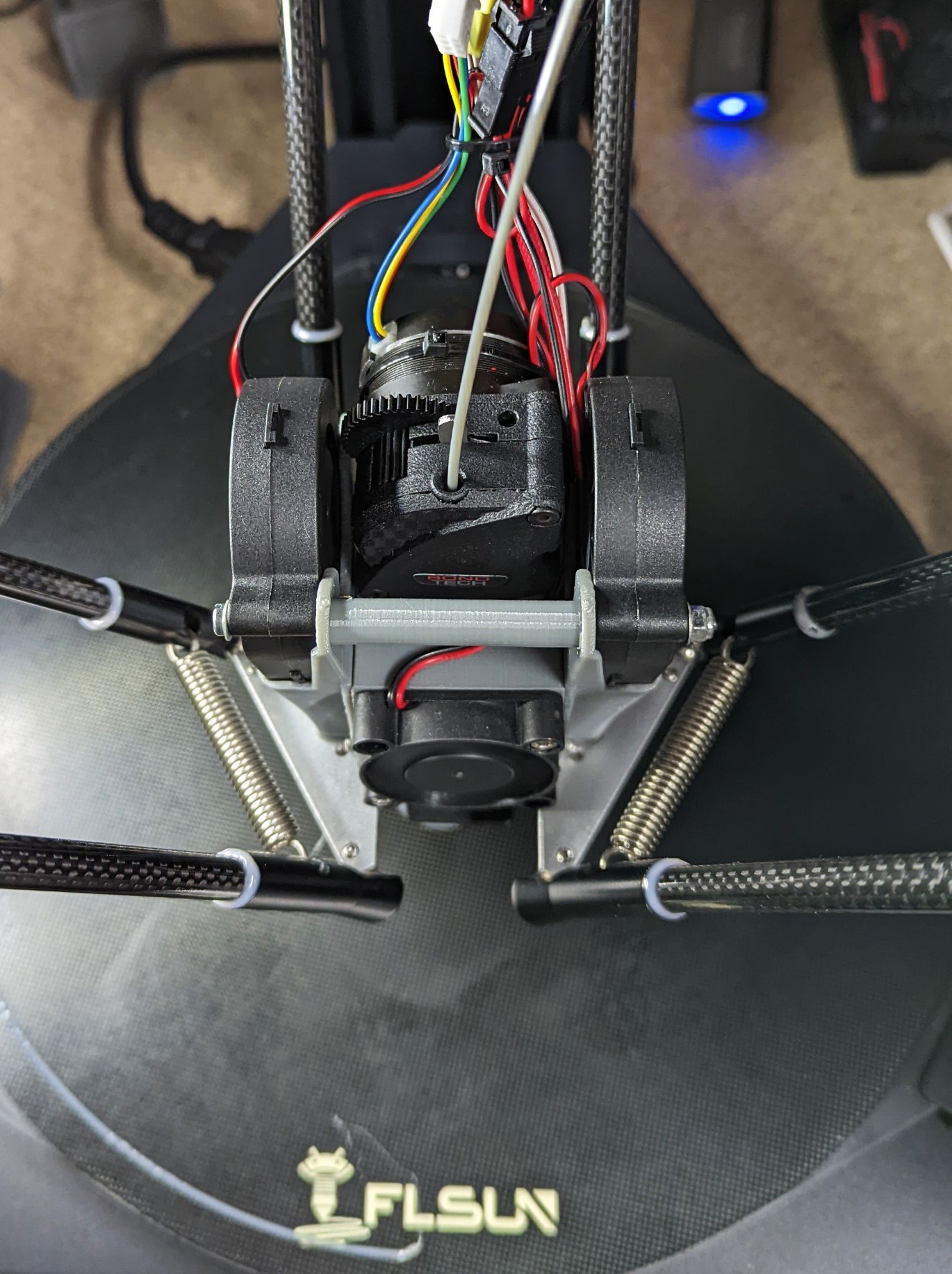
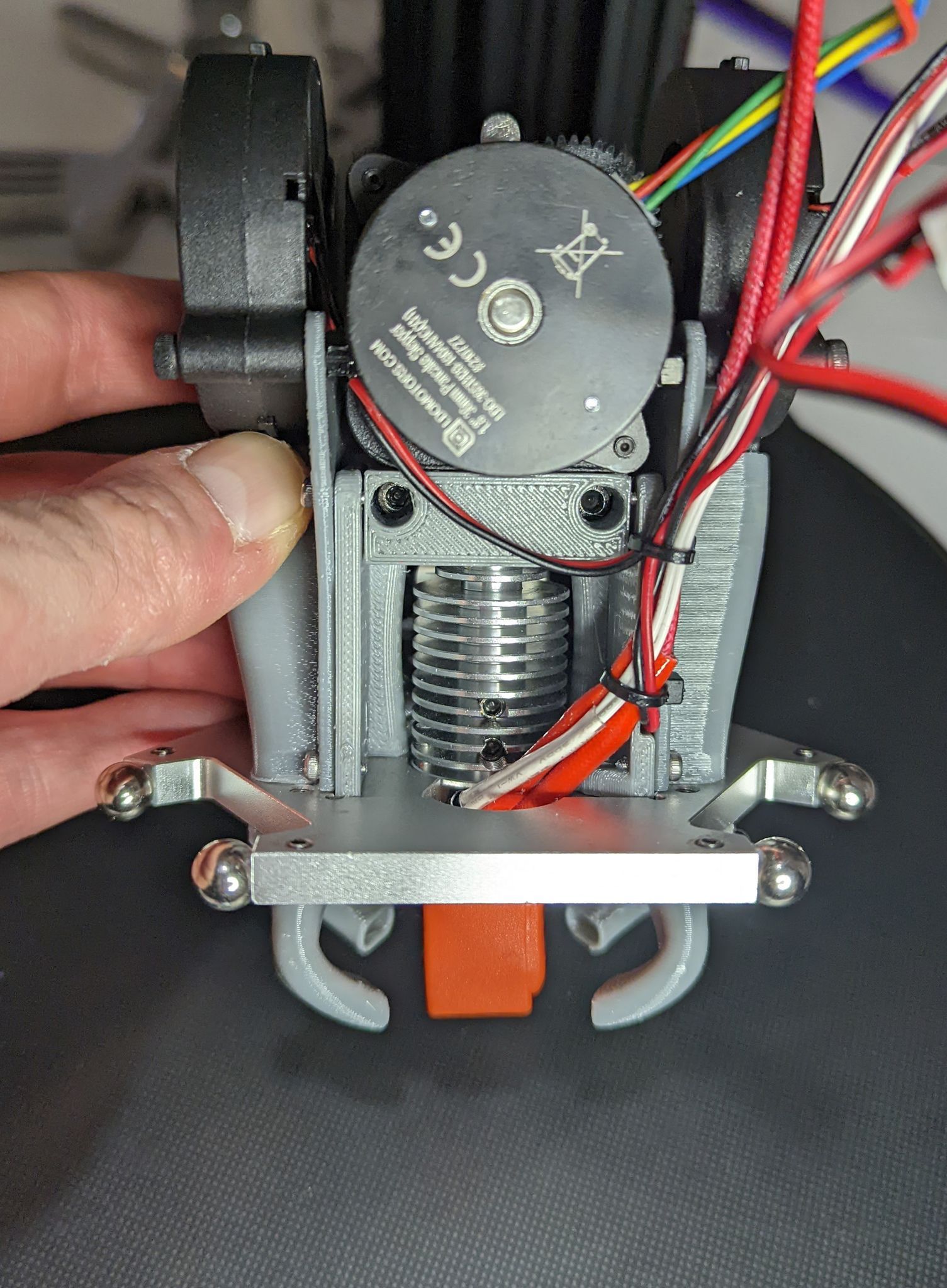
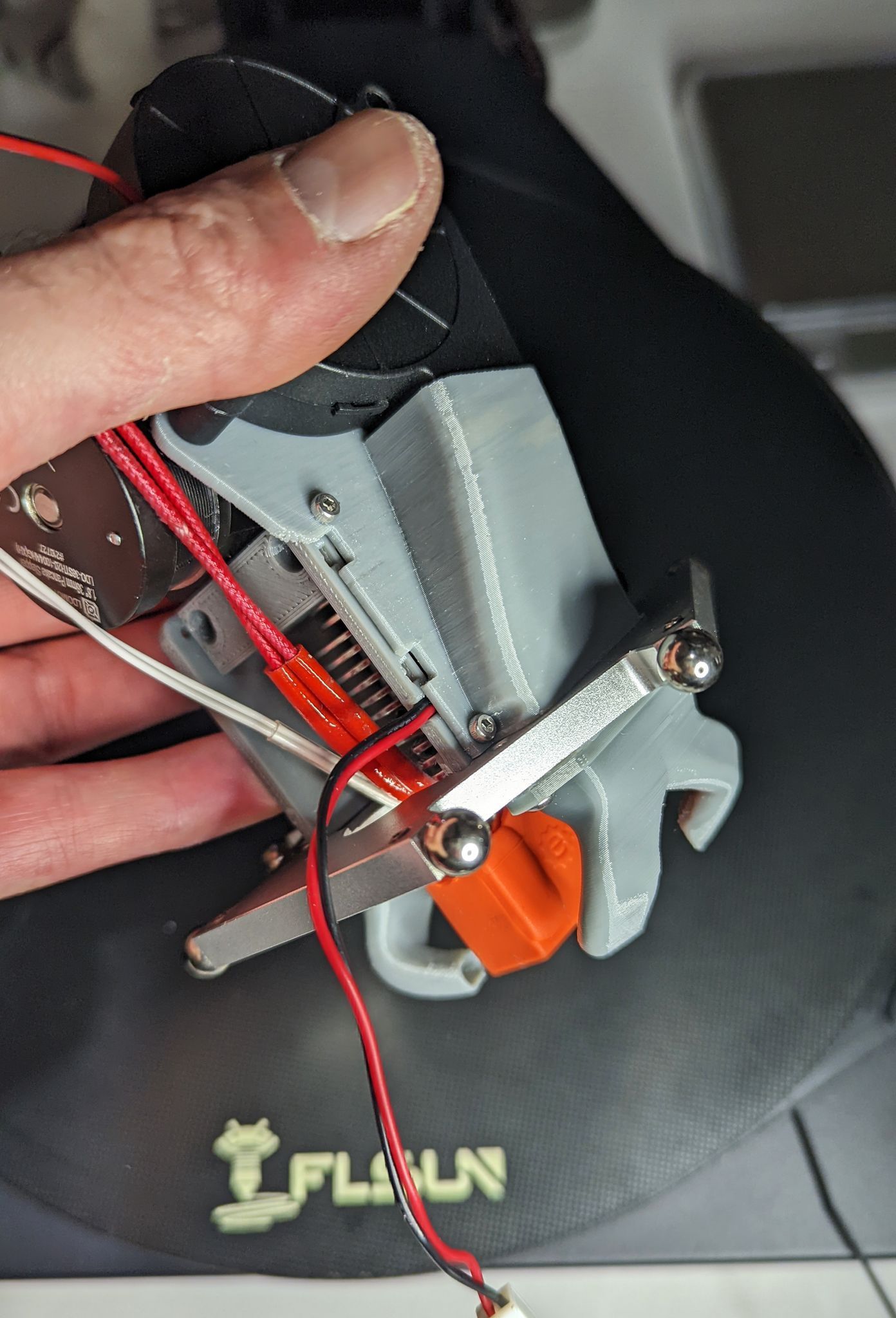
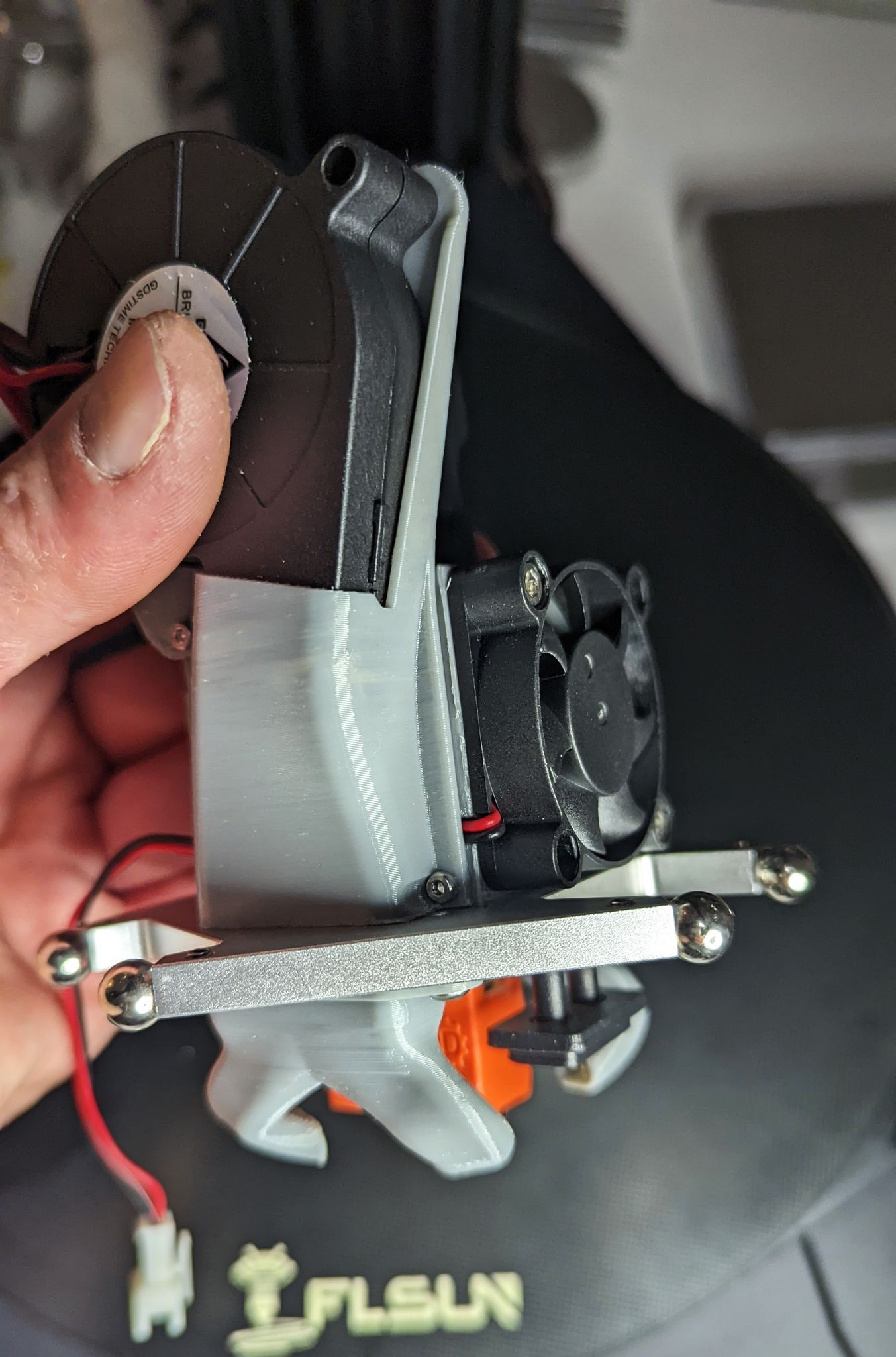
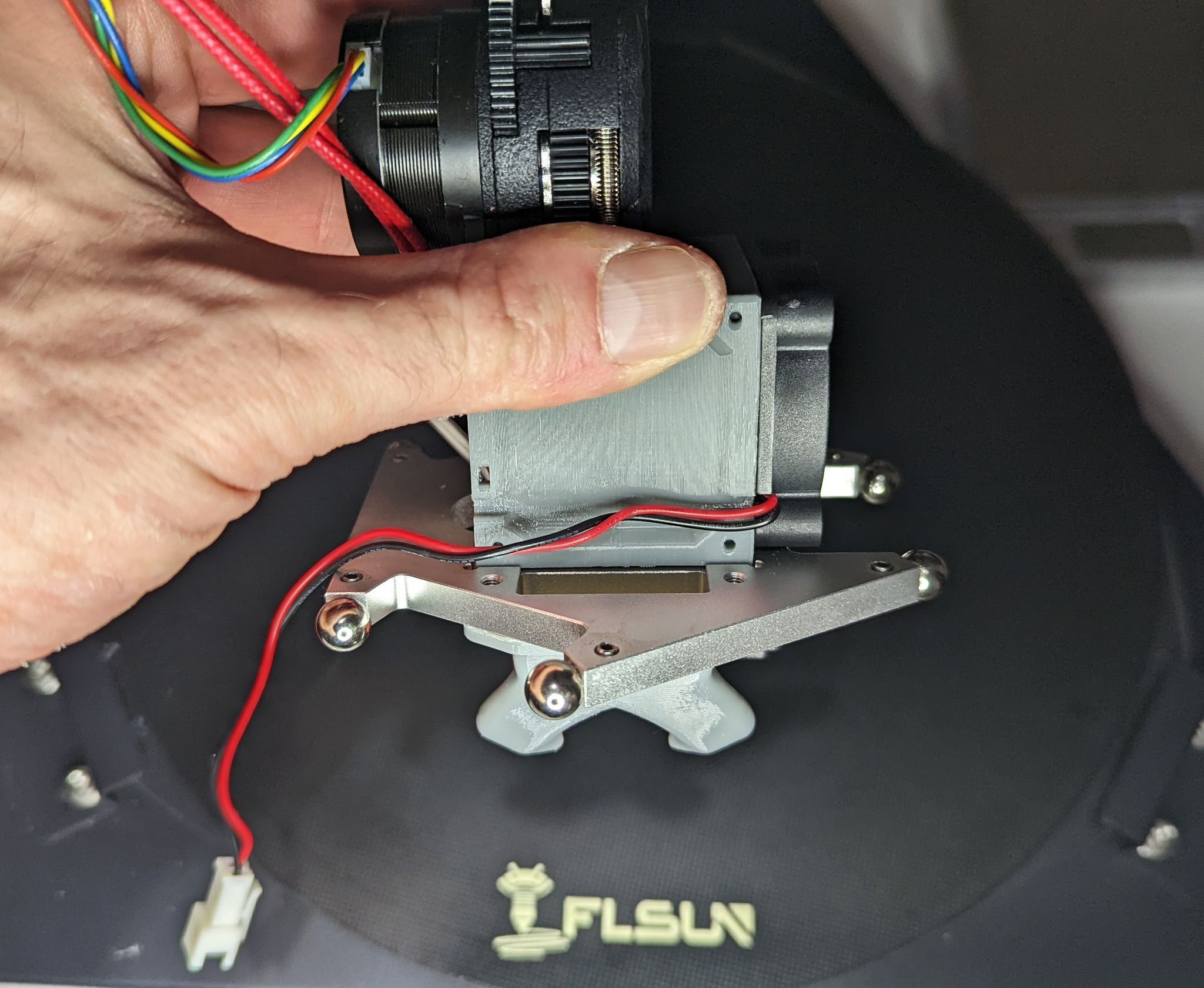
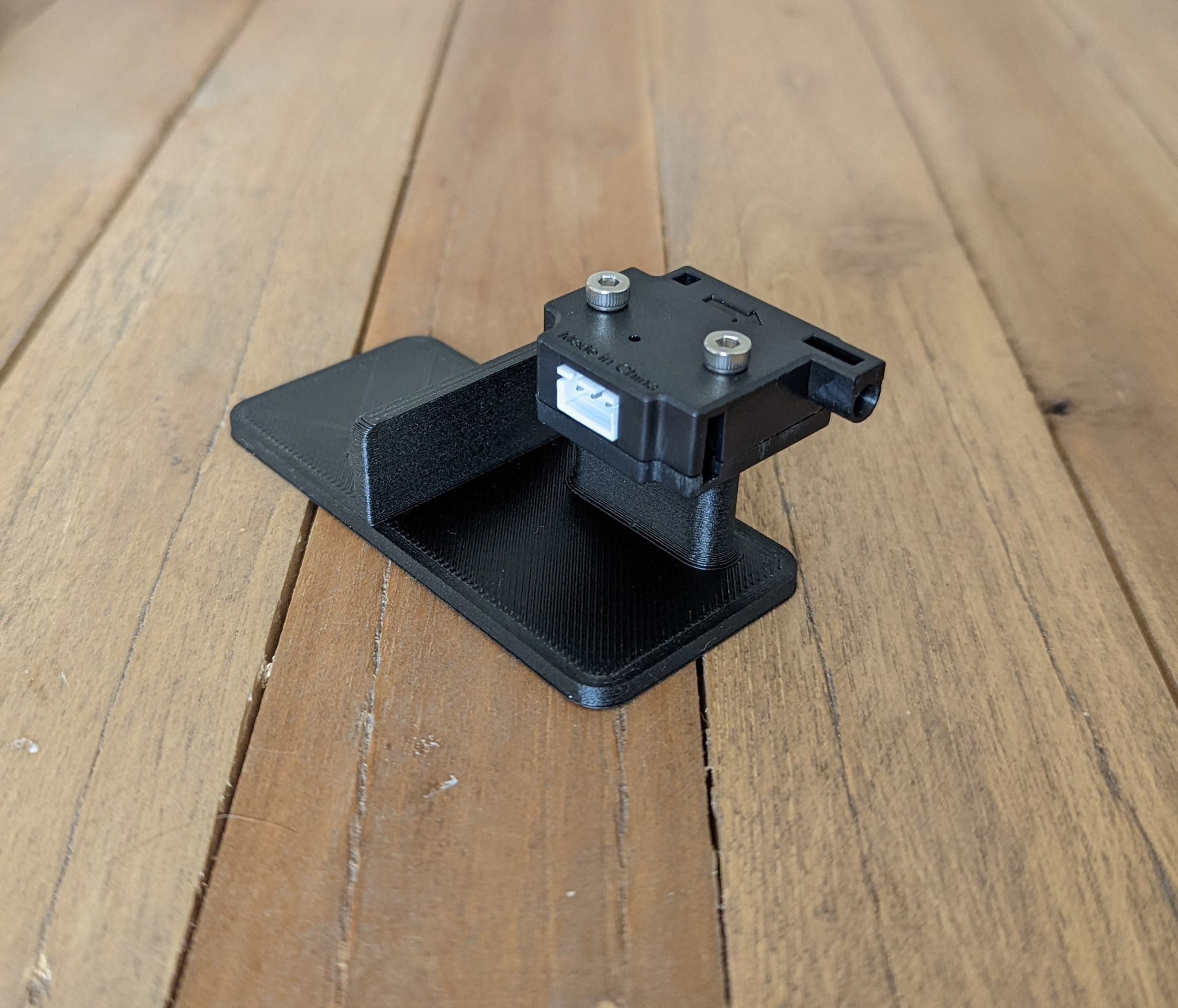
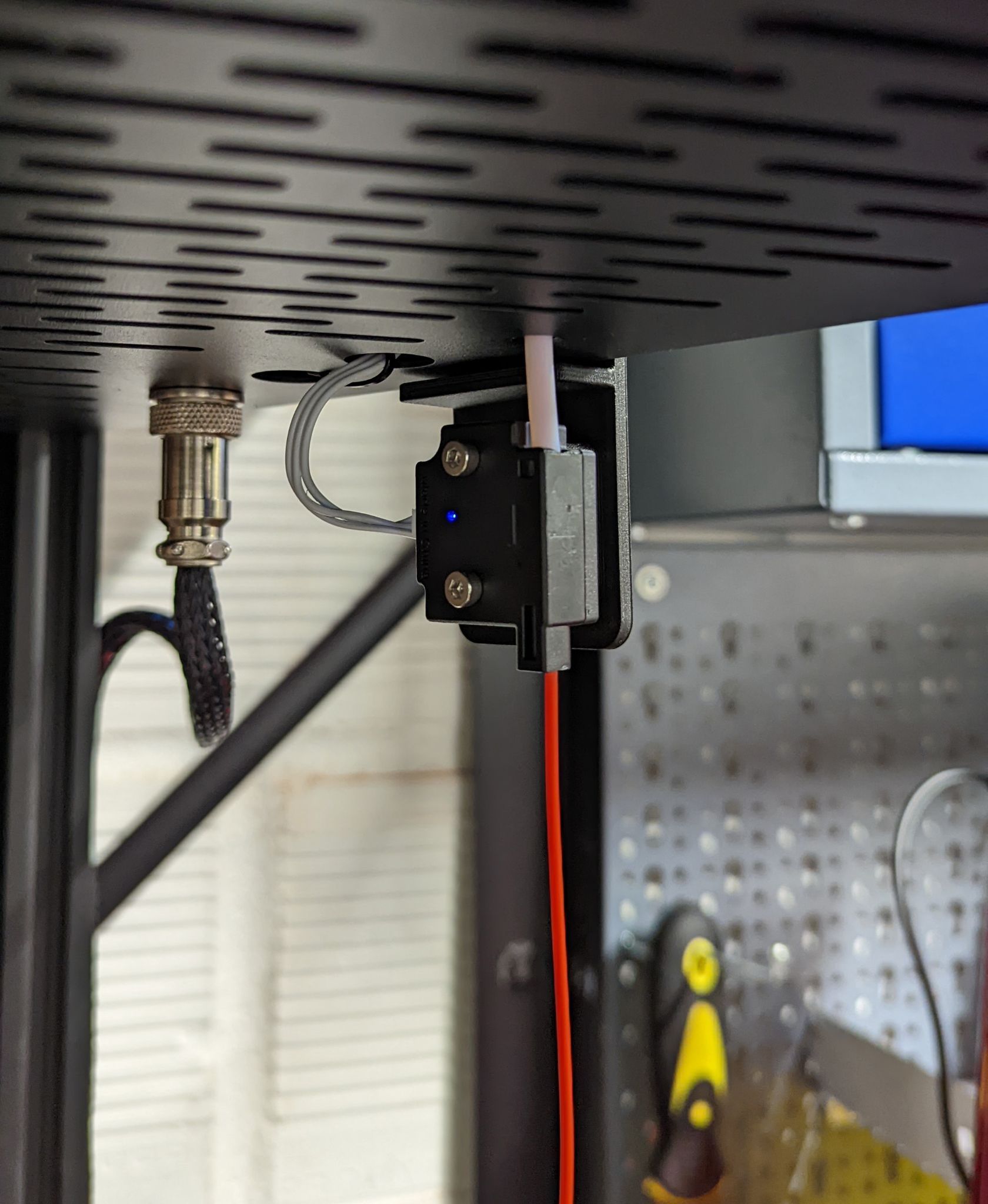
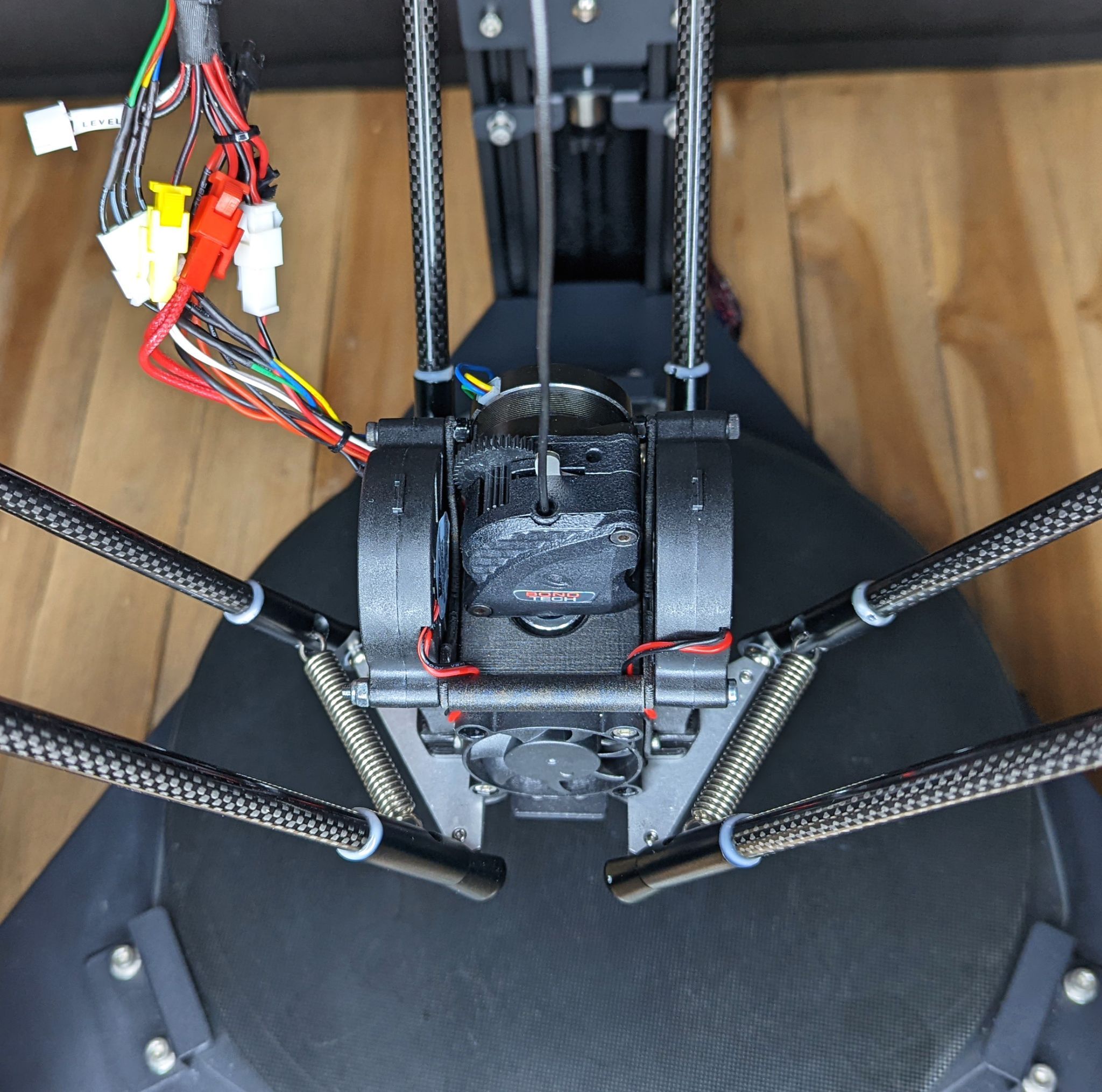
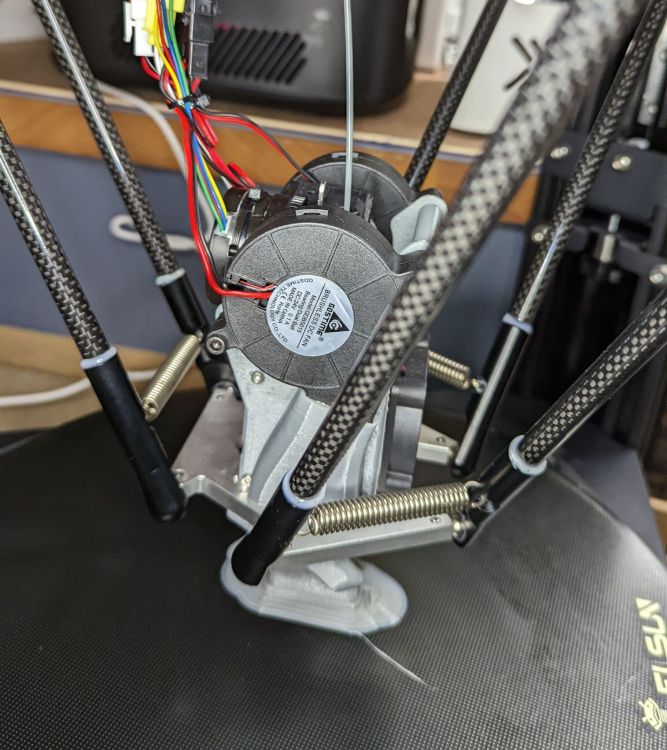
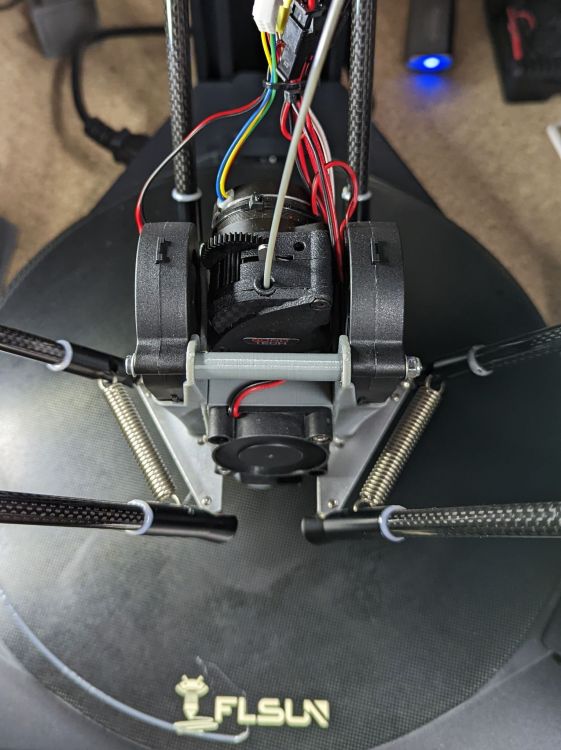
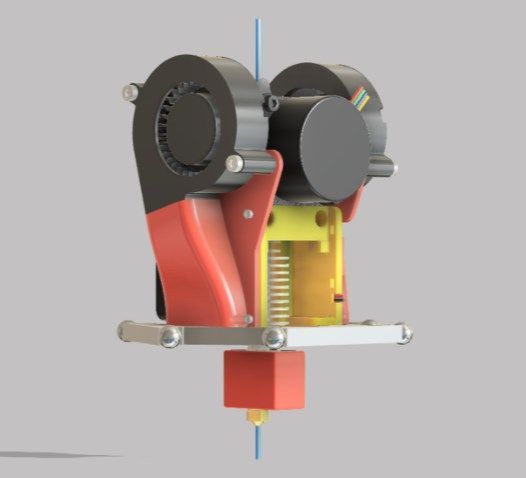
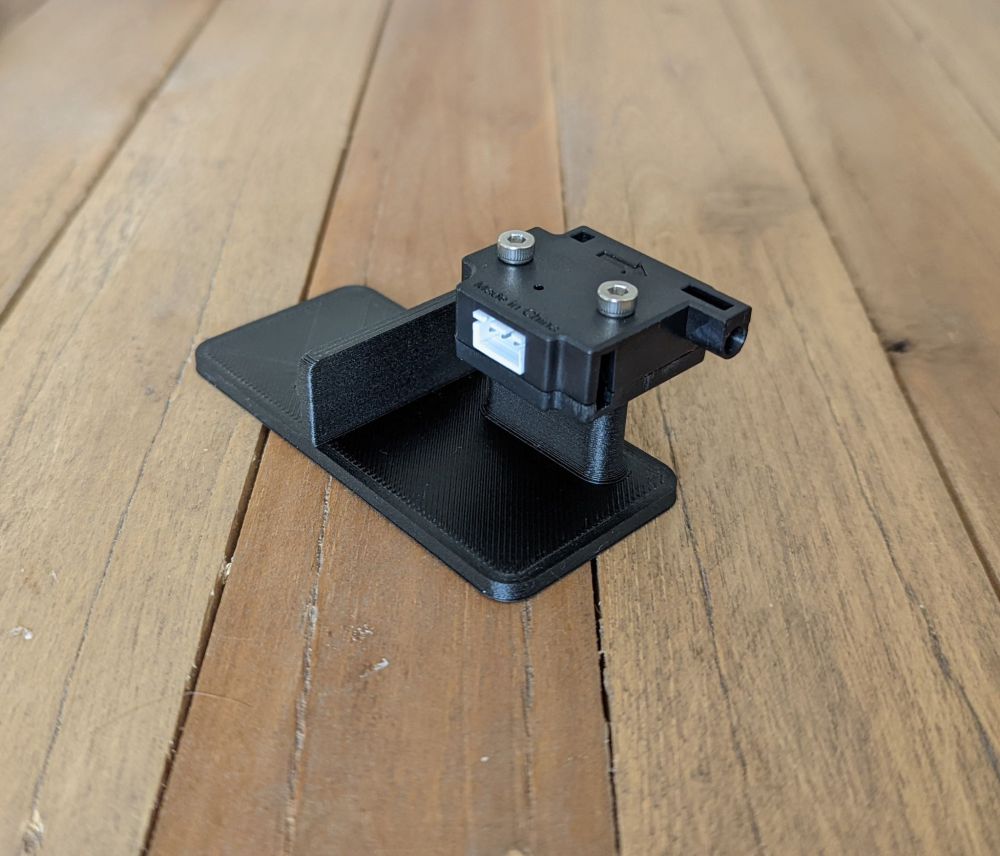
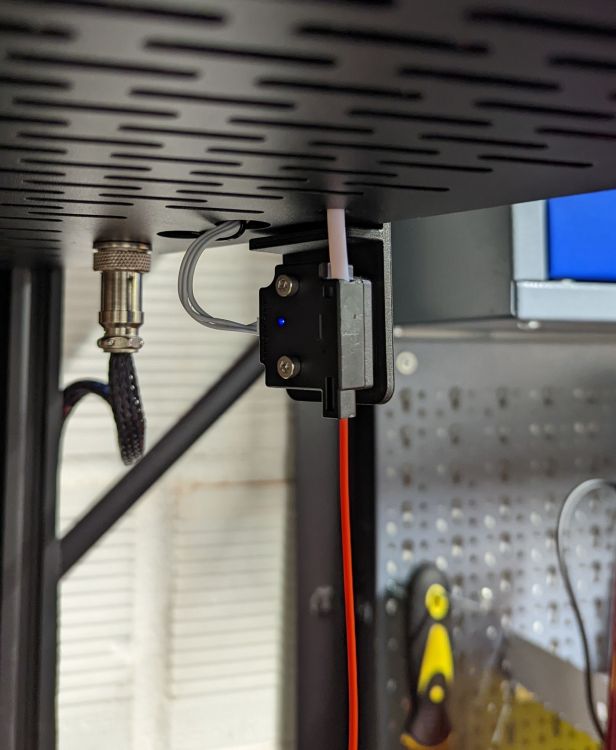
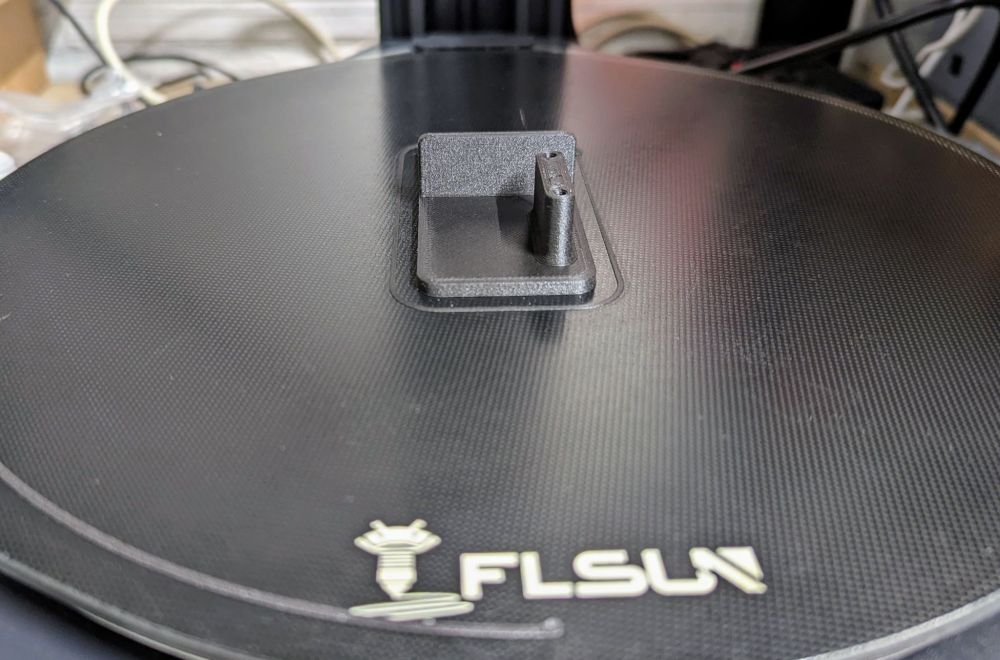
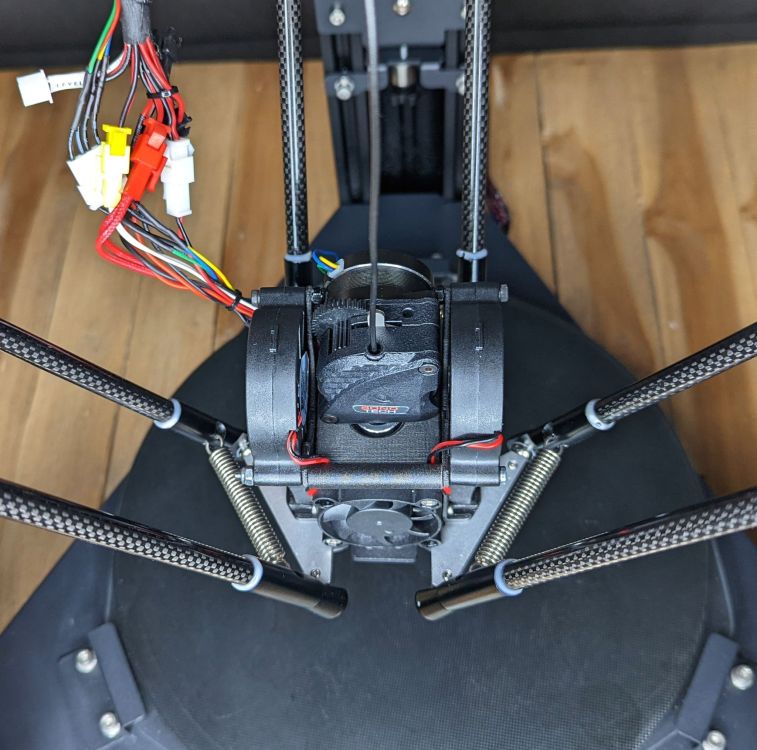
Quelques photos de ma tête avec toutes ses upgrades L'housing : https://www.thingiverse.com/thing:4938853 Les supports de ventilos 5015 : https://www.thingiverse.com/thing:5029623 (volontairement mis dans le même sens pour équilibrer avec le Direct Drive) Le renfort entre les supports de fans : https://www.thingiverse.com/thing:4917075 Les fan ducts : https://www.thingiverse.com/thing:4950102 Et bien évidemment, le support pour le LGX Lite dispo sur la page officielle : https://www.bondtech.se/2021/10/27/ultra-compact-bondtech-large-gears-extruder/#gap-2023619279 Attention, ça ne fonctionne qu'avec le heatsink d'origine. Ceux non maintenus sur l'effector (E3D original, Dragon Fly, etc.) ne sont pas compatibles. Il y a quelques paramètres à ajuster dans Marlin : M603 L80.0000 U80.0000; distance d'insertion/retrait du filament M92 E562; eStep donnée constructeur que j'ai dû légèrement augmenter M906 T0 E680; courant pour le NEMA14 en mA conseillé entre 600 et 700 par le constructeur, au delà ça chauffe M500; sauvegarde des nouveaux paramètres EDIT du 16/11/2021 @Guilouz vient de publier un kit complet pour le montage du LGX Lite sur Thingiverse. Il est basé sur le même housing et les mêmes supports de 5015 avec des modifications pour un management câble propre. Il a aussi modifié le support de BondTech pour qu'il soit un poil plus léger (en plastique et en vis) et surtout avec un centre de gravité rabaissé. Par conséquent l'extrudeur est encore plus près de la hotend et il n'y a plus besoin que de 37mm de PTFE en heatbreak bi-métal ! Voici les visuels officiels : Des photos du montage d'une version prototype : Faut que je monte la version finale que j'ai print en rouge qui devrait bien aller avec la chaussette du bloc chauffant tout en faisait ressortir le logo BondTech Vous l'aurez compris, je vous conseille vivement ce montage https://www.thingiverse.com/thing:5138588 EDIT du 22/11/2021 @Guilouz a modélisé un support de capteur de filament réhaussé (éloigné de l'extrudeur DD) et qui permet surtout de s'affranchir de la grosse patte métallique qui tient l'extrudeur d'origine (dans lequel le filament peut se prendre). J'ai imprimé ça en PETG Carbone ça a de la gueule je trouve : Ca se fixe avec les vis d'origine EDIT du 06/12/2021 Toutes les photos et informations ici :




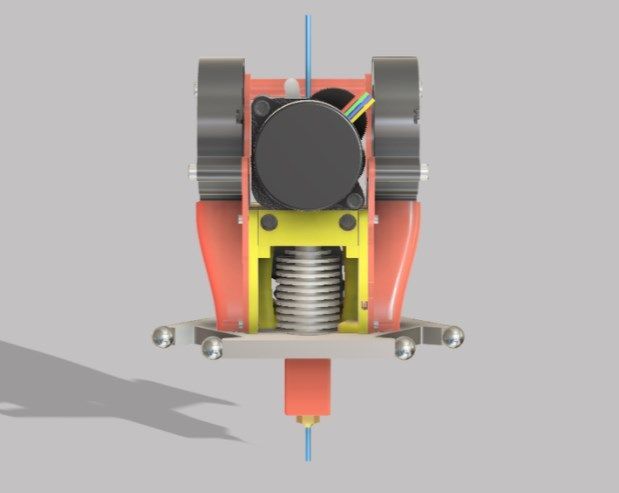

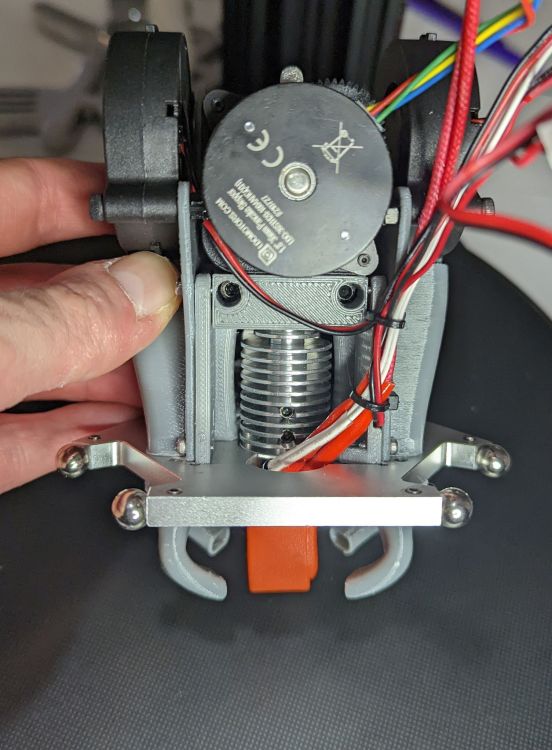
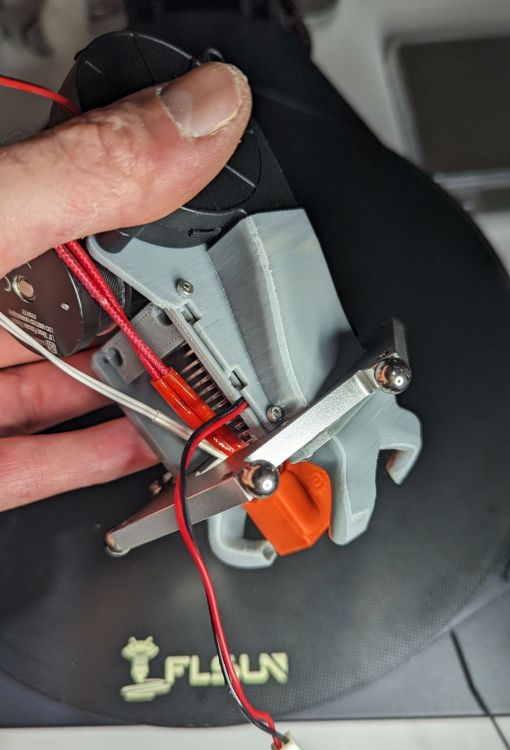

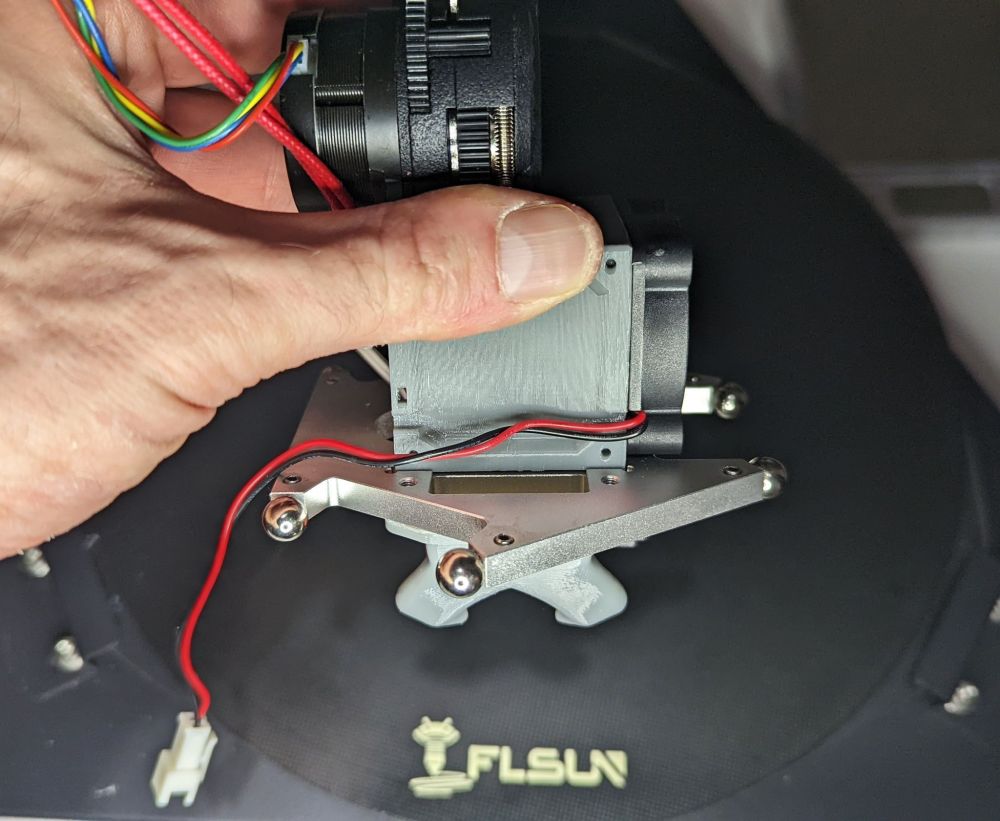

 1 point
1 point