Classement


.thumb.jpg.1702124fe97d80846c058cc4baead788.jpg)

Contenu populaire
Contenu avec la plus haute réputation dans 22/05/2019 Dans tous les contenus
-
Bon, bonne nouvelle, j'ai pu coder un timer customisable qui permet d'utiliser le pin qu'on veut (voir plusieurs) pour un servo... plus besoin de pin "timer/pwm". Apres ca veut pas dire qu'on peut brancher un servo n'importe comment.. y'a besoin d'un transistor au moins en théorie3 points
-
A la place de ce genre de message mieux vaut laisser une réaction genre "+1" sur le message que tu acquiesces2 points
-
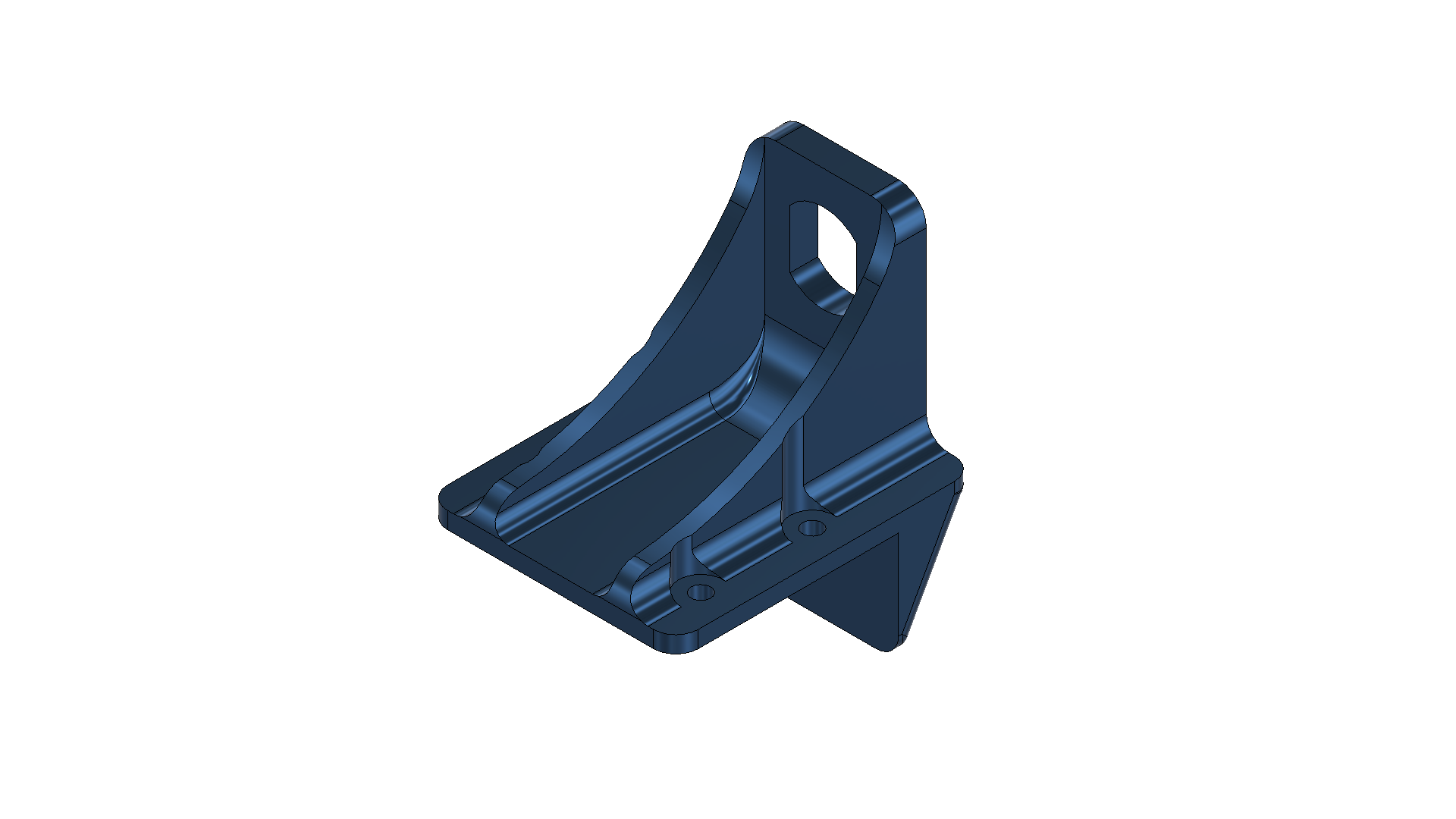
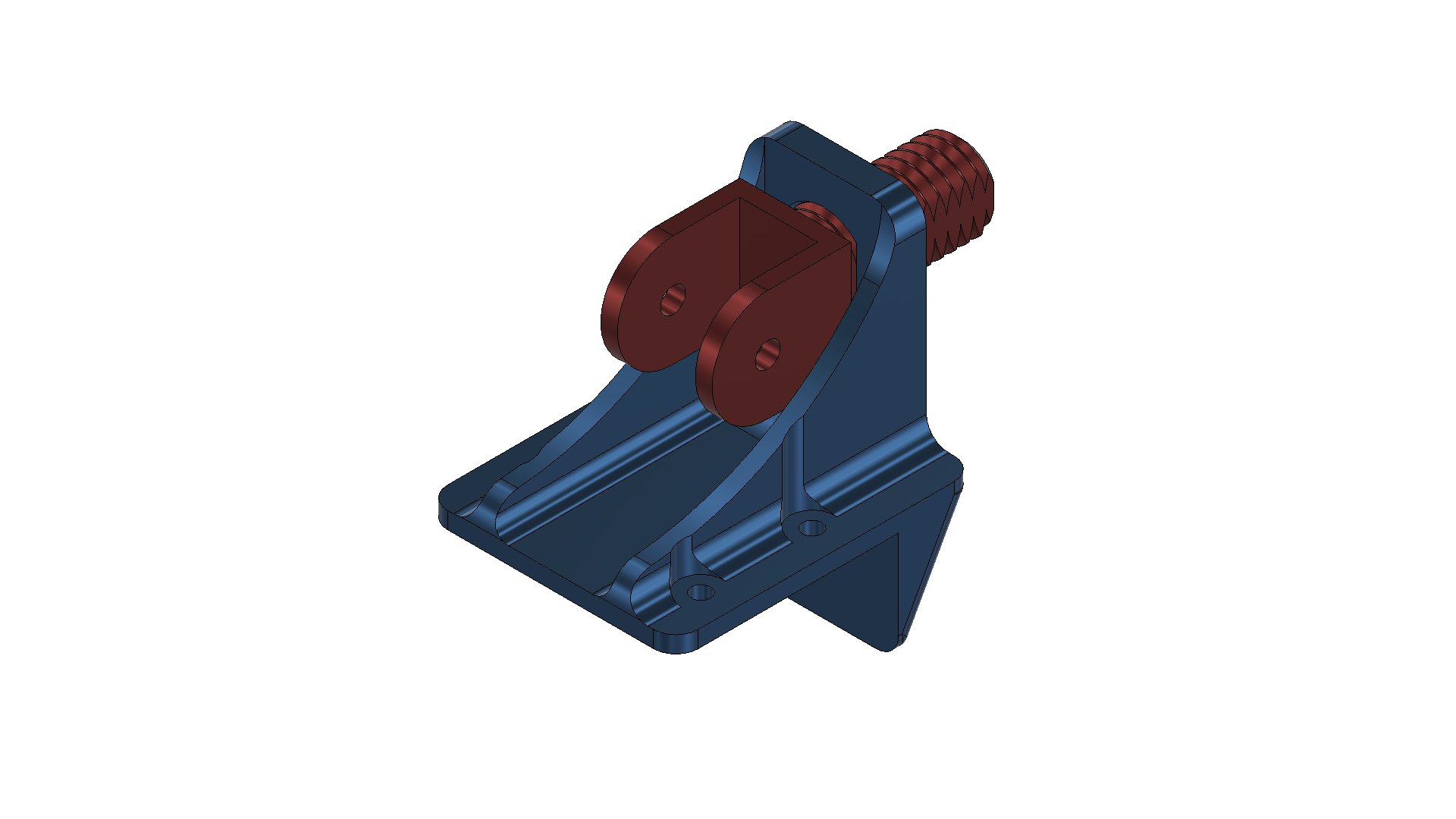
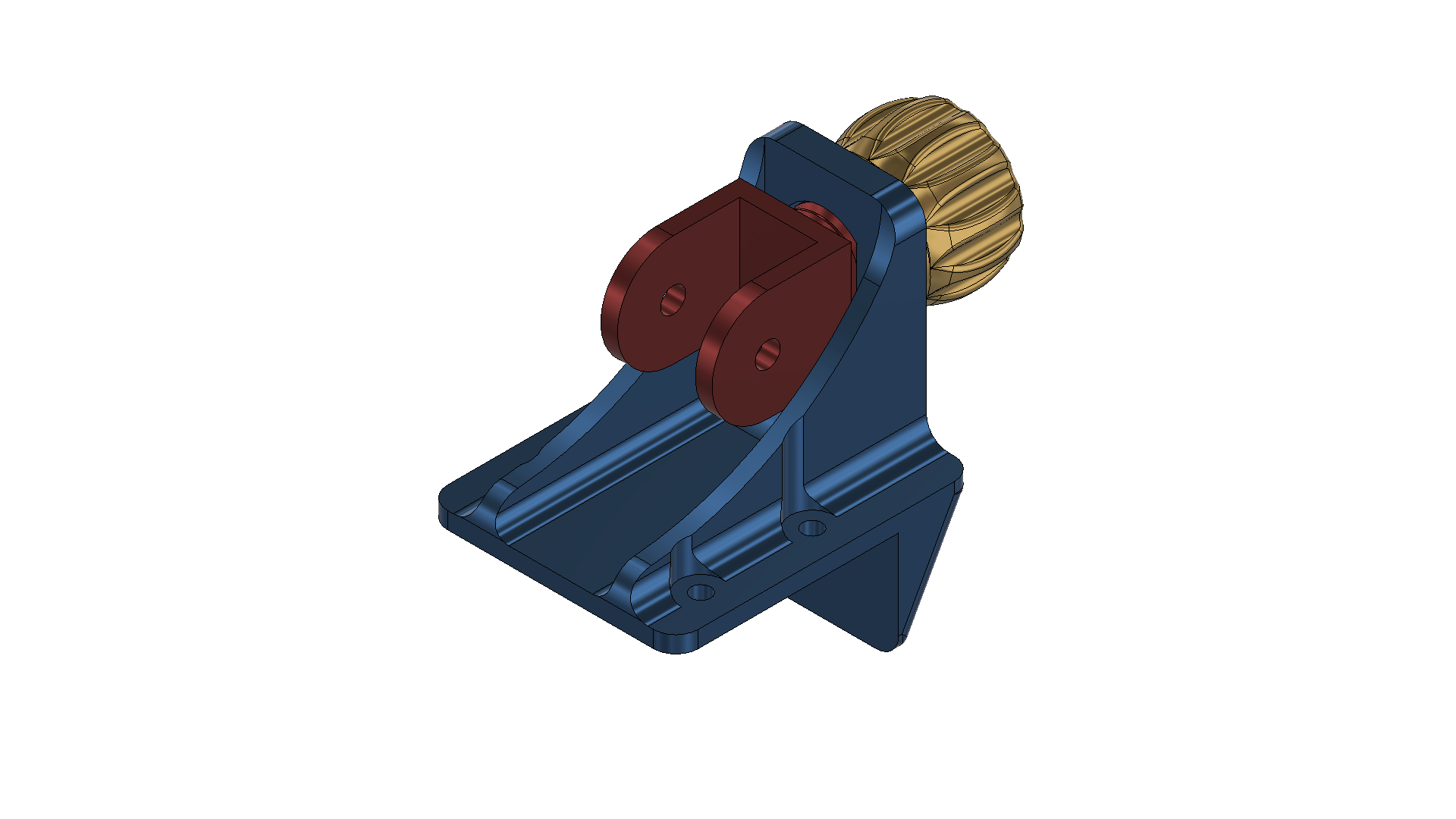
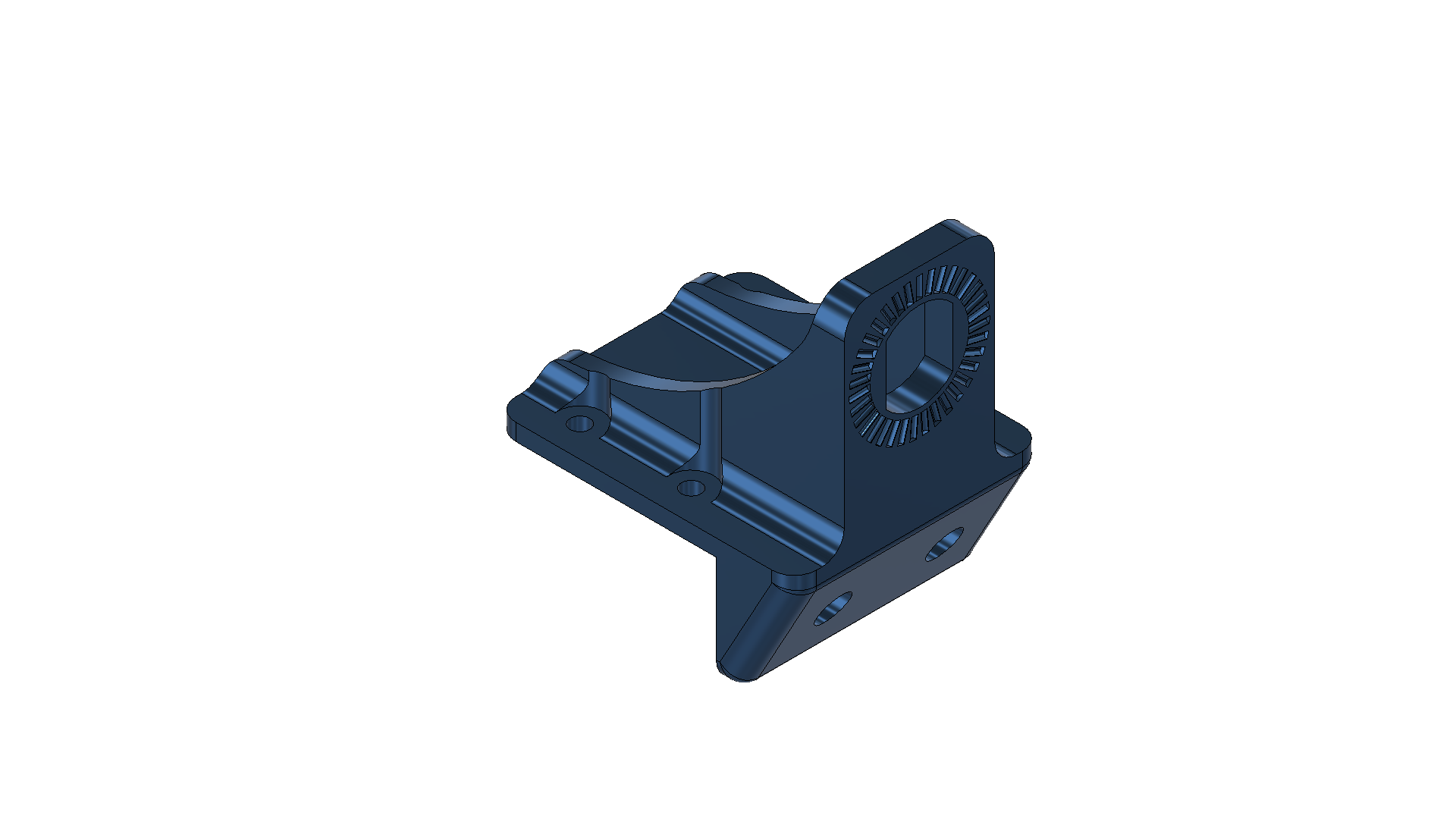
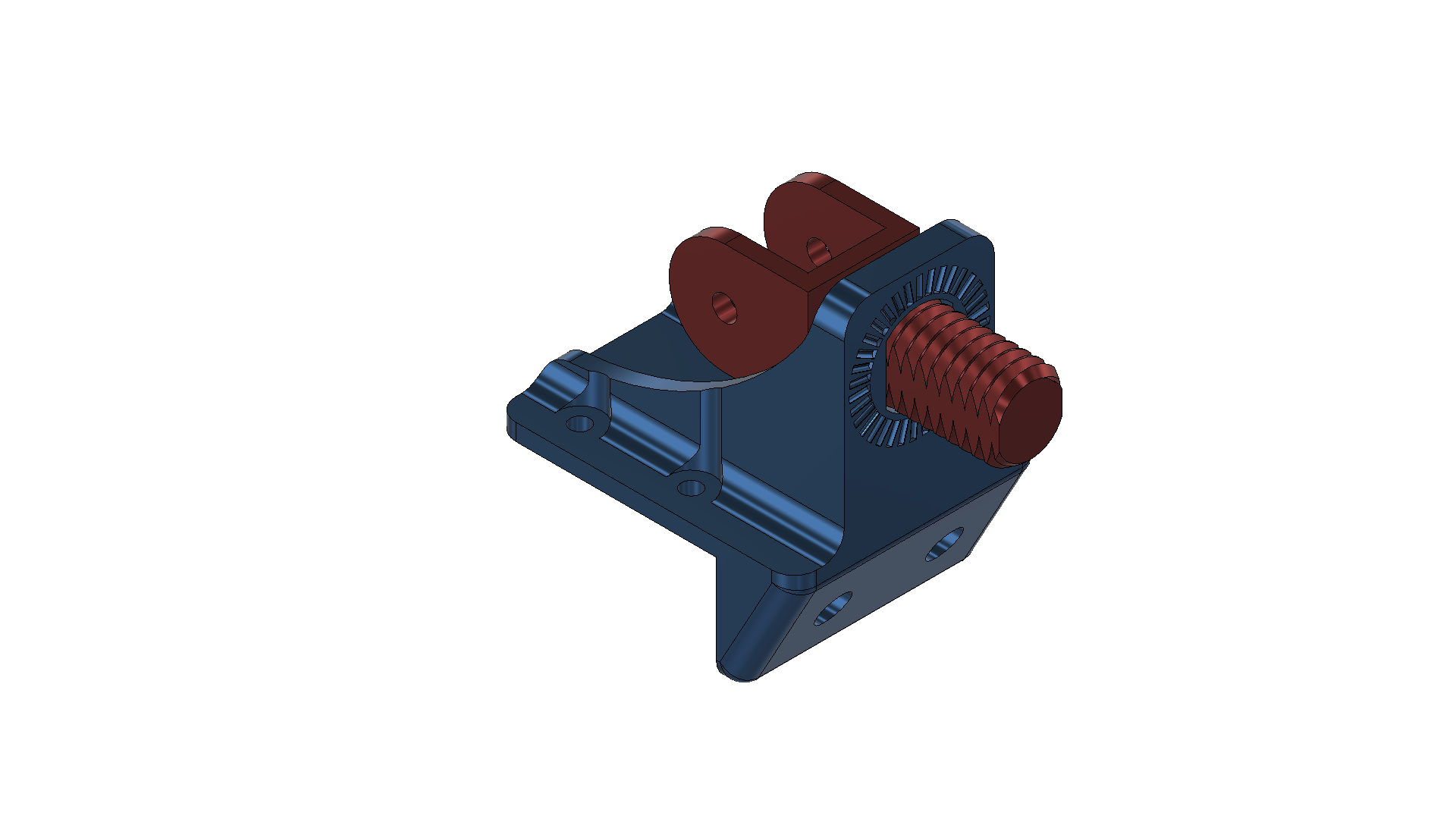
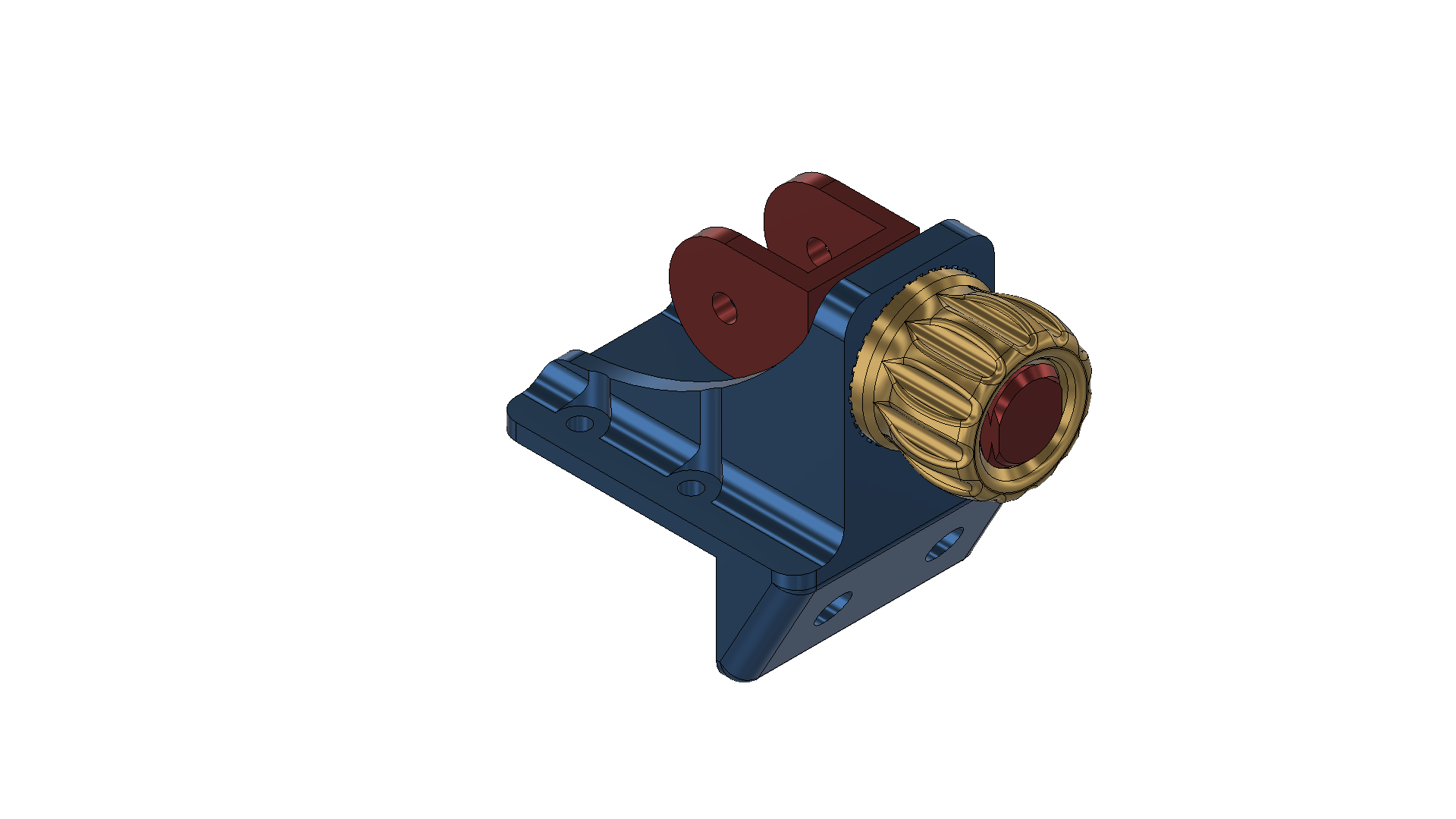
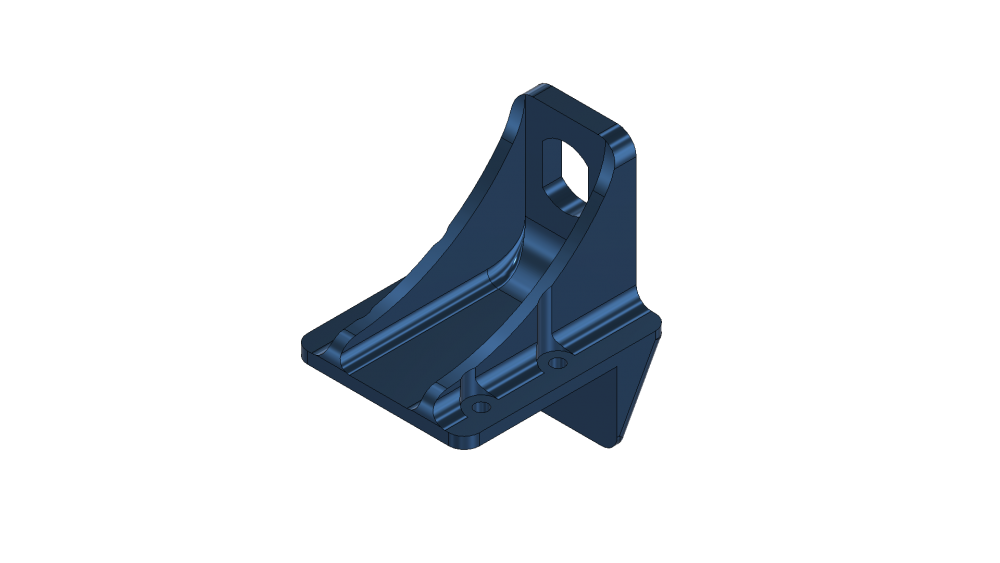
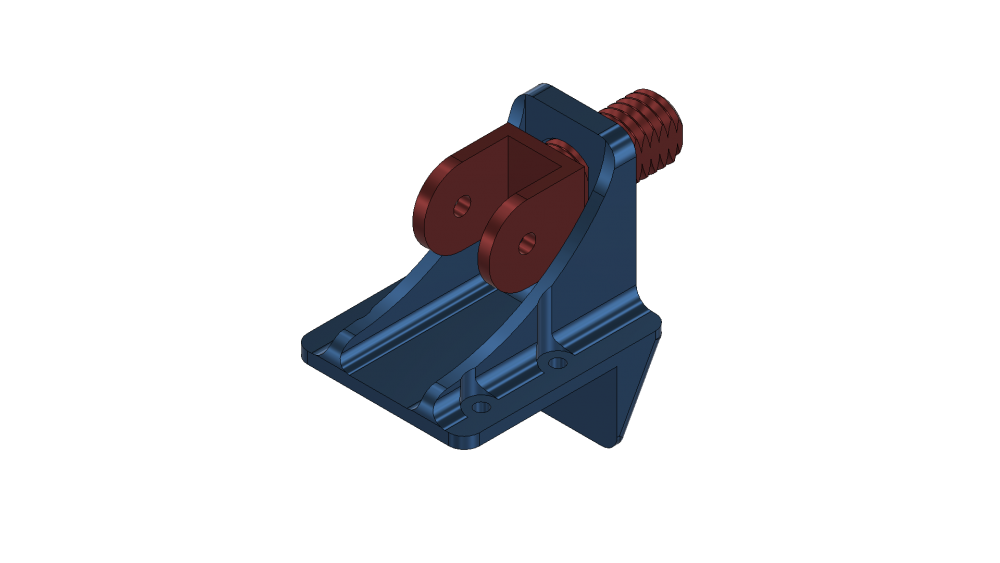
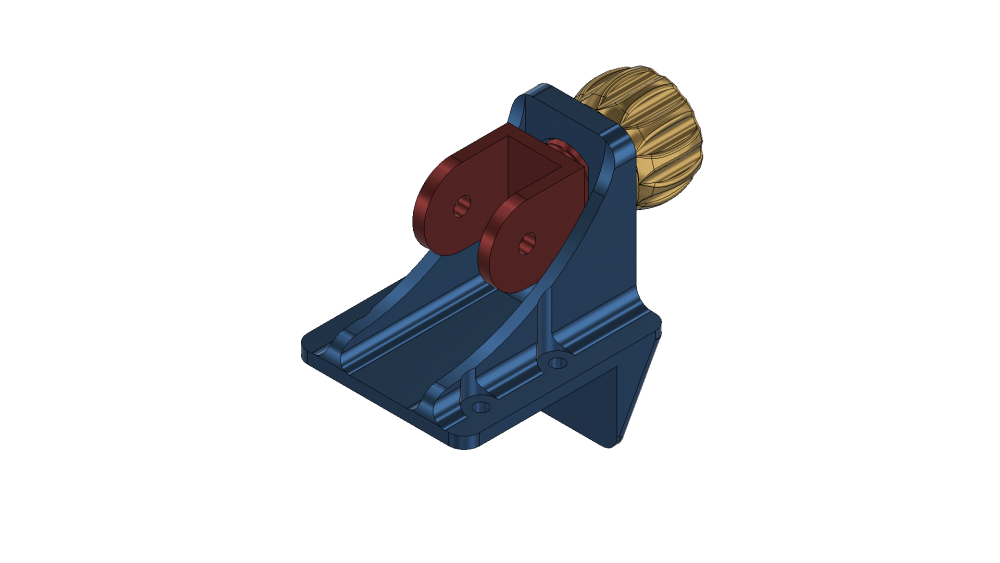
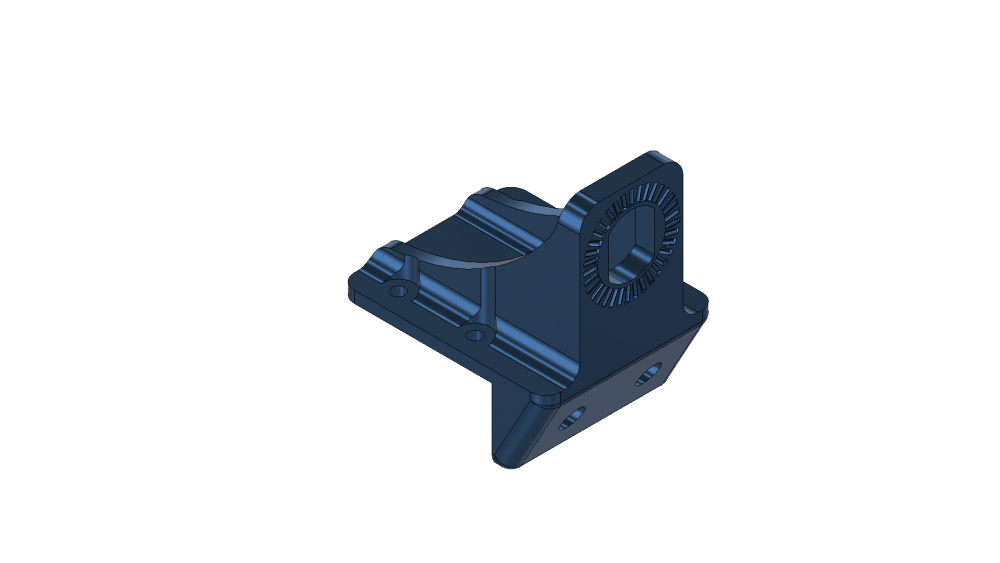
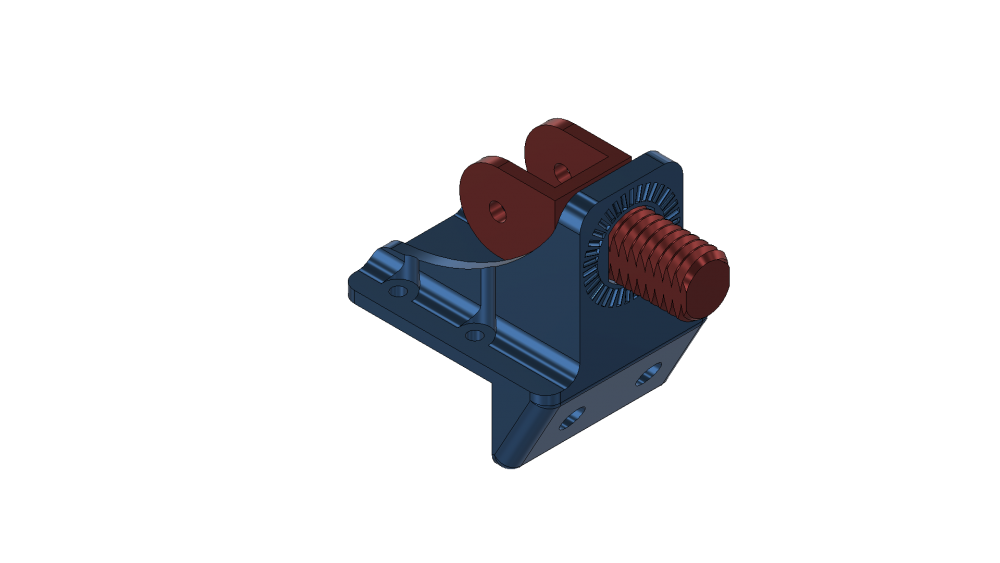
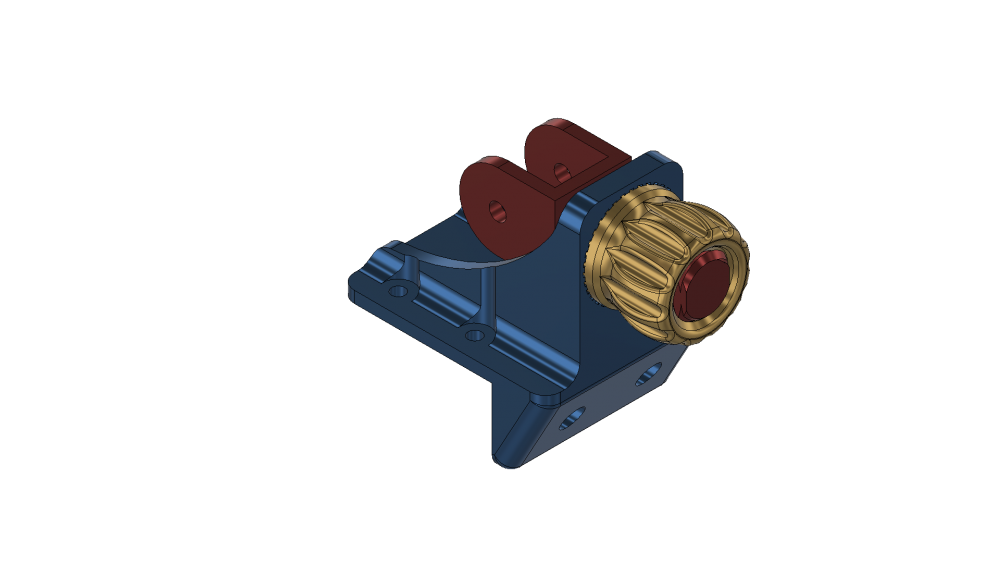
Bon, après pas mal de retouches et corrections, je pense que je tiens une version suffisamment avancée pour être partagée officiellement ! Petites captures pour la route : Comme dit précédemment, ça se monte en réutilisant la visserie et le roulement d'origine, il faut simplement rajouter deux t-nuts et vis M4x10 pour les fixations sur l'avant du profilé pour contrer la tension de la courroie qui pourrait déformer la pièce à long terme. POUR LE TÉLÉCHARGEMENT, CA SE PASSE >>>ICI<<< !
 2 points
2 points -
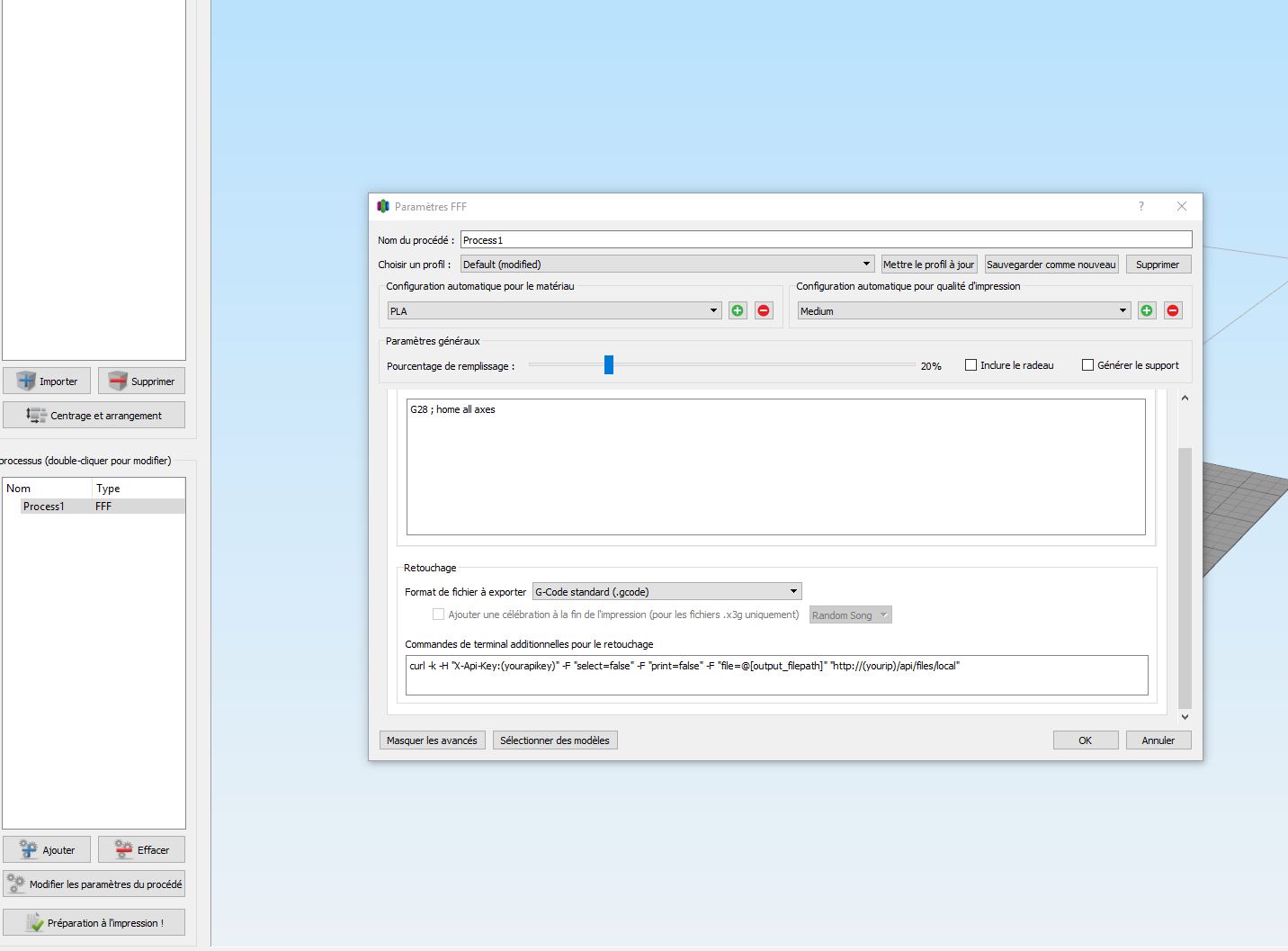
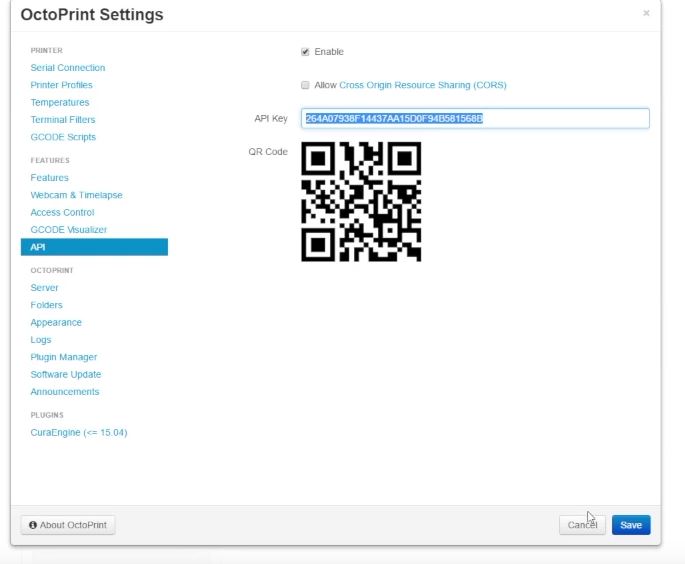
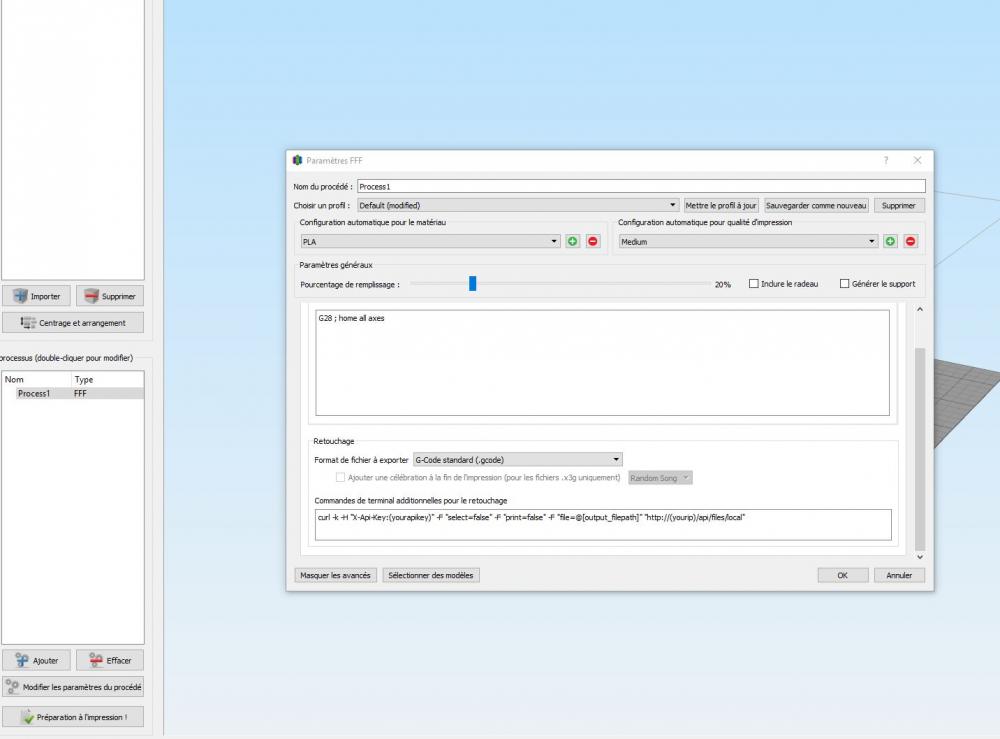
Salut a tous, Étant un utilisateur de Simplify 3D depuis quelque temps, le déplacement récent de mon imprimante loin de mon pc est devenu un problème pour le contrôle de cette dernière. Mon câble USB étant trop court et mon imprimante n'ayant pas de connectivité réseau (arduino+ramps) va falloir trouver une solution. Soit ne plus utilisé Simplify 3D donc foutre 150 euros a la benne ou tenter autre chose. Si comme moi vous vous êtes poser la question de comment faire en voici une solution. Donc il va nous falloir un raspberry un câble rj45 connecté au réseau ou un dongle wifi. Pour commencer installer octoprint je n'y revient pas la dessus aller voir ce très bon tuto : Prendre la dernière version ICI Une fois cela fait aller récupérer Ici l'archive curl-7.53.1-win64-mingw dans Win64-generic Décompresser sous : curl-7.53.1-win64-mingw.7z\curl-7.53.1-win64-mingw\bin Les 2 fichiers : curl.exe et libcurl.dll Aller dans le répertoire C:\Windows\System32 et glisser curl.exe et libcurl.dll Lancer Simplify 3D puis sous un profile d'impression aller dans script. Dans script de démarrage tout en bas dans commande de terminal additionnelles pour le retouchage rajouter cette commande: curl -k -H "X-Api-Key:(yourapikey)" -F "select=false" -F "print=false" -F "file=@[output_filepath]" "http://(yourip)/api/files/local" Remplacer "yourapikey" et "yourip" avec les informations du serveur d'octoprint. Si vous voulez un démarrage automatique de l'impression changer les paramètres "false" de "select=false" et "print=false" par true. Voila quand vous avez préparer votre impression reste plus qu'a envoyer le gcode a octoprint en cliquant sur la carte SD ... Bon week end a tous.
 1 point
1 point -
Lol, relax ! Je garde les deux versions !1 point
-
Qu'il en soit ainsi !! Je met la première à page à jour !1 point
-
le but c’était d'essayer de nouvelles options avec une pièce complexe ..... il y en a d'autres options intéressantes , mais pas encore eu le temps ! edit : et la j'ai un stl qui va être plus corsé avec les supports en cours d’étude je dirais qu'il vaut mieux garder les 2 versions ...
 1 point
1 point -
Garde les deux vaut mieux. Une version plutôt facile, et une version plutôt corsée1 point
-
bizarre , ça m'a pris 2 minutes (a chaud) donc j'ai du faire très attention , mais a la limite il faut augmenter ou diminuer légèrement la distance des supports x y z , c'est pour ça que j'ai précisé de ne pas l'utiliser tel quel (chaque machine est différente) en plus j'ai fait un rajout matière sur l’épaisseur (le test du lancer de fang aurait raté sinon )1 point
-
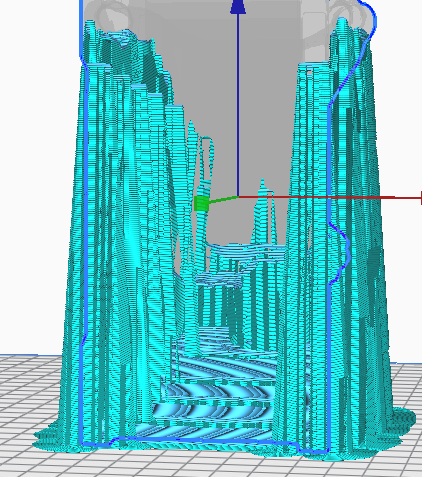
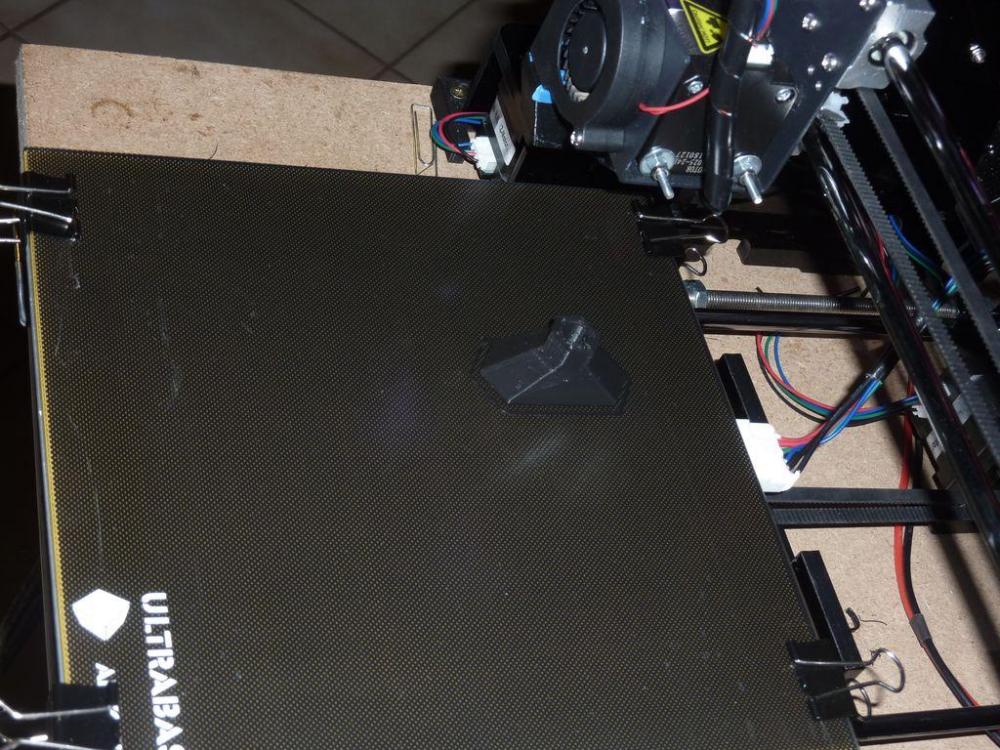
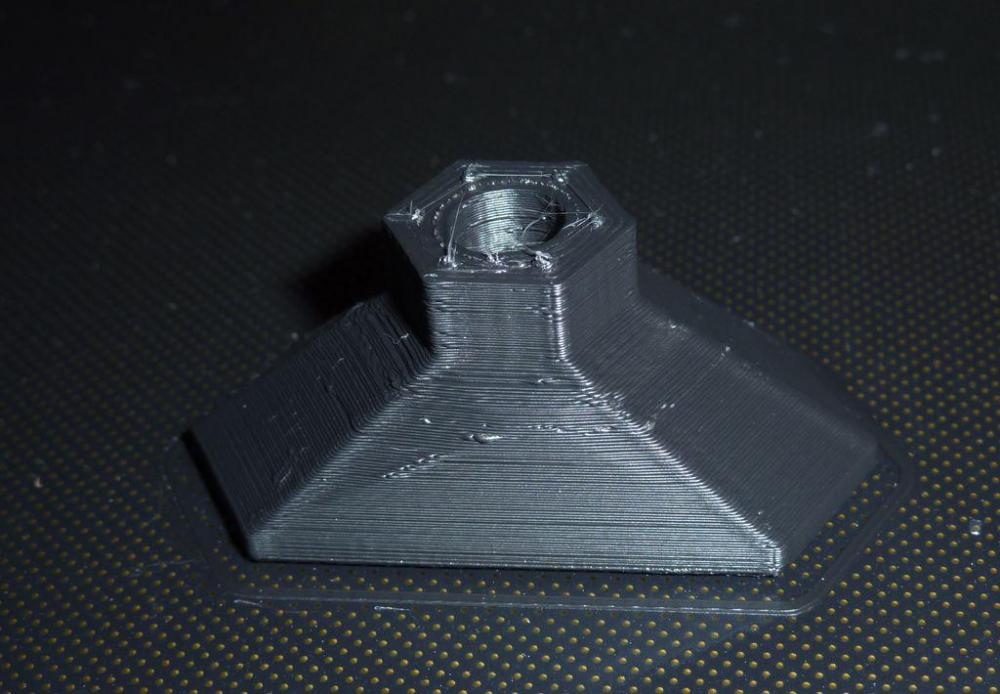
Avec du retard.... j'ai été pas mal pris ces derniers temps. et imprimante en rade pour cause de roulement qui grince. remplacé par des IGUS, qui ont aggravé le problème (ça glisse fluide sans plateau, et une fois le plateau en place et les ressorts serrés, tout coincé ! laissé un IGUS solitaire sur l'axe X pour récupérer un roulement en bon état, en attendant de tout remplacer par de vrais roulements type SKF). Bref, je viens d'imprimer ton gcode sur mon ANET A8 stock : l'impression est décalée bien sur (pas la même imprimante, mais pas de souci particulier si ce n'est une pince clip accrochée au vol à la mise en place de la tête). Bon, l'impression est moche, j'ai imprimé avec un filament hobbyking acheté "pour voir", et qui ne vaut pas un clou (fait des blobs partout, peu importe la température).... je le passe pour les pièces de réglages. Alors, en conclusion, je ne sais pas d'où vient ton problème, mais à priori il ne vient ni du .stl ni du .gcode.... A chercher du coté de l'imprimante (ou peut-être, comme le dit @Janpolanton, entre l'imprimante et la chaise.... ? ) Pascal P.S. : j'ai trouvé dans ton gcode ton bed un peu chaud (70°C) pour du PLA

 1 point
1 point -
Bonjour Pour le bruit le pense que ce sont les tiges filetées du Z qui vibrent car il n'y a plus de guidage en bas1 point
-
Pour le mode absolue relatifs j'ai pas retrouvé la photo (Si j'en avais mis une dans un post précédent ) et c'est pas facile de retrouver sur un téléphone et sans avoir cura sous les yeux. Ce n'est pas dans le gcode de start mais dans les paramètres de tranchage . Si tu recherchesune ligne dans le gcode G1 X Y E la val des E est en 1.234 ou 0.334 0.6766 sur les lignes en relatif et augmente de ligne en ligne en mode absolue.
 1 point
1 point -
Je comprend bien mais ça me parait quand même vraiment bizarre, je m'explique : un ventilo consomme environ 30mA, 1 seul transistor a en moyenne une amplification Hfe de 200, donc 2 en série amplifie de 200*200. Donc si on fait le chemin inverse (la charge impose le courant) on a en entrée des NPN : 30mA /(200*200) = 75uA, Soit un ampérage négligeable comparé au (I = U/R = 24/47k) 510uA Ok je viens de me rendre que ce n'est pas si négligeable que ça ... Je vais diminuer un peu R4 (R2 sur ton schéma) et si ça ne fait pas je re-cascaderai un 3e transistor, je viens de comprendre pourquoi tu as mis un AOP EDIT : (En réalité a cause du pont diviseur la tension au borne de R4 n'est jamais > 12V donc Imax = 12/47k = 250uA). EDIT 2 : Petit Correctif avec les valeurs des courants, j'ai mis des transistors avec Hfe(ampli) de 100 histoires d'avoir une grosse marge, ça devrait le faire la ? Ce n'est pas une solution générale pour monsieur tout le monde mais pour du cas par cas c'est viable ?
 1 point
1 point -
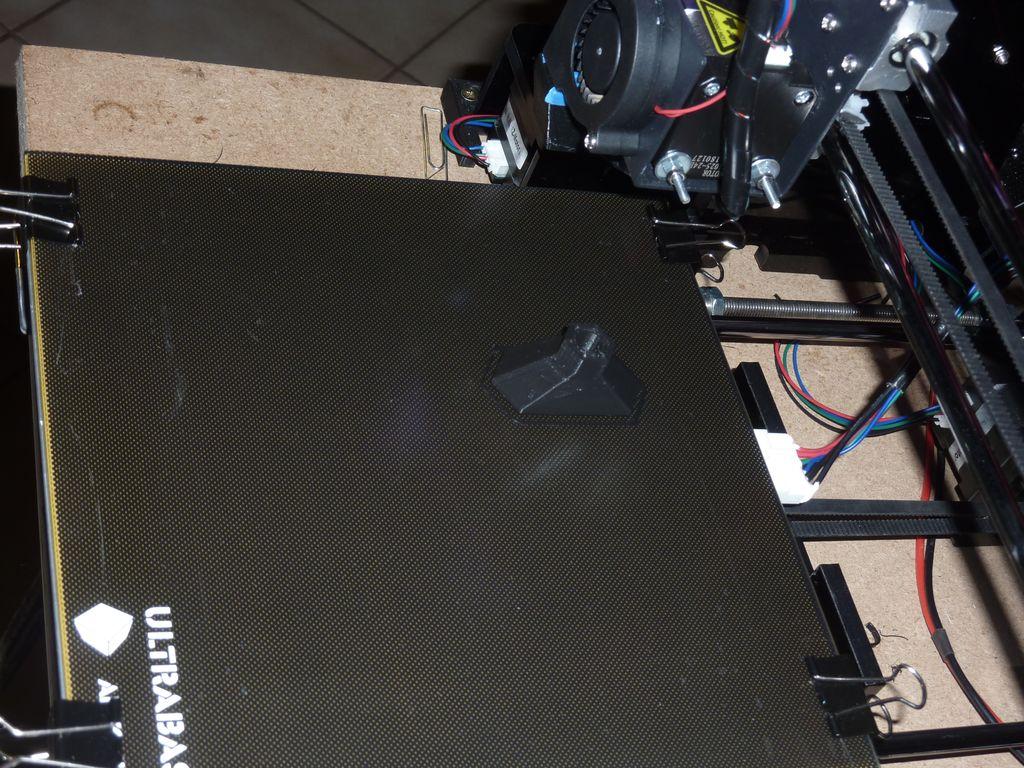
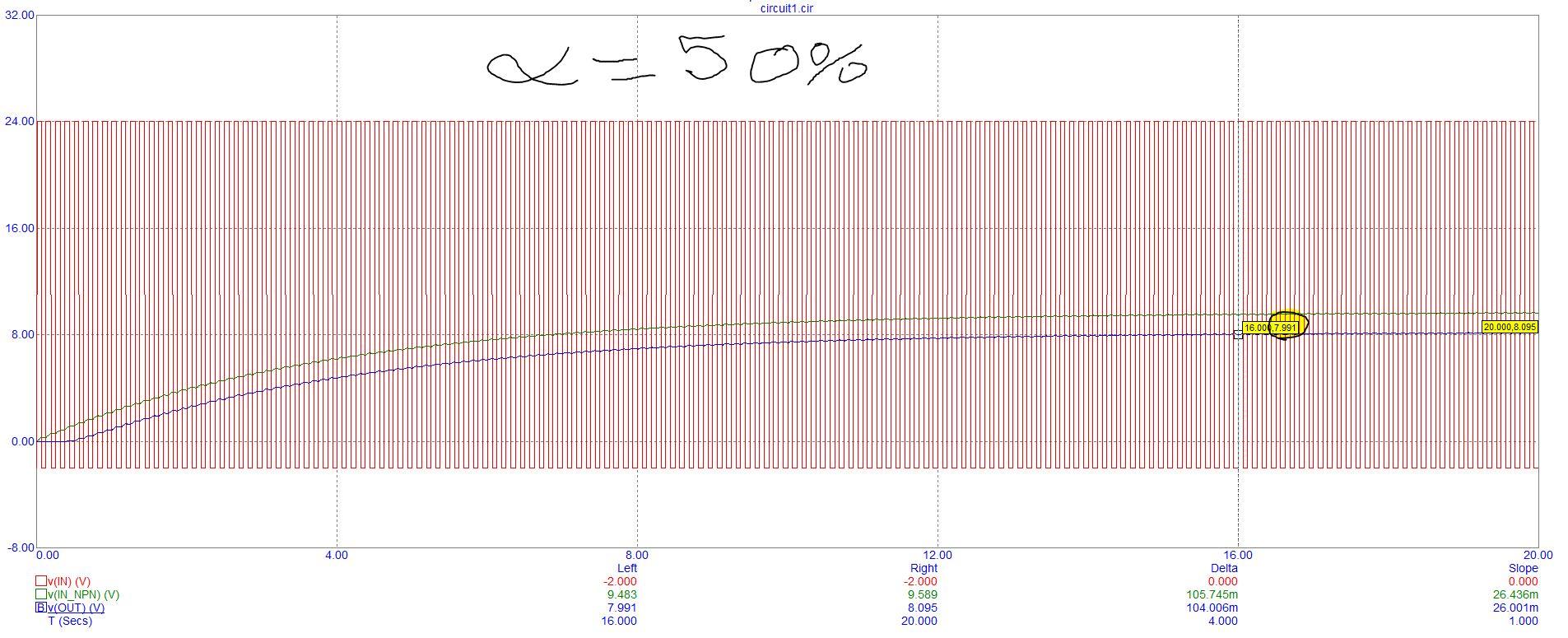
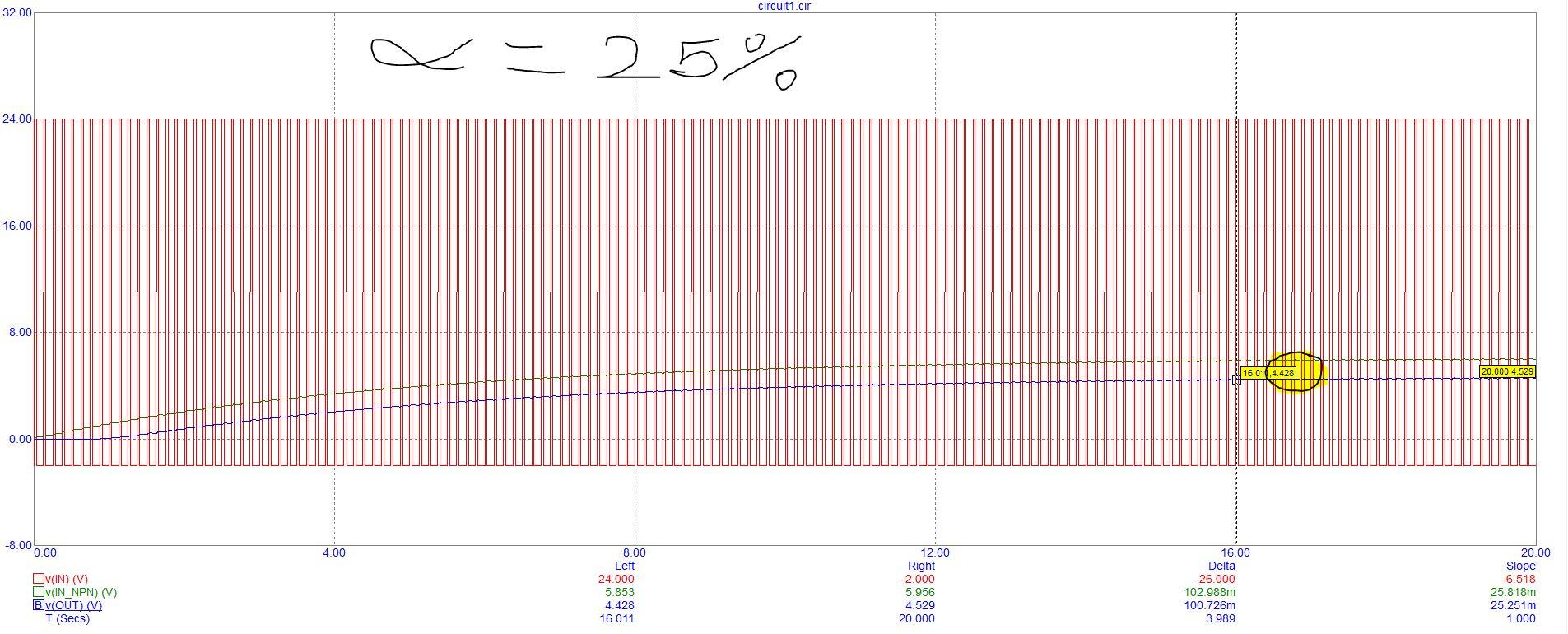
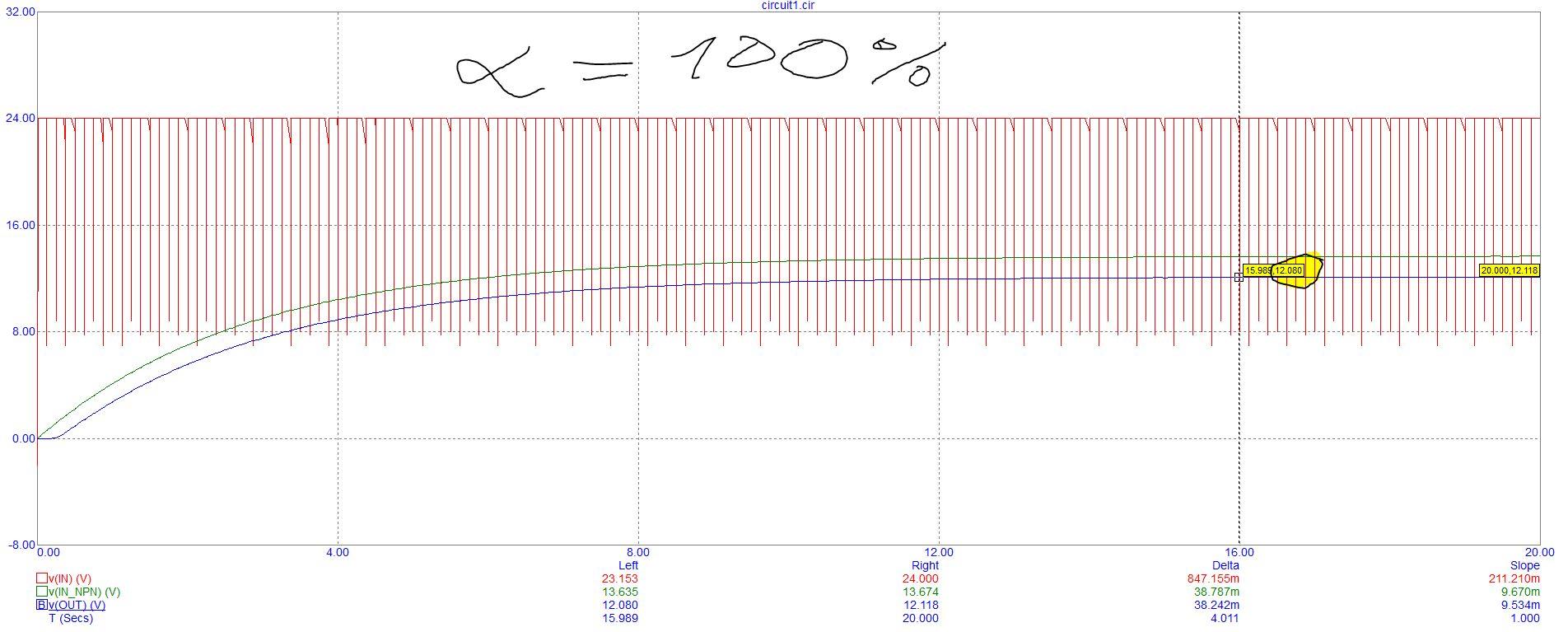
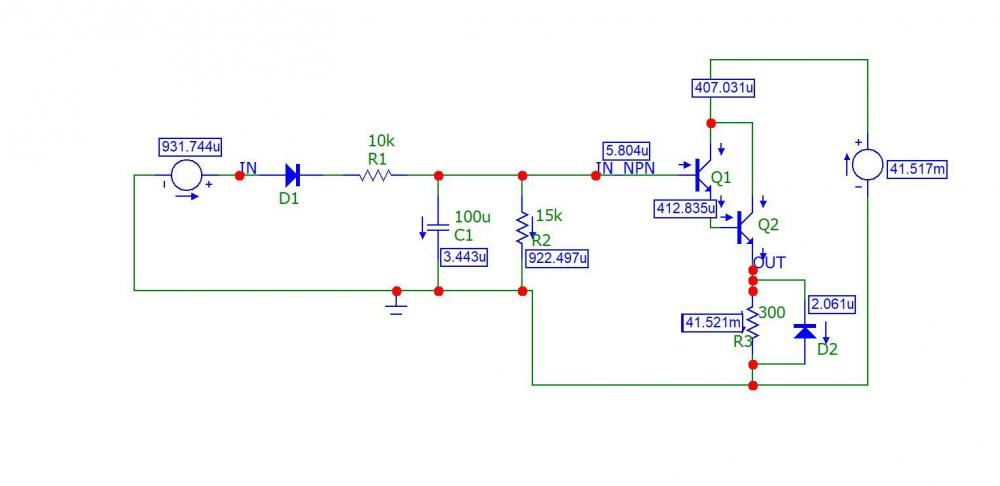
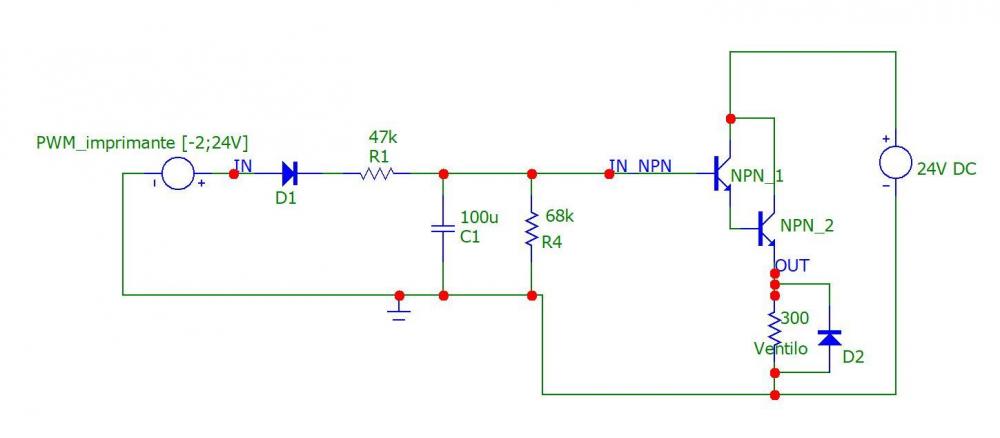
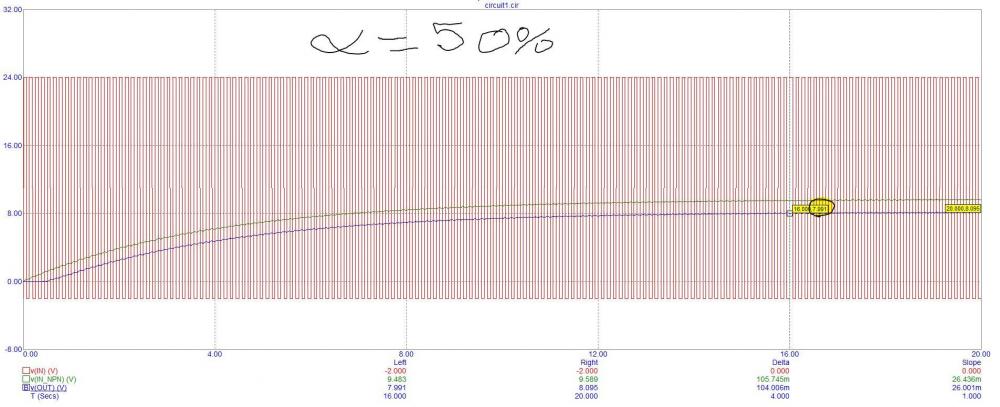
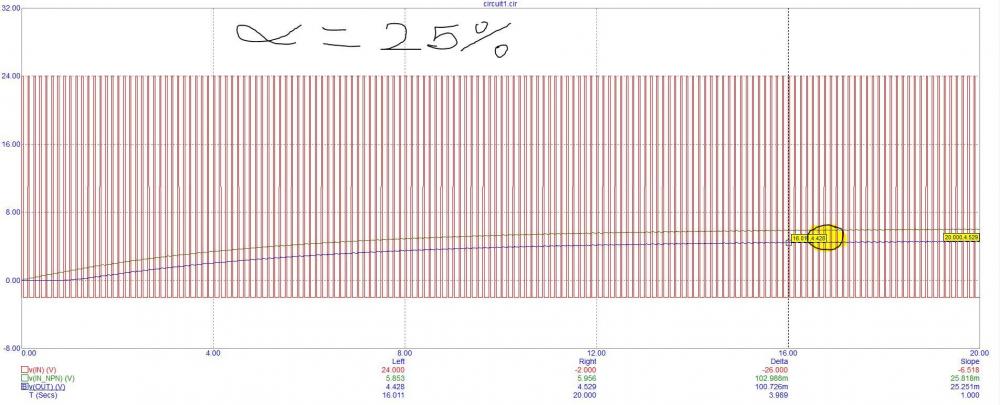
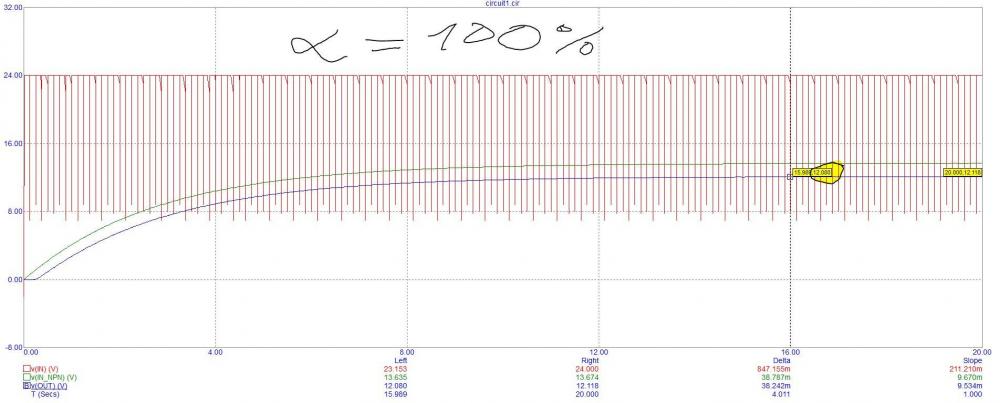
Salut, en complément des supers montages de @Janpolanton pour filtré le PWM 24V du ventilo, je voulais vous partager mon montage, bien que celui de @Janpolanton avec un aop marchant certainement très bien, j'ai théoriquement (sur logiciel) réussi a faire un montage assez simple avec des transistors pour ceux qui voudrais ce bricoler un filtre eux même sans AOP. Ce montage, devrait théoriquement être indépendant (jusqu'a un certain point tout de même) de la charge (ventilateur) et des transistors utilisés. Je vous met la photo du montage, je fais les tests avec GBF et oscillo demain et si c'est concluant je le monte sur l'imprimante dans la semaine prochaine. Je vous poste le montage avant d'essayer parce que comme ça si vous voyez quelque chose de bizarre n’hésiter pas ça pourrait m'éviter de cramer ma U30 . Je tiens a préciser que ce n'est qu'un test donc ne brancher pas ça sur votre imprimante si vous ne savez pas ce que vous faites. Le fonctionnement est simple : le signal d'entrée passe dans une première diode pour retirer la composante négative (les condos polarisés n'aiment pas ça) , Ensuite un petit filtre passe bas (T = RC = 47k * 100uF) et une résistance en pull down pour crée un pont diviseur entre le filtre et les transistors. Et donc on termine pas 2 transistors NPN (j'utiliserai personnellement des BC547C et je changerais si ils chauffent trop) qui sont en suiveur uniquement pour amplifier le courant. (On amplifie le courant uniquement pour ne pas que la charge (le ventilateur) n'influence le montage précédent du filtre) Sur les courbes : Vin = PWM_ imprimante , Vin_NPN = PWM filtré en entrée des transistors et Vout = Sortie Ventilo (Vout - Vin_NPN = chute de tension au borne des transistors) J'ai mis des composants pour atteindre au max 12V mais si le montage marche il faudra remplacer R4 par une ~ 82K pour monter a 14V en sortie. Et autre sujet mais pour le ventilo de l'alim, celui de base pour ma part je ne le trouve pas horrible mais il vibre contre la carcasse de l'alim, le problème vient de là. Je l'ai donc simplement fixé avec un joint silicone pour l'isoler de l'alim(ne pas mettre de visse) et il ne fait plus qu'un doux ronronnement sourd.
 1 point
1 point -
En effet, comme te le précise @fran6p je t'ai donné les valeurs usine d'origine. Mais en effet ces valeurs ne sont pas forcément optimisées pour tous les filaments d'une part, et pour ta machine d'autre part. Voilà ce que j'obtiens par exemple pour ma machine après calibration (en sachant que quand j'aurais le temps je referais un coup sur les axes X, Y et Z). Steps calibration (mm/s) X 79,93 Y 79,8 Z 397,7 E 94,92 Ces valeurs sont à déterminer spécifiquement pour ta machine. On retrouve bien par ailleurs la valeurs de 95 citée plus haut. En ce qui concerne les filaments pour te donner un exemple de ce que j'utilise comme paramètres après différents tests (paroi pour le débit, test de résistance pour la température, mesure du diamètre du filament sur une dizaine de points) : A noter que je n'ai trouvé aucune utilité sur une tour de température qui pour moi était simplement identique de 190 à 220 °C par pas de 5°C. Marque Type Couleur Bobine n° Débit ø filament T°C Vitesse Etat Grossiste 3D PLA Dark grey 95% 1,73 210° 70 mm/s En cours Grossiste 3D PLA Dark grey Neuve Grossiste 3D PLA White 94% 1,74 210° 70 mm/s En cours Grossiste 3D PLA Sky blue 94% 1,74 205° 70 mm/s En cours Grossiste 3D PLA Aubergine Neuve Grossiste 3D PLA Transparent 93% 1,73 210° 70 mm/s Neuve Pour ton problème, pour ne pas redire ce qui a déjà été dit, regarde de ce côté pour les problèmes de sous-extrusion, tu trouveras entre autre le schéma t'expliquant ce dont te parle @fran6p, c'est parfois plus explicite en image. Pour les calibrations machine et filament, je t'invite à regarder ici et ici. N'hésites pas si tu as des questions, mais dans un premier temps je t"invite à regarder le post sur les problèmes de sous-extrusion. Par ailleurs, si tu as rétabli les paramètres d'origine et que tu n'as strictement rien changé entre tes impressions bonnes et celles qui sortent maintenant à part les steps de l'extrudeur, cela me paraît difficilement plausible.1 point
-
Non ! mais la commande oui! [J<deviation>] Junction deviation (requires JUNCTION_DEVIATION) http://marlinfw.org/docs/gcode/M205.html donc M205 J0.1 (si c'est bien 0.1 et JUNCTION_DEVIATION activé) attention point pas virgule faire commande M503 pour voir comment est écrit la valeur (0.1 ou 0.01 suivant la version de marlin) Mais si pas activé, il faut repasser par la case téléversement. (sauf si on peut activer un truc qui n'est pas activé autrement est dans ce cas merci de me dire comment)1 point
-
Merci de vos retour, du coup je pense faire quelque chose qui sera doublement utile, je vais coller une couche en liège sur le dessous du bed mes pinces ne seront plus en contact avec les résistances et en plus sa me conservera de la température. Je ne sais pas encore si par dessus la couche en liège je mettrais pas en plus une couche d’aluminium a voir a l'usage si sa me permet de monter plus haut, mais je pense plus utiliser la Tronxy X5ST pour de l'ABS donc pas sur de chercher a avoir 100/120° de température de plateau avec la U201 point
-
Essaye de baisser ta distance de rétraction (6.6mm c'est énorme), et d'augmenter la vitesse de rétraction ( de 30mm/s à 35mm/s). Ici avec une E3D v6 en bowden, j'ai 2.4mm @ 35mm/s pour du PLA, 0 stringing, donc en direct-drive (comme sur l'a8 stock) tu devrais plutot être vers 1-1.2mm de rétraction. Avec une rétraction de 6.6, y'a moyen que le filament "fondu" se sépare du filament dur pendant la rétrac, et donc, continue de couler/filer, pendant que le filament dur lui, sert de "poussoir". ps: sur thingiverse tu trouvera des modèles pour tester tes paramètres de rétraction, ca t'évitera d'imprimer 50 fois ta chaise pour trouver des valeurs correctes ps2: si ton filament est ancien / laissé dans un endroit humide, les fils impossible à faire partir même avec une rétraction 3fois trop grande sont surement lié à l'humidité (passage au four / déshydrateur 30-45min @ 50-60°c )1 point
-
Pour illustrer ce que dit bracame : EDIT: ATTENTION, bien lire les messages suivants, ce montage n'est pas sûr électriquement ! Donc prendre l'idée mais ne pas faire la même erreur de branchement.1 point
-
Pas nécessairement, tu peux faire des essais pour définir les limites de ta machine si tu le souhaites. Par exemple imprimer un cube de 40mm de côté avec remplissage à 50%, température buse, vitesse et hauteur de couche que tu règles d'habitude (ex. 205°, 30mm/s et 0.2mm ). Tu relèves les variations de température de ta buse (valeurs max, min et moyenne pendant l'impression). Ensuite le même cube avec une vitesse de 80mm/s et tu relèves à nouveau les valeurs de température. La moyenne doit être proche de la température de consigne (celle que tu as choisie dans le trancheur) Si tu es constamment en dessous de la température de consigne de plusieurs degrés, c'est que tu as dépassé les capacités de chauffe de la résistance. Dans le cas contraire passe à l'étape suivante. Ensuite tu imprimes le même cube avec la vitesse habituelle mais cette fois avec des couches de 0.4mm. Pareil, relevé de températures. Si tu es constamment en dessous de la température de consigne de plusieurs degrés, c'est que tu as dépassé les capacités de chauffe de ta résistance. Dans le cas contraire passe à l'étape suivante. Maintenant on va chercher la merde Même cube mais avec une vitesse de 80mm/s et des couches de 0.3. Pareil, relevé de températures. Si tu es constamment en dessous de la température de consigne de plusieurs degrés, c'est que tu as dépassé les capacités de chauffe de ta résistance. Dans le cas contraire, ton extrudeur est capable d'encaisser à peu près tous les types de réglages standards. A noter qu'il est possible que la température reste stable à la consigne mais que l'extrudeur claque (le bruit quand ça force hein, pas le synonyme de bousillé). Là c'est un problème de conception. En effet, la sonde de température est rarement sur la buse elle même mais plutôt sur le corps de chauffe. En cas de débit important de filament, il est possible que la pointe de la buse devienne beaucoup plus froide que la température indiquée par la sonde rendant ainsi difficile l'extrusion. Dans ce cas là, augmenter la température peut en effet solutionner le problème mais il y a une contrepartie. Sur les sections d'impression pour lesquelles la tête ira moins vite (remplissages étroits, contours, etc...), la température sera trop élevée rendant difficile l'obtention d'un bon rendu (bavures, cheveux d'ange, etc...). En fonction de l'augmentation de la température tu peux également approcher trop près de la température de calcination de ton filament, ce qui engendrera une agglomération d'amas durs à l'intérieur de la buse qui conduiront à des occlusions et autres remontées de plastique fondu dans le PTFE. Bref, rien de bon De toute façon, les châssis d'origine sont rarement capable d'encaisser de trop grandes vitesses sans que les impressions ne deviennent très brouillonnes. Ne pas confondre vitesse et précipitation quoi Après ça dépend de ce que tu souhaites imprimer comme pièces. Si c'est de la pièce technique, la vitesse ne sert à rien à part pour gaspiller du plastique. Si c'est de la pièce déco sans besoin de précision dimensionnelle, tu pourras aller un peu plus vite en restant sous la vitesse à laquelle ça commence à vibrer de partout et à laquelle les moteurs commencent à sauter des pas.1 point
-
Oula oui, 6.5mm c'est trop (même pour un direct-drive), en moyenne E3D recommande (pour du PLA) un truc genre 0.8mm en direct drive, et autour de 2mm en bowden (à cause du "slack" dans le cable ptfe). Pour les "cold pull", regarde sur youtube, c'est très pratique pour nettoyer sa tête, pour passer d'un plastique a un autre ou une autre couleur sans purger c'est la technique de survie numéro 1 pour une tête E3D v6. Pour le PID, fait-le, parce que le matos est vraiment différent et la puissance de la cartouche de chauffe l'est aussi, ca t'évitera aussi d'avoir des heatcreeps (hehe) si ton PID est trop aggressif et que la chaleur remonte trop dans le heatbreak, ca m'arrivait souvent avant de prendre soin de mon PID que la buse se bouche au bout d'une heure et quelques. y'a un menu dans marlin (activable dans config.h genre "pid_autotune_menu" ou quelque chose comme ca) qui permet de lancer un autotune à la température voulue (reste à mettre la tête à X=110 / Y=110 / Z=50 et d'activer la ventilation au % voulue, sinon le PID est faussé quand le cooling fan s'allume), mais l'important c'est surtout de bien choisir le bon type de thermistor dans sa config marlin, pour éviter que celui-ci ne renvoie de fausses températures. Si tu veux éviter de trop trifouiller ton PID, ca coûte pas trop cher et c'est vraiment valable, les E3D v6 sockets (le machin en silicone bleu qui recouvre le bloc de chauffe) ca permet d'isoler le bloc du cooling fan, exit les chutes de 10°C quand le ventillo s'allume, etc.. mais surtout, comme le ventilo influe beaucoup beaucoup moins sur le bloc, ca évite d'avoir plusieurs PID pour plusieurs matériaux, ici j'ai fais mon autotune à 210°C avec le ventillo à 60%, et avec la chaussette j'ai pas de problème pour atteindre/stabiliser 245°C pour le PETG. Pour le junction_deviation, à 0.1 ca devrait le faire, imprime quelque chose avec des angles et des coins, tu vera si c'est "baveux" ou pas jusqu'ici 0.1 fait des merveilles chez moi.1 point
-
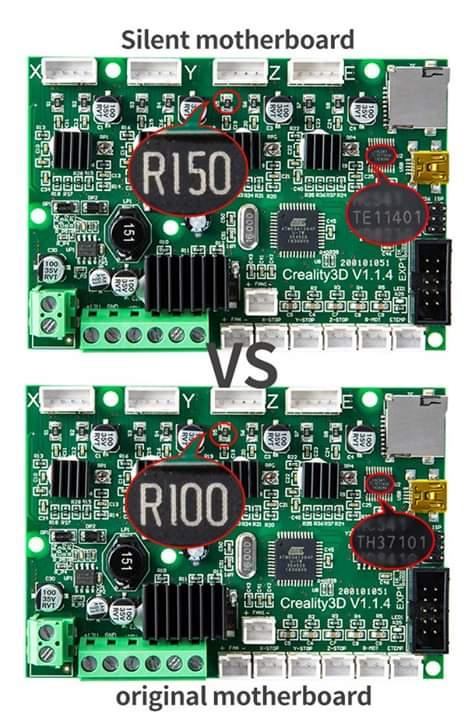
Ils auraient surtout dû mettre une autre version pour éviter la confusion entre la 1.1.4 "normale" (pilotes A4988) et la 1.1.4 "améliorée" (pilotes TMC2208 ET chargeur de démarrage installé ). Par contre le cinquième pilote quelle que soit la version 1.1.4 n'est pas soudé donc pas de "bi-couleur" (l'emplacement existe sur la carte mais il est vide).1 point
-
@Loic82 sur la version silent motherboard v1.1.4 du dessus c'est déjà des drivers 2208 soudé dessus et non pas sur la version en dessous celle de série. La photo c'est pour différencier les deux V1.1.41 point
-
@Loic82 Maintenant PSU Landy et V1.1.4 mais ce n'est pas la version silencieuse , cette dernière est en upgrade (tmc2208) les deux sont des V1.1.4
 1 point
1 point -
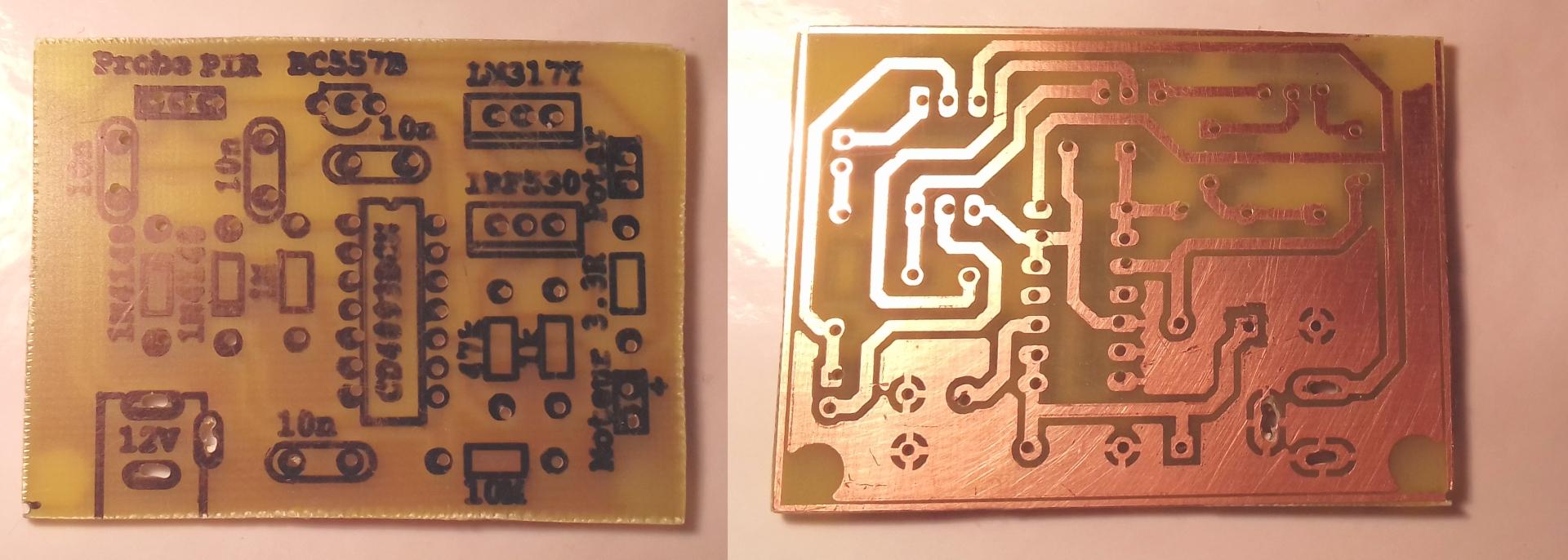
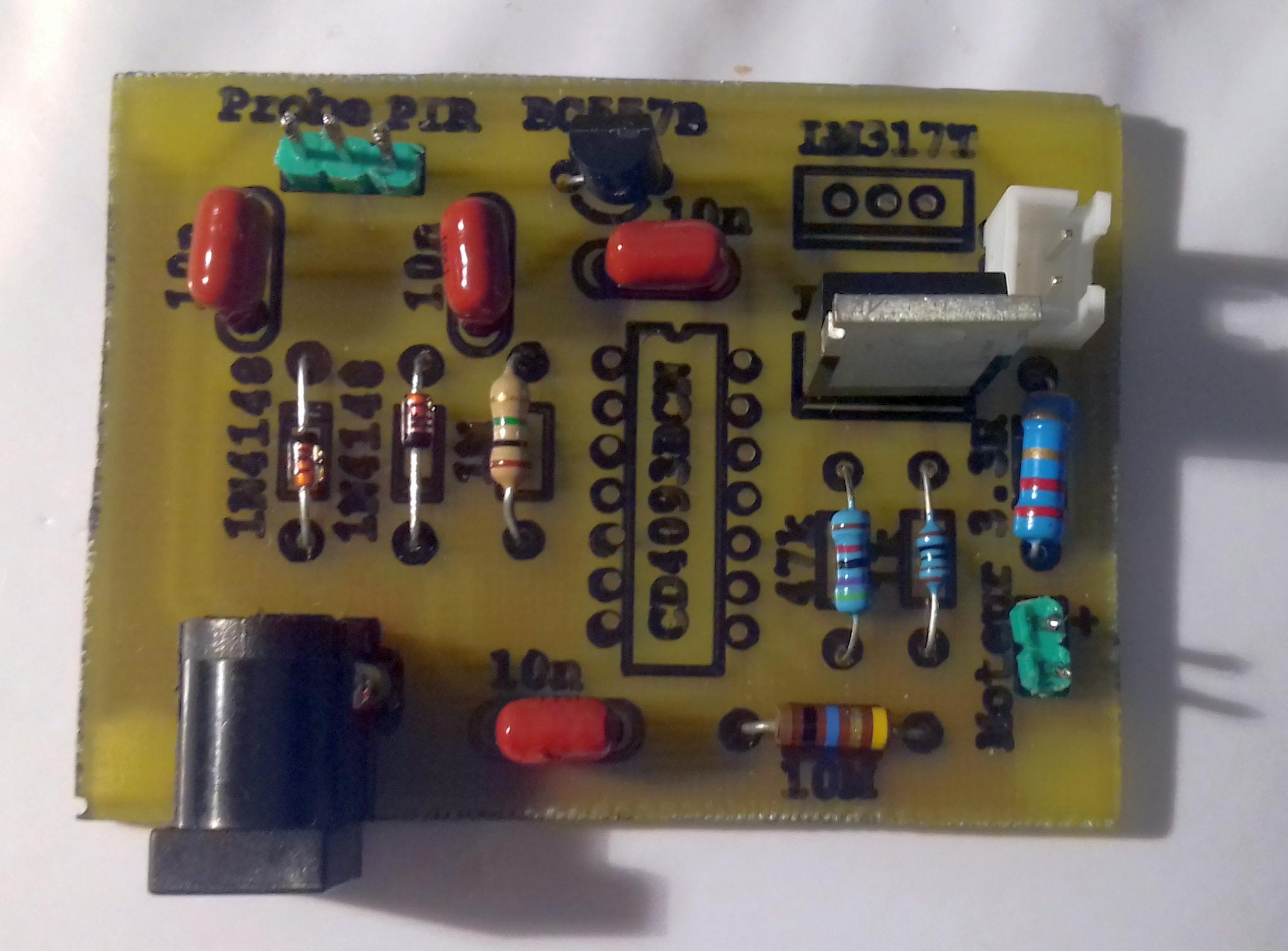
Bonjour, Avec ma technique d'impression de PCB au feutre, j'ai quasiment terminé le circuit de commande (2 composants commandés en attente de livraison). Voilà le résultat du câblage en cours... Je ne suis pas mécontent du rendu final...
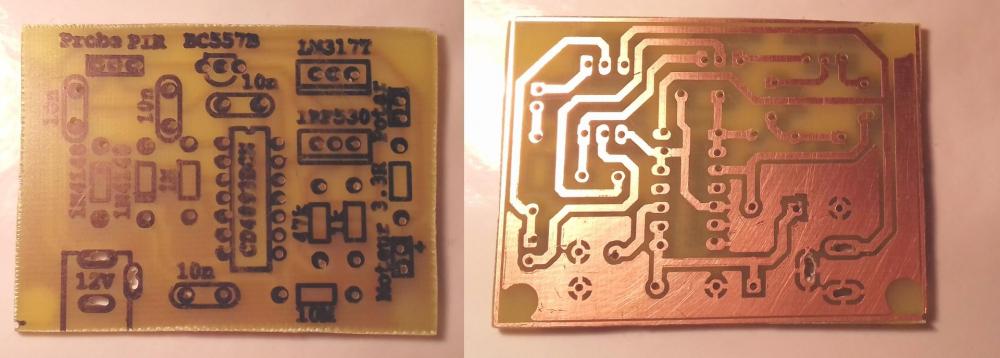
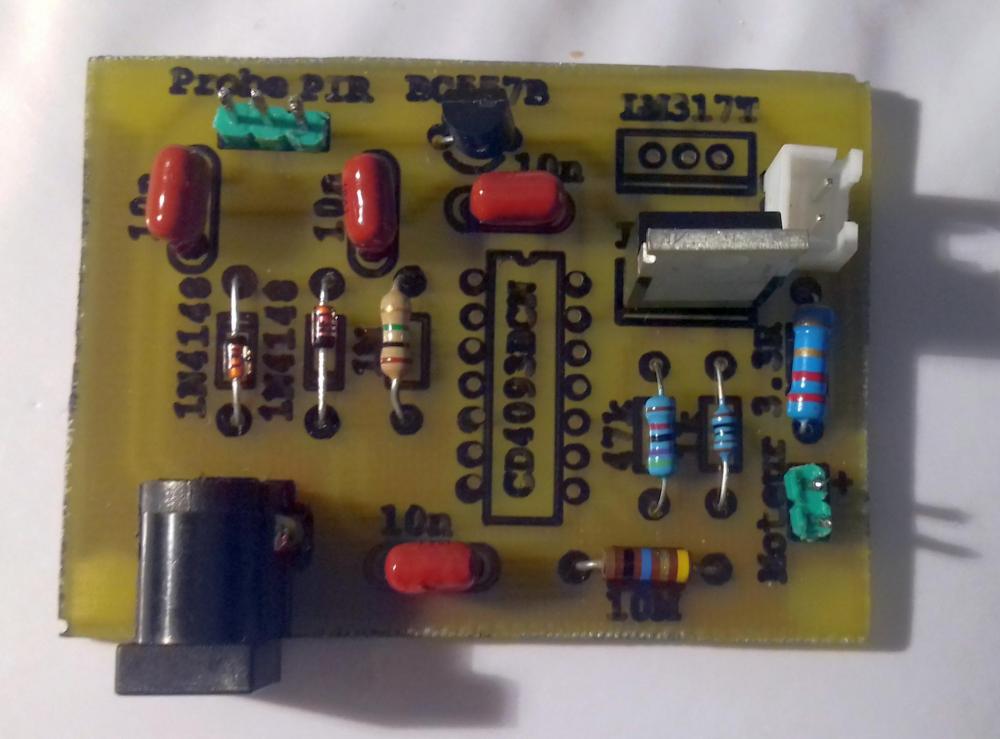 1 point
1 point -
J'en suis la. Je suis parti sur une autre voie que toi, les appeaux latéraux sont amovible, possible que les aimants que j'utilise soit trop fort ça rend les panneaux latéraux très solide XD, le boitier est en bas pour le moment (je vais déporter l’écran j'attend le cable). La façade va elle être aussi en MDF sans fenêtre, amovible et la surveillance ce fera avec un téléphone/webcam sur octoprint. j'ai choisis d'orienter l'imprimante comme ça pour avec accès facilement a tout. La suite c'est panneau frontale et peintures
 1 point
1 point -
Bonjour, Catia, je ne sais pas du tout ce qui existe pour la génération du GCode mais pour F360, il y a un post processeur GRBL. Pour Mach3, il faut noter qu'il n'y a aucun moyen (et il n'y en aura probablement jamais) de l'utiliser directement avec GRBL. Pas trop d'hésitations à avoir dans ce cas là, la meilleure voie c'est de faire comme les autres afin de maximiser ses chances d'avoir une réponse à un éventuel problème. Pour les "drivers TB6600", certains rapportent certains modèles ne contenant pas de TB6600 à l'intérieur (qui n'est qu'un composant,), mais d'autres composants et qui parfois ne permettent pas de fournir le courant demandé ou qui surchauffent. Pour moi, qu'il y ait ou pas réellement un TB6600 dedans, tant que ça fait ce qui est prévu comme attendu, c'est pas très grave (quand on part sur ce genre de modèle, on cherche avant tout un truc qui marche pas cher, rien d'autre) C'est pareil, il vaut mieux prendre dans ce cas là un lien utilisé par plusieurs autres personnes contentes de leurs achats ( qui les ont donc testés) et ne pas chercher le moins cher ou celui livré le plus rapidement.1 point
-
Mais comme @Locouarn je pense que notre âââmi @t-maxx006 devrait faire "ceinture et bretelles" et approvisionner plutôt des TB6600.... Comme ça, pas de risques inconsidérés....1 point
-
Salut @Sniperburger, Je n'utilise pas CURA mais comme le dit @fran6p tu peux utiliser le profil de la Ender-3 comme base, dans les caractéristiques technique la dimension d'impression change:- - Ender-3: 220x220x250 - Ender-5: 220x220x300 J'utilise simplify3d avec un profil Ender-3 pour mon Ender-5. sinon sur le site officiel Creality tu peux télécharger le contenu de la sd qui contient un profil CURA normalement mais mon ordi detecte un trojan aussi (comme pour la SD) https://www.creality3d.cn/download/sd-card-file_c0005 cordialement1 point
-
Tu peux utiliser le profil Ender 3 et le renommer en Ender 5. La Ender 5 est une Ender 3 avec une structure différente mais les caractéristiques techniques sont identiques ( @yopla31 en possédant une pourrait confirmer / infirmer ).1 point
-
Non, tu peux utiliser un des deux moteurs. J'ai toujours une CR10 même si elle ressemble à un mix CR10S / Ender 5 (renforts à la Ratrig) . Pour résoudre mon problème de côté droit qui se désaxait, j'avais acheté un kit double Z pour CR10: tige filetée trapézoïdale, support métallique de la dite tige, moteur supplémentaire et câble / rallonge / dérivation parallèle pour connecter ce second moteur. Ça fonctionnait dans l'ensemble mais de temps en temps à l'arrêt de la machine, les deux moteurs n'étant pas synchronisés, j'avais encore un décalage sur le côté droit. J'ai donc imprimé les pièces du lien, acheté les poulies nécessaires, la courroie fermée. J'ai monté l'ensemble avec un seul moteur en haut de la structure et repositionné le moteur axe en bas (plus de perte de capacité en hauteur ). Comme j'avais remplacé mes moteurs des axe X (par un Hanpose de 48mm) et Y (Hanpose de 60mm), j'ai récupéré un deux anciens moteurs (des Creality 40mm) pour remplacer celui (ceux) du Z (Creality 34mm), réglé la tension du pilote (Vréf) de l'axe Z en fonction de ce nouveau moteur. Tout fonctionne très bien depuis maintenant plus d'"un an et plus de déréglage du côté droit de mon imprimante. Photos du positionnement inversé du moteur : Avec un seul moteur de 34mm, ça fonctionnera car le moteur de l'axe Z n'est pas sollicité autant que les deux autres axes, par contre comme sur les CR10S, les deux moteurs de l'axe Z sont d'origine et connectés en parallèle sur un seul pilote, Creality a réglé la tension (Vréf) des pilotes assez haut. Il faudra peut-être que tu baisses cette tension (teste d'abord sans réglage et vérifie de temps en temps la température du moteur: il doit être tiède / chaud mais pas très chaud, en gros tu dois pouvoir poser les doigts dessus sans ressentir de brûlure).
 1 point
1 point