Classement




Contenu populaire
Contenu avec la plus haute réputation dans 25/04/2019 Dans tous les contenus
-
Topic Officiel du portage Marlin 2-x pour Alfawise U20, U20+ et U30 AVERTISSEMENT : Ce Topic est dédié aux aspects techniques du portage de Marlin sur les AlfaWise, développement, bugs spécifiques. Il ne s'agit en aucun cas d'un topic ou tuto sur comment flasher Marlin ou Marlin et sa configuration générale. >> Pour tout ce qui est optimisation, ajouts de périphériques et configurations diverses c'est ici << >> Pour le tuto comment flasher Marlin sur les Alfawise, c'est ici << Developpement in progress : Des problèmes de décalages sur l'axe Y (sauts de pas) ont été rencontrés sur un grand nombre d'utilisateurs Marlin. Des investigations intensives sont en cours. M500 (sauvegarde de paramètres dans l'EEPROM/Carte SD) : En cours SD card reader ==> OK (13/04/2019) Touch Screen ==> OK (13/04/2019) Retour arrière vers firmware d'origine ==> OK. Procédure à écrire. Tuto à update USB port ==> OK ! (14/04/2019) USB port Full speed ==> OK ! (250K) (14/04/2019) BL-Touch ==> Config et schéma OK. Attente et tests prévu le 25/04/2019 Flash via carte SD ==> OK ! (20/04/2019) (v7, update du 29/04/2019). =================================================================================================================================================================== ##### Remerciements ##### Aux tauliers du forum et du site, A @Hobi et @Epsylon3 @jmz52 pour leur remarquable travail de Recherche & Développement, A tous les bêta-testeurs @Crzay, @Oniric, @Sylvain37, @wipeout85800, @BarthDVS, @beber75 désolé si j'en oublie... Cliquez sur le petit bouton merci, ça fera du bien à tous les participants ! ########################################### >> ======================================================================================================================= Archive/Genèse du projet 1 : Archive/Genèse du projet 2:
 2 points
2 points -
Bonjour, Etant donné les vagues de questions et problématiques qui arrivent, je créé ce sujet dédié pour la configuration et l'optimisation, ajouts d'équipements etc... de Marlin dans sa globalité pour les Alfawise U20, U20+, U20 Pro, U30. Ne concerne que les installations avec les cartes-mère d'origine. Rappel comment installer Marlin : Tutoriel installation et configuration d'un système de nivellement auto, BLTouch et Touch-Mi :2 points
-
Merveilleux ! Je viens de faire les modifs sur MEGA, j'y ai ajouté la nouvelle version du support tête E3D entièrement compatible avec le chariot d'origine. Cette modif déplace le home de 8/9mm sur Y, il suffit donc de bricoler le endstop pour l'avancer de 8mm environ. J'ai également ajouté la version BL touch du support ventilo 40mm à imprimer tel qu'indiqué par @CacaoTor au dessus pour profiter des joies de l'auto levelling ! TOUT CECI EST DONC DISPO SUR LES LIENS DE LA PREMIERE PAGE ! Enjoy !2 points
-
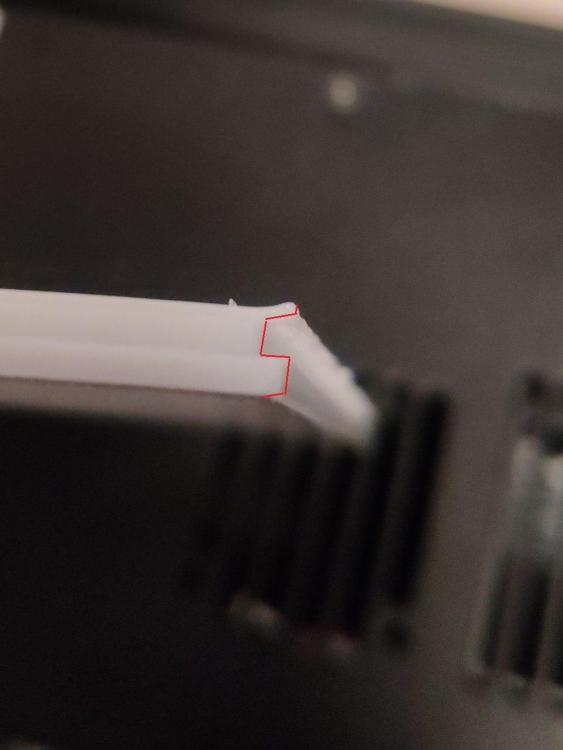
Je me joins au fil de discussion sur les décalages de Y suite au passage à Marlin. La paramètres ? J'ai laissé stock après le passage sous Marlin, c'est à dire : Vélocité : Vmax X: 200mm/s Vmax Y: 200mm/s Vmax Z: 100mm/s Vmax E: 25mm/s Vmin: 0mm/s V dépl. min: 0mm/s Accélération : Accélération: 500mm/s² A retrait: 500mm/s² A dépl.: 500mm/s² Amax X: 500mm/s² Amax Y: 500mm/s² Amax Z: 100mm/s² Amax E: 3000mm/s² Jerk : Vx jerk: 20 Vy jerk: 20 Vz jerk: +000.40 Vz jerk: 5 Pas : X pas/mm: 80.00 Y pas/mm: 80.00 Z pas/mm: 400.00 E pas/mm: 95.00 J'ai vérifié dans le GCODE que le découpage sous Cura a bien conservé mes valeurs pour un print donné sur 60h de travail (eh oui on a le droit d'être kamikaze) : Vitesse d'impression : 100mm/s Vitesse de remplissage : 100mm/s Vitesse d'impression de la paroi externe : 30mm/s Vitesse d'impression de la paroi interne : 60mm/s Vitesse d'impression u dessus/dessous : 30mm/s Vitesse d'impression des supports : 100mm/s Vitesse de déplacement : 120mm/s Vitesse d'impression de la couche initiale : 30mm/s Vitesse de déplacement de la couche initiale : 60mm/s Vitesse d'impression de la jupe/bordure : 60mm/s Accélération de couche. de surface supérieure : 3000mm/s² Ce qui devait être à la base des arrêtes parfaitement verticales et rectilignes s'est transformé en dents de scie et s'est produit exactement de la même façon qu'avec le firmware Alfawise lorsque j'ai été "ambitieux" sur les vitesses (au delà de 80mm/s) : Maintenant ? Je soupçonne de plus en plus sérieusement l'alignement des perçages pour les axes des galets sur mon charriot Y car le premier galet excentrique me sert quasiment de roule folle tellement il ne tient jamais en place et finit par se bouffer si je le resserre un peu plus fort pour qu'il serve à quelque chose. J'ai à peu près la même m*rde sur le X et c'est qui me motive de plus en plus à monter une autre imprimante sur douilles à billes et arbres de précision. Et en attendant ? Je vais tester les paramètres donnés par @CacaoTor et repartir sur un print moins ambitieux, mais qui va éprouver le Y sur quelques heures.
.thumb.jpg.d72c010c864959da5c2e7067c0dde692.jpg)
 2 points
2 points -
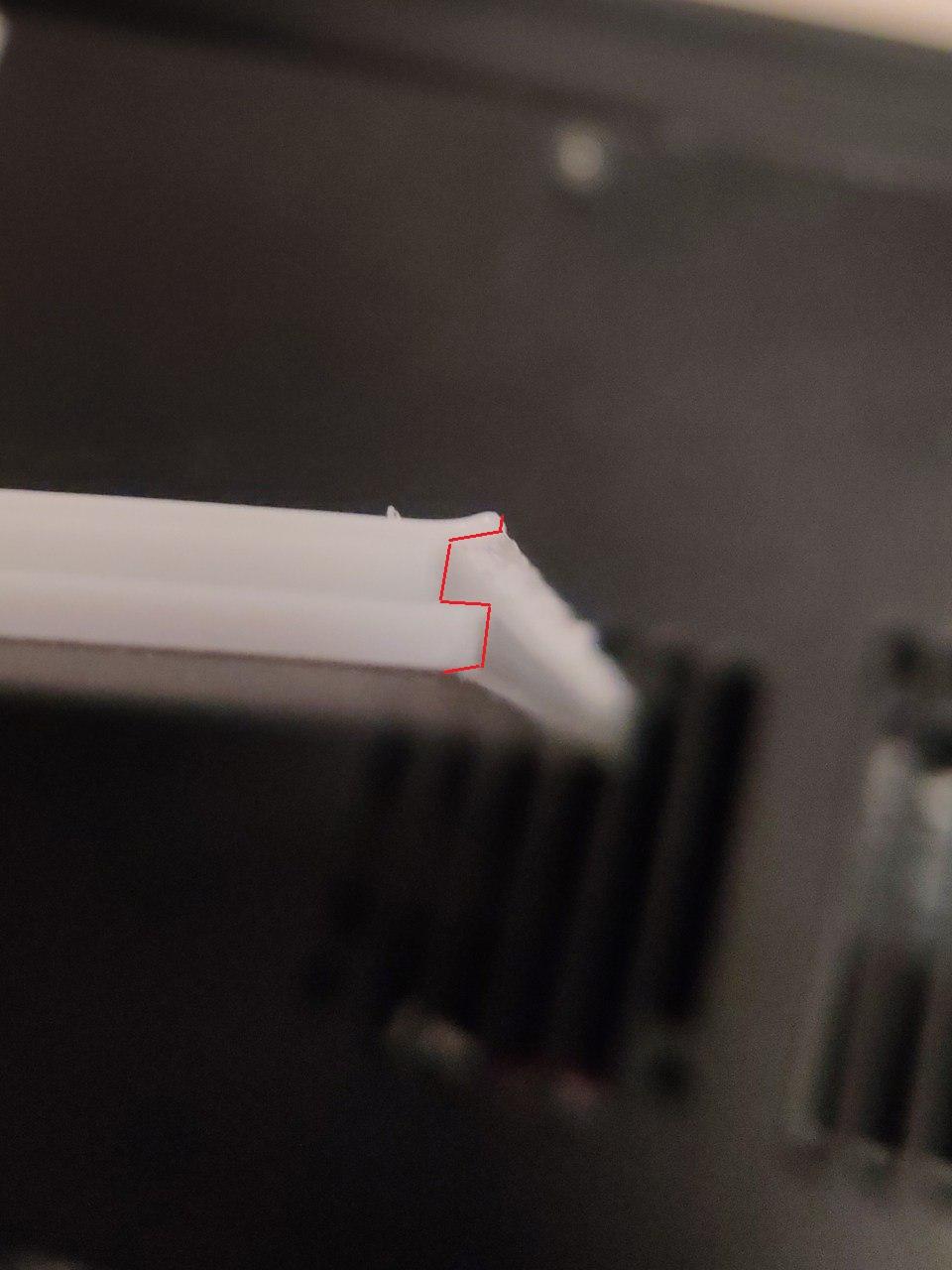
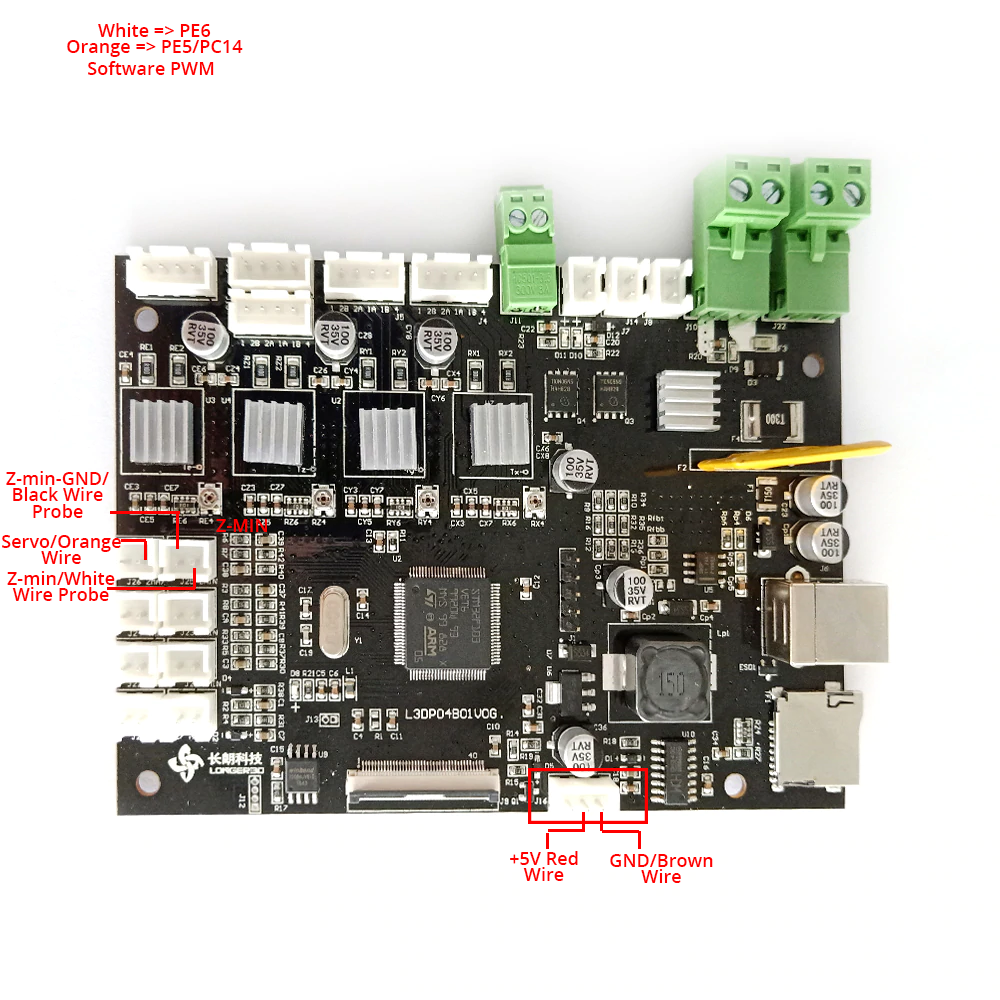
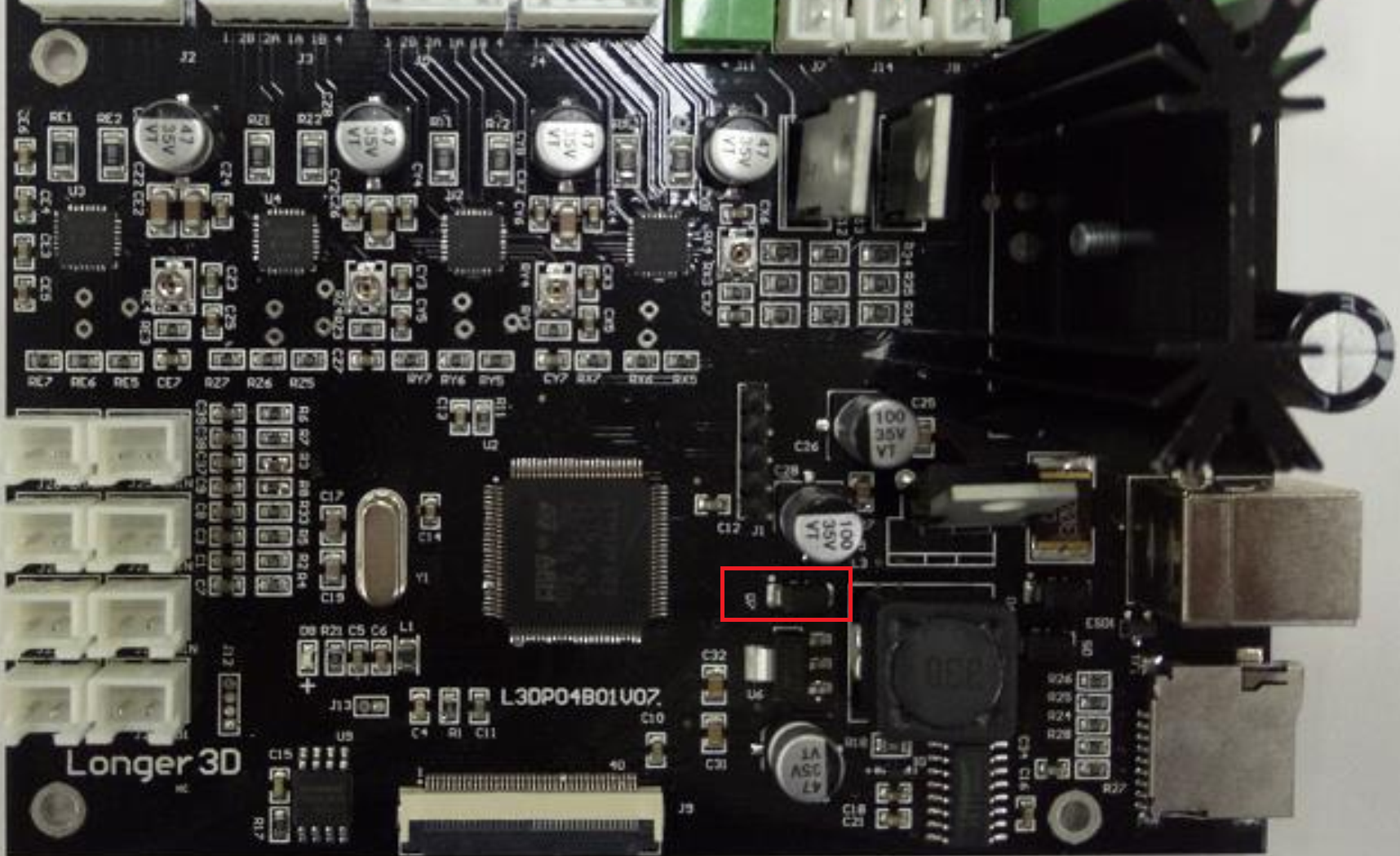
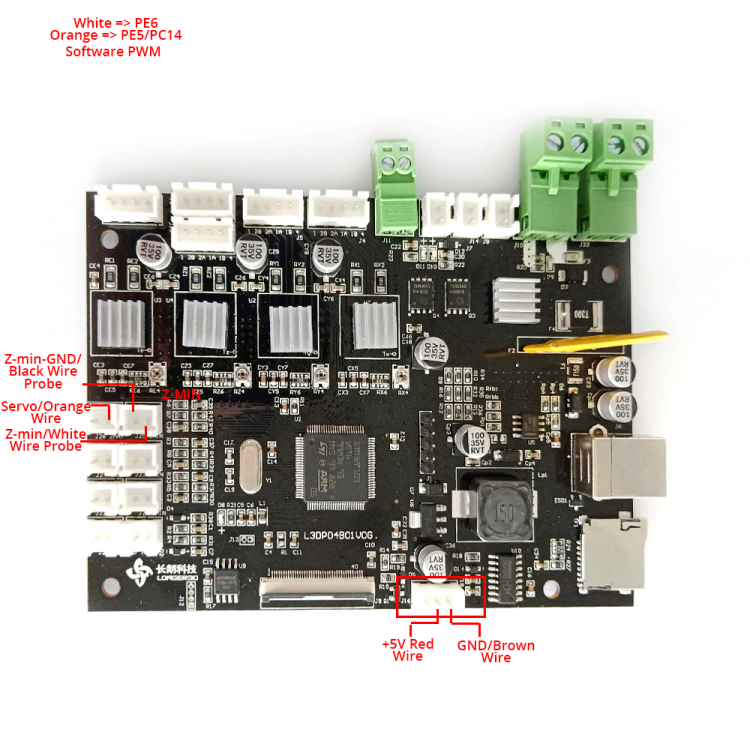
!!! Le BL-Touch est bien opérationnel !!! J'attend encore un montage en conditions réelles, et des retouches sur la configuration. En attendant ça doit se passer comme cela, sur carte V0G : - Pour ceux qui sont en version inférieure (<= V08, vous pouvez prendre votre +5V sur D7). - Pour ceux qui ne veulent prendre absolument aucun risque, il vous faudra un petit module convertisseur connecté à votre alim et qui peut se régler en +5V. Le reste, c'est du Marlin. Il doit exister 3 façons de faire différentes, mais j'ai préféré celle-ci pour des raisons de simplicité et confiance. Pour ceux qui souhaite, le fang pour E3D BL-touch en cours de dev :
 2 points
2 points -
Plus simple... Comme de prendre une carte mere qui supporte deja Marlin, la c'est plus simple! Mais ce n'est plus une U20, ou U30... Et tout le monde ne veut pas forcement changer la carte, car il faut faire de la connectique, etc... Alors que maintenant, avec le code dispo, un simple glisser depose, inserer et hop, fini!2 points
-
Honnêtement, je ne sais plus trop. J'avais les deux caméras qui fonctionnaient ensemble via un plugin d'Octoprint : Multicam après avoir ajouté une seconde instance de mjpg-streamer si mes souvenirs sont bons (habituellement je prend des notes mais là ça avait dû être fait à l'arrache ). D'origine, au démarrage si deux caméras sont branchées et que l'une d'elle est une Picam elle est prioritaire, si elle n'est pas branchée alors le flux provient de la caméra USB. Ce n'est pas tant l'intensité qui est importante MAIS le voltage (un article de blog >>> ici <<< pour quelques explications). Avec un câble sous dimensionné (22 voire 24 AWG), en fonction de sa longueur, la tension va chuter car le câble va agir comme une résistance (avis plus compétent : @Janpolanton ). C'est d'ailleurs ce que vérifie la commande "vcgencmd" (tension pas intensité). Ne pas oublier que tout matériel branché sur le Pi via les ports USB tire son alimentation du Pi (carte mère de l'imprimante, Webcam, écran, ventilateurs,...). Si on veut éviter ces soucis: une bonne alimentation (3A) et un câble correctement dimensionné (20 AWG ou moins) et si des matériels doivent être connectés sur le Pi via USB les brancher via un HUB alimenté (qui fournira l'alimentation électrique aux matériels branchés dessus).2 points
-
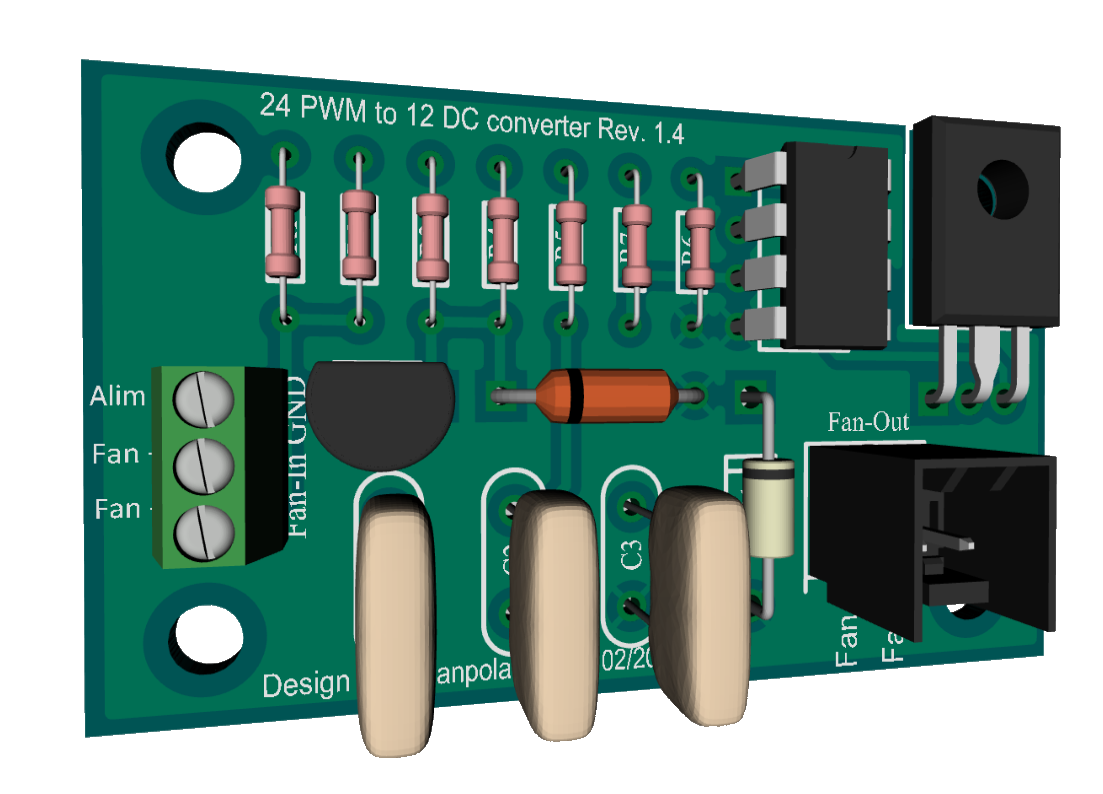
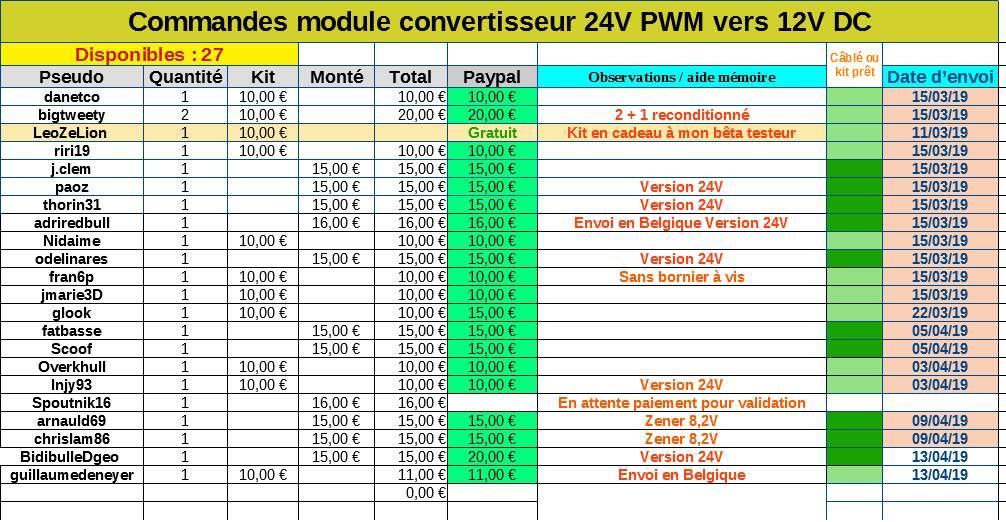
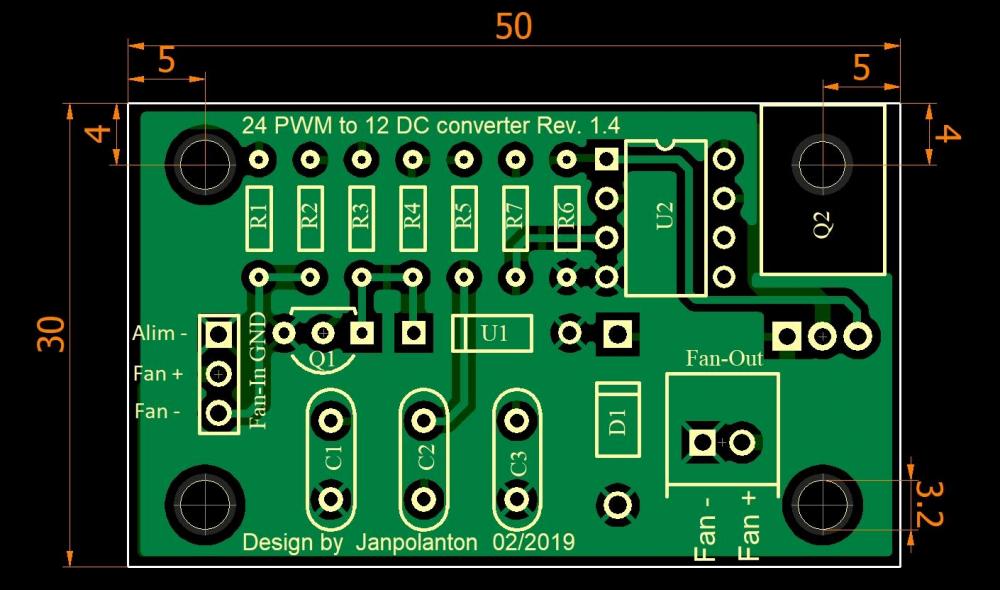
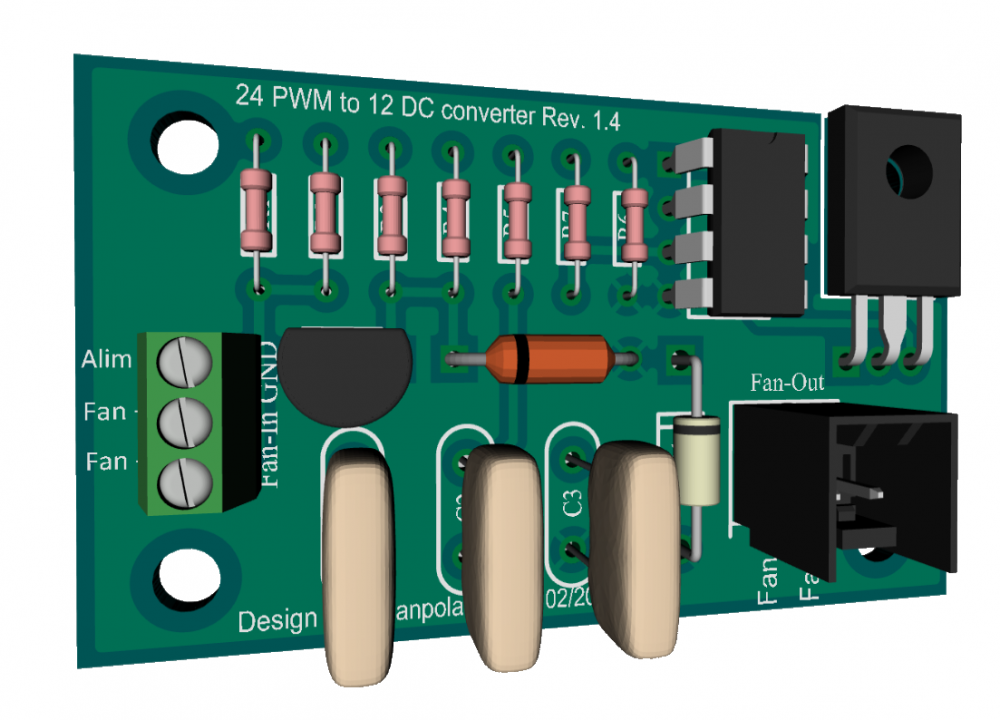
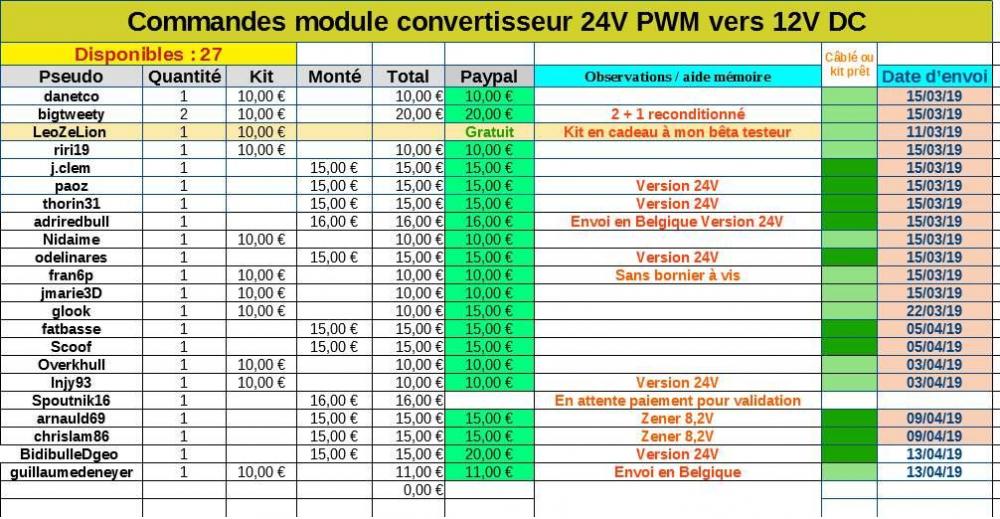
Bonjour à tous, Je relance une nouvelle série de 50 modules convertisseur PWM vers ventilateur DC. Ils sont bien sûr compatibles en : 24V PWM vers 12V continu 24V PWM vers 24V continu (en réalité la tension de sortie maxi sera d'environ 23.3V) 12V PWM vers 12V continu Ils sont proposés comme auparavant soit en kit soit câblés aux prix respectifs de 10€ et 15€ port compris. J'en ai profité pour refaire le design du PCB. Le connecteur JST "fan out" est à présent dans le bon sens. les pin du BC547B ont été écartées pour faciliter la soudure ét éviter les court-circuits. La sérigraphie du bornier à vis a été rendue plus claire pour le raccordement du GND. Les pads qui sont raccordés au plan de masse le sont par 4 "spokes" à 45° pour faciliter la soudure (moins de masse cuivrée à chauffer). Ci-dessous le tableau des pré-réservations mis à jour le 13/04/2019. Les commandes se font uniquement par MP et les paiements exclusivement avec paypal. Merci de votre confiance Jean-Paul
 1 point
1 point -
Reposez vous un peu, vous l'avez bien mérité. Pour les réglages de nos machines, on y arrivera nous même, vous nous avez fourni l'outil, on va apprendre à s'en servir. Un grand merci à la team;1 point
-
pour info j'ai eu les mêmes problèmes que vous sur la CR10 avec la dernière version (avril) de marlin 2 sur une sbase, décalage incompréhensible sur X et Y, j'ai d'abord changé de moteurs, changé les réglages des courroies, changé les vrefs (afin sur la sbase c'est des ampères), changé les réglages dans malin, vitesses, accélérations, désactiver le linear advance.... sans vraiment de résultat... depuis je suis revenu à smoothieware et là plus aucun problème... pour ma part je pense à un bug dans marlin, enfin la dernière version car celle d'il y a 2 mois ne posait pas ce genre de problème...1 point
-
Impression nickel. Et le BL-Touch se cale parfaitement ! Je lance l'impression en version définitive en 870. Une nouvelle fois bravo pour la pièce @deamoncrack @Hobi Du coup t'imprime pas pour rien ^^1 point
-
1 point
-
tu as été plus vite que moi ^^ mais exact c'est celle là1 point
-
1 point
-
Oui, c'est possible. Y compris cumuler les 2 : defaut FW et matériel... Par contre j'ai pas noté de variation importante dans le temps d'impression... J'ai pas non plus fait de mesure précise mais quitte à avoir un débridage, autant que ça soit significatif ailleurs que sur le rendu1 point
-
L'implémentation du TouchMi est en cours, ayant grillé ma carte, je ne peux pas continuer le developpement (mais je m'y remet dès demain! ) un peu de patience!1 point
-
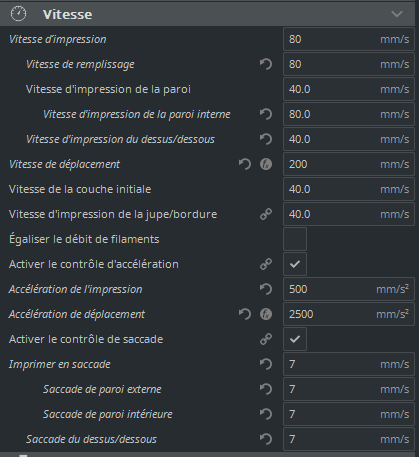
Les échanges que vous lisez ici sur Marlin, ne concernent qu'une optimisation que nous souhaitons intégrer en configuration par défaut dans nos compilations proposées en page 1. Ce n'est en aucun cas un sujet ouvert sur comment configurer Marlin. Elle fait aussi référence à un décalage sur Y supposé dû à cette même configuration. Le tuto sera créé et séparé sur une page dédiée, sans la section dédié ce week-end. ================================================ Du coup j'ai testé une tour et un bench à 120mm/s demandés. Y OK, Z OK, X quelques petits accros ma courroie est un peu détendu. Par contre je doute vraiment que ce soit 120mm/s et pas bien plus au réel. Ou alors la U20 n'a jamais respecté ses vitesses... Paramètres utilisés :1 point
-
@CacaoTor et @oudini Je vais vous départager avec un test #define DEFAULT_MAX_ACCELERATION { 350, 350, 20, 3000 }1 point
-
De mon côté je confirme, avec le même gcode, et le firmware d'origine, j'ai pas les sauts sur Y... La bonne nouvelle c'est qu'on doit pouvoir corriger au niveau logiciel... La mauvaise c'est que ça va écourter les nuits de nos super dev !1 point
-
Plus que huit mois à attendre avant la fin de cette année . J'ai hâte de voir (acheter) ces exclusivités pour compléter ma collection.1 point
-
"crawler"...... Ce qu'y a de bien avec ce foirium, c'est que ça touche tellement de domaines différents, qu'on apprend tous les jours des mots nouveaux ! On va regarder ça avec intérêt. Tu penses que ça va résister au tout-terrain ?1 point
-
En effet, le chip APX803 qui mesure la tension du RPi génère une alarme à 4.63±0.07V, donc dans le pire des cas dès 4,7V. Le problème n'est sans doute pas la puissance de l' alimentation, mais bien la tension qui est effectivement délivrée au RPi..... et le coupable est souvent le câble USB ! De mauvaise qualité, ce câble peut présenter une perte importante comme le montre la vidéo:1 point
-
plus simple ? tiens je vais commander une pizza, plus simple à faire1 point
-
@odoc Voilà les paramètres que j'utilise avec Cura 4.0 sur ma CR10: Mon moteur de Y est un 60mm Hanpose réglé à 1V pour la Vréf, les courroies sont bien tendues via des tendeurs réglables (merci @Bosco2509 ). Les courroies ne sont plus celles d'origine mais des vraies Gates (avant sur l'axe Y, j'avais une courroie GT2 renforcée (avec des fils d'acier) mais les poulies 20 dents ont un diamètre trop petit et la courroie ne s'enroulait pas correctement: ça me créait des "artefacts" sur les pièces imprimées). Le jerk / contrôle de saccade indique à la machine comment gérer au mieux les changements de direction; en gros comment faire pour par exemple sur un cube passer d'une face à l'autre. Si la machine ne ralentit pas avant ces changements, elle va être sacrément secouée. Extrait du site Ultimaker:
 1 point
1 point -
une petite énumération des produits courants dangereux à la maison: Les parfums d'intérieur, les insecticides, les produits d'entretien de tous genres, les produits cosmétiques, les gels douches, les dentifrices etc., les poêles revêtues, tous les produits alimentaires en emballage plastique, toutes les boites de conserves métalliques (car elles sont revêtues de films plastiques à l'intérieur), les produits frais emballés sous film, les lessives et les assouplissants, les meubles et accessoires chinois contenant de nombreux produits interdits (lorsque vous ouvrez les cartons il y a des odeurs bizarres), les fruits et légumes Espagnol (bourrés de pesticides malgré les normes Européennes), les poissons d'élevage nourris avec des saloperies et traités, ET j'en oublie certainement un paquet. Je pense qu'il ne faut pas rentrer chez vous ce soir, si vous voulez survivre. Commençons par les choses les plus toxiques que l'on peut facilement évider, il y en a certainement chez vous dans la liste ci-dessus.1 point
-
Bonjour, BL-Touch reçu, et Fang E3D bêta imprimé. Montage et tests en cours.1 point
-
Bonjour ! Comme je l'ai dit dans le sujet "fang modulable", je suis en ce moment en galère professionnellement et comme tout le monde, j'ai un besoin naturel et irrépressible de bouffer tous les jours (!) je propose donc à ceux qui en ont besoin de modéliser à peu près tout ce qui peut vous passer par la tête moyennant quelques €€, pour le moment, je ne fixe pas de tarif précis, disons que ce sera en fonction de la pièce demandée et de sa complexité. Si certains d'entre vous ont des soucis avec les logiciels de modélisation et/ou ne veulent pas perdre de temps avec ça, moi ça me dépannerait carrément le temps que je me sorte de ce mauvais pas ! Pour les demandes, adressez les moi PAR MP avec un maximum d'infos et de cotes. Plus vous serez précis dans votre demande, plus je le serais dans ma modélisation... Merci à vous et à très vite !1 point
-
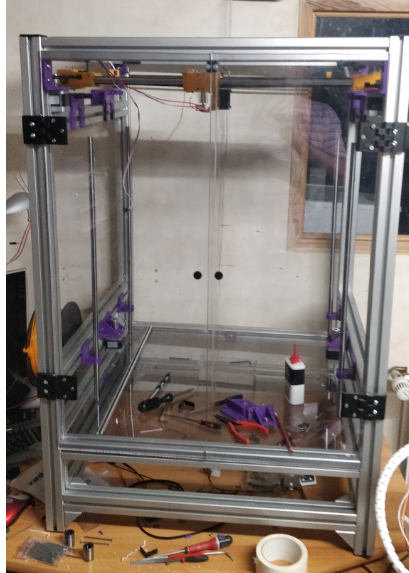
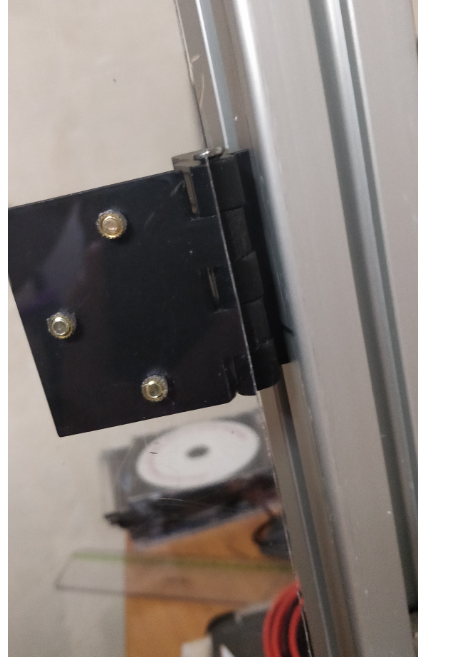
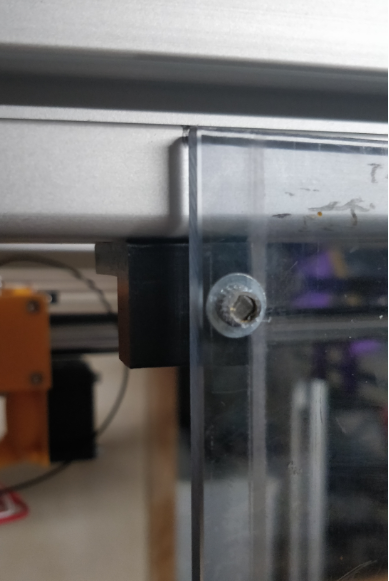
Bonjour, On avance tout doucement en corrigeant quelques pièces Les deux portes sont terminés avec support aimant haut et bas, pour une première mes charnières fonctionnent Le chariot Z est aussi en cours, j'ai simplement oubliè de commander deux profilés alu 20x20 chez MOTEDIS , j'espère qu'ils seront réactifs pour cette cde. Les deux poignées Le support aimant pour bloquer la porte Le chariot Z, et oui il manque les deux profilés 20x20 Voilà a bientôt pour la suite.........................




 1 point
1 point -
bonjour regarde si les fils de la Thermistance sur la tête de las buse ne serait pas coincer ou trop serré ??1 point
-
##################################################### # there are advanced options to configure a pin: # ! invert pin # o set pin to open drain # ^ set pin to pull up # v set pin to pull down # - to set no pullup # @ to set repeater mode # # NOTE Lines must not exceed 132 characters # #################################################### et un tuto sur les pull up - pull down :1 point
-
Content pour toi alors Si tu imprimés à nouveau ta buse en PLA, il y a de fortes chances que cela se reproduise, le PLA n'aime pas la chaleur.1 point
-
L'alimentation, c'est une chose. Le plus important, c'est le câble d'alimentation. Le mieux est d'utiliser un câble de 20AWG (norme américaine, plus le nombre est petit, plus gros le câblage). J'avais aussi des soucis récurrents de sous-voltage (le PI réduit la vitesse du processeur automatiquement quand le voltage passe sous les 4,6V mais une fois réduit même si le voltage repasse au-dessus, il ne remet pas la "gomme" ). Mon problème venait de la PiCam, une infrarouge (NoIR) avec ses deux grosses LEDs sur le côté. Des alimentations et des câbles, j'en ai essayé, rien n'y faisait. Depuis que j'ai enlevé la PiCam et mis à la place une Logitech c270 branchée en USB, je n'ai plus de sous-voltage. Tu peux vérifier en te connectant sur le Pi en ssh puis en tapant la commande: C'est aussi, ce que je croyais et avais dit dans un très vieux post. En fait, non. Si le symbole apparait, c'est qu'il y a eu un sous-voltage et que la vitesse du processeur a été réduite. Il peut éventuellement se mettre à clignoter (en noir) quand la sous-tension se produit. La FAQ de Gina a le tort de mettre ce symbole en rouge mais son explication est claire : >>> ici <<<1 point
-
Salut , ces fiches sont de type 'JST' et effectivement pour déconnecter les pins , il faut dégager la 'languette' anti-retour métallique et tirer . perso , je le fais avec un tournevis plat qui a un lame de 1mm , j'insère le tournevis de biais pour le glisser entre la lame métal anti-retour et le plastique de la fiche qui sert bloquant anti-retour , en titillant on arrive à faire passer l'anti-retour sous le plastique , une fois engagée sous le plastique , ça dégage petit un espace (- d'un mm) entre le bout du pin métallique et le plastique (coté façade de la fiche), j'y glisse le tournevis et fait levier , ça sort tout seul sans avoir besoin de tirer sur le fil (sinon , gros risque d'arrachage du fil)1 point
-
Le RE850 c'est du recyclé à base de filaments 3D850, la couleur finale est variable mais à peu près constante sur une bobine (le dernier que j'ai pris est un blanc légèrement rosâtre). Il me sert pour les prototypes avant de passer une bobine de 3D850 ou 3D870 de couleur plus habituelle . Je le prends directement sur leur boutique espagnole (filaments-abs est leur fournisseur officiel en France). Les frais de ports sont de 12€ si la commande est de moins de 50€ sinon ils sont gratuits (en fait commande de plus de 40€ mais HT). Comme ma femme ne m'autorise pas à utiliser le four pour y introduire autre chose que des aliments (et qu'en plus c'est un four ancien dont la température n'est pas vraiment réglable ni très exacte), j'utilise la technique qu'un autre fournisseur de filaments Ingéo (3dprintfilam.com) donnait à ses utilisateurs: plonger la pièce sortie du plateau dans un récipient dont l'eau est à 80° et l'y laisser jusqu'à ce que la température redescende aux alentours de 20°. J'ai testé et étonnamment ça fonctionne .1 point
-
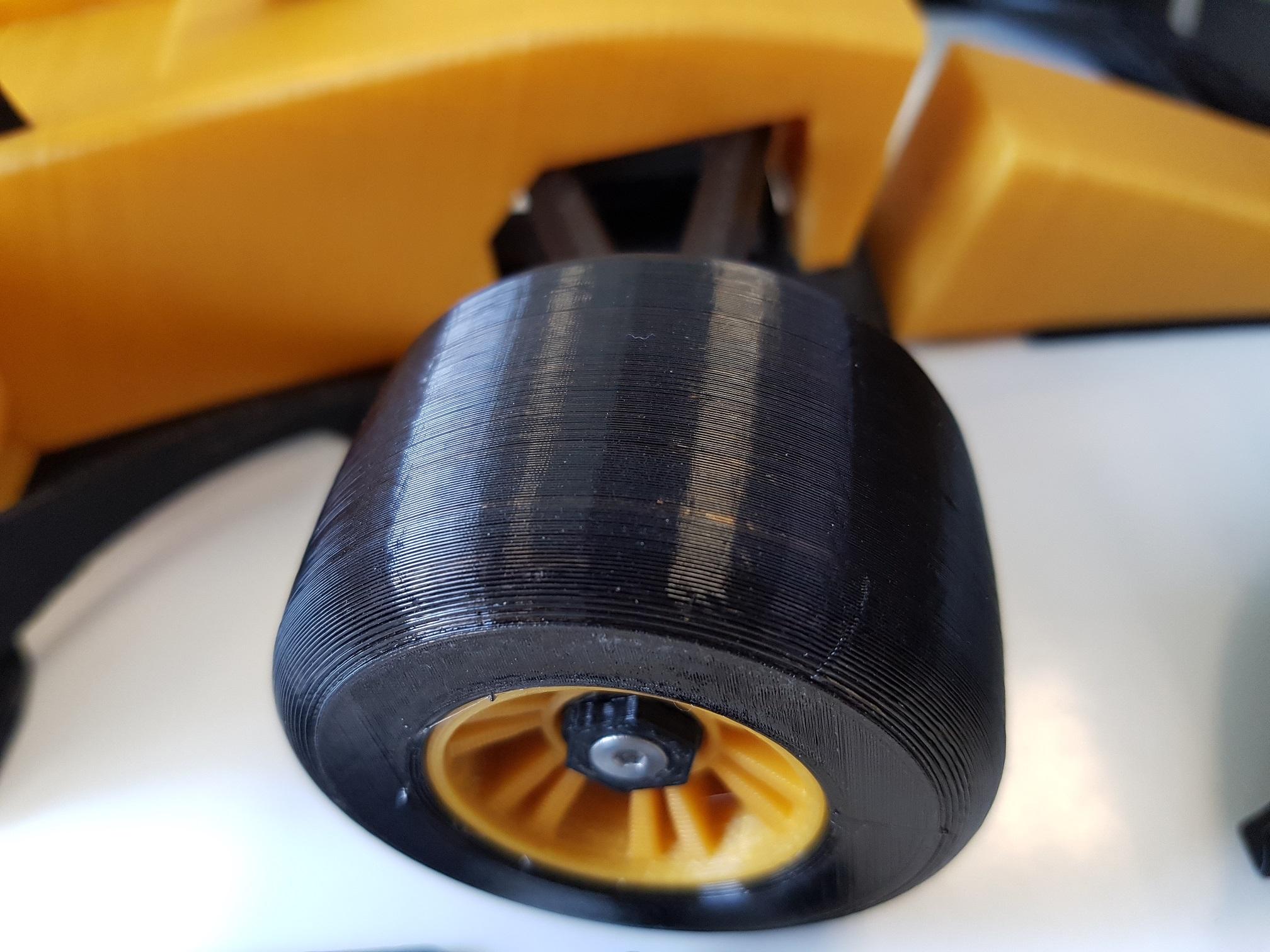
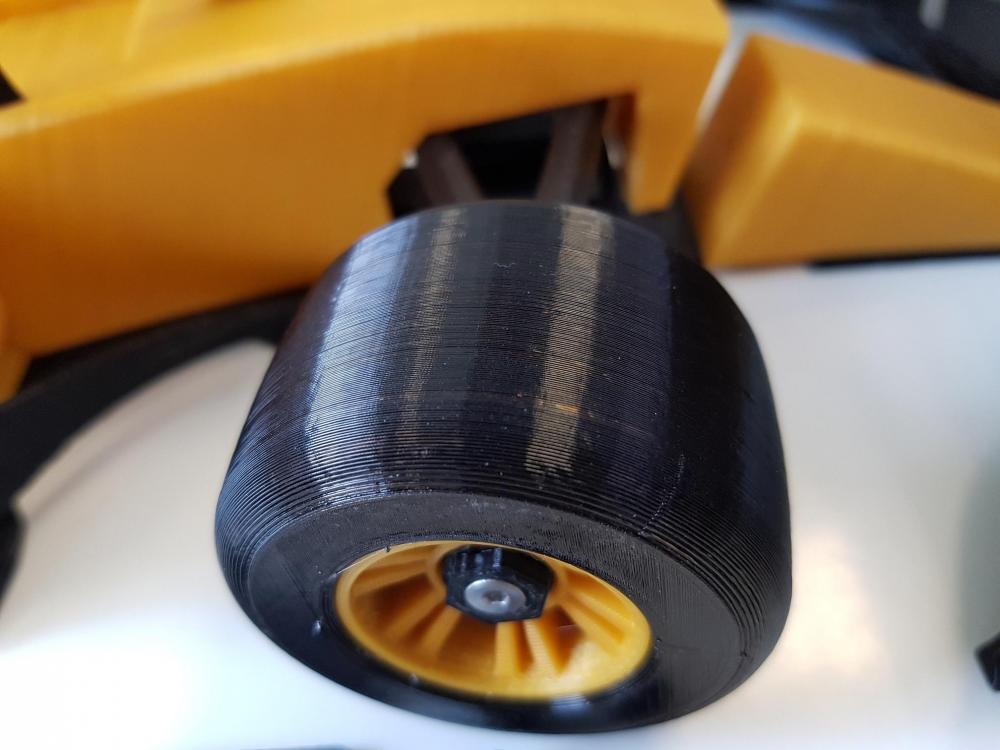
Bon bah le résultat est top ! La dernière roue est en cours d'impression déjà Parcontre, niveau infill, si jamais vous devez imprimer des roues, je vous conseille clairement le type "Gyroid" sous Cura, la sensation est clairement meilleur. Les deux premières roues ont été imprimées en "Tri hexagon" mais la sensation est moins agréable, on sent beaucoup plus l'infill en fait, alors qu'avec l'autre, c'est bien homogène.

 1 point
1 point -
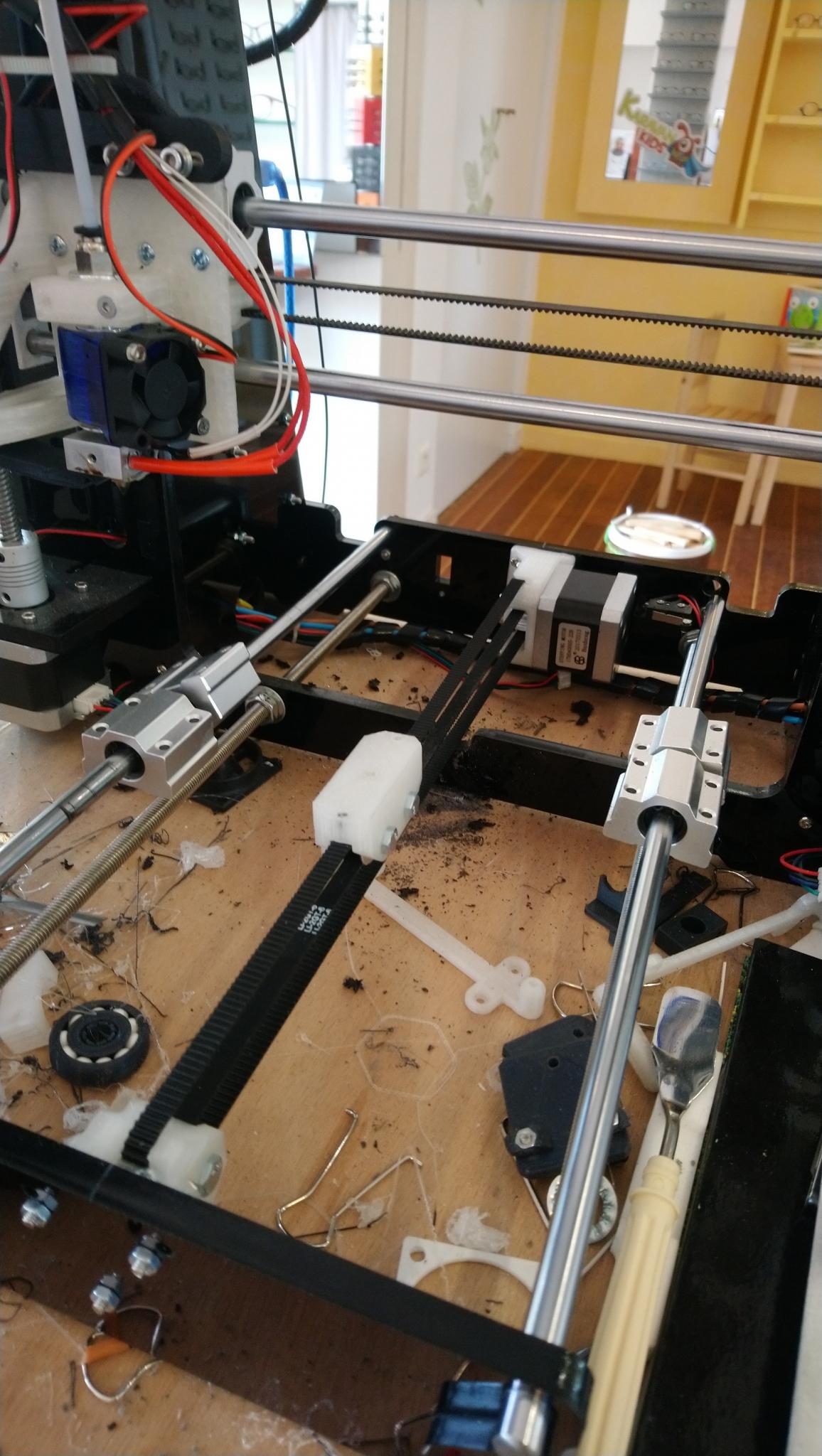
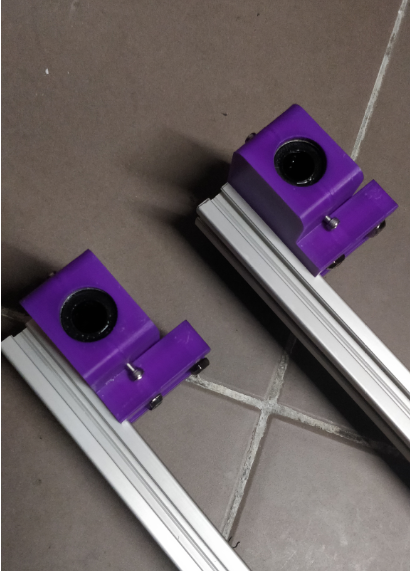
Salut 2 mois pour finaliser ce nouveau montage, mais le résultat est satisfaisant. Donc, pas super compliqué à faire. mais je n'ai pu réutiliser qu'un seul trou, donc, 5 supplémentaire fait sur le châssis et surtout, une grosse encoche au milieu pour passer la courroie. J'ai aussi dû flasher le firmware pour le sans de rotation du moteur (et les pas, mais M92 Y106.67 fonctionnait déjà en fait). Résultat, tension facile à régler. et moins de ringing. Comme dis plus haut, je passe à 106.6666666666666 pas/mm au lieu de 100 grâce à une poulie moteur de 30 dents. Donc pas de réel gain en précision de ce côté là. Place aux phtos et aux questions (si vous en avez). J'en ai profité aussi pour passer sur un nouveau support plateau en dibon et ajouter un 4e roulement (3 d'origine et support en acrylique déformée). Du coup, je vais étudier la question pour le faire sur l'axe X. Sébastien

 1 point
1 point -
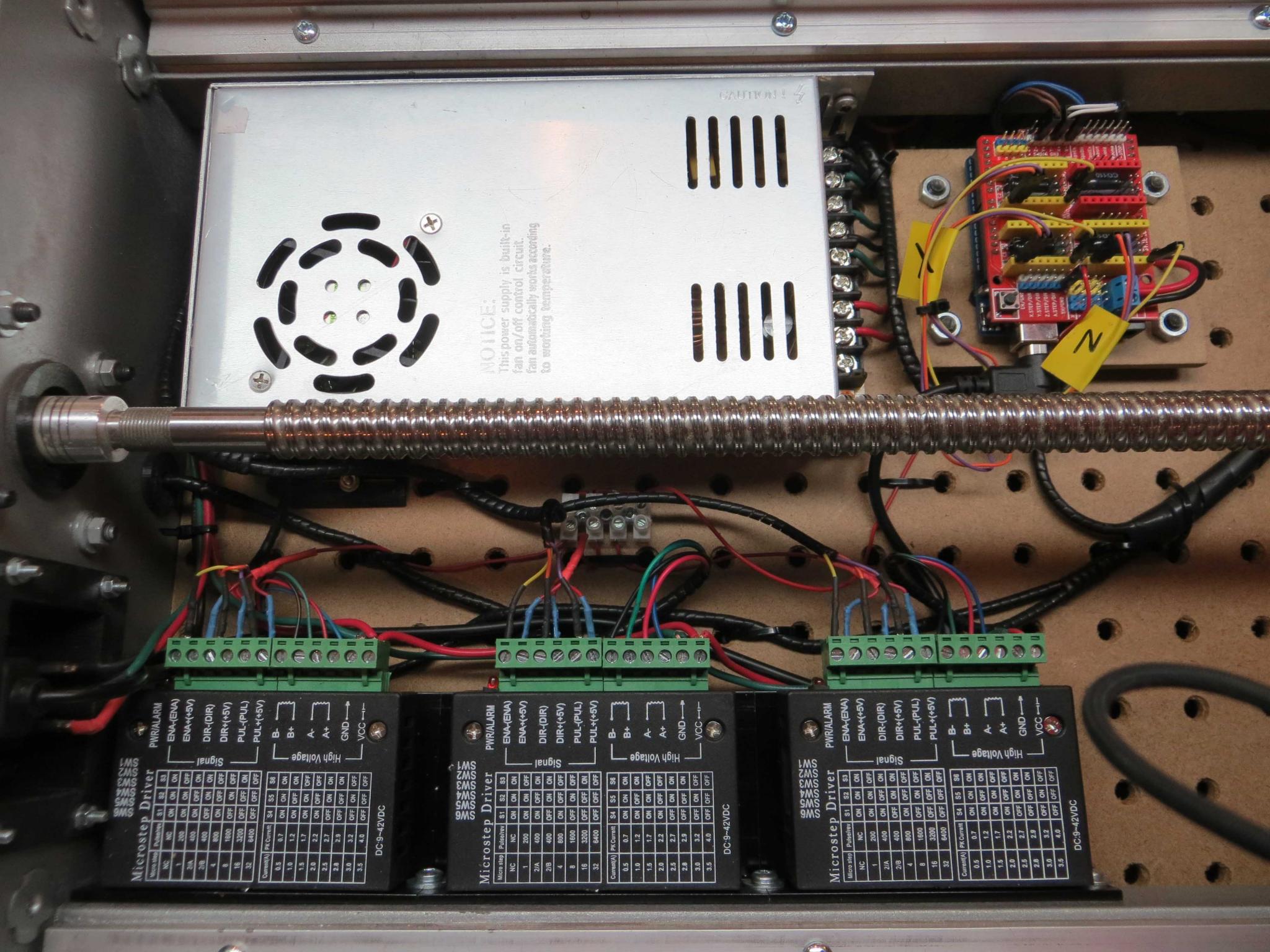
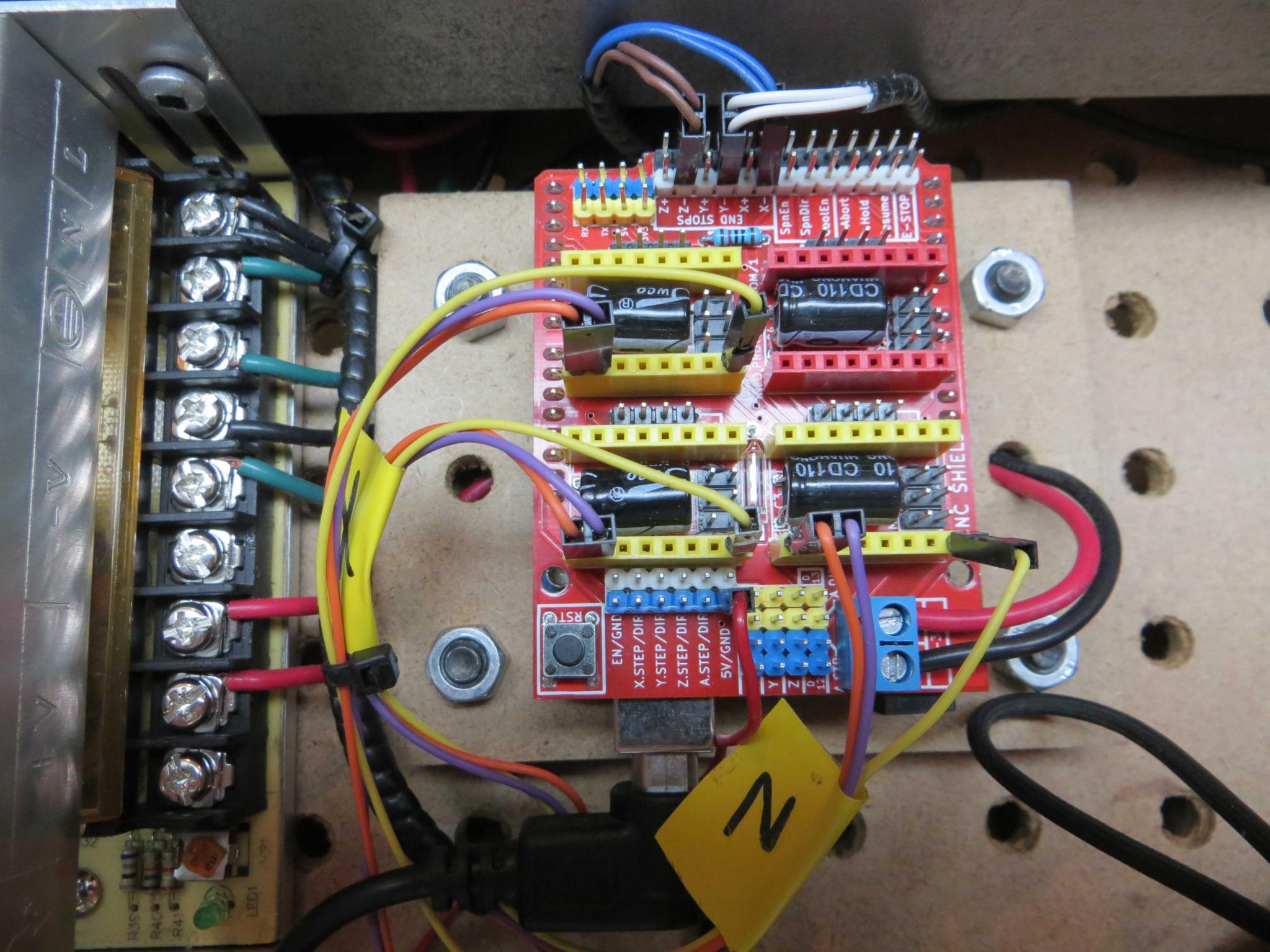
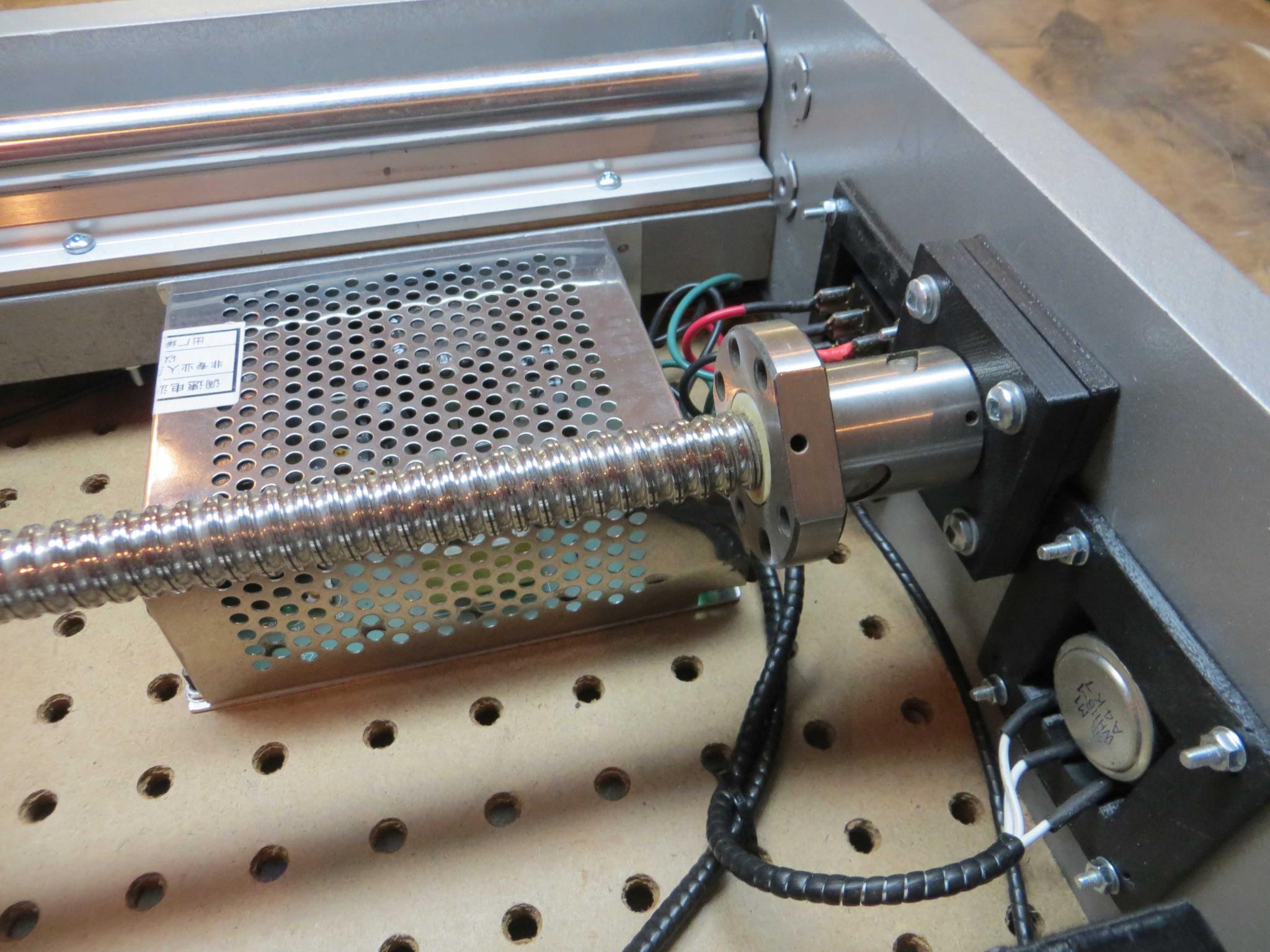
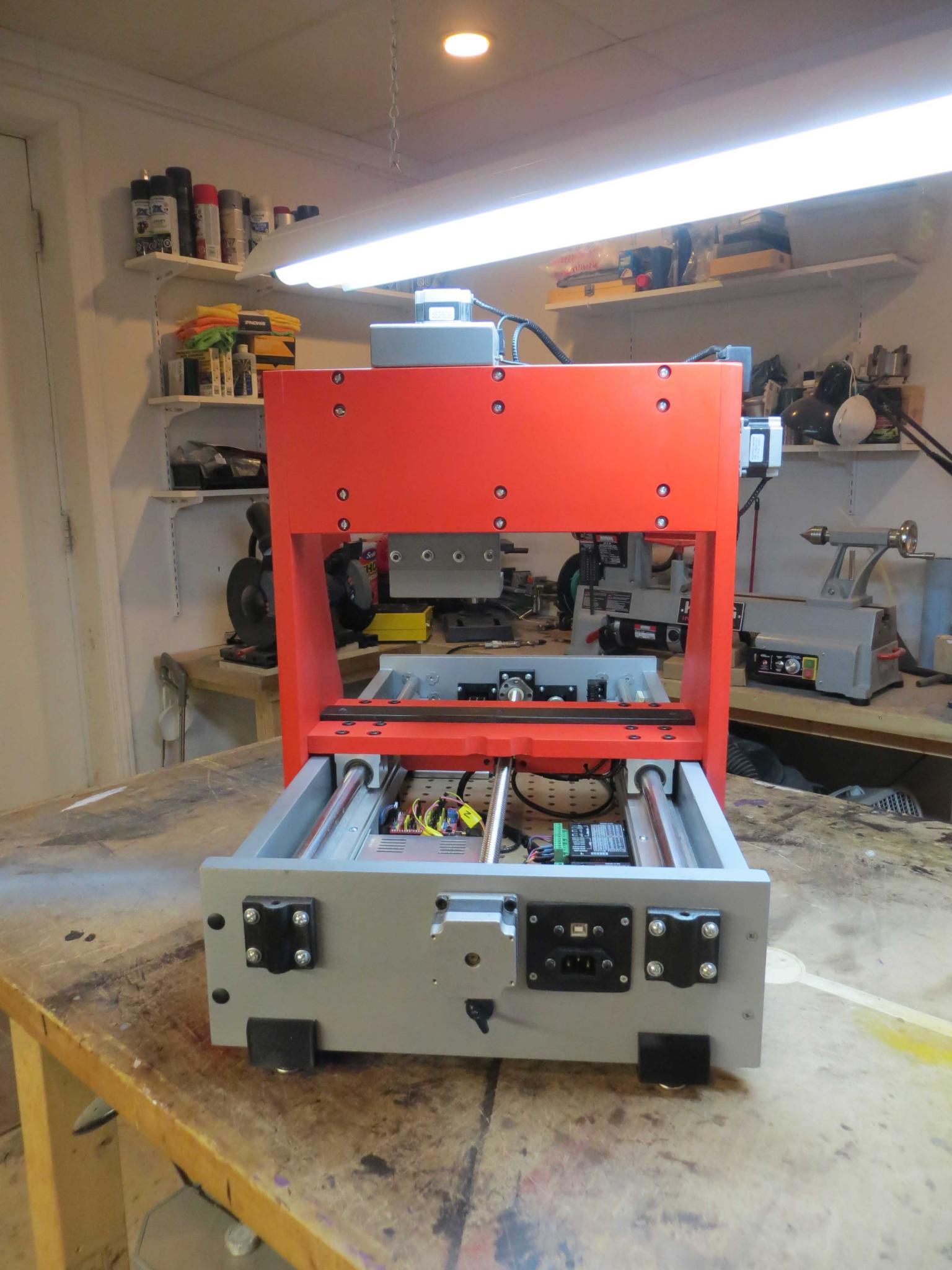
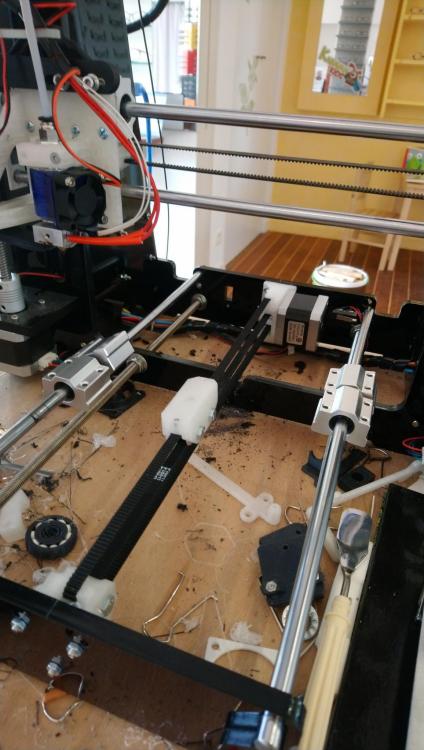
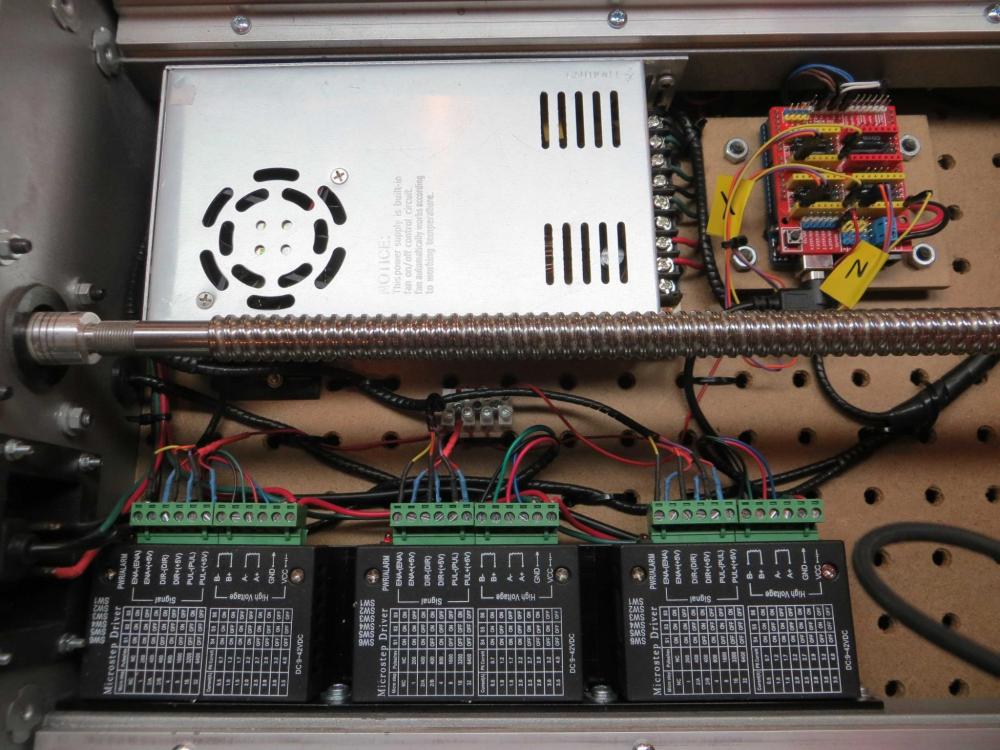
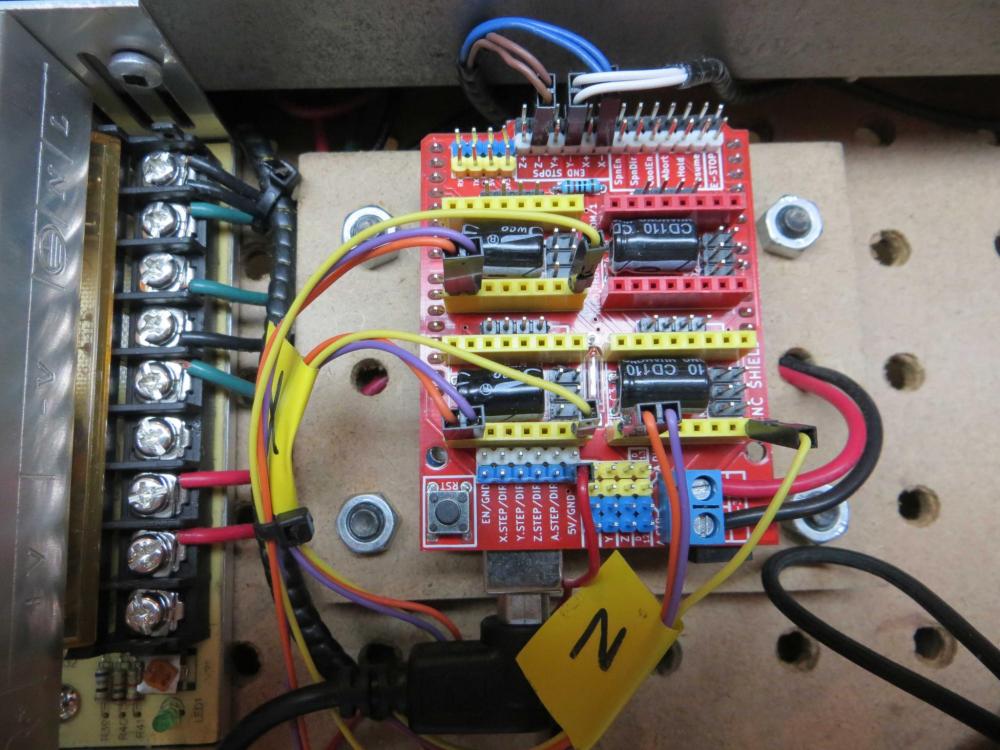
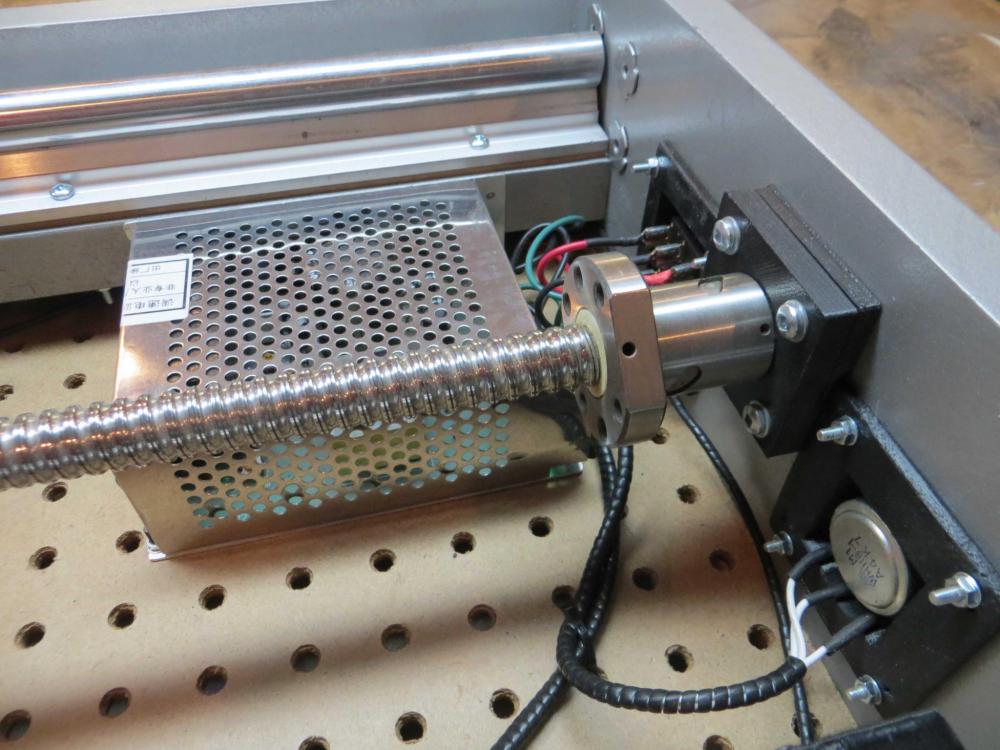
Bonjour, Je viens de faire les dernières connections à ma CNC, disons que c'est une réussite un peu ordinaire, mais c'est ma première CNC que j'ai crée de toute pièce. Je vais revérifier mes connections sur la Shield versus TB6600. je ne suis pas certain que je suis sur le bon côté des polulus. La surface de travail est en profilé 20x60 pour un total de 360mm X 500mm, il me reste a trouvé comment faire tenir la pièce de bois sur le profilé. Moteur nema 23 toute sur tige fileté. Les tiges filetées en Y et en X ne sont pas encore fixées à l'arbre, c'était pour facilité le déplacement pour faire le travail à l'intérieur, mais il n'a que 2 vis sur chaque tiges à mettre en place. La partie arrière (bleu) ou se trouve le profilé, il y aura un coffre pour y mettre les outils et accessoires de la CNC En principe il ne reste qu'a installé le firmware, la branché et espérer !!!!!!!!! Et ça , je sens que ça va être ma bête noir. Voir photos Encore merci cameleon




 1 point
1 point -
Bonjour G0 X50 va à X50 par rapport au fin de course (notation absolue) Si à partir de là tu veux bouger par exemple de 25.4mm tu peux au choix : - faire l'addition et écrire G0 X75,4 - ou bien taper G91 puis G0 X25.4 (notation incrémentale) Le G91 reste actif tant qu'il n'est pas révoqué par un G901 point
-
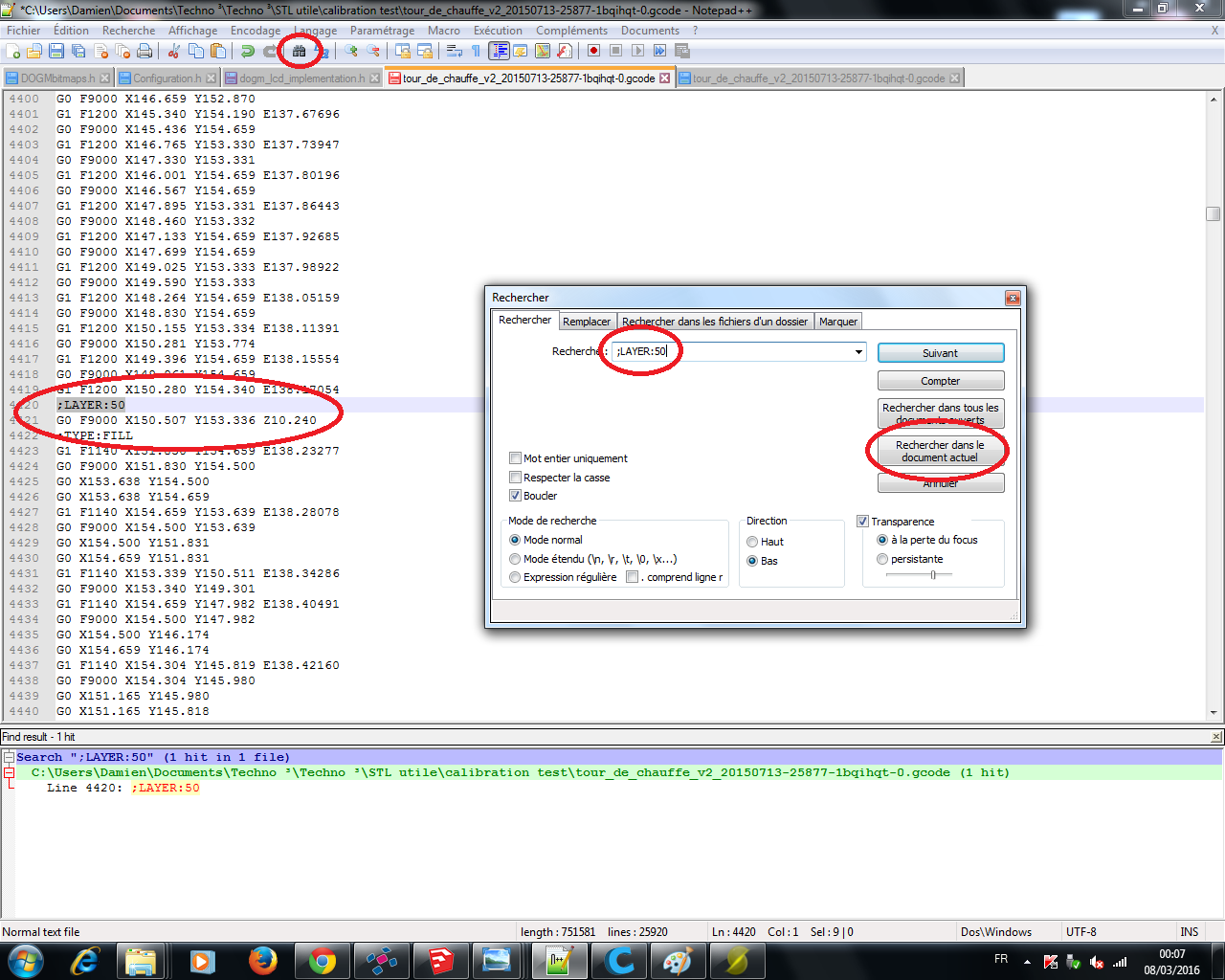
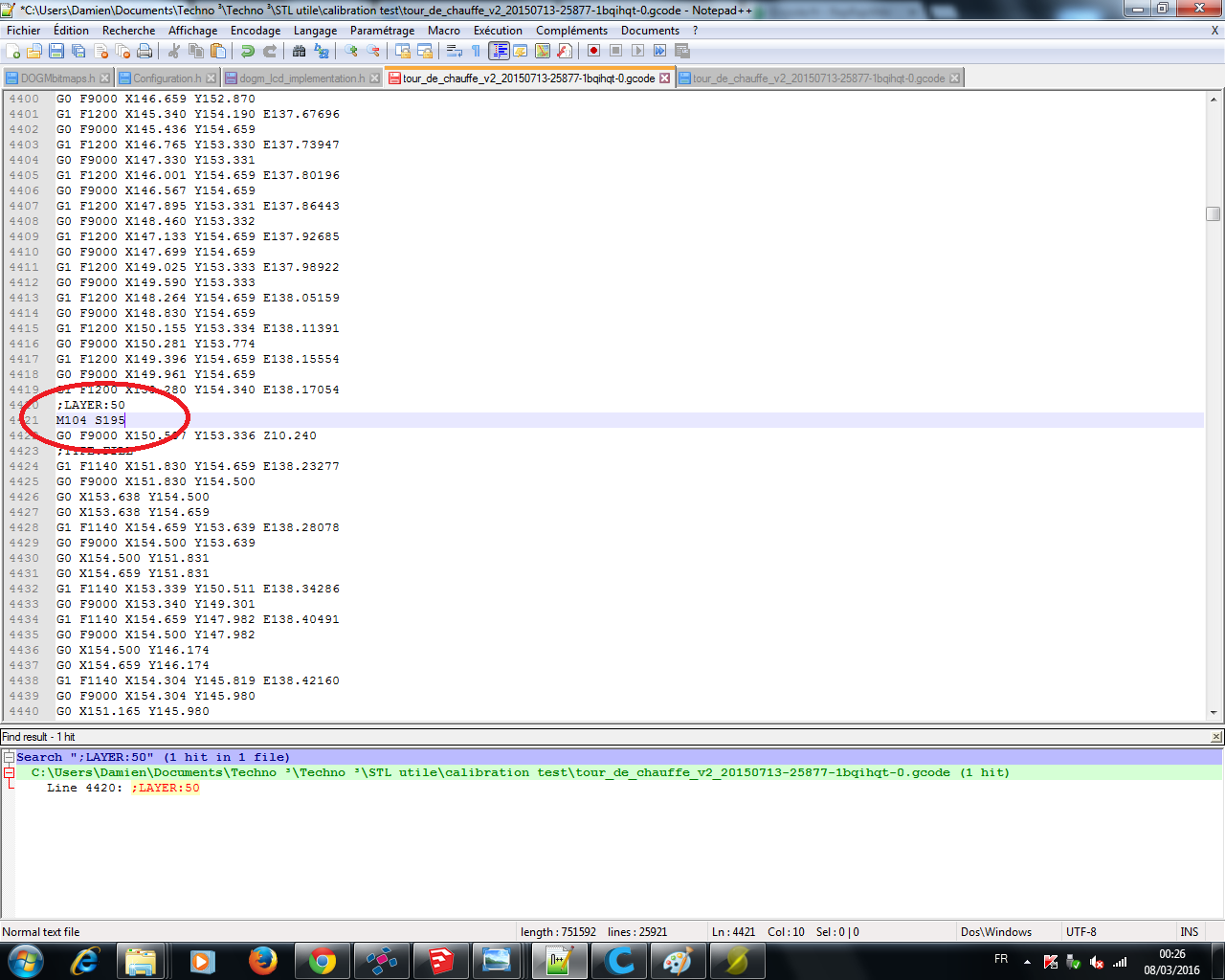
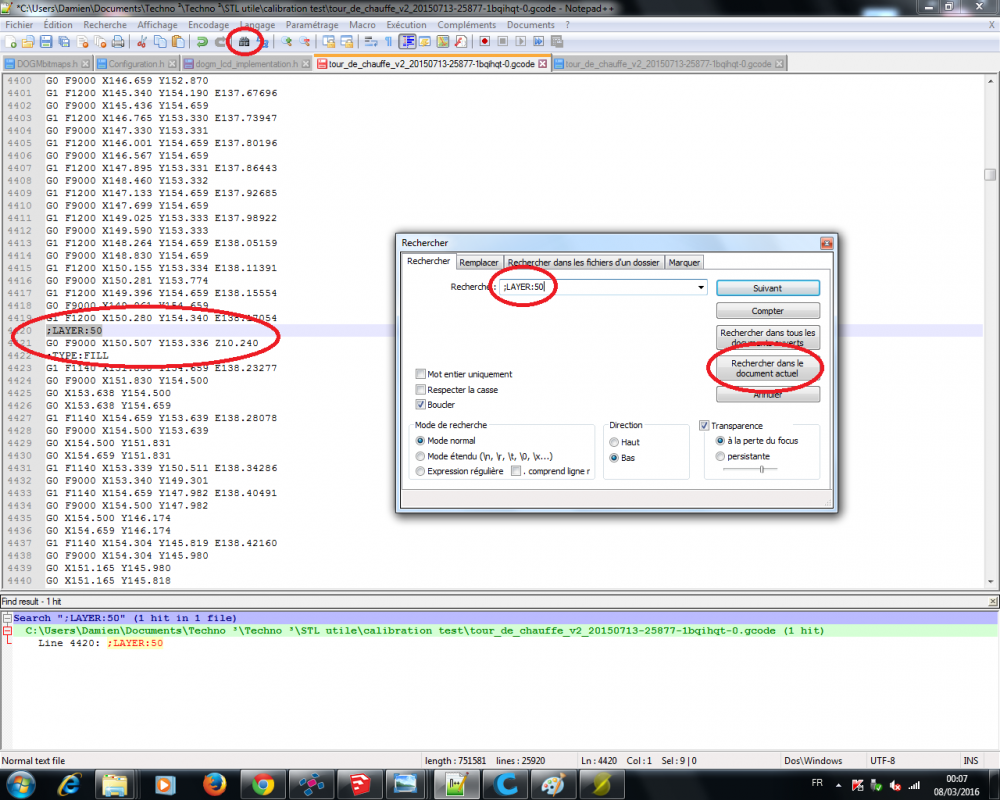
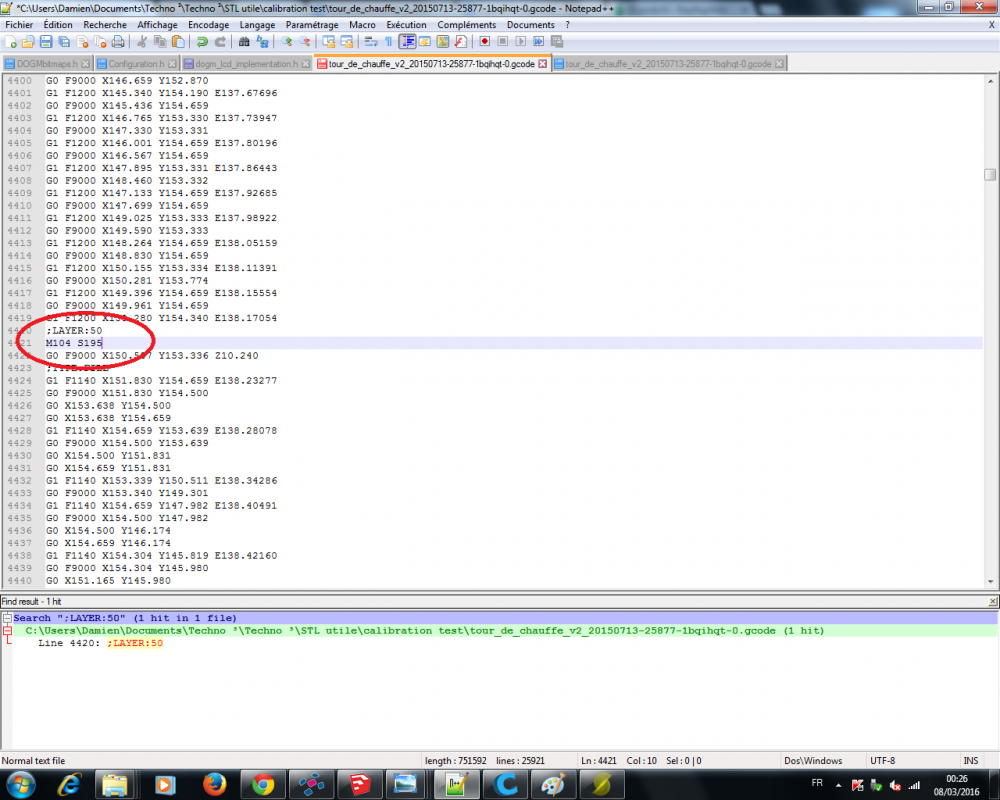
La température d'extrusion influe pas mal sur la qualité d'impression. Une température haute permet d'avoir une bonne adhérence des couches les unes aux autres mais le rendu sera moins propre et a l'inverse une température basse permet d'avoir un meilleur rendu mais les couches adhérent moins bien entre elles et la pièce devient plus fragile, il faut donc trouver le juste milieu. Un bon nombre de "tour" de test sont disponible sur thingiverse pour permettre de régler la température d'extrusion, il existe d’ailleurs tout un tas d'autre test pour calibrer sa machine du mieux possible. http://www.thingiverse.com/search/page:1?q=calibration+test&sa= Vous pouvez aussi modéliser la tour vous même, personnellement j'ai pris celle ci: http://www.thingiverse.com/thing:729703 Trancher le modèle dans votre logiciel en réglant la température d’extrusion a 200 et une hauteur de couche a 0.2. Une fois le Gcode obtenu, ouvrez le dans un logiciel d’édition de code, j'utilise notepad++. Il va maintenant falloir rajouter des commandes permettant de modifier la température pendant l'impression tous les centimètres. Cliquez sur la paire de jumelle dans la barre d'outil, une fenêtre s'ouvre ça nous permettra de rechercher directement les lignes qui nous intéresse sans avoir a parcourir tout le code. Si le Gcode a été généré avec Simplify 3D tapez ; layer 50 (avec les espaces) pour trouver la ligne qui vous intéresse. Si le Gcode a était généré avec cura (comme celui de la photo ci dessous) entrez ;LAYER:50 (tout attaché sans espace) dans l'onglet recherche puis cliquez sur "rechercher dans le document actuel" ça vous amène a la 50eme couche (soit environ un centimètres de hauteur sur l'axe Z). Juste en dessous de la ligne ;LAYER:50 rajouter la commande M104 S195 (on définit la température de chauffe a 195° pour les prochaines commandes): Faire le même chose toute les 50 couches en réduisant de 5° a chaque fois. Ensuite imprimez la tour et examinez la pour déterminer quelle température d'extrusion convient le mieux a votre filament. Si vous avez des questions au sujet de ce tuto, suivez ce lien Si vous avez des questions au sujet de la tour de chauffe, posez là sur le forum
 1 point
1 point

.jpg.dd33fc9c7cb4c6d04576052ef8f86dc7.jpg)