Classement
.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)



Contenu populaire
Contenu avec la plus haute réputation dans 06/09/2018 Dans tous les contenus
-
Gros coup de stress, hein ! Apparemment, rien n'a fumé... Bravo @papa50 , TROP fort...2 points
-
mdrrrr ... non mais faut pas vous embrouiller pour moi çà fait 10 ans que je squatte plus les forums mais je vois que l'esprit à pas changé :))) Je vais suivre les conseils quelque soit l'étage d'où ils proviennent ... une vrai étagère en fait les forums Merci2 points
-
j'te suis.2 points
-
Un truc pour ranger les pétards roulés d'avance ?2 points
-
J'ai réduit un peu le délai entre 2 recherches pour les membres connectés on va voir si le serveur tient Niveau espace disque ça va mieux que ressources CPU et mémoire... D'ailleurs on fait une passe régulièrement sur les images pour resize2 points
-
Bonjour à tous ! Je me permets d'ouvrir un topic dédié aux sites proposant en téléchargement gratuit ou payant des fichiers STL. J'ai mis ça dans cette catégorie car quelque part les fichiers STL peuvent être aussi considérés comme du consommable Gratuits (CC et Libre) https://www.thingiverse.com/ https://www.myminifactory.com/fr/ http://libre3d.com/ https://www.youmagine.com/ https://www.spyder3dworld.com/ https://pinshape.com/ http://www.3dmodelfree.com/ https://free3d.com/ https://sketchfab.com/models/popular https://grabcad.com/library Payants et gratuits ( CC ) http://www.malix3design.com/ https://cults3d.com/fr https://www.tinkercad.com/ https://www.3dagogo.com/ Payants (Licence) https://www.3d-pocket.com/ http://do3d.com/ https://www.shapeways.com/ https://www.cgtrader.com/ http://www.cuboyo.com/ https://www.sculpteo.com/en/gallery/ https://www.threeding.com/ https://www.cgstudio.com Moteurs de recherche http://www.yeggi.com/ https://www.yobi3d.com/ https://www.stlfinder.com/ http://www.aipos3d.com/ Jeux Vidéo https://www.models-resource.com/ https://www.gambody.com/ Aide handicap http://enablingthefuture.org/which-design/ http://library.zortrax.com/ Sexy http://www.makerlove.com/ Autres DIY http://www.instructables.com/ Si vous en avez d'autres à partager, n'hésitez pas !1 point
-
voila ma derniere impression avec ma anet a10 d origine, il y a du postprod mais pas de trop .

 1 point
1 point -
C'était pas évident, bien vu !!1 point
-
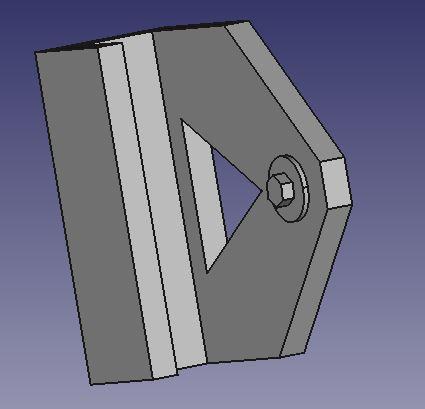
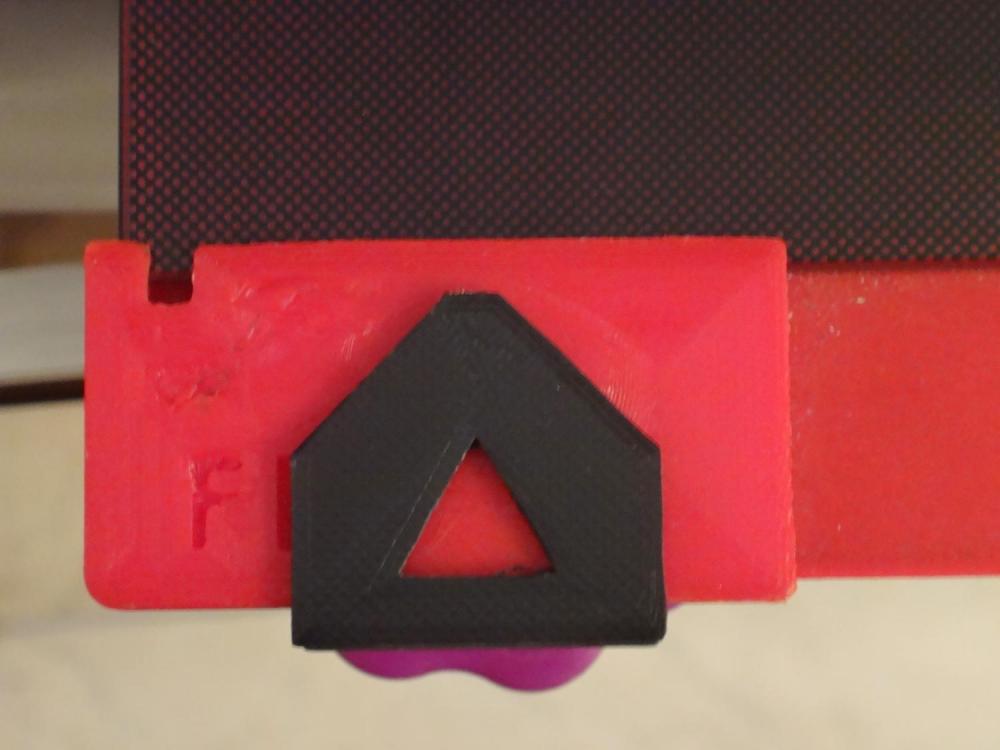
Comme je l'évoquais hier dans le topic "Bed Tornado", le réglage de ce dernier commençait à me courir.... entre molette et clé Allen, ras le bol. J'ai modelé une pièce pour ne plus avoir à se servir de la clé Allen, que du bonheur. Par contre la conception a été pénible, Freecad, je ne maîtrise pas vraiment, mais ayé, le plus dur est passé. Il ne me reste plus que la pièce qui vient au niveau de l'alim du bed (celui avec le support de câble en haut, un truc trouvé sur Thingiverse) à dessiner, vu qu'elle est un peu différente des 3 autres, mais juste une petite modif à apporter et l'affaire est dans le sac, donc celle là à suivre. Je vous file le STL (bloc5.stl) pour ceux que ça intéresse. Par contre c'est adapté aux fixations d'une Ultrabase, la version sans arrivera plus tard. Pour le print, orienter la pièce la plus grande surface vers le bed, , des supports partout, remplissage 100%, hauteur de couche en 0.1et vitesse de print 30mm/s (pour l'empreinte hexagonale, c'est mieux avec ces 2 derniers paramètres). Après, faut ajuster un peu à la lime, mais rien de bien méchant (et si le buildtak a été enlevé, ça devrait passer nickel). Comme les têtes hexa des 4 vis ne sont pas à la même hauteur sur mon bed, j'ai mis la plus grande valeur des 4 de façon à ce que l'épaulement vienne bien au contact, donc sur les têtes les plus hautes, ça risque de "bailler" un peu, mais au moins ça bloque (en plus de l'empreinte hexa). En plus du STL, des photos, bande de petits veinards bloc5.stl
 1 point
1 point -
tant qu'il est bien moulé!1 point
-
C'est à ça que servent les radiateurs, à dissiper la chaleur. Si tu trouves ça trop chaud, prévois un ventilateur, mais ça ne me choque pas plus que ça.1 point
-
Bon bah on a plus qu'à travailler sur le firmware. ça tombe bien, les raids sont pas encore dispos pour les casuals sur wow bfa.1 point
-
Merci Andréa, mais c'est trop tard, Voilà le résultat

 1 point
1 point -
Serai-t-il en train de recycler sa photon? :1 point
-
Voici des petites nouvelles de mon imprimante : J'ai pu imprimer 4 pieds grace aux conseils de Guizboy et je les ai fixé sur l'imprimante. Petit souci : au moment de remettre l'imprimante sur ses (nouveaux) pieds, j'entends un Crac ! Un des pieds avait cassé à 2 endroits au niveau des ressorts... Pas compris pourquoi... Pas grave, je cale l'imprimante pour qu'elle soit horizontale et j'imprime un 5ème pied. Je l'installe, suspens, les pieds vont-ils tenir ? OUI ! Depuis, j'ai une imprimante qui gigote en imprimant Et elle est plus silencieuse qu'avant. Voici une petite photo avec une pièce que je viens d'imprimer : Encore merci à Guizboy1 point
-
C'est vrai que ce n'est pas terrible, mais dans mon cas, il frotte suffisamment pour retenir le radiateur contre le reste. Je ne sais pas ce que ça va donner avec le temps et l'usure. Il faudra prévoir quelque chose pour améliorer ça. J'ai mis aussi un papillon du côté haut de l'axe de la charnière pour bien la serrer. Dans un premier temps et très vite, pense à une prolongation vers le haut avec une excroissance qui clippe sur la première des huit vis qui fixent l'extrudeur. Celui d'en bas à gauche. Je vas reflechir.1 point
-
En mode cuisine, ça permettrai de faire 60 spaghettis de 6 mm à la fois1 point
-
+1 J'imprime depuis pas trop longtemps mais j'avais un problème de 1ere couche foireuse systématiquement et je commençais a devenir superstitieux genre "le 1er essais est toujours foireux, le 2ème parfois et le 3ème par contre est toujours nickel" c'était devenu presque une routine qui se réalisais dans 100 % des cas . Je précise que je ne modifiais aucun paramètre. juste je lançais la bête, la 1ère couche n'adherais pas donc je stoppais, je virais le fil déposé et je relançais une impression tout de suite après et le 3ème essais était le bon. Puis j'ai fait un préchauffage du bed a 60°C et dès que j'était a la température je lançais l 'impression. Résultat moins systématique mais parfois de la perte d'adhérence. J'ai percuté il y'a quelques jours. En faite le capteur de Tre indique la température du Bed, mais pas de la plaque de verre de 4mm au dessus qui monte moins vite en température. Depuis j'attend que le Bed soit a 60C°, je part faire autre chose, et seulement après 10 min maintenu a cette température je lance l'impression et la perfect ! Moralité le temps de chauffage buzz et bed est long sur la machine mais je pense que le déclenchement du heating de la buzz devrait arriver après au moins 10 minute de température de bed maintenu.1 point
-
Trois roulettes fixes sur le même côté c'est de l'hyperstatisme, pas de l'isostatisme. Les trous de positionnement des roulettes fixes, c'est pas du H6. Il est donc impossible d'aligner correctement les trois roulettes. Je pense donc que les roulettes centrales ne sont pas utiles, plus encore, elles génèreront soit du défaut, soit de la contrainte. Prendre @Jean-Claude Garnier comme référence sur ce point, c'est pas une bonne idée . Il a du matériel de précision, comme par exemple, l'alésoir et les forêts qu'il a utilisé pour faire ses propres coupleurs (ajusté en H7 si mes souvenirs sont bons). Et il a construit sa machine lui même.. si il y a apporté le même soin qu'à ses autres réalisations, je suppose que ses alignements et positionnements sont nickels. Pour lui, en toute logique, la seule variable sera la qualité géométrique des roulettes/roulement. En revanche le plateau de la CR-10S est usiné à la pioche (il suffit de regarder les chants de la pièce pour s'en convaincre. Ce qui implique que le champ du défaut de positionnement des roulettes se fera sur les paramètres suivants : roulette/roulement/trou. Sur ma machine, concrètement, ces jeux ajoutés font que les roulettes fixes peuvent bouger d'un bon millimètre dans le plan XY. Il est donc impossible des les aligner avec précision. Sur CR-10S3, la solution est simple, il y a un seul rail de guidage. J'ai viré le jeu de roulettes centrales et, de fait, les quatre roulettes sont immanquablement en contact avec le profilé. Il n'y a aucun point de bascule. Sur CR-10S5 je procèderais comme vous l'avez indiqué plus haut.1 point
-
--- Pour les modos --- C'est chiant de pas pouvoir editer son premier message et le titre, je peux pas indiquer résolu et placer la solution en haut de mon 1er message ... ça aide pas vraiment les suivants --- Fin pour les modos --- Le problème est résolu, j'avais fais un cp -r pour mettre a jour Marlin, sauf que : - supprimé : gcode.cpp - supprimé : gcode.h + modifié : pins_5DPRINT.h - supprimé : pins_MKS_13.h + modifié : pins_TEENSYLU.h - supprimé : tmc_macros.h Donc j'avais des fichiers en trop pendant la compil ... CQFD Résolu en important ma config directement dans le nouveau marlin, merci aux personnes qui ont cherché avec moi A bientôt !1 point
-
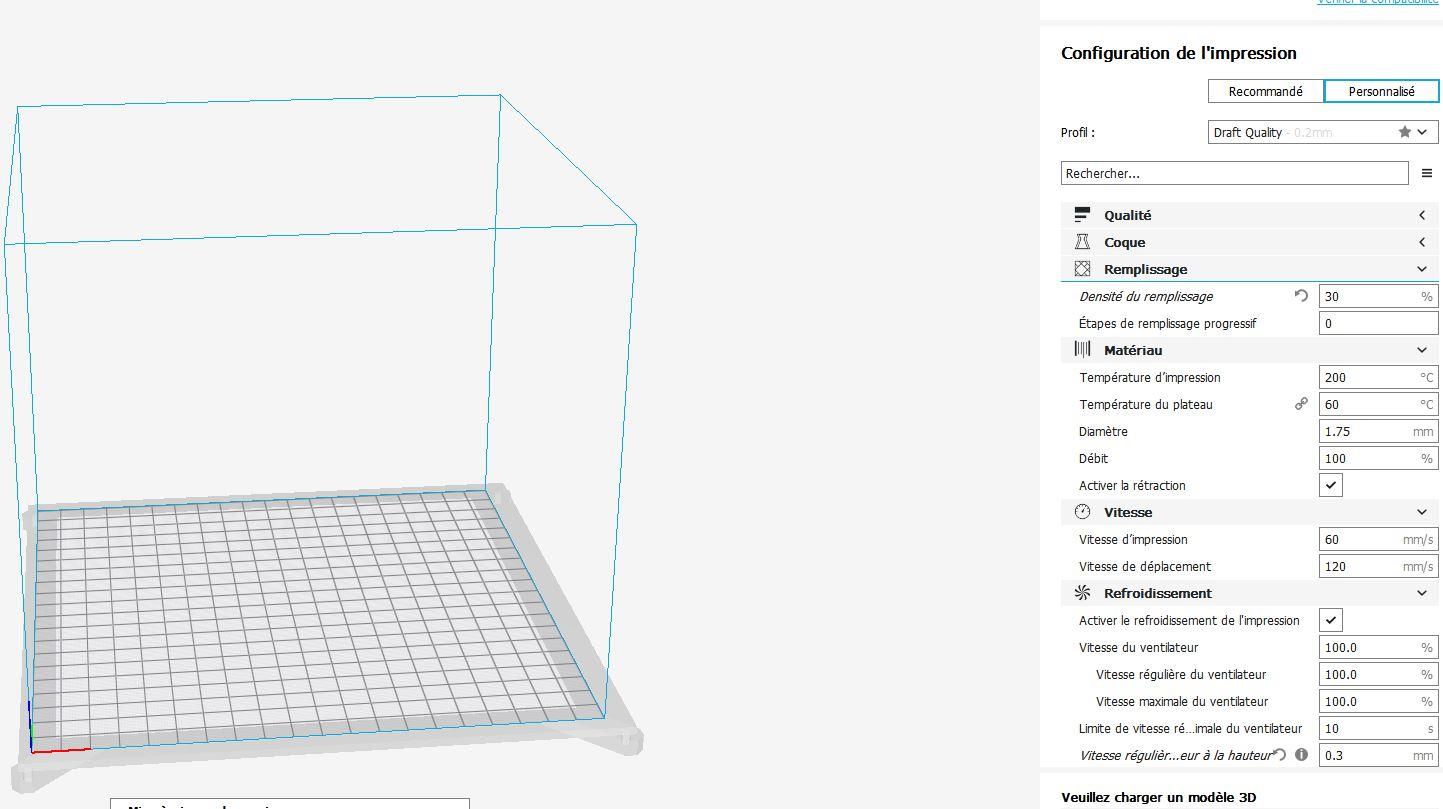
Dans cura FR tu as "remplissage" à droite , à vérifier autour de 25/30% pour le test. Refaire le test des 100mm de filament à extraire ça donne combien ? Dans les options de l'écran LCD se balader dans le menu aller à "control" + "motion" + steps/mm et envoyer le résultat si c'est en Français ça doit être ressemblant à X80 Y80 E105 Si y il a un pb à ce niveau on verra comment faire la modif soit sur la carte de contrôle soit dans cura si la carte est protégée en écriture je joins l'écran de cura
 1 point
1 point -
Mouais Sur mamienne, qui a aussi deux rails j'ai 3 galets par rail : Rail Gauche : Rail Droit : Galet simple d'un côté Galet simple d'un côté Excentrique de l'autre Excentrique de l'autre Galet simple d'un côté Galet simple d'un côté A noter que les excentriques sont tous deux côté intérieur Comme dit le Castelroussin à poil long, il faut que les deux rails soient parallèles pile-poil entre eux, et dégauchis perpendiculaires au X (au comparateur sur une équerre à chapeau) Après, selon la "sensibilité" mécanique de chacun, il peut y avoir plusieurs approches, mais la façon de faire qui est la mieux c'est surtout "celle qui te va" Alors ça tu vois, pour moi c'est pas un argument, quand tu vois les conneries qu'on rencontre.1 point
-
le pied est fait , je vais le peindre quand j ai le temps

 1 point
1 point -
And THE WINNER IS : ................... BEArbiter Merci à tous ceux qui ont participé à ce jeu ! En effet, c'est un support vissé sur le dérouleur du tuyau d'arrosage dans lequel on met la lance d'arrosage

 1 point
1 point -
Oulah, je crois que j'arrive à temps! Surtout pas malheureux! Tu ne sais pas à quoi tu t'exposes: addiction, perte d'amis, isolement et ne crois surtout pas que tu en as fini avec les dépenses, c'est une maitresse (ou un amant) très exigeant, un vrai gouffre! Tu ne lis donc pas les longues complaintes de tous ces gens qui se plaignent de leur imprimante? Un conseil, donne la à quelqu'un que tu n'aimes pas1 point
-
Salut, J'ai regardé la Chiron. Tu m'as fait peur. Sur le moment j'ai cru que tu voulais te payer une Bugatti ! En tout cas je constate que Monsieur veut se lancer dans l'industriel ! Quand je vois la taille de la zone d'impression, ça laisse rêveur... Bon, vu le temps que je mets pour imprimer mes pièces sur le petit plateau de la Geeetech, je me demande ce que ça doit donner en 40x40 gloups@#! Personnellement, je vais mettre des sous de côté pour le jour où les imprimantes à résine/DLP seront abordables. Et si la mienne tombe en carafe, on avisera. Profite bien de ta fille et de ta famille. C'est quand même plus intéressant que les imprimantes 3D, surtout que les gosses, il faut aussi les programmer, les nettoyer et les regarder grandir1 point
-

From the album: Life Hack
1 point -
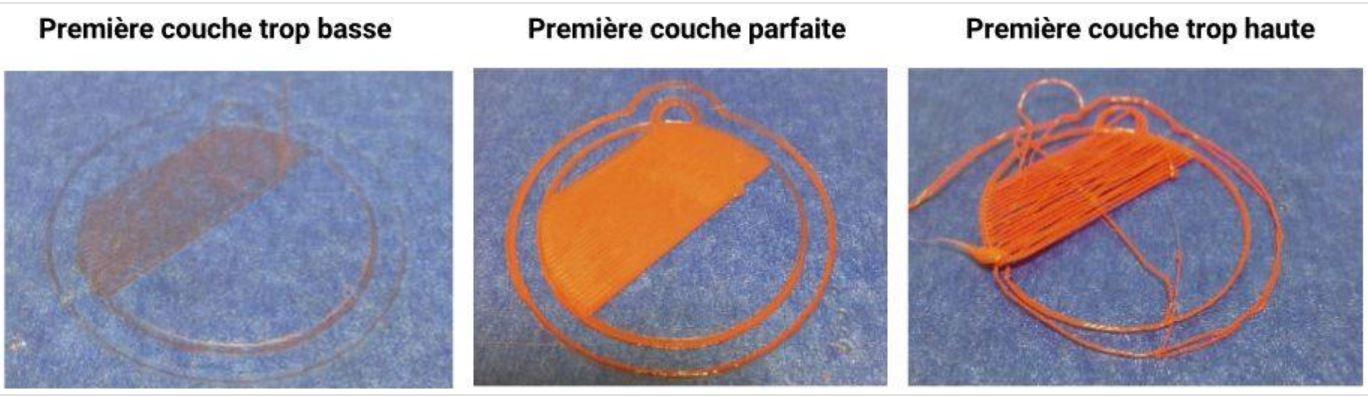
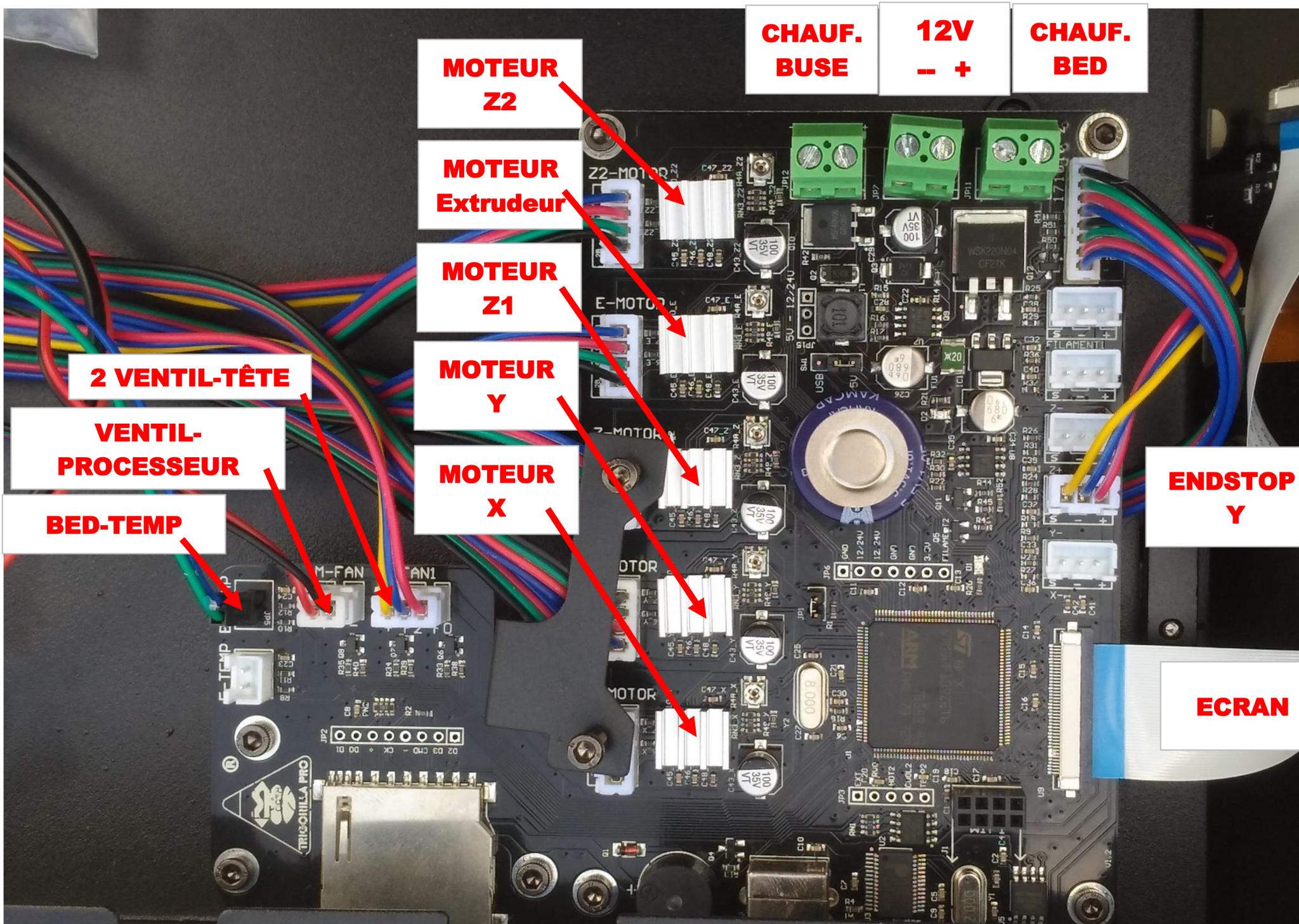
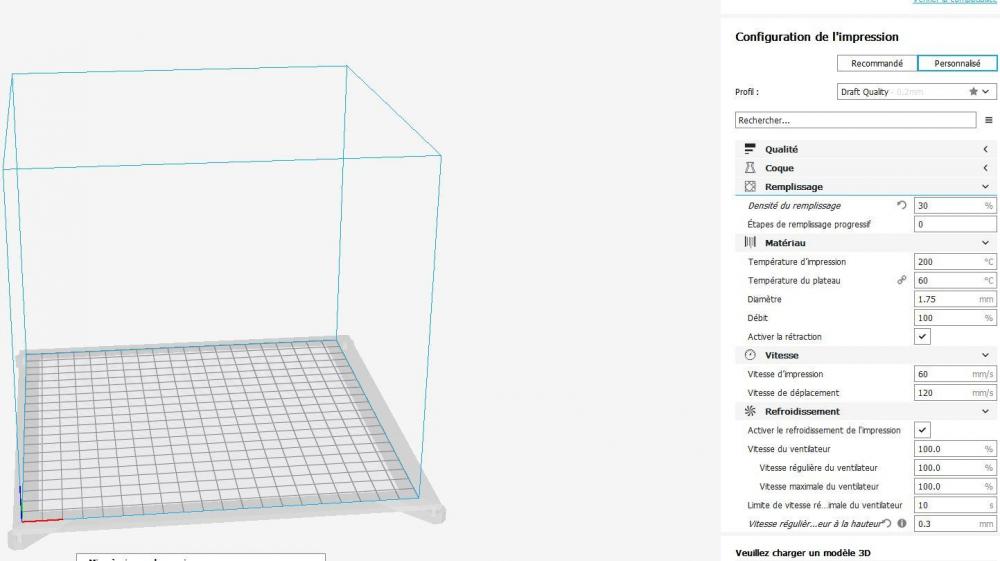
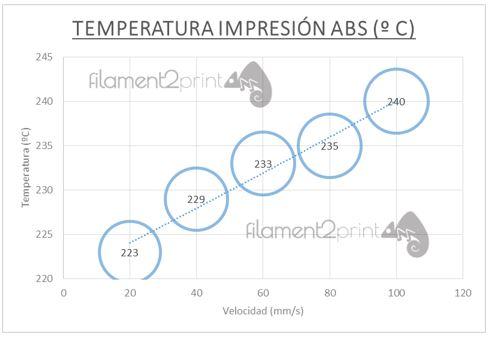
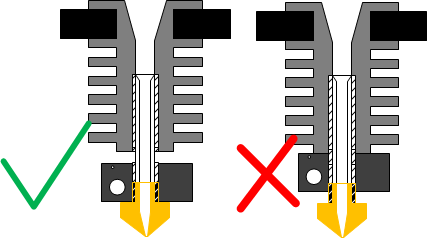
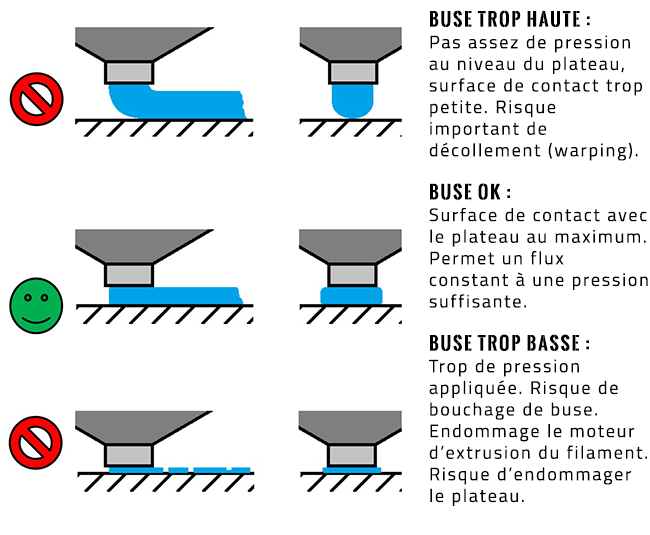
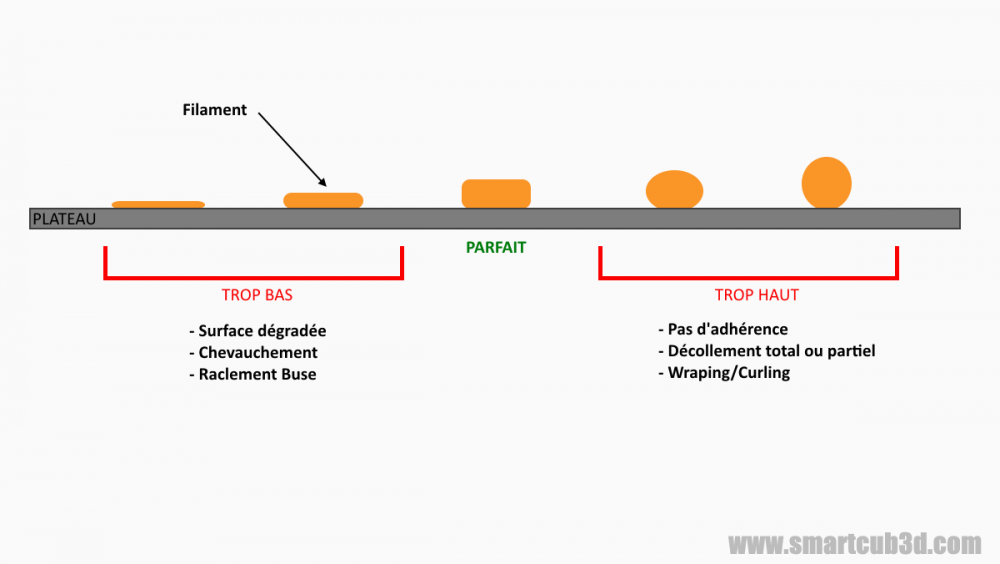
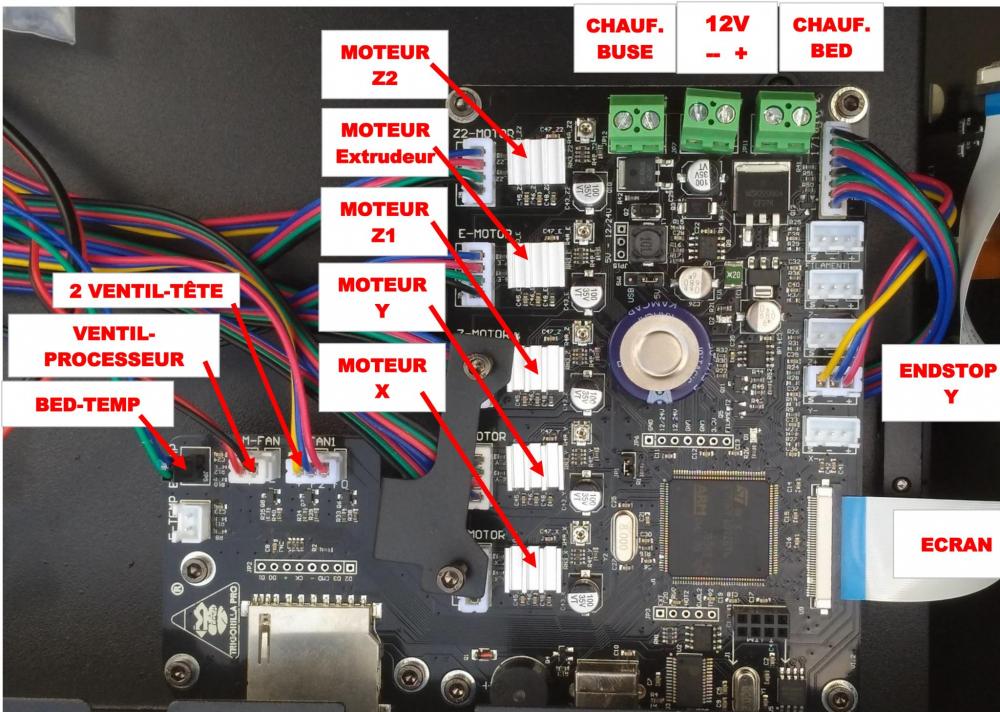
Merci à YO! pour ses conseils . … cliquez sur la zone en bleu pour arriver au post concerné. ANYCUBIC I3 MEGA : les élémentaires..... et un peu plus dernière mise à jour : novembre 2018 La majorité des imprimantes 3D personnelles fonctionnent selon le principe FDM . Il est l’acronyme anglais de Fused Deposition Modeling qui signifie « modelage par dépôt de filament en fusion ». le principe est détaillé içi Avant toute chose, comprendre la chaîne : Quel que soit le programme que vous utilisez pour votre chaîne d'outils de modélisation 3D (CAO ) , tant que vous pouvez exporter un modèle solide , un trancheur peut le «découper» en code G, et le microprogramme Marlin fera de son mieux pour imprimer le résultat final a/ première étape : le dessin en 3D : de nombreux programmes permettent de dessiner en 3D : les meilleurs 2018 gratuits Ces programmes sauvent leurs fichiers sous le format .STL ( tout comme un document texte word sera sauvé sous le format .doc) Il est aussi possible de télécharger de nombreux fichiers tout fait ( voir rubrique «Site de téléchargement de modèles » ci-dessous) b/ deuxième étape : le trancheur ( slicer) : L’imprimante 3D crée le modèle en déposant du filament fondu couche après couche. Il faut donc découper le modèle à imprimer en couches plus ou moins fines. C’est le rôle du programme « trancheur ». ici aussi, il en existe de nombreux : Cura , Slic3r , Simplify3D, Skeinforge … les meilleurs 2018 Ces programmes génèrent ces instructions de découpes sous le format G-code. ( voir rubrique CURA ci-dessous). C/ troisième étape : le programme de commande de l’imprimante. Il faut enfin un programme capable de lire les G-Codes et de les utiliser pour commander les moteurs, l’extrudeuse, le chauffage, la ventilation, etc.. Ce programme est le MARLIN , utilisé par presque toutes les imprimantes qui nous concernent. Il existe en plusieurs versions. Anycubic : vidéo officielle de présentation de la I3 MEGA , le site Anycubic . N’hésitez pas à aller fouiller dans l’onglet « support & download ». page faceBook du constructeur , mail : support@anycubic3d.com ou larry@anycubic3d.com Présentation et tuto de démarrage : questions avant l'achat ok, sûrement un peu tard Mega I3 : présentation et guide de démarrage Impression 3D : Tutos de YO' : une mine d’infos admirablement présentées. La machine : La v2 a le plateau ultrabase, le double endstop, de meilleures connexions mais pas de capteur pour la mise à niveau du lit chauffant (heatbed) . détails en photos , glossaire définitions : extrudeur et hotend , composition de l'extrudeur et différence entre système Bowden ( d'origine) et "direct drive" voir aussi le point 1. Product overview du manuel fourni avec la machine le rôle du guide fil , zoom sur l'entrainement du fil , l'extrudeur en détail définitions : les ventilateurs de tête : Si on se place face à l'imprimante, celui de la hotend est celui de droite il se met en route à partir de 50 ou 60°C à la mise en chauffe de la buse…tu ne peux en aucun cas le gérer toi même c'est la carte qui le gère…. celui de gauche est celui de refroidissement de la pièce, il est géré par le g-code que tu as fait dans ton slicer ( Cura, …) ,habituellement on le met en route dès la 1ere ou 2é couche pour le PLA et on le met a 0 si on fait de l'ABS. Nb : un ventilateur 12v acheté séparément a en général 3 fils: Fil rouge : +12V, Fil noir : 0V (ou masse), Fil blanc ou jaune : non utilisé içi carte mère "trigorilla" (ancienne version) carte mère et stepper nouvelle version 32bits livrée en 2018 ( ventilateur retiré) : À noter : les connecteurs asiatiques sont souvent du type avec embases à détrompeur JST-XH, avec un pas de broche 2.00mm (ex : ventilo) ou 2.54mm (ex : cartouche chauffage tête) . Les connecteurs à sertir correspondant se trouvent facilement sur le commerce en ligne. voir détails içi la pince à sertir à utiliser est la PA-09 déballage et montage de l'imprimante exemple de check list de démarrage , voir aussi les guides à l’installation fournis avec la machine (sur la carte SD) . y ajouter les points repris ci-dessous. Mieux vaut prévoir … : ne pas hésiter à vérifier si toutes les vis sont bien serrées (pourquoi pas un peu de frein filet), idem pour les pièces de l'extrudeur , tous les connecteurs de câbles sont-ils bien enfoncés (même ceux invisibles car dans le caisson), la bonne tension (220v) est-elle correctement sélectionnée,… Attention : les fils électriques aboutissant dans un connecteur sont simplement enfoncés à l’arrière de ceux-ci. voici ce qui peut arriver ! Pensez à les «pousser » dans le connecteur. Astuce pour repérer les axes X, Y et Z Astuce : sortir complètement le tube qui guide le filament (tube PTFE) du gestionnaire de câble noir qui contient tous les câbles électrique pour la tête d'impression. Cela permet de rendre ce dernier plus mobile et de le coincer vers l'arrière afin qu'il ne gêne pas la montée. explications içi et aussi içi la première fois, vérifier l’axe Y avec le test de la vitre : Pourquoi et comment ? Si nécessaire, ajuster. autre approche du même problème. avant leveling : rendre l'axe Z // à l'axe X . N'hésitez pas à vérifier l'axe Z très régulièrement. faire le leveling après avoir fait chauffer le bed à 50°c durant 10 minutes. À noter que le point central du bed est souvent signalé comme légèrement déformé par rapport aux quatre coins. Merci à Bosco2509 Merci à Lion02 Comment faire un leveling ( =mise à niveau correcte du plateau par rapport à la tête ) ? nb : à refaire à chaque changement de buse ou de tête. petite video explicative ....... et aussi celle-ci . voir aussi : galère pour le réglage du plateau (bed) Astuce : pour un réglage aux petits oignons avec un comparateur numérique et son support et avec les explications d'utilisation à faire régulièrement : * graisser (graisse au Téflon- ptfe ou graisse lithium, parfois appelée graisse blanche ) les axes Z * huiler (huile fine) légèrement les autres. détails et explications içi * huiler les roulements (ventilos, etc ..) avec de l’huile de machine à coudre. comment procéder ? "Il suffit de décoller l'étiquette et de déposer une goutte d'huile fine sur l'arrière de l'axe (sans enlever le petit circlips en plastique). Mettre du scotch si ton étiquette ne recolle pas correctement après". si Axes placés sur home, mais buse mal positionnée : comment résoudre ce souci ? à faire : Isoler l’espace entre le bed et son support ( laine de verre, de roche, feuille alu, etc ..) Cela facilitera la montée en T° et améliorera la stabilité de la T°, avec en sus, une certaine protection thermique pour l’électronique se trouvant en dessous. Adhérence de la pièce sur le plateau : « le secret , c'est de ne jamais toucher le plateau avec les doigts. » astuce : faire un jus de consistance moyenne de colle UHU en bâton cassé en petit morceaux dilués dans de l’alcool isopropylique. En badigeonner le plateau. Le faire chauffer pour évaporer l’alcool. plateau d’ultrabase : il remplace la plaque de verre pour impression en PLA patience, le plateau monte en moyenne de 10 degrés par minute : explications nettoyage avec de alcool isopropylique et JAMAIS avec de l'acétone astuce : Attendre que sa T° soit descendue vers les 30°-40° pour décoller facilement la pièce imprimée : explications à faire : imprimer et placer dès que possible ce guide câble : version 2 explications ou autre modèle explications tendeur de courroie : si vous avez besoin de retendre une courroie, utiliser le ressort d’une pince à linge. calibrer l'écran tactile Mofset : astuce pour soulager facilement et à faible coût la carte électronique d'origine en pilotant séparément le heatbed : explicatif et video d'aide TL-smoothers vs TMC2100 : comment améliorer la qualité d'impression : explicatif Tutoriels divers et améliorations : les bases avec les tutos de YO' et aussi sur le forum dédicacé aux I3 MEGA içi et sont à parcourir par vous même. Astuces pour une bonne impression : 12 astuces et un peu plus ... ( en anglais, donc click droit "traduire en français ) Site de téléchargement de modèles : Thingiverse, ( avec spécifique à Anycubic : Thingiverse Anycubic ) ou Youmagine et liste d'autres sites sur All3dp Liste des accessoires et pièces détachées : regardez içi Boutiques : Boutiques fréquemment citées : ( non exhaustif, il y en a sûrement d’autres) pour un retour d’expériences sur les fournisseurs et leurs consommables : 6 pages instructives filaments : grossiste3d ( le plus plébiscité sur ce forum ) ou : Filament-abs machines, accessoires et filaments : Isa3d ( nombreuses références sur ce forum ) machines, accessoires et petites pièces ( prix géniaux mais stock « fluctuant », excellente alternative à Amazon ) : Aliexpress machines, accessoires et filaments : Gearbest ( prix intéressants, attention aux délais de livraisons très long pour les cartons de plus de 5kgs) machines, accessoires et filaments : Amazon (+ cher, mais livraison souvent plus rapide que Aliexpress) , ex filament : Amazon filament filaments : optimus, SOVB et 3d OnLine, .... Carte SD : Carte SD : * préférer une impression au départ de la carte SD : plus fiable que par liaison USB et permet une reprise en cas d’interruption. explications ( notice d'instruction PDF incluse dans le post). * n’hésitez pas à remplacer celle fournie avec l’appareil car cette carte est souvent de très mauvaise qualité. * formatage : basique en fat 32 * Astuces : ne mettez que très peu de fichiers sur cette carte, avec des noms simples : pas de signes spéciaux ni de lettre accentuée ni espaces. la tête : sur la I3 MEGA, c'est une E3D V5 tuto pour assembler correctement une tête Merci Lion02 pour ce lien c'est aussi très bien expliqué içi ( ne pas oublier la vidéo proposée) Merci à Dadour13 et à Fran6p astuce : ne pas oublier la pâte thermique et la bande téflon. Buses : @Kachidoki nous a analysé diverses buses ( du super top à la bon marché chinoise) : les photos sont édifiantes ! la buse doit être considérée comme une pièce d'usure qu'il faut changer régulièrement. quand ? il n'est pas très clair de déterminer le moment opportun. quelques pistes sur ce post rappel : refaire un leveling après chaque changement relation entre diamètre et hauteur de couche : içi choisir son diamètre : içi changer la buse : tuto d'Anycubic et "Oui faut le faire a chaud. Tu bloque avec un clé le bloc de chauffe pour qu'il bouge le moins possible et avec une autre tu devise la buse. Faudra pas viser trop fort quand tu mettra la nouvelle, tu la vise un tous petit peut et tu la laisse chauffer le temps qu'elle soit a température et tu fini de viser. Contrôle/reglage du bed et c'est tous bon ." Filaments : tuto : changement de filament : " Si ta buse est froide tu fais avant un "pré heat" PLA quand elle est arrivée a température, je fais un "filament remove" sur quelques centimètres puis je finis a la main. Si ta buse est chaude tu ne fais pas de preheat bien entendu. puis toujours quand ta buse est chaude tu mets a la main le nouveau filament jusqu'à ce que tu le vois arriver (a travers le tube ptfe) au niveau de la tete d'impression et tu finis avec la commande filament in jusqu'à ce que le fil commence a couler par la buse ,là tu fais un stop et tu retires le morceau de filament extrudé.." astuce pour le changer en cours d'impression généralités : à garder dans une boite hermétique à l’abris de l’humidité et mettre un dessiccateur : explications à dépoussiérer avant l’extrudeur…. et à huiler (végétale) très légèrement : ?? explications astuce pour ne pas dérégler le // des axes Z lors d’un changement de filament ou autre : avec cet accessoire , explications PLA : * Si pas d’ultrabase, imprimer sur une plaque de verre de 22 cm x 22 cm de 3 ou 4mm d’épaisseur. explications Certains préfèrent le verre borosilicate qui tient mieux à la chaleur… ou du verre trempé la discussion içi Attacher avec 3 pinces et mettez un petit morceau de Kapton sous le Bed à l'endroit où il y aura les pinces. Cela le protégera. l'astuce içi + offset des 4mm (ou 3mm) sur le Z dans le « g-code start » (cnf section G-code) ( valeur négative pour relever la tête) G28 Z-4 ;move Z to min endstops avec offset de 4mm faire le livelling sans la plaque de verre, après avoir fait chauffer le bed à 50°c utiliser de la laque forte pour collage de la pièce à imprimer sur le verre ou du Dimafix qui a la particularité de ne coller qu'en étant chauffé. explications T° extrusion de 190 à 220°c, bed à 50°c, ventilation activée. Param de Slayer-fr sous simplify3d : en retract je suis à 5.60 avec une vitesse de 120mm/s , temperature 190 et 60 sur plateau en verre , ou 40 sur le buildtack , extrusion 0,92 ajuster la T° à la vitesse : post traitement : avec du chloroforme ou avec de l' ethyl acetate ?! ABS : pas de plaque de verre car l'ABS n'y adhère absolument pas, mais du buildtack si pas d’ultrabase : explications suggestion : verre d’un côté et buildtack (si pas d’ultrabase ) collé de l’autre. Attention de modifier l’offset en conséquence !! pas de ventilation du tout, de la première à la dernière couche : dans Cura, décocher la case « Activer le refroidissement de l’impression », section « refroidissement » lisez ceci et aussi ceci offset à zéro sur le Z dans le « g-code start » (cnf section G-code)) G28 Z0 ;move Z to min endstops sans offset Autre suggestion : pour ne pas abîmer le builtack , il est bon de remonter l’offset de -0,35mm ( valeur négative = remonter la tête) Astuce : mettre l’imprimante dans un caisson. Prévoir alors une ventilation de l’électronique. explications , complétez par ceci et avec ce caisson T° extrusion de 220 à 250°c, bed à 105°c Paramètre de Slayer-fr sous simplify3d : en retract je suis à 5.60 avec une vitesse de 120mm/s , 220 et 110 sur plateau en verre , ou 95 sur le buildtack , extrusion 0,98 Ajuster la T° à la vitesse : post traitement : utiliser de l' acétone pour améliorer grandement l’état de surface de la pièce. info sur le futur de l'ABS : « du filament pour remplacer l'ABS existe, il y en a d'ailleurs plusieurs : le PETG ou le Gfile suivant les marques , tu as aussi l'ABS + ou l'ABS X suivant les marques , qui a les caracteristiques de l'ABS mais le warping et la retractation en moins. Je pense que petit a petit l'ABS qu'on connait actuellement va progressivement disparaitre . » Astuce : vérification de la qualité de notre fichier STL : Avant toute impression, nous faisons vérifier et corriger automatiquement les défauts de nos fichiers STL par NETFAB d’Autodesk. a/ télécharger et installer la version d'évaluation (gratuite). Elle permet d’utiliser le programme durant 30 jours avec toutes ses options payantes. Ensuite, le programme continuera à fonctionner en tant que version « basic gratuite », ce qui est amplement suffisant pour l’usage que nous en avons. explications içi b/ utilisation pour une vérification et une correction automatique : ultra facile, juste quelques clics. menu « project –> open » et choisir le fichier STL à traiter cliquer le bouton en bas à gauche « add parts » cliquer sur la croix rouge en haut à droite cliquer sur le bouton « automatic repair » en bas à droite cliquer sur « execute » lorsque traitement terminé ( durée selon complexité de la pièce, mais rapide), cliquer sur le bouton « apply repair » en bas à droite cliquer sur le bouton « remove old part » sauver le nouveau fichier : menu « part -> export part –> as STL ». Par défaut, le programme ajoute le mot « repaired» au nom d’origine. Il est en effet souhaitable de ne pas écraser et de conserver le fichier d’origine. Attention à un nom de fichier trop complexe pour l’imprimante : à simplifier pour éviter toute erreur lors du traitement par cette dernière. CURA : Ce programme traduira le fichier STL en langage G-Code lisible par l'imprimante. De nombreux programmes existent. Cura a été déclaré meilleur trancheur / slicer 2018 gratuit pour débutant. dernière version içi Paramètres de l’imprimante : ( menu "imprimante->gérer les imprimantes") Vous avez normalement introduit votre imprimante au premier démarrage de Cura, sinon, faite le dans maintenant. Taille de la buse : à spécifier sous onglet « extruder » G-code start et fin : permettent d’initialiser et de clôturer proprement une impression . Se trouvent dans paramètres imprimante. Voir section g-code ci-après. Pour un tour d'horizon de ses possibilités, regardez içi Paroi : souci de définition ! La « paroi » réelle de votre modèle tel que reprise dans le STL n’est pas la « paroi » dans Cura. En effet, la paroi de votre modèle sera construite avec l’impression de plusieurs fines «cloisons», complétées d’un remplissage entr’elles. Ces « cloisons » sont malheureusement appelées « paroi » dans Cura, ce qui peut prêter à confusion. L’ensemble « parois » (cloisons) + remplissage sont appelés « coque » dans Cura. Ex : la paroi de votre modèle STL est de 1mm. Dans CURA, vous paramétrez à 2 le nombre de « parois » (cloisons) et à 0.4mm l’épaisseur d’une paroi (cloison). Cura va construire 2 parois (cloisons) de 0,4mm et remplir l’espace entre ces deux parois (cloisons) pour obtenir l’épaisseur de 1mm telle que dessinée dans votre STL les paramètres dans CURA : excellentes explications avec ce TUTORIAL CURA C’est en anglais, mais il est important de lire et comprendre l’entièreté de l’article. Utilisez GOOGLE traduction si nécessaire (click droit dans le texte– traduire). De plus, la seconde partie (The Recommended settings) donne des tas de conseils pour paramétrer Cura. Intéressant pour compléter votre info, car finalement les principes sont un peu les mêmes : le mode d’emploi d’un autre programme : SLIC3R Afficher les paramètres cachés : certains paramètres sont cachés. Pour les afficher : passez la souris sur le titre de la section concernée ( ex : section "qualité") et cliquez sur la roue qui apparaît à droite. Cochez ensuite la case du paramètre que vous voulez voir affiché. Autre manière : menu "paramètres->configurer la visibilité des paramètres" . paramètre Qualité, hauteur de la Couche : pour un réglage optimal on recommande de ne jamais dépasser 3/4 du diamètre de la buse de son imprimante. L'épaisseur minimum de couche est 1/4 du diamètre de la buse. Pour imprimer en 0.05, faut une buse de maximum 0.2. paramètre Qualité, largeur de ligne : En règle général on règle la largeur du filament extrudé 10 à 20% au dessus du diamètre de buse. Soit 0.44 à 0.48 pour une buse de 0.4mm. détails içi Notez aussi que à volume égal, la largeur de la matière, une fois déposée, est plus large d’approximativement 20%.Par exemple pour une buse de 0,4mm, la largeur (quelle que soit la hauteur de couche) est de 0,48mm, le débit étant modulé par le logiciel de tranchage. détails içi paramètre Coque, épaisseur de la paroi (cloison) : Le paramètre le plus important de cette section. L'épaisseur de la paroi (cloison) ajustera l'épaisseur totale des parois (cloisons) extérieures (mais pas les parois (cloisons) supérieures ou inférieures). Cette valeur doit être un multiple entier de la taille de buse de votre imprimante. Par exemple, si la taille de la buse de votre imprimante est de 0,35 mm et que l'épaisseur de la paroi (cloison) est 3 fois supérieure (1,05 mm), l'imprimante imprime essentiellement 3 parois (cloisons) (chaque paroi (cloison) ayant une épaisseur de 0,35 mm). En général, une épaisseur de paroi (cloison) de 2 ou 3 fois le diamètre de la buse est suffisant. Une valeur plus élevée créera un modèle plus robuste et réduira les risques de fuite, tandis qu'une valeur inférieure peut réduire considérablement le temps d'impression et le coût du filament. paramètre Coque, couche inférieure (Nombre de couches de fond) : « Pas mal de monde ne met qu'une couche pour le fond. » avis içi paramètre Coque, correction en cas de non respect de la taille du modèle imprimé L'expansion horizontale nommé erronément «vitesse d’impression horizontale » peut corriger un rétrécissement dû au refroidissement. paramètre Coque, alignement de la jointure de z. : Pour un meilleur résultat, sélectionner « aléatoire » paramètre Coque, remplir les trous entre les parois (cloisons). : Il y a deux choix : nulle part ou partout. J’ai choisi l’option "partout" pour rendre le modèle plus solide. paramètre Coque, alterner des parois (cloisons) supplémentaires : Cura offre un compromis entre l'épaisseur de paroi et la vitesse d'impression grâce au paramètre Alternate Extra Walls. Lorsque cette option est activée, le logiciel Cura ajoutera une couche interne supplémentaire à chaque couche. paramètre Matériaux, rétractation : attention, importante source de soucis. Pas assez : le filament fondu continue à couler lors du déplacement : Cheveux d’anges -Stringing or Oozing Trop : le filament se solidifie dans la zone moins chaude : bouchage de la buse. on conseille de ne pas dépasser 4 à 6mm de distance de rétractation à une vitesse d’environ 65 à 80 mms/s : exemple d'impact certains conseillent de ne pas dépasser 1mm à 2mm . Attention que cette valeur concerne l’extrusion directe (direct drive – non d’origine sur la I3 Mega – voir définitions dans le tuto pour débutant de YO’). Dans ce cas, la rétractation doit effectivement être plus courte. voir explications içi fran6p signale un post très intéressant sur le rétractation fournissant de nombreuses astuces. En anglais, donc à lire avec le click droit « traduire en français » paramètre Remplissage, imprimer le remplissage avant la paroi : Paramètre caché, donc le faire apparaître pour pouvoir le décocher car « Pour Cura, tu peux améliorer grandement tes prints en décochant "Infill before walls" dans les options de parois, c'est probablement l'option qui te fera gagner le plus en qualité en sortie de boîte » : détails içi paramètre Vitesse, vitesse d’impression de la paroi extérieure : Pour limiter l’augmentation du temps d’impression tout en améliorant le rendu extérieur, il peut être souhaitable de baisser uniquement cette vitesse d’impression de la paroi exterieure (baisser par tranche de 10mm/s) , alors que les autres vitesses ( paroi interne, remplissage, ..) peuvent rester plus élevées car l’éventuel impact visuel sera non visible. paramètre Vitesse, accélération. Diminuer la vitesse d'accélération à 1000mm/s permet de diminuer les vibrations de la machine. Cela augmente la qualité de l’impression et fatigue nettement moins votre machine. Ou mieux, ajouter de manière permanente dans le script de début ( G-code start) : M204 P1000 T2000 ;set max printing acceleration to 1000mm/s² and travel to 2000mm/s² M205 X10 Z5 ;set X/Y jerk to 10 and Z to 5 Les différences d'accélérations sont appelées JERK ( nommé "saccade" dans Cura) . Si vous désirez mieux comprendre cette notion, regardez cette video paramètre adhérence, type d’adhérence du plateau : détails içi pour améliorer l'adhésion au plateau. « chez moi le mode jupe est d'office imprimé à chaque fois, il s’agit d’un contour qui entoure le modèle. La jupe est extrudée avant de commencer l’impression du modèle et elle est écartée de 3 à 4 mm du modèle. Elle a plusieurs utilités : elle permet d’amorcer un flux régulier de filament ainsi que de détecter des problèmes d’horizontalité du plateau avant de commencer à imprimer le modèle » utiliser le mode « raft » pour éliminer les différences de leveling du bed lors d’impression très fines. .. mentionné plusieurs fois, pas noté les endroits, sorry paramètre experimental, utiliser les couches adaptatives : détails içi permet d’améliorer la qualité de la finition d’impression, mais semble augmenter considérablement le temps d’impression. G-codes : instructions données à l’imprimante pour imprimer. ils sont générés par le programme de tranchage ( ex : Cura) nom du fichier G-CODE : pour éviter des soucis de lecture : utiliser des noms avec un maximum de 10 lettres, sans signes spéciaux ni lettre accentuées. Limitez le nombre de fichiers sur la carte à un max de 8 Pour comprendre les codes d’initialisation et de clôture de votre imprimante. Vous les trouverez dans paramètres, imprimante, gérer les imprimantes, onglet paramètres de la machine : Tuto G-codes , le plus utilisés , tous les codes , explications détaillées içi rappel : tout ce qui se trouve à droite du « ; » veut dire commentaire et non instruction G-CODE départ et fin de l’imprimante : Vous les trouverez dans paramètres, imprimante, gérer les imprimantes, onglet paramètres de la machine Remarque : lors de l'installation de Cura, le programme injecte dans les paramètres de l’imprimante les codes recommandés pour la machine sélectionnée. On peut le conserver ou les remplacer/compléter par ceux trouvé sur le forum. exemple içi G-START : Il suffit de le compléter avec ce qui suit , à ajouter dans la section G-start des paramètres de l' imprimante dans Cura ; réduction des vibrations en diminuant les accélérations M204 P1000 T2000 ; set max printing acceleration to 1000mm/s² and travel to 2000mm/s² M205 X8 Y8 Z5 ; set X/Y jerk to 8 and Z to 5 ; reprise de l’impression via carte SD en cas d’interruption G5 ; voir tuto « anycubic, resume from outrage.pdf» sur la carte SD ; offset pour plaque de verre de 3mm G28 Z-3 ; move Z to min end stops avec offset de -3mm ( négatif = tête relevée) attention : l’offset de la tête doit être paramétré différemment si la hauteur de l’ajout sur le lit est différente : ex : rien : Z0 , ajustement pour builtack Z-0.35, verre 3mm + builtack Z-3.35 , etc … exemple : ce qui donne ceci avec un offset (de la tête) nul : G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ; move Z to min end stops avec offset de 0mm G1 Z15.0 F{speed_travel} ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F{speed_travel} ;Put printing message on LCD screen ; réduction des vibrations en diminuant les accélérations M204 P1000 T2000 ; set max printing acceleration to 1000mm/s² and travel to 2000mm/s² M205 X8 Y8 Z5 ; set X/Y jerk to 8 and Z to 5 G5 ; resume from outrage M117 Printing... G-END : Celui injecté par Anycubic : M104 S0 ; turn off extruder M140 S0 ; turn off bed M84 ; disable motors M107 G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle to release some of the pressure G1 Z+0.5 E-5 ;X-20 Y-20 F{speed_travel} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops so the head is out of the way G1 Y180 F2000 M84 ;steppers off G90 M300 P300 S4000 Tout remplacer ? par ceci, trouvé içi G1 X0 Y195 F2400 ; position for easy part removal M106 S0 ; fan off M104 S0 ; turn off extruder M140 S0 ; turn off bed M84 ; disable motors Entretien périodique de l’imprimante : protocole de maintenance , sa lubrification , entretien en 7 étapes , astuces PROBLEMES : SAV Anycubic : « Un VRAI SAV, ce qui est extrêmement rare pour les imprimantes chinoises, quand tu as un problème tu passes un mail (en anglais au SAV d'anycubic ) et décalage horaire oblige tu as une réponse dans les 24h.... » avis içi soucis d’impression : d’après leur fréquence dans les posts, pensez à vérifier : Propreté du plateau T° fil, T° bed et vitesse Refroidissement Buse ou tête bouchée Rétractation Alimentation en fil : extrudeur fonctionnel, fil pas bloqué, .. Carte SD fonctionnelle ( re-formater et ré-installer votre fichier) Connexions électriques guides à consulter sans modération : guide Simplify3D , print Doctor , ultimaker trouble shooting , guide visuel Astuce : sur le forum Anycubic, bouton à droite "tirer par" : choisir "Titre", et aller aux posts commencants par "problème xxx". souci d’adhérence sur le plateau : les techniques d'accroche (tuto de YO') , décollement du plateau Buse bouchée : récapitulatifs des causes ( en anglais, utiliser google traduction) Débloquer du filament coincé dans la tête : Tuto de SLAYER-FR , tjs démonter la buse à chaud Diverses pistes : penser à l'impact de la rétractation , extrudeur en cause ? , autres pistes , buse bouchée à répétition Astuce : « J'ai bien sûr eu des filaments bloqués mais à chaque fois je m'en suis sorti en chauffant 20 degrés au dessus de la température d'impression normale du filament et en poussant à la main le filament. Alors dès qu'ilsort de la buse, je le retirai et cela débloquait la situation. En effet, en le retirant, je le sortais complètement et coupais proprement le filament pour supprimer l'espèce de petite boule qui en refroidissant empêchait le filament de bouger. détails du post içi Axes mis sur home, mais mal placés : que faire ? si la I3 pose des soucis d’impression non complète : penez à changer la carte SD , ou à un fichier corrompu problème au démarrage de l'imprimante : regardez içi Cheveux d’anges : oozing -Stringing astuce : une tour de température à trouver sur thingeverse.... elle permet de faire plusieurs essais de températures sur une pièce unique... et ensuite de déterminer la meilleur température... ex : changer la T° : dans le g-code d'impression, une seule ligne est à rajouter à chaque fois que tu changes de température (XXX est la valeur de température à incrémenter de 5 en 5): M104 SXXX remplacement dévidoir cassé Linéarité du plateau : comment vérifier la planéité de la surface d'impression Vis de réglage arrière gauche presque limite desserrée et les autres vissées à plus de la moitié : le souci est expliqué içi tester l'axe des Y avec une vitre détecter une alimentation HS : symptômes solutions : soit passer par le SAV, soit la remplacer avec une Meanwell de qualité 350W, 12v, dans un boitier prévu pour être encastré. ( diverses sources et modèles dans le post) Problème de moteur : pistes de dépannage avec photos venant de Anycubic problème de T° à cause de la Hotend mal montée le capteur thermique retourne une fausse information aeke m'avait conseillé de jeter un coup d’œil sur la vis de fixation de la thermistance au niveau de la buse. Elle était trop serrée et écrasait trop le fil. Une fois légèrement désserrée ça a refonctionné normalement. (cf. indication ci-dessous) ---- MODERATION ---- Si vous voulez commenter ce tuto, proposer une amélioration, ou autre, suivez ce lien.



 1 point
1 point





















.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)