

pascal_lb
-
Compteur de contenus
12 081 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
175
Tout ce qui a été posté par pascal_lb
-
du coté de ta buse dans le tube fileté as tu changé le morceau de PTFE ? car il a peut être été endommagé... si tu le change il doit être coupé au ras du tube fileté
-
c'est vrai que simplify3D est chère, mais depuis que je l'ai, j'ai trouvé une nette amélioration dans mes impressions
-
le problème, c'est que déjà on aime bricoler et en plus on a peut être pas les moyens d'acheter un "haut de gamme"... en modifiant petit à petit ça permet d'étaler la facture...
-

Thingiverse - Eclairage par led pour la I3 pro B
pascal_lb en réponse au topic de J-Philippe dans GEEETech
les "caissonneux" n'ont jamais de soucis... que des solutions -
un peu de wooble mais sinon c'est très bien
-
Thingiverse - Eclairage par led pour la I3 pro B
pascal_lb en réponse au topic de J-Philippe dans GEEETech
oui après sur mon caisson "made in table suédoise" je peux enlever le dernier étage pour pouvoir bricoler dessus -
+1 et puis il peut faire comme moi, changer tous les "accessoires" et ensuite changer de châssis sans pour autant acheter une imprimante neuve
-
ouai faut être méfiant avec ce résultat... voir aussi si ce n'est pas l'extrudeur qui patine au dessus d'une certaine vitesse... ou qui saute des pas...
-
pour ma part je pense que la vitesse n'a rien à voir ou alors très très peu, car si tu sorts 100mm en 1 secondes ou 100mm en 10 secondes.... tu auras toujours 100mm
-
sur thingiverse, tu as des boitiers pour protéger les cosses du bouton et de l'alim
-
En effet tu peux tout améliorer et peut être faire aussi bien qu'une i3 mega ou une CR-10, l'avantage avec nos machines c'est qu'elles sont évolutives... et si en plus tu aimes le bricolage, tu vas te faire plaisir
-
c'est déjà très bien !!! mon premier benchy était beaucoup moins beau que celui là Moi je pense surtout que tu devrais mettre un ventilo de pièce, avec du PLA c'est indispensable
-
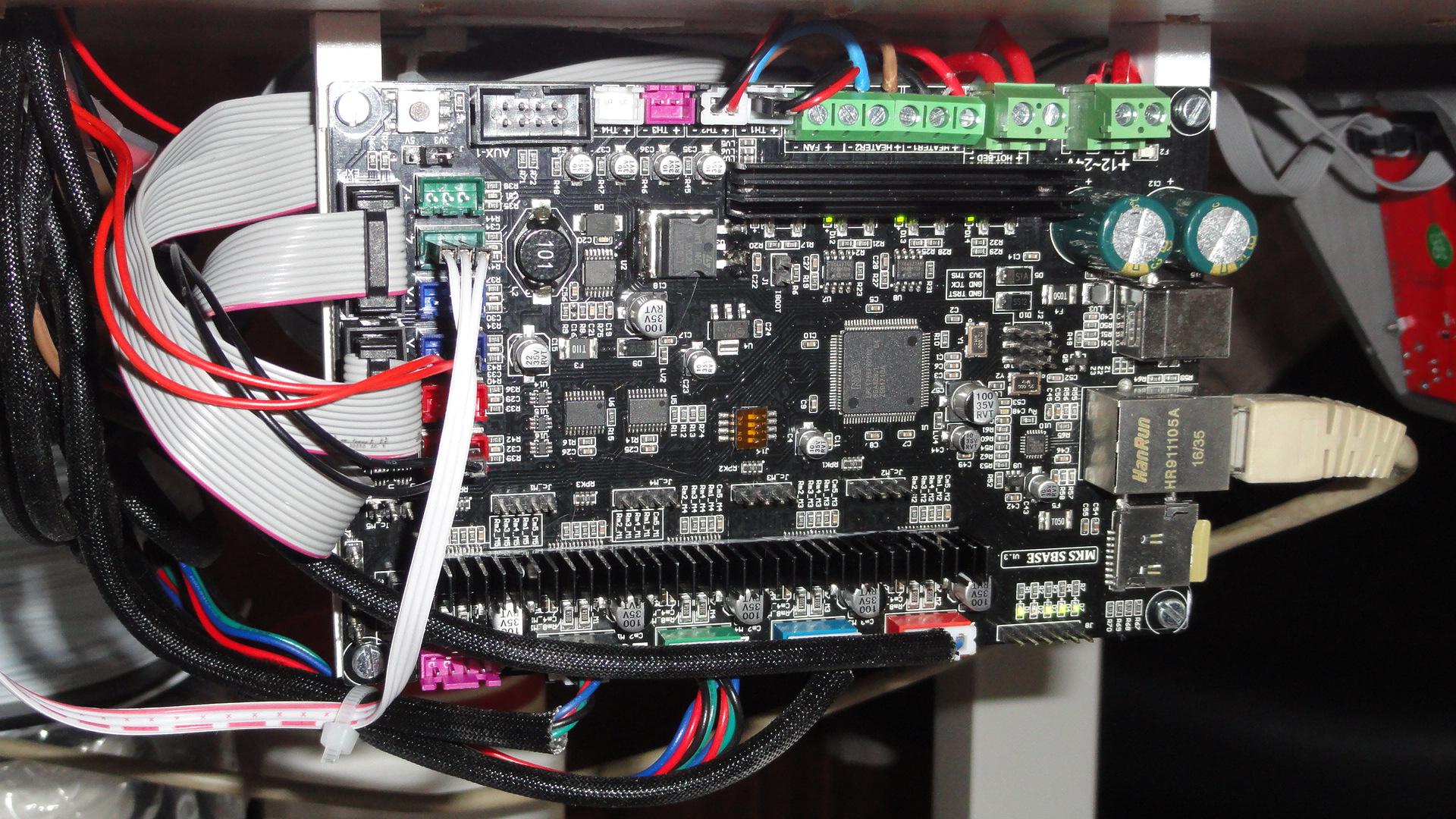
[Amélioration] Installation d'une carte MKS SBASE sur une Geeetech
pascal_lb en réponse au topic de pascal_lb dans Tutoriels et améliorations pour GEEETech
fait un essai avec un cube de 20x20mm pour commencer, tu verras si le réglage de axes est bon -
super, content que ça fonctionne
-
pas du tout, c'est les valeurs d'origines moi je ne suis plus avec marlin mais smoothieware comme firmware
-
tu veux dire quoi là ?
-
dans le fichier configuration.h de marlin tu as ces lignes (3/4 du fichier environ) #define DEFAULT_XYJERK 20.0 // (mm/sec) #define DEFAULT_ZJERK 0.4 // (mm/sec) #define DEFAULT_EJERK 5.0 // (mm/sec)
-
je pense que tu parles de la vitesse réglable par le LCD ? sinon tu descends la vitesse du infill ou alors je ne sais pas si tu peux le faire sur Slic3r, augmenter le flow sur le infill... dans simplify3D je l'ai monté à 115% et là j'ai un beau remplissage bien solide
-
Thingiverse - Eclairage par led pour la I3 pro B
pascal_lb en réponse au topic de J-Philippe dans GEEETech
oui mais au moins tu l'as fait, moi j'ai collé ça avec du double face -
donc à tester merci @RugbyGoth
-
Fais chauffer à 200 ° ensuite gratte le plus gros avec une spatule, ensuite démonte les divers morceaux et là tu peux chauffer avec un chalumeau de cuisine, mais pas trop il y a des pièces qui n'aiment pas trop les grosses chaleurs ou la flamme... Si lorsque tu serres ton tube fileté et ton radiateur sur ton carré chauffant et que de l'autre coté tu as ta buse qui est presque serrée à fond... si ton radiateur touche à ce moment là ton carré chauffant c'est qu'il y a un problème avec cette E3d...
-
c'est pas toi qui est monté à l'envers non on peut pas le monter à l'envers....
-
[Amélioration] Installation d'une carte MKS SBASE sur une Geeetech
pascal_lb en réponse au topic de pascal_lb dans Tutoriels et améliorations pour GEEETech
d'origine les paramètres de rétractation sont désactivés par les # dans le fichier config.tx voir ci dessous # Firmware retract settings when using G10/G11, these are the defaults if not defined, must be defined for each extruder if not using the defaults #extruder.hotend.retract_length 3 # Retract length in mm #extruder.hotend.retract_feedrate 45 # Retract feedrate in mm/sec #extruder.hotend.retract_recover_length 0 # Additional length for recover #extruder.hotend.retract_recover_feedrate 8 # Recover feedrate in mm/sec (should be less than retract feedrate) #extruder.hotend.retract_zlift_length 0 # Z-lift on retract in mm, 0 disables #extruder.hotend.retract_zlift_feedrate 6000 # Z-lift feedrate in mm/min (Note mm/min NOT mm/sec) -
[Amélioration] Installation d'une carte MKS SBASE sur une Geeetech
pascal_lb en réponse au topic de pascal_lb dans Tutoriels et améliorations pour GEEETech
je n'ai rien touché de ce coté là, j'ai laissé d'origine -
alors pour le démontage il faut faire ça à chaud et tout nettoyer consciencieusement Pour le remontage de l' E3D, tu serres à la main ta buse sur le carré chauffant, ensuite tu desserres d'un demi tour ta buse, tu visses ton tube fileté dans ton carré chauffant jusqu'à se que le tube vienne en contact avec ta buse, avec une clé à molette ou une pince tu tiens ton carré chauffant et avec une clé tu serres ta buse (attention pas comme une brute )... Sinon tu regardes ici, c'est pour E3D V6 originale, mais ça marche aussi pour les chinoises https://wiki.e3d-online.com/wiki/E3D-v6_Assembly

