Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/10/2019 Dans tous les contenus
-
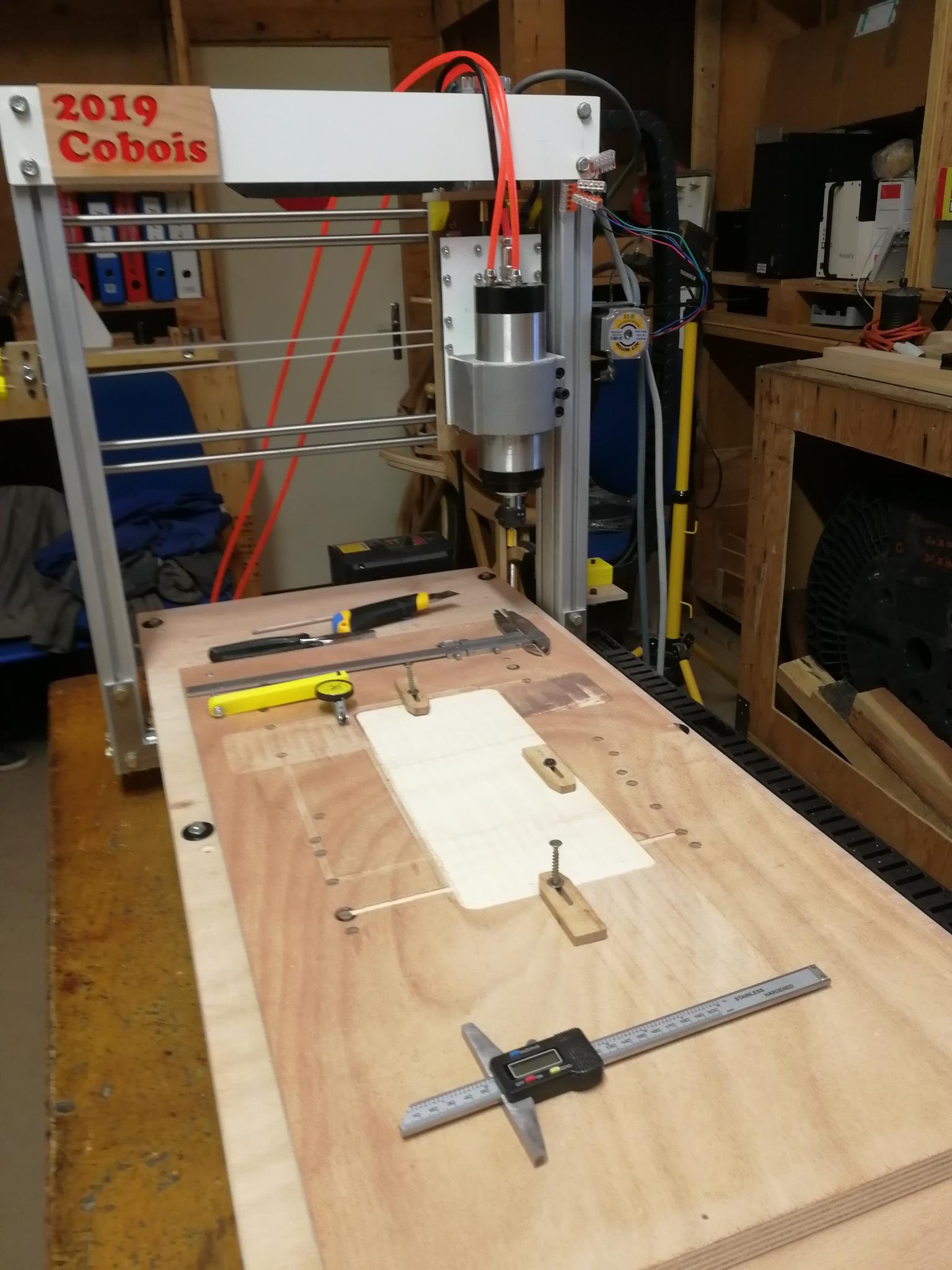
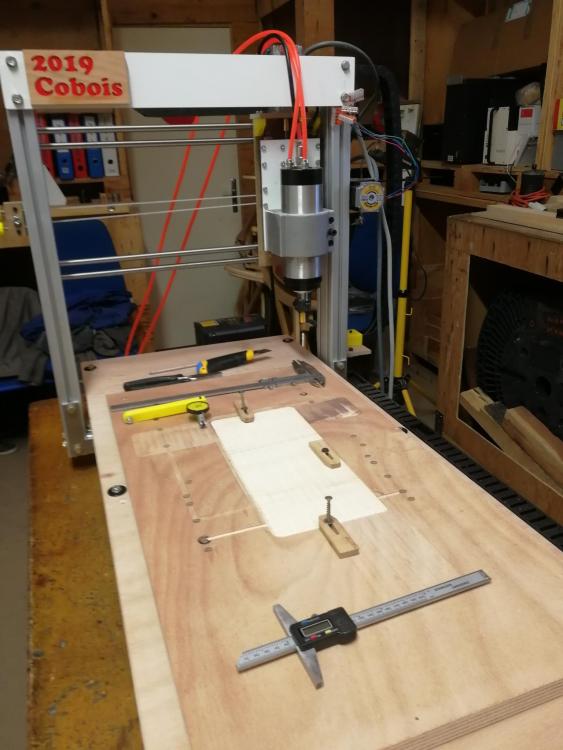
Allez tiens, je vous montre un peu où j'en suis avec la machine de Cobois Et la lectronique en montage scratch
 6 points
6 points -
Retour sur le pla mat de chez Dailyfil : premièrement : bobine en carton, c'est peut être écolo mais pas pratique, plus large et surtout le trou centrale et beaucoup plus gros que les trous des coté de la bobine donc faut que les roulements tombent pile poile au niveau des flancs de la bobine (ce qui n'est bien sur pas le cas), résultat bobine qui résiste pour se dérouler correctement (le carton c'est pas lisse et ça glisse pas bien sur le support). Deuxièmement : le filament est très rugueux et ne glisse pas bien dans le tube (c'est plus rugueux que le pla wood) et il est cassant (pas fragile mais cassant), lors du déballage et de l'impression il n'a fait pensé au pla wood. Donc pla rugueux + bobine qui n'est pas adaptée au support, j'ai eu peur d'une sous extrusion lors de l'impression (plus de 11h) , j'ai bricolée un truc provisoire en urgence pour que la bobine ne frotte plus sur le support et qui s'installe sans arrêter l'impression (je m'imprimerais un support universel ou on pose les bords de la bobine sur les roulements pour ce pla), j'ai aussi augmenté la pression sur la vis de l'extrudeur car même avec une bobine qui tourne le pla est vraiment très rugueux et frotte dans le tube. Ca c'était les points négatifs, les points positifs, il s'imprime très facilement, colle très bien au bed, pas de oozing, pas de warping et le rendu est très beau. Sur la première photo le flash change la couleur mais c'est plus comme sur les deux autres, pla noir mais c'est plus du gris anthracite foncé. Prochaine impression, je réglerais les paramètres autrement soit température plus haute, soit débit à plus de 100% car sur les couches du dessus on vois qu'il manque du pla (comme si la couche n'était pas assez écrasé). Voila pour ceux qui veulent autre chose qu'un rendu brillant sans post traitement, vous pouvez prendre celui la les yeux fermés.


 5 points
5 points -
J'adore ce moment, je trouve ça magique !3 points
-
On nous prend pour des citrouilles ici .... Peux-tu nous donner ta procédure ? Oui, pas celui du resto du coin3 points
-
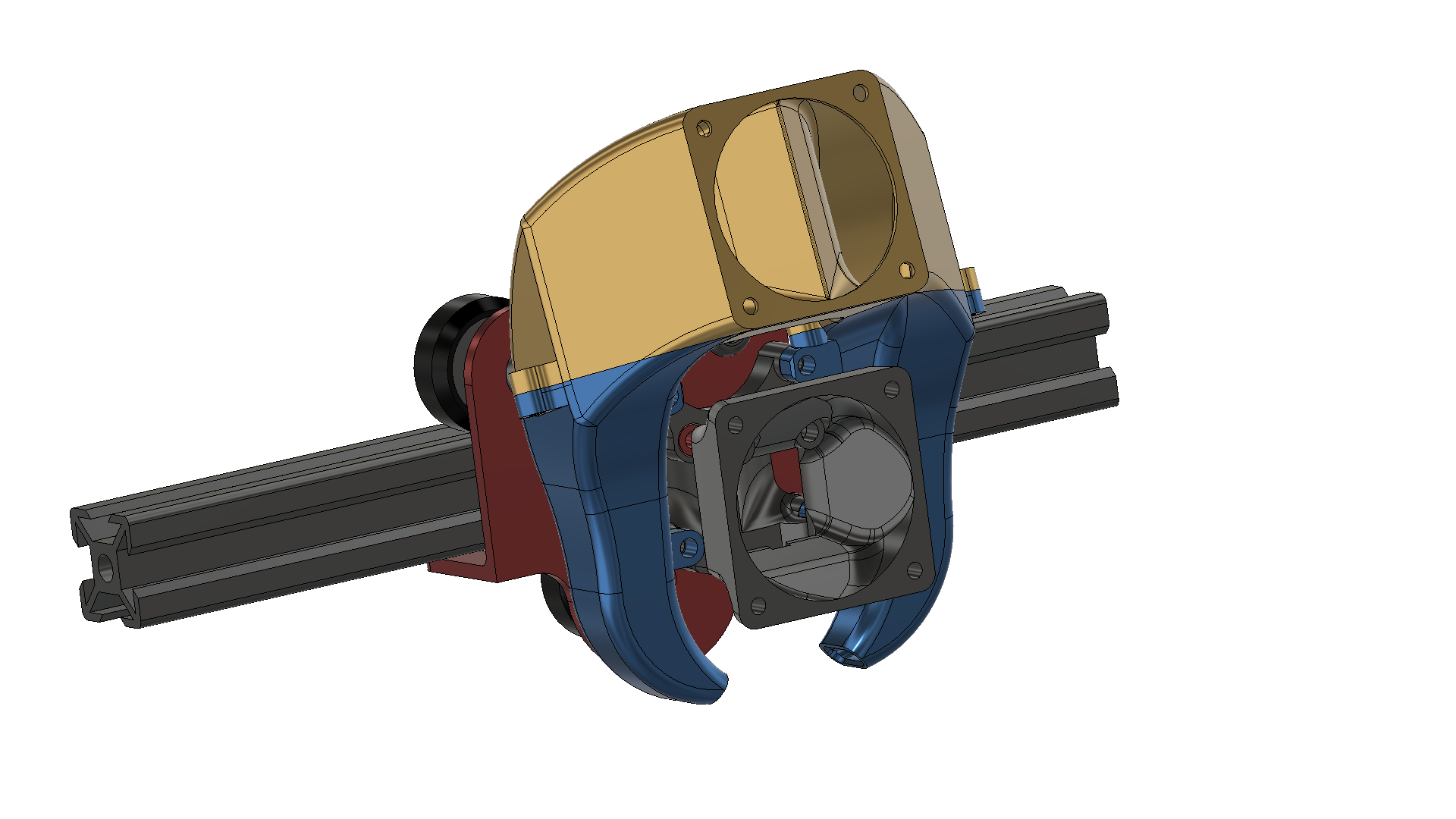
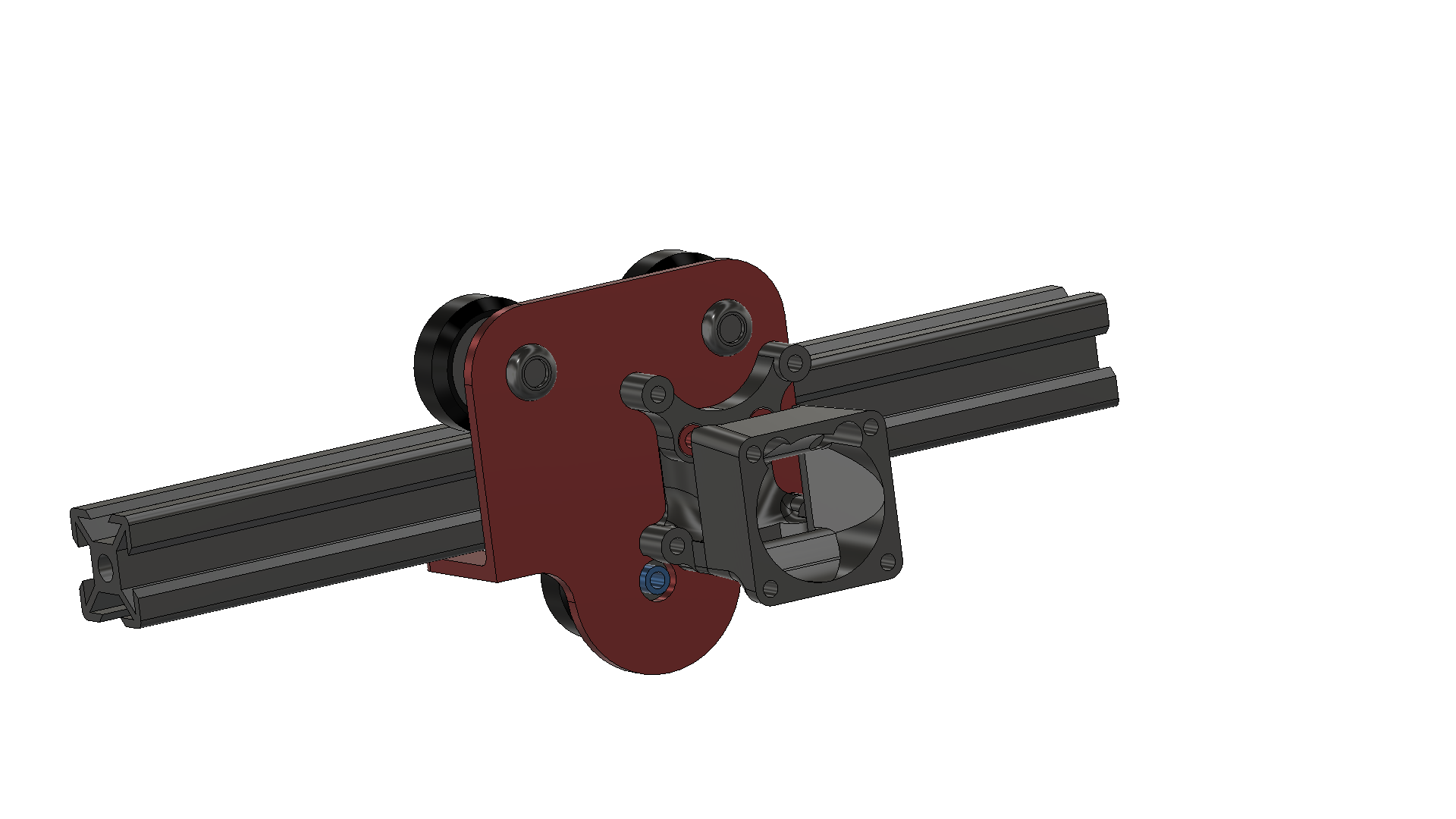
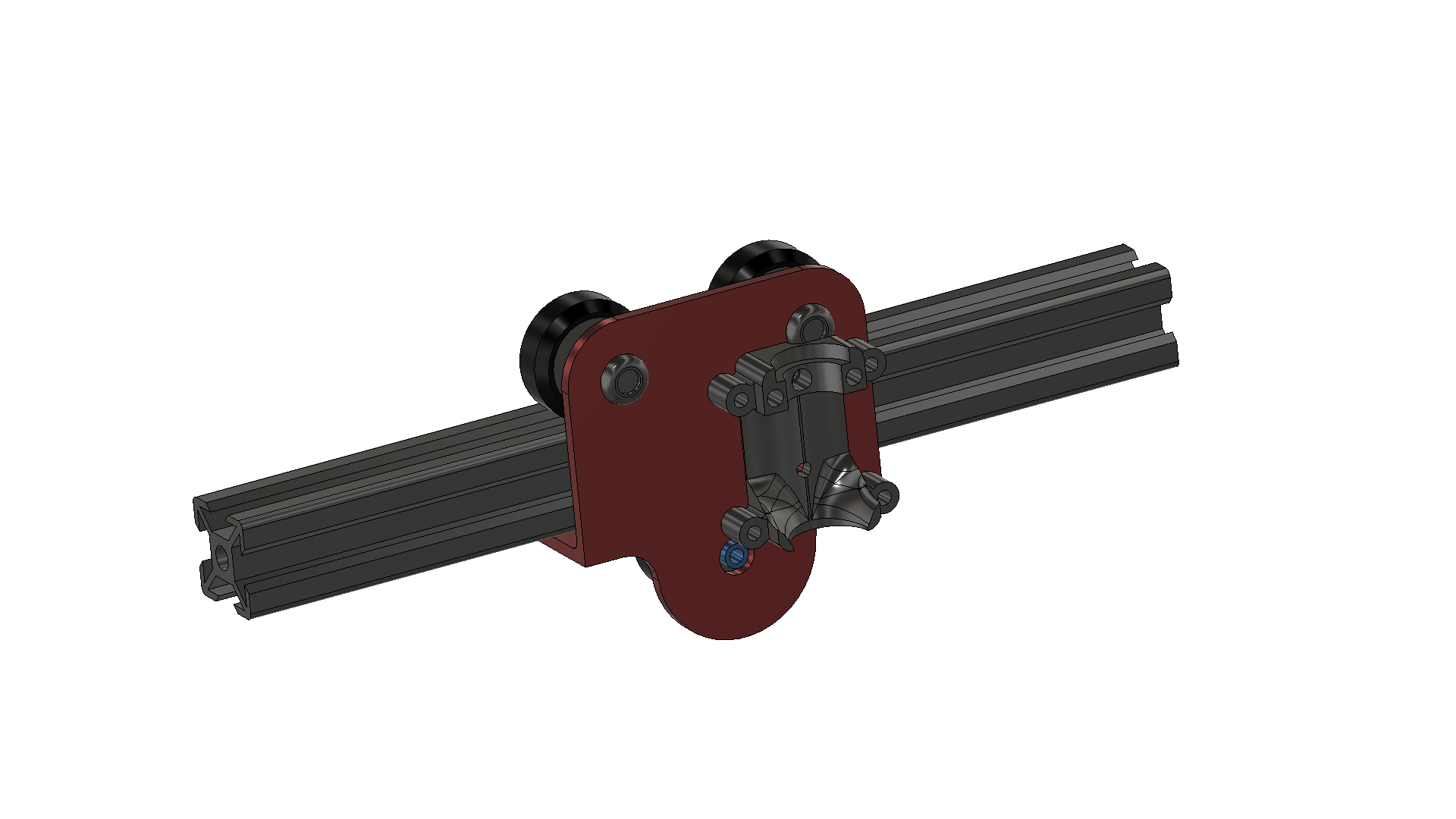
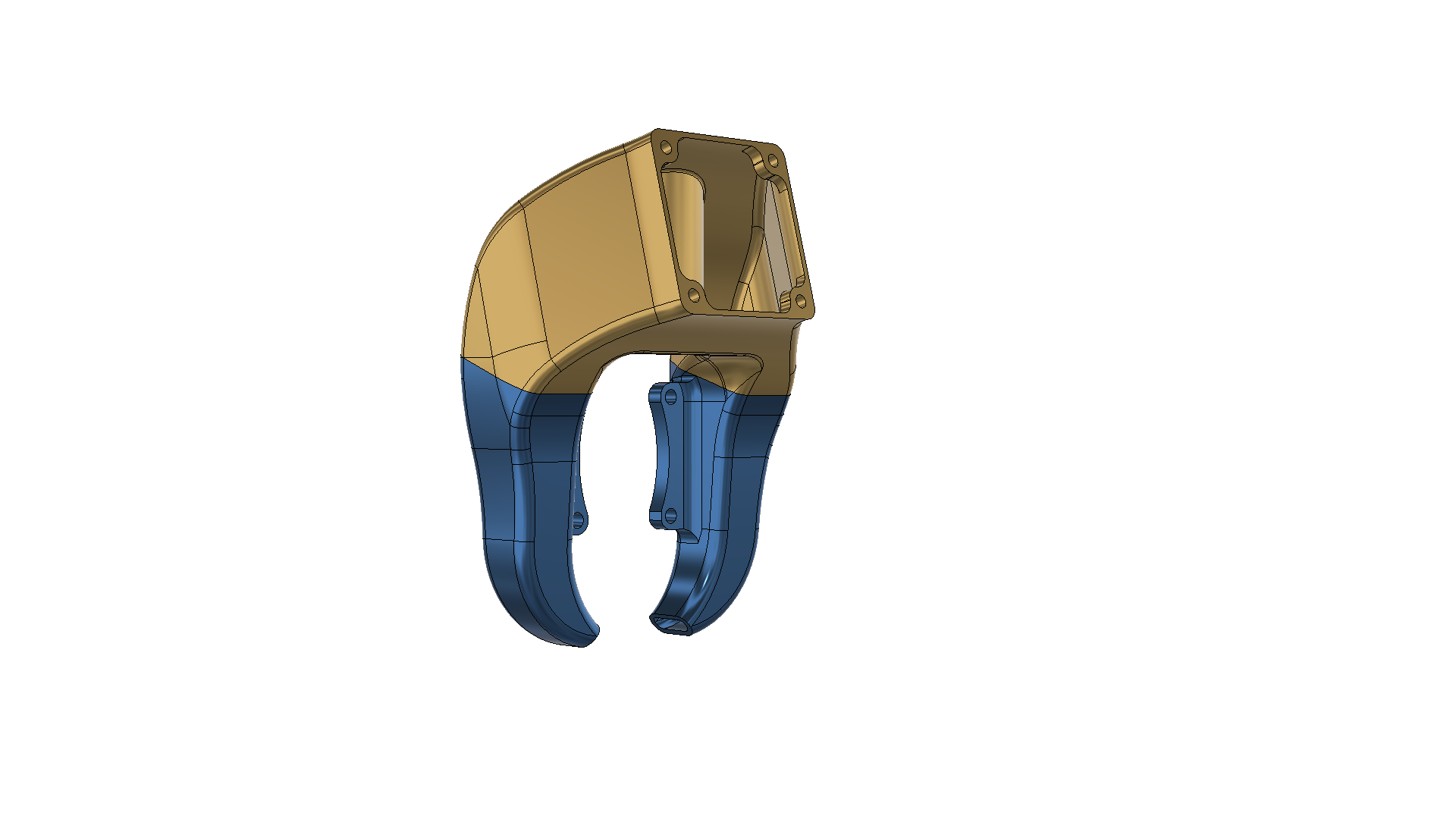
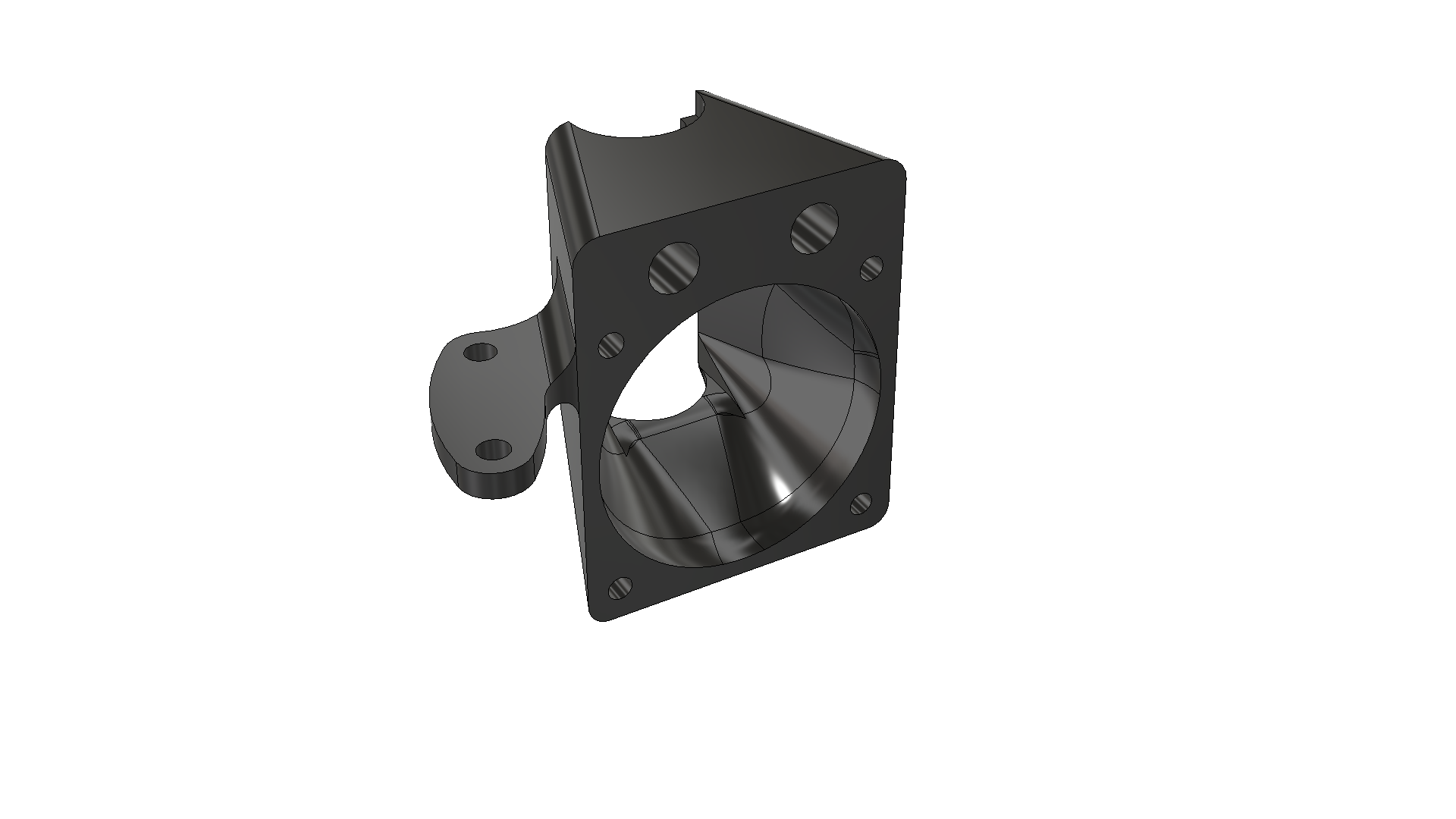
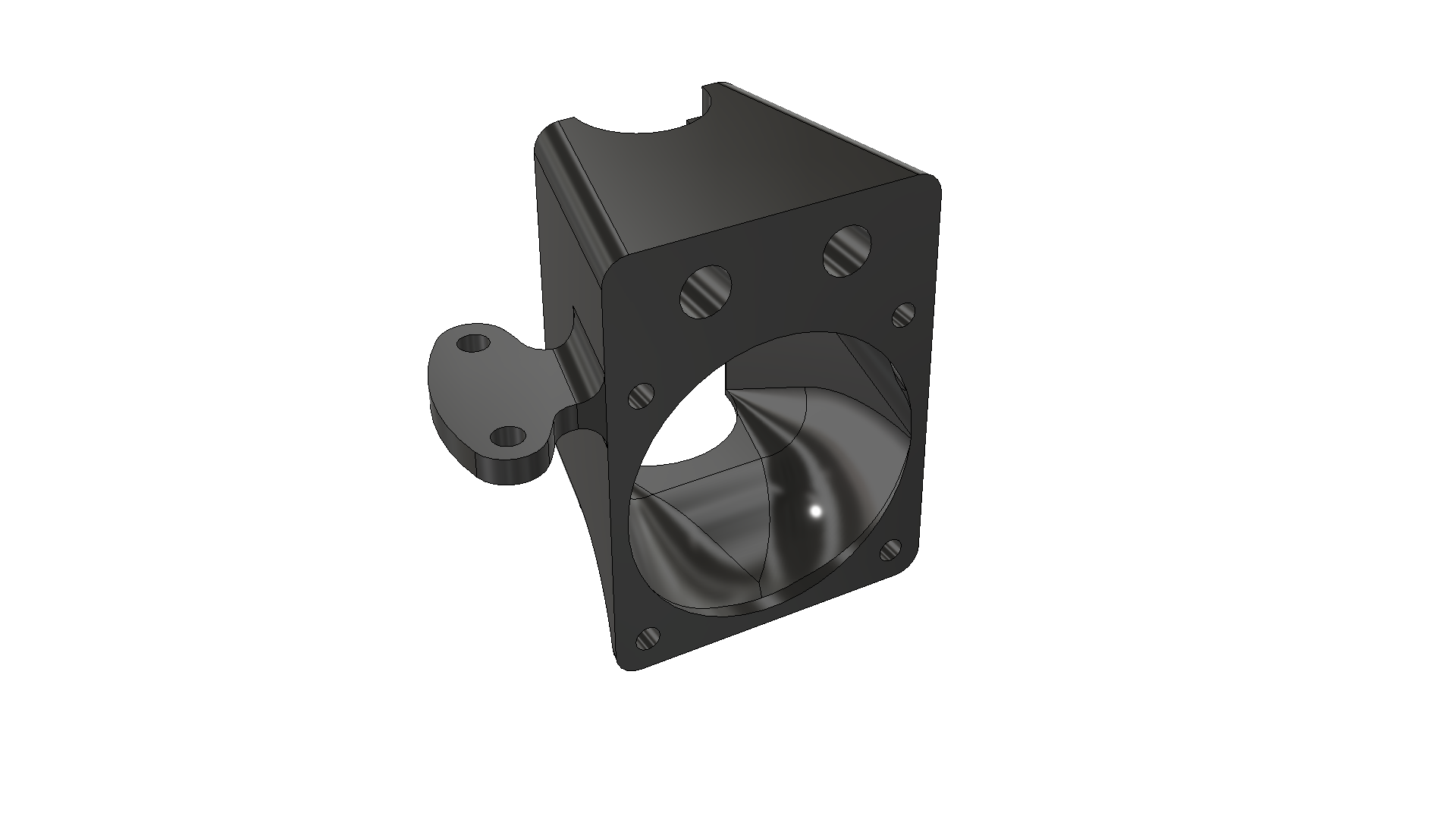
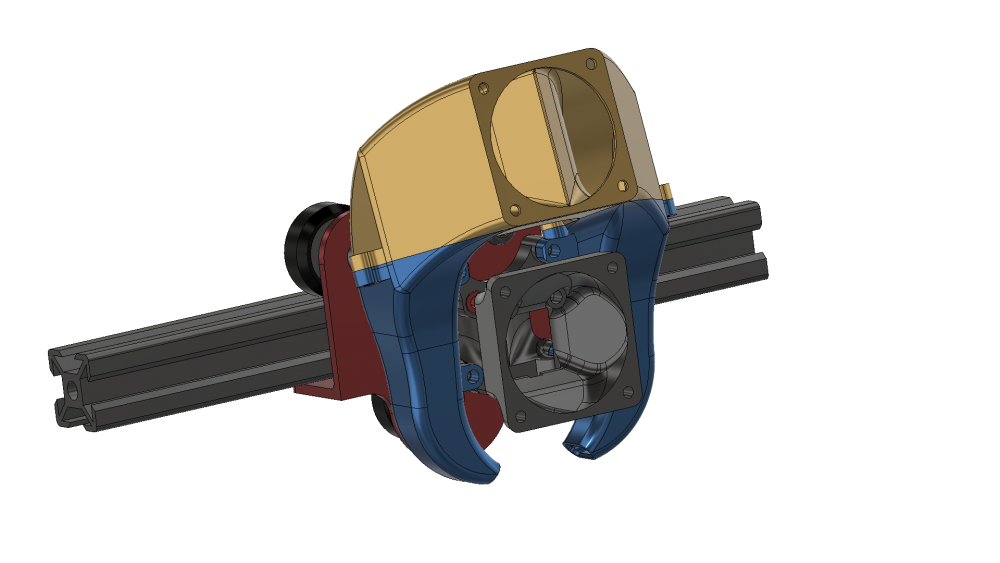
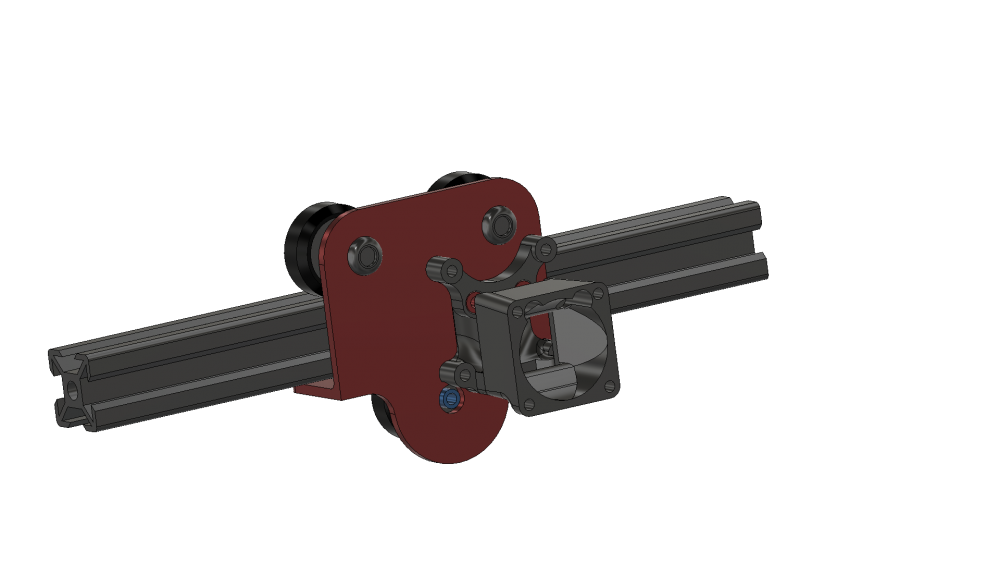
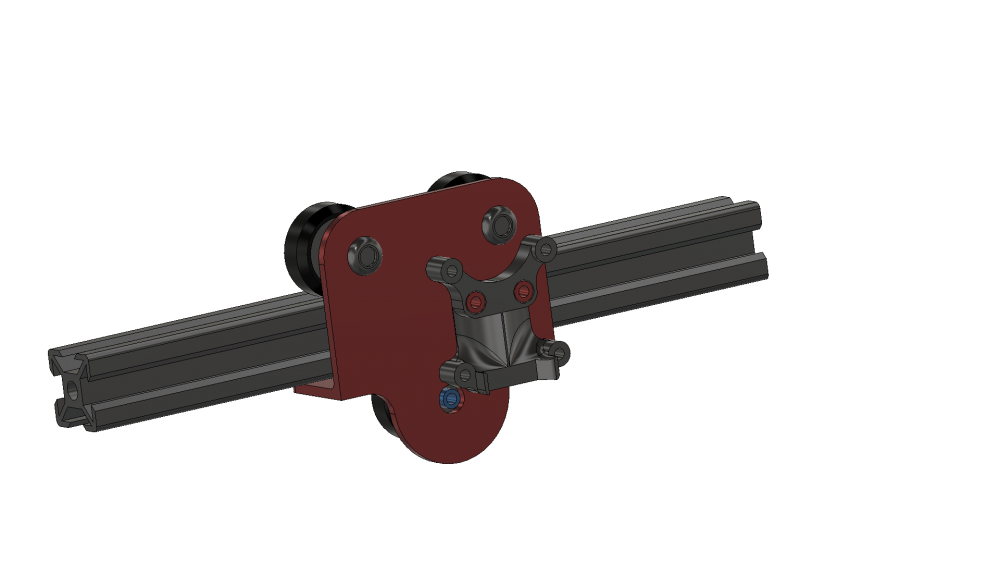
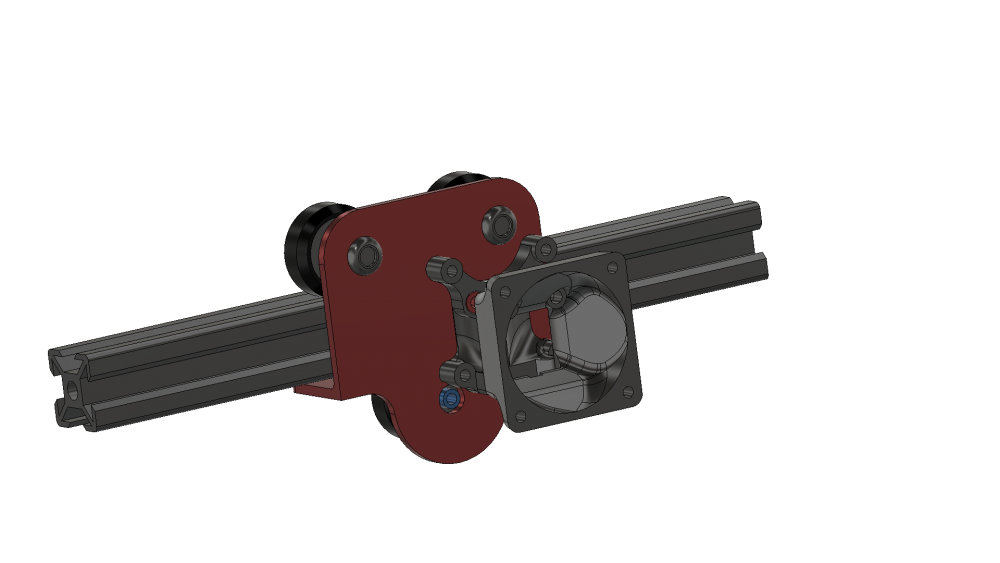
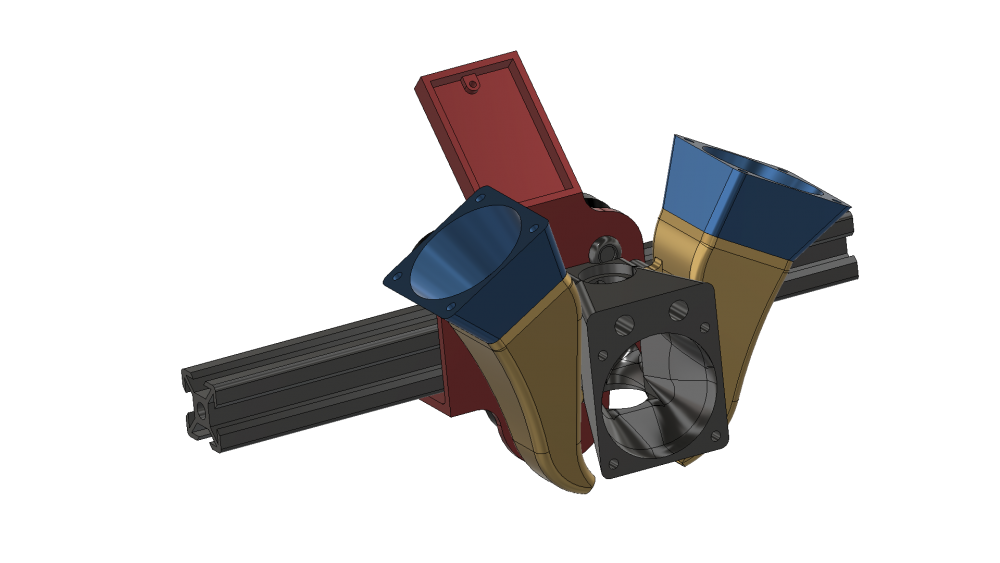
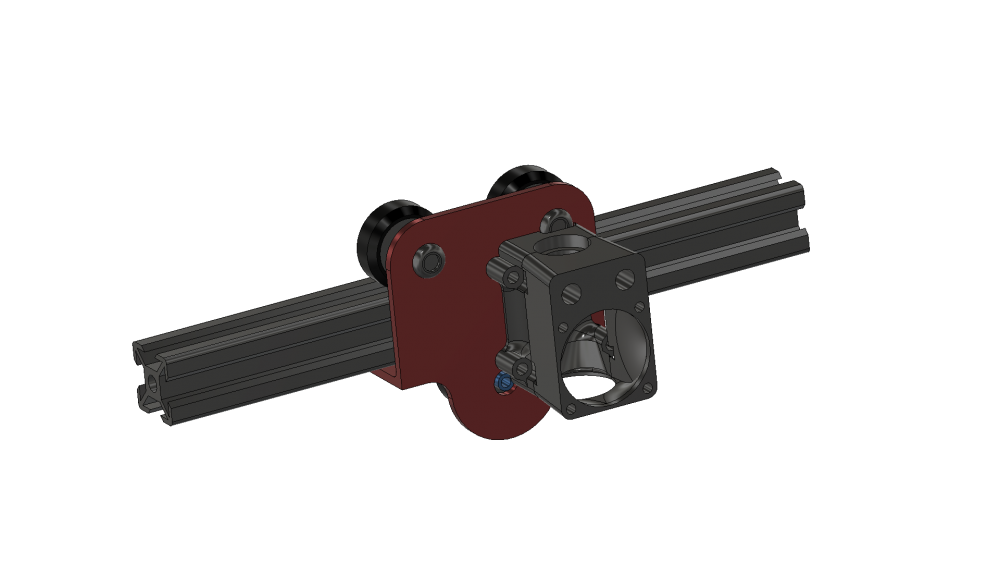
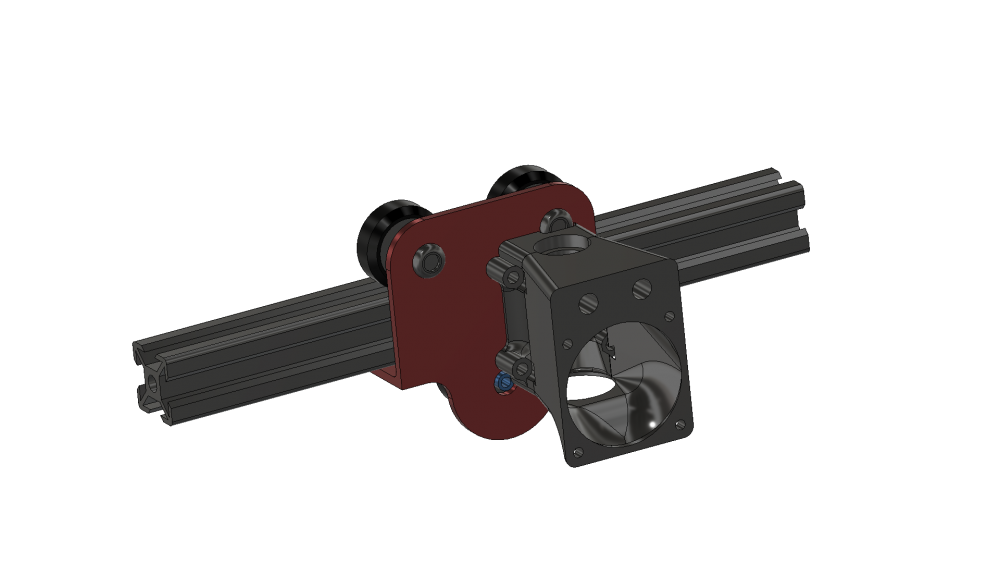
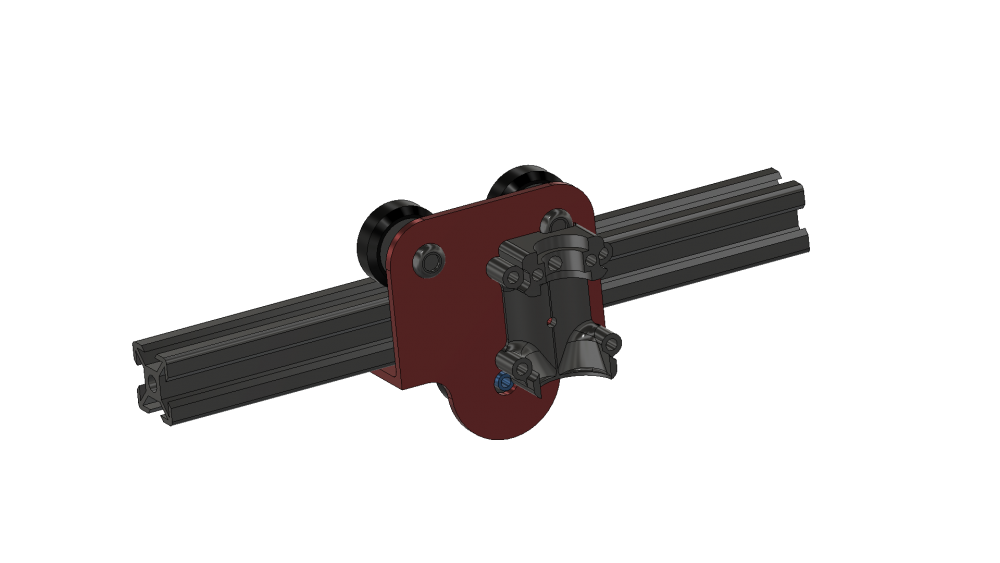
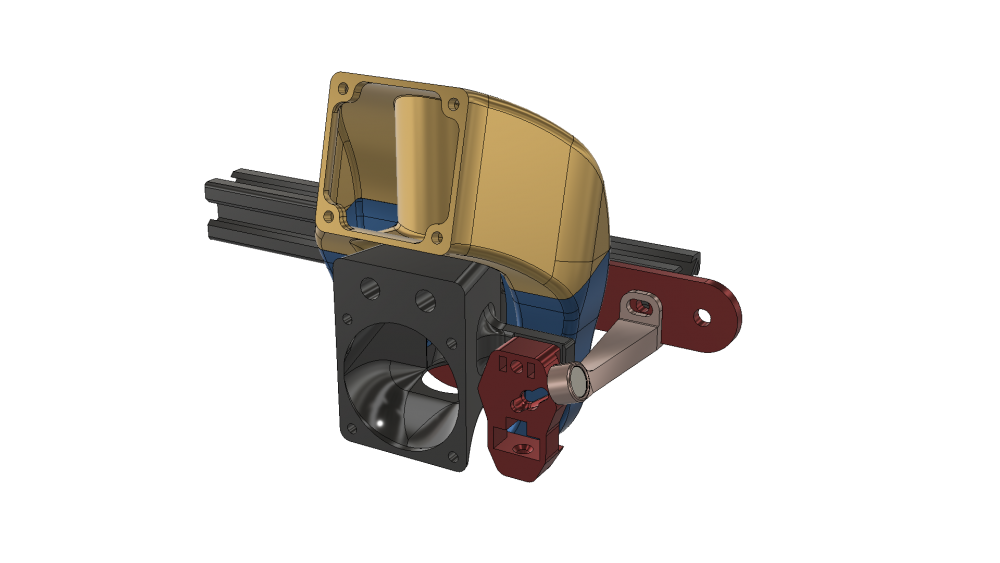
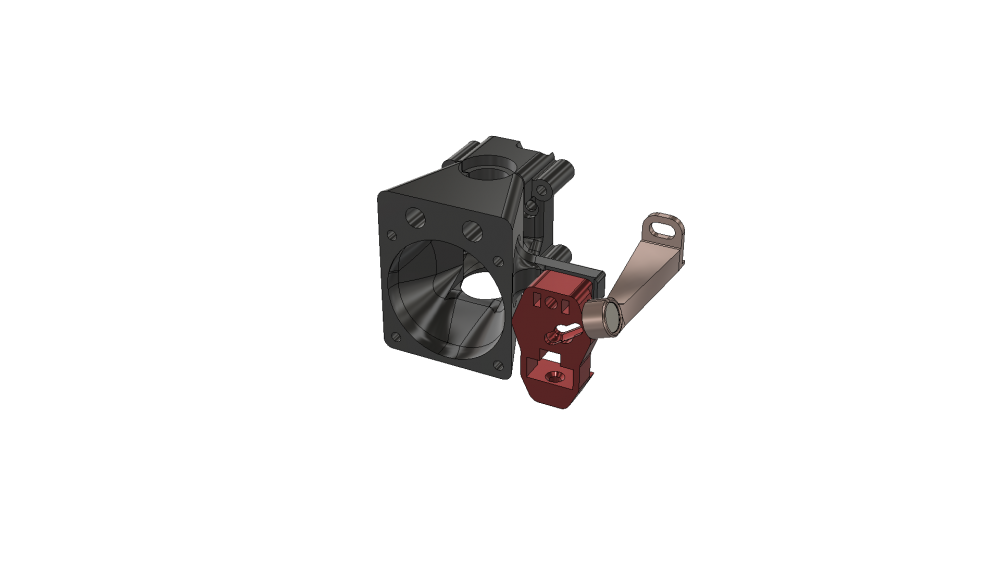
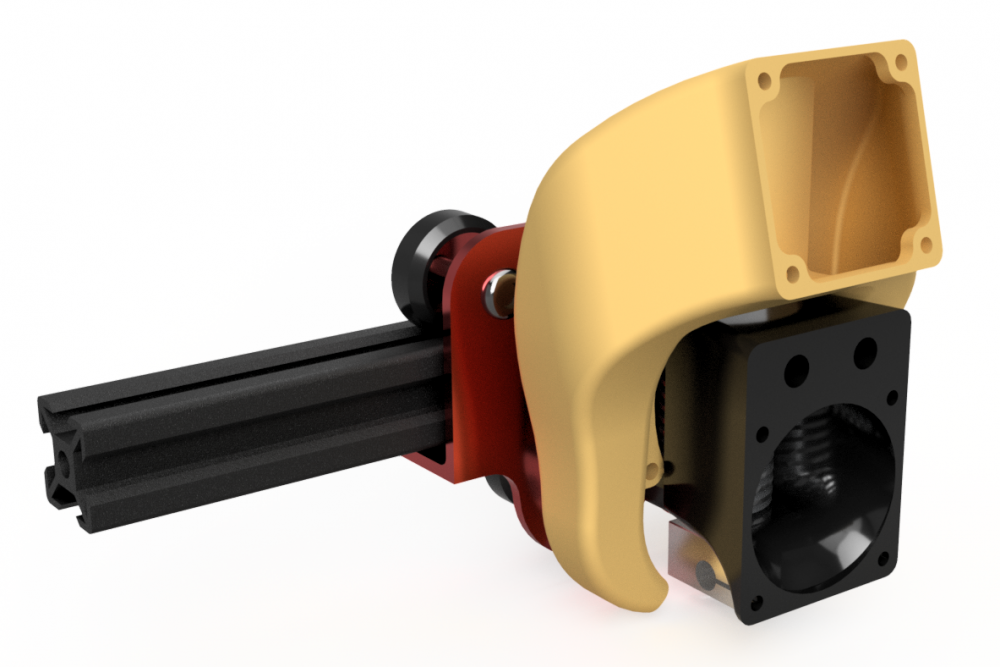
Le coeur de la bête est arrivé (DHL, tu paies cher mais c'est rapide ) Je commence l'impression en PETG des pièces proches de la broche. En PLA, il me reste à imprimer l'autre jambe du X mais avec 7h de boulot, je préfère la lancer un WE. En attendant, je vais pouvir flasher tout ca et faire un montage à blanc pour voir si tout fonctionne (moteurs, endstop, ...).
 2 points
2 points -
Le fait d'avoir une largeur de ligne plus grande que le diamètre de la buse en théorie devrait réduire le temps d'impression: pour faire une pièce dont la paroi mesure par exemple 1,3mm avec une largeur de ligne de 0,44, il faut trois passages tandis qu'avec une largeur de 0,4 il faut un de plus . Ça permet de mieux lier les lignes entre elles (toujours en théorie or on sait tous que la théorie et la pratique ...).2 points
-
La clé 455 ?2 points
-
@Akyelle Bonjour, Il y a une différence de temps effectivement mais il y a surtout une différence de quantité de matériau: V3.6: 40g, 13,32m V4.3: 50g, 16,61m Ça représente 25% de quantité ne plus à extruder donc la durée devrait passer de 4h57min à ~ 4h57 + 1h15 soit grosso modo : 6h15 mais ce n'est toujours pas 7h07. Comme tu utilises une CR10, je supposes que tu a ajouté une nouvelle imprimante Creality dans ton Cura 4.3. Depuis la version 4.2, Cura incorpore la modification "creawsome mod" qui ajoute dans le gcode de démarrage de nombreuses "restrictions" pour les paramètres de vitesse des Creality, désactive le jerk dans Cura pour ne prendre en compte que celui du firmware... Ce sont ces modifications qui accroissent la durée affichée qui de toute façon ne reste qu'une estimation Les seules durées à peu près réalistes auxquelles je me fie sont celles que j'ai avec mon Octoprint et son plugin "Print tIme genius" qui analyse le gcode du fichier à imprimer lors du chargement dans Octo (les durées sont alors bien plus proches de la réalité).2 points
-
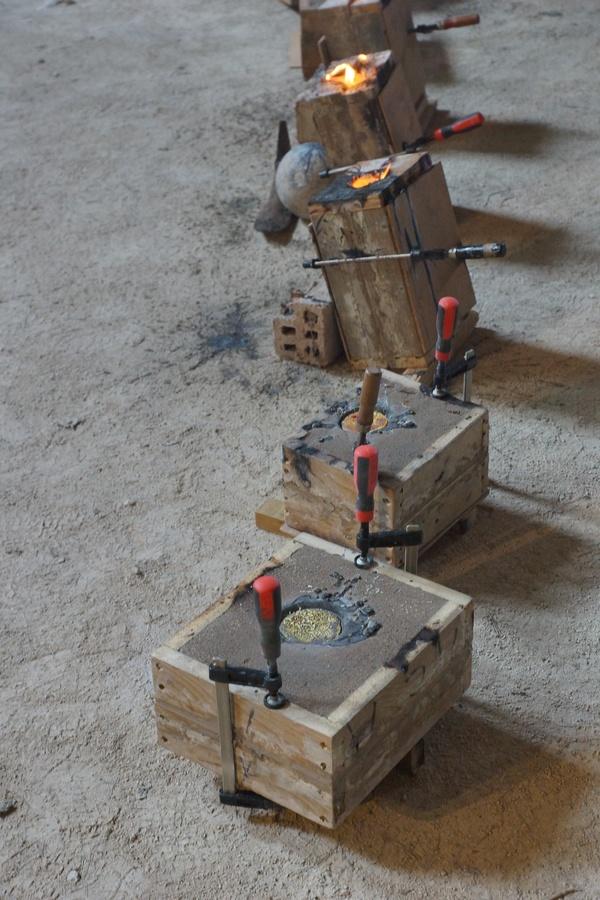
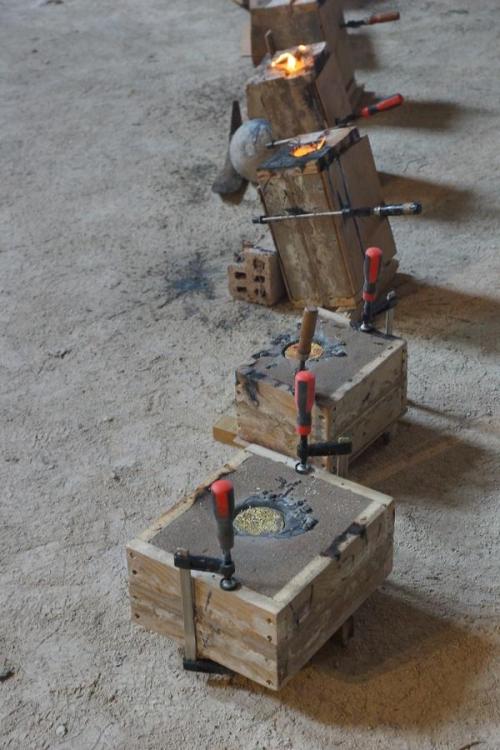
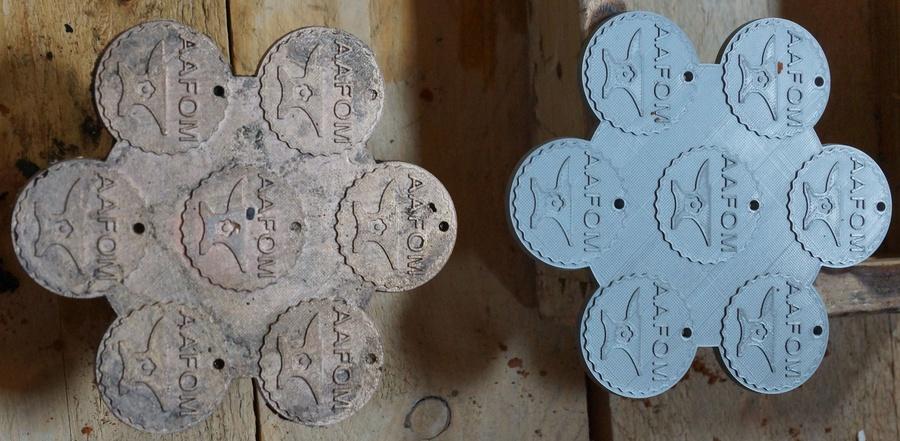
Alors vient le moment fatidique de la coulée ! Le bronze est porté à fusion dans un creuset chauffé au gaz (propane) : $ Le métal se refroidit peu à peu. Il faut démouler lorsque le métal est solidifié mais encore chaud. Pourquoi ? Parce que le métal se rétracte en refroidissant ; une pièce creuse peut casser car le sable résiste à la compression. Ouf c'est démoulé ! Voyons ce que ça donne : C'est pas trop mal ! Maintenant, il reste du post traitement (oui, la fonderie demande un post traitement comme l'impression 3D) Retour à la maison dans mon atelier. Il faut d'abord séparer les pièces, les ébavurer et les nettoyer : C'est pas trop mal, même si quelques gravures à l'arrière ne sont pas passées. Le problème vient du modèle en 3D, dont les gravures de la face arrière ont accroché le sable. J'ai déjà plusieurs solutions à essayer l'année prochaine. Maintenant, je vais essayer de faire un post traitement de ces pièces en bronze. D'abord, un ponçage : Ensuite, je vais essayer diverses techniques pour patiner le bronze. Une méthode chimique et une méthode thermique : Voici le résultat : Il a été difficile de bien prendre en photo ces pièces pour rendre compte des reflets et des couleurs. Ma préférence est la patine par traitement thermique. Je dois affiner le procédé (utiliser un four plutôt que le chalumeau) C'est bien sympathique d'avoir une pièce en "vrai métal" à partir d'un dessin sur ordinateur Retrouvez le reportage complet sur les journées du patrimoine à Montagney Servigney ici : http://electroremy.free.fr/22092019Montagney/ A bientôt !






















 2 points
2 points -
Voila je me permet d ouvrir un nouveau sujet car la documentation sur la SKR 1.3 es assez vague .... J reussi tout le niveau Hardware et j attaque la parti Firmware Marlin 2.0 j reussi a compiler un Firmware Avec et sans bl/3d Touch1 point
-
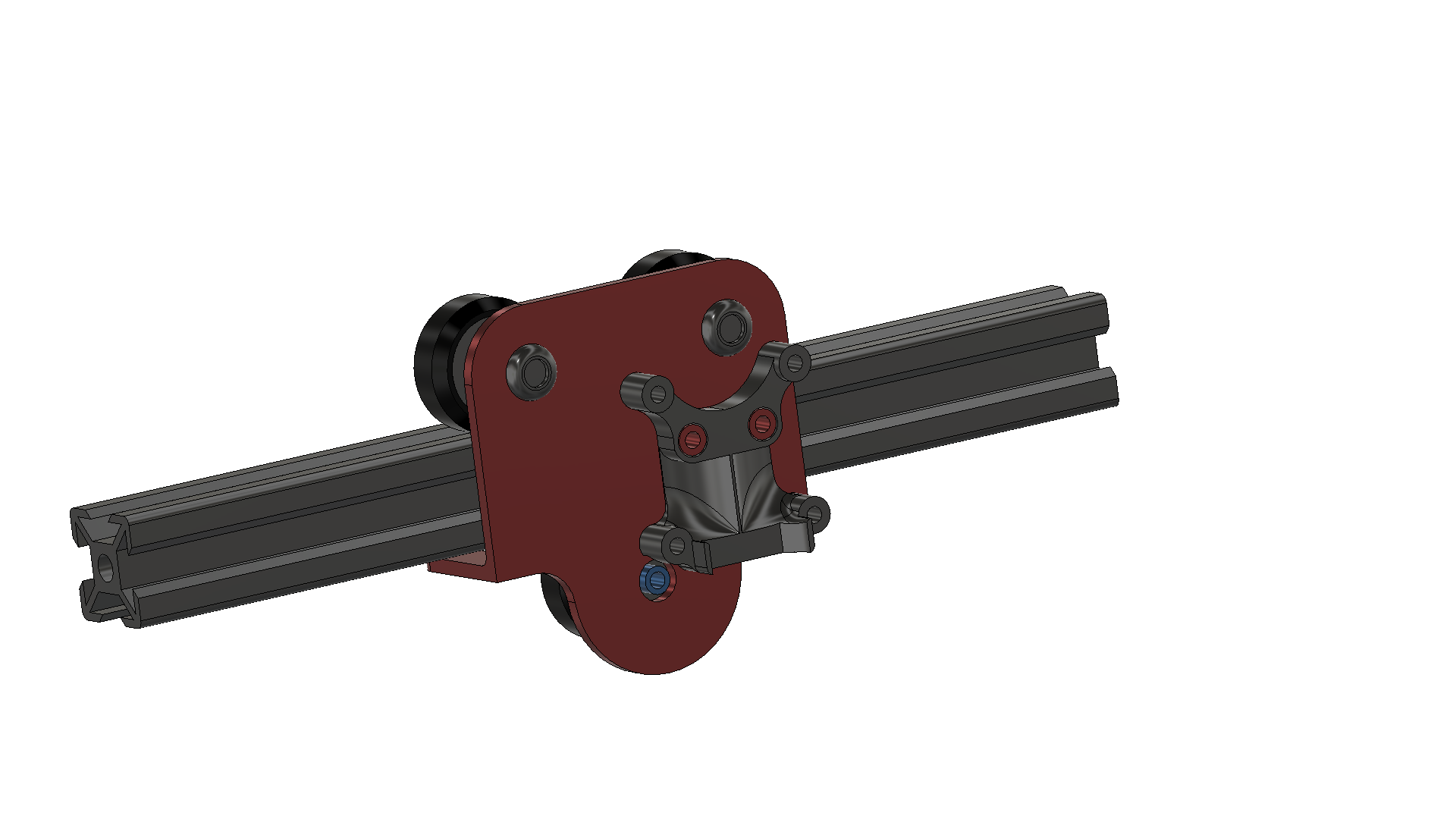
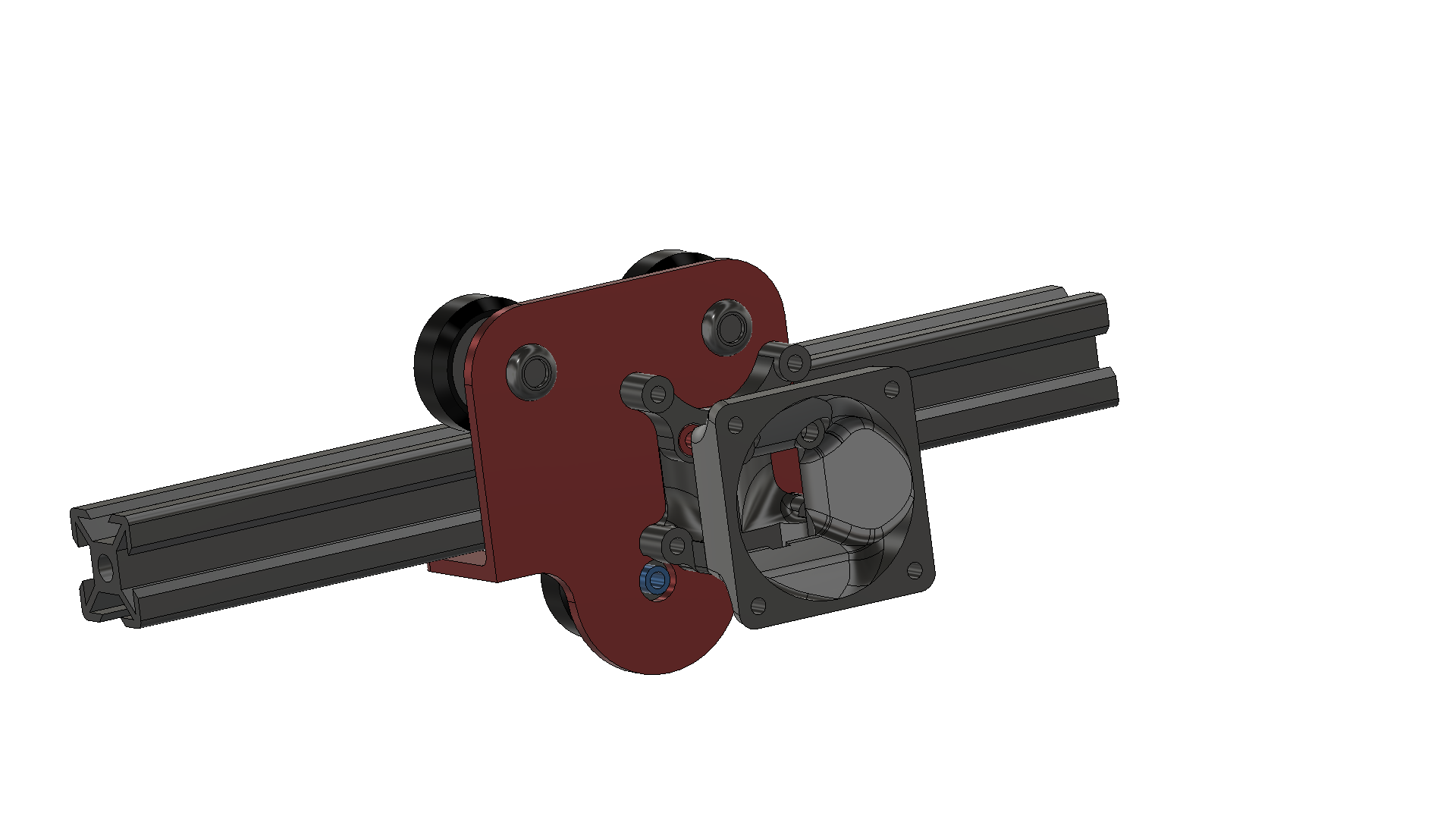
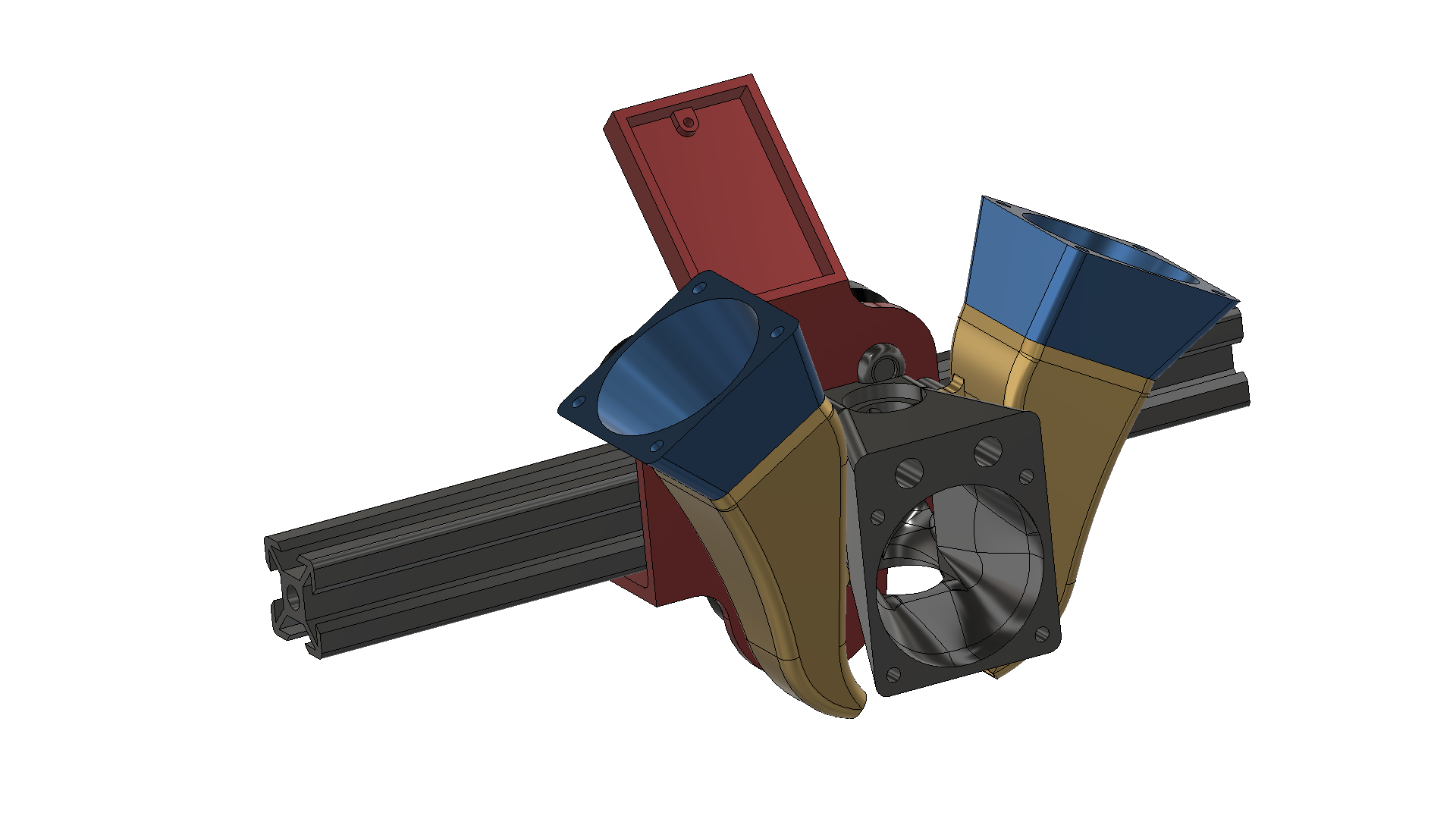
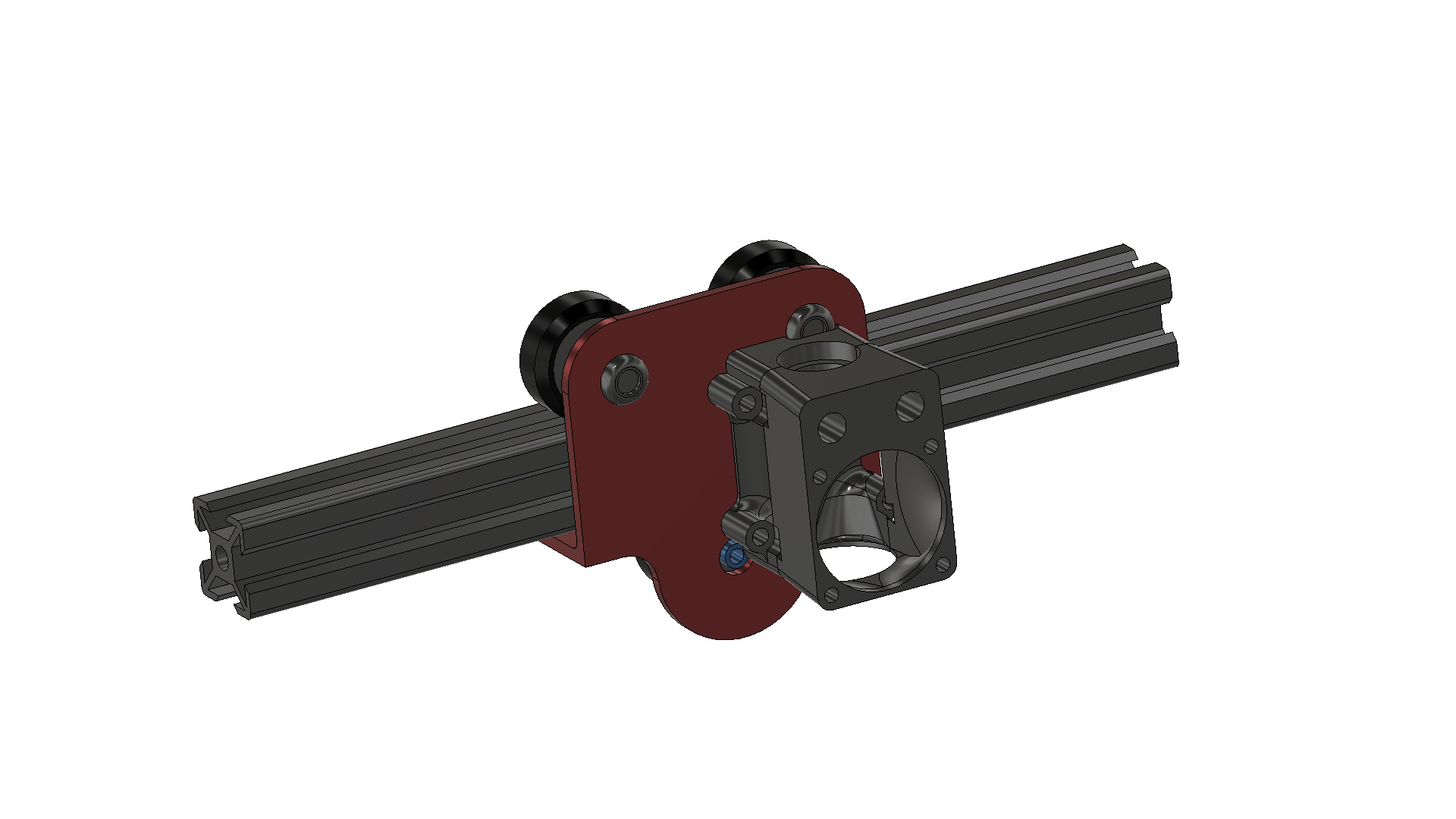
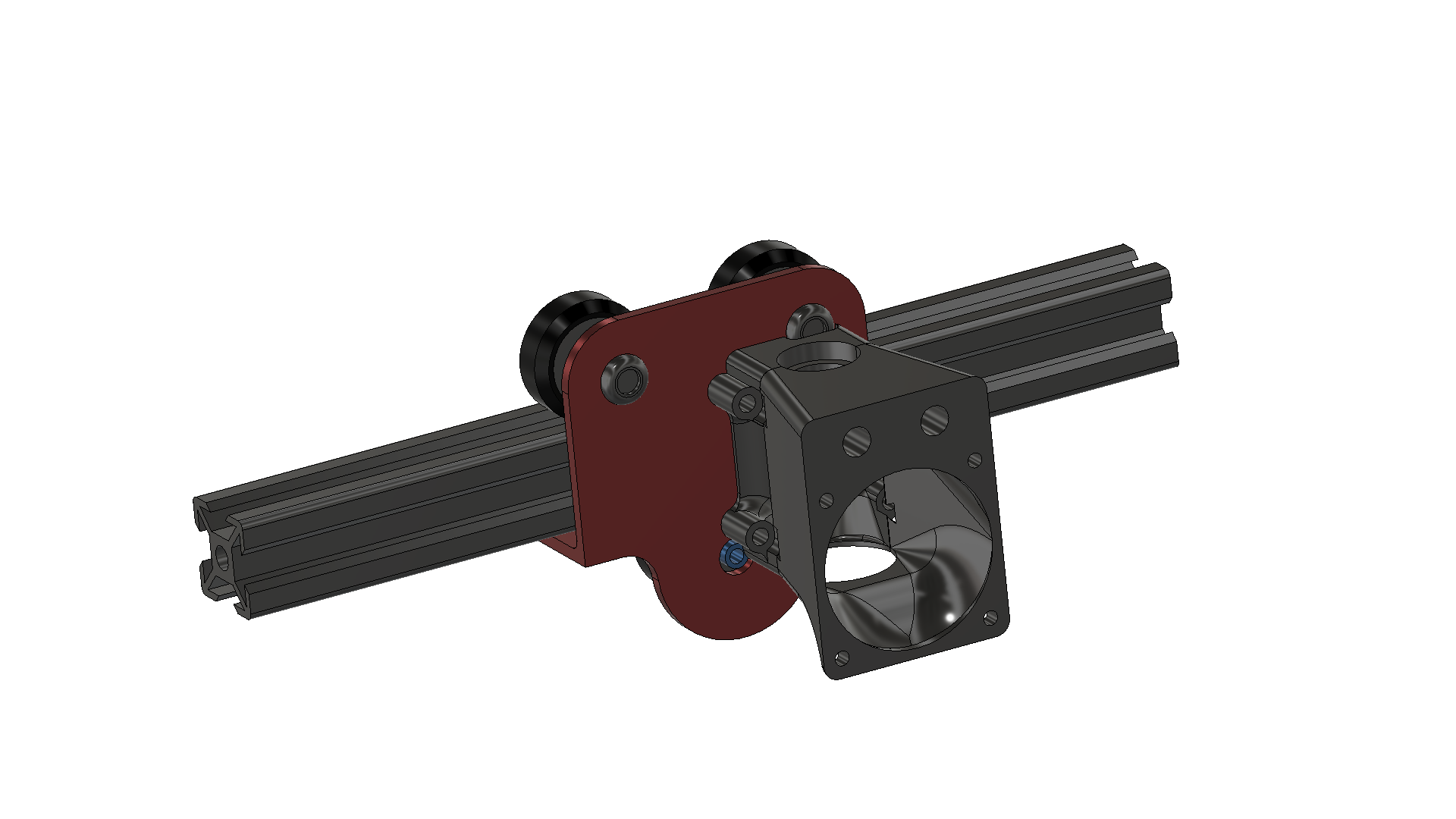
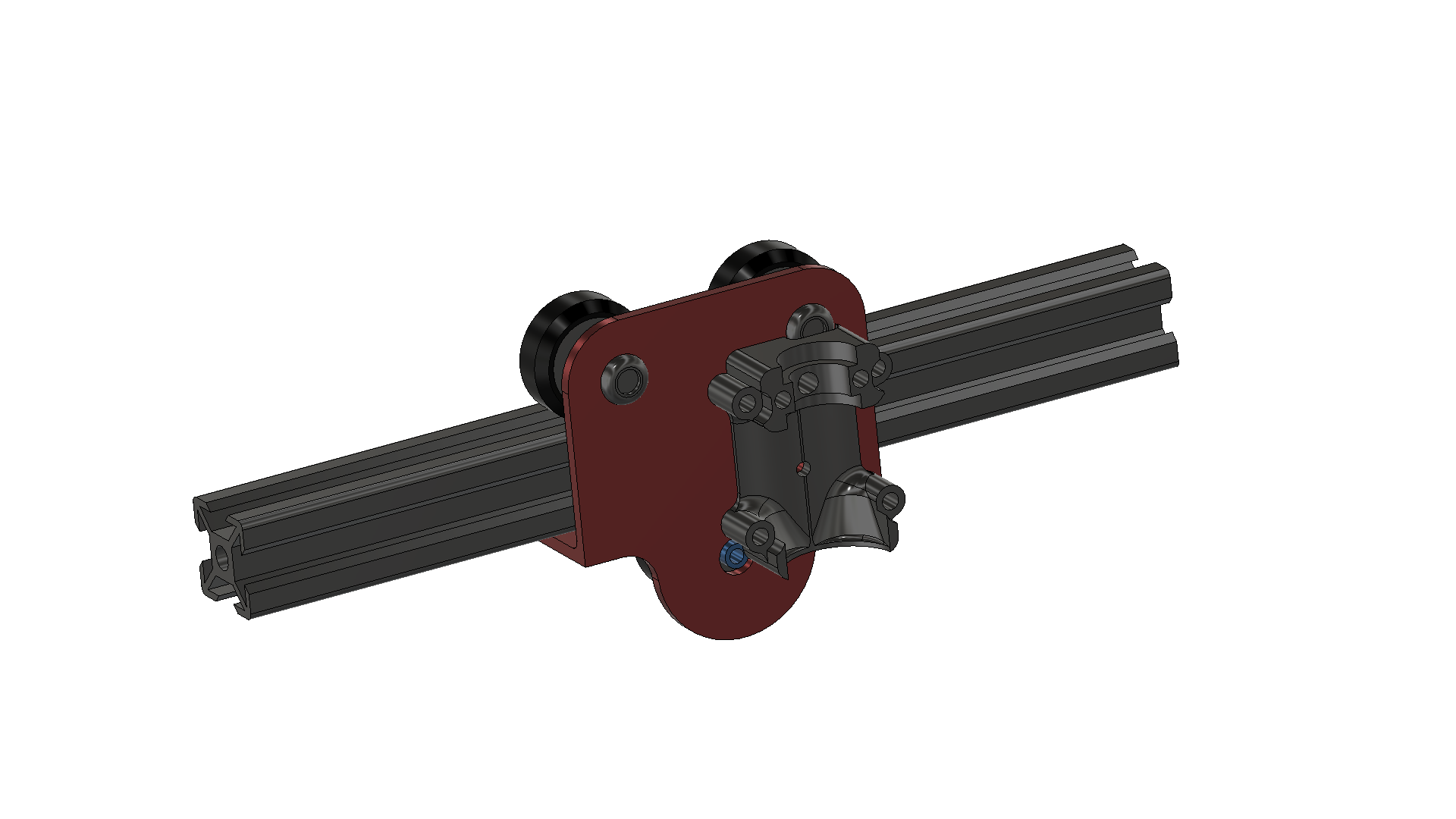
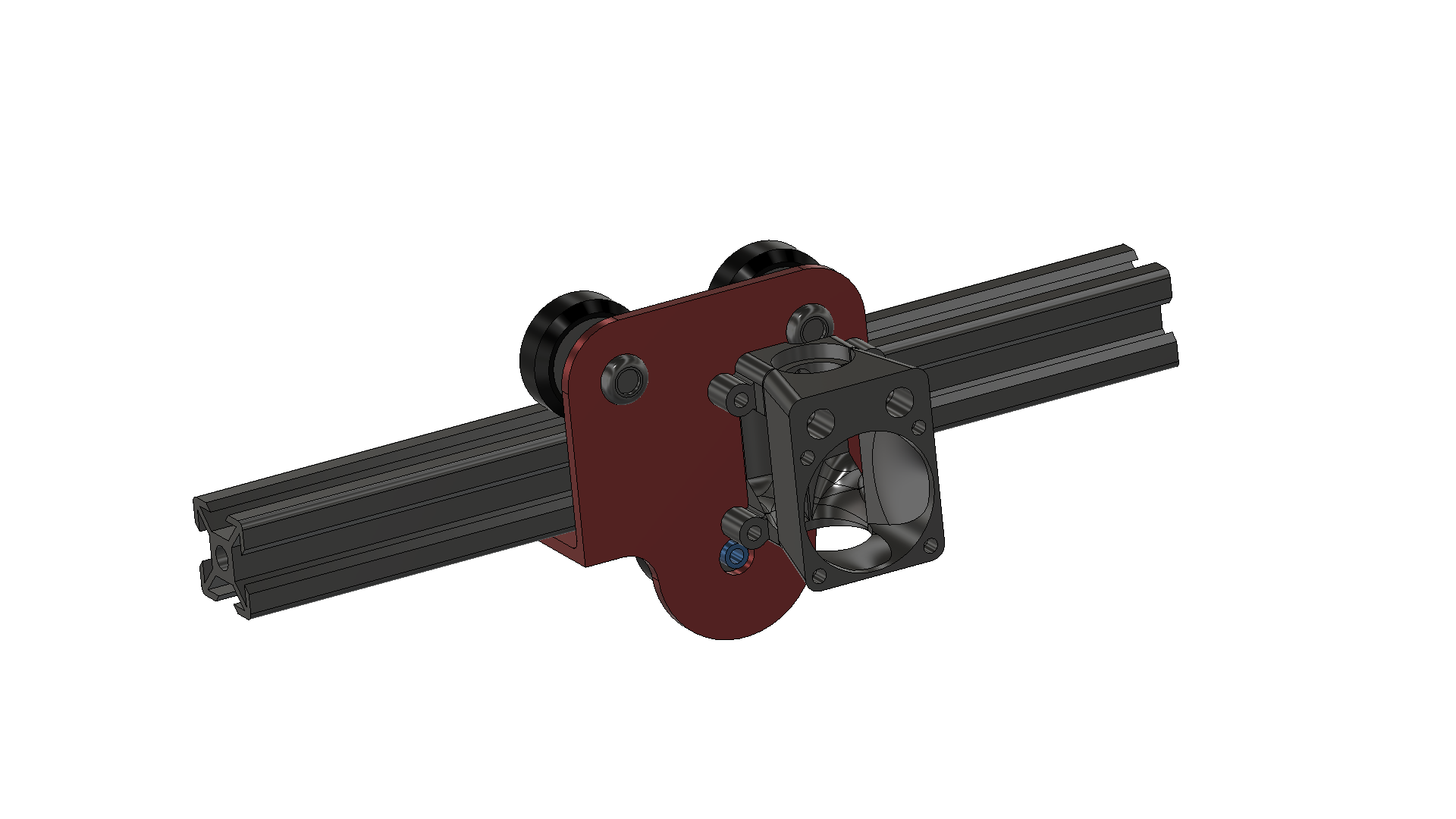
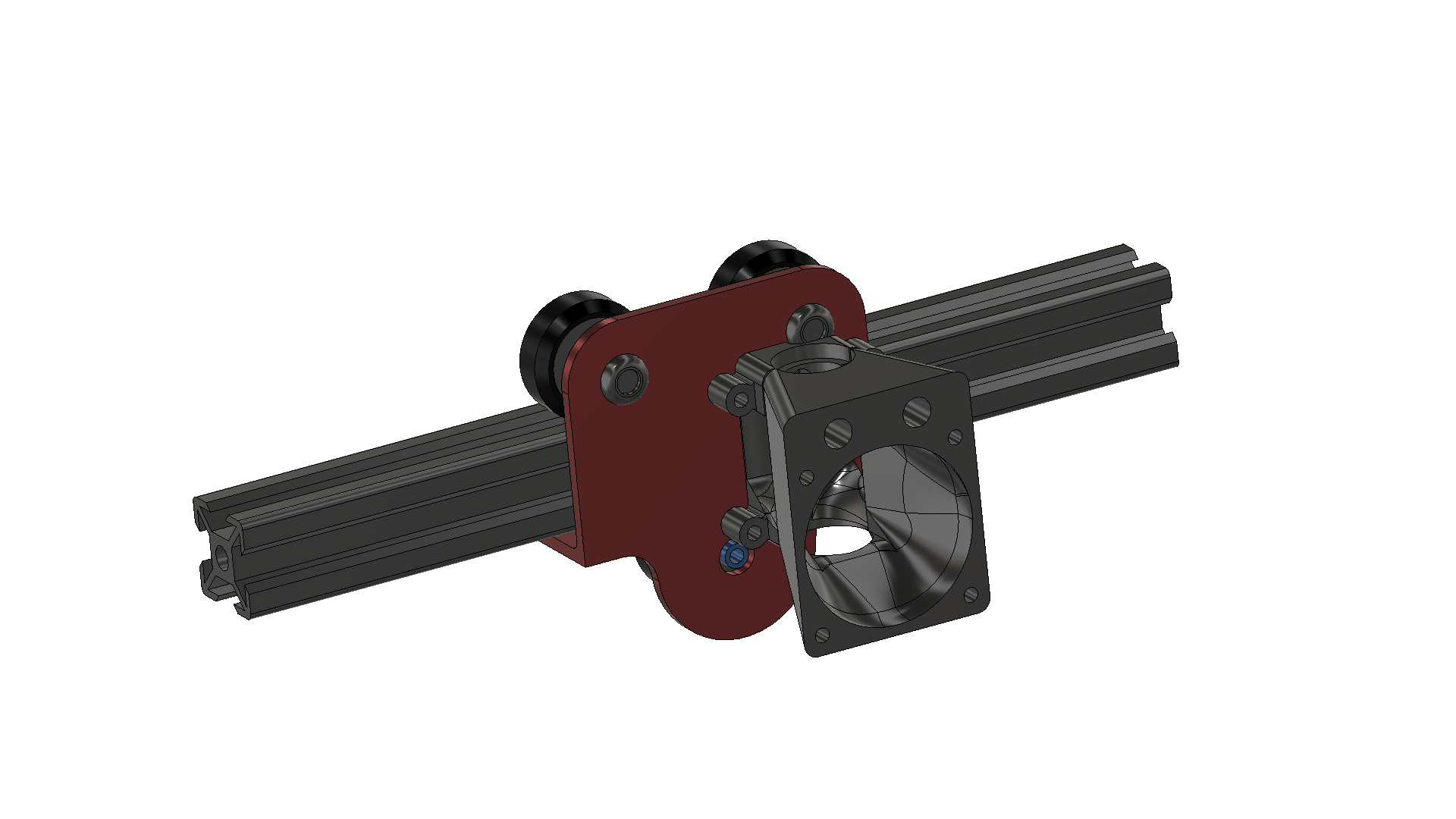
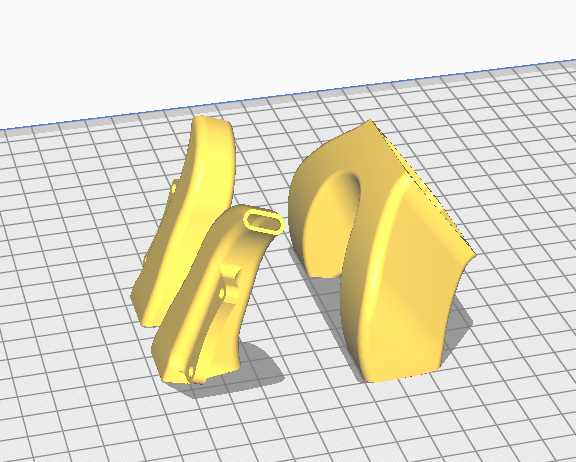
Bonjour à tous et bienvenue sur le topic officiel du fang modulable ! Les réponses à la plupart des questions concernant le montage, la visserie nécessaire, les paramètres d'impression ou les pièces à imprimer pour votre configuration se trouvent soit : DANS CE MESSAGE (cliquez sur "révéler le texte masqué" pour accéder à l'info qui vous intéresse) DANS LA NOTICE PDF (téléchargeable au bas de ce message) Donc merci de bien TOUT lire avant de poser des questions auxquelles vous avez déjà les réponses ! Origine du projet : MAJ 28/01/19 : Suite de l'aventure ! Entrons dans le vif du sujet ! Donc à ce jour nous avons plusieurs montages possibles qui vont du simple fang 40mm et support pour tête et ventilo d'origine : Au montage AiO/E3D et fang à double ventilos 30/40mm + BL-Touch/Touch-mi et support pour PCB de @Janpolanton : Tous les fangs sont compatibles avec tous les supports tête, toutes les têtes supportent le BL-Touch ainsi que le Touch Mi. Chaque support de tête possède quatre montages de ventilateur hotend différents : 1 support pour accueillir un ventilo 30mm 1 support pour un ventilo 40mm 1 support pour accueillir un ventilo 40mm + BL-touch. 1 support pour accueillir un ventilo 40mm + Touch Mi Concernant le BL-Touch/Touch-Mi, vous trouverez dans le dossier dédié un fichier texte qui précise les offset X et Y à indiquer dans marlin/smoothie pour votre modèle de tête ainsi que des instructions de montage. Tous les montages têtes amènent à un petit décalage du home sur l'axe Y (ente 6 et 9mm selon les modèles), il suffit pour palier à ce souci de déplacer un peu le endstop de l'axe Y de manière à ce que la tête tombe bien là ou elle le doit ! Pour ce qui est des liens de téléchargement, deux solutions s'offrent à vous : Un lien vers MEGA.NZ exclusif au forum, il contient en plus du fang 40mm une version double ventilos 30mm et les supports pour le PCB de @Janpolanton, de plus en passant par MEGA.NZ vous avez la possibilité de ne télécharger que ce dont vous avez besoin. Un lien vers la page Thingiverse du fang 40mm. CES LIENS SONT DISPONIBLES EN BAS DE CE MESSAGE ! Pour ceux qui ne sont pas à l'aise avec Mega.nz, quelques instructions : Illustrations des pièces dispo (je rappelle que les photos sont cliquables pour agrandir !) : Montage du Touch-Mi : MAJ 07/07/19 : Paramétrage de Marlin pour le TouchMi (par @sensei73) MAJ 10/03/19 : Nouvelle version du fang. Il existe deux versions du fang 40mm, une version "facile à imprimer" en trois partes et une version monobloc, plus difficile mais pas insurmontable ! Position et paramètres d'impression pour la version 3 pièces : Idem pour la version monobloc (par @jipee) LIENS DE TÉLÉCHARGEMENT : MEGA.NZ = >>>ICI<<< Thingiverse = >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- NOUVEAU ! Vous pouvez désormais acheter votre fang modulable imprimé en PLA 3D-870 chez CompoZan, ça se passe >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- INSTRUCTIONS DE MONTAGE FORMAT PDF : >>>ICI<<<. Voila, n’hésitez à laisser un petit like, ça fait toujours plaisir ! Enjoy !





 1 point
1 point -
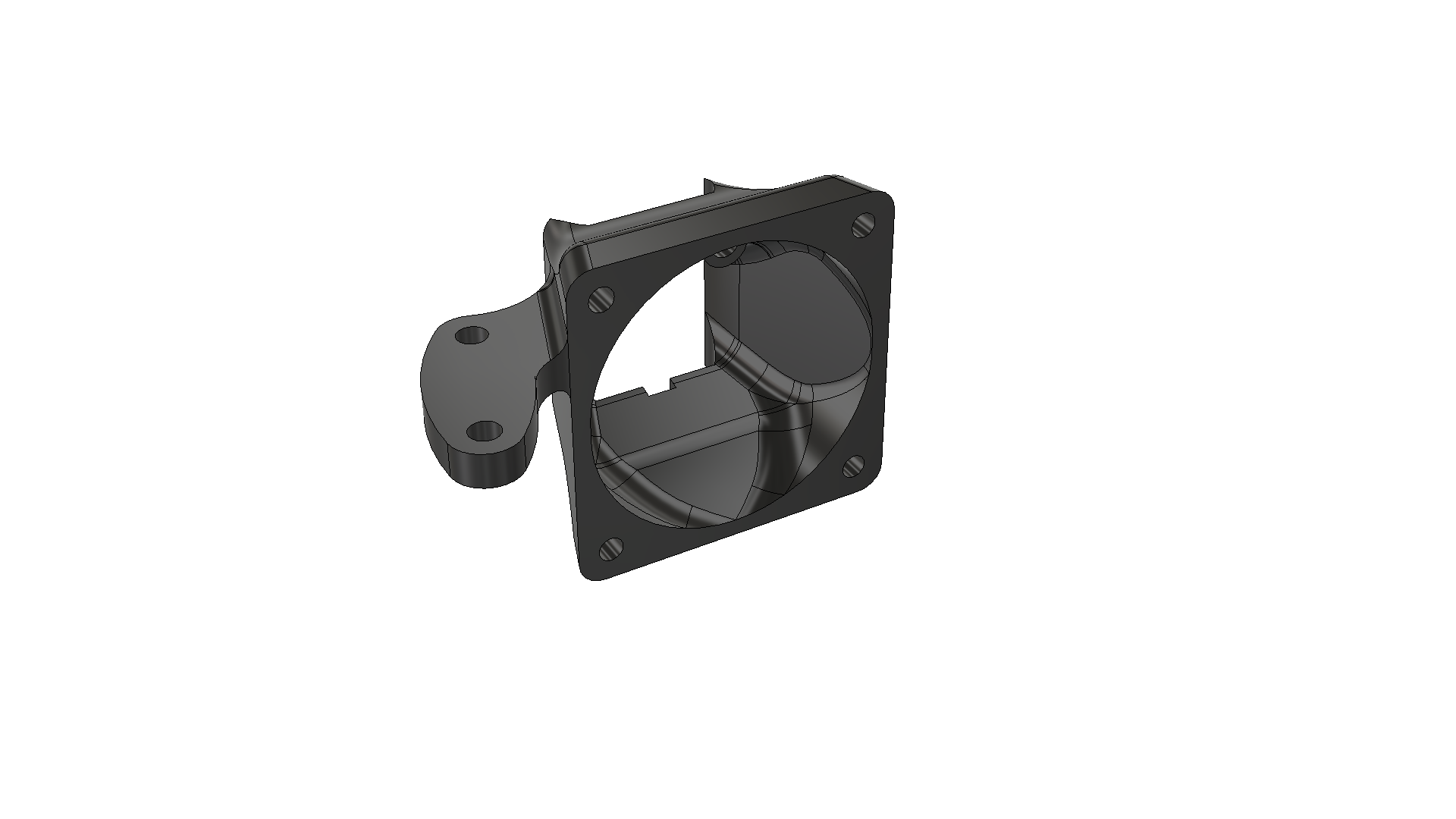
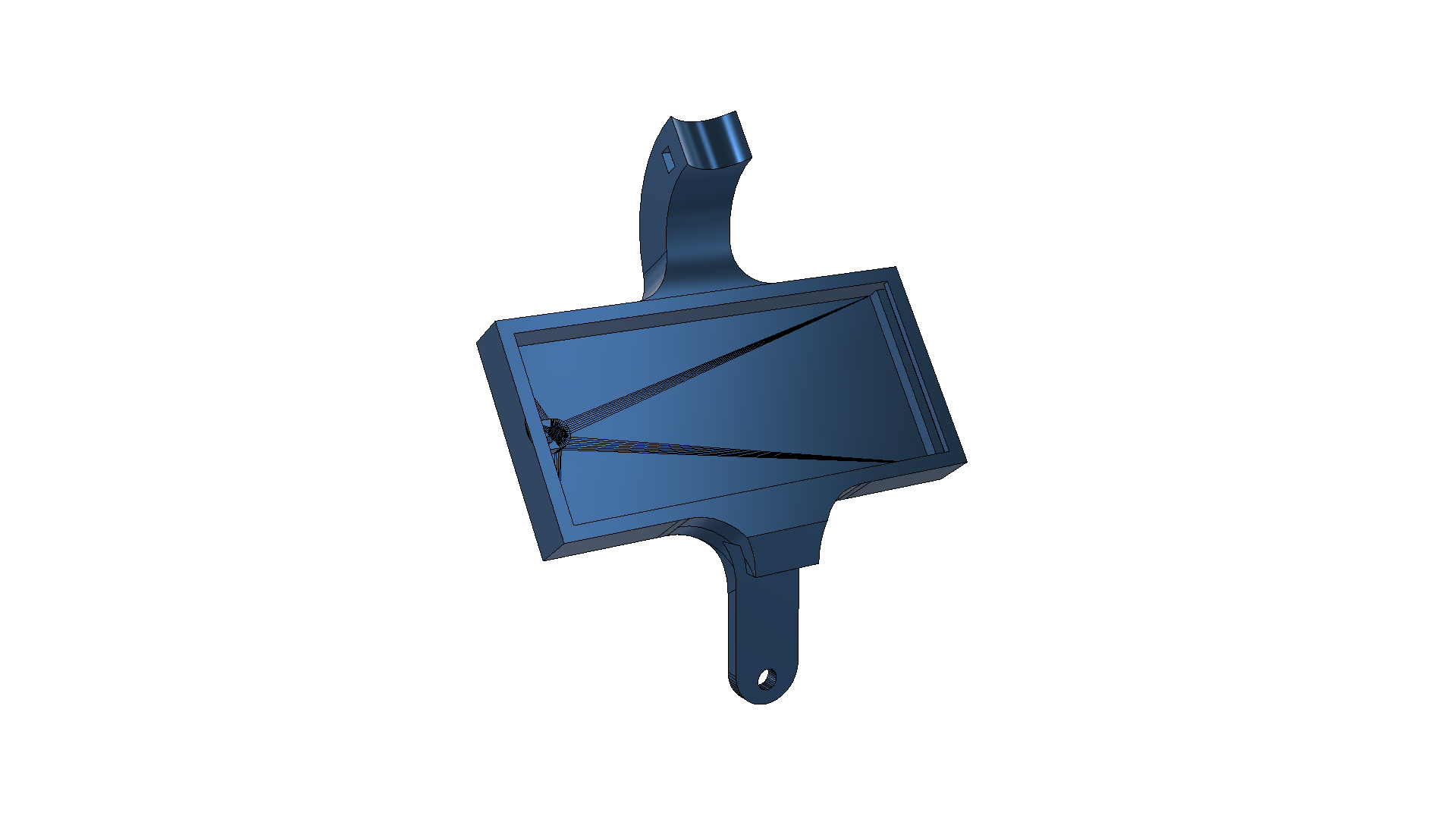
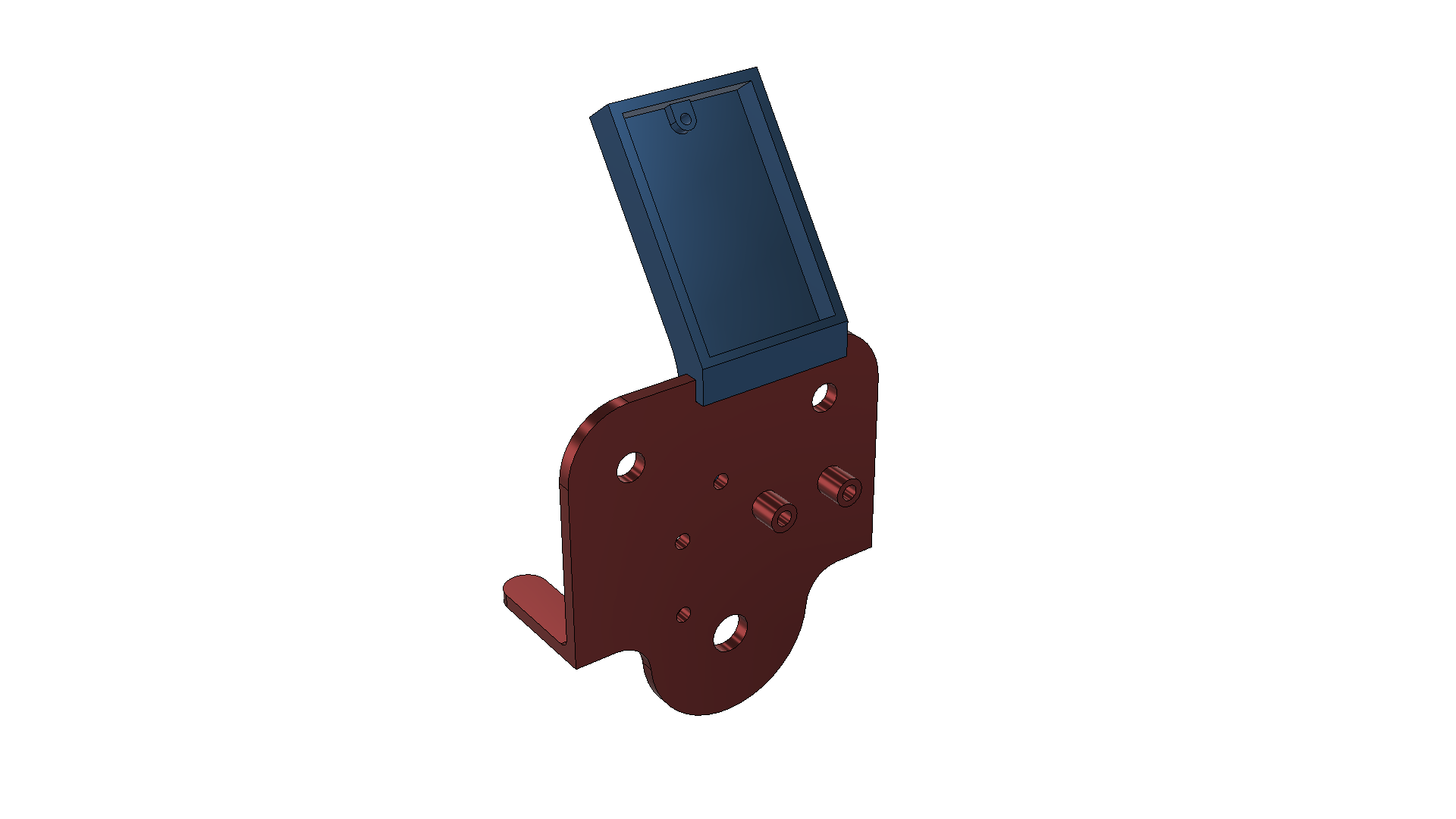
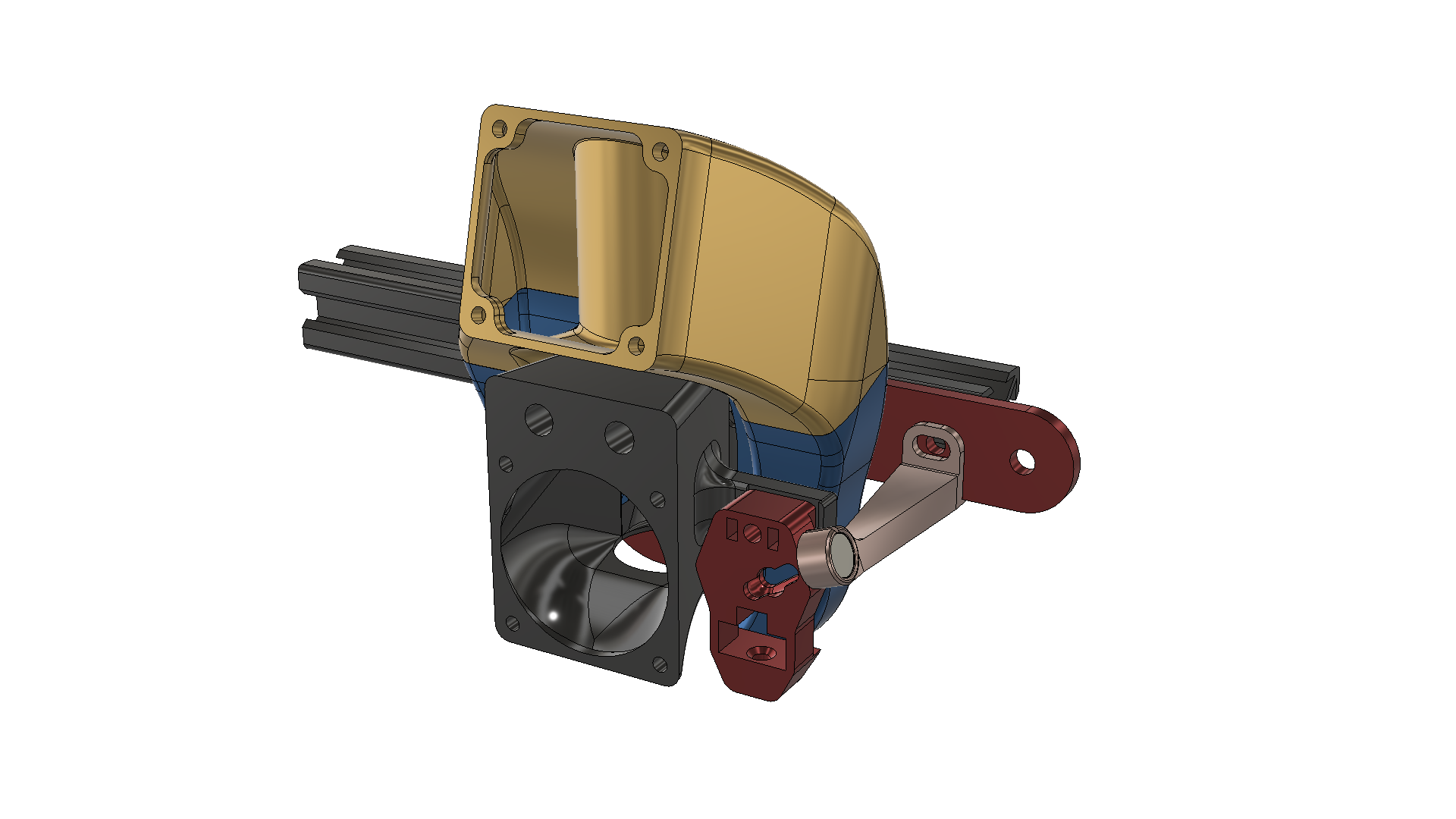
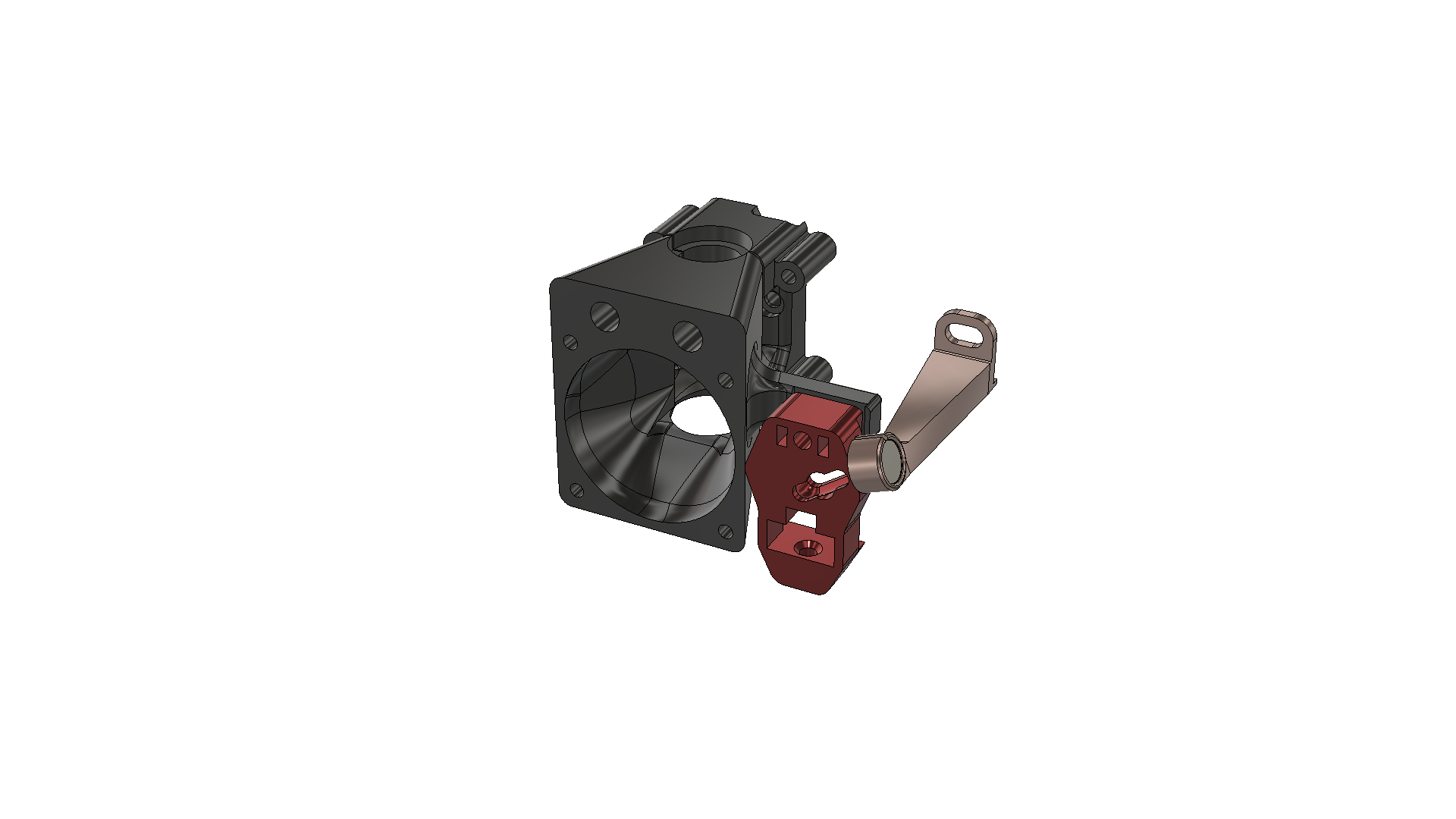
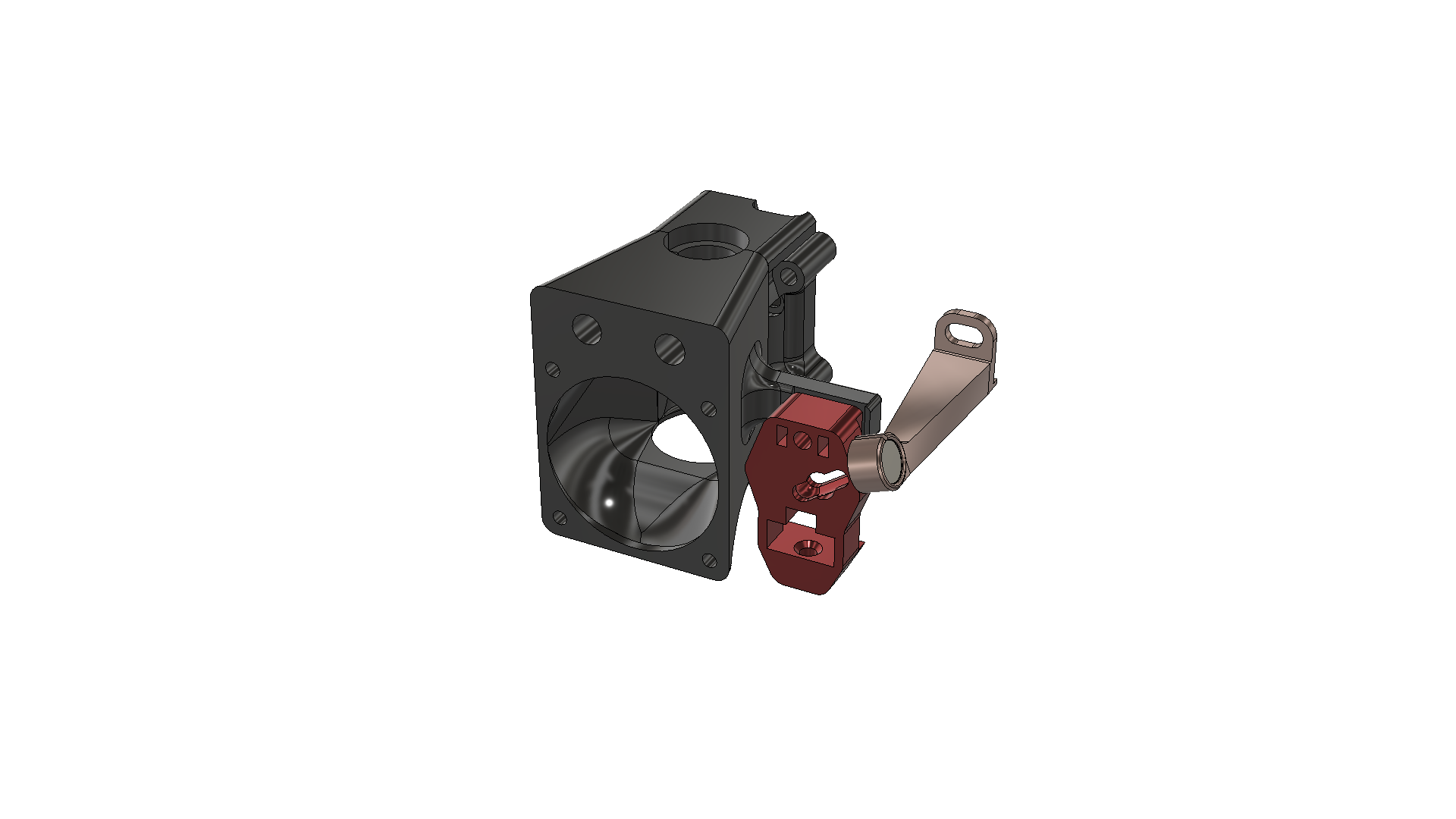
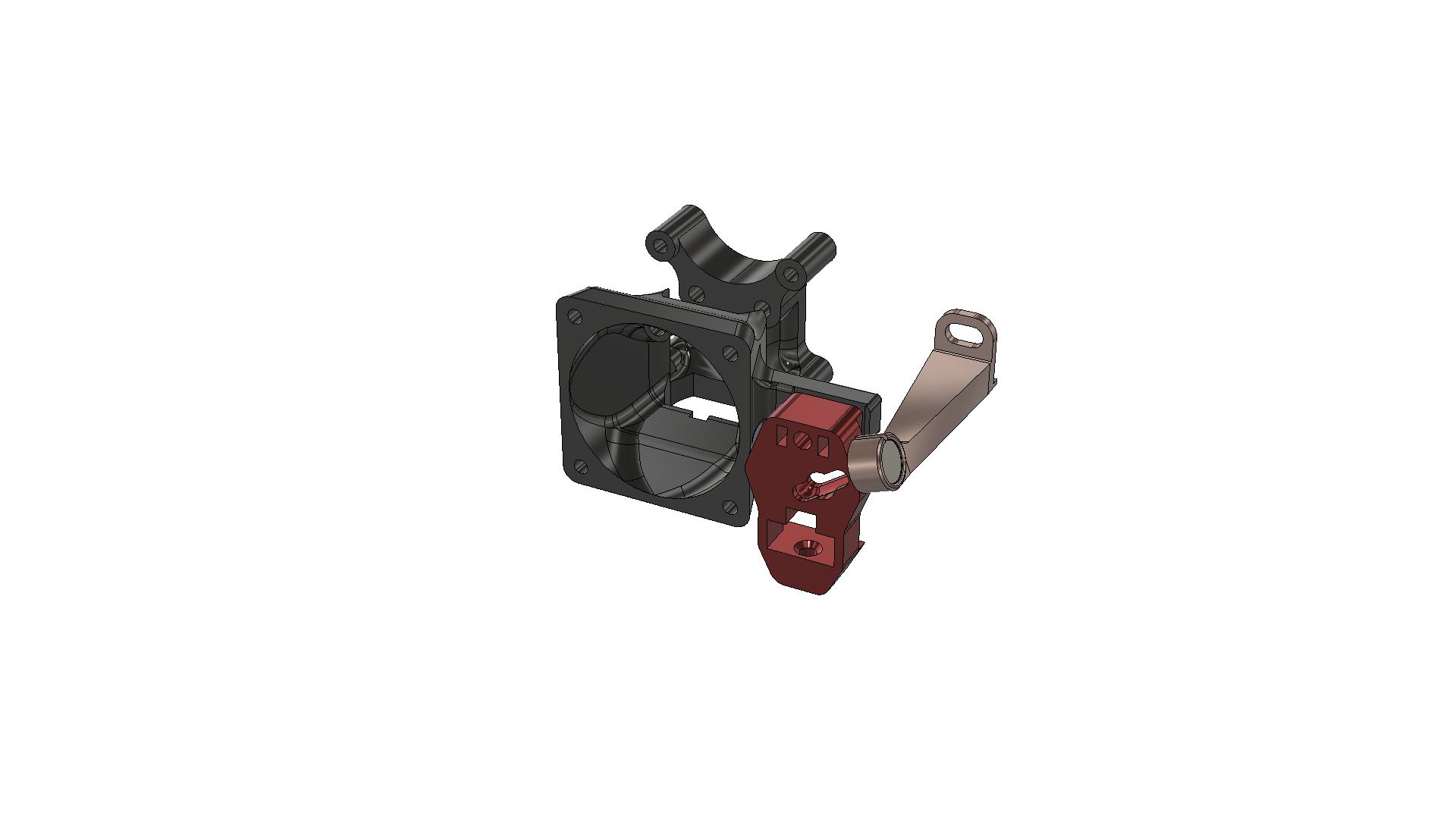
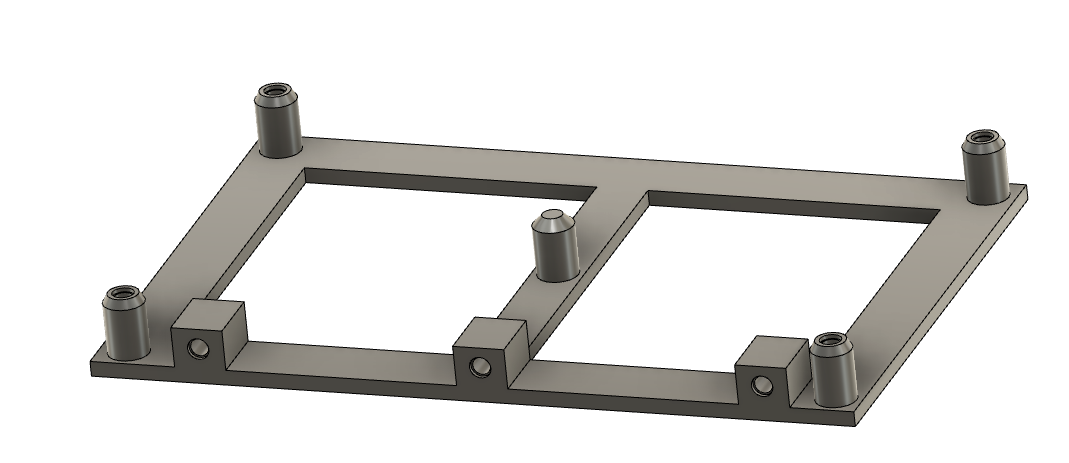
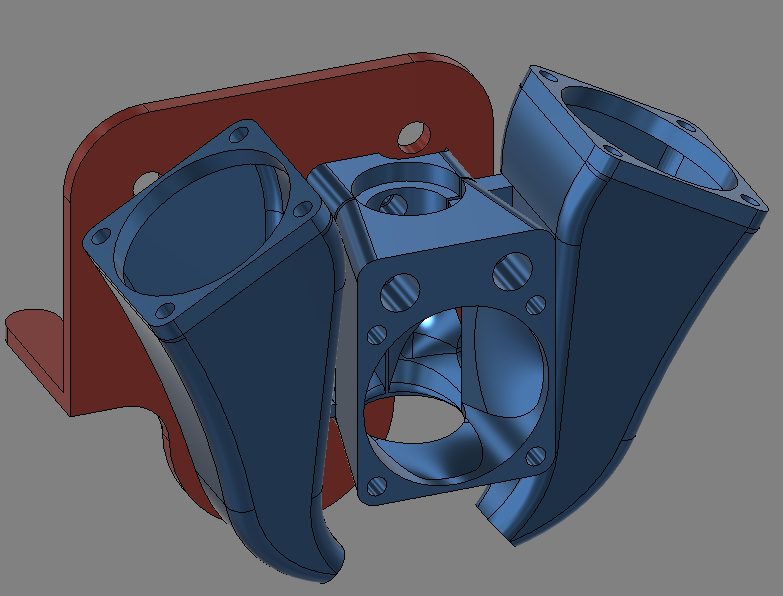
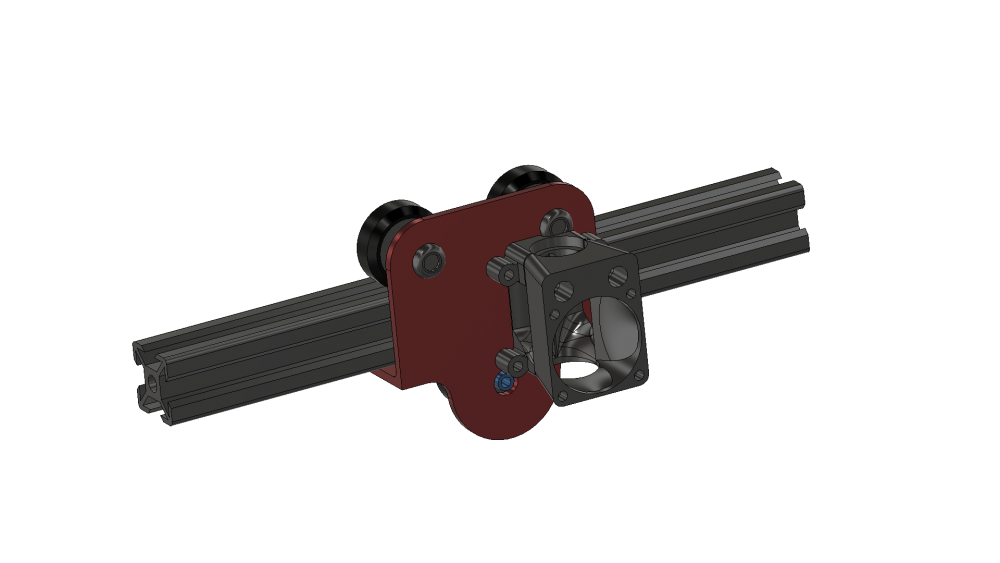
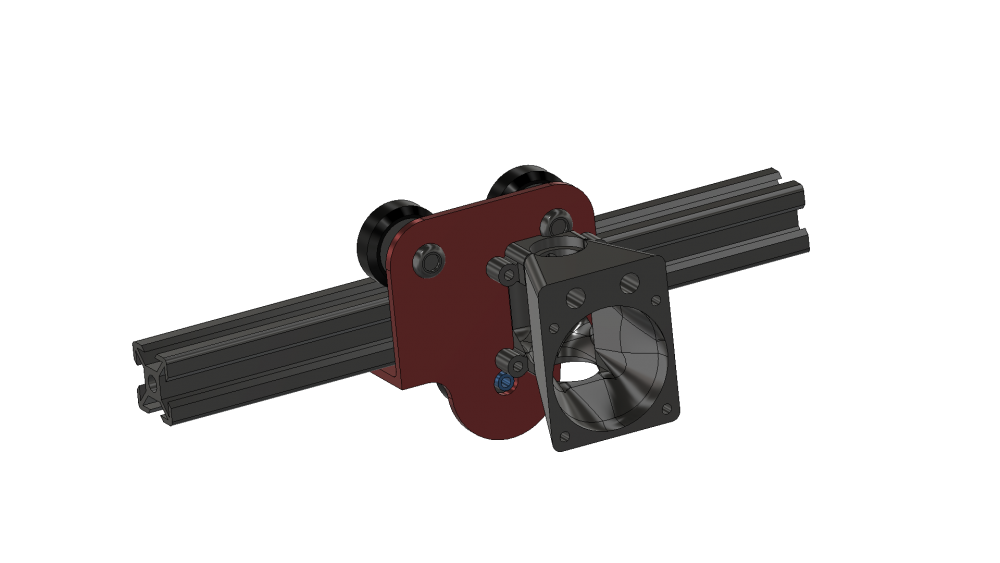
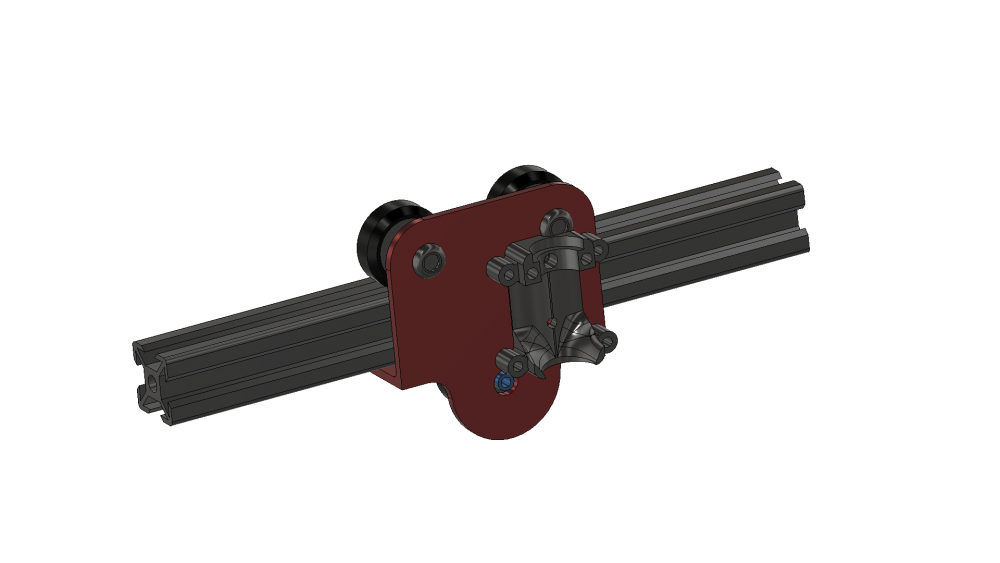
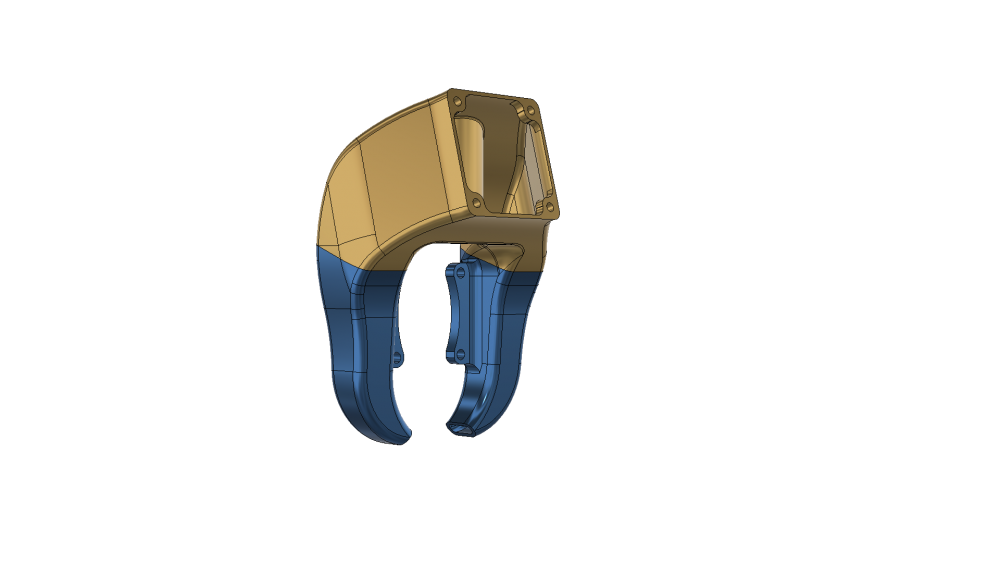
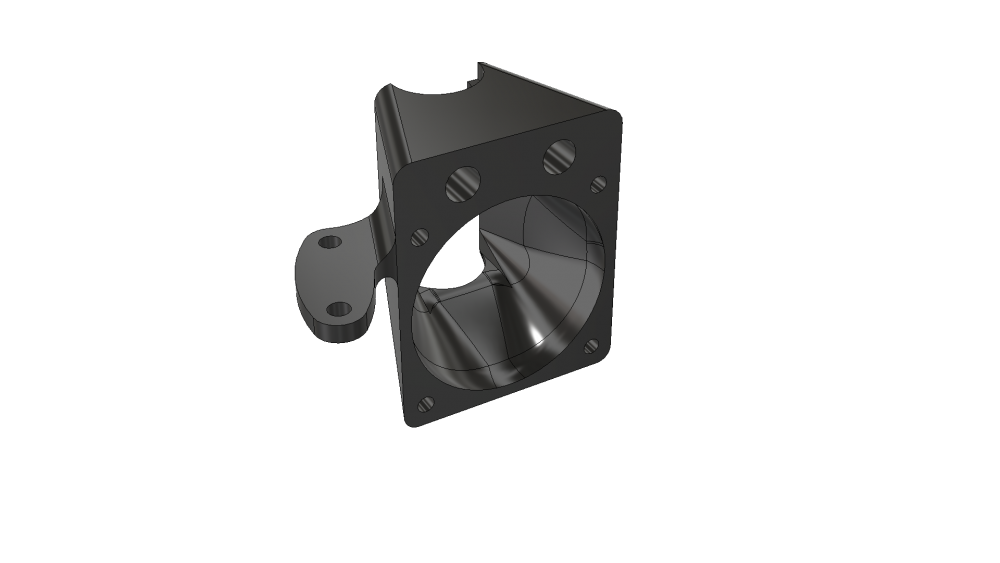
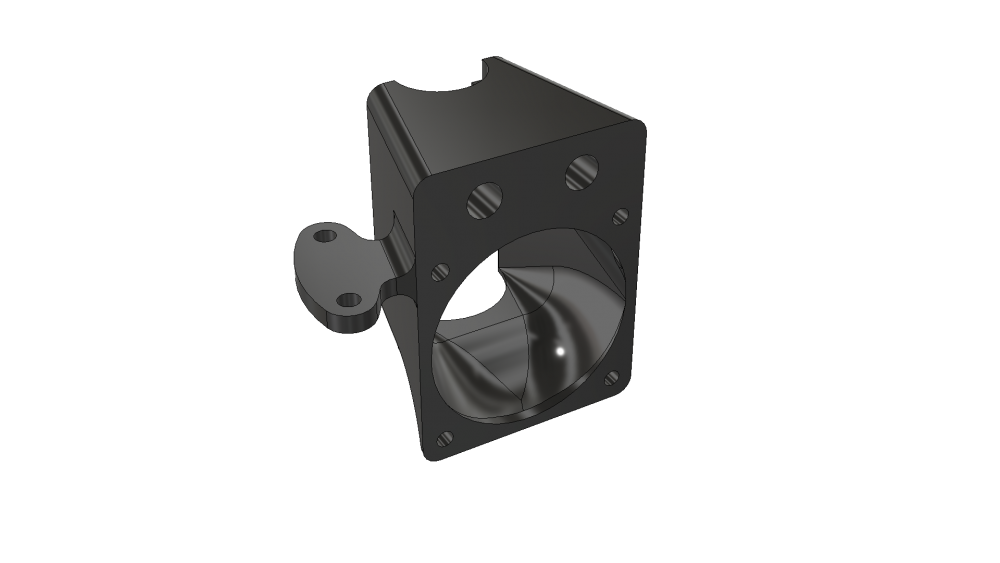
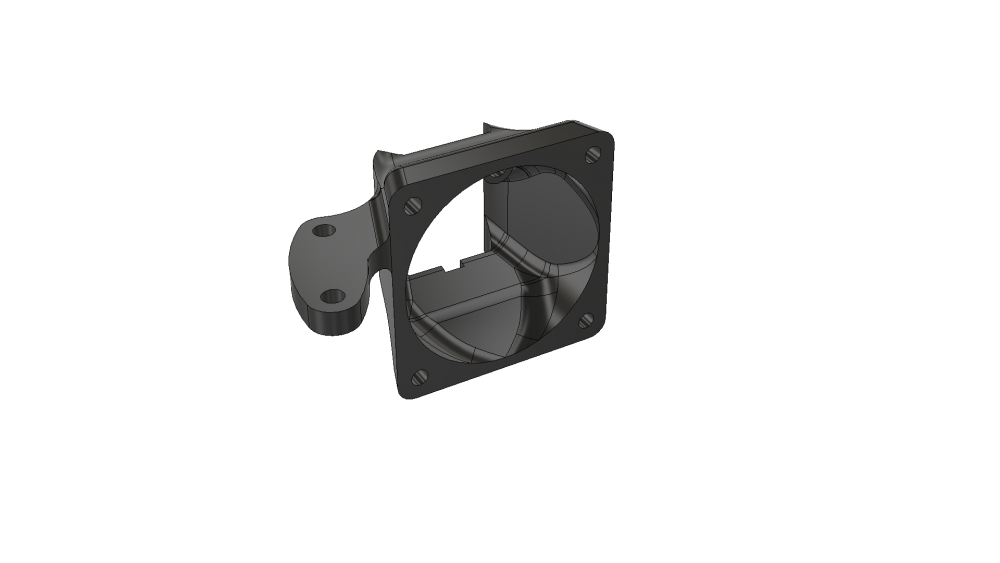
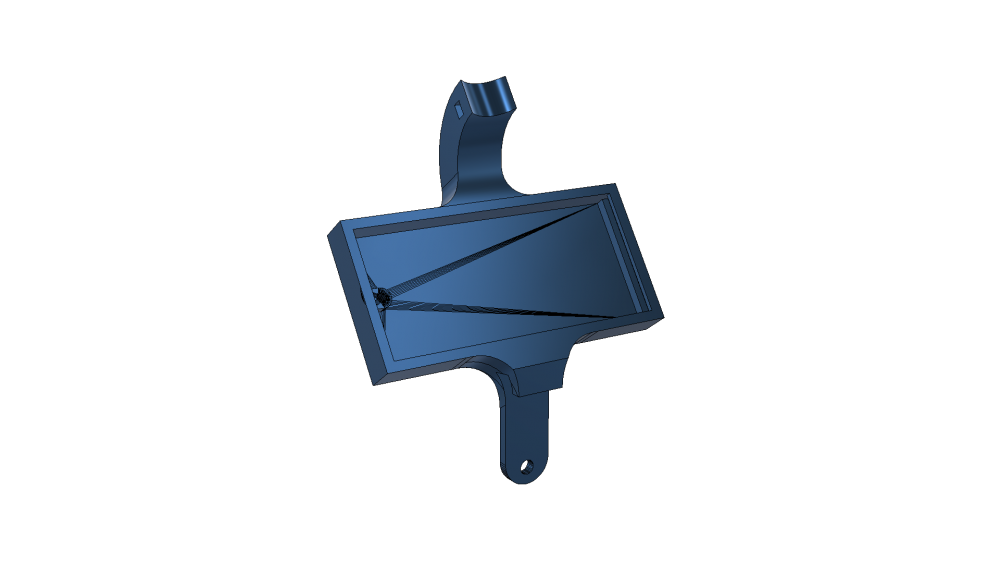
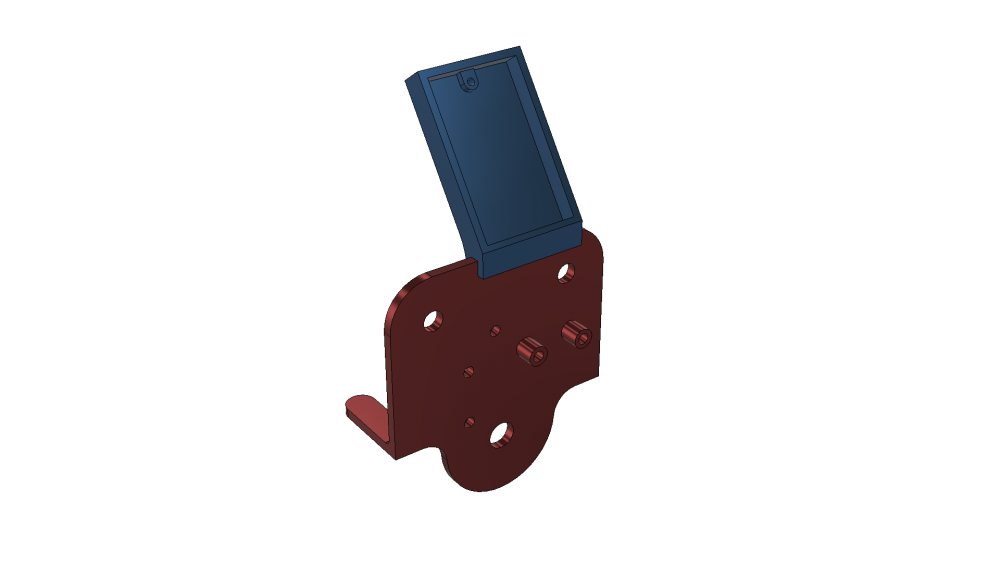
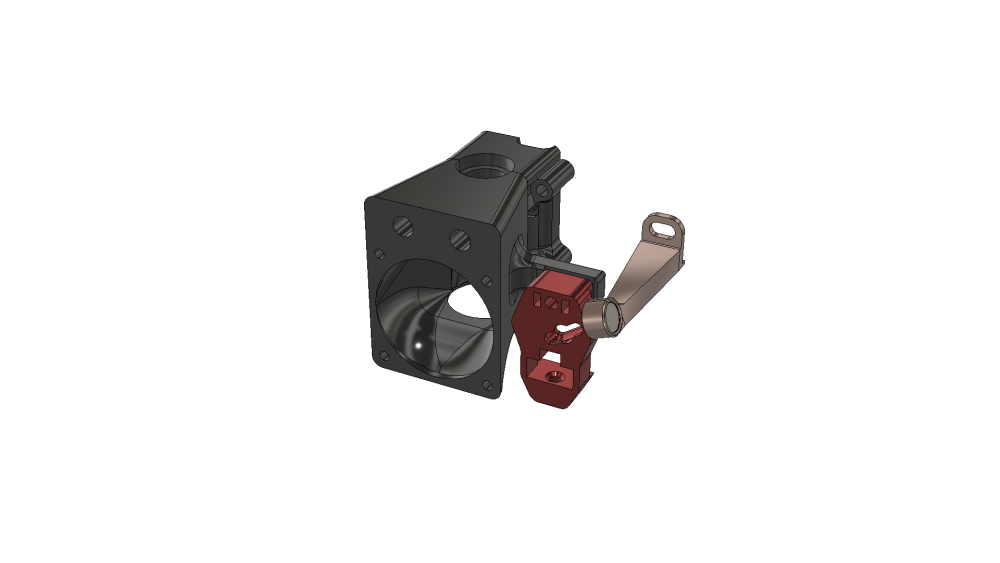
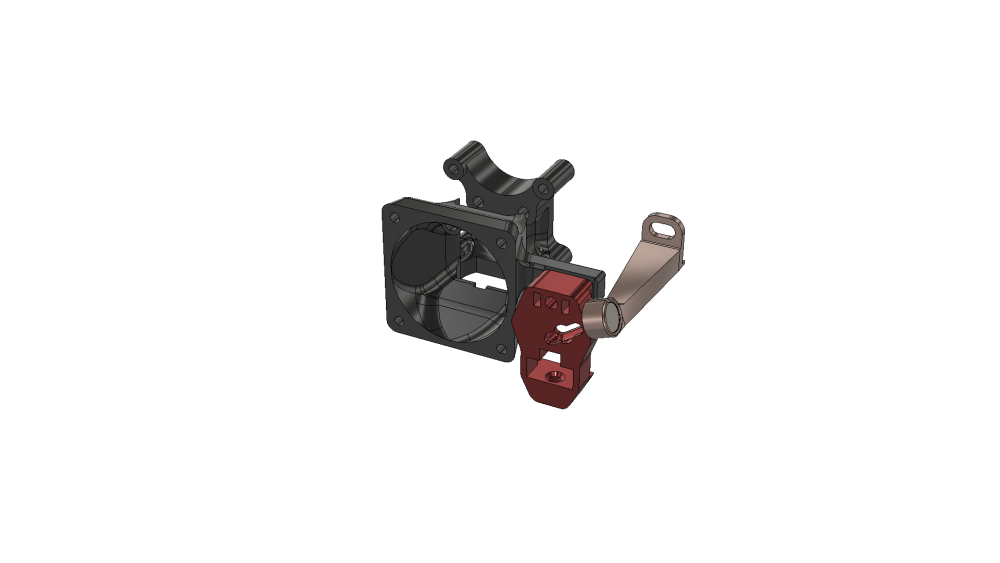
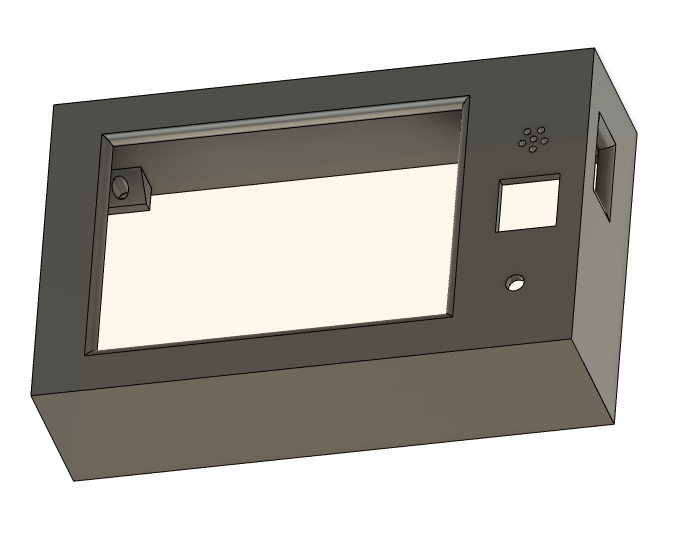
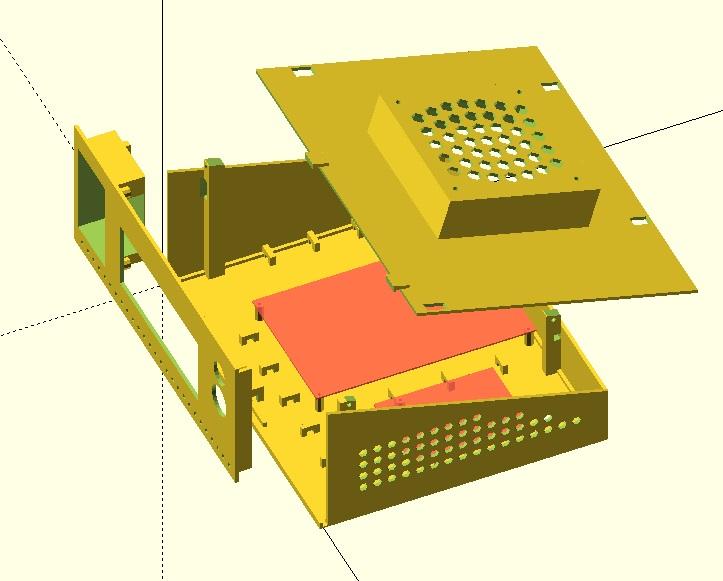
Bonjour, je regarde la possibilité de fixer la carte BIGTREETECH SKR PRO V1.1 32Bit sur un support avec refroidissement et mettre l'afficheur BIGTREETECH TFT35 V3.0 dans un boitier. J'ai commencé a dessiner les pièces et à faire des essais de positionnement pour l'afficheur. Pour la fixation j'utilise des inserts M3 3X4X4mm Deux ventilateurs de 50X50mm VIS M3 Aperçu dessin et des essais en cours.
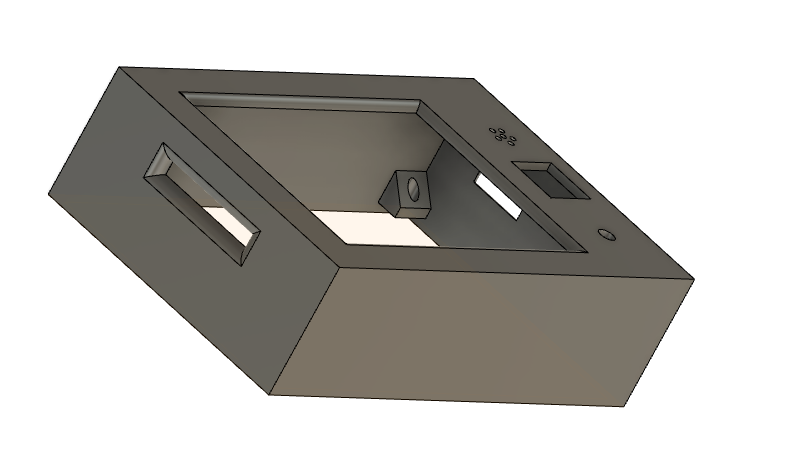
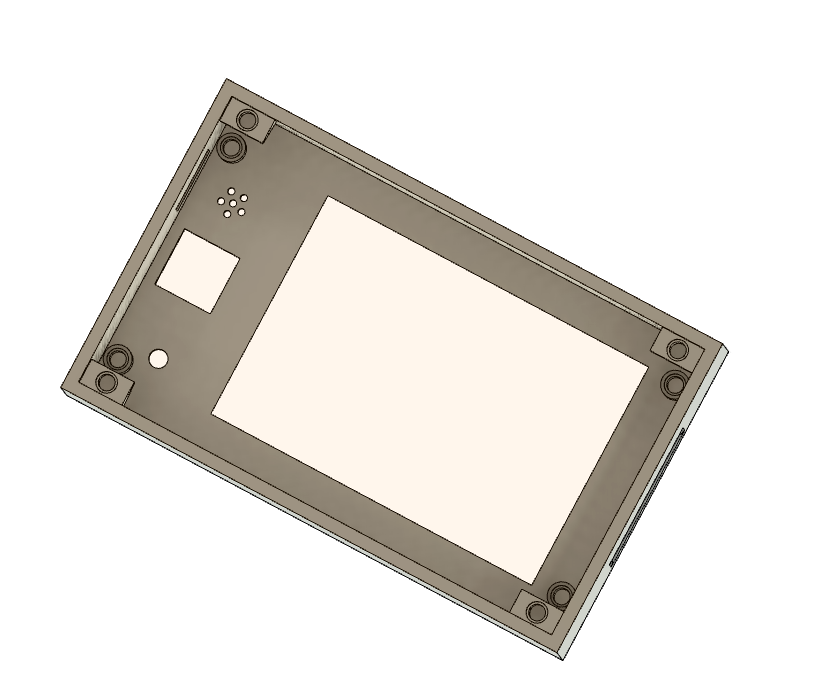
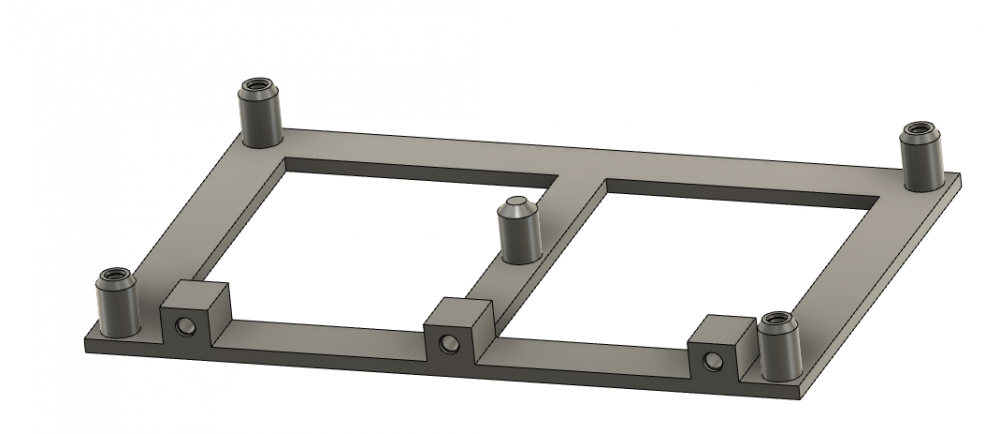

 1 point
1 point -
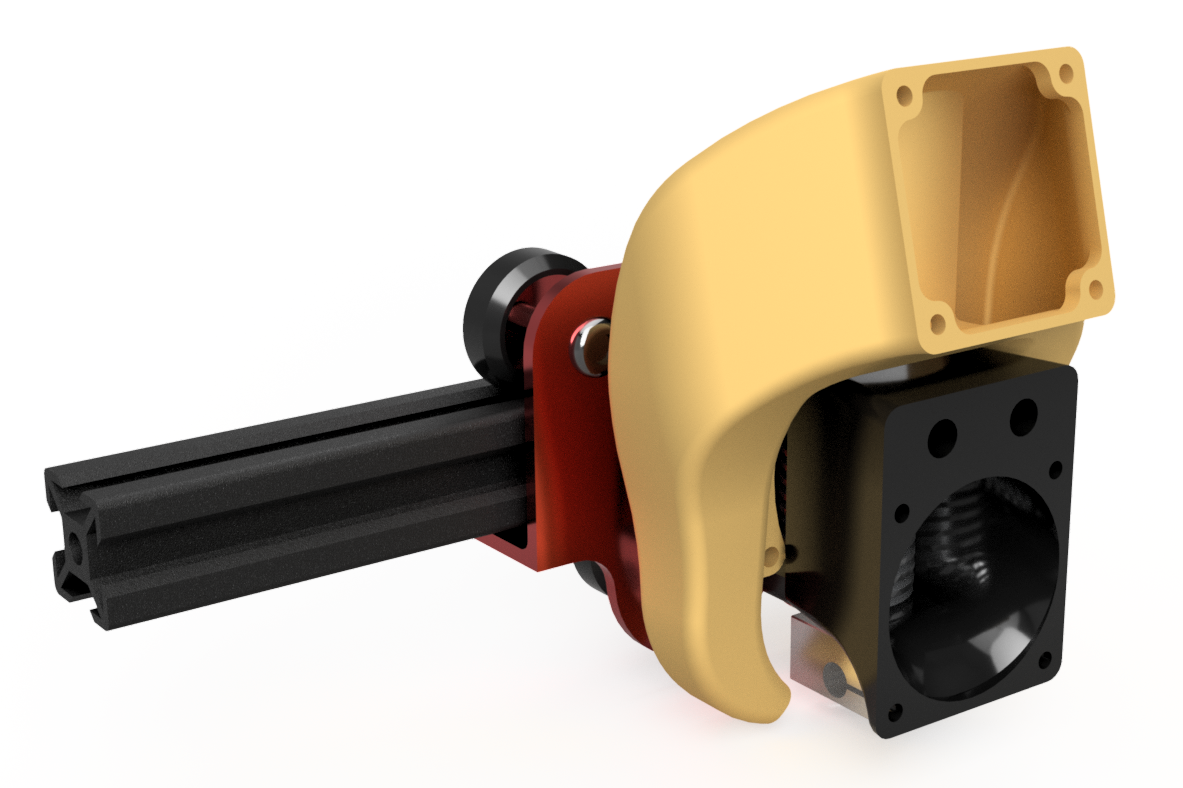
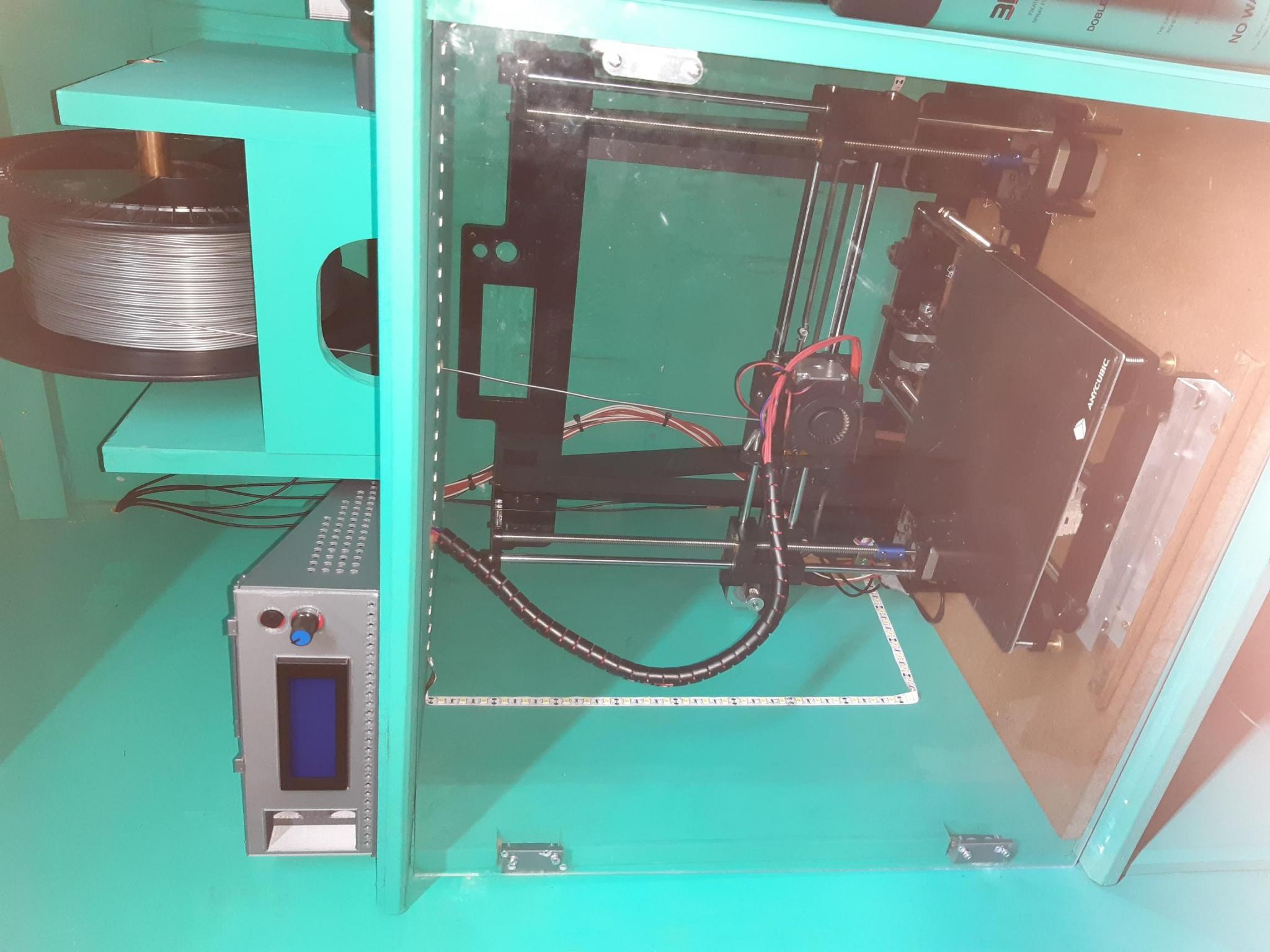
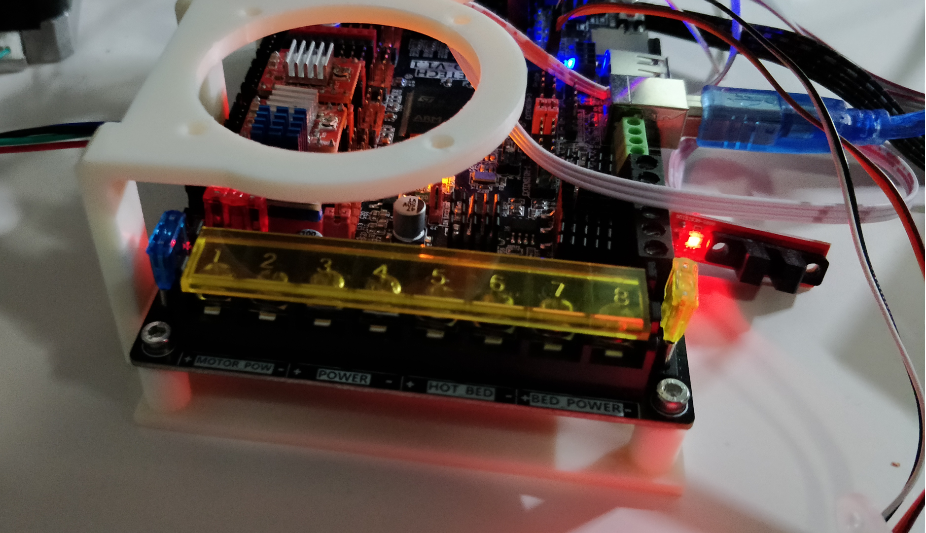
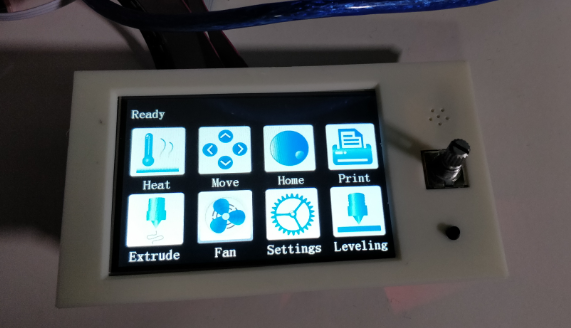
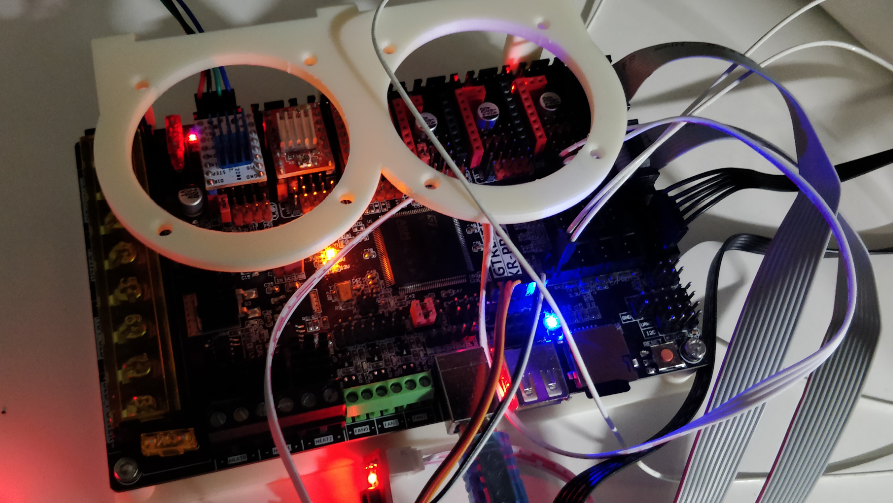
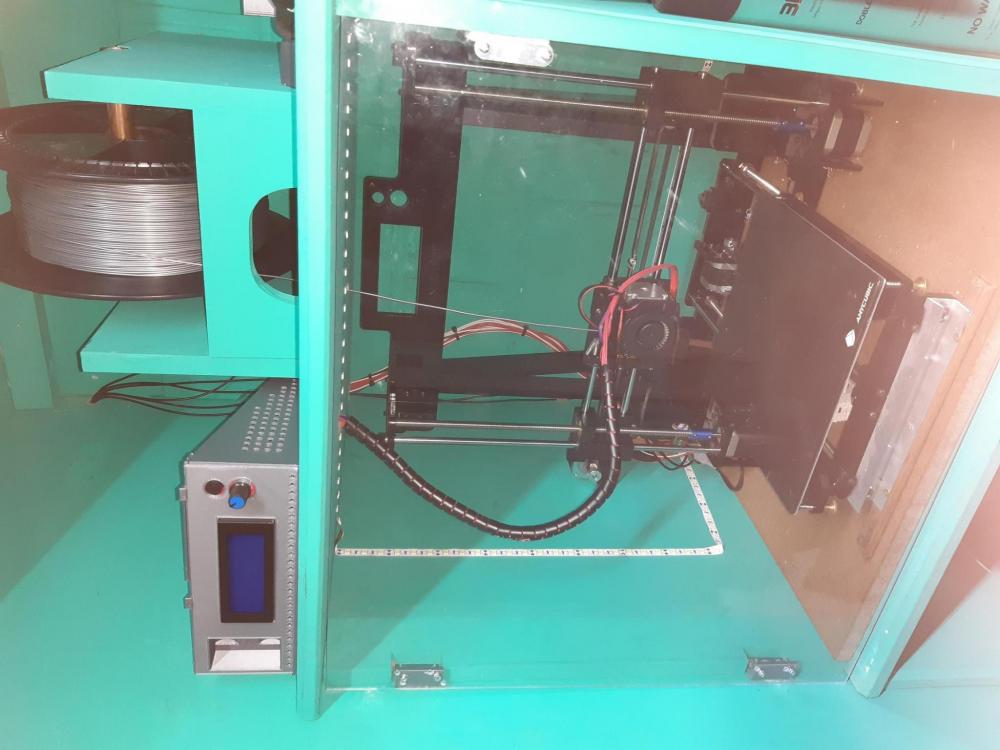
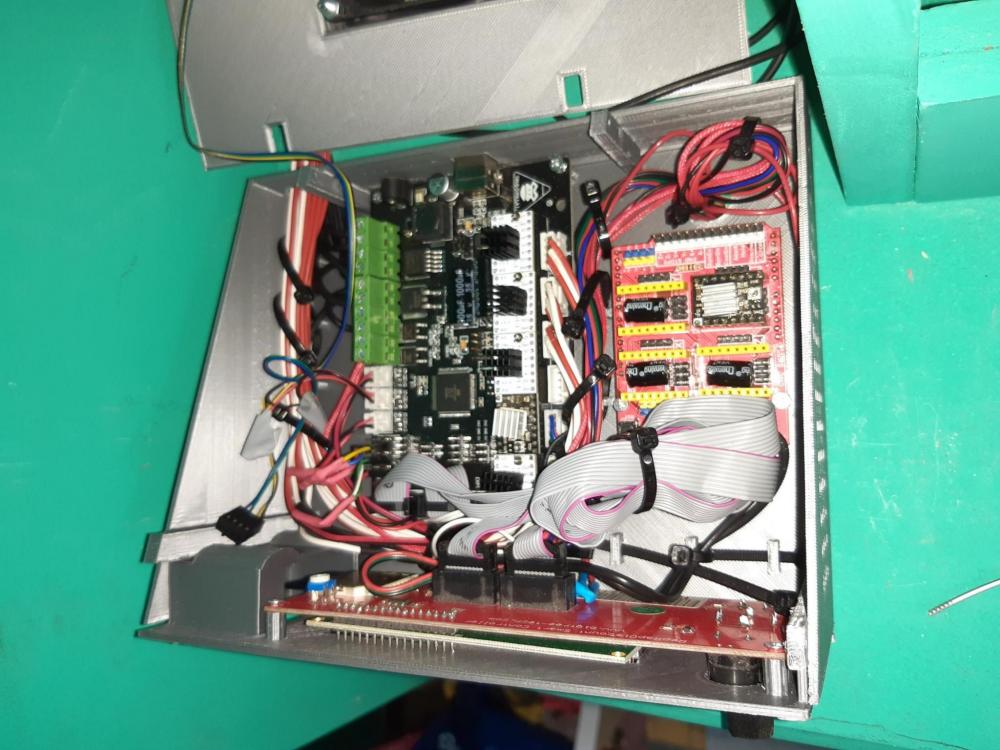
Bonjour, Je possède une Anycubic prusa i3 depuis presque 2 ans maintenant. Globalement plutot satisfait, mais comme toute imprimante bas prix, il faut qcq modifs et y perdre un peu de temps parfois. Suite à une mauvaise manip en voualnt corriger un autre poroblème, j'ai été forcé de changer de carte. Et tant qu'à commencer, j'ai décidé de faire plusieurs autres modifs, puis encore d'autres, ... je vais essayer de m'arrêter avant d'avoir refais une imprimante complète ... - J'ai placé l'imprimante dans une armoire qui était déjà en place et mis une vitre plexi, pour garder la chaleur. Mais ca faitsait aussi chauffer l'éléctronique, pas top. - J'ai donc déporté toute l'électronique (carte et écran) dans un boitier. - Tout est fixé sur un plateau, plus rien ne bouge, presque plus besoin de régler le plateau chauffant - Une chaîne sous le plateau pour les cables. - J'ai recompilé un marlin tout neuf. - J'ai changé les drivers pour des TMC2208 (moins de bruit) - J'ai prévu dans le boitier l'emplacement pour un shield CNC pour essayer d'imprimer avec une cyclope. (en attente de réception de pièce) - Je change tous les ventilos d'origine pour meilleur efficacité / moins de bruit - Puisqu'il faudra monter la cyclope, tout en gardant la possibilité de reswitcher vers la tête "standard", je redessine complètement le chariot. - Et nouveau fan duct - J'ajoute aussi un BL Touch ...

 1 point
1 point -
Végéta terminer ...et bien avec les 2 imprimantes sur 8 gros jours fini

 1 point
1 point -
fait une jupe de 2 tours à 5mm de la pièce ça permettra de bien "remplir ta tète d'impression" avant d'attaquer l'impression1 point
-
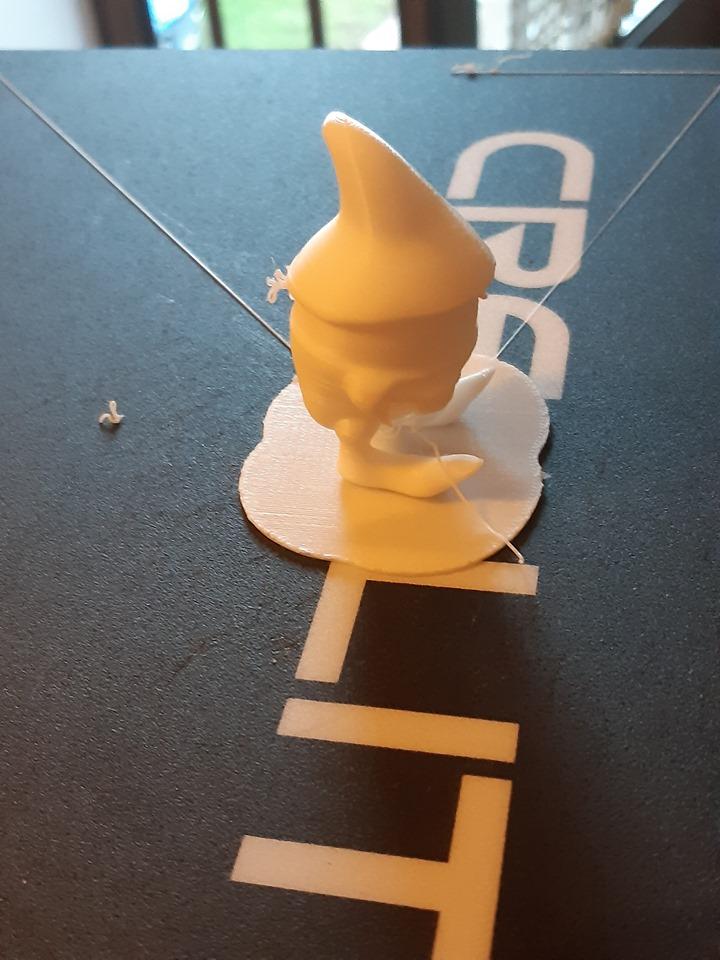
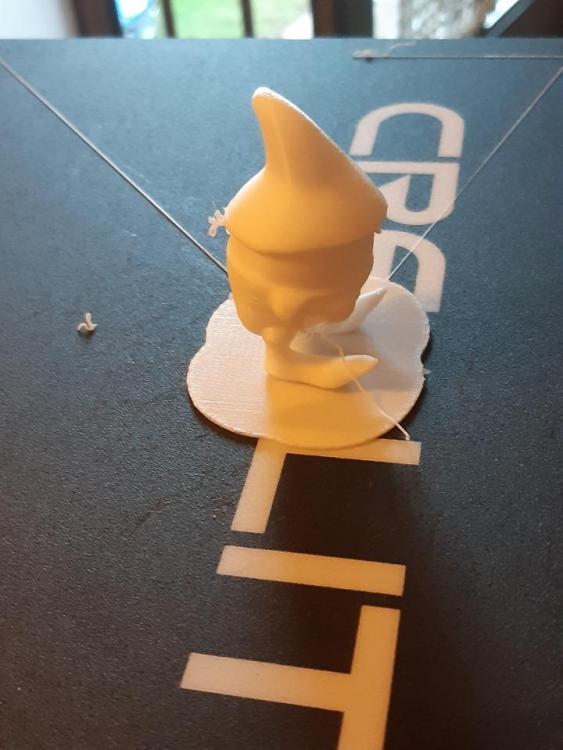
Suite et fin j'espère de la galère "mise à jour"...un petit personnage vite fait sur zbrush pour tester l'imprimante. J'ai utilisé Cura et étrangement quand on demande de commencer l'impression au centre du plateau, on se retrouve dans un des angles alors que si on ne coche pas la case, on commence au milieu.....bon je ne cherchera pas à comprendre.
 1 point
1 point -
au temps pour moi, j'ai écris de mémoire sans vérifier. cela dit le constat reste valable : l'estimation s'améliore ^^1 point
-
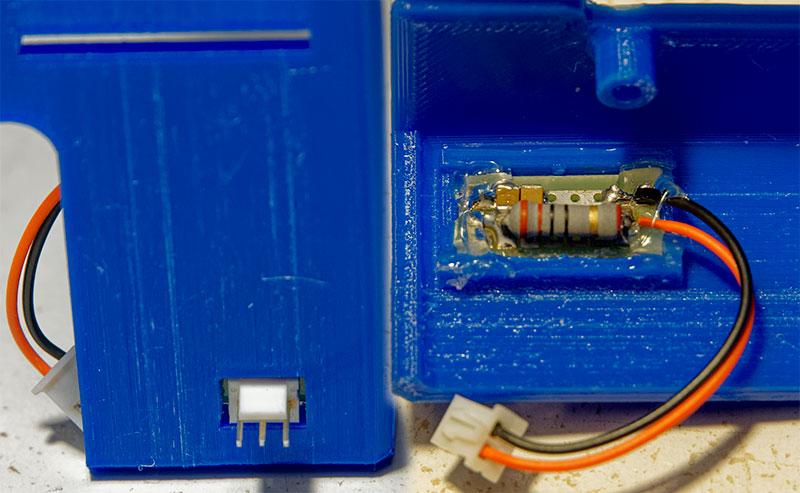
Voici une image de mon petit bricolage pour le Noctua 12V. J'ai utilisé 2 condensateurs céramique de 22uF en parallèle. C'est plus compact et j'ai intégré le tout sur le capot.
 1 point
1 point -
Bonjour, Une vidéo de montage d'un clone BMG:1 point
-
Non, la qualité est normalement identique (couche de 0,2 mm). Avec la v4.3, tu utilises 4 couches pleines pour le dessus/dessous tandis qu'avec la v3.6, tu n'en demandes que 3 (section Coque / Shell: Top/Bottom thickness). Ce qui m'étonnes le plus c'est que normalement avec la 4.3 pour les Creality par défaut, la largeur des lignes est de 110% du diamètre de la buse (0,44) or tes paramètres de qualité indiquent une largeur de 0,4 (et il n'y a pas la "flèche circulaire" pour indiquer que le paramètre est différent de celui par défaut ).1 point
-
Si tu aimes ton chien, achète une gamelle dans le commerce. Le problème n'est pas la toxicité, mais l'éventuel développement de bactérie qui peuvent le rendre malade. Il faut de la matière injectée et non pas imprimée et ceux quel que soit le type de plastique.1 point
-
Salut, J'ai constaté qu'au fur et à mesure de l'évolution des dernières versions de cura l'écart entre l'estimation du temps d'impression et la réalité de celle-ci était de plus en plus faible, avec la version 4.3.1 c'est devenu très proche, en revanche je n'ai pas d'explication ^^.1 point
-
Bonjour, Tu l’a citée, la référence. ^^' Tu n’as plus qu’à chercher un datasheet.1 point
-
J'ai déjà essayé de mettre sur pause et de couper le courant. Malheureusement, même résultat. Bon après, comme je disais, cela n'arrivera pas souvent donc c'est pas trop grave. Tant que ça imprime bien, c'est le principal Sur ce merci quand même, je vais poursuivre mes recherches. Si jamais je retrouve une info, je la posterai Bonne soirée.1 point
-
Fait l'impression pour voir lequel se rapproche le plus de la réalité, j'utilise la version 4.2.1 et je rajoute 20min tout les 1h d'impression calculé par cura (si cura m'affiche 3h d'impression, je sais qu'en réel je vais en avoir pour environ 4h). La version 4.3 à peut être corrigé certains calcul et est peut être plus proche de la réalité.1 point
-
https://www.aliexpress.com/item/32846195536.html?spm=a2g0s.9042311.0.0.27424c4deJlCAd Voila. À partir de ce lien il y a tout ce qu'il faut.1 point
-
Alors... j'ai "aperçu" cette vidéo, et... non... je n'ai pas testé perso, car les vidéos ont été seulement posté le 10 Octobre de l'année dernière, et je vais te donner mon avis : Le gars est hors sujet ! La raison du hors sujet : Pour l'instant, sur les 4 vidéos, il ne traite que de la conception et du montage de son plateau tournant sur 2 axes (axe Z et Axe X). Pour l'instant, il n'y a a rien sur ce que cela va donner et si cela va améliorer ou non les scans. Le titre parle de Scanner... mais il ne s'agit que d'un plateau télécommandé. Mon avis : Je salut le travail et l'effort. Mais il est un peu à côté de la plaque dans le choix du titre, car c'est juste un plateau. Son idée est "pratique" ent théorie, mais c'est surtout pour les partisans du moinde effort. Il va lui falloir de "scotcher" le modèle au plateau systématiquement... au risque d'avoir "le scotch" sur le modèle en 3D" > il n'aura pas les pieds/base de son modèle. Donc moi personnellement... j'aimerai voir le résultat final... et ce que cela donne après passage dans un logiciel comme Meshroom. Car c'est bien beau de "montrer comment se fabriquer un plateau tournant sur 2 axes", mais est-ce que cela a améliorer ses résultats derrière ? Donc NON ! Je ne testerai pas... j'aimerai savoir si cela améliore ou facilite le traitement sur Meshroom (ou autre logiciel derrière). _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ Petite actualité sur la Photogrammétrie : Il y a un nouveau logiciel de photogrammetrie qui est disponible ! 3DF Zephyr Free C'est un logiciel qui est complet ! Nouveauté : Il peut concevoir un modèle en 3D a partir d'une vidéo ! Il est moins gourmand en "ressource graphique" que Meshroom... et "aurait été conçu pour fonctionner sur les PCs ayant de petites configuration" (d'après les vidéos traitant de ce logiciel > faites une recherche sur Youtube). Mais comme tout logiciel de photogrammétrie, il reste sensible comme Meshroom, sur les réglages de mises au point, de stabilisation et de réglage de Macro. Je l'ai testé, et il s'avère aussi sensible et précis que Meshroom... à la différence qu'il est moins gourmand et que le traitement est beaucoup plus rapide (et prend moins de temps). _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ Décidémment... en ce moment... je vois pas mal de sujet et/ou de vidéos sur le net qui traite de la Photogrammétrie... et/ou de personnes qui tente de se fabriquer leur scanner 3D en ce moment, j'ai eût du nez que de me lancer la dedans également. Je reviendrais ici... dès que j'aurais fini... d'assembler... et que j'aurais réaliser mes premiers scans avec... car : Je me fabrique un Scanner 3D de type SLS, sur le modèle du HP Pro SLS-3. Si tout va bien (sauf changement)... dans 1 mois, le Scanner 3D sera assemblé et opérationnel... et je pourrais lancé les premiers scans. J'ai déjà les logiciels... il ne me manque que le Scanner. Je reviendrai ici, et je ferai un petit tutoriel (en cours d'écriture), si cela vous tente de vous fabriquer un scanner 3D à lumière structurée. Et pour la petite précision : Le HP Pro SLS-3 est commercialisé au prix de 3234,05€ (prix chez 3DMS), et pour moins de 10% de ce budget, je démontrerai qu'il est possible de se fabriquer soi-même un scanner 3D à lumière structurée pour moins de 300€, et ayant la même précision, soit 0,06mm. Pour l'instant... je ne peut rien vous montrer (les pièces qui composent le scanner sont commandés mais pas livrés)... et sans le Scanner, il n'y a pas grand chose à voir sur les logiciels.
 1 point
1 point -
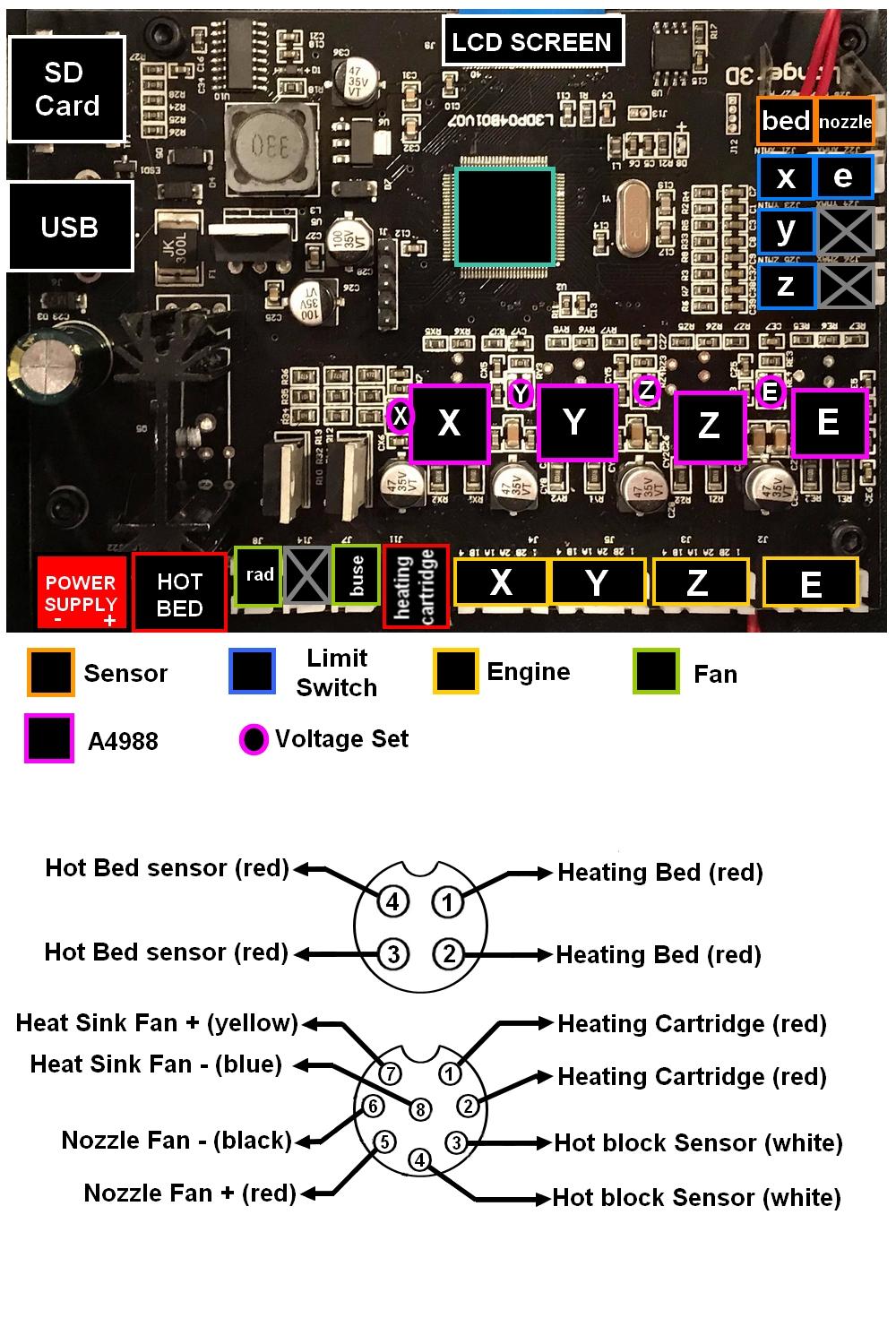
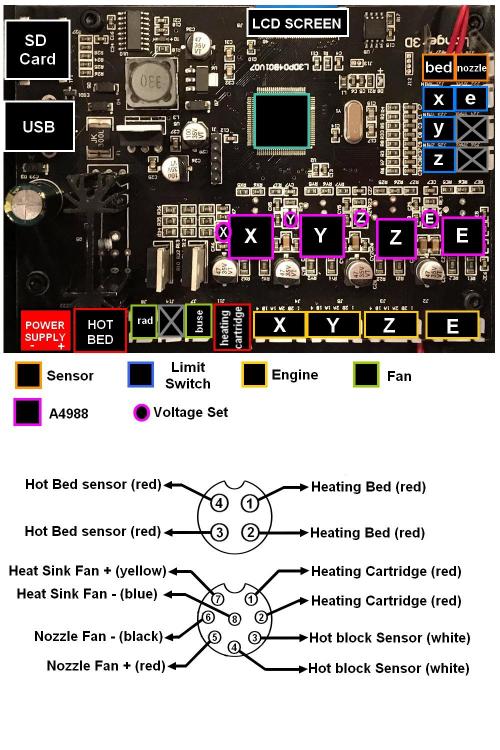
Problème finalement résolu après de longues recherches sur la machine. Il s'avère qu'un des fils de la cartouche chauffante était légèrement endommagé (au milieu du câble je sais pas comment c'est arrivé) du coup quand la tête se déplaçait, parfois ça faisait contact et d'autre fois non. Et il s'avère que le contact se faisait le mieux quand la tête était à la position zéro de l'axe X... d'où la reprise de chauffe lors d'une pause sur l'impression. Du coup histoire d'aider les futures personnes ayant un éventuel problème de type "Abnormal head/bed temperature" je vais résumer ce que j'ai appris de cette expérience ainsi que les tests que j'ai dû effectués. Le diagnostic sera le même pour la tête comme pour le bed donc je ne détaillerais les étapes qu'une fois pour les deux. Bien entendu, je n'ai pas la prétention d'avoir LA solution de diagnostic idéal et je compte donc sur l'espace de ce topic pour que vous m'apportiez les corrections nécessaires. Ces messages d'alerte peuvent apparaître dans deux cas principaux, soit de façon permanente (dès qu'on allume la machine, ou alors quand il reste après être apparu); soit pendant une impression quand la température que la machine reçoit devient trop incohérente avec la température attendue (pour ma part, le message est apparu quand la température de la buse est descendu à ~110°C). Dans le premier cas, le test de la thermistance est à prioriser, dans le second, celui de la résistance de chauffe. Donc en cas de message de type "Abnormal head/bed temperature" accompagné d'un logo "Hot" ou "Cold" correspondant à l'image du composant concerné (bed ou buse), voici les éléments qu'il faut vérifier : (l'ordre des tests dépend de la façon dont le problème apparaît et il n'est pas nécessaire de respecter cet ordre, en revanche, lisez tout car dans la dernière partie je reprends beaucoup de choses déjà faites dans la partie précédente) - Vérifier tout les branchements, en particulier les deux connecteurs ronds (4 broches pour le bed, 8 broches pour la tête d'impression) ainsi que l'état des fils, il peut être nécessaire pour cela de défaire les gaines noires qui entourent les fils. - Si vous le sentez, vous pouvez vérifier les branchements dans le boitier de contrôle en vous référant au schéma que je joint au post Portez votre attention sur les connecteurs HOT BED et sensor bed pour le bed, heating cartridge et sensor nozzle pour la tête d'impression. - Vérifier la résistance de la cartouche chauffante ou de la résistance chauffante du bed selon votre cas : Pour cela, imprimante éteinte et/ou débranchée, prenez un ohmmètre ou un multimètre en mode ohmmètre, calibré sur 200 ohms, débranchez le connecteur rond correspondant et placez vos cordons sur les pins 1 et 2 du connecteur rond 8 broches pour la cartouche de la tête d'impression, et sur les pins 1 et 2 du connecteur rond 4 broches pour la résistance chauffante du bed. Dans les deux cas, la mesure est à faire coté câble et non coté boitier bien sur. Le résultat NE DOIT PAS être 0 ou infini (souvent marqué par un 1 seul sur l'écran du multimètre). Pour la cartouche, la mienne est a 15 ohms et pour l'instant elle fonctionne comme ça, pour le bed, je ne peux pas prendre la mesure actuellement car ma machine est en impression. (valeur à venir) Dans les deux mauvais cas (infini ou 0) il convient de refaire le même test mais sans passer par le câble reliant la résistance au boitier. Pour le bed, dessoudez les fils soudés sur ce dernier, pour la cartouche dessoudez les deux fils rouge (les plus gros du lot) au niveau de la tête d'impression (vous pouvez voir une gaine thermorétractable à environ dix cm de fils en partant de la tête d'impression). Si le résultat est à nouveau infini ou 0, la résistance est morte, dans le cas du bed, comme de la cartouche chauffante de la tête d'impression, un remplacement s'impose. En revanche si le résultat est différent de 0 ou de l'infini, on peut supposer pour le moment que la résistance testée est fonctionnel, il conviendra donc de tester la continuité des fils reliant la résistance au boitier de commande, je ne vais pas détailler ici il suffit de chercher sur google "tester la continuer d'un fil" - Vérifier la thermistance du bed ou de la tête d'impression selon votre cas : La manipulation est rigoureusement la même sauf qu'il faudra faire la mesure sur les pins 3 et 4 du connecteur rond 4 broches pour le bed et 3 et 4 du connecteur rond 8 broches pour la tête d'impression et votre ohmmètre réglé sur la position 200k. Dans tout les cas, la résistance ne doit pas être infini, si c'est le cas, essayez de passer sur le calibrage supérieur de votre multimètre (2M). A froid la résistance ne doit pas non plus être de 0, la thermistance devenant moins résistante a chaud, si on la chauffe suffisamment elle descend à 0. Pour mon exemple, la thermistance de ma buse est de 150 kohms à froid environs, est elle descend à 0 si je la chauffe avec un briquet (test intéressant à faire au passage pour vérifier son bon fonctionnement, en revanche je déconseille l'utilisation du briquet, un verre d'eau bouillante sera suffisant pour voir si la valeur diminue quand on chauffe la thermistance) Si vos résultats semblent incohérents par rapport à mes explications précédentes, idem que pour les résistance chauffante, il faut refaire le même test sans passer par le long câble qui relit la thermistance au boitier de contrôle. Pour le bed, la thermistance est fixée sous le bed à l'aide de ruban adhésif jaune/orange, pour la tête d'impression, ce sont les deux fils blancs. Si les résultats sont bon de cette façon, cherchez le problème au niveau du câble, sinon, remplacez la thermistance. - Dans le cas où tout les résultats que vous avez obtenus sont bons, il faudra peut-être envisager que la carte mère puisse être en cause. Je n'ai pas les compétences pour vous aider a diagnostiquer cela. Cela dit, n'oubliez pas que votre machine est garantie au moins 1 an et que donc, le vendeur peut vous proposez un échange de carte mère ou un remboursement partiel de la machine. Voilà j'attends vos retours impatiemment.
 1 point
1 point -
bonjour, j'ai une question con, en tout cas, je me retrouve un peu bête... j'ai commandé un clone extrudeur bmg https://www.amazon.fr/Extrudeur-Trianglelab-Extruder-Creality-Ender-3/dp/B07P6W585V/ref=sr_1_4?__mk_fr_FR=ÅMÅŽÕÑ&keywords=bmg&qid=1571305478&sr=8-4 bon aucune doc dans la boite, mais c'est 3 vis alors... je l'install, (j'ai pas encore changer les données dans marlin, pour l'instant c'est imprimante éteinte), je met bien la "tête" comme ils disent (visse de serrage en haut), et je passe un fil pour voir, et là, je comprend pas, il se débraye pas ????? j'ai beau ouvrir l'espèce de trappe, je ne peut envoyer le filament en poussant, faut que j'utilise la roue blanche, ce qui est fastidieu...c'est normal ???? çà veux dire que je devrais passer par mon octoprint ou par l'ecran de l'imprimante pour charger le filament ?... je veux juste être certains qu'il s'agit pas d'un problème de la pièce ou d'un truc que j'ai oublié.. merci0 points