Classement




Contenu populaire
Contenu avec la plus haute réputation depuis 29/04/2024 dans Messages
-
J'ai pas trop suivi le dernier Ask Me Anything Bambu Lab sur Reddit mais y'a un résumé sur Fabbaloo Nouvelle techno multi couleurs ? Bambu Lab a dit qu'une "nouvelle génération d'imprimante 3D" pourrait être lancée cette année, laissant sous-entendre la possibilité d'une imprimante 3D multi-têtes similaire à la Prusa XL. Bobine RFID en Open Source ? La réponse est tout simplement non, la vente de bobine fait partie de leur modèle économique... Une Bambu Lab A1 XL ? La réponse est non aussi, les bedslingers (rapides) ne sont pas adaptées aux grands volumes d'impression. API temp réel ? Bambu Lab y réfléchit mais ne s'engage sur aucun détail ou date de sortie. Brancher un second AMS sur la A1 ? Il y a bel et bien un second port sur la A1. Hélas, Bambu Lab n'a pas l'intention de l'utiliser pour un AMS supplémentaire, quatre bobines restera donc le maximum. Ce port est prévu pour une "compatibilité future avec des accessoires". Une grande imprimante 3D Bambu Lab ? Ils y travaillent sans pour autant dire de quelle série il s'agira (existante avec l'ajout d'un L pour Large par exemple ou tout simplement une nouvelle gamme). A voir si c'est de l'ordre de la Kobra 2 Max ou de la Elegoo Giga Perso j'ai hâte de voir le futur flagship !
 4 points
4 points -
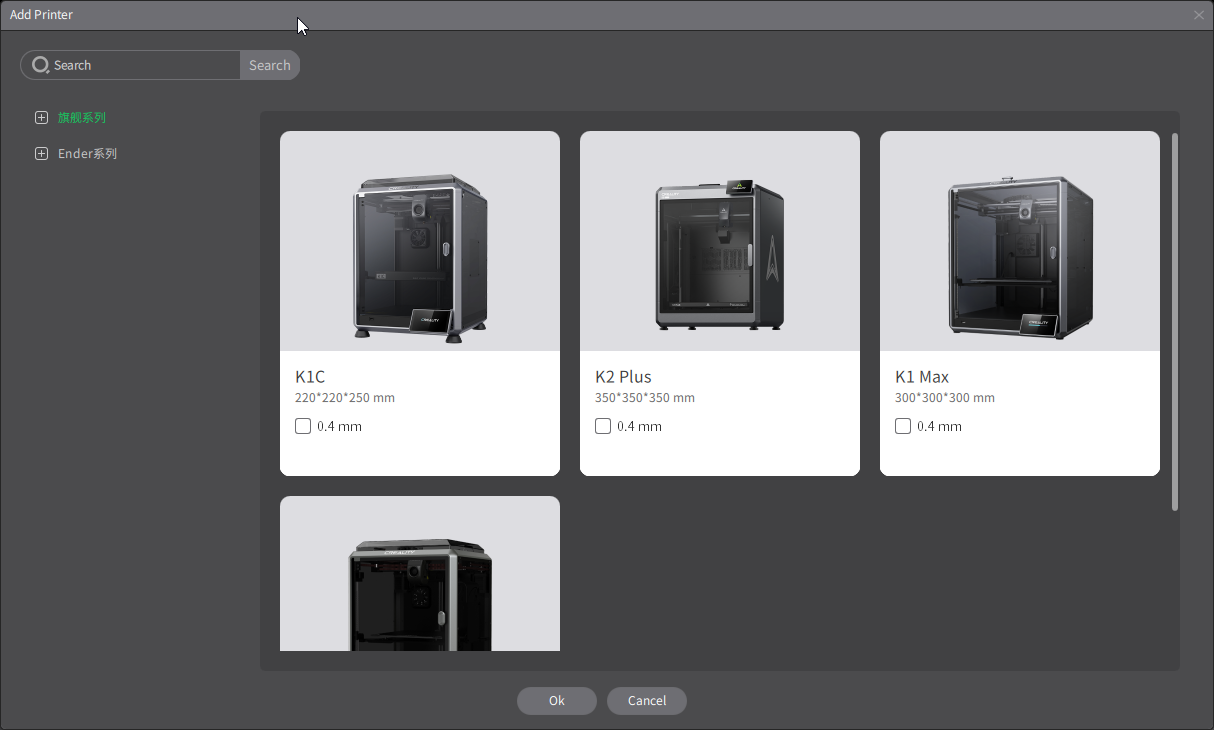
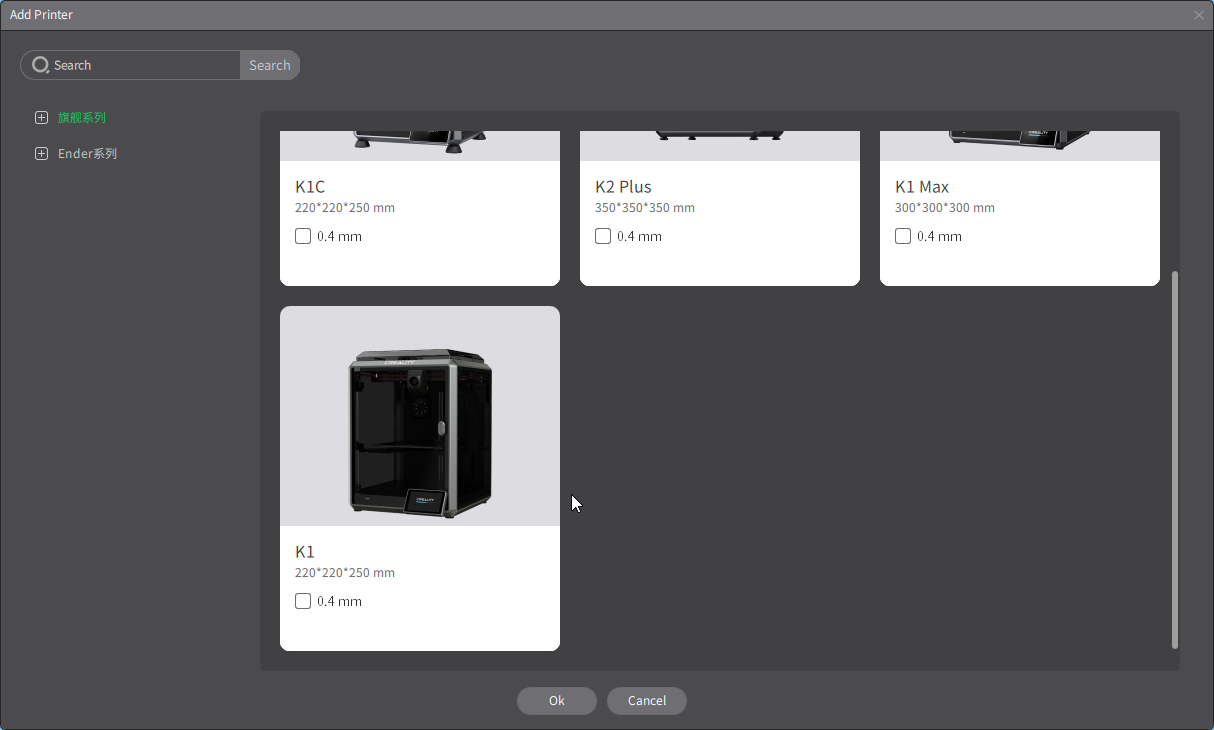
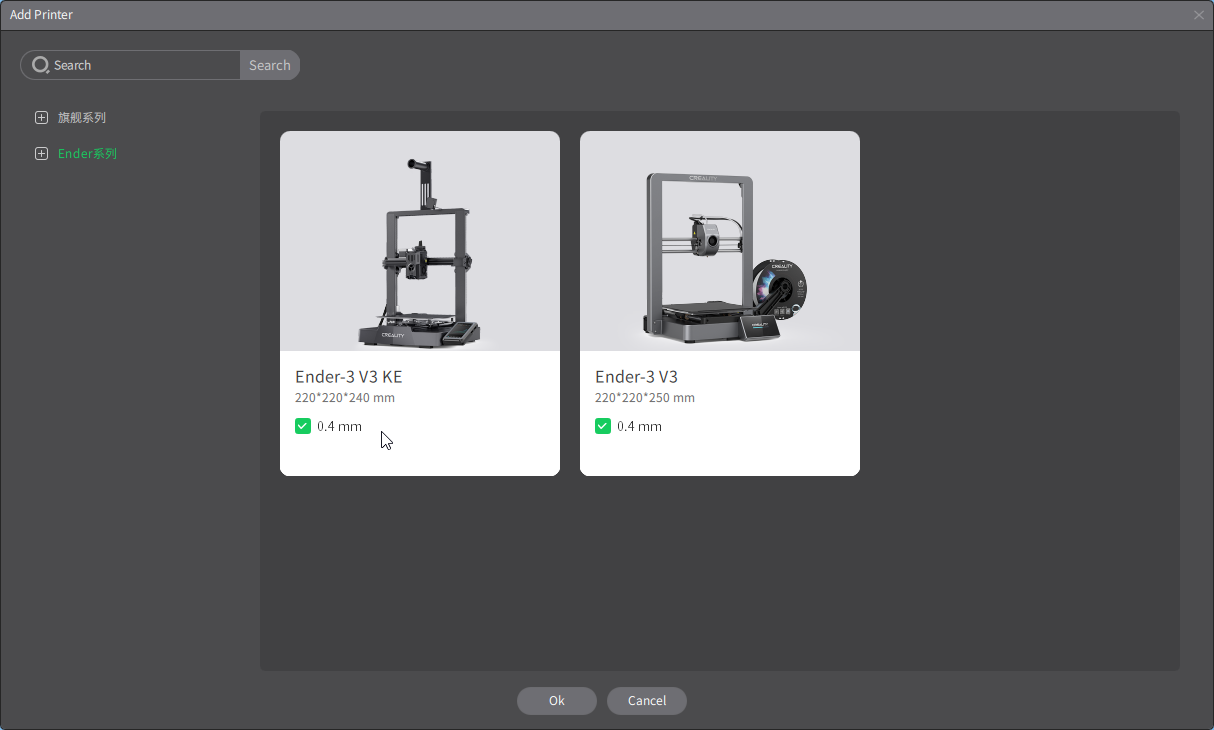
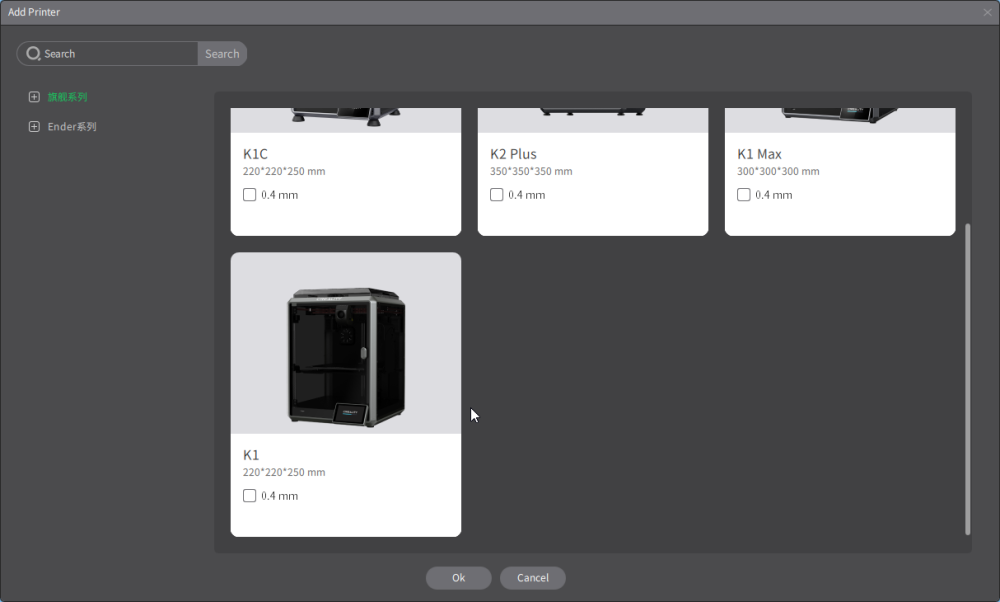
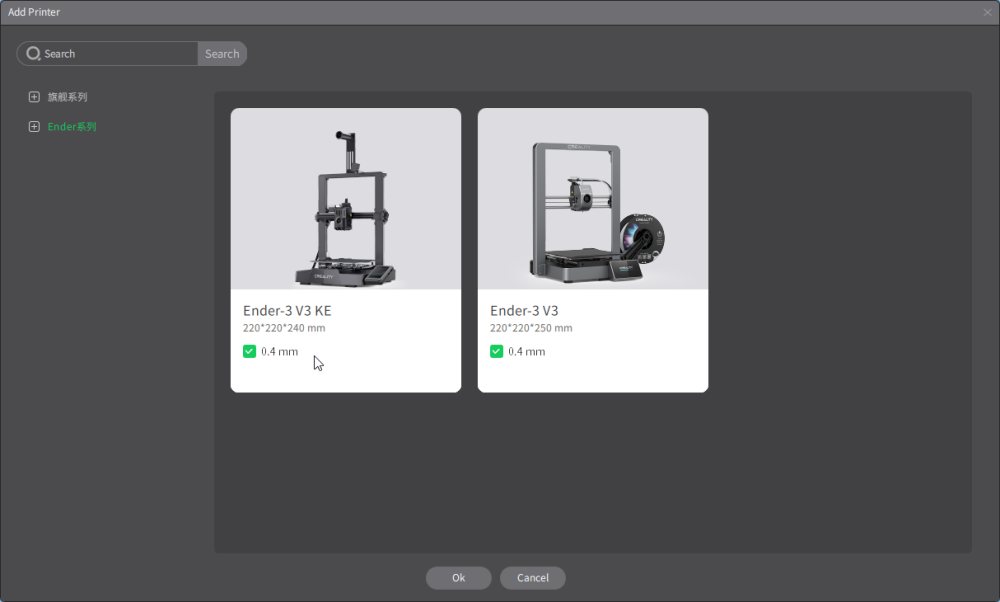
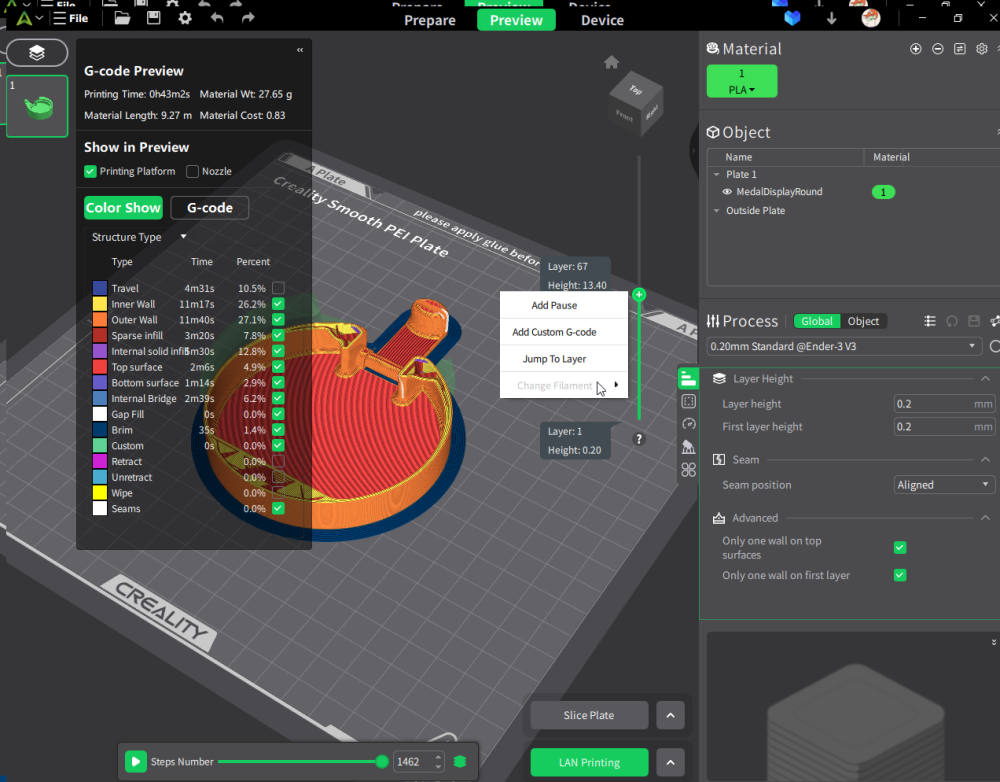
Salutation ! La dernière version de Creality Print est disponible au téléchargement ( seulement la version Windows pour l'instant ) https://github.com/CrealityOfficial/CrealityPrint/releases/tag/v5.0.0 Creality_Print-v5.0.0.8636-win64-Release.exe (~156Mo) Je dirais qu'a première vue, c'est un dérivé ("fork") de PrusaSlicer/OrcaSlicer/BambuStudio. Il semble y avoir la possibilité de demander des changements de filament (Comme sous PrusaSlicer par objet/sous-objet ou par couche) Je viens juste de l'installer donc je ne l'ai pas encore vraiment testé.

 4 points
4 points -
Pas mal de nouveautés cette semaine chez les différents constructeurs et un cas d'usage d'impression3D titane chez les gorilles ! https://www.lesimprimantes3d.fr/semaine-impression-3d-435-20240505/3 points
-
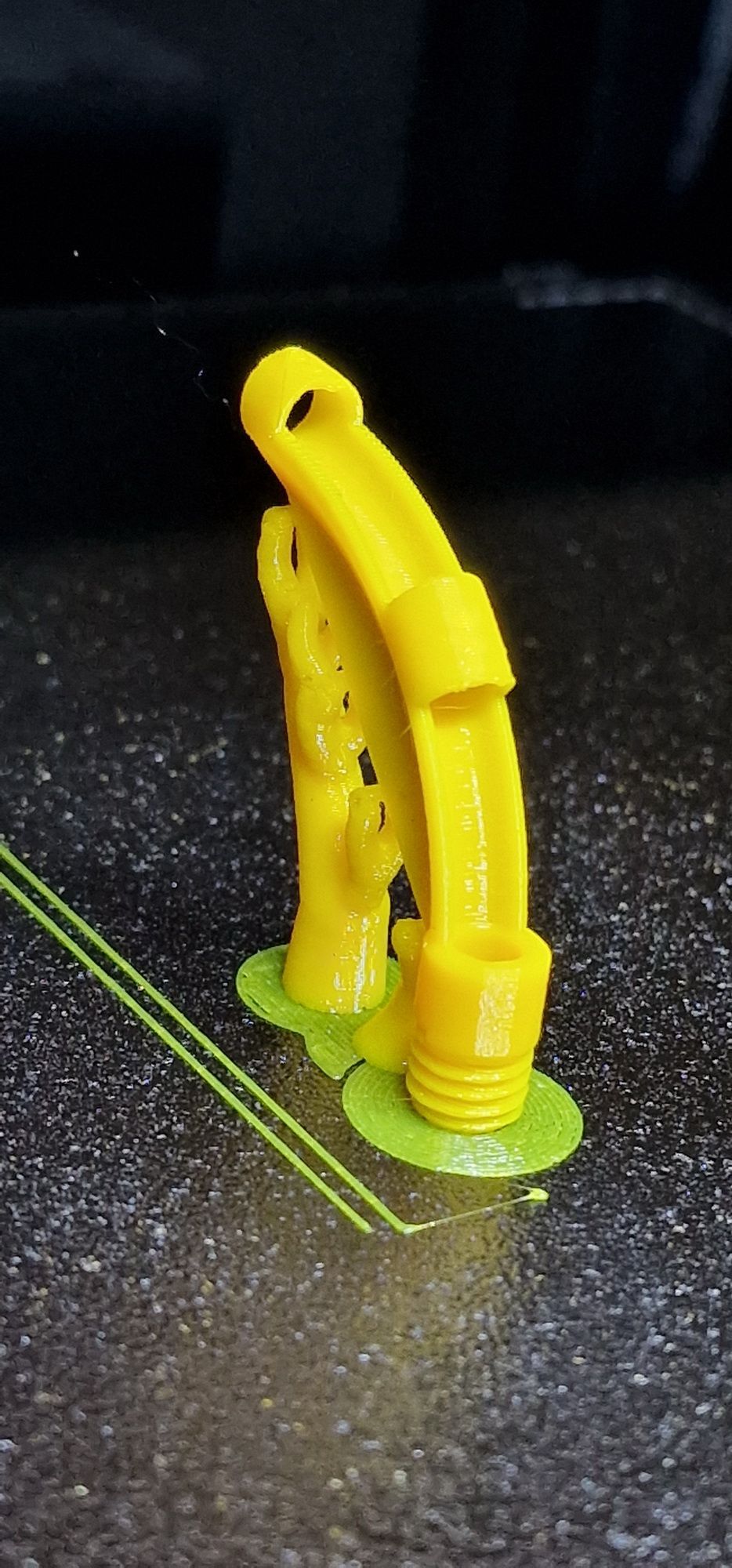
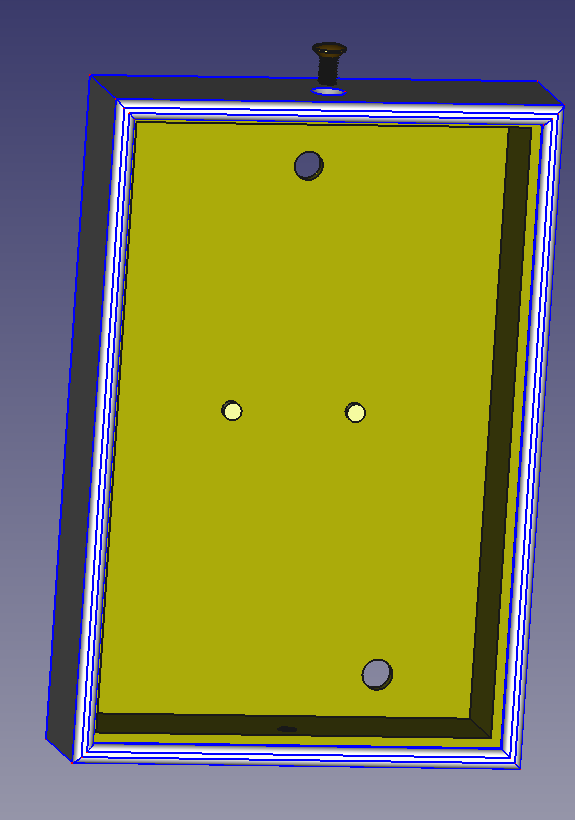
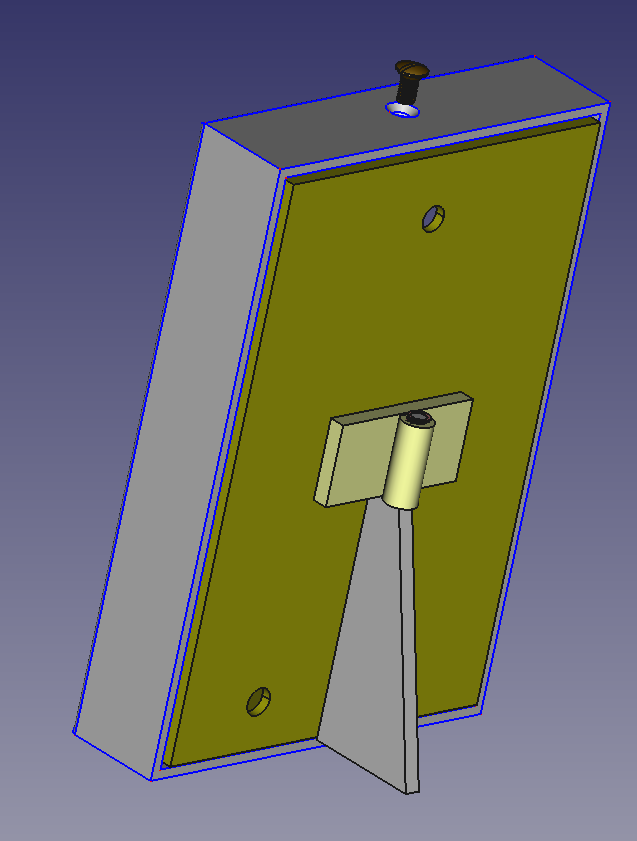
Non, le trou central ne sert pas à faire passer le filament puisque ce n'est pas dédié à l'impression 3D. On va dire que tu as trouvé, puisque ça sert pour des sacs sous vide. J'ai acheté une petite pompe à vide Creality pour stocker mes bobines de filament, seulement, les sacs vendus sur Internet, bien qu'à première vue soient identique à ceux de Creality, n'ont pas le même filetage et ne sont pas compatible avec l'adaptateur de la pompe. J'ai voulu acheter des sacs Creality, mais ça semble introuvable !! J'ai donc réalisé un adaptateur spécifique pour mes sacs et ma pompe à vide.



 3 points
3 points -
Voici un firmware compilé à partir de ces sources de Marlin et de ces fichiers de compilation Ender3V2S1-mrisco_Ender3V2-V427.zip. firmware-Ender3V2BLTouch_V1.bin J'ai fait les hypothèses / choix suivants: - régulation par PID de la tête - CRtouch branché sur le port spécifique à 5 broches (pas le connecteur Zmin). Le décalage X,Y sera peut-être à corriger. - PAS de détecteur de filament branché sur la carte-mère - initialisation de l'eeprom après le flashage du firmware - l'input shaping est activé. En attendant de le régler (voir ici ), il faudra ajouter la ligne M593 F0 au début du Gcode de démarrage - la reprise après coupure d'alimentation est désactivée. Il suffit de l'activer dans le menu adéquate - le linear advance est activé mais défini à 0 en attendant le réglage ( voir cette vidéo ) j'ai activé le babystep: en double-cliquant sur le bouton rotatif de l'écran lors de l'impression de la couche initiale, tu pourras régler la hauteur de la buse pour écraser plus ou moins la couche (voir cette vidéo pour mieux comprendre le principe) l'une des 1ères choses à valider sera le fonctionnement du BLTouch. Je te conseille de placer la buse à ~100mm au dessus. Lorsque celle-ci descend au début de la prise d'origine en Z, tu enfonces la touche du CRTouch avec le doigt. Si la buse continue sa descente, alors il faudra éteindre rapidement l'imprimante pour éviter la collision.3 points
-
Oui, le moteur du forum est magique…3 points
-
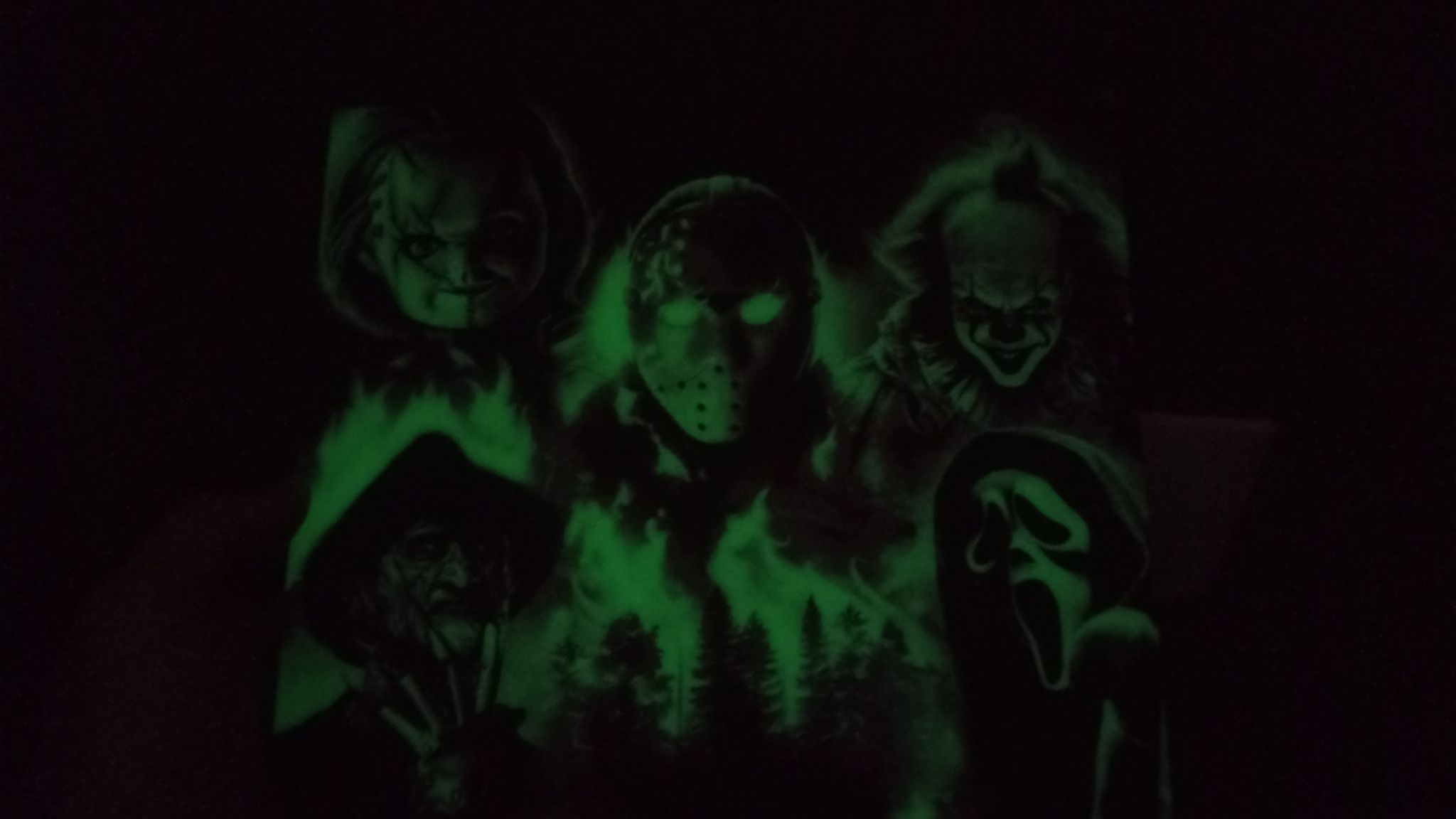
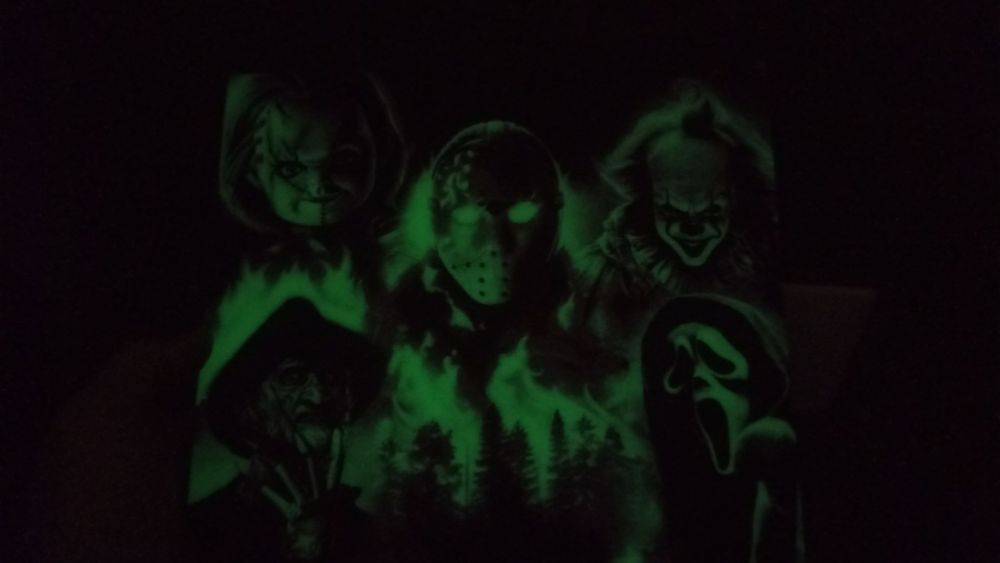
hueforge avec filament phosphorescent et une lampe pour aller dans les toilettes Le filament phosphorescent passe bien dans l'AMS pour rentrer mais il ne veut pas en sortir, il se coupe bien, il sort bien de l'extrudeur mais bloque des que c'est l'AMS qui doit prendre le relais pour le sortir, je doit le faire à la main et j'en chie pour le tirer...


 3 points
3 points -
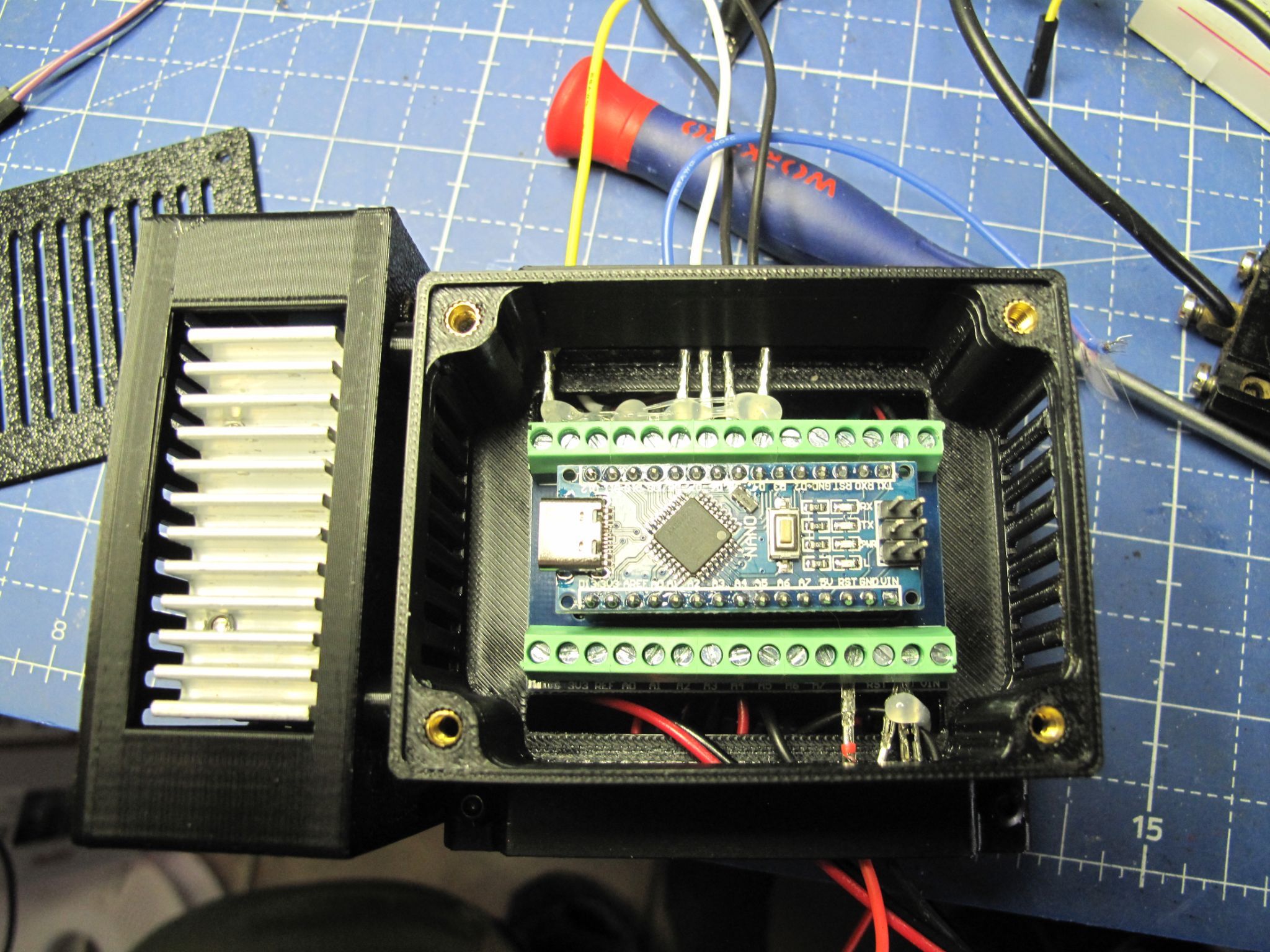
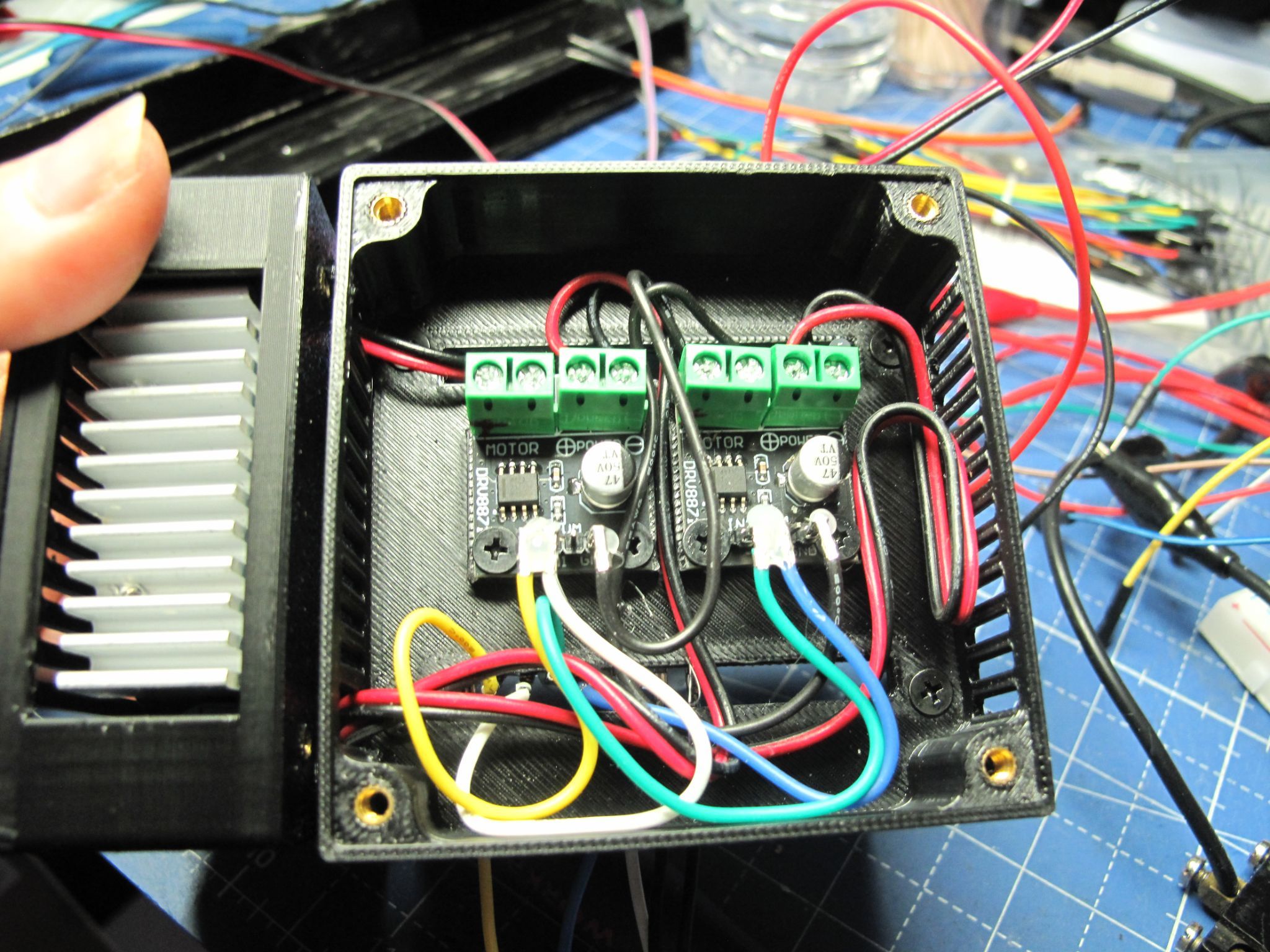
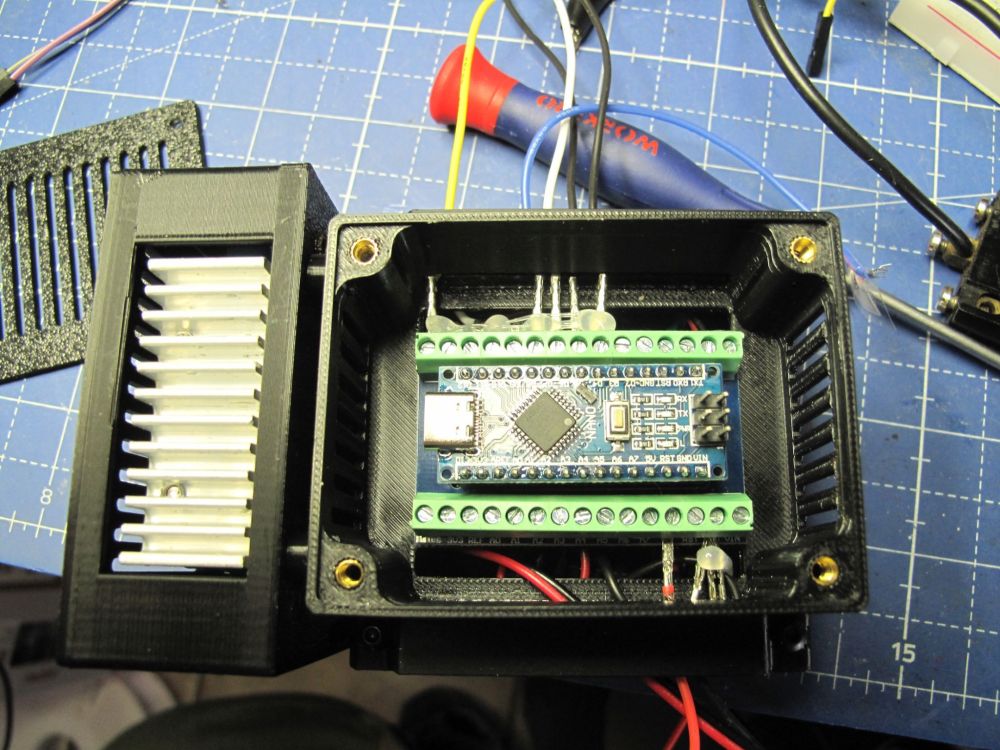
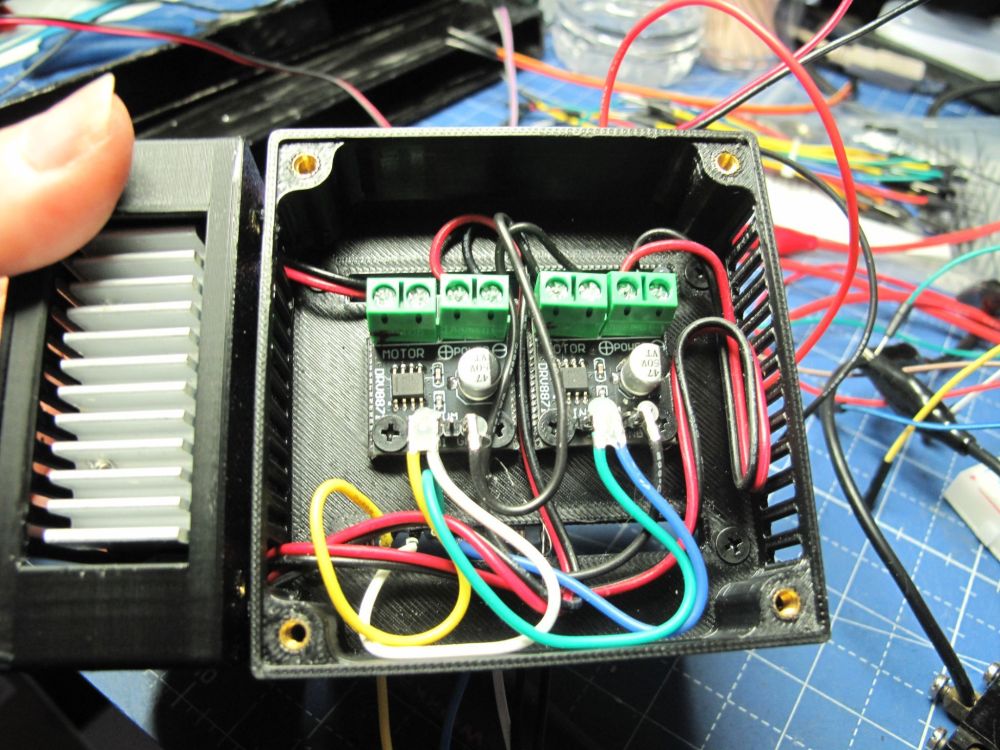
Bon j'avais dit que je commencerais avec des montages simples, juste faire clignoter des led mais j'ai pas pu m'empêcher de commencer avec un peu plus dur.... Donc programmation d'un montage de 2 moteurs linéaires (un droite et un gauche) commandés par un interrupteur (pour l'essai j'ai 2 interrupteurs mais sur la voiture il y en aura un 3 positions (on/off/on), donc "on droite" la flèche droite monte, "on gauche" la flèche gauche monte, "off" la flèche (droite ou gauche) descend (je vais utilisé l'interrupteur des clignotants en place sur la voiture) puis montage de 2 capteurs à effet Hall (un sur le levier de frein à main et un sur le levier de vitesse première engagé) si les 2 capteurs sont sur "on" le buzzer sonne, rien si l'un des deux ou les deux sont sur "off". Après quelques erreur ça fonctionne, trop contente plus qu'a faire tout ça propre dans une boîte et installation sur la voiture (je ferais quant même un essai à blanc sur la voiture avant faire le montage final).3 points
-
non, le père de R2D23 points
-
Je vous ferais une copie d'écran demain soir.2 points
-
@Administrateurs Je dirais que Ici "CST" doit vouloir dire "China Standard Time" = UTC+8 ( et non "Central Standard Time" = UTC -6, et non plus "Cuba Standard Time" = UTC -5 ... oui ce n'est pas très pratique d'avoir des acronymes identique pour des fuseaux différents. ) donc cela serait plutôt 15h00 Heure de Paris ( Actuellement Heure de Paris = UTC+2 (car en heure d'été)) ! Je mets le lien pour le live d'Anycubic qui sur leur YouTube serait prévu pour 7 mai à 15:00 (Heure de Paris)2 points
-
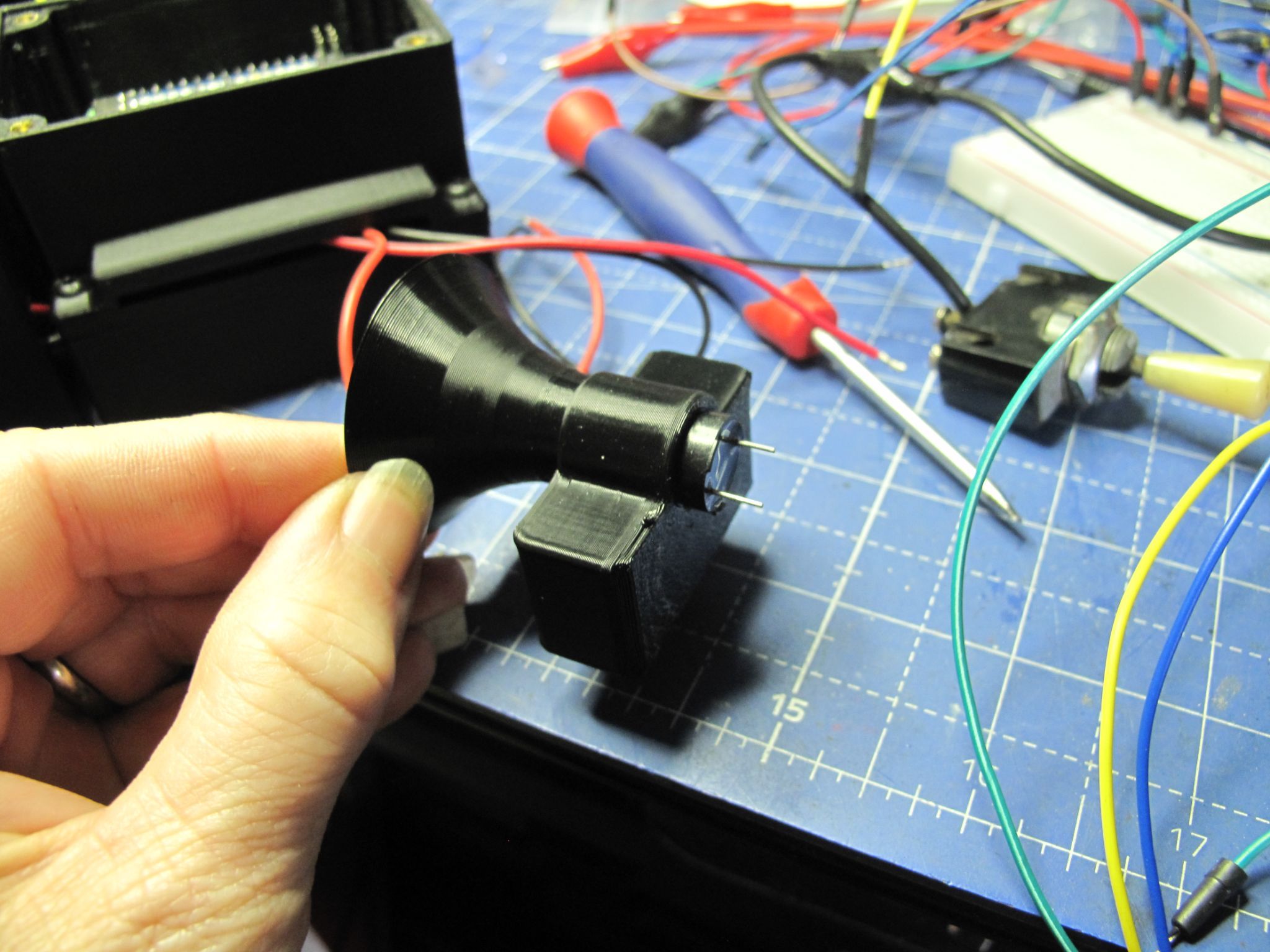
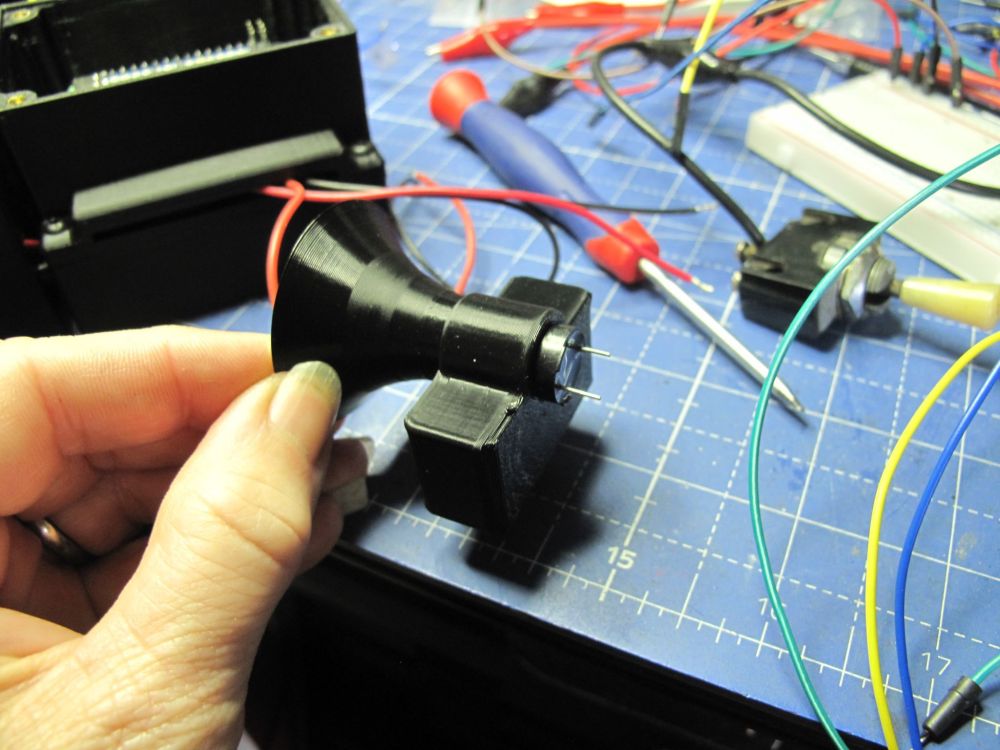
Boitier imprimé ainsi qu'un l'amplificateur pour le buzzer car ça fait pas beaucoup de bruit ce truc... (et put..n ça marche bien juste pour un petit cône en plastique, la on risque pas de ne pas l'entendre), les branchement sont fait, les câbles sont numérotés reste plus qu'à faire des supports surmesure pour les capteurs hall et à tout installer dans la voiture.
 2 points
2 points -
Tu pourrais compléter ta réponse par " 120 euros, finalement, c'est pas très cher ", mais bon...2 points
-
Oups désolé au saut du lit j'ai validé ton annonce et j'avais lu 12000 euros comme quoi il faut commencer par un bon café2 points
-
Pour info mon script est désormais compatible avec la Ender-3 V3 : https://guilouz.github.io/Creality-Helper-Script-Wiki/2 points
-
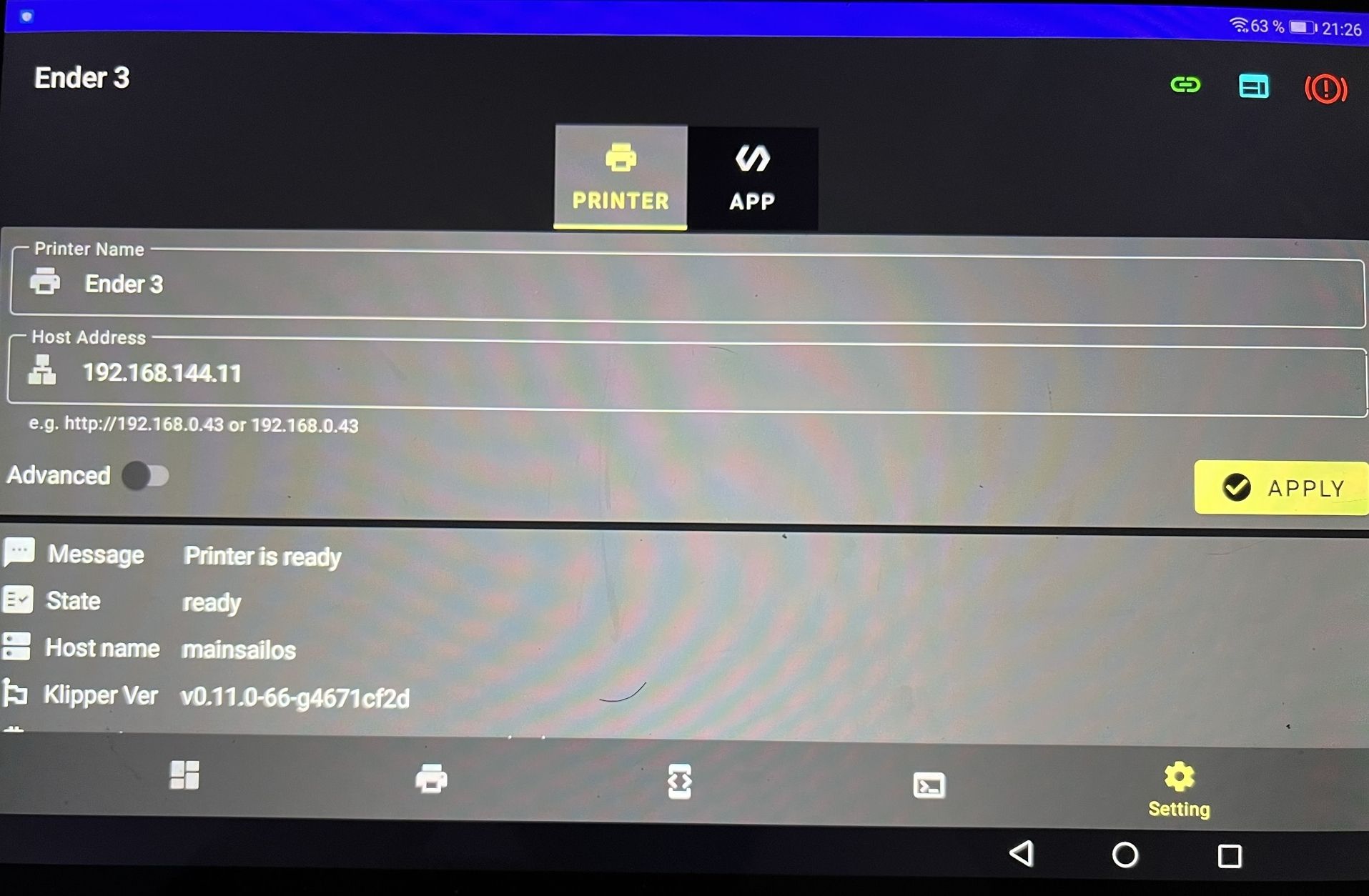
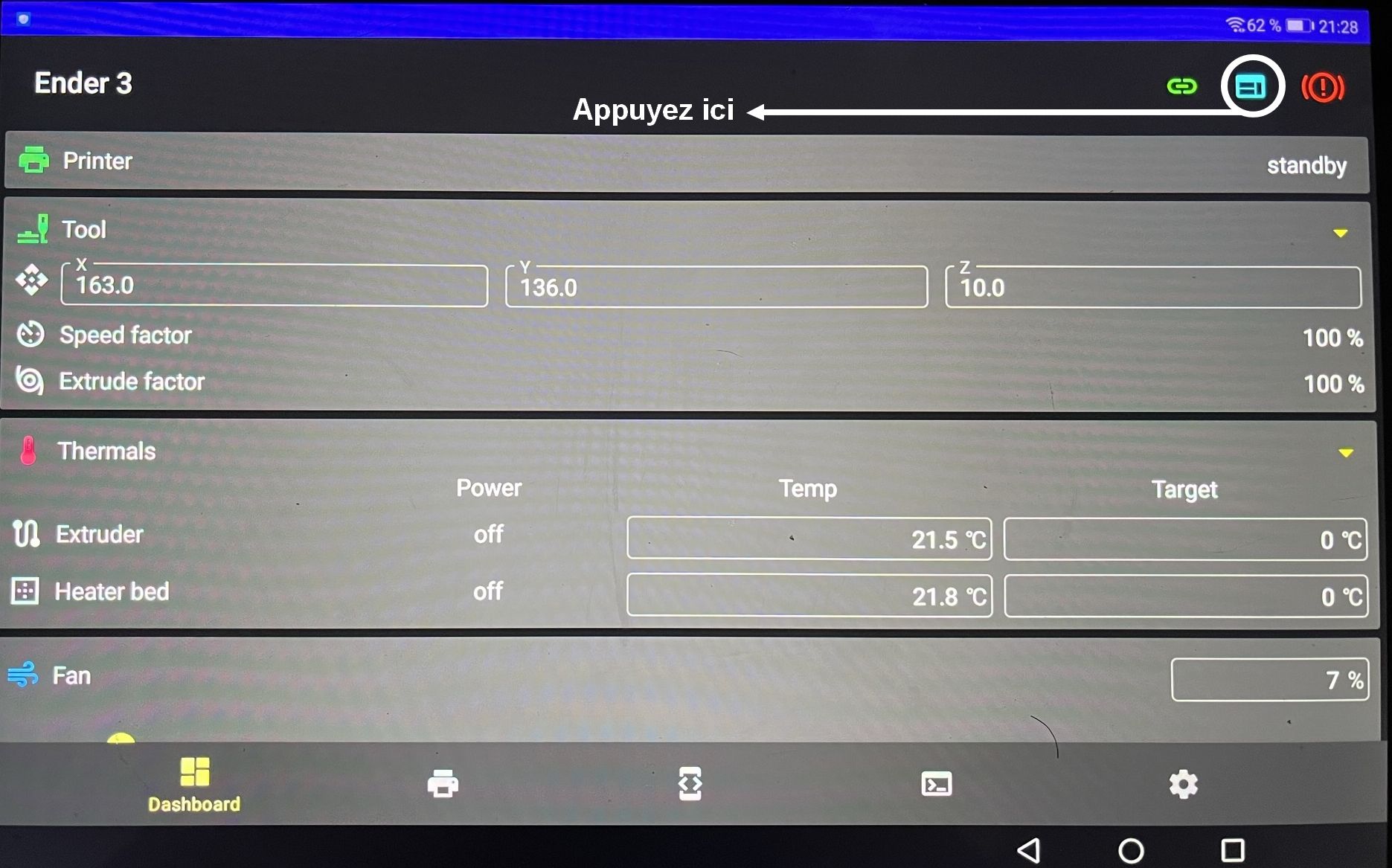
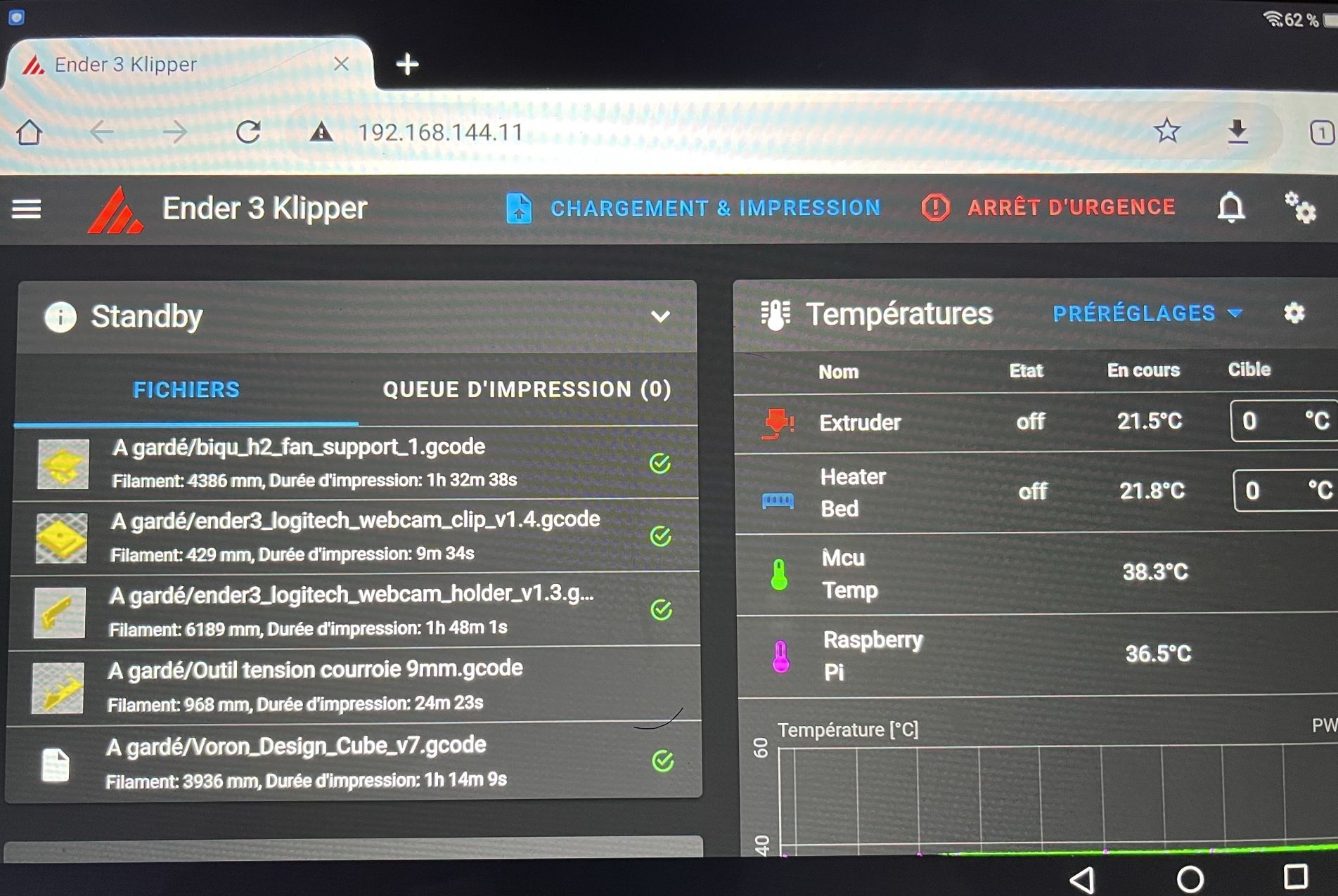
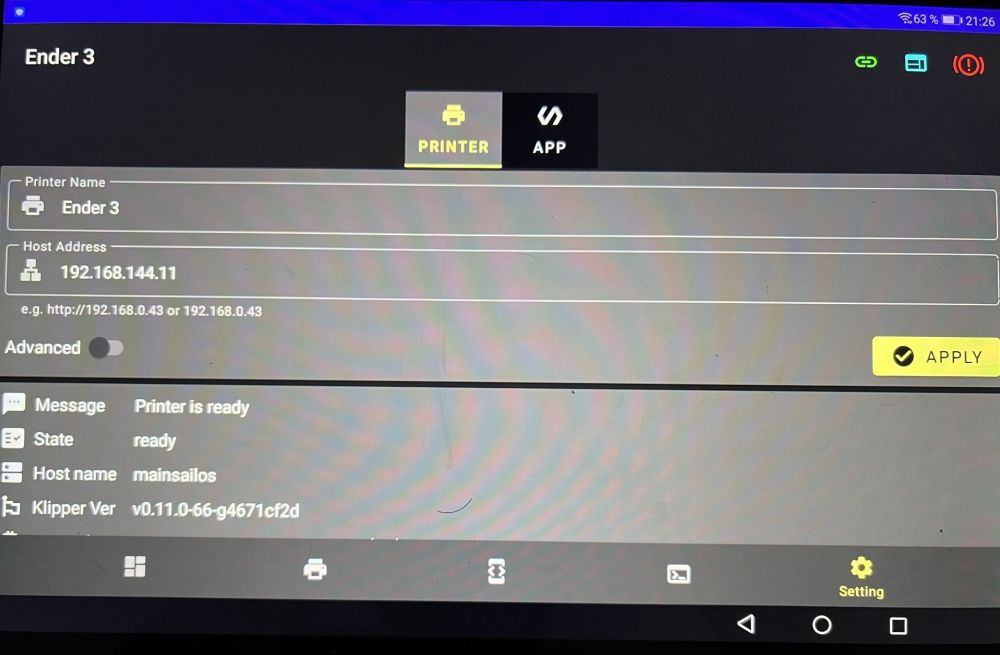
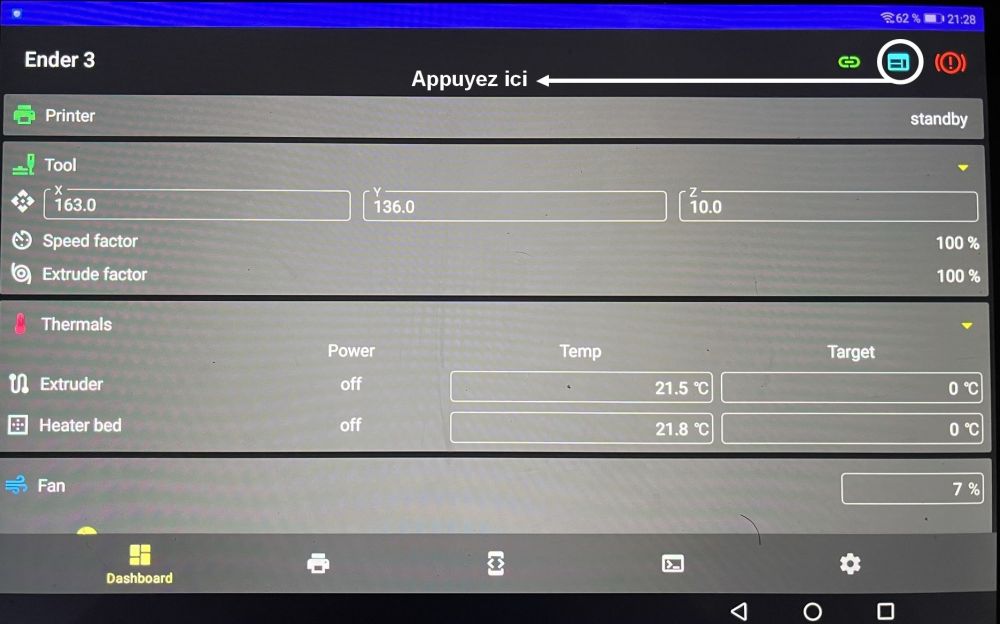
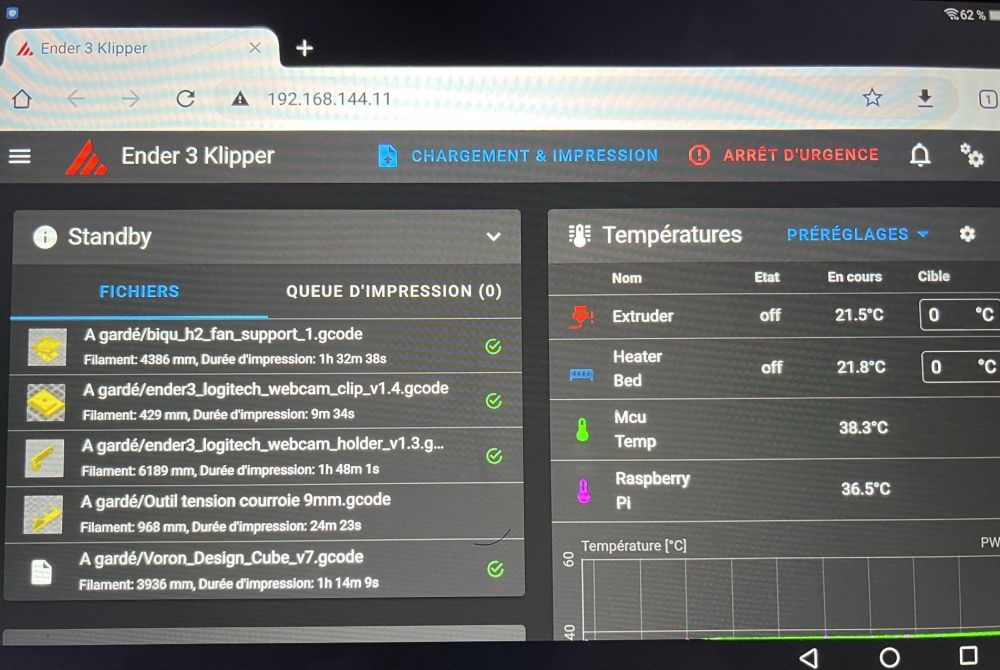
Bonjour/Bonsoir Je ne sais pas si beaucoup d'entre vous aimeraient avoir Klipper sur tablette Androïd, mais ce n'est ni compliqué ni pénible à faire. Voici une astuce toute simple et qui ne prend que quelques minutes pour avoir Klipper sur Android. Etape 1: Télécharger Klipperoid pour Android Etape 2: Indiquer l'adresse IP de votre Raspberry Etape 3 : C'est déjà fini, à vous Klipper sous Androïd sans à galérer plus que ça. Cliquez sur les options, renseignez les champs comme suis Appuyez simplement ici comme le montre la capture. Vous serez alors redirigé vers votre navigateur ou Klipper s'ouvrira comme sur votre PC. A vous la tablette sous Klipper sans passer des heures à tout configurer PS: les captures d'écran sont assez nulles, mais j'avais que ça sous la main, j'espère que ça en aidera plus d'un et vous seras utile. Si ce "Tuto" n'à pas lieux d'existé, vous pouvez le supprimé. @PPAC je comprend pas je l'avais mis dans la section tuto
 2 points
2 points -
Bonsoir @chrisdedu25700 L'écran de base de la Ender3 V2 n'est pas tactile mais avec un bouton encodeur rotatif. Quel écran as-tu ? le rotatif ou celui-ci :
 2 points
2 points -
Tu veux conserver quel pseudo ?2 points
-
Zut @PPAC a pris son café depuis il sait compter Bravo à @RFN_312 points
-
Pour ma part, je pense partir sur une solution technique ingénieuse quoique plus complexe (qui n'utilise aucun additif, le floculant liquide finissant par diluer irrémédiablement l'IPA à la longue avec de l'eau et le polluer par des sels d'aluminium à la place de la résine). Il s'agit d'un dispositif inventé il y a un an par un Américain du nom Nick Wilson, et popularisée récemment par Eric Strebel sur YouTube. Pour les non anglophones, il s'agit de filtrer l'IPA souillé par la résine via une pompe électrique, en circuit fermé. Le liquide est aspiré par un tuyau en entrée directement depuis le bac de la Wash & Cure et rejeté dedans par un tuyau en sortie, en même temps. Le niveau reste donc constant dans le bac. Entre les deux, l'IPA passe en boucle plusieurs fois à travers deux filtres (jetables). Un astucieux réacteur à UV en bobine (entouré d'un ruban LED enroulé en serpentin tout autour) polymérise petit à petit la résine à chaque cycle, ce qui la fait partiellement précipiter et favorise sa captation par les filtres. En faisant tourner sa machine de filtration pendant 15 à 20 minutes, l'IPA souillé par la résine, initialement opaque, redevient transparent dans le bac de la Wash & Cure. D'autres personne ayant répliqué la machine disent que l'IPA ainsi filtré et redevenu clair puis placé au soleil pendant des heures ne montre aucune précipitation de résine polymérisée ! Wilson a dit au début de ce projet avoir déjà passé plus de 5 kg d'objets en résine à travers ce système sans que les filtres montrent la moindre faiblesse. Une fois ceux-ci saturés en résine, la pompe limitée en pression maxi se mettra automatiquement en sécurité, ne pouvant plus pousser le liquide à travers les filtres. Ce sera le moment indiquant qu'il faut changer ceux-ci. Le projet a maintenant une dizaine de mois, j'ai demandé à Wilson s'il a fini par devoir changer ses filtres et au bout de combien de kg de résine imprimée. Je mettrai à jour ce message s'il me donne la réponse. Mais déjà, vu le prix élevé au litre de l'isopropanol et le prix ridicule des filtres sur eBay, ce système semble intéressant financièrement, ainsi qu'écologiquement : on conserve l'IPA très longtemps sans le jeter, on ne fait qu'apporter un peu de complément pour contrecarrer l'évaporation, qui reste de toute façon limitée tant qu'on conserve le bac scellé. Seul les filtres solides de taille compacte sont à aller jeter en déchetterie une fois saturés. L'ensemble est aussi satisfaisant (il y a un côté très geek dans ce montage) mais aussi plus pratique et plus rapide que de laisser la résine curer et précipiter au soleil. Il n'immobilise pas non plus le contenant, en tout cas pas plus de 20 minutes à chaque filtration. Pour moi, y a pas photo. La page Hackaday montrant ce projet (elle contient également la vidéo YouTube de Nick Wilson) : https://hackaday.com/2023/08/21/resin-printer-temperature-mods-and-continuous-ipa-filtration/ La seconde video de réplication d'Eric Strebel : Attention, il faut utiliser des tuyaux souples en silicone ou en PTFE et non pas en PVC, qui risque de se dégrader et de craqueler sous l'effet de l'IPA, et dont en plus on n'est pas certain de la transparence vis-à-vis des UV. Personnellement, je compte partir sur une pompe 45PSI à raccords ½" NPT en 12VDC (et non 230VAC) pour davantage de sécurité, n'étant pas vraiment fan des tensions électriques élevées en présence de liquide. L'ajout d'une prise de courant Wi-Fi programmable (minutée à 20 mn max) me permettra aussi de lancer un cycle sans risquer d'oublier la machine en fonctionnement durant des heures.2 points
-
Si mais déplacé de «Discussion sur les imprimantes» dans la section «Présentation»… Probablement dû au fait de l'inscription très récente puis de la création de son premier post ou alors il y a quatre heures (au moment où je rédige) @PPAC n'avait pas encore consommé assez de stimulant (café, thé, vitamine C, …) pour être pleinement réveillé2 points
-
Donc tu peux voir que j'ai modifié avant que tu ne publies ta réponse...2 points
-
pour ajouter une ligne dans le menu principal : [menu __main __preheat] type: list name: Préchauffage pour ajouter une ligne dans le nouveau menu : [menu __main __preheat __petg] type: command enable: true name: Preheat PETG gcode: PREHEAT_PETG avec PREHEAT_PETG qui est une macro à définir et pour plus de détails/options : Référence de configuration - Documentation Klipper (klipper3d.org)2 points
-
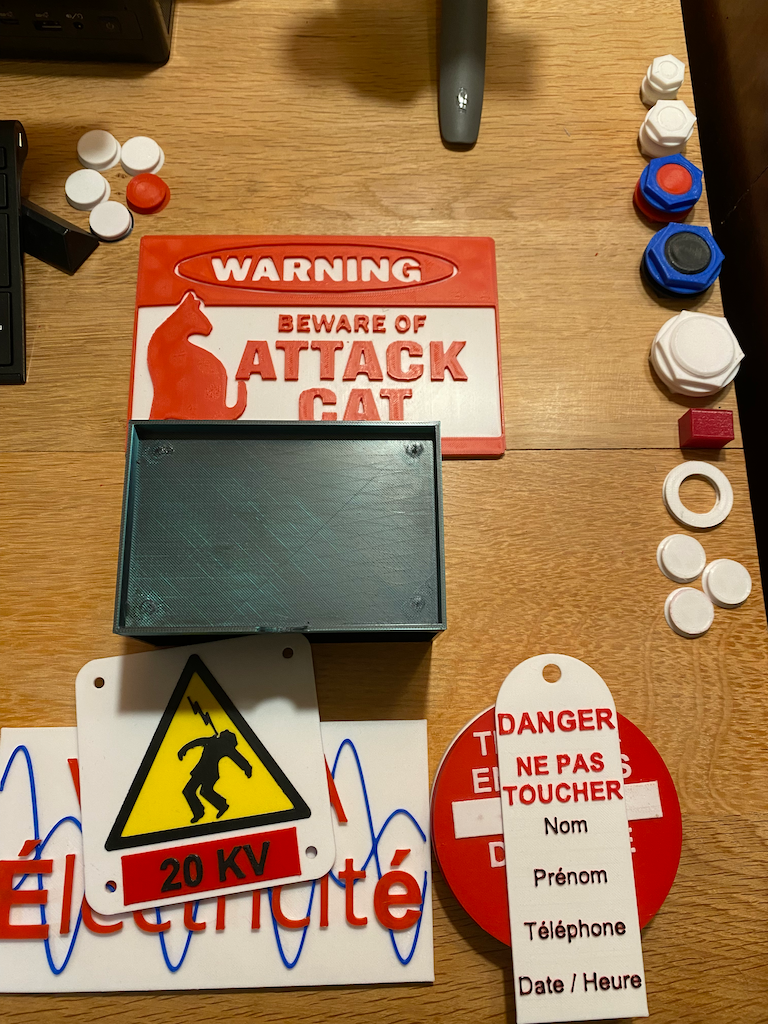
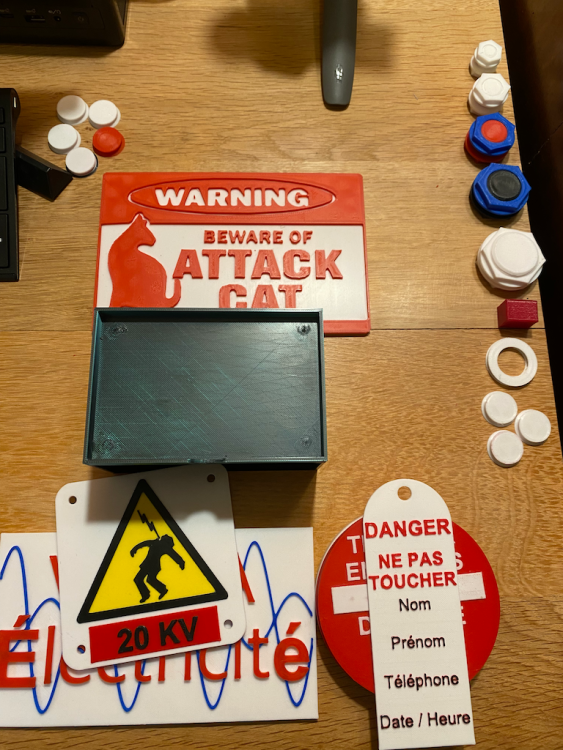
Bonjour, Quelques échantillons...
 2 points
2 points -
J'avais le même problème. La solution est d'enlever tous les caractères avec accent (il sont dans les commentaires). une fois fait il n'y a plus de message d'erreur.2 points
-
J'avais oublié de répondre a tes questions, quand je prend des plateau magnétique chez Energetic3D je prend le plus souvent un bi face lisse d'un côté et texturé de l'autre, car comme cela PLA et ABS peuvent aussi être imprimer cote lisse et le texturé sera obligatoire pour du TPU et conseillé pour le PETG. Ce qu'il faut prendre en compte c'est autant le plateau texturé Artillery de la X4 Pro accroche moyennement mais fait quand même le taf, autant le celui de la SW X4 Plus accroche de malade chez moi il est même meilleur en accroche que sur ma Bambulab c'est te dire L'accroche est en effet différente entre des pei lisse ou texturé un PEI texturé demandera souvent une buse un poil plus basse pour bien faire entré la matière dans la texture. Après d'expérience la Qualité du PEI est plus important pour l'accroche et la résistance que le fait d'avoir tel ou tel type de plateau magnétique. Pour infos je dois avoir actuellement avoir une 12aine de plateau magnétique différent actuellement en ma possession sur le cumul de mes 4 FDM actuel, et j'ai tu en tester pas loin de 20 différents depuis 2021, les Energetics3D ne mon encore jamais déçu, les WhamBam sont excellent aussi mais cout un oeil, après dans les autre marque y en a d'excellent et de moins bon cela dépend d'une marque a l'autre. Merci pour ton message . Artillery Slicer fonctionne pas trop mal en soit mais j'aime pas trop son ergonomie mais la c'est avant tout subjectif et personnel, Cura j'ai utilise longtemps ce trancheur mais j'ai arrêté et depuis un peu plus d'1 an j'utilise essentiellement Orca Slicer perso que je trouve plus pratique et qui fait des merveilles si l'on accroche a sont ergonomie comme moi . Pour ton soucis de warping faudrait nous prend un photo de la première couche imprimer sur le plateau pour voir déjà si ton Offset est pas en cause, perso le réglage Manuel j'utilise un méthode peu orthodoxe, je le fais machine éteinte. Je place a la main la tête sur la vis avant gauche du plateau j'ajuste le réglage de la vis a l'aide d'une feuille, puis le déplace la tête sur l'axe X pour réglé le coin avant droit et la je règle de vis, puis j'avance le plateau pour faire de même avec les vis du milieu puis celle de dérrière. Toujours repasser 2 a 3 fois pour faire le tour des vis et adapter les réglages au besoin pour obtenir le réglage manuel le meilleur. Après tous réglage manuel ou changement de plateau PEI je refais un reglage du Z-offset et un ABL du plateau c'est important pour avoir une première couche la meilleur possible. Une fois tous cela fait et bien ajuster tes réglages côté trancheur seront les seule élément a prendre en compte . Pour la calibration de la résonnance j'ai expliqué cela en première page, si il est possible de mettre un ADXL345 usb cela nécessite un intervention et de la configuration sous Armbian en SSH j'ai donc pas expliqué comment faire car je sais d'expérience que beaucoup de personne n'ayant pas l'expérience vont s'y risqué et je vais passer mon temps a rattraper les erreurs commises. Par contre Artillery a a tous paramétré pour l'utilisation un ADXL345 avec pin GPIO, mais la machine mes pas équipé de l'adxl345, il faut donc acheter cette adxl345 preparer un cable adapter pour le brancher sur le port ADX1 sur la carte mère et une fois fait on peux placer ce dernier sur la tête pour effectué une calibration de la résonnance en X puis sur le Plateau pour le faire pour l'axe Y. Si tu as des incompréhensions ou doute sur cette procédure tu pourras pose tes questions pas de soucis.2 points
-
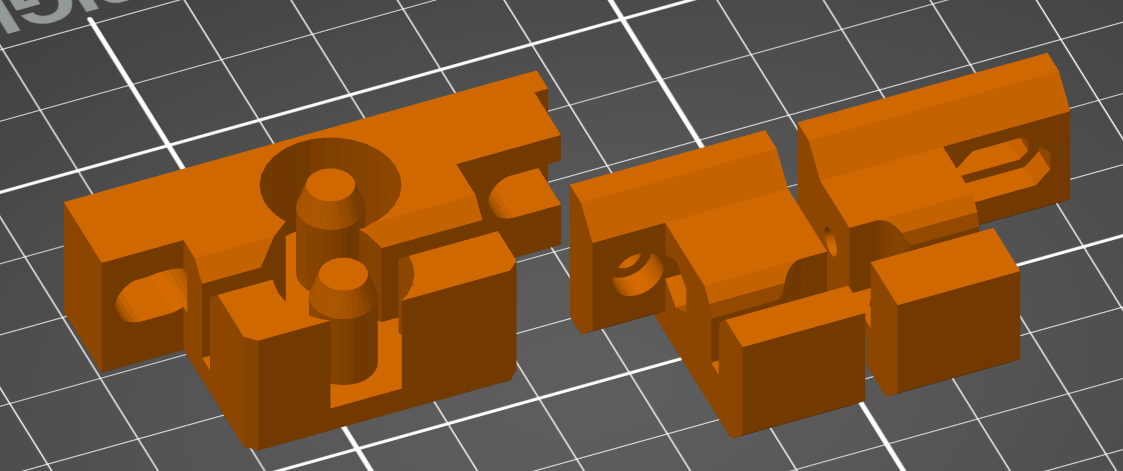
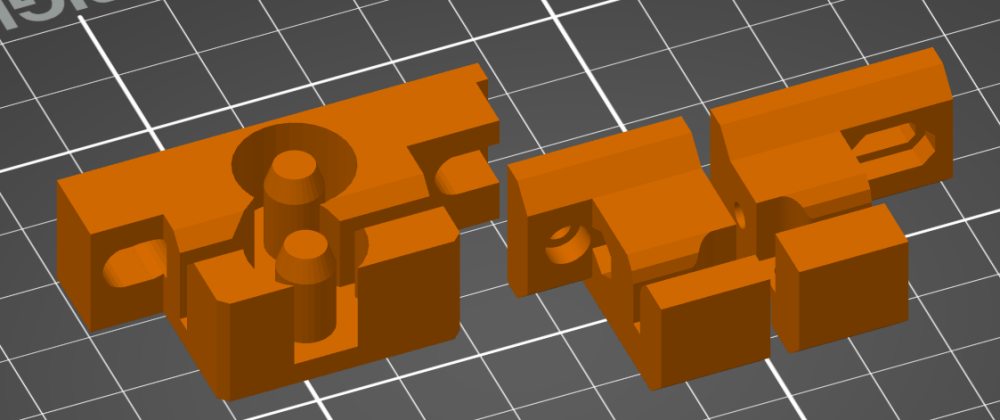
Salut ! C'est une pièce qui a beaucoup évoluée au fil du temps. Sur la MK2S, le réglage de la tension de la courroie s'effectue via le "y-motor". Sur la MK3 (non S) c'est via le "y-idler". J'ai toujours trouvé ce procédé très bricolo, mais ça fonctionne et ça tient dans le temps. Sur la MK3S, un mécanisme de tension a été introduit. Je pense que tu dois pouvoir utiliser le "y-belt-holder" et "y-belt-tensioner" de la MK3S, qui a vu de nez semble compatible (l'entraxe semble avoir été conservé entre le MK42 et le MK52). Avec une vis de réglage : https://github.com/prusa3d/Original-Prusa-i3/tree/MK3S/Printed-Parts/STL Ca ne te coûtera pas grand chose d'essayer.
 2 points
2 points -
Un simple Mosfet externe en 24V ne suffirait pas ? On en trouve de nombreux modèles dans des tailles moindres que des SSR, exemple sur la zone (moins cher sur Aliexpress). Les SSR en conversion DC-DC chauffent pas mal (la taille des radiateurs à utiliser est généralement «conséquente»2 points
-
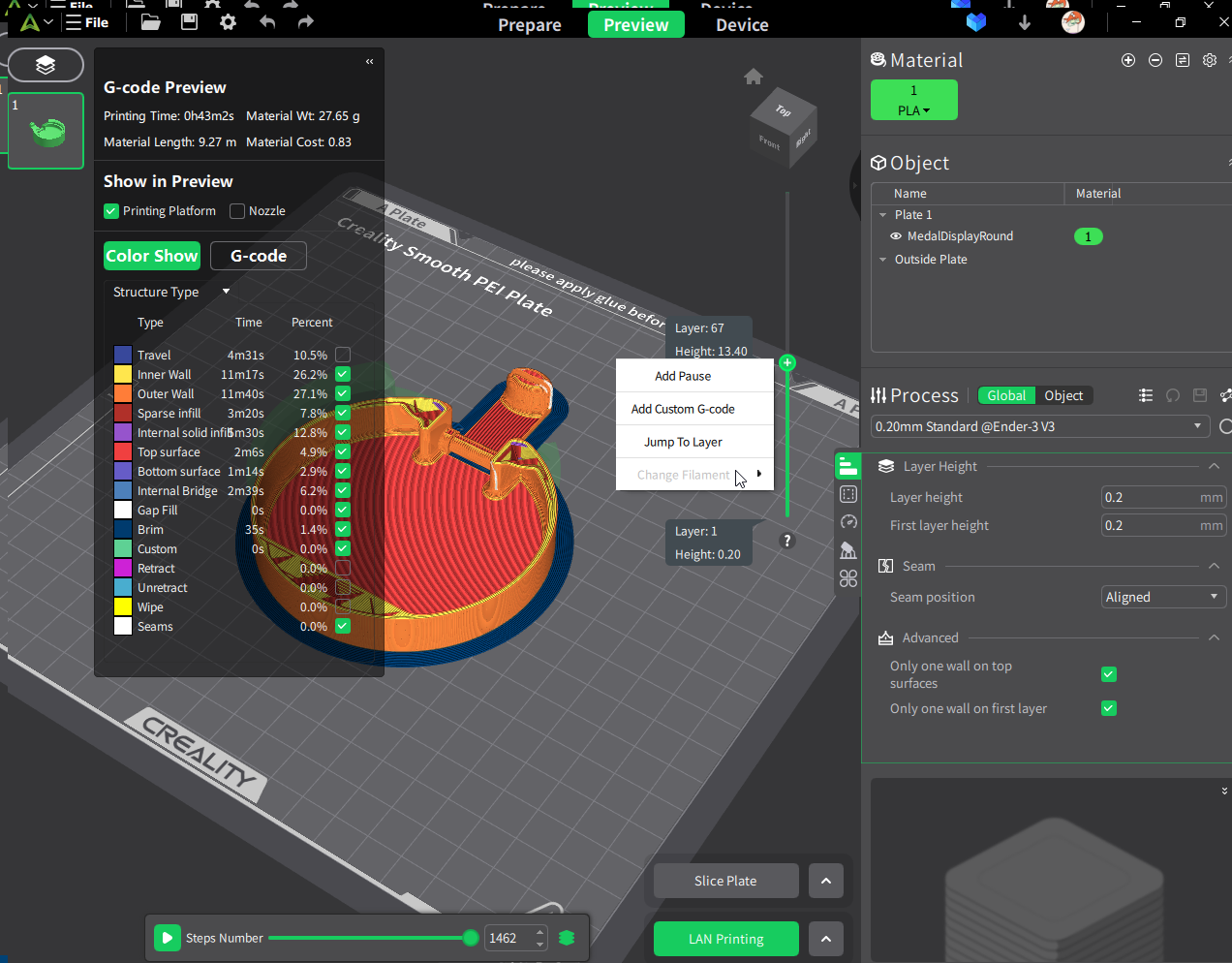
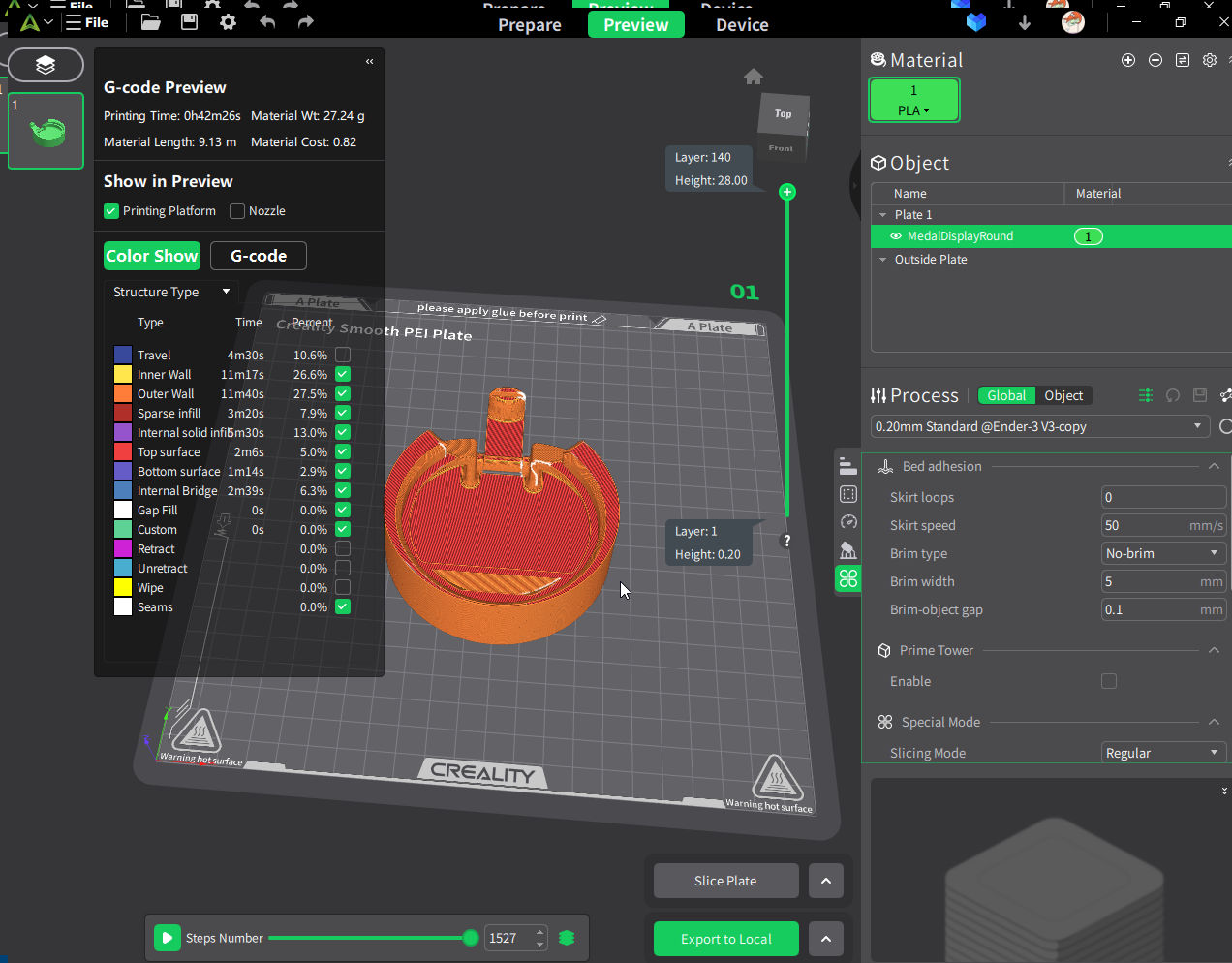
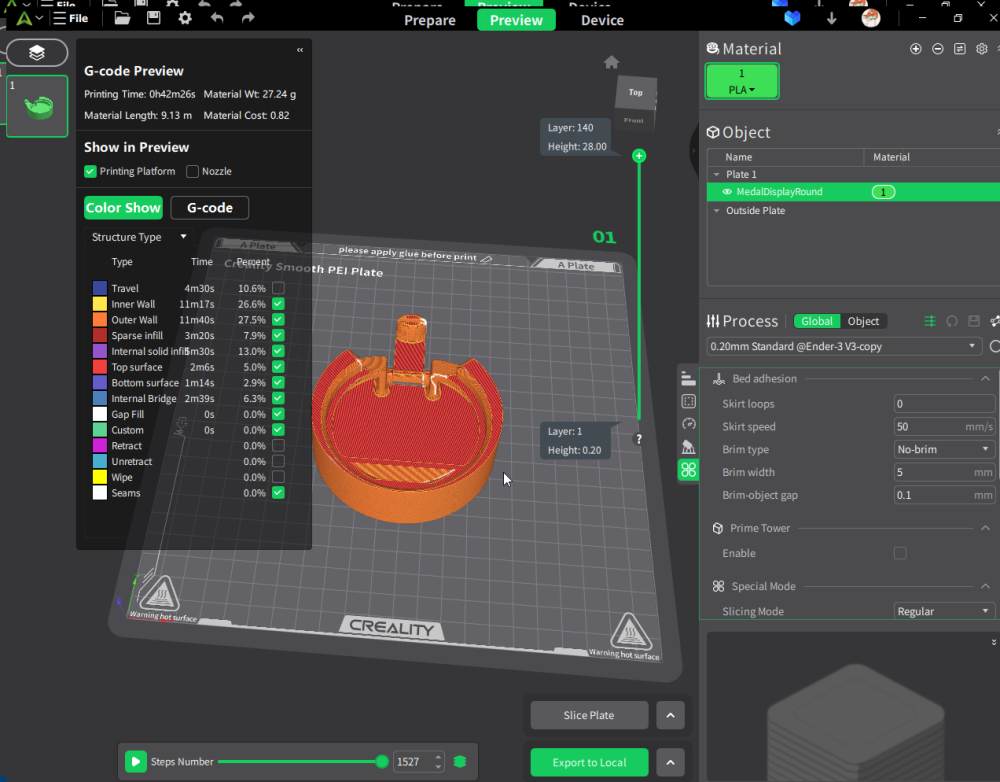
Pour ceux qui se poseraient à l'avenir les mêmes questions que moi à l'avenir : J'ai testé aujourd'hui la version 5.0 de CrealityPrint. Les profils HyperPLA sont par défaut bien plus rapides que ceux de CrealityPrint 4.X et plus rapide que tout les slicers que j'ai pu tester jusqu'à présent. Pour donner des exemples avec un Benchy en 0.2mm : Creality 4.X annonçait 55' avec le profil hyperPLA et K1C de base avec l'option "Sudden Flow speed gradient" Creality 4.X annonçait 39' et 40' avec respectivement le profil hyperPLA de la K1 et le profil hyperPLA de la K1C sans l'option "Sudden Flow speed gradient" (conforme au temps réel d'impression) PrusaSlicer annonce 35' avec le profil de KaminoKGY OrcaSlicer avec le profil de le K1c et filament "rapide" annonce 42' (conforme au temps réel d'impression) Creality 5.0 avec le profil hyperPLA et K1C de base annonce 26' (conforme au temps réel d'impression) Je ne vois pas de différence notable de qualité entre ce Benchy en 26' et les autres imprimés en ± 40'. C'est donc plutôt une bonne nouvelle en matière d'optimisation. La qualité reste bien meilleure que le Benchy en 17' fourni dans le firmware de la machine. Par curiosité, j'ai fait une simulation en demandant à CP 5.0 des couches de 0.3mm et en réduisant le remplissage de 15% à 5%, Creality annonce alors 19'... On se rapproche donc des 17' du Benchy optimisé fourni de base dans la mémoire de la machine... Avec ce même profil, Le ToasterTest est annoncé en 3h45 contre 5h40 dans le test de Motard Geek, c'est tout de même 1,5x plus rapide. Reste que les modifications manuelles de vitesse d'impression des CP 5.0 n'impactent toujours pas le temps d'impression estimé, même en augmentant le débit d'extrusion dans les paramètres du filament mais bon... Je suis déjà satisfait de ce profil "rapide" Autre bonne nouvelle, CP 5.0 propose dorénavant plus de profils de qualité que les anciennes versions du logiciel, de mémoire il y a du 0.08 , 0.12, 0.16, 0,2 et 0,24mm de base Il me reste à tester les profils "qualité" pour voir si ces nouveaux profils ont une influence sur la précision/les tolérance des impressions... N'hésitez pas à tester vous aussi et à faire vos retours2 points
-
Souvent lorsque je récupère des voitures dans leur jus des années 1980, la peinture de la carrosserie part par pétales, ou nécessite d'être refaite. J'utilise pour cela un bain de Glanzer pour décaper les carrosseries (note : cela ne fonctionne pas avec les peintures Tamiya pour lesquelles il faut du paint killer). Après quelques heures, les peintures se détachent des carrosseries, et les résultats sont souvent excellents avec les vieilles peintures... Le voile blanc n'est pas génant, il n'apparait pas une fois une peinture réappliquée sur la face interne de la carrosserie... Le bain pouvant servir plusieurs fois, il me fallait trouver une façon de récupérer la peinture qui commence à charger le bain par pétales... J'ai dessiné un tamis, et imprimé en PETG pour faciliter la récupération des pétales de peintures... Je partagerai le fichier sur Makerworld/Cults3D sous peu...2 points
-
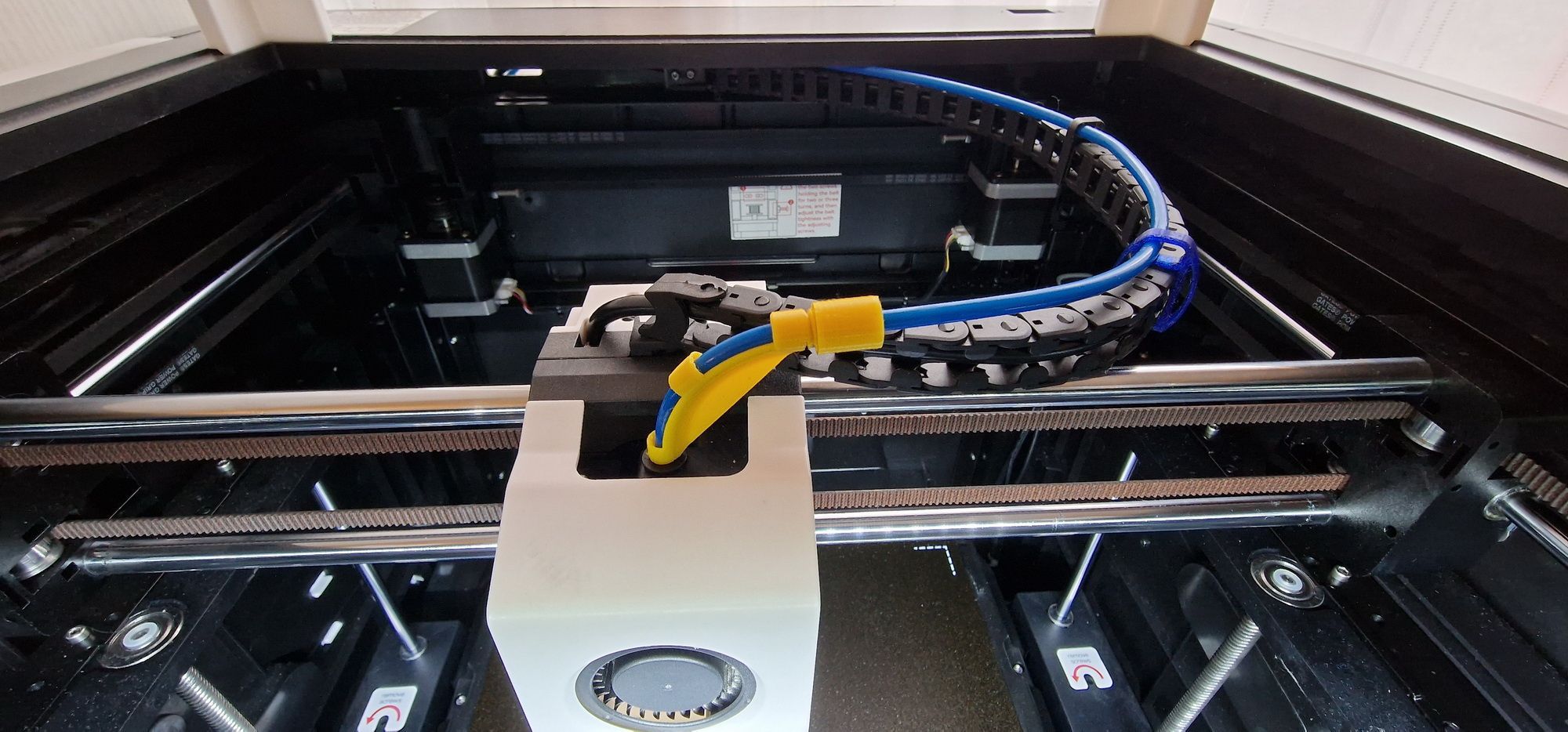
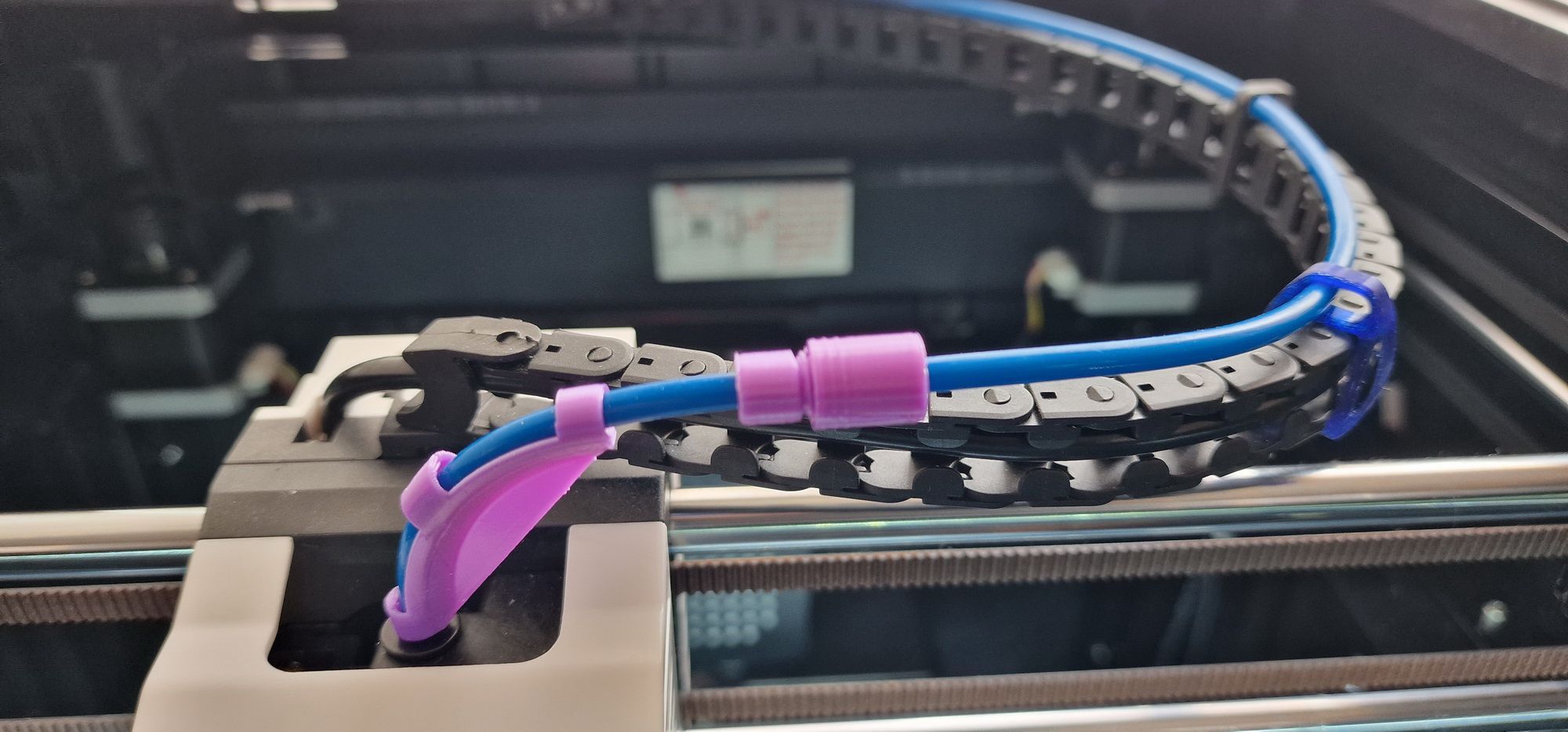
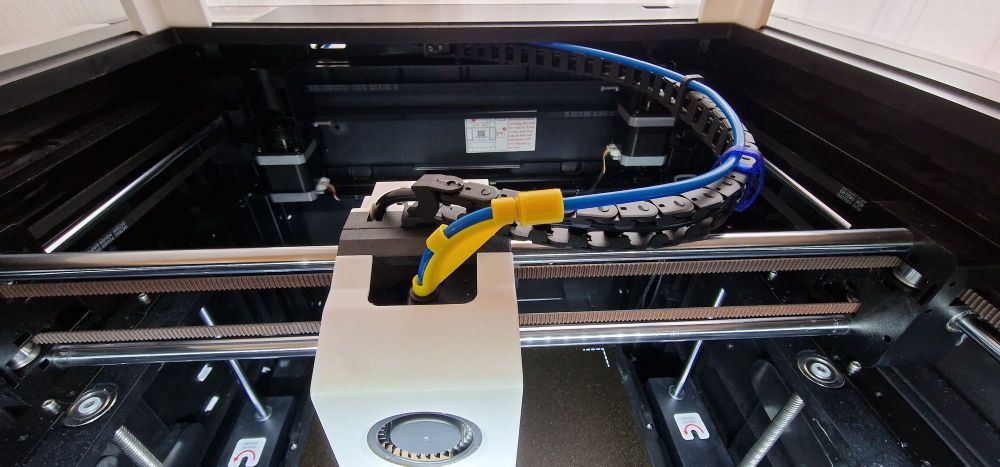
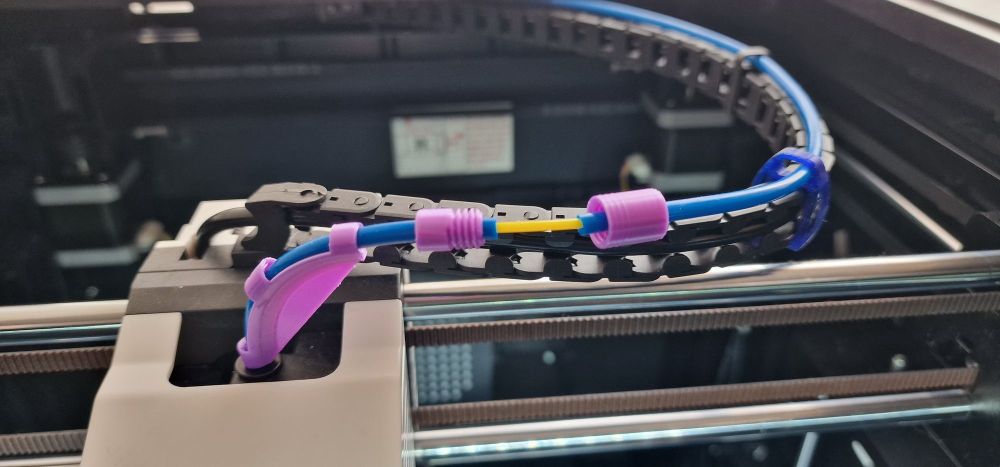
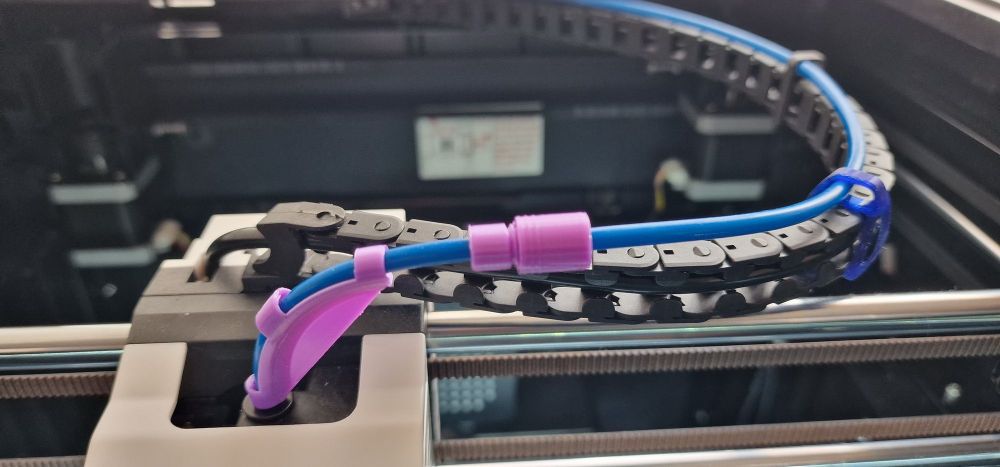
Bon une petite modification de deux pièces et impression en PETG Je gagne 2cm Coude Tube PTFE.stl

 2 points
2 points -
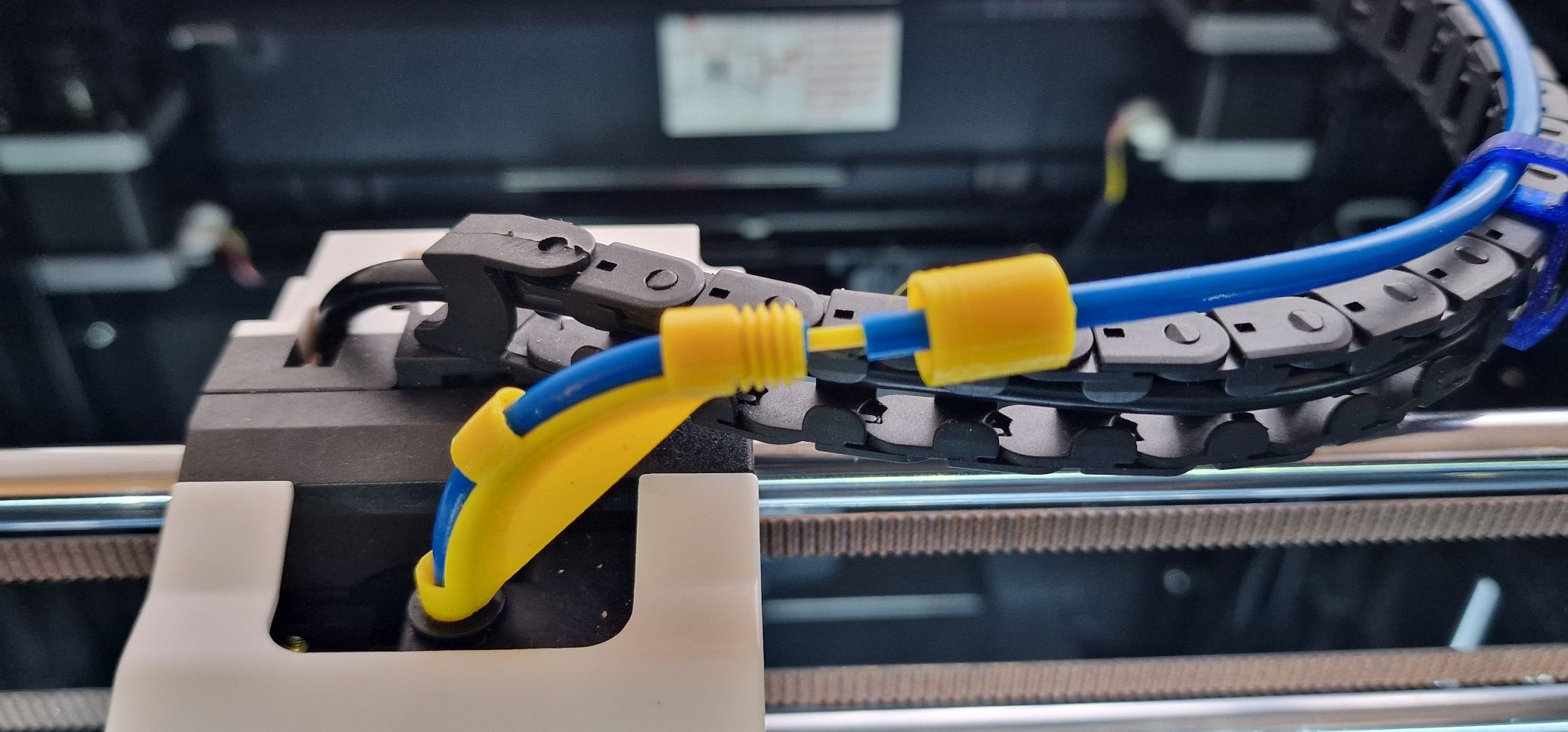
Pas rencontré de problèmes depuis le temps que je l'utilise. Le seul problème que j'ai eu, était dû à un premier PTFE (diamètre interne de 3mm) transparent de piètre qualité qui freinait l'écoulement du filament (ce n'était pas du PTFE), provoquait des défauts d'extrusion, et déclenchait régulièrement le détecteur d'avancement du filament (j'utilise le BTT SFS2.0 à la place du détecteur de QidiTech). Une fois remplacé par un vrai PTFE translucide (pas transparent) de diamètre interne de 2,5mm, le filament coule à flot, comme l'épice dans Dune Pour ton système, après réflexion, tel quel, il ne pose pas de problème, il faut juste bien purger au moins 100mm avant d'introduire un nouveau filament (y compris avec du TPU, enfin du 95A donc pas trop souple).2 points
-
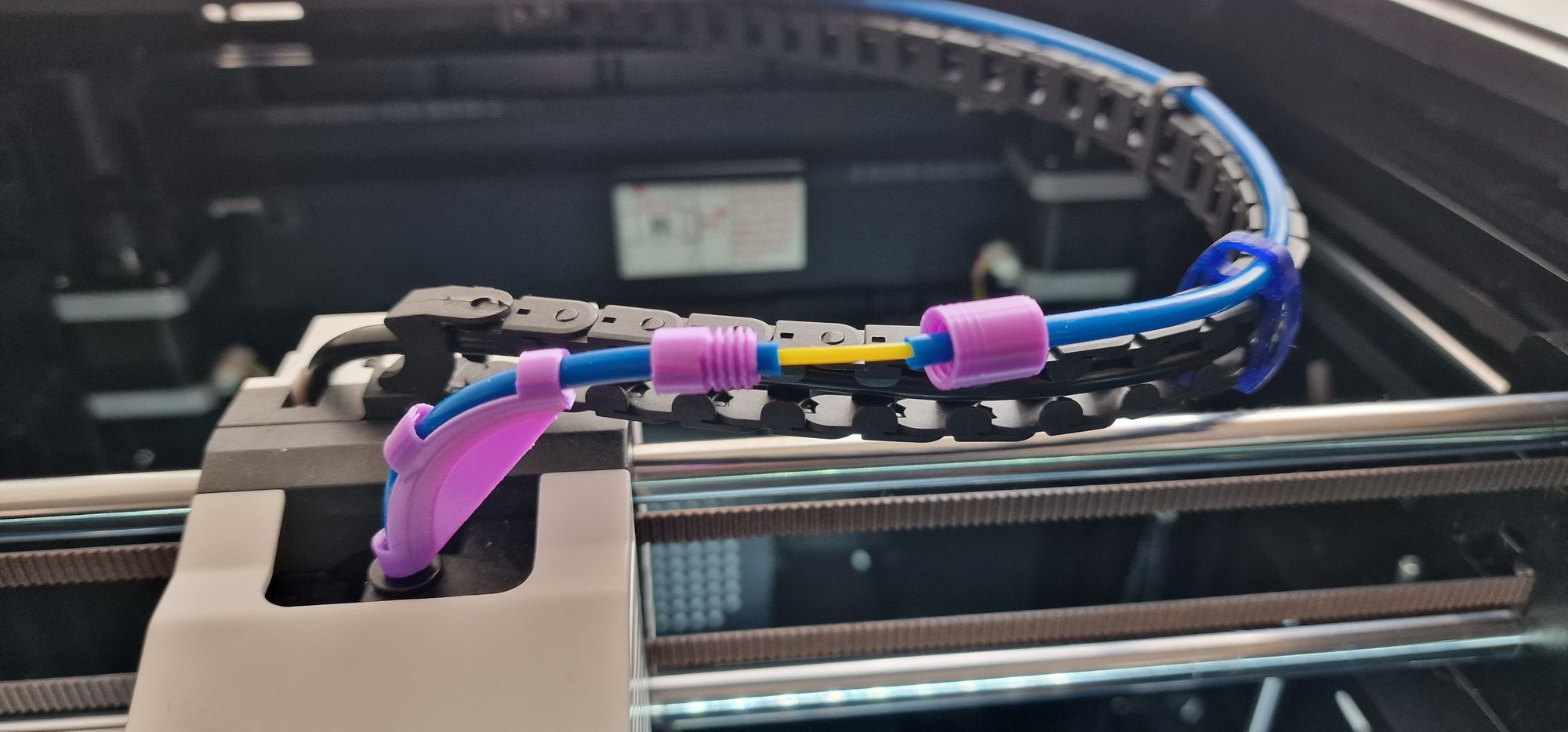
Bonsoir à tous, J'ai pris l'idée de @fran6p et effectué 2 'mix' de fichiers (trouver sur Printables) afin d'éviter d'enlever le tube pour le changement de filament. Ici photos de l'ensemble et les fichiers ptfe30r90.stlAdaptateur_ptfe.STLAdaptateur2_ptfe.STL
 2 points
2 points -
Le voici, il faut juste le faire tourner à 90° et activer les supports. Je me fais un puits provençal avec 7 tubes annelés de diamètre 75 mm et cette pièce (avec sa copie en face) sert à les maintenir en place à la sortie. Modéliser par mes soins avec Amapi. HS : JE ne résiste pas à vous montrer ou va aller ce puits provençal. C'est ma maison, conçu, dessiner et construit avec mes petits doigts musclés. raccord tube 1.stl
 2 points
2 points -
Merci beaucoup pour ton retour. Après impression du fichier RERF je pense que mon temps d'exposition n'était pas bon. Paramétrer de base pour 1,5s je vois que le mieux serait 2s ou 2,25s ce qui parait rien mais je vois sur les impressions une nette différence. La suite au 4eme essai !2 points
-
On progresse un peu, il faut vérifier que l'exposition est suffisante (en plus d'autres choses) avec les RERF ou autre, dans un second temps, je ne vois pas les informations sous le délai d'extinction, c'est une piste à creuser, ne connaissant ni la machine, ni la résine, il m'est encore difficile de me prononcer sur ces échecs N'hésite pas à jeter un oeil à ces vidéos là pour en apprendre davantage : https://youtube.com/playlist?list=PL8ccwU1nEB-EcEneWV4ixoJnZRjC-Df8A&si=zMLMsB_DngRXH7jW2 points
-
De mémoire, l'extension (ou "estension" comme on dit dans le sud ) des fichiers était masquée par défaut dans l'explorateur Windows XP .2 points
-
Energetic3D est ma marque chinoise préférer leur produit de de bonne qualité j'en utilise depuis 2020 j'en ai eu un paquet de chez eux et jamais déçu.2 points
-
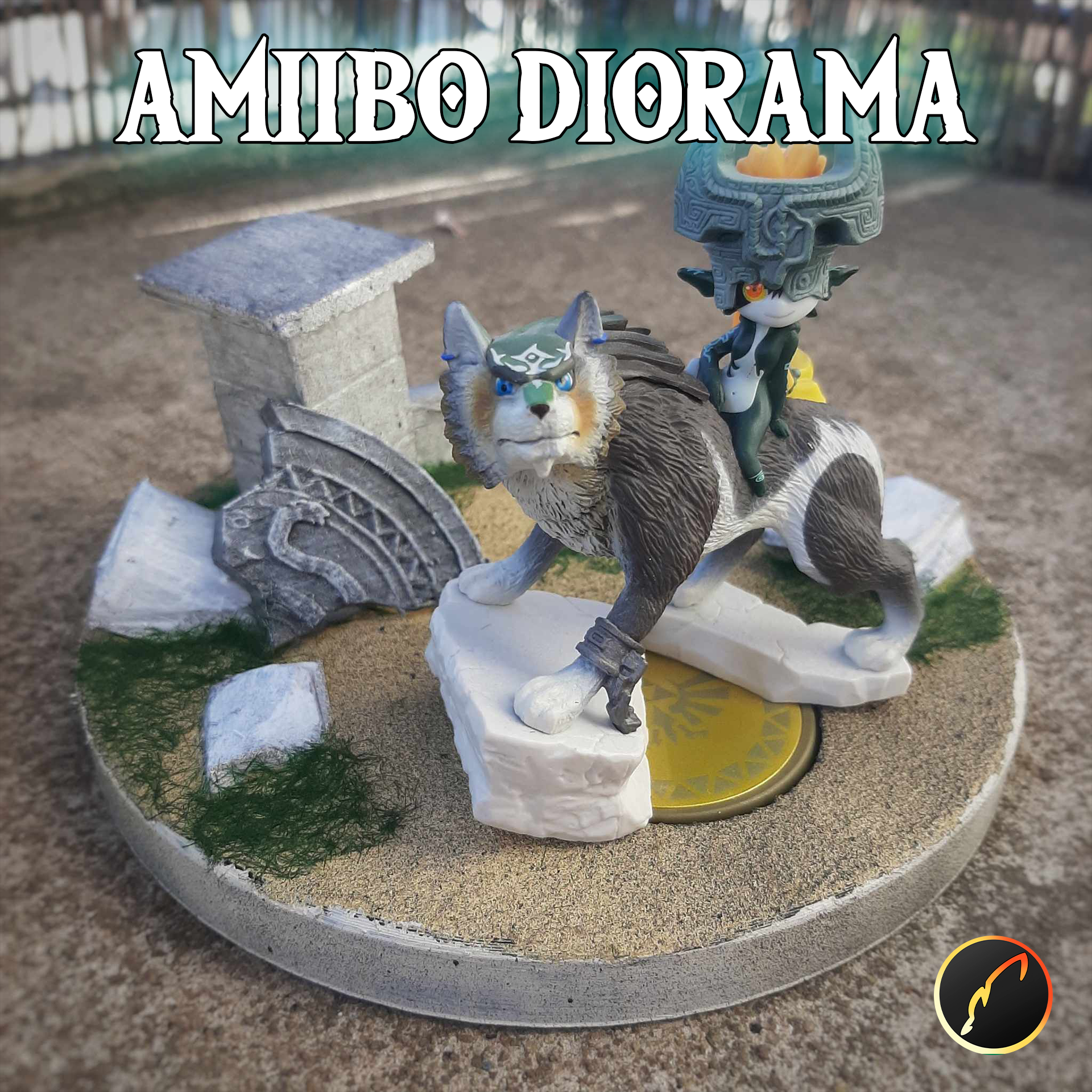
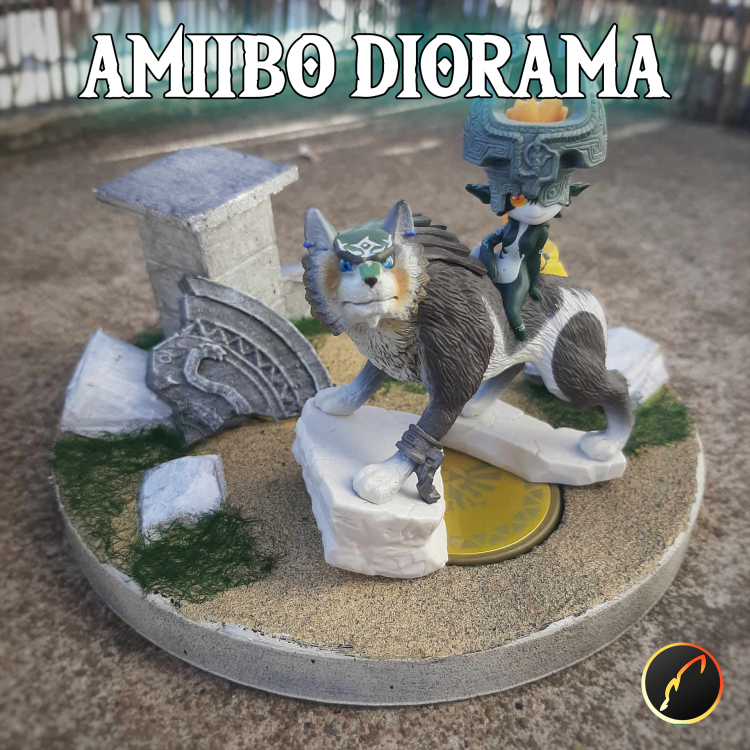
Voici un exemple de projet que j'ai réalisé récemment. Un diorama sur lequel on peut imbriquer un amiibo. Ayant toute la collection des amiibo Zelda, je compte faire un diorama par amiibo ! J'ai pas mal de taf ^^

 2 points
2 points -
Il y a aussi un upgrade de la version 4.8xxxx datée d'hier. mais sans la K2 dedans. je note que dans la version 5 (du moins pour l'instant) il n'y a que les K1 + K2 et les deux V3 sous klipper.2 points
-
Il est pas mal cet article Par rapport à cette image nous avons eu le cas concret avec le composant XZ : https://www.minimachines.net/actu/la-menace-xz-ou-comment-le-ciel-a-failli-tomber-sur-nos-tetes-125967 XZ est une petite brique de OpenSSH, un élément qui sert à gérer la compression des données de manière sécurisée. XZ a été développé et maintenu par une seule personne. Lasse Collin, un développeur qui lance ce projet de compression de données sécurisé en 2000, tout seul et de manière totalement désintéressée. Il travaille dessus en le mettant à jour, l’améliorant, le faisant évoluer tout aussi bénévolement pendant deux décennies. Vous avez bien lu, une partie de la sécurité du web mondial, le truc qui permet de piloter des ordinateurs à distance de manière fiable, tient en partie au travail d’un unique et obscur bénévole sur son temps libre. En juin 2022, Lasse Collin craque. Il annonce qu’il a besoin d’aide pour continuer à s’occuper de XZ. Il est usé. Il annonce ne plus avoir l’énergie pour gérer cette brique d’OpenSSH. Son appel ne reste pas lettre morte et un volontaire se présente alors pour venir reprendre le flambeau. Son pseudo/nom est Jia Tan et si on peut s’interroger sur la motivation d’une personne à s’intéresser bénévolement à une telle « galère » Début 2023, il prend du galon et teste des nouveautés qu’il apporte lui même au code de XZ. Relâchant la pression sur son mainteneur principal. Peu à peu, il fait « ce qu’il veut » de XZ pendant que Lasse Collin s’efface et prend du repos. Plus personne ne vérifie le code en amont avant que cela soit implémenté dans XZ en général. Et donc personne ne contrôle ce qui a, petit à petit, basculé dans la « suite » OpenSSH. En mars 2023, un changement important est fait, l’ancien email de contact du projet passe de Lasse à Jia. Désormais les requêtes, bugs et autres questions seront remontés directement vers lui. Le flambeau est passé. Plus tard dans l’année les choses avancent dans l’ombre. Des éléments sont modifiés dans le code de manière à rendre opaques de futures manipulations, des fichiers dont la vocation n’a plus rien à voir avec l’objectif de XZ sont ajoutés. Ils servent à préparer quelque chose mais cela reste totalement sous le radar. En février 2024, avec des stratagèmes techniques élaborés2, Jia Tan implante dans le code de XZ une porte dérobée permettant de trouer la sécurité d’OpenSSH. Les fichiers sont cachés et chiffrés. Ils sont très difficiles à débusquer car ils fonctionnent comme un poison dont on obtiendrait les effets qu’en mélangeant deux éléments à la préparation. A l’état natif, dans le code source de XZ, ils sont inoffensifs. Ils ont été ajoutés petit à petit au code dans la durée de mise à jour en mise à jour. Pour que personne ne se rende compte du changement, puisque le code est open source et publié sur Github, la méthode employée se doit d’être d’une discrétion absolue. Ce n’est pas tous les matins qu’un programmeur émérite se lève en se disant « Tiens si j’allais auditer du code OpenSource !? » mais il suffirait qu’un curieux se penche sur le code pour que tout le plan tombe à l’eau. Autant utiliser des subtilités techniques. Le code de XZ est donc totalement propre. Il ne s’infecte que lorsqu’il est mis en place sur un serveur. XZ va alors piocher dans des fichiers annexes et se modifier pour devenir dangereux une fois en place. Vous pouvez analyser XZ de fond en comble sans rien trouver mais une fois intégré sur une machine dans OpenSSH, XZ devient la porte d’entrée du pirate. Comment cette faille a-t-elle été découverte est un miracle. OpenSSH est utilisé en permanence à travers le globe, les banques, sites de eCommerce, organismes publics, armées et autres utilisateurs privés comme public emploient ce système en permanence. Et malgré cela, la faille a été découverte par « hasard » via un développeur. Si le web est gigantesque et utilisé par des milliards d’individus, le nombre d’internautes capables de trouver cette faille XZ est évidemment beaucoup plus restreint. Et, sur le total d’utilisateurs du web, un seul a su la déceler : Andres Freund. Andres est un salarié de Microsoft, il est développeur évidemment, et c’est quelqu’un de vraisemblablement très attentif. Il travaille à l’amélioration d’un logiciel et effectue des tests variés pour cela. En faisant une mise à jour de OpenSSH – elles sont régulières – il note que sa connexion sécurisée est plus lente qu’avant. Alors pas vraiment beaucoup plus lente mais Andres est quelqu’un d’attentif et il a les outils pour le remarquer. Avant la mise à jour, la connexion sécurisée était 500 millisecondes plus rapide. Cette évolution vers la lenteur le surprend et il cherche à savoir ce qu’il se passe. En analysant méticuleusement OpenSSH, il découvre que XZ a été modifié et qu’il contient désormais la fameuse porte dérobée mis en place par « Jia »3. Devant l’ampleur du problème, il rédige d’abord un message d’alerte à la communauté sur OpenWall qui sert à alerter les divers responsables réseau et webmestres du monde entier. Ce type de message d’alerte critique fait vite le tour du monde et des mesures de sécurité sont immédiatement prises. Deux versions de XZ sont concernées, la 5.6.0 et la 5.6.1. Et elles ne sont pas déployées en masse. Les responsables réseaux prenant en général le temps de vérifier le bon fonctionnement des mises à jour avant de basculer les machines de production. Cette mise à jour de février n’a pas été énormément installée. « Jia » comptait probablement sur une dissémination plus ample avant de passer à l’attaque. Andres publie également sa découverte sur Mastodon. Github qui héberge le code de XZ le désactive très rapidement pour éviter qu’il ne soit exploité ou installé inopinément. Le résultat de cette découverte évite donc le pire, les serveurs qui avaient basculé vers les dernières versions de XZ rétropédalent. Les particuliers sous une distribution Linux infectée font un retour en arrière et tout rentre dans l’ordre… On l’espère tout du moins.2 points
-
Bonjour à tous, Un certain nombres de personnes m'a exprimé la déception de ne pas pouvoir utiliser la Fonction M600, ou d'autres fonctions avancées de marlin sur les SW X2 et Genius Pro équipé de la Carte Mère 32bits Artillery Ruby. Pour pouvoir activé de nouvelle fonction sur les nouvelle imprimante 32bits Artillery, il sera nécessaire d'effectuer un Flash d'un nouveau Firmware Marlin avec les fonctions souhaité activé sur la carte Ruby. J'ai réaliser un petit Tutoriel au format PDF expliquant en détail comment réussir à Flasher votre imprimante 3D Artillery équipé de la Carte Mère Ruby. ------------------------------------------------------------------------- !! Danger !! Merci de lire ceci avant d'effectué un la manipulation et hésite pas a poser des questions si besoin. Déjà je tiens à rappeler qu'il y a toujours un risque potentiel de bloquer votre carte mère, si un coupure de courant ou une erreur de manipulation est effectué. Je ne peux être tenu responsable de tous dommage occasionné, même généralement il y a rarement des soucis. Rappel : cet procédure pdf explique le flash du Firmware Marlin pour la carte Mère, il est nécessaire par la suite de Flasher un firmware TFT donc le fichier de configuration est configuré sur la vitesse 250000bauds comme ceux que j'ai mis a disposition. Le Flash du TFT ce fait par un carte micro SD dans le lecteur Micro SD de l'écran exclusivement. Ne pas utiliser le Logiciel STM32 pour Flash le Firmware TFT sur votre carte mère. ------------------------------------------------------------------------- Pour infos, les premières séries de X2 et Genius pro nécessiteront plus de manipulations, il sera nécessaire d'ouvrir le boitier de l'imprimante et de placer un câble Dupont Femelle/Femelle, pour les séries sortie plus tard il sera possible de Flasher votre imprimante sans avoir a ouvrir cette dernière. Tous est expliquer dans le Tuto PDF joint a ce Topic. Il sera nécessaire d'utilise un soft de chez STM (programmateur), et un soft de contrôle pour imprimante 3D comme Repetier Host ou Pronterface par exemple. Je vous laisse prendre connaissance du tutoriel, je vais voir pour vous concevoir un Firmware custom à partir du Marlin source d'Artillery pour vous réaliser un Firmware, plus évolué avec gestion de fonction comme le M600, Arc Welder, et autres optimisations que je peux trouver utile. (J'ajouterais le Firmware Custom pour la X2 des que possible dans ce topic). Comment Flasher une Carte Artillery Ruby.pdf ------------------------------------------------------------------------ MàJ : 09/03/2023 Firmware Artillery X2 Marlin Custom 2.1.2 (input Shapping) + TFT BTT pour écran avec MCU STM32 & GD32 Mise à jour assez importante, grâce au travail d'un italien Ciotto et d'un membre du forum @gagipro nous avons enfin un firmware TFT BTT compatible pour les TFT de X2 utilisant un MCU GD32F305. A présent toutes les X2 quelques soit la vers de l'écran TFT seront compatible avec un seul firmware Marlin custom et firmware TFT BTT. Cela simplifiera la vie de tout le monde , alors hésité pas a remercié @gagipro pour ce travail. Voici la liste de rappels des optimisations et ajouts au Firmware Marlin 2.1.2 par rapport à celui D'origine Artillery. Passage à Marlin 2.1.2 (Après mise à jour le mode DFU devrait pouvoir être activé sans ouvrir l'imprimante, si vous aviez une X2 qui le nécessitait) Support de la fonction M593 Input Shapping des axe X et Y, cette fonction permet de calibrer la résonnance et supprimer les effet de ghosting sur les impressions, procédure dispo ici. Passage du baudrate pour le Flash en mode DFU en 250000 au lieu de 115200 (pour conservé une certaine logique, entre le mode non DFU et DFU). Ajustements des valeurs sur la sécurité et la prévention d'incidents thermiques. Ajustements des Feedrates (X / Y / Z / E) de la X2. Ajustements des accélérations (principalement l'accélération de rétraction qui était excessive). Remplacement des fonctions "Junction Deviation" & "S-Curve" par le "Classic Jerk" (les Jonction Déviation et S-Curve sont encore capricieuse sous Marlin pour le moment). Ajustement Feedrate du Z-Prob pour une plus grande efficacité du relevé de mesure du 3DTouch (Probing Fans Off). Activation de la fonction M48 (Test de répétabilité du capteur de nivellement automatique). Activation de la fonction "Restore Leveling After G28" (dès que un G28 est effectué les valeurs du dernier relevé sous automatiquement rechargé), plus besoin de G29 ou M420 S1 après le G28 dans le start Gcode . Activation de la fonction G26 Mesh Validation. ABL Relevé de Mesure en 49 points au lieux de 25 points (c'est qu'un avis perso mais cela apporte plus de précision sur le relevé et donc sur la première couche). Activation du "Nozzle Park Feature" et "Advanced Pause Feature" (support M600 et parcage automatique de la tête en pause). Activation de la fonction "Adaptative Step Smoothing" (Augmentation de la résolution des mouvements multi axe, surtout a certaine fréquence de fonctionnement des moteurs). Prise en compte du BabyStepping tout le temps et pas uniquement en cours de mouvement. Activation du "Linear Advance" avec valeur "K à 0" (ce qui vous permet de le laisser inactif a 0 ou d'effectué un test de calibration Linear Advance et d'ajuster sa valeur), le Linear Advance permet de garder un flux de matière constant sortant de la buse lors des accélérations et décélérations. Vidéo explication du Linear Advance & Outils de génération du Gcode de calibration pour Linear Advance. Ajustement de la fonction "ARC Welder" avec une résolution bien plus importante (vidéo de Tom's basement sur le sujet Arc Welder). Activation de la fonction M486 pour les utilisateur de PrusaSlicer & SuperSlicer (object cancelation) N.B : N'ayant pas les spécificités techniques complète du 3DTouch Artillery ici je n'ai pas activé le Mode 5v pour BLTouch (car si ce n'est pas un clone de BLTouch V3 ou supérieur le Capteur va cramer et la carte peut aussi en souffrir), ni le HS Mode pour BLTouch (je ne sais si ce capteur support le mode High Speed). Firmware Marlin 2.1.2 Input Shapping pour Artillery X2. Pour ceux qui en aurait besoin les sources sont ici. La procédure de Flash est disponible en PDF attention toute fois le logiciel STM32 a quelque peu changer dans sa présentation. Firmware Marlin 2.1.2 Input Shapping pour GeniusPro. Firmware TFT pour Artillery X2 avec MCU STM32F107. Version compatible pour écran avec MCU STM32F107 est préconfigurer pour la X2 avec tout ce qu'il faut par rapport à mon firmware Marlin. Placer tout le contenue dossier et fichier sur la racine d'une carte µSD pour flasher votre TFT tel que vous pouvez le voir sur la photo ci dessous. Pour les TFT en GD32F305 avec bootloader 3.0.4 utiliser ce firmware TFT fournit par GAGIPRO TFT_fix304byG@gipr0.zip, télécharger le fichier Zip et decompresser tout sont contenue a la racine d'un carte µSD formater en FAT32 allocation 4096o. Pour les TFT en GD32F305 avec bootloader 3.0.5 Utilisé le firmware de tft de Ciotto sur son github, Ceci pour éviter d'avoir le soucis de l'écran figer sur Bootloader 3.0.5 si aucun carte µSD est dans le lecteur au démarrage de l'imprimante. Récupérer l'ensemble des fichiers et dossiers à placer sur une carte µSD formater en FAT32 Allocation 4096o. P.S : Pour vous facilités les choses je vous préconise avec les firmware TFT de Gagipro et Ciotto de remplacer le fichier config.ini par mon fichier il est configurer au mieux pour aller avec mon firmware Marlin config.ini Su base du firmware TFT modifié par Ciotto et Gagipro je vous met une version pour bootloader 3.0.5 pre configurer qui vous facilitera l'installation 3.0.5-mkstft28evo.zip A quoi ressemble le firmware TFT. N.B : La version Marlin 2.1.2 pour la Genius Pro sera disponible bientôt ici. Il peu y avoir encore quelques petit bug sur les TFT avec MCU GD32F305 si c'est le cas faite le nous savoir et notifier @gagipro. Ancienne Version de firmware : ------------------------------------------------------------------------------------- Archive : 04/02/2022. Firmware Marlin 2.0.9.3 pour X2 Stock. -------------------------------------------------------------------------- Archive : 06/02/2022. Firmware Marlin 2.0.9.3 Pour Genius Pro Stock. -------------------------------------------------------------------------- Archive : 28/02/2022 Firmware Marlin Pour X2 et Genius Pro équipé de Drivers TMC2208 Firmware Marlin 2.0.9.3 pour X2 avec Drivers TMC 2208 Pour l'utilisation de TMC2208 ou 2209 il est nécessaire d'ajouter des cavaliers pour configurer le MS1 et MS2 Les informations utiles sont ici. ------------------------------------------------------------------------------------ MàJ : 28/06/2022 version pour X2 avec TFT MKS équipé de MCU GD32F305 Firmware marlin 20.9.1 pour X2 avec TFT GD32F305 Firmare marlin 2.0.9.1 pour Genius Pro avec TFT GD32F305 Si vous souhaitez me soutenir pour mon implication, les tutoriels, Firmware et aide, voici un lien Paypal.me : https://www.paypal.com/paypalme/MrMagounet

 1 point
1 point -
@babz voici une petite vidéo comment exclure du support sur des surfaces: Exclure support1 point
-
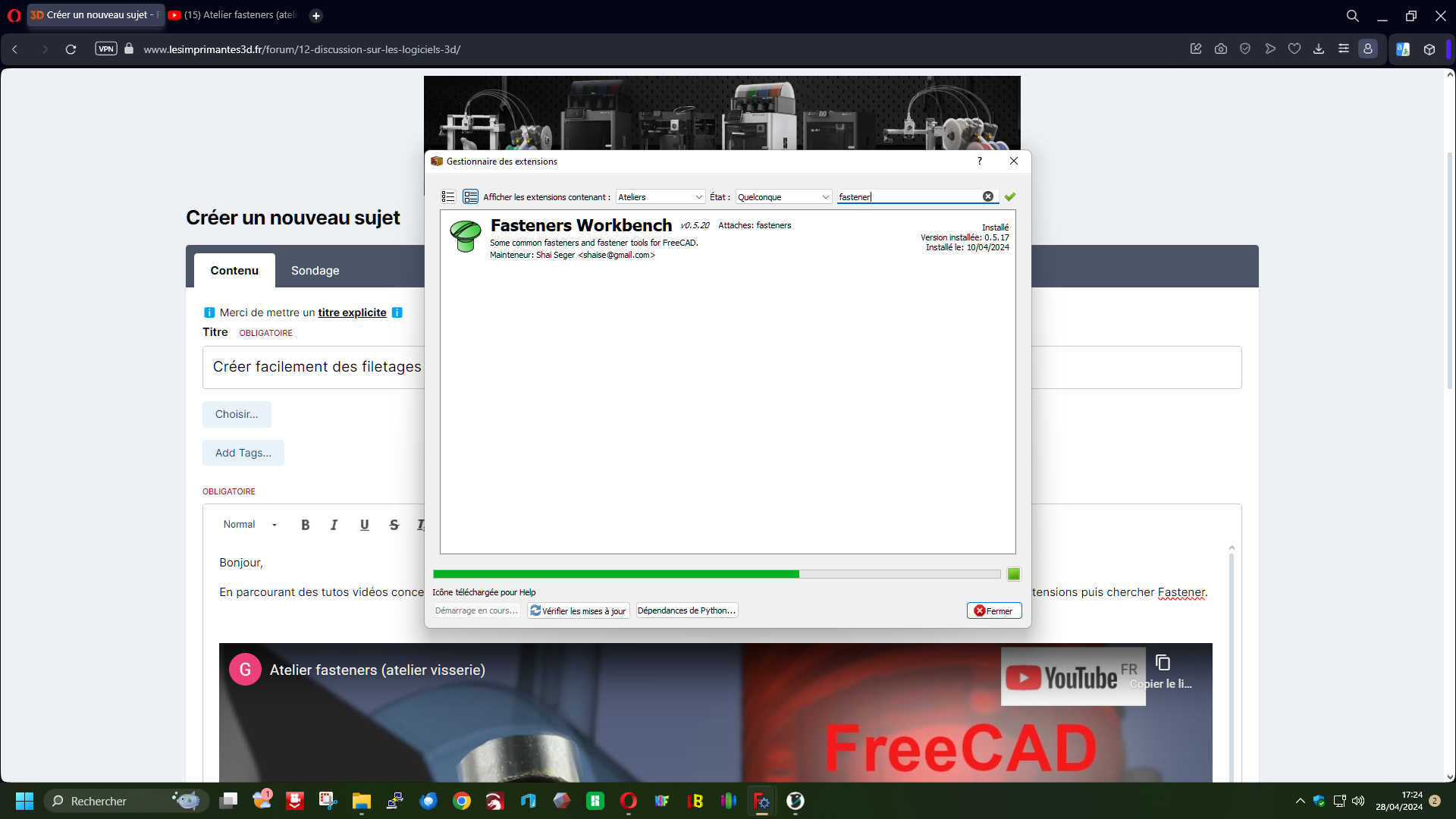
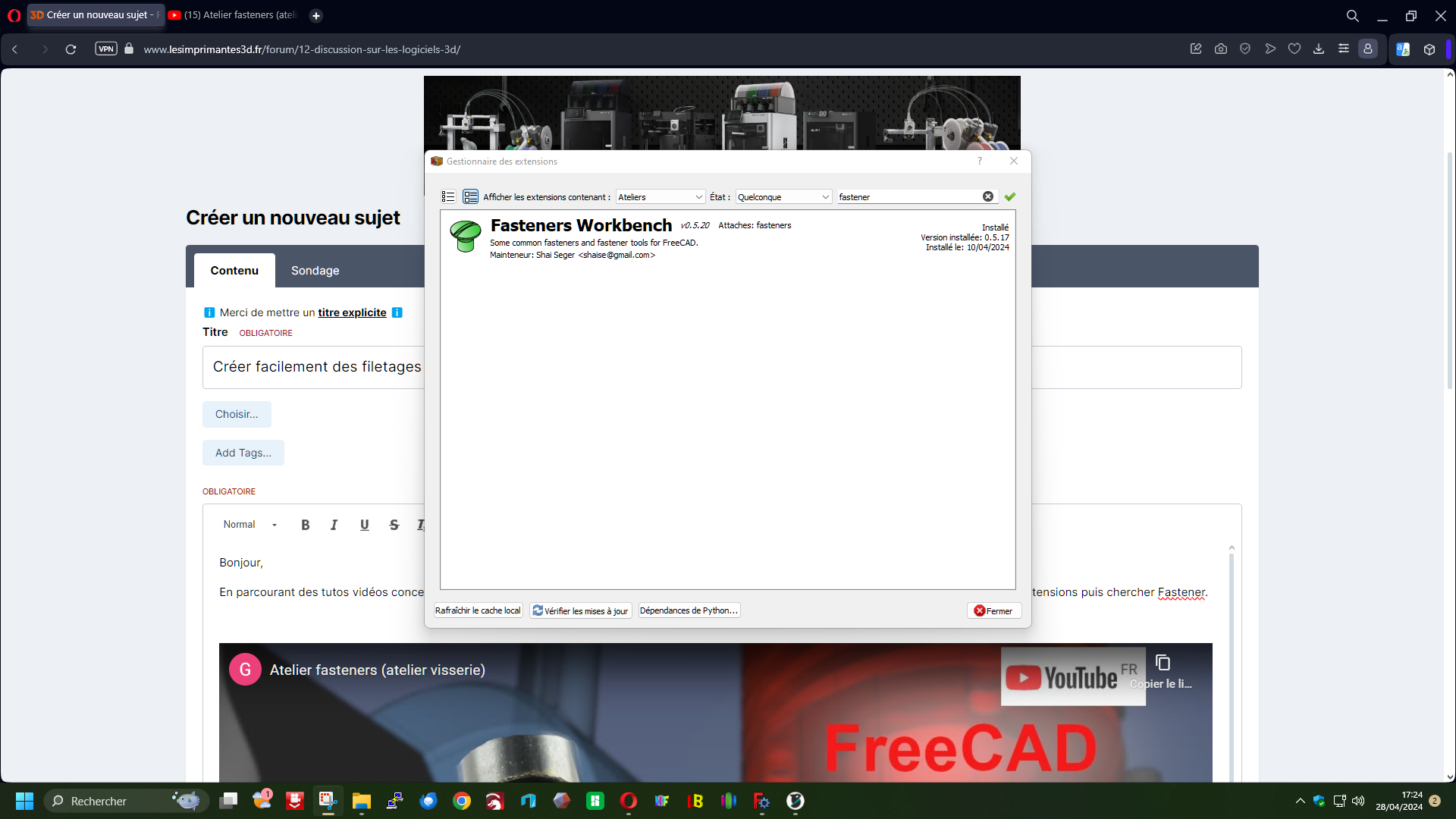
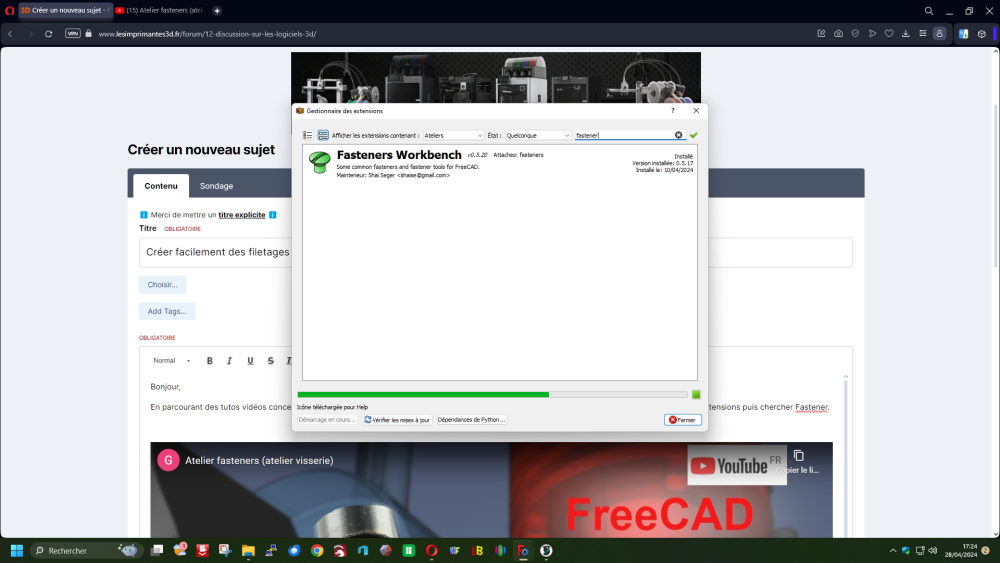
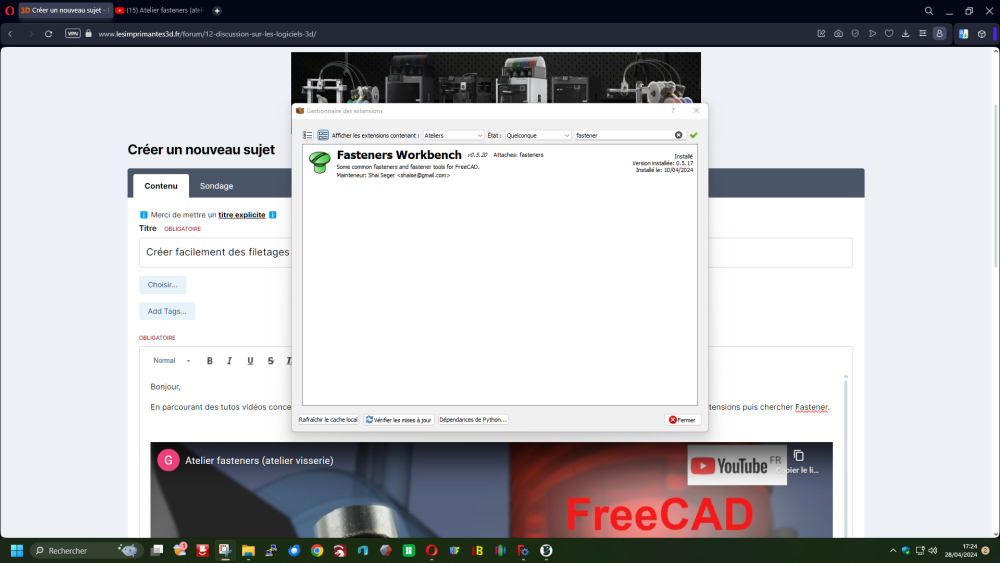
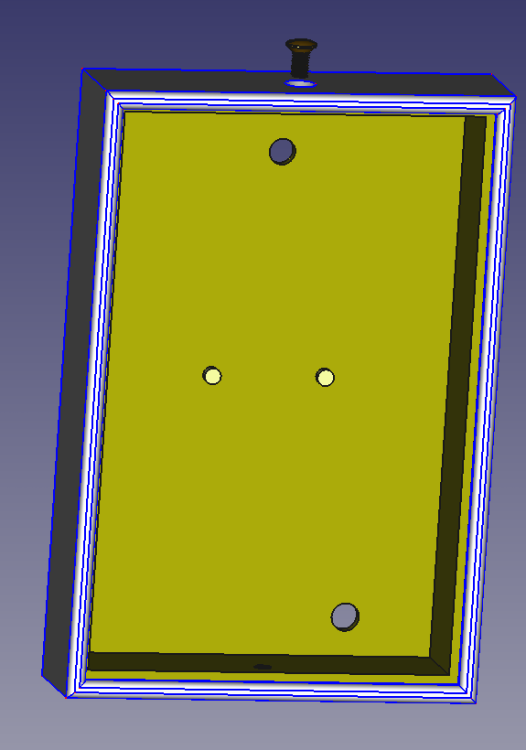
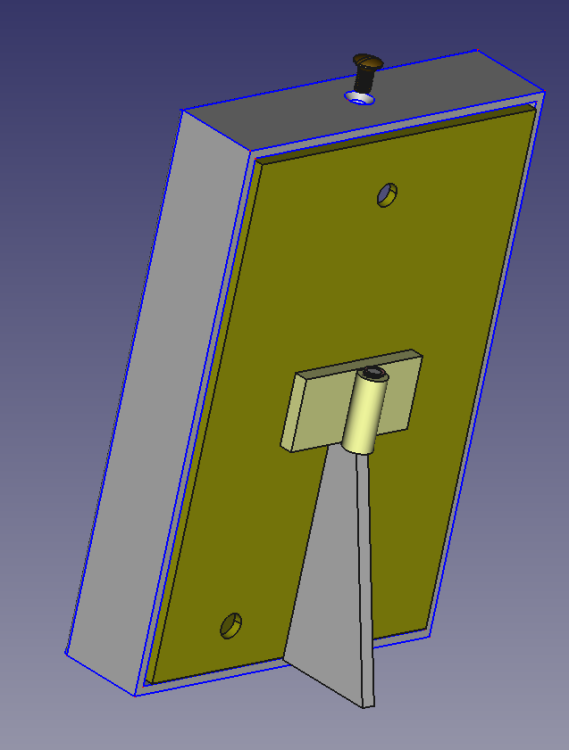
Bonjour, En parcourant des tutos vidéos concernant FreeCad j'ai découvert l'atelier fasteners que l'on peut installer en allant dans outils -> Gestionnaire des extensions puis chercher Fastener. La création de taraudages d'écrous devient un jeu d'enfant en suivant la vidéo ci-dessous. Projet_cadre_28_04_2024.zip
 1 point
1 point -
Merci à toutes et tous pour vos contributions, infos et conseils. Et après réflexion, je vais réaliser le projet en petg. J'ai lu ici ( https://www.expert-scan3d.fr/le-petg-va-t-il-fondre-au-soleil-la-reponse-ultime/ ) un autre article assez convaincant sur cette matière qui a fini par me décider. Ce sera une mise en oeuvre plus simple qu'avec de l'asa. Et pour ce travail, je vais quand-même investir dans une nouvelle imprimante plus rapide et acceptant des buses de 06mm. Je veux préserver ma Neptune 3+ qui devrait, sans ça, endurer +/- 700h d'impression supplémentaire. Dans quelques mois, si tout va bien, je reviendrai vous montrer le résultat.1 point
-
https://www.lesimprimantes3d.fr/forum/topic/57960-marlin-geeetech-a20m/?do=findComment&comment=5900291 point
-
Le truc c'est que c'est à double tranchant. La possibilité de déposer sous brevet certaines choses peut permettre de ralentir leur développement. Certaines grosse sociétés utilise cela. Elles achète les brevets de techno qui pourrait mettre en péril leur business afin dans bloquer l'usage. Par exemple certaines sociétés pétrolières, achètent des brevets d'autres techno de sources d'énergie, et les laissent prendre la poussière histoire de conserver leur monopole ...1 point
-
Il y a de l’open-source depuis bien longtemps. La preuve : j’ai eu un chat de gouttière en open-source (de père et mère inconnus) durant 14 ans. Pour ne pas changer de version, je l’ai fait stériliser.1 point
-
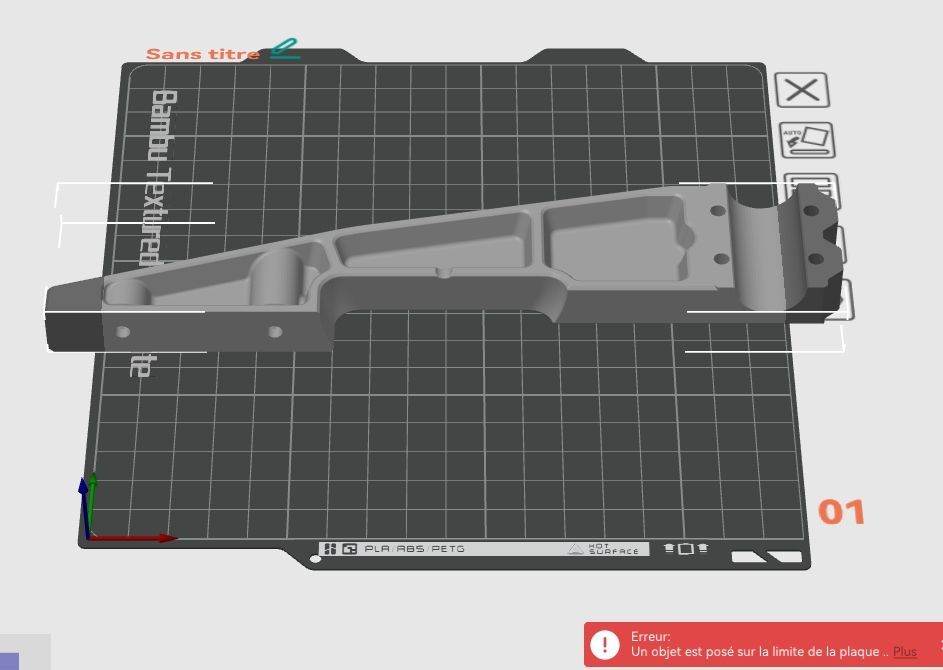
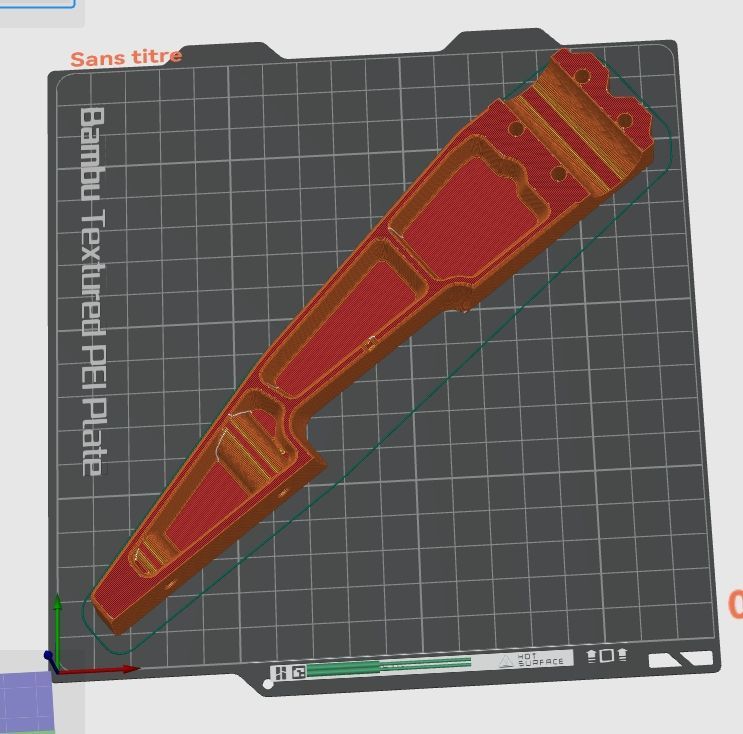
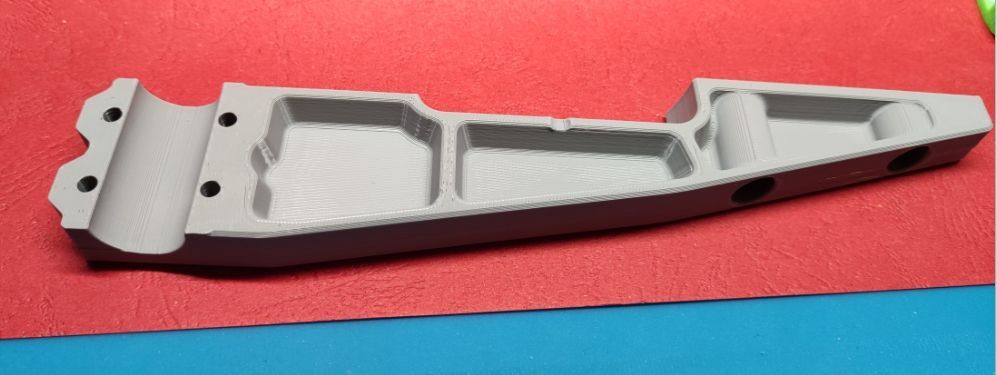
C'est mon copié/collé qui a oublié le M( j'ai rectifié). Je fonctionne comme ça sans problème sur ma Geeetech. @christophe1492 Comment ça tu ne peux pas imprimer le bras sur ta ender ? Je suis en ce moment même en train d'imprimer le bras sur ma A1mini qui n'a qu'un plateau de 180x80. Je l'ai imprimé en petg, ça résiste mieux à la chaleur. J'ai eu un leger warping sur le petit coté , sans conséquenc vu qu'elle que la pièce est suffisamment flexible pour que les trous de fixation soit à leur place.
 1 point
1 point -
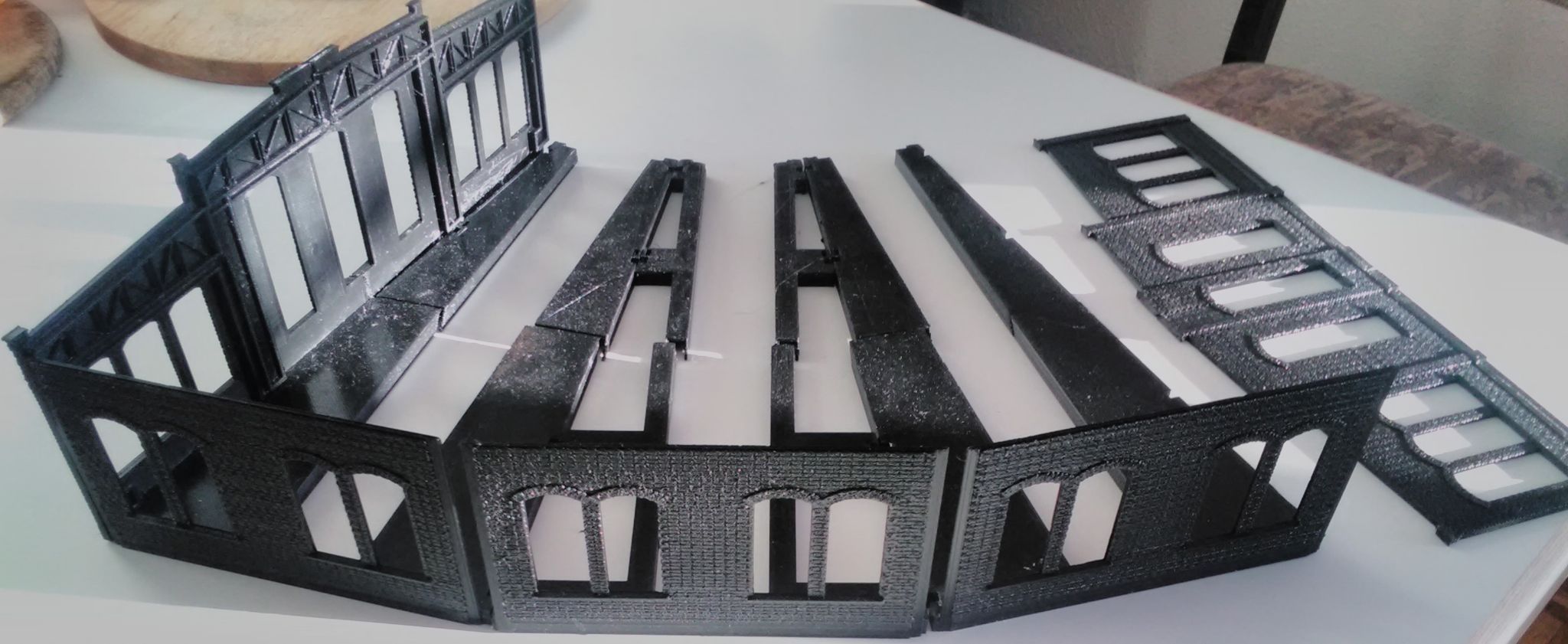
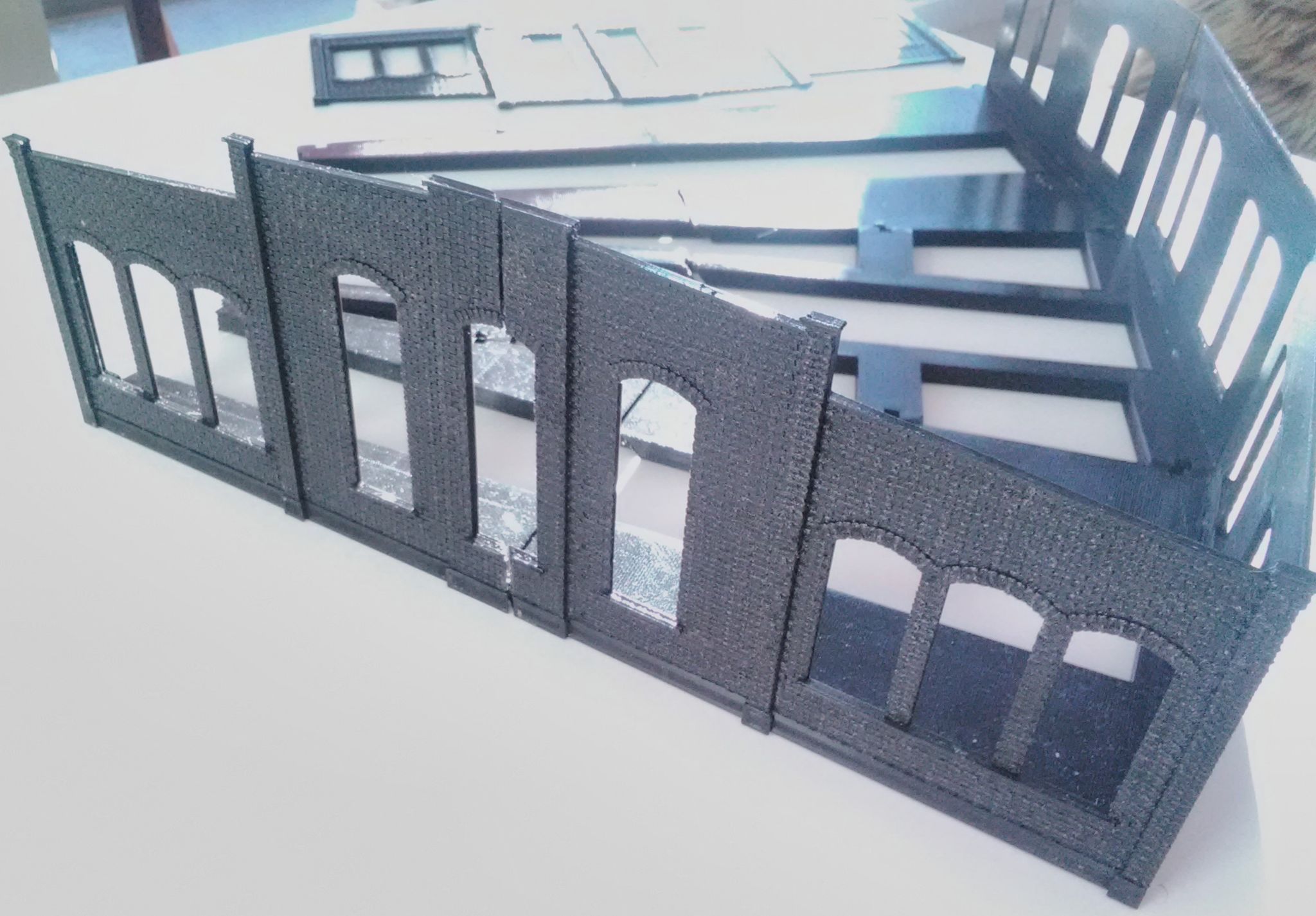
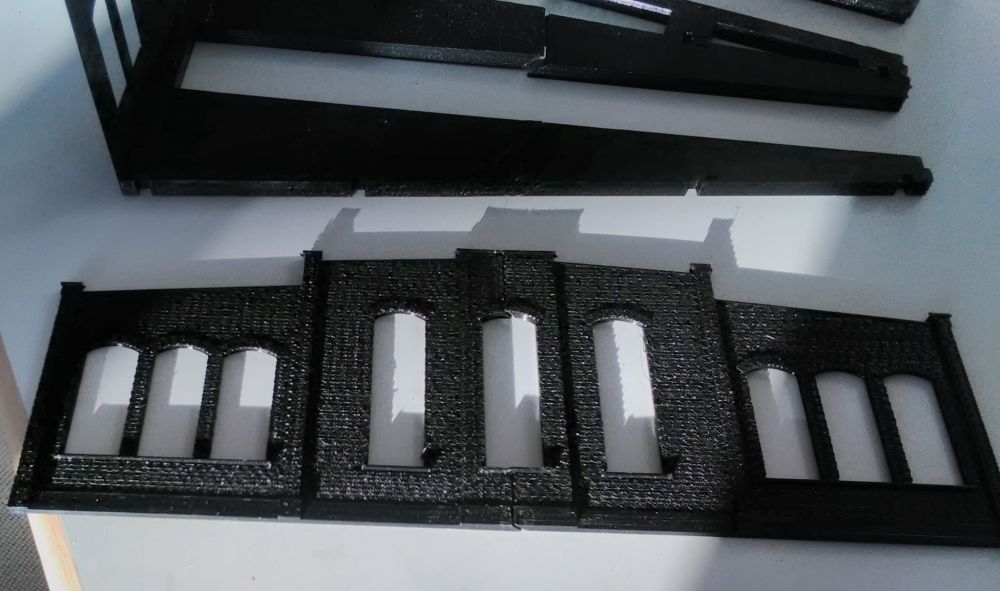
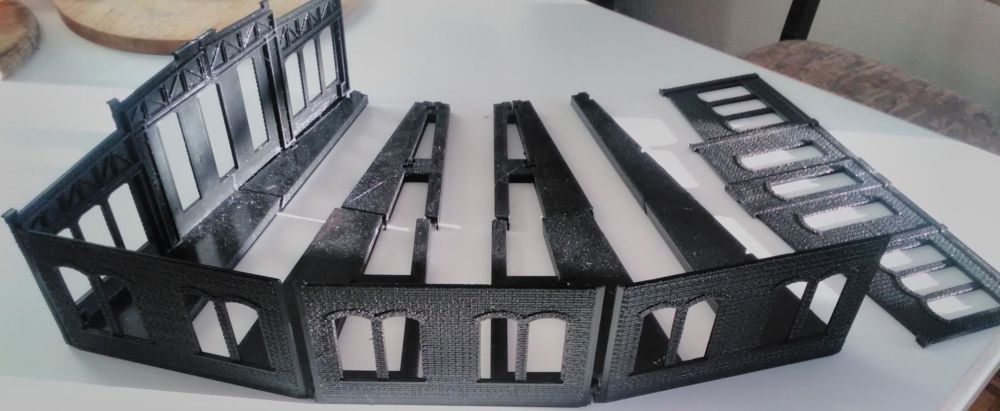
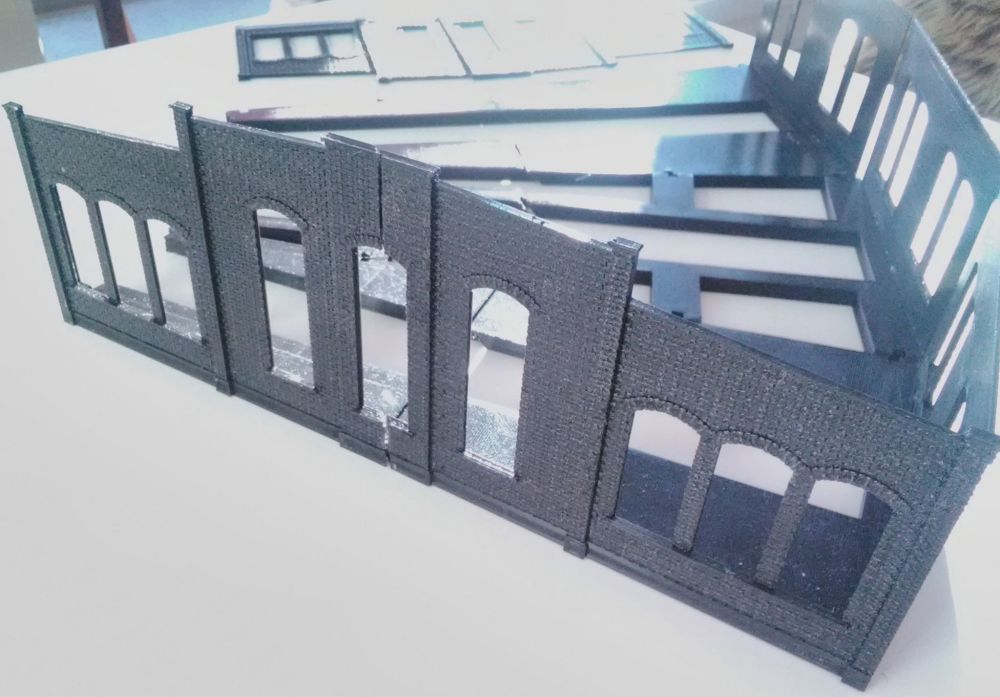
Nouvelle impression avec une Anycubic Méga S fil Esun PLA + 1.75 buse de 0.4 avec couche a 0.25 vitesse 65 mm T° 217 bed 70 Rotonde Echelle H0 découpée en plusieurs tronçons, le bed de 21x21 ne me permettant pas d'imprimer la totalité des murs !! (peut-être un jour avec une Chiron 40*40 !! qui sait!!) montage a blanc et certaine parti collé avec une colle Pattex Multi qui a l'air de bien fonctionner pour le collage du PLA. Pour peu qu'on ne touche pas au pièce collé pendant au moins 24 h
 1 point
1 point