Classement



Contenu populaire
Contenu avec la plus haute réputation dans 12/03/2021 Dans tous les contenus
-
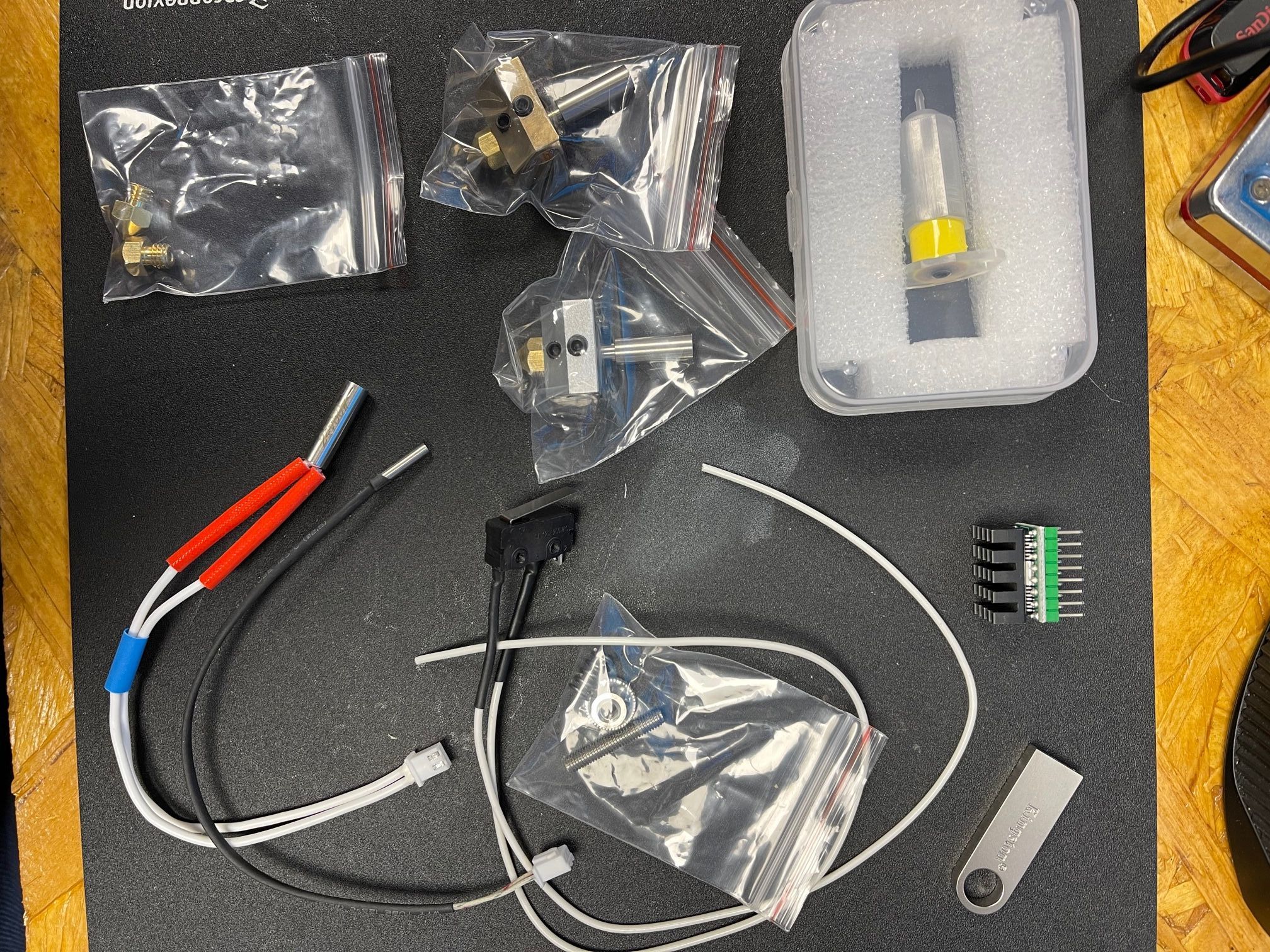
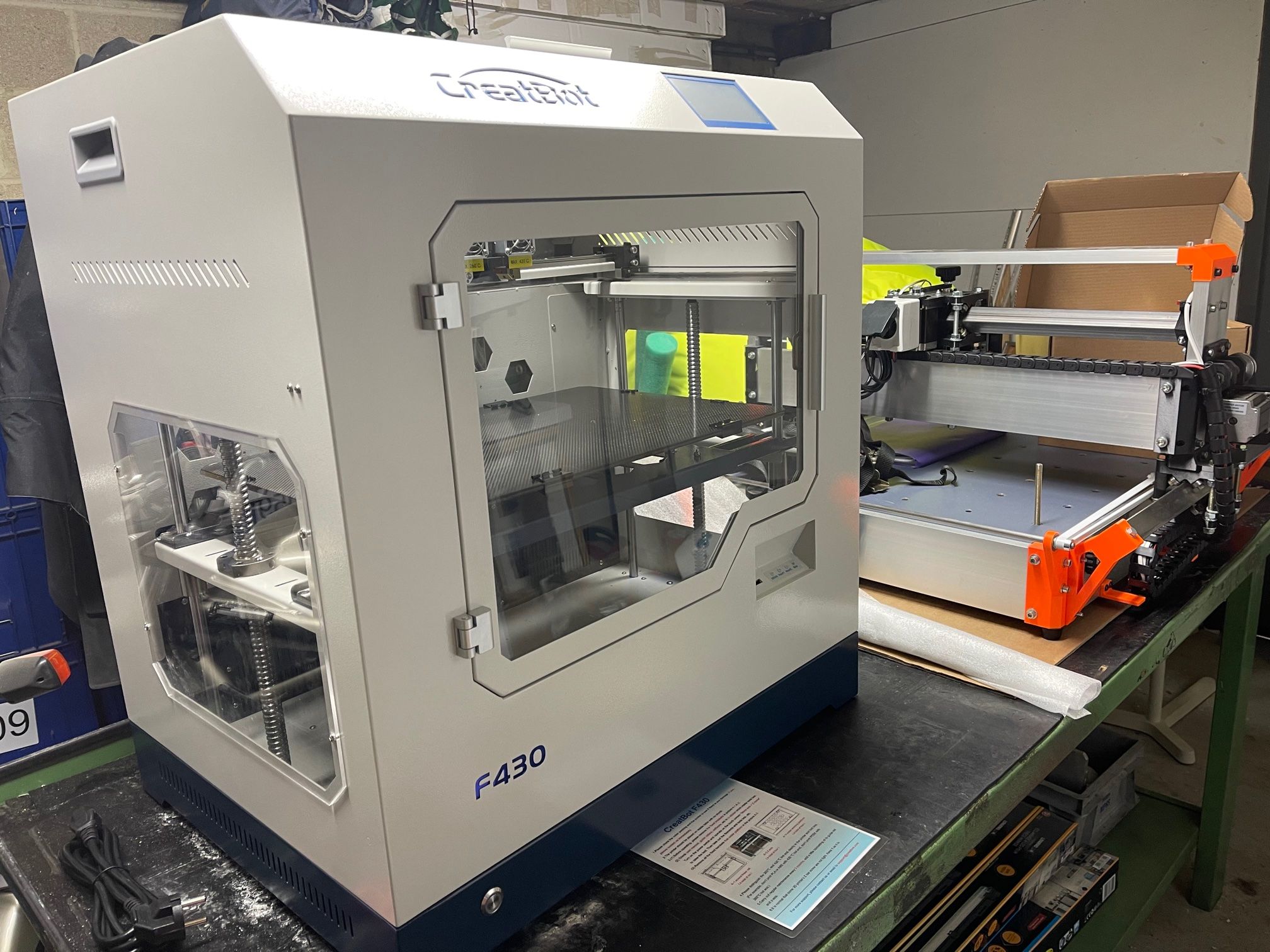
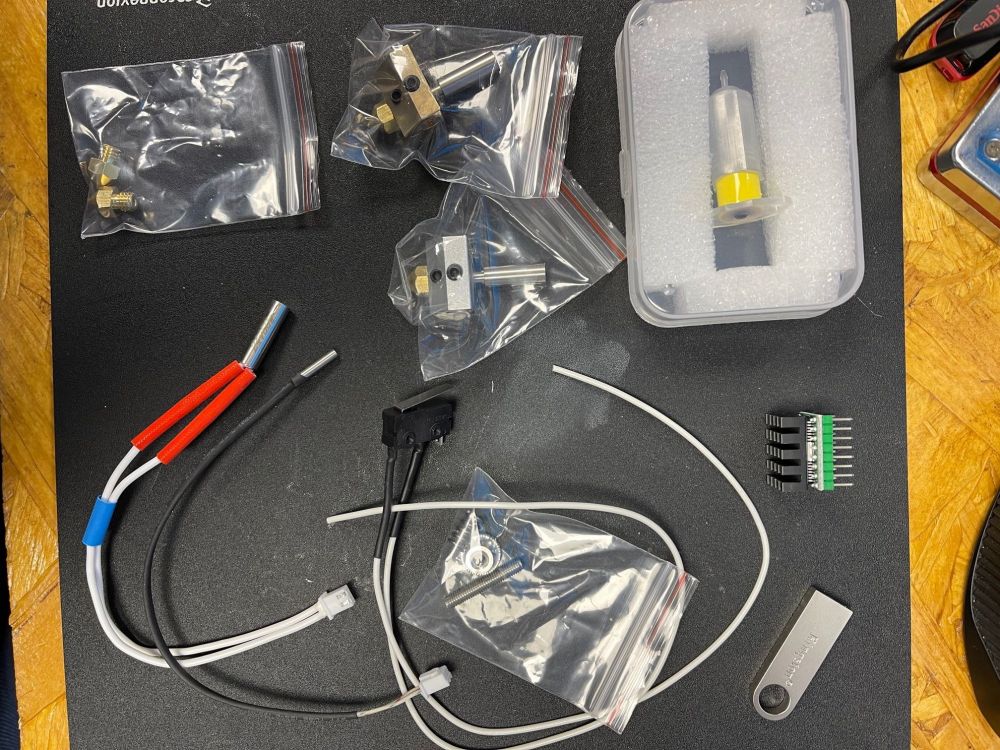
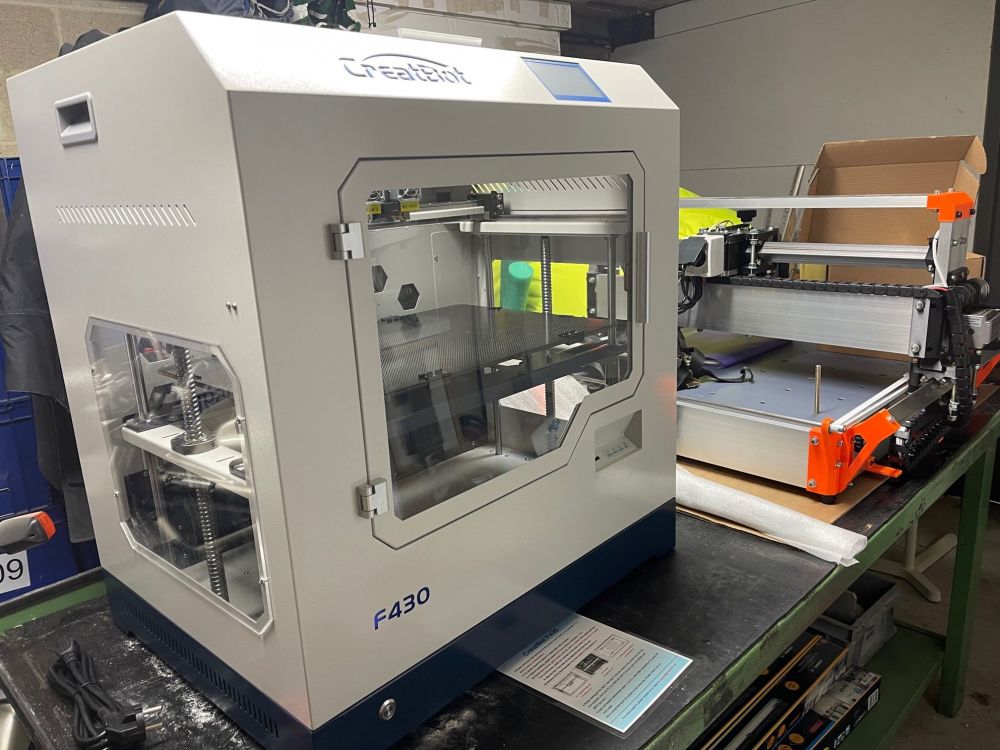
J'ai reçu cette machine ce midi et voici mes premières impressions (ressentis) La machine est super bien emballée boite en bois avec les angles métalliques type transport avion. L'intérieur est doublé en mousse PE. Il n'y a que les vitres en plexi à monter sur la machine et il faut retirer les nombreux bloqueurs d'axes vissés (18 pièces imprimées) L'aspect extérieur de la machine est assez vieillot, entièrement en tôles peintes en gris clair et le socle en gris foncé (pas trop sexy la bestiole) Le plateau vitrocéramique qui fait sérieux, le guidage est assuré par quatre axes de Ø12 avec deux vis à billes de Ø16. Les déplacements de la double tête sont assurés par des rails à circulation de bille de 15 c'est propre. La face avant et le dessus sont ouvrants, les cotés sont vitrés mais fixes. Les bobines sont dans des logements à l'intérieur de la machine, mais à l'arrière. Alors ça c'est franchement pas génial surtout pour aller enfiler le fil dans la gaine en aveugle. Donc impossible de la mettre contre un mur, perte de place. Il n'y a aucune isolation thermique de la caisse en tôle donc grosse perte de chaleur pour maintenir 70° et l'été il ne doit pas faite bon de bricoler à coté lorsqu'elle tourne. Je vais doubler l’intérieur par des mousses avec écran thermique. Une chose surprenante, les pièces détachées fournies avec la bécane: Un BLTouch, Une tête haute température avec sa buse, une tête température normale avec sa buse, deux buses supplémentaires, une résistance haute température un thermocouple, une vis de réglage de plateau avec l'écrou et le ressort, un détecteur de fin de course, une platine électronique (ça ressemble à un driver) une clé USB Kingston (donc fiable). Au prix des pièces détachées Creatbot vendues en Europe c'est environ 200€. Pour conclure, cette bécane est assez austère, c'est un produit professionnel pour bosser et c'est tout (ça tombe bien, je ne lui en demande pas plus). Je ne pense pas avoir le temps de la mettre sous tension ce week-end, on verra la semaine prochaine.
 2 points
2 points -
Peut-être quelque chose que tu ne fais pas correctement. As-tu testé ton extrudeur avec le test des 120mm ? en le faisant au moins 2 fois pour controlé que c'est constant ? Es-tu sur de bien faire la Titi's procédure ? que tu n'as pas un bouchage ? quand tu as démonté la buse c'était propre ou y'avait du PLA dans la tête ou sur le filetage de la buse ?2 points
-
Bonjour ! Bienvenue sur le forum ! Ok ! L'erreur du débutant ! Ce n'est pas un bug ! Comme l'on indiqué @Jonathan06 et @nico378 tu as juste sauté l'étape "incontournable" du "Nivellement" ou appeler aussi : Réglage du Z-offset. Donc je récapitule pour que tu comprenne : 1. Tu as monté ton imprimante > en pensant à vérifier que le tube soit bien enfoncé à fond dans la tête > Sinon, dit au bonjour au bouchon. 2. Tu règle le nivellement du plateau > En clair tu vas calibrer la hauteur de contact entre la buse et le plateau, pour ne pas imprimer dans les airs. 3. Tu insère la carte mémoire (autre que celle fournie avec) dans ton imprimante 4. Tu assiste au spectacle. ____________________________________________________________________________________________________________________________ Quelques rappels : 1. Ne pas imprimer avec la carte SD fourni avec ton imprimante ! Pourquoi ? Car la carte sd/micro SD fourni est de piètre qualité, voir de mauvaise qualité. Tes impressions en feront les frais, exemple : Chat décapité (Decapit Cat, etc...) 2. Faire un nivellement en prenant son temps. Répété l'opération plusieurs fois si la 1ère couche n'est pas idéale > rappel : Cela se règle avec finesse au 0.01mm près. 3. Ne pas chercher à imprimer trop vite ! Sinon bonjour les dégâts, exemple : Courroie qui saute, moteur qui s'emballe, etc... 4. Un Slicer bien paramétrés fera de ton imprimante, ta meilleure amie. Prendre le temps de vérifier que les paramètres du slicer soient correctement paramétrés font parti des indispensables à apprendre pour éviter les problèmes. ________________________________________________________________________________________________________________ Pour rappel : Tu trouveras des dizaines de vidéo de déballage pour te donner un exemple concret de ce tu dois faire, voici quelques exemples : Et le top : La chaîne Creality : https://www.youtube.com/c/Creality3D/ Tu y trouveras tout un tas de vidéo et tuto de montage, réglages, vérification et d'aide en tout genre...2 points
-
Bonjour à tous, je me présente, Franck , 52 ans habitant dans le 30. je possède une Wahnao D9/400 et une D12/230 filament Wahnao. ça fait 5mois que je me suis mis dans l'impression 3D ma motivation était sur un projet cosplay Star wars et depuis j ai attrapé le virus . merci à tous
 1 point
1 point -
Salut ! Pour ceux qui ne suivent pas trop l'actualité en ce moment : https://www.rtl.fr/actu/sciences-tech/incendie-d-ovh-quels-sont-les-sites-internet-impactes-7900006738 https://www.20minutes.fr/societe/2995411-20210310-strasbourg-nombreux-sites-internet-inaccessibles-apres-incendie-ovh Pourquoi je traite de ce sujet d'actualité ? OVHCLOUD est un hébergeur/data-center. C'est un hébergeur situé sur Strasbourg. De nombreux sites internet y sont hébergés. Des données de sites d'entreprises y sont stockés. Même l'état Français stockaient des données chez OVHCLOUD. Le Contenu de milliers de sites y est stocké... y compris le contenu de certains sites d'impression 3D. OVHCLOUD a "garanti" un "Plan d'Urgence". Malheureusement... beaucoup de contenus et de données seront irrémédiablement perdu. Donc... si vous avez une page "erreur 404" en tentant d'accéder à une page web à laquelle vous aviez accès avant... c'est normal ! Dites-vous que sur les 29000 serveurs présent sur le site... près de 7000 serveurs ont été détruit dans l'incendie. Voilà pour la minute actualité.
 1 point
1 point -
Un test très détaillé et bien imagé, merci pour tout ces détails Francis. Je trouve que c'est une superbe idée (au-delà du côté commercial), que Creality fasse tester par des imprimeurs avérés une future imprimante pour remonter d'éventuels défauts/améliorations. Cela montre qu'ils ont pleinement le souhait de prendre en compte les besoins des futurs clients, et ça c'est chouette.1 point
-
ok mais c'est à dire ? qu'est-ce que tu n'arrives pas a faire ? dévisser ? Postes des photos de ton heatbreak, si tu sais faire mets y des flèches montrant là ou tu bloques. Peux tu mettre à jour ton profil avec ton imprimante stp.1 point
-
Ah peux-tu préciser qu'elles ont été tes difficultés ?1 point
-
Ta carte mère qui est la même que la mienne ne peut recevoir toutes les fonctions disponibles alors des choix sont fait dans le firmware... Avant d'acquérir un bltouch il est bien de savoir ce que cela engendre @remibora ne le précise pas pensant certainement que tu comprendrai et logique quand on veut installer un bltouch c'est nécessaire mais il faut connecter ton imprimante à un PC et utiliser un logiciel comme pronterface et là tu pourras faire la procédure qu'il te donne Edit: il a été plus rapide que moi pour une fois1 point
-
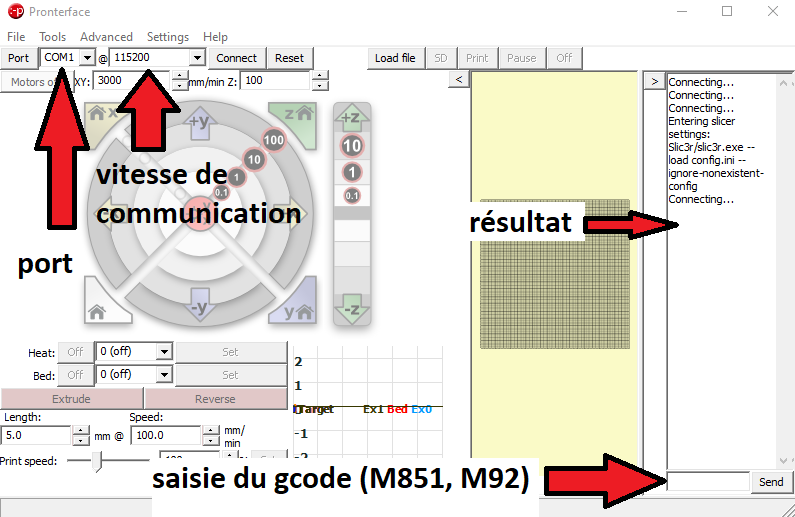
En complément: Pour envoyer et recevoir des informations entre l'ordinateur et l'imprimante, tu peux installer le logiciel Pronterface disponible ici. Voici une vue qui décrit rapidement le fonctionnement: tu choisis le port (autre que 1), la vitesse sera de 115200 et tu cliques sur le bouton Connect (juste à droite de la vitesse de communication) J'ai comparé ton fichier bltouch.txt avec le configuration.h de chez TH3D et il y a beaucoup de différences. Je te conseille de re-télécharger les sources (avec mon lien par exemple) et de reprendre les instructions de la vidéo.
 1 point
1 point -
Du coup, je repartirai sur un bon nettoyage de buse, tête d'impression en mettant bien tout en kit que tout soit bien bien nettoyé. Et je referai proprement la procédure de Titi, il faut bien respecté les étapes chacune est essentielle, parfois certains utilisateurs saute une étape et du coup cela ne fonctionne pas et fini par se recoucher. Bien faire attention que le PTFE soit coupé droit et net. comment l'as-tu fais ?1 point
-
ça peut effectivement, mais si c'était ta première impression et que tu n'avais pas nettoyé à l'alcool, ça peut aussi être ça. j'ai eu un mal fou à décoller ma première pièce, depuis j'attends un peu et quand ça commence à faire des petit claquements c'est que c'est bon ça va se décoller presque tout seul. (je n'ai jamais utilisé de spatule sur ce revêtement). Pour du PLA, je trouve ce type de plateau très "chouette" (désolé il fallait que je la fasse)1 point
-
Problème résolu J'ai démonté le capteur, et c'était la languette du capteur qui était partie. Donc remontage et c'est repartit. Merci des conseils1 point
-
Ce sont 70 piges.... un bricolou comprendra1 point
-
Un petit coup d'usinage et c'est réglé ! Tu es d'où ? Envoyé de mon VOG-L29 en utilisant Tapatalk1 point
-
Essayer, mais tester un peu avant quand même Quand il y a trois fils, il y a le vdd (+5V), la masse et l'état du capteur, il vaut mieux éviter de faire se rencontrer brutalement le vdd et la masse en général ça fait des étincelles. Donc bien repérer les fils d'abord et ensuite shunter les fils qui vont bien. Si c'est bien cablé : rouge = vdd, noir = gnd et la couleur qui reste = contact. Mais dans tous les cas il faut vérifier AVANT de shunter.1 point
-
salut il y a également celui là si besoin1 point
-
Tout simplement : https://www.simplify3d.com/support/print-quality-troubleshooting/curling-or-rough-corners/ Je déclare forfait ! J’espère que tu trouvera la solution et que tu la partagera ici ! Bonne continuation et merci pour se topic cela m'aura appris/fait réviser plein de choses.1 point
-
C'est toi qui vois si tu ne veux pas tester, si d'autres ont des conseils différents qu'ils se manifestent... Dis-toi également qu'il est aussi possible que tu écrases trop ta première couche. Mais je t'assure pour y avoir passé beaucoup de temps et avoir imprimé un nombre importants d'objets (j'ai une armée de bateau, de tours et autres à la maison) que les options secondaires que l'on active et utilises et n'aident en rien a améliorer l'impression en général c'est du cache misère. Après moultes réglages mécanique et éviter d'activer des options inutiles dans le slicer, mes impressions sont devenues nickelles de la première à la dernière couche A titre d'exemple tu mets une expansion de -0.35, comment en es-tu venu à cette valeur ? car sur le papier 105% de largeur sur 0.4 augmente théoriquement de 0.02mm la largeur de ligne et toi tu la corriges de -0.35 on le voit sur la 2eme couche que tes coins dégoulinent légèrement. Après ce n'est que mon avis et mes conseils, chacun en fait ce qu'il veut1 point
-
Je pense que tu as zappé une importante étape, celle du nivellement du plateau avec une feuille de papier Il y a de beau tuto dans ce forum que je t'invite à regarder avant de lancer une impression. Je vais essayer de te mettre un lien ci-dessous1 point
-
Deux possibilités: Soit le capteur est normalement ouvert quand le filament est présent, dans ce cas tu coupes le fils du capteur (ou tu le débranches c'est moins violent ) Soit le capteur est normalement fermé quand le filament est présent, dans ce cas tu pontes les deux fils du capteur. Le mieux est d'essayer.1 point
-
Salut ! Bienvenue sur le forum ! Je te recommande ce post, qui a traité du sujet : Ensuite... si mes souvenirs sont bons, Geeetech fait cette recommandation : Et là encore, si mes souvenirs sont bon, si tes moteurs chauffent "beaucoup", c'est signe qu'ils "forcent", car "sous-alimenté". Donc je te conseille de monter à 0.8V Mais... là encore, si mes souvenirs sont bons, ne pas atteindre et dépasser les 0.85V, car la carte n'apprécierait pas du tout. Ensuite... il faut modifier le Marlin en indiquant que ceux sont des drivers TMC2208.1 point
-
5mm c'est bien pas besoin d'y toucher. Ce que je te conseil c'est surtout de faire le niveau buse plateau avec les molettes qui sont dessous ton bed. Pour cela, il te suffit de déplacer la buse manuellement en X, Y et pour le Z la première fois tu descends en tournant la tige filetée pour être le plus proche possible du plateau (en disable motors) aux 4 coins + centre avec une feuille papier. Et tu refais le tour a chaque fois que tu touches une molette. Une fois cela fait, là tu lances la procédure du bltouch pour le mesh puis ensuite tu fais ton réglage du Z-offset avec une ticket de CB. Et tout ça se fait a chaud d'impression buse + bed.1 point
-
Malheureusement le montage que je ferai ne sera sûrement pas compatible comme ce sera pour ma futur Ender 3 avec SKR Mini E3, le choix des composants du filtre passe bas se fait en fonction de la fréquence du signal PWM en sortie de carte mère. - Pour la première question : ce serait un module avec une entrée PWM et sortie filtrée (tension continue 0 à 12v en fonction du %PWM), c'est donc prévu pour un ventilateur 12v de buse hotend. Il est aussi possible de faire 0 à 24v sans zener qui fixe la tension sur l'étage d'entrée. - Pour la deuxième question : je n'ai pas vraiment suivi le fil de la discussion. Mais ne pas mettre un ventilateur 12v à la place d'un 24v, au bout d'un certain temps de fonctionnement le vernis des bobines va s'échauffer et brûler.1 point
-
Je pensais que c'était une hypercube coreXY que tu voulais créer.1 point
-
Je ne me permettrais pas, mais d'un autre côté si il est gaucher ça ira beaucoup pus vite1 point
-
Oui, c'est possible (voir avec Hassan Céhef de «Les Nuls» ) configuration.h1 point
-
Tu peux modifier la phrase de Napoléon : Un bon croquis ou une bonne photo valent mieux qu’un long discours.1 point
-
Bon ben c'est bien @divers, j'ai hâte de voir tes premières impression en PEEK et ULTEM, mais ...
 1 point
1 point -
Salut @nico46, Est-ce que tu pourrais donner la valeur de M220, c'est le pourcentage pour réduire la "dynamique" de la machine (ça correspond au menu dont je te parlais). Normalement, elle est à 100, il ne faudrait pas que tu l'aies réduite par inadvertance .1 point
-
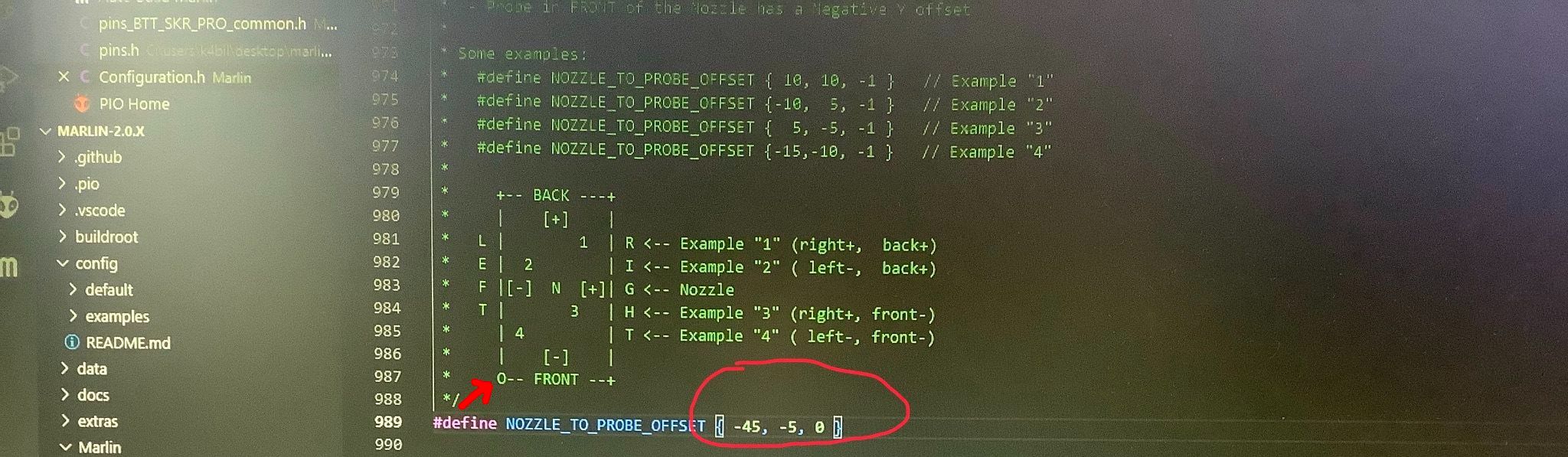
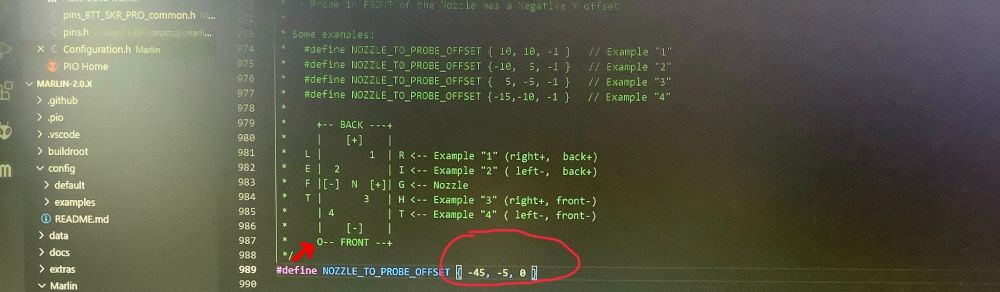
Ce n'est qu'une histoire de convention. Si tu préfères avoir le X vertical et le Y horizontal, ça te regarde, mais tu va avoir du mal à te faire comprendre. C'est comme si tout le monde utilisait des millimètres et toi des pouces. Là c'est pareil, tu parle en pouces au Marlin qui comprend des millimètres (analogie). Ton point est correctement placé par rapport à la disposition conventionnel, si tu tourne ton post-it, tu as exactement une imprimante normale vue de face. Là où ça ne va pas, ce sont tes 1-2-3-4, qui sont décalés d'un quart de tour par rapport à ça. Le 1 devrait être sur le point d'origine, et ainsi de suite dans le sens anti-horaire. Un conseil, aligne toi sur la convention standard, ça t'évitera de t'emmêler les pinceaux. EDIT: cf le point d'origine sur la documentation de Marlin pointé par la flèche :
 1 point
1 point -
Salut @gaetan11560, Je ne pense pas que tu aies un problème électrique. Comme tu arrives à flasher le firmware, voici une version compilée avec les dernières sources stables de Marlin (V2.0.7.2). Pour mémoire, avant de flasher le firmware, tu notes les valeurs de l'eeprom avec M503. Après avoir flashé le firmware, tu envoies M502 (reset "usine") suivi d'un M500 (enregistrement de l'eeprom) et un M501 (applique les valeurs de l'eeprom à la SRAM) ou via les menus de la machine. Ensuite tu mets à jour les valeurs des paramètres machine (M92 = pas/mm des moteur,...) voir ce tuto. Parmi les fonctionnalités ajoutées, tu as le réglage du PID du lit. Tu peux suivre ces instructions: Pour la buse: M303 E0 S210 C8 en retour, tu devrais avoir quelque chose comme ça (les valeurs seront différentes): RECU: p:17.22 i:1.00 d:74.22 tu n'as plus qu'à envoyer la commande avec tes propres valeurs (le copié/collé fonctionne): tete: M301 P17.22 I1.00 D74.22 Pour le plateau chauffant (à 70°C): M303 E-1 S70 C8 si la température n'est pas atteignable (message d'erreur), tu peux réduire à 60°C: M303 E-1 S60 C8 en retour: RECU: p:841.68 i:152.12 d:1164.25 tu envoies la commande avec tes propres valeurs: M304 P841.68 I152.12 D1164.25 Tu sauvegardes et tu lis les valeurs de l'eeprom: M500 M501 Si ce n'est déjà fait, pour améliorer la chauffe de ton lit, je te conseille d'ajouter un isolant sous celui-ci. De même pour le bloc de chauffe de la buse (à voir en fonction de ton modèle) Tu as également la possibilité de régler la hauteur de buse lors de l'impression de la couche initiale, comme ici. Pour cela, tu double-cliques sur le bouton (potentiomètre du pupitre) et tu modifies l'altitude. firmware.hex1 point
-
Go klipper [emoji38] Envoyé de mon IN2023 en utilisant Tapatalk1 point
-
1 point
-
je pense avoir trouvé : //#define REVERSE_ENCODER_DIRECTION1 point
-
Alors effectivement si tu imprimes le PLA penses a diminuer la température du plateau car 90° c'est chaud Sinon décoches 'Rétracter au changement de couche', 'rétracter avant la paroi externe'. Ton expansion verticale -0.35, je la trouve très élevée. Pourquoi avoir touché aux paramètres largeur de retrait couche extérieure + toutes celles en dessous niveau du remplissage ? moi je suis a 0 partout ici. Ensuite la dernière chose sera de forcer les accélérations et saccades sur des valeurs spécifiques a ton imprimante.1 point
-
As-tu trouvé des similitudes dans tes pannes, exemple: toujours au bout de 6 heures ou arrivé à 12 cm de haut1 point
-
Salut @Yougoww Outage recovery : reprise après panne de courant. Les causes possibles : * Coupure de courant * Microcoupures + alim est à pleine charge ou un peu fatiguée ou les deux * Alim en fin de vie qui coupe quand elle chauffe * Faux contact quelque part dans la bête * le chat qui joue avec le câble d'alim * le chien qui le mordille (le câble pas le chat) * le rat qui le mordille (le câble aussi) * le chat qui veut chopper le rat qui mordille le fil ... tu peux essayer de mettre un onduleur 600 VA mini si tu as une alim de 360watts et pas de plateau chauffant en 220, ça éliminera les (petites) coupures et les microcoupures1 point
-
@EpyBien faire attention : utiliser un ventilateur avec un voltage et ampérage adapté ! Ne pas oublier : Il ne faut pas dépasser l'ampérage maximum que la carte peu délivrer sur se connecteur. Sinon forcement il y a un risque de griller des composant de la carte. Bonne continuation !1 point
-
T'inquiète, je viens de modifier les température juste pour les test. l'ABS je l'imprime a 220°C et 90° pas de ventilation, sauf certains cas très technique avec du port-a-faux. le PLA : 190°C et 60° au bed avec ventilation 100% dès la 2ème couche La wanhao est connu pour ca. J'imprime 10°moins qu'avec la ULTIMAKER 2+ que j'ai au taf avec le même filament.1 point
-
aller support à gauche si besoin :
 1 point
1 point -
Salutation @MrMister789 En fait, je pense qu'il faut ne pas couper l’alimentation du Rpi, le connecté au démmarge de l'imprimante et ne jamais le déconnecter ... ! non ? Chez moi aussi, sur une connexion via l'USB a l'imprimante 3D, cela "reset" mon imprimante 3D. (que se soit un octopi ou une application de tranchage et contrôle comme Repetier Host ou Cura) ... Je ne me suis même pas poser la question a savoir si cela était normal ou non ... j'ai bêtement intégré : ouvrire une connexion USB implique qu'il y a "reset" ... on y échappe pas ... (Mais j'aimerais me tromper ! ) Espérant que quelqu’un donne une autre réponses Bonne continuation !1 point
-
J'espère simplement que Creality aura «corrigé» le tir avant le passage en production. Mais j'ai un peu de doute quant au processus qualité. Avec ces courroies / tapis-roulant, celles-ci doivent pouvoir glisser sur le plateau chauffant, il faut donc que celui-ci soit vraiment plan sinon l'air chauffé formera une bulle et la surface de la courroie n'étant plus parallèle au plateau créera de grands risques de décollement des pièces (ce qui m'est arrivé plusieurs fois avant ma «réparation / bidouille») . EDIT: Apparemment, quelques participants américains aux Kickstarter commenceraient déjà à recevoir leur machine. On verra bien s'ils rencontrent mes problèmes, si oui je les renverrai vers ici (ils n'auront qu'à utiliser un traducteur en ligne anglais => français ).1 point
-
Hello c'est top tu peux expliquer comment tu as fais?1 point
-
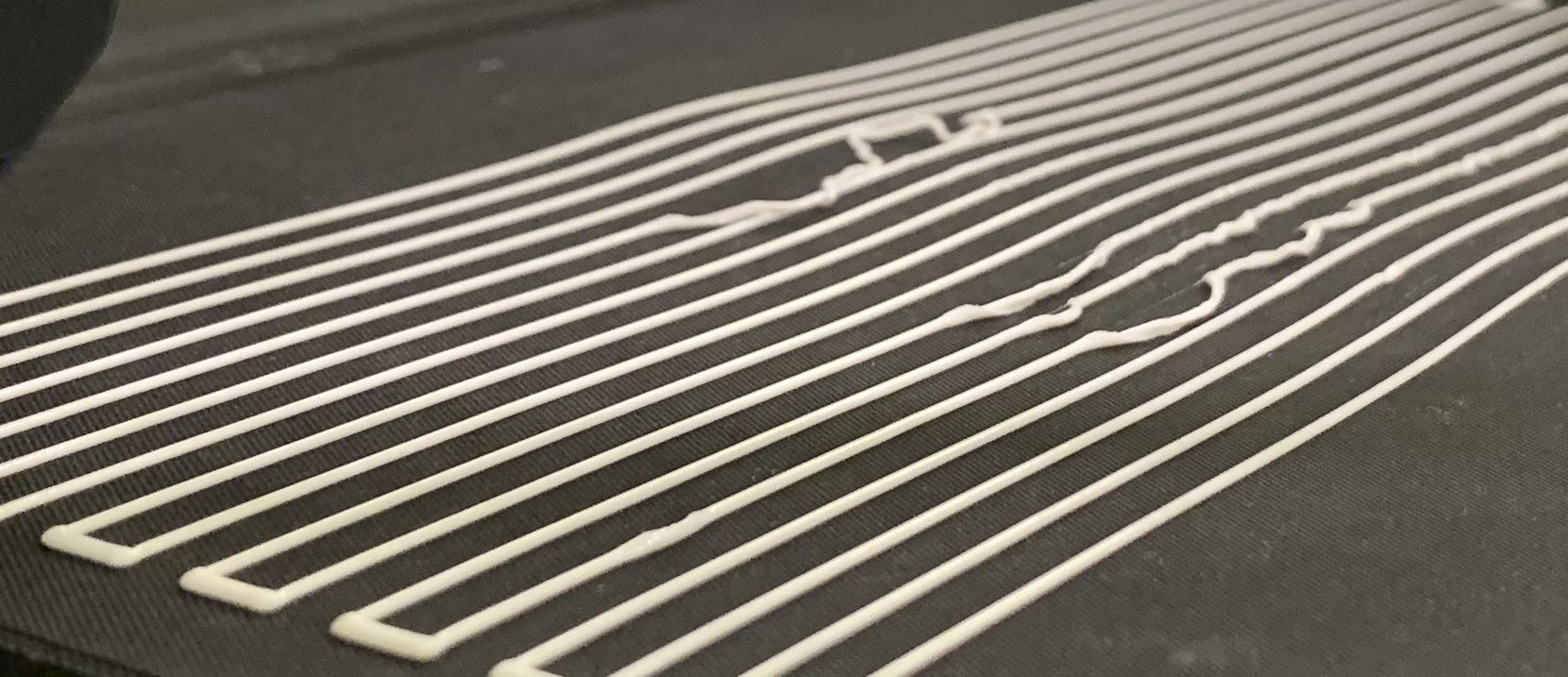
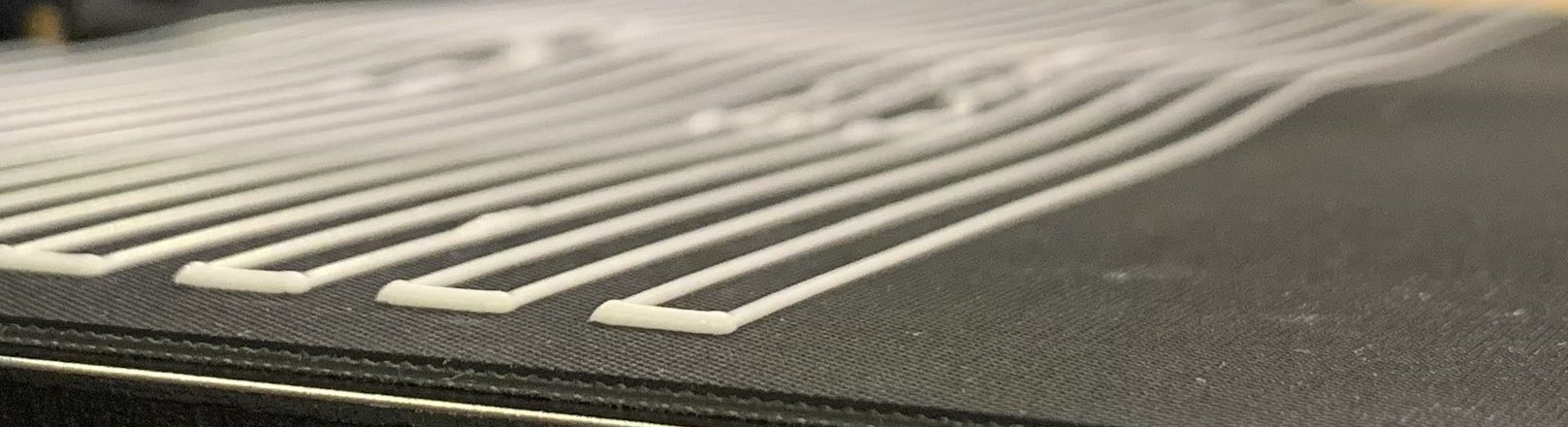
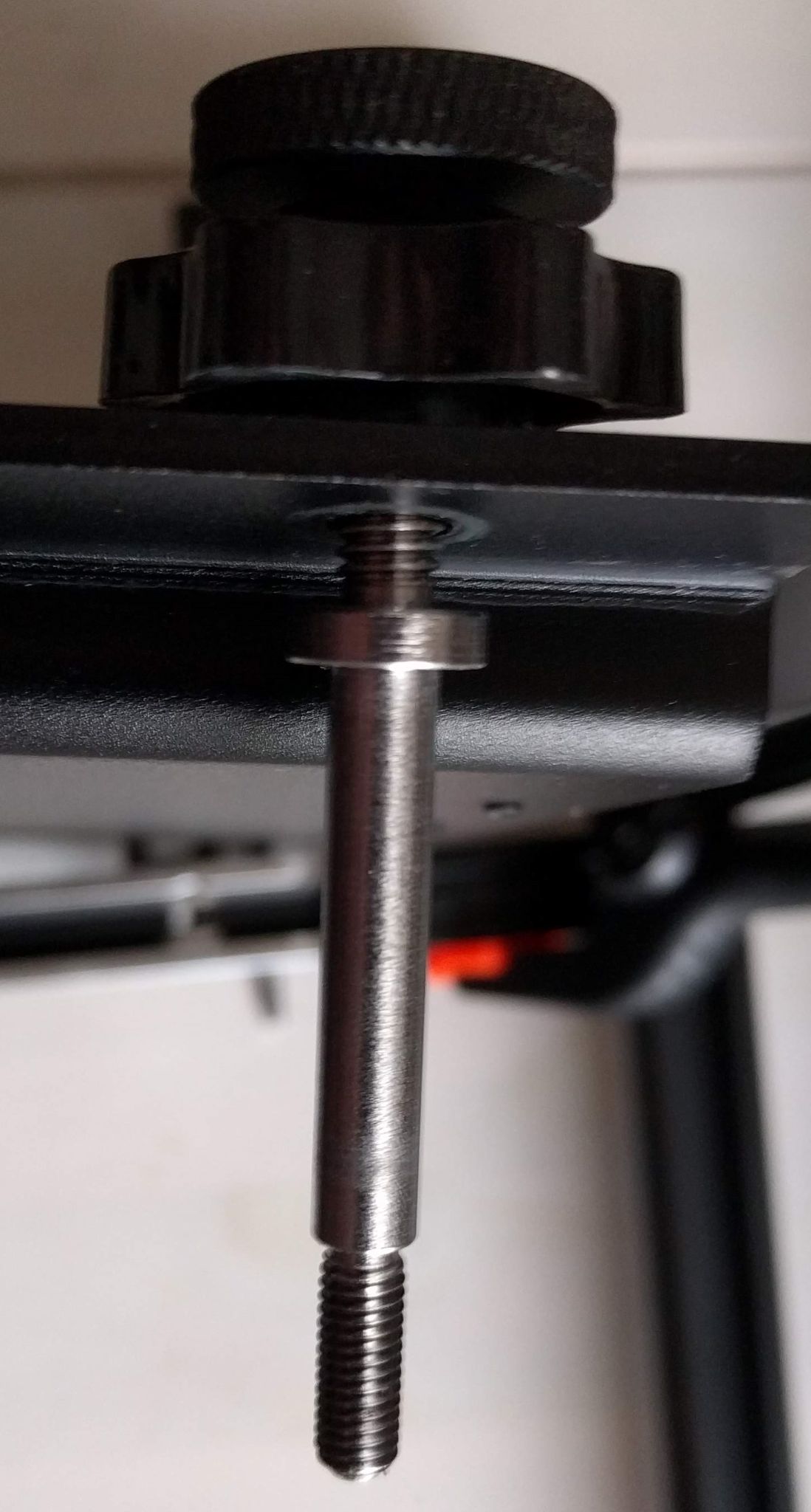
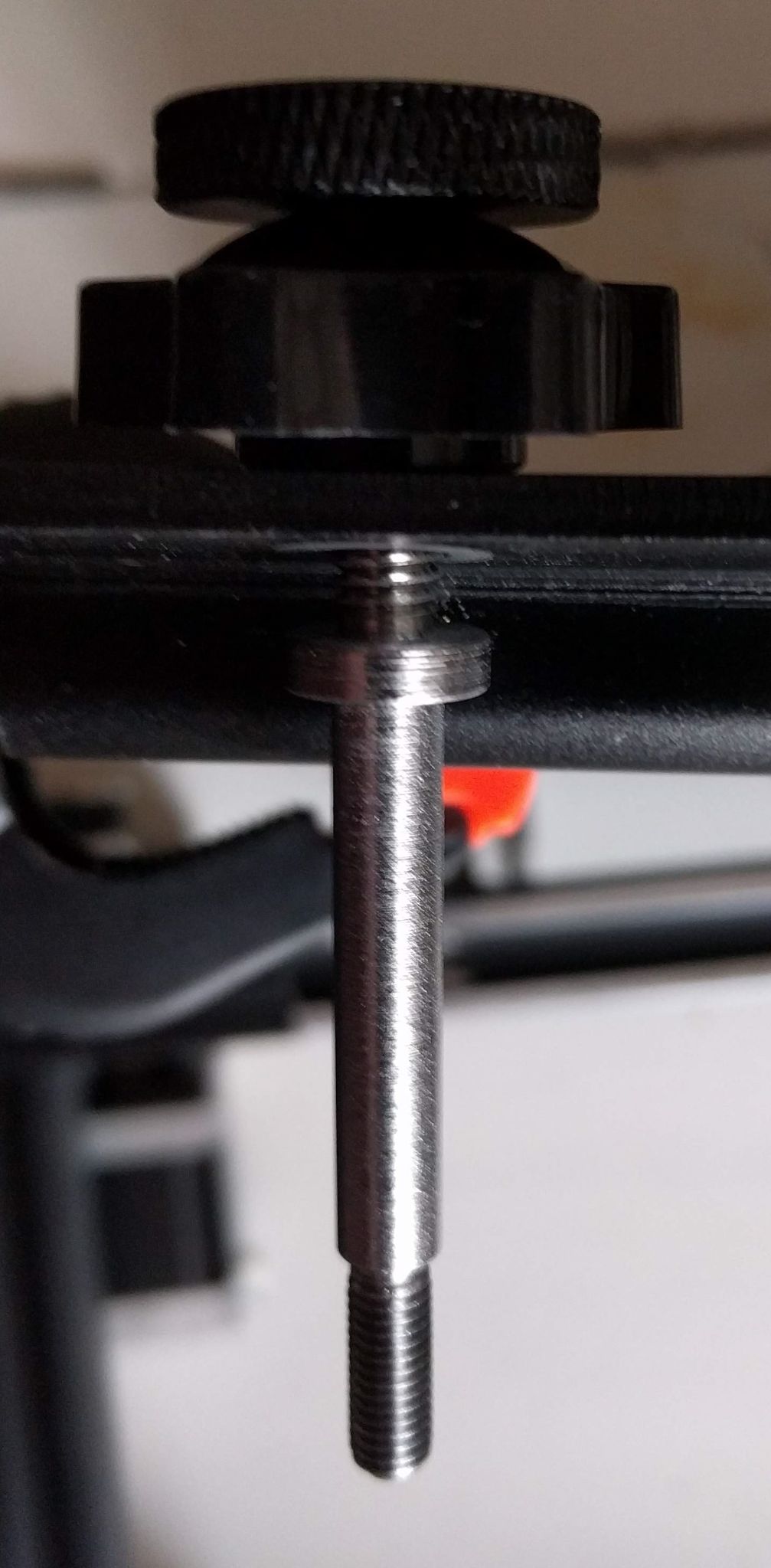
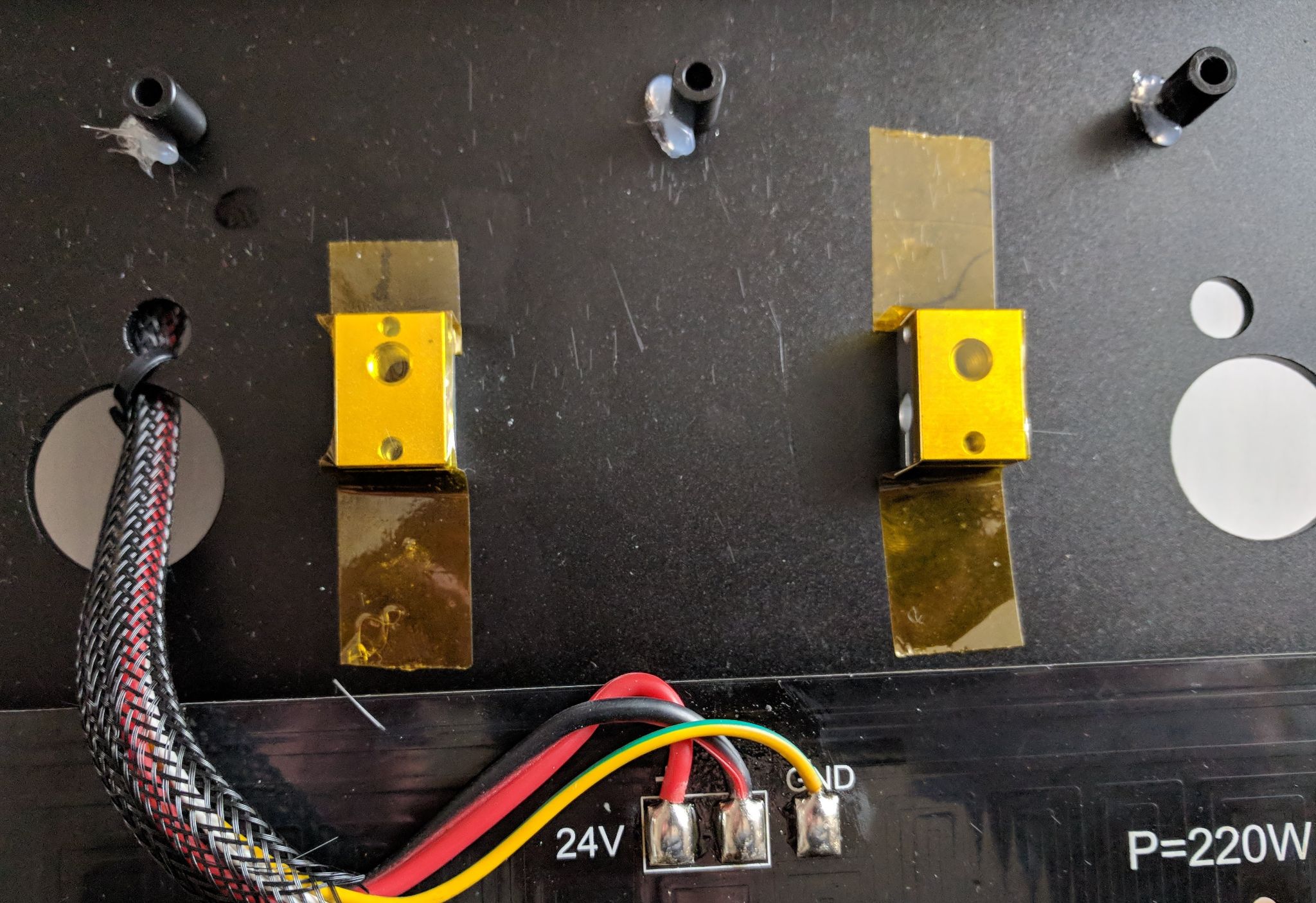
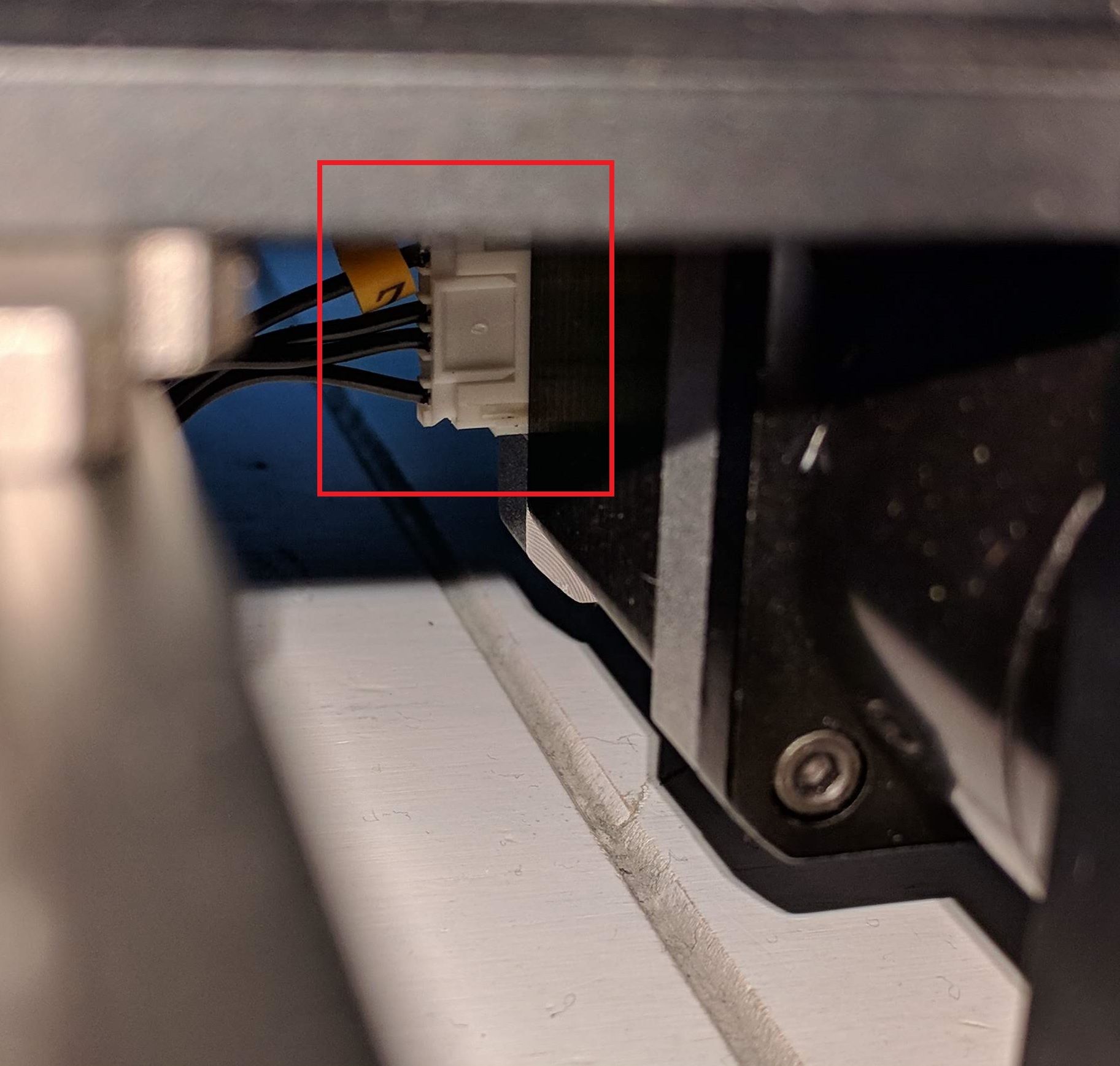
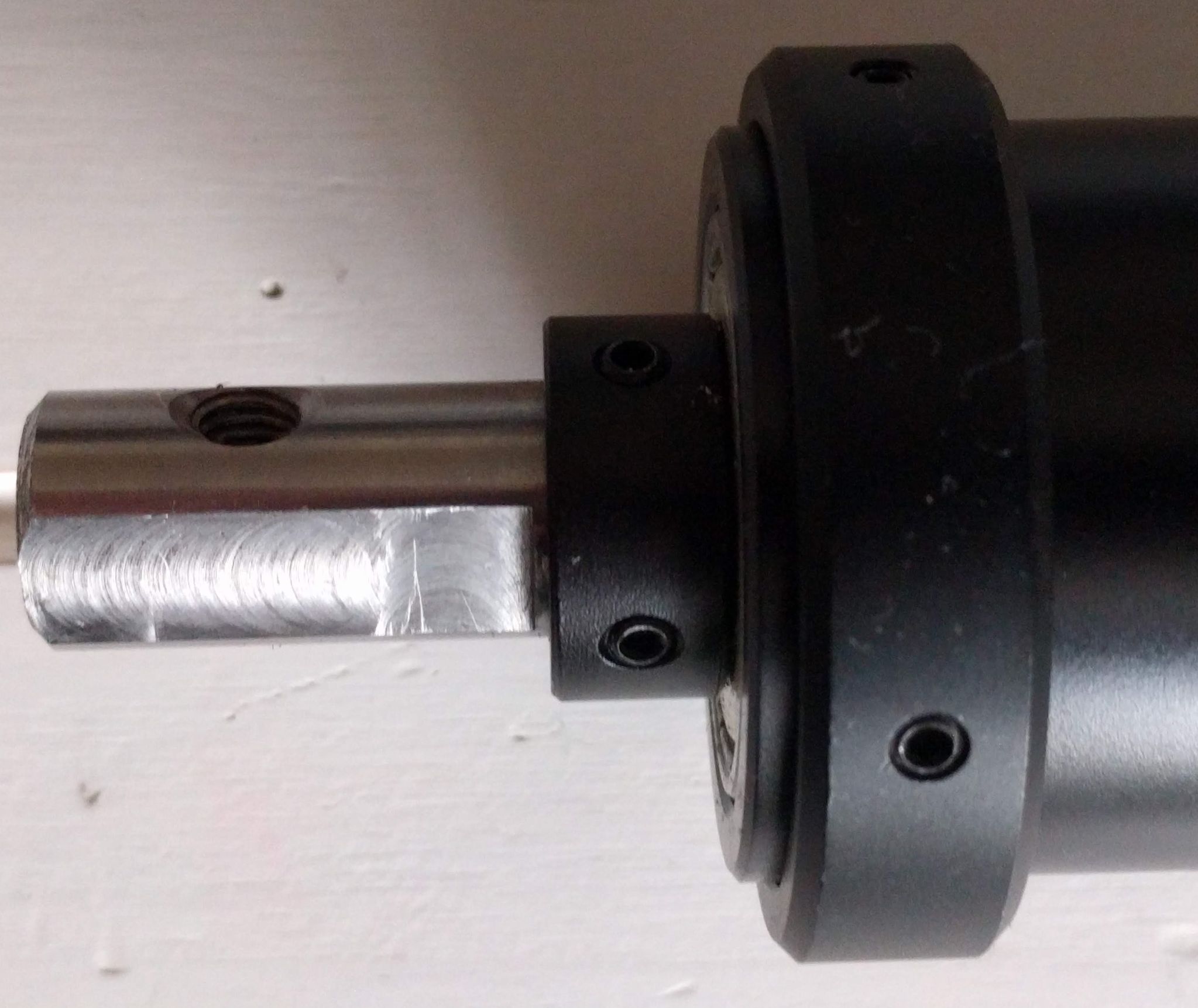
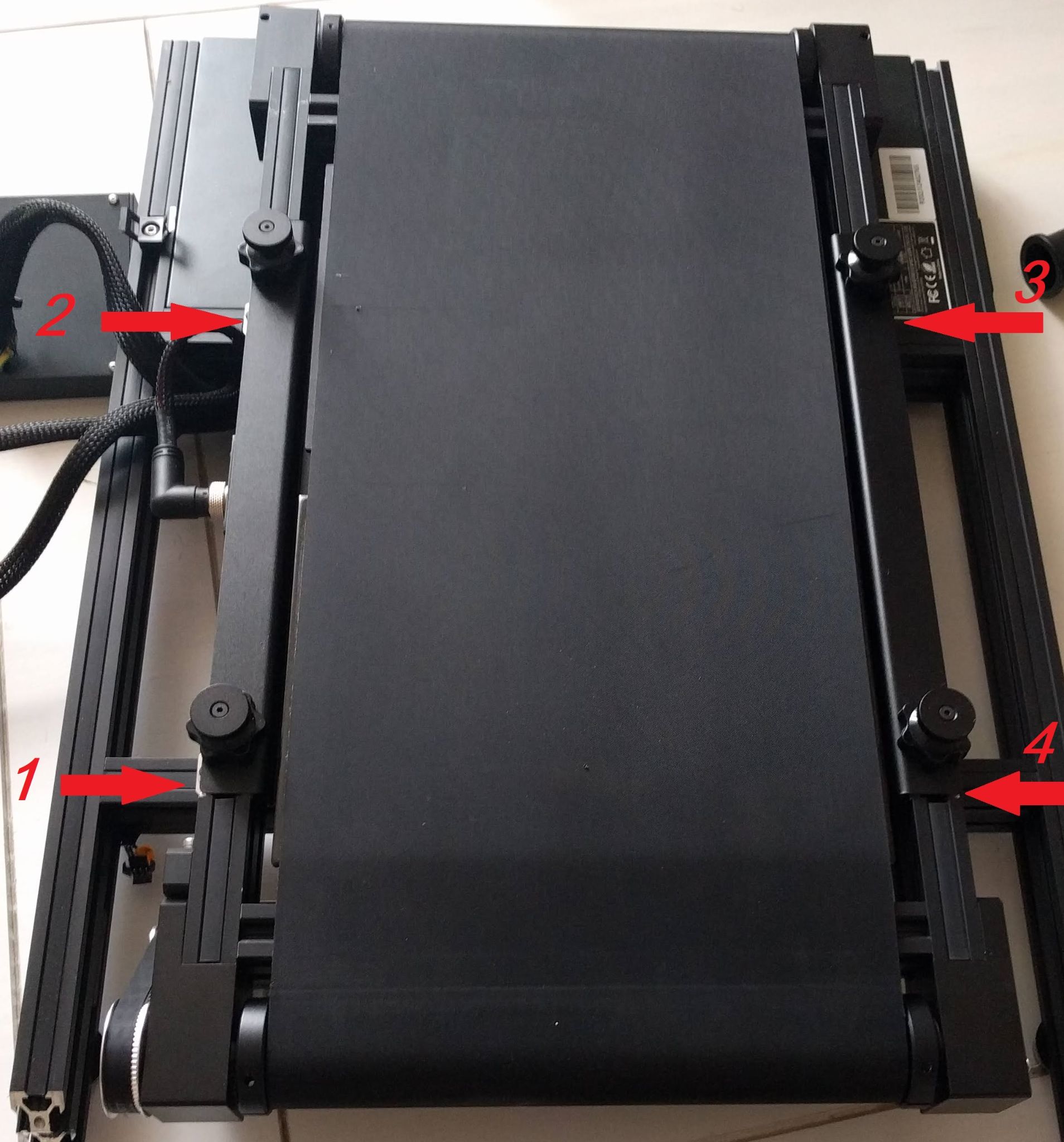
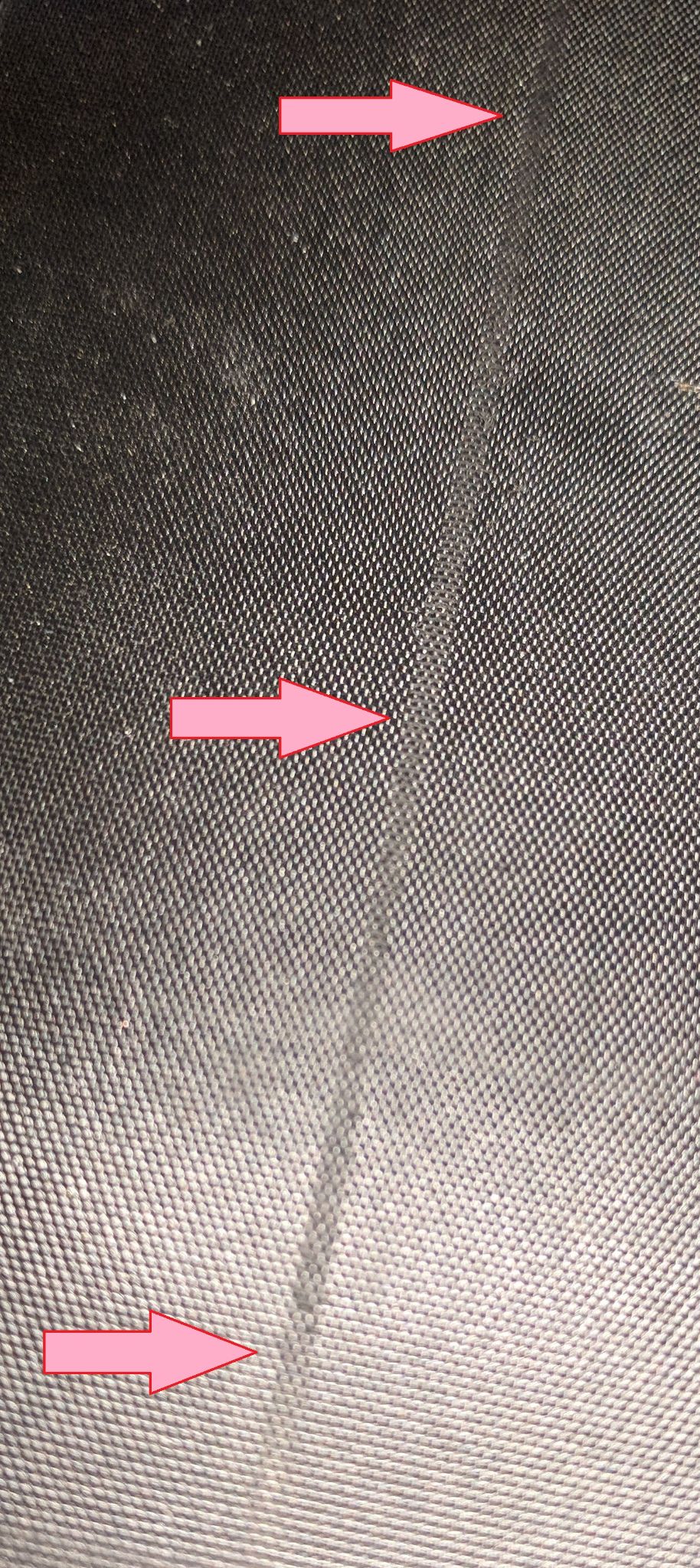
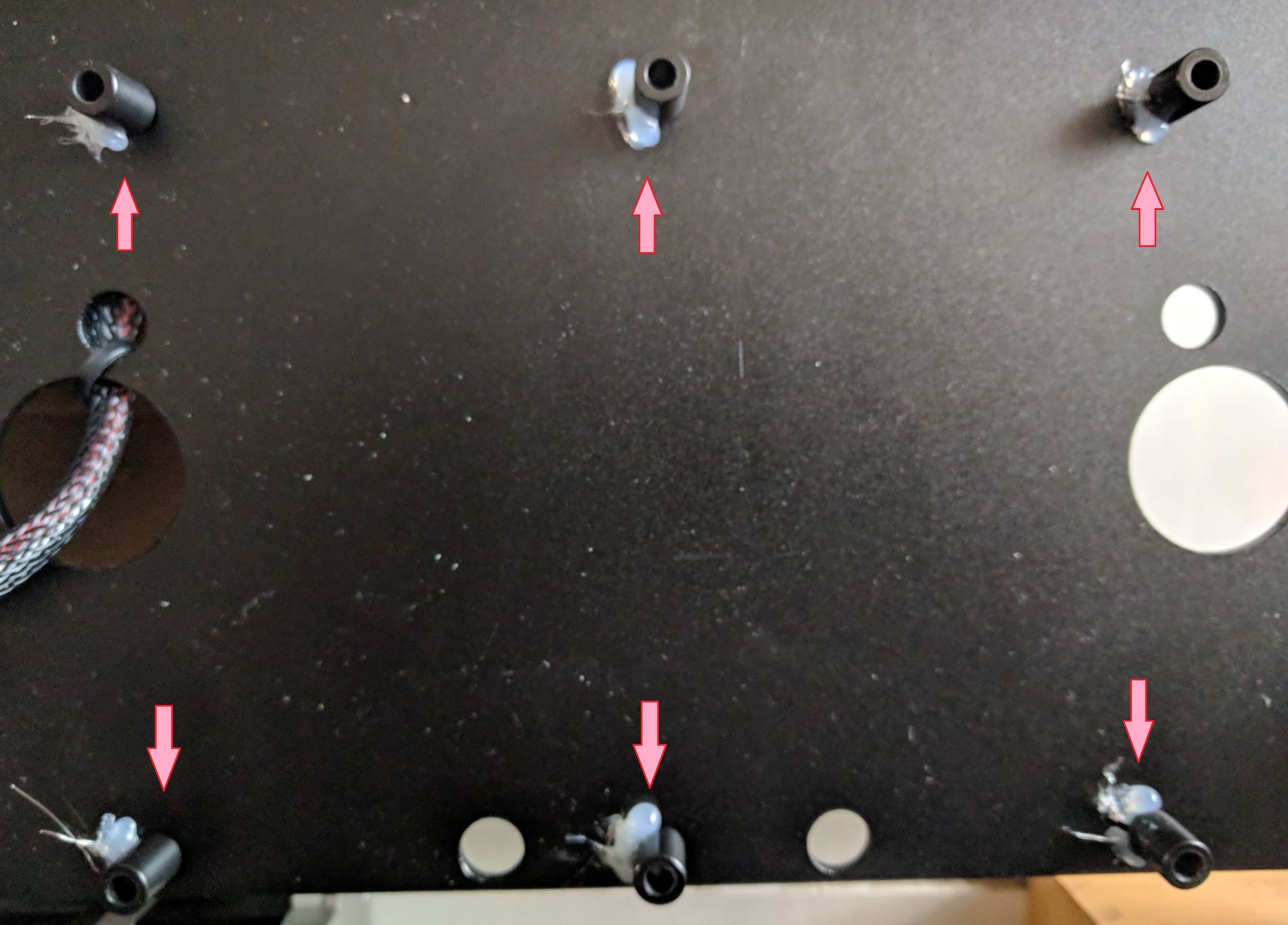
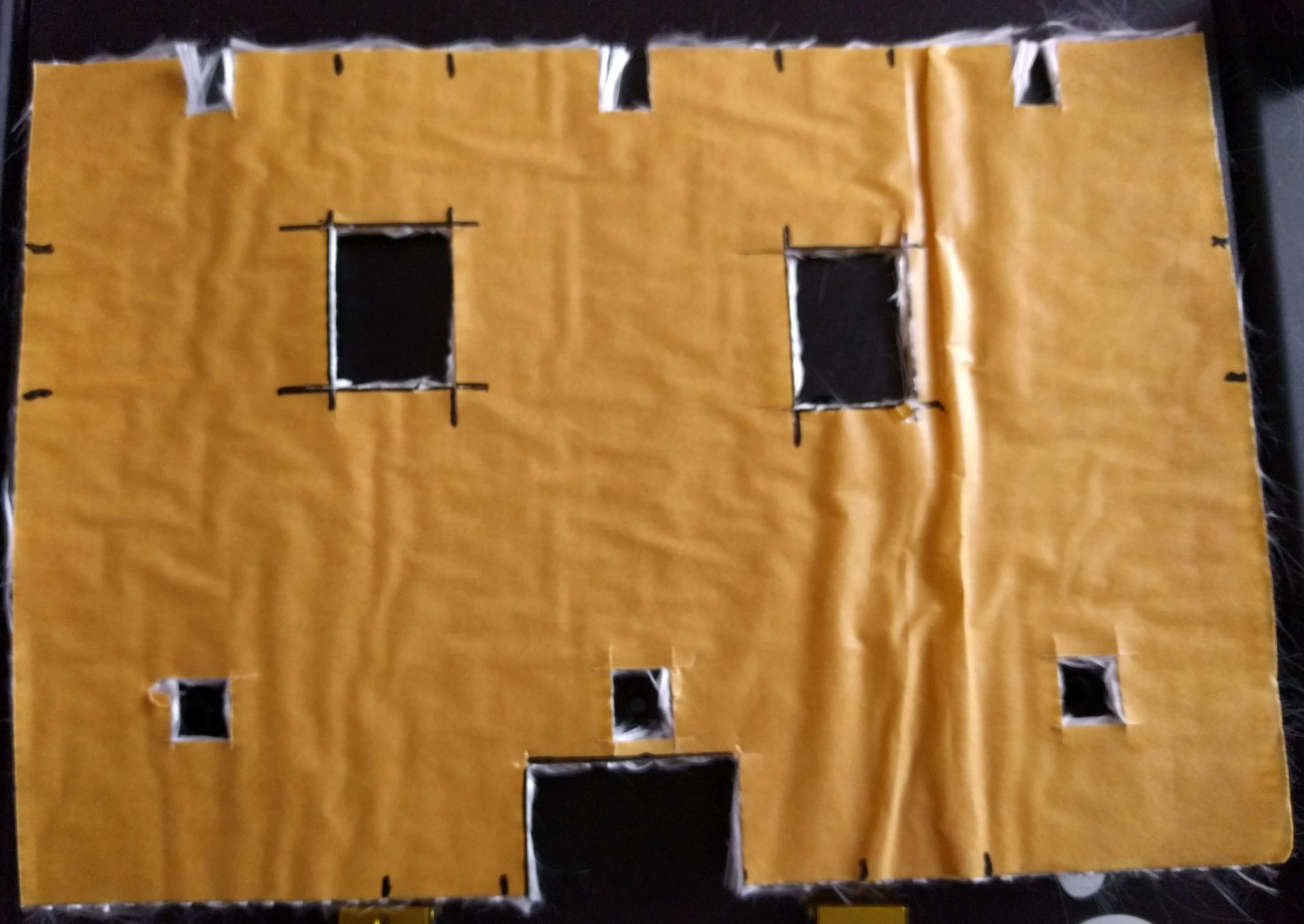
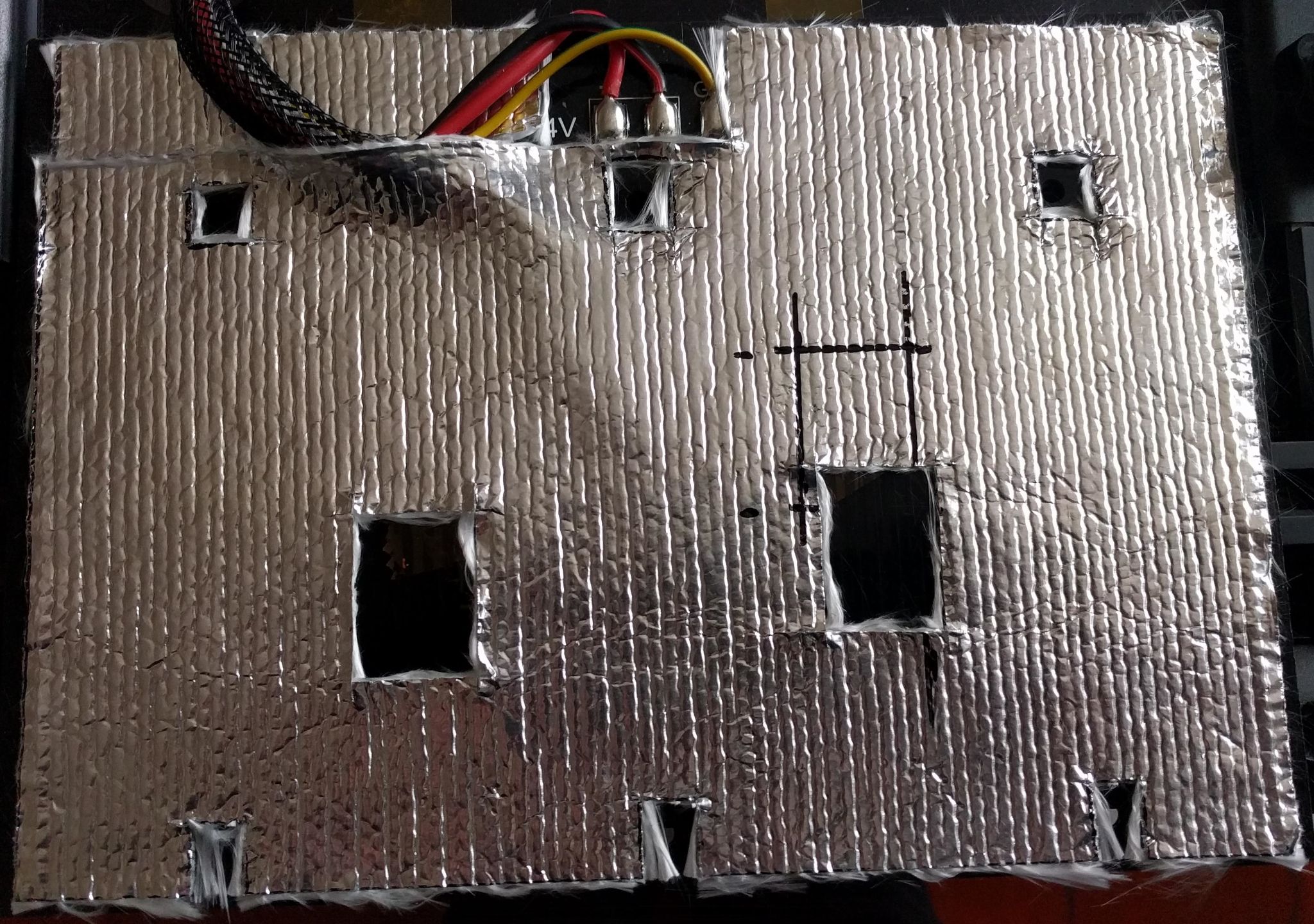
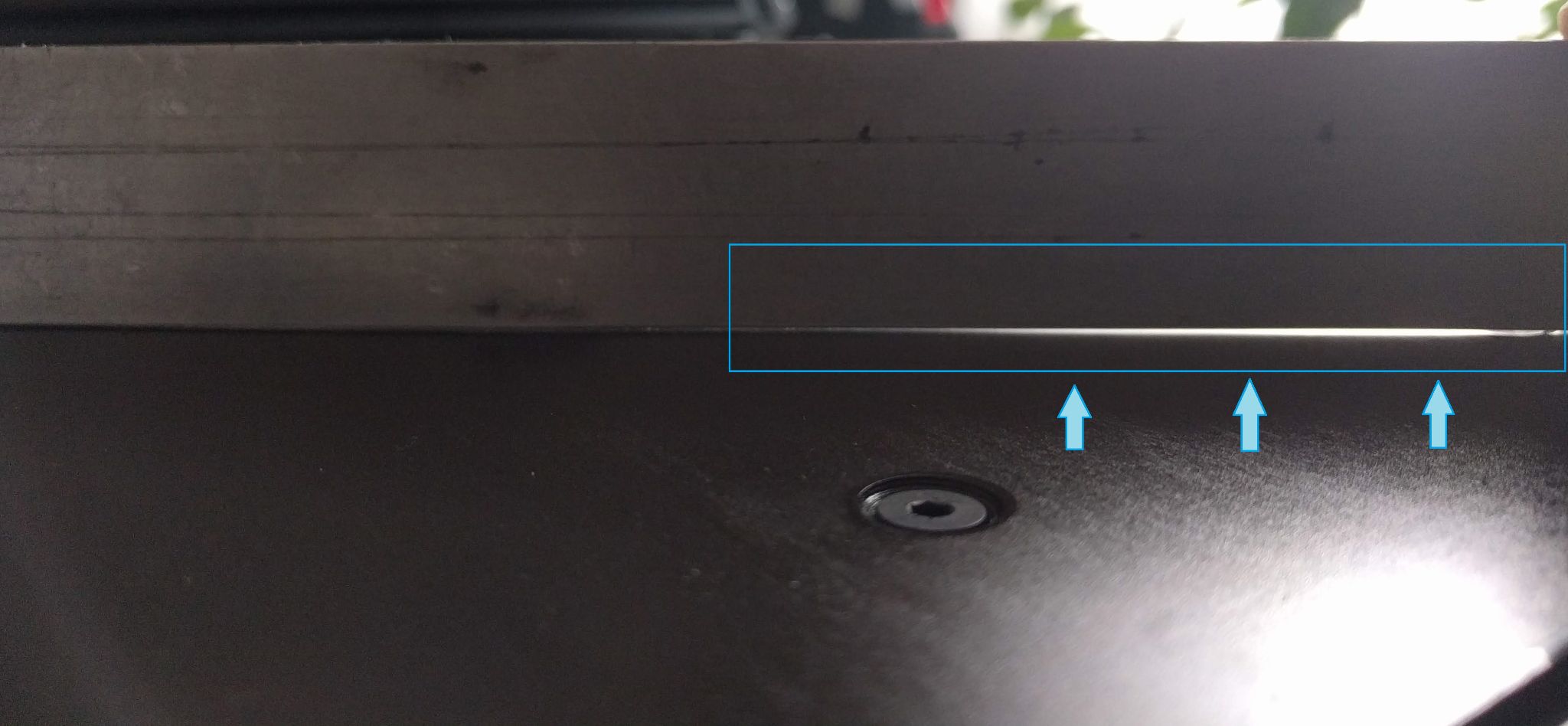
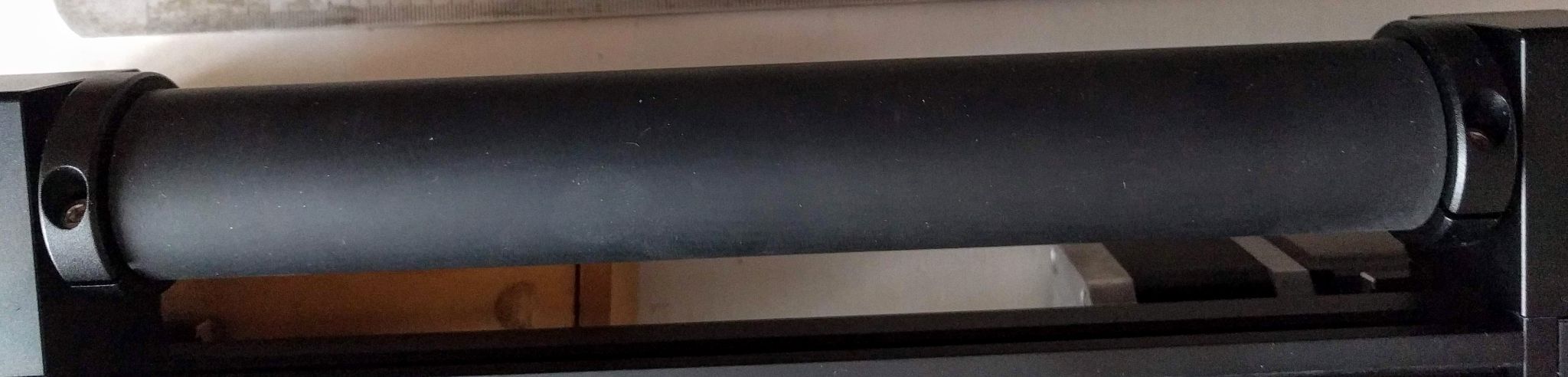
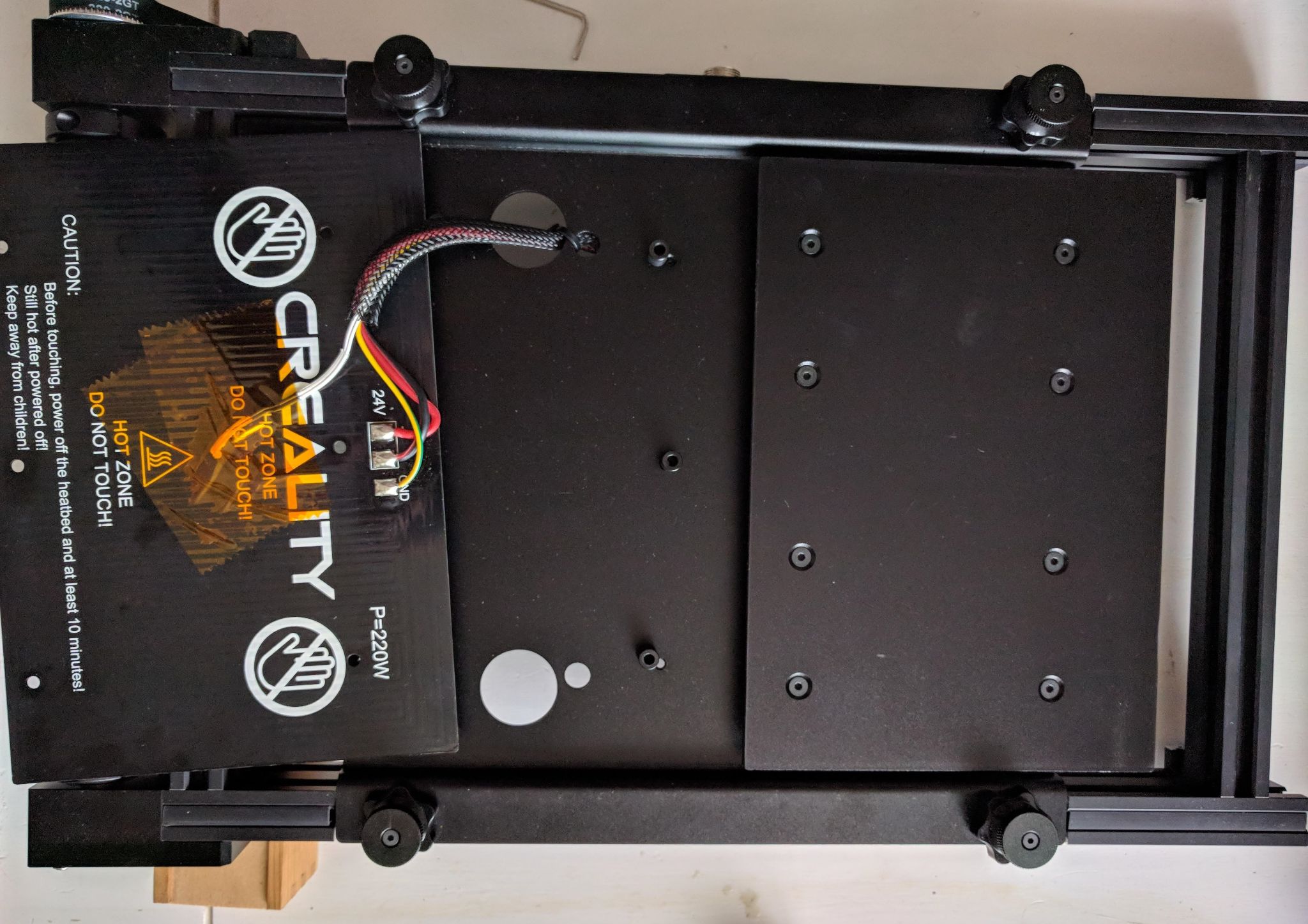
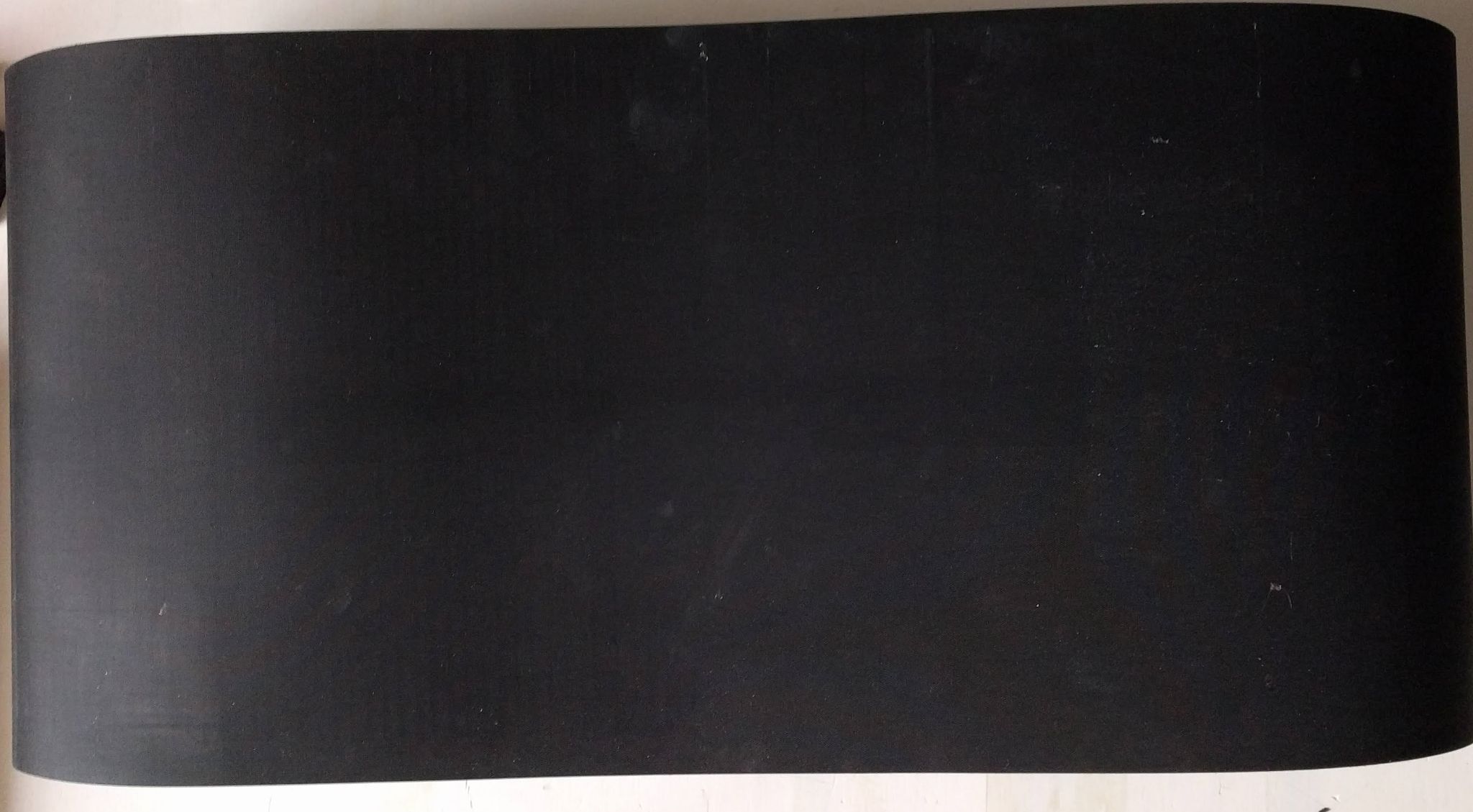
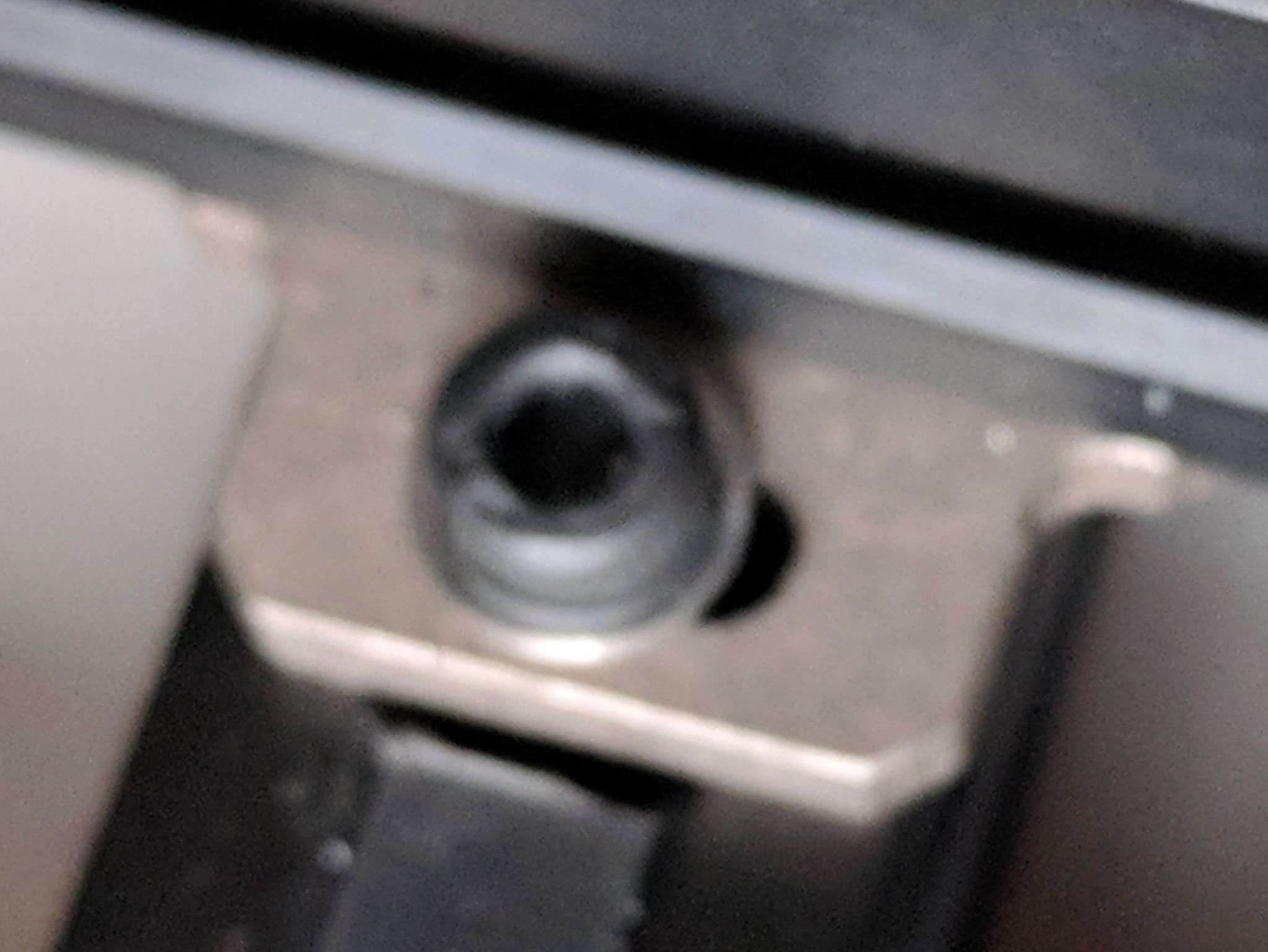
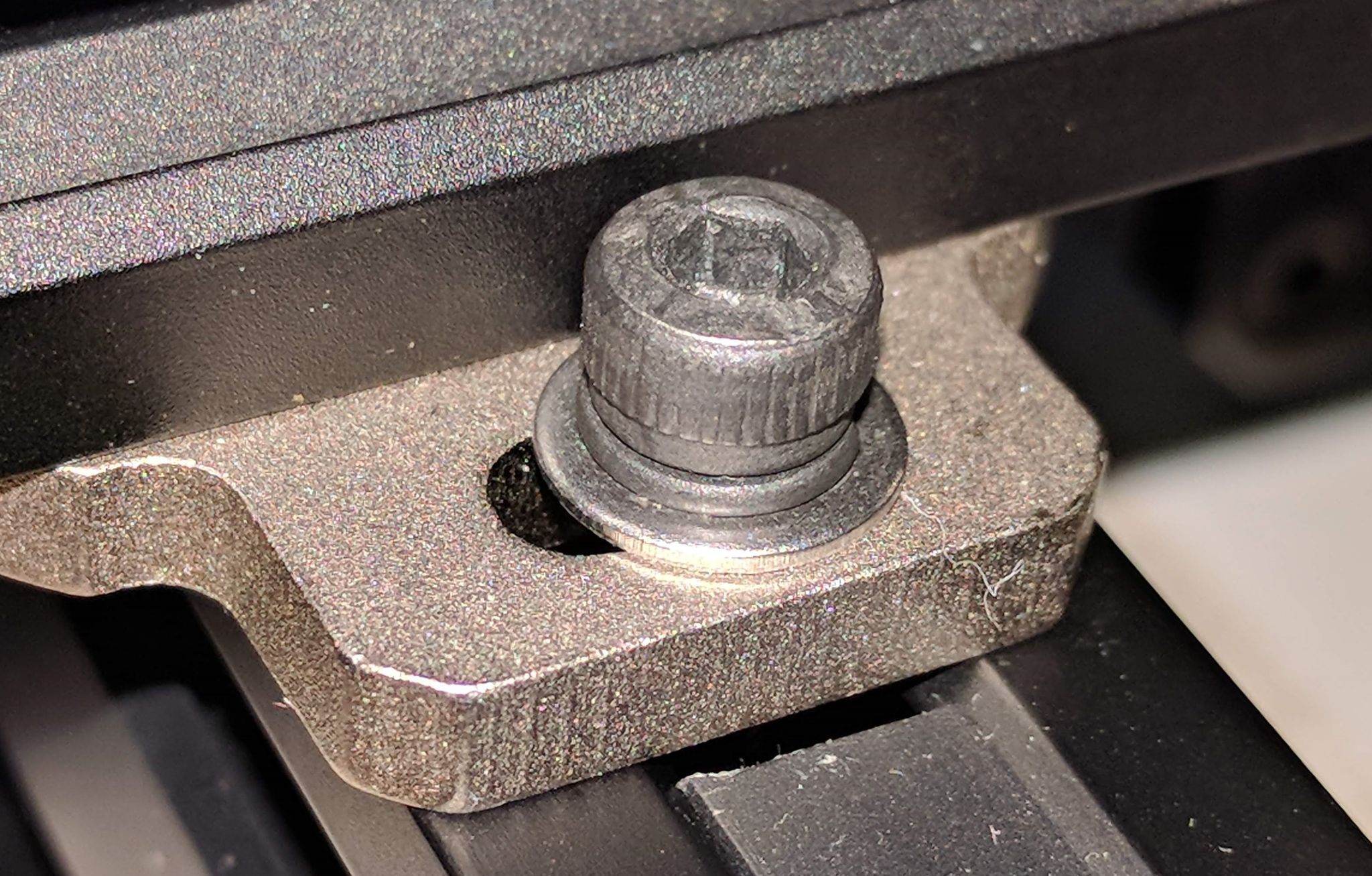
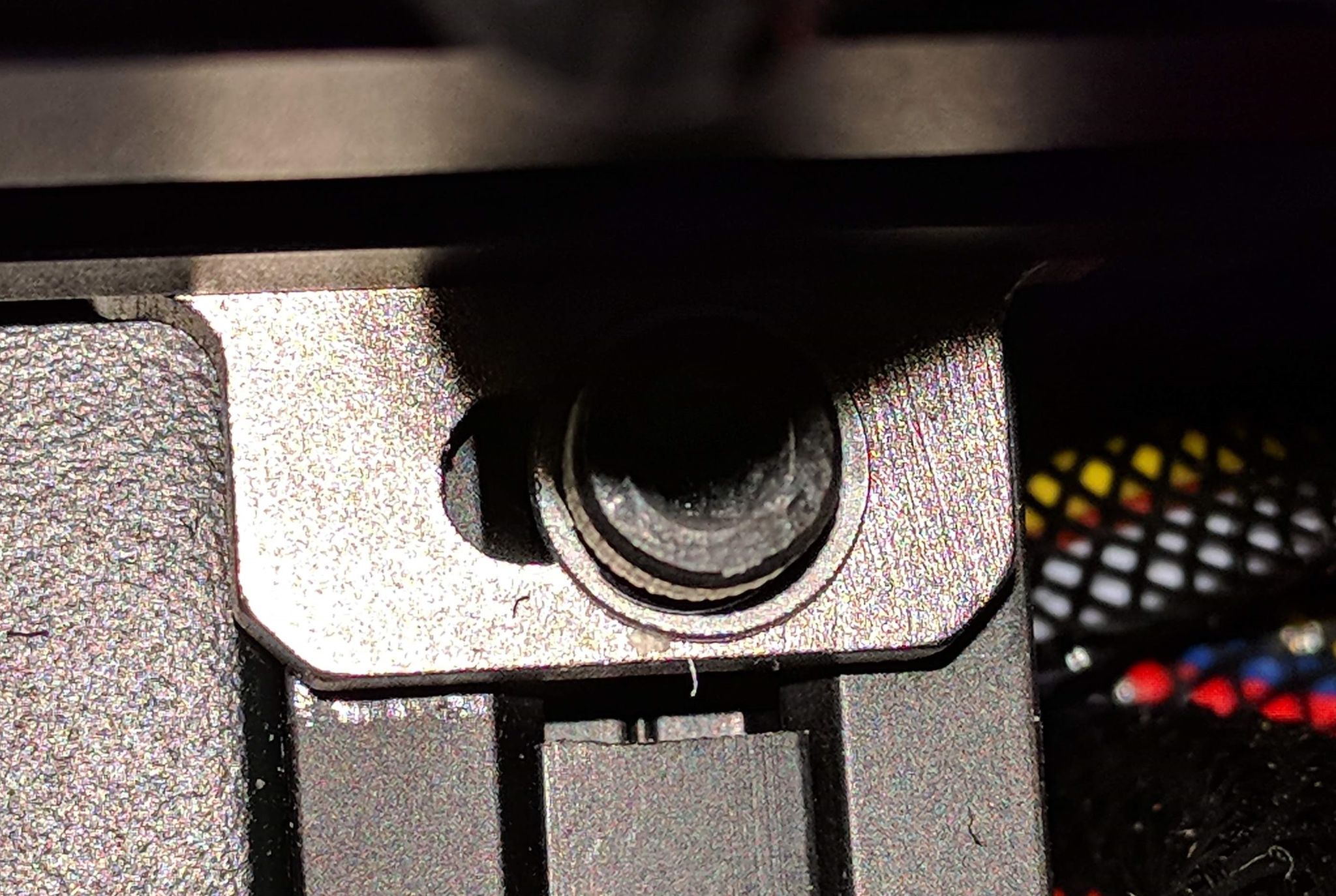
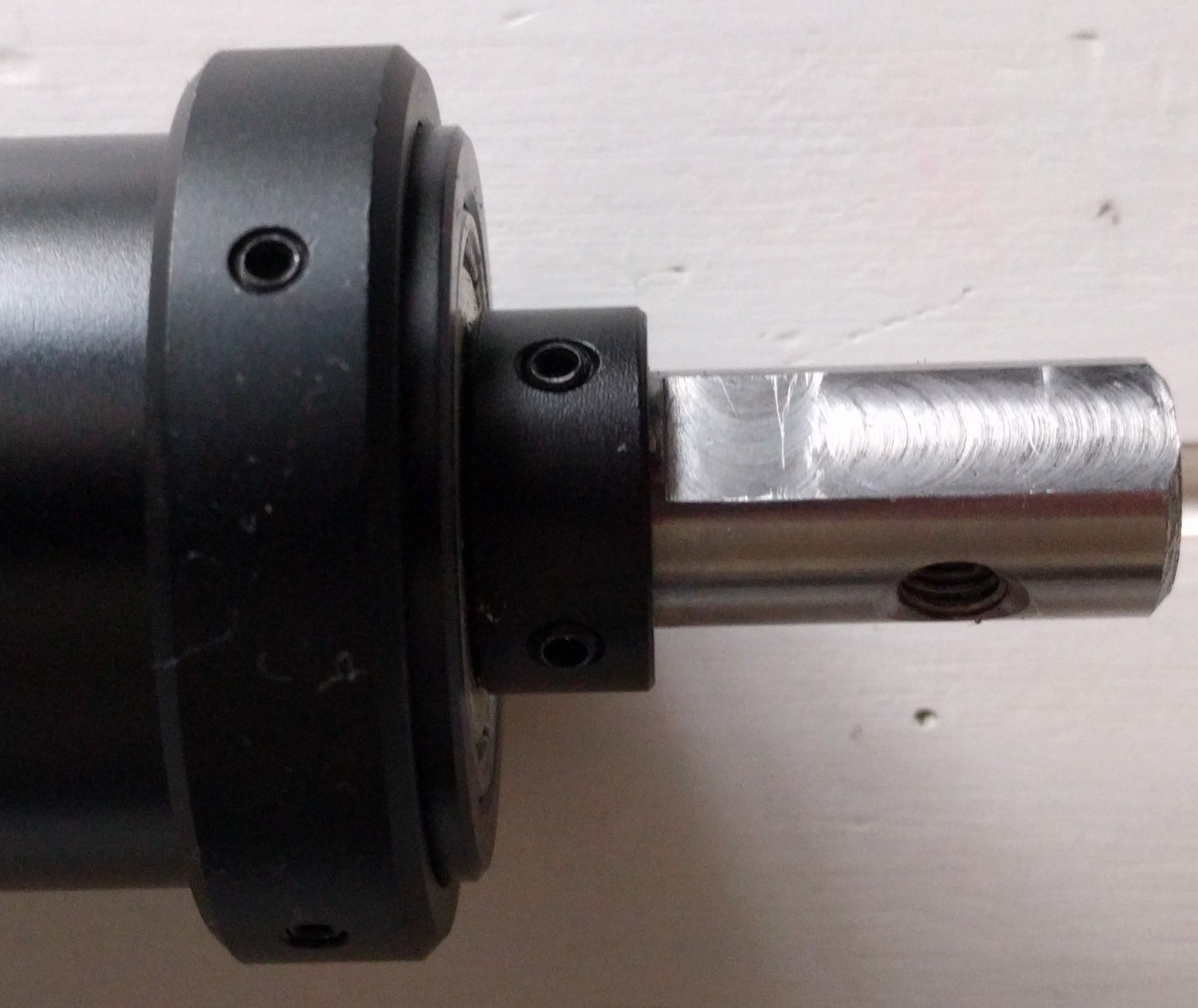
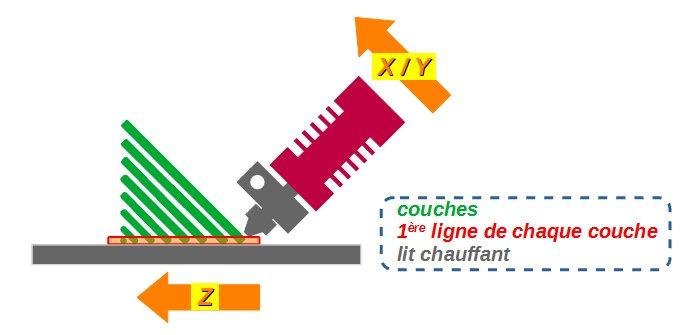
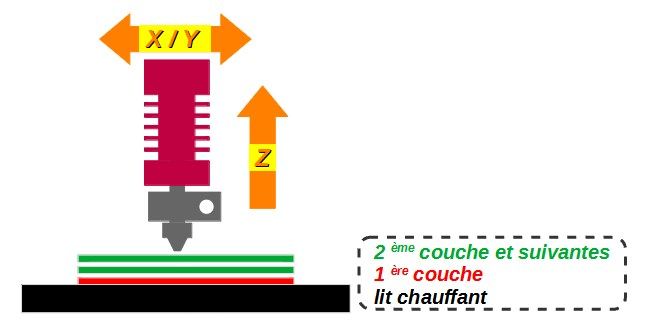
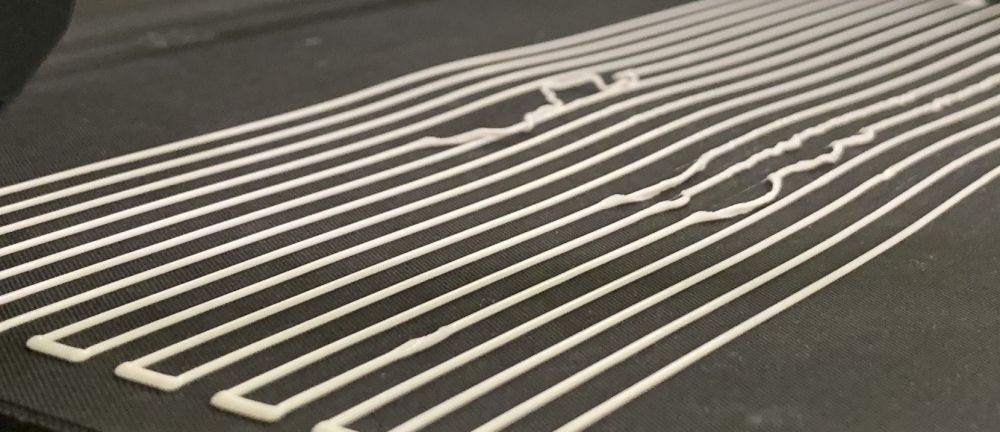
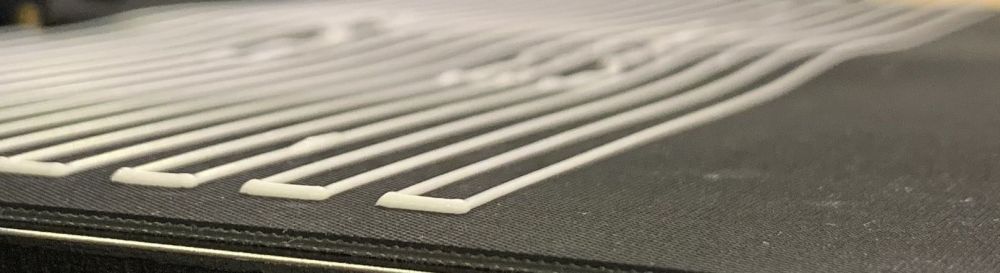
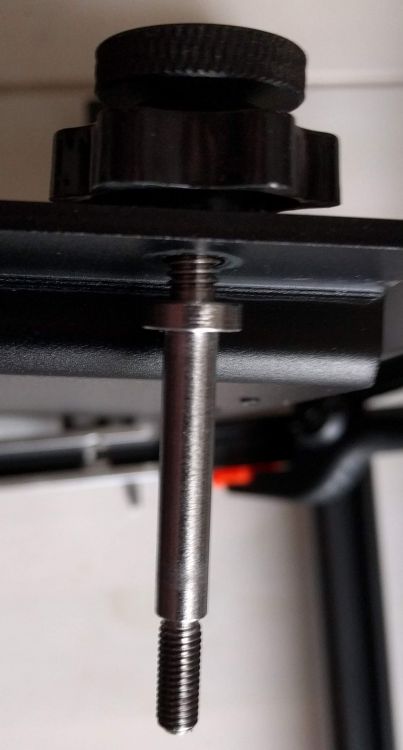
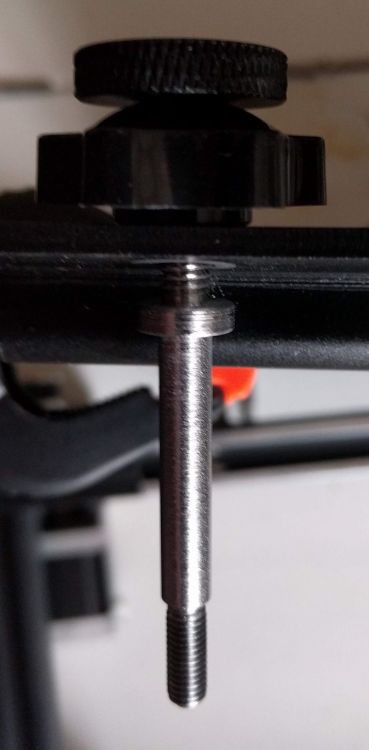
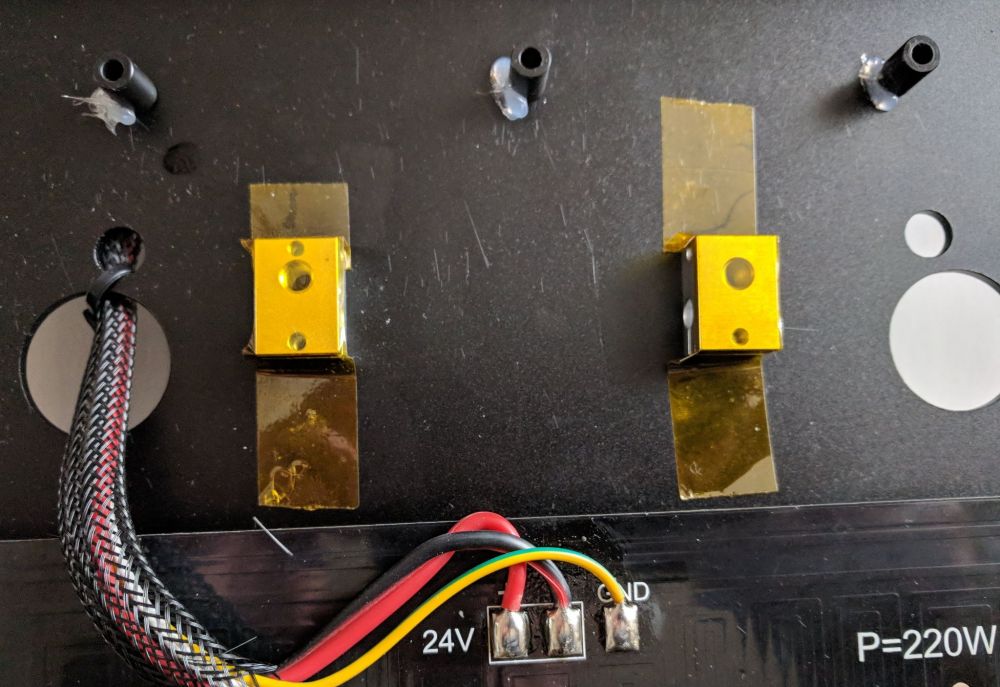
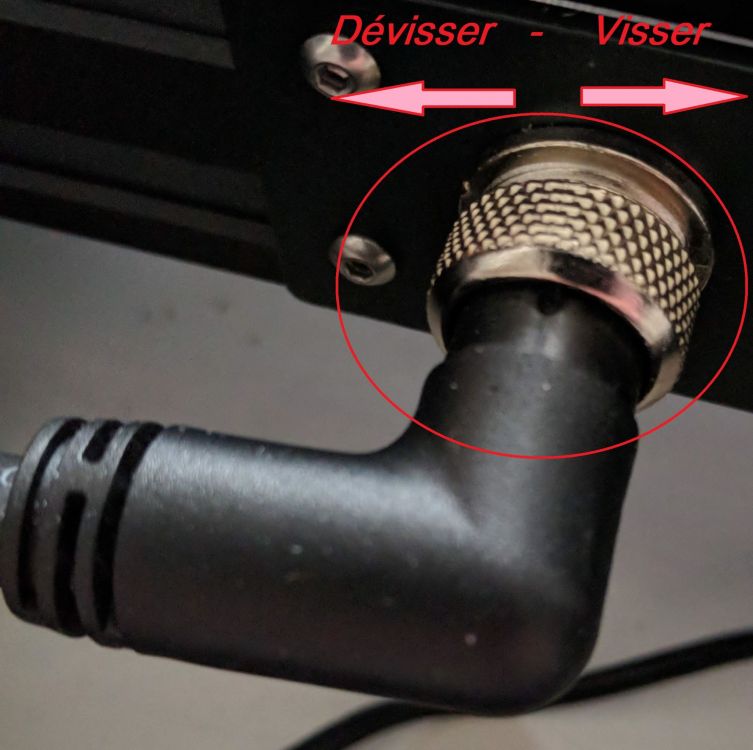
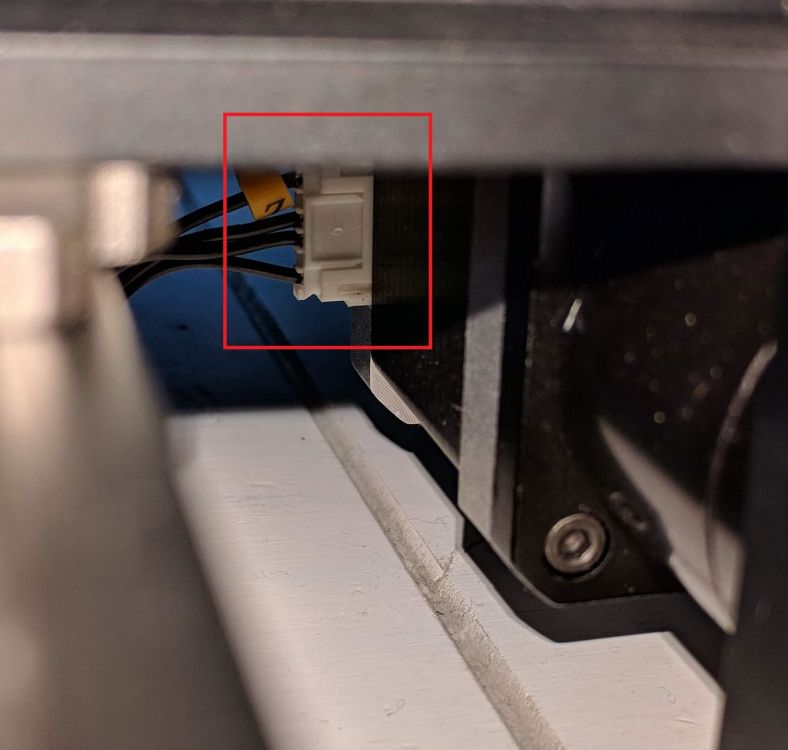
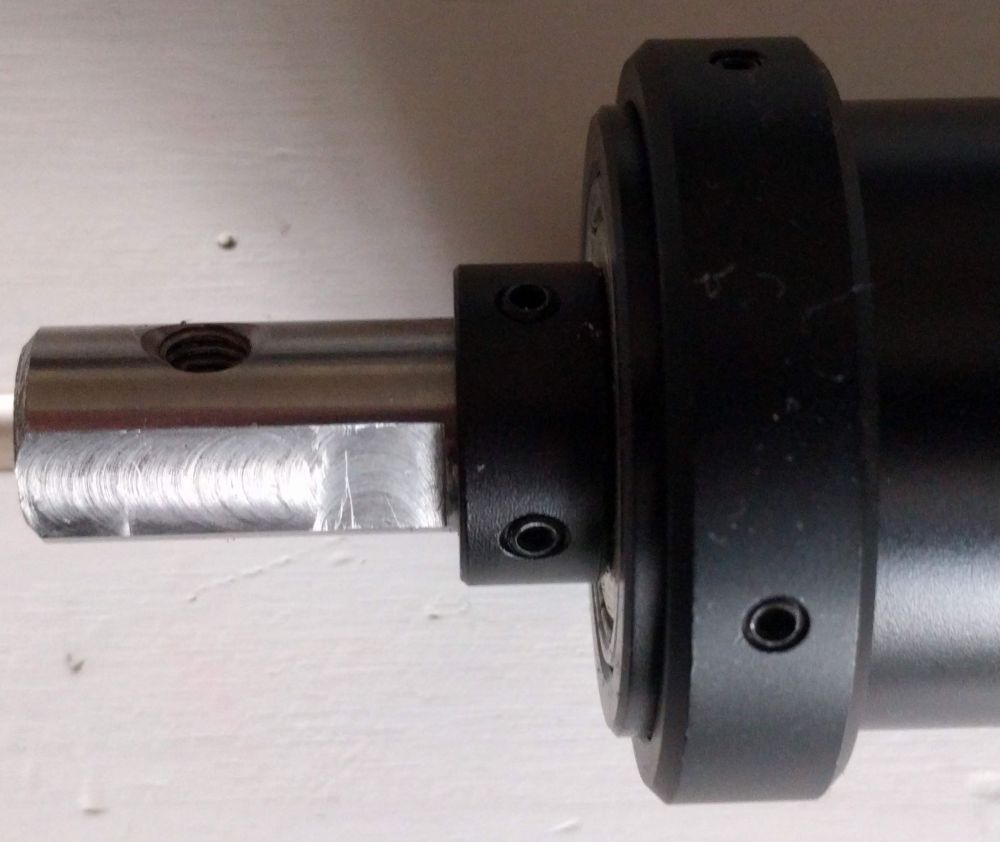
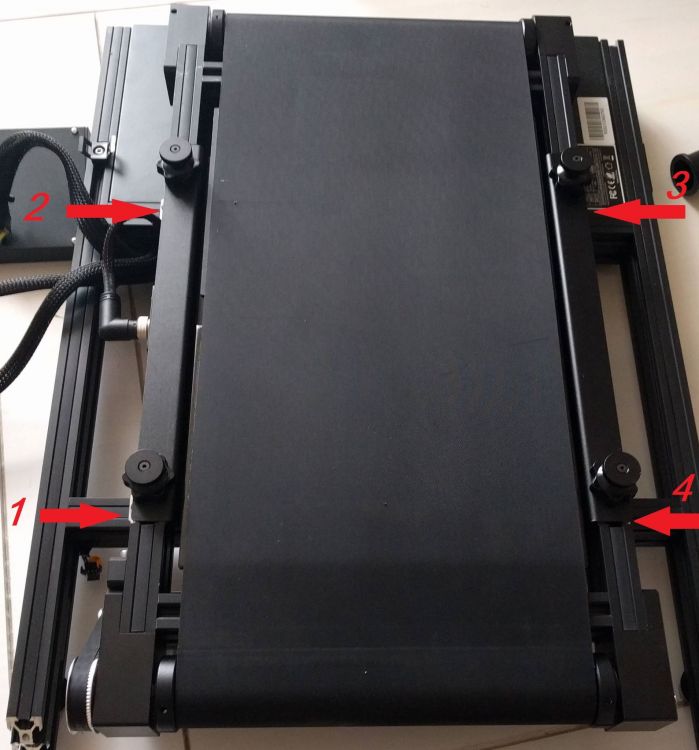
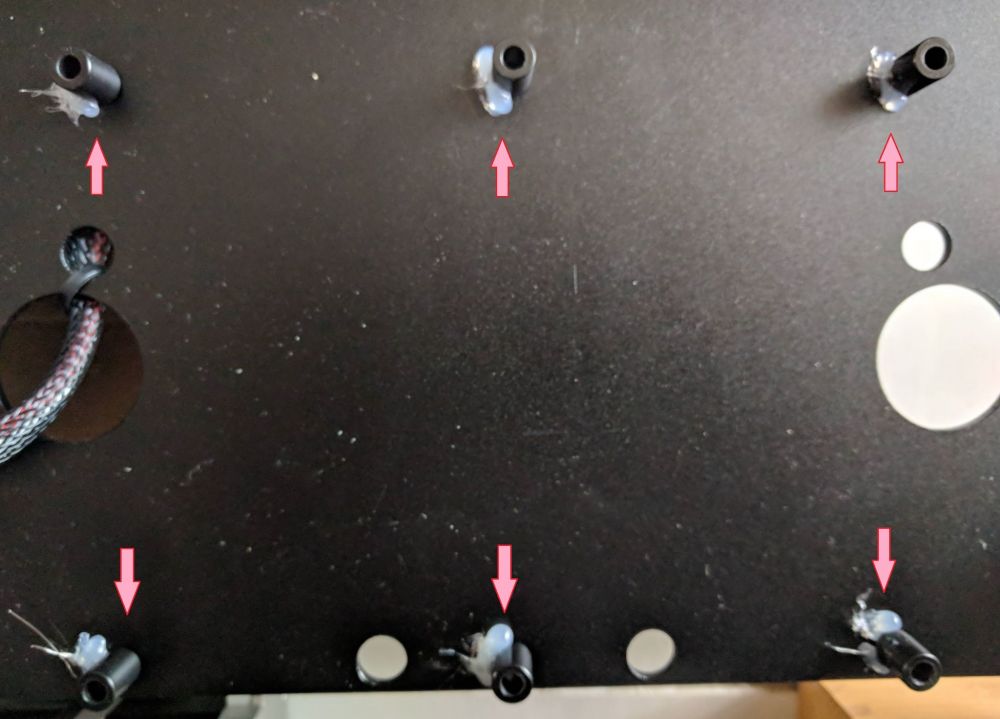
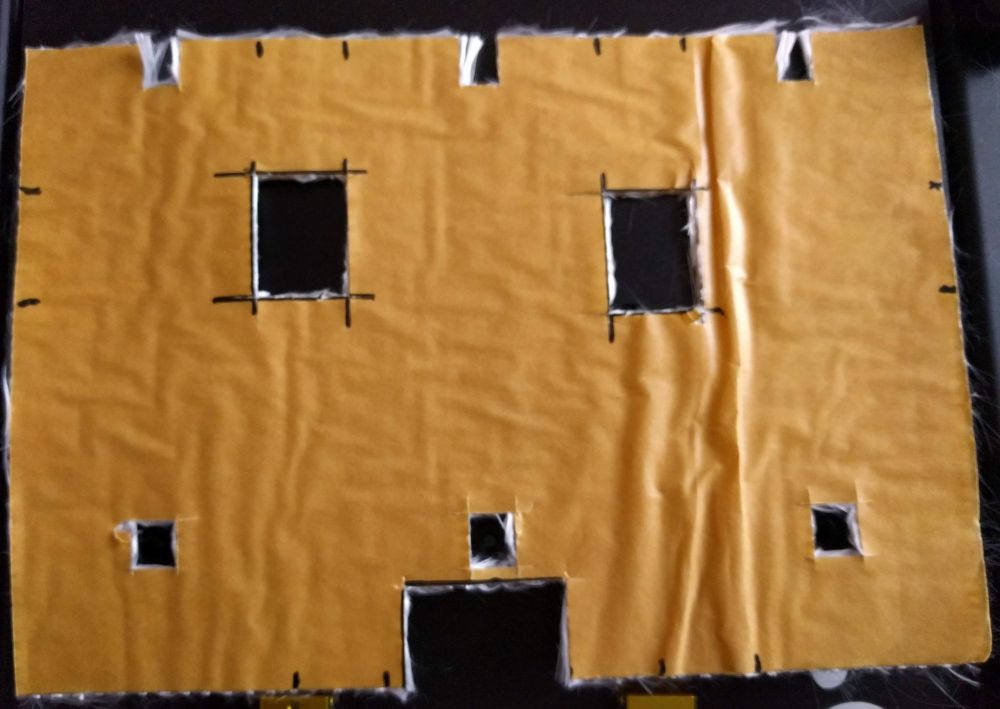
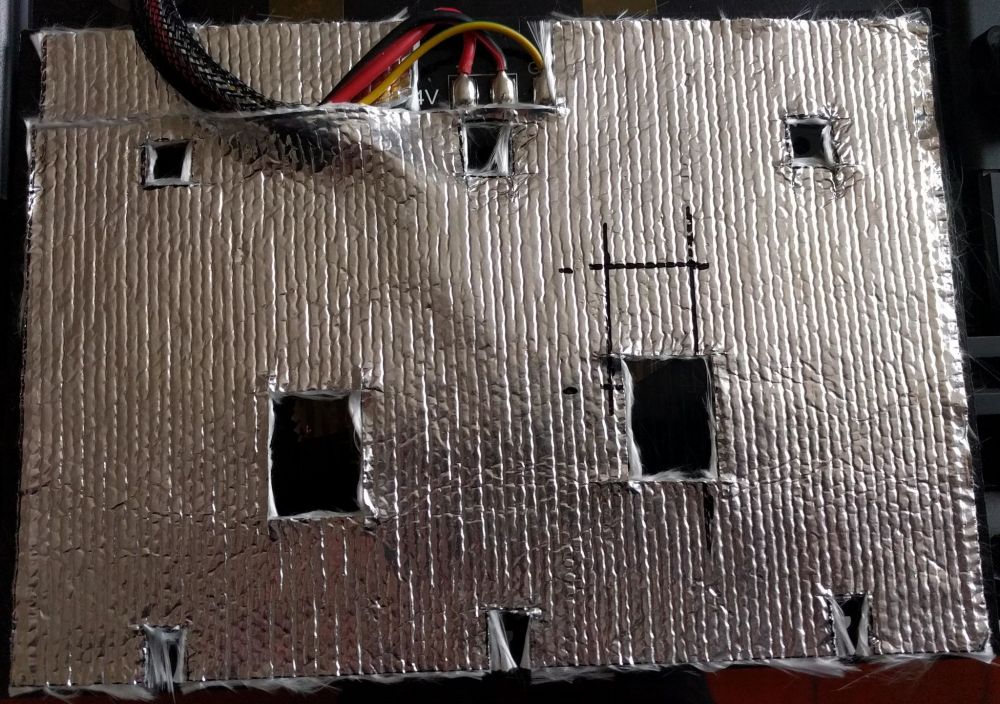
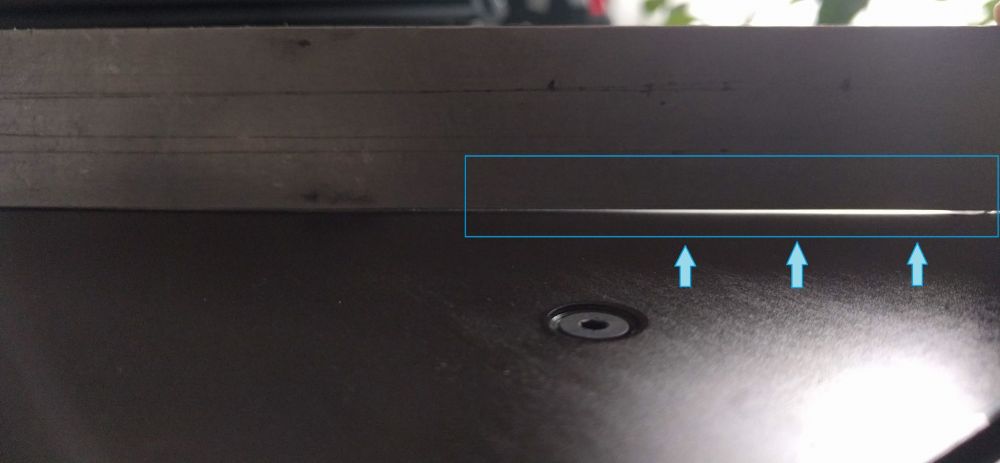
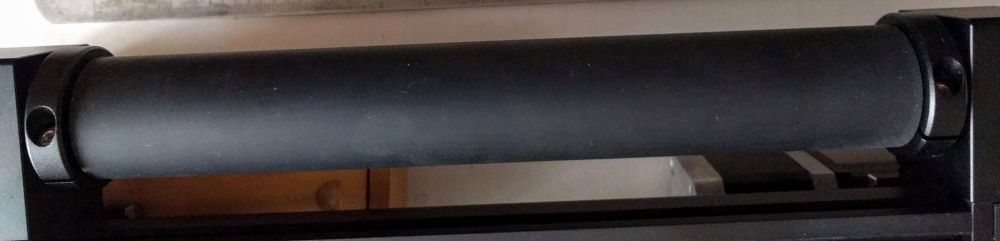
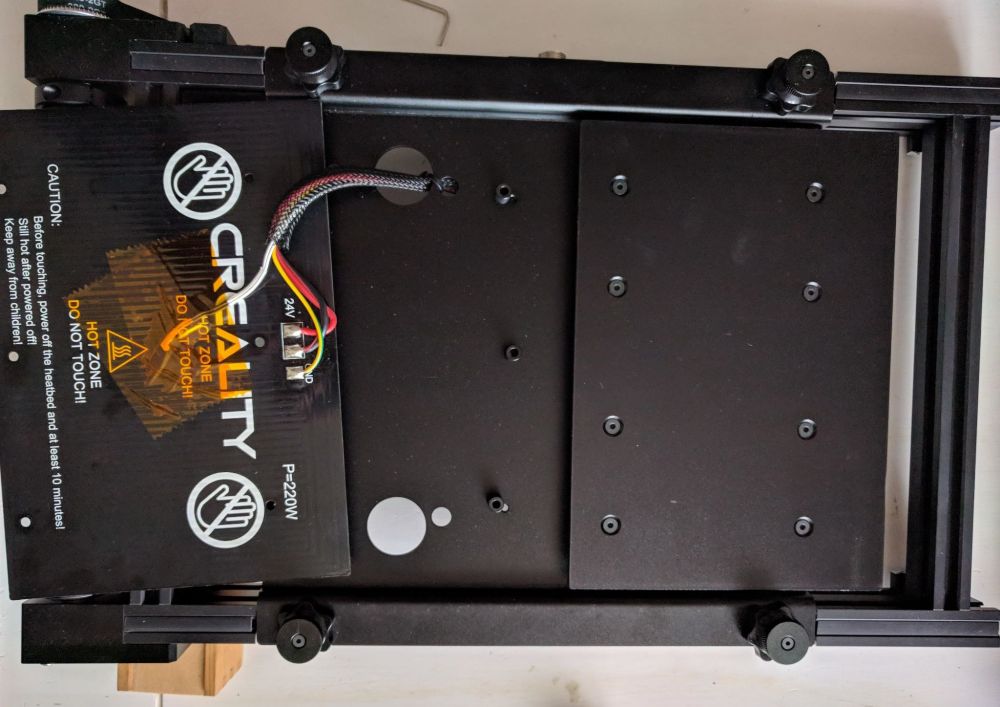
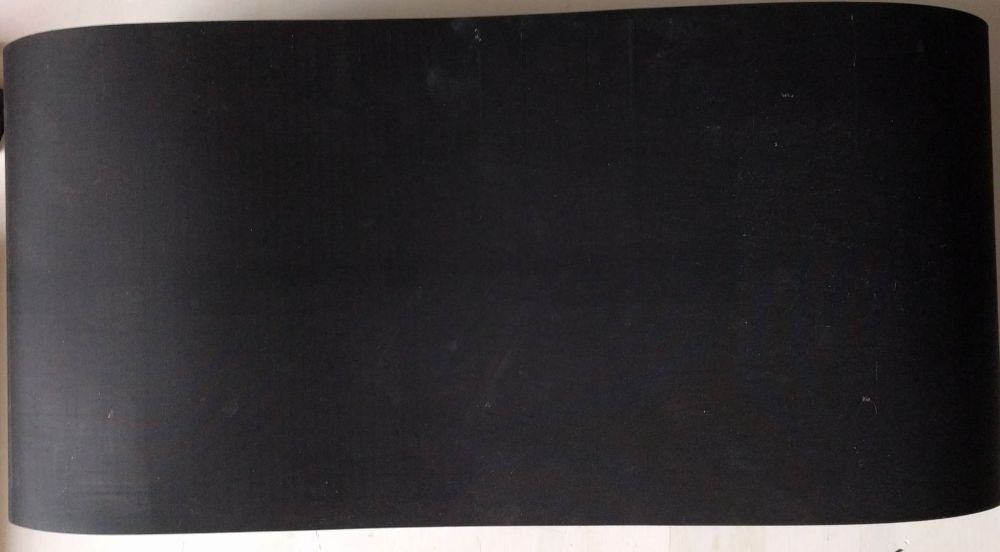
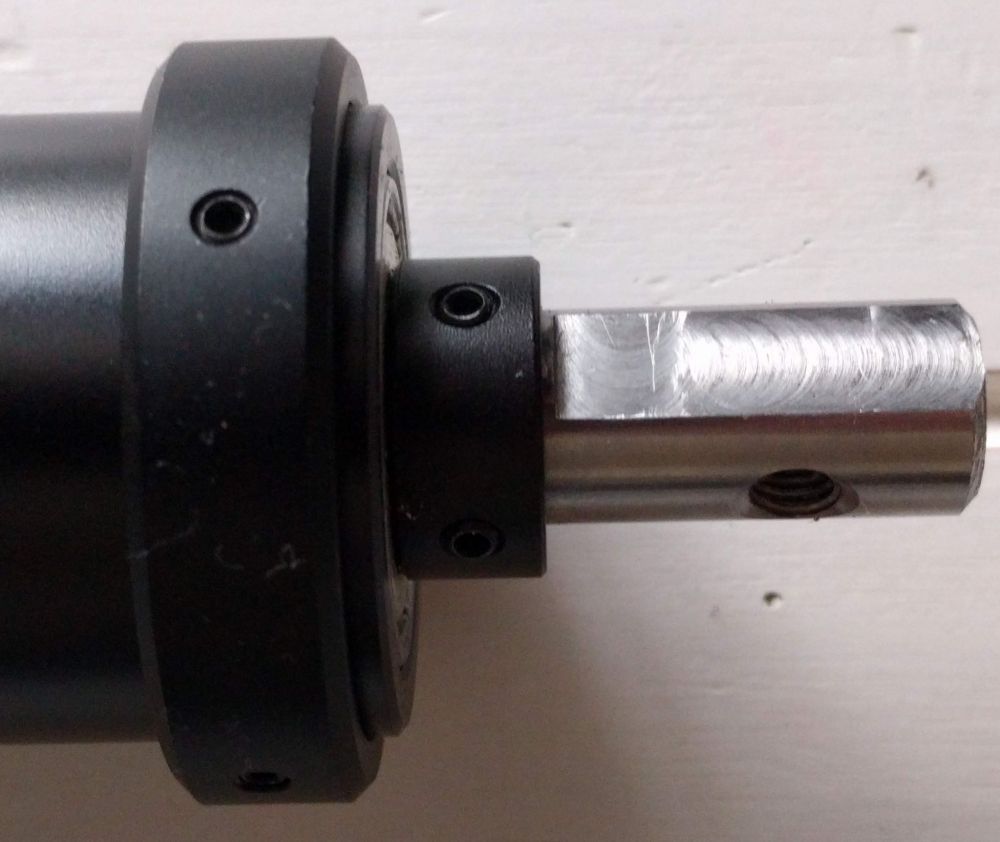
En préambule, il faut noter que certaines habitudes acquises avec mes imprimantes précédentes vont devoir être revues. On a tous appris, parfois à nos dépends, qu'avec un peu de pratique la chose essentielle pour «garantir» une bonne impression est d'avoir une bonne base sur laquelle les couches vont pouvoir s'empiler en se soudant les unes aux autres. Autrement dit, la première couche doit être parfaite, ni trop écrasée ni pas suffisamment (un bon rappel ). Ça c'est vrai pour nos imprimante habituelles où une fois la première couche déposée, les autres vont venir s'appuyer dessus au fur et à mesure : Mais avec cette imprimante, pour chaque couche à imprimer, il y a une première ligne qui sert de «première couche d'adhérence» et cela à chaque nouvelle couche. Cela est dû à l'impression à 45°: Autrement dit, la première couche qui servait habituellement de base pour le reste de l'impression et qui était imprimée en une seule fois, avec cette imprimante pour chaque nouvelle couche, il y aura une première ligne de filament déposée qui servira de base pour le reste de la couche. Le mieux est probablement une animation de la manière dont les couches sont faites pour un début de cube : Sur l'animation ci-dessus, la ligne en orange est celle en contact avec le tapis roulant chauffant. Le reste de la couche est en rouge (périmètre extérieur) ou en blanc (périmètre intérieur / remplissage). Je décide pour commencer d'imprimer un premier «Benchy» (j'adore les benchies et on n'en a jamais assez ). La grande majorité de l'impression se déroule correctement hormis quelques lignes qui s'impriment dans le vide: j'apprends à mes dépends qu'avec cette impression à 45°, que le visionnage de l'aperçu après tranchage, couche après couche n'est pas facultatif et qu'il devoir devenir une habitude, un réflexe. Malheureusement, à un moment, vers la fin de l'impression (proue du Benchy), je vois la buse accrocher celle-ci et décoller le bateau du plateau. Premier échec (il y en aura d'autres): CR30 1 moi 0 Après observation minutieuse du tapis, je m'aperçois que le milieu de celui-ci est bombé. En appuyant à cet endroit je sens un vide d'air. Ce défaut n'apparait que lorsque le lit est chauffé. Pour vérifier cette déformation, je lance un test de calibration. Un gcode qui utilise un nouveau code ( M808 ) pour répéter un motif à imprimer ( @thinkyheaddéveloppeur de Marlin ne manque pas d'humour ( le 8 n'est jamais qu'un infini à 90° ( ∞ ) ou l'inverse pour les plus tatillons ) : Et voilà ce que j'obtiens. L'accroche au milieu n'est pas bonne du tout; on voit bien la bosse formée par le vide d'air entre le plateau chauffant et le tapis : Je retends le tapis un peu plus en espérant que ça l'aplatisse mais ça ne semble pas avoir d'effet. En consultant le Discord créé par Naomi Wu à l'intention des testeurs, au moins un autre utilisateur a rencontré ce problème (Stewart Allen dont je reparlerai quand je traiterai des trancheurs). Visiblement je vais devoir en passer par un démontage du tapis roulant. Heureusement, @NAK3D, encore lui, a réalisé une vidéo détaillant comment réaliser cette opération. J'ai profité de ce démontage pour prendre quelques photos qui pourront servir aux futurs propriétaires si Creality ne modifie pas cette imprimante. Imprimante qui je le rappelle est un modèle de pré-production servant à remonter les problèmes éventuellement rencontrés par les testeurs. On démonte le bâti du tapis en dévissant quatre (4) vis, en déconnectant la prise GX16 pour le plateau chauffant sans oublier de débrancher le câble du moteur de l'axe Z : Maintenant, il faut démonter la courroie-tapis. En dévissant d'abord complètement les vis de tension du tapis de chaque côté : On peut désormais enlever les deux support de chaque côté pour pouvoir retirer le rouleau tendeur, quatre vis sont à dévisser (8 en tout) : Reste à retirer délicatement le rouleau-tendeur puis la courroie-tapis. Le rouleau avec vue de ses extrémités, on peut noter que l'axe n'est pas circulaire mais avec deux méplats) : Le rouleau actionné par le moteur de l'axe Z est recouvert d'une surface caoutchoutée : La courroie / tapis-roulant : Les vis servant à «niveler» les deux plateaux, la découpe du profilé accueillant la base métallique support des deux plateaux: Une fois tout ces éléments retirés (tapis, rouleau-tendeur), le bâti s'offre à nous. Deux plateaux, un non chauffant à droite, l'autre chauffant déjà démonté pour pouvoir procéder au «palliatif» : Le plateau chauffant avec sa «déformation» (à noter que le métal de celui-ci permet à un magnet d'être attiré ) : Pour compenser ce creux au milieu de ce lit chauffant, après mesure des entretoises (six (6)), je réutilise des corps de chauffe prévus pour une E3D (12 mm), maintenus par de l'adhésif Kapton. Ils sont en aluminium et avec la chauffe du plateau devraient se dilater un peu pour éviter cet affaissement au centre. J'en profite pour ajouter une isolation (pare-feu provenant de mon accessoiriste moto). Les entretoises ne sont pas maintenues à l'origine, au premier essai de remontage du tout, c'est bien compliqué (ou je ne suis plus suffisamment adroit) donc j'ajoute quelques points de colle pour les maintenir. Une fois ces modifications faites, le remontage de l'ensemble des éléments du bâti «tapis-roulant» est effectué. J'ai simplement ajouté un peu de graisse sur le pas de vis et la vis des extrémités servant au réglage de la tension du tapis pour faciliter ce réglage. Une fois retendu, quelques tests de déplacement de l'axe Z permettent de valider que tout fonctionne. Juste un oubli, la pièce à l'avant qui sert à décrocher les impressions étant restée au même emplacement mais la tension du tapis ayant été modifiée, une marque est apparue sur le tapis : Les impressions peuvent reprendre. D'abord par un premier test permettant de vérifier que la première couche est cette fois correcte avec un plateau plan. On passe de avant modification : l-10-avant.mp4 à après (c'est tout de même mieux, non ?) : l-10l-apres.mp4 … à suivre dans un nouvel épisode …
















 1 point
1 point -
Bonjour voici un peu les prints fait dernièrement Vous pouvez me suivre sur Instagram : alumine_print Buste Captain America : CR10S PRO V1 et Filament noir mat de chez Extrudr NASA et sapin Covid : CR6-SE et Filament de chez SOVB3D Palette 2S le NASA DARK Vador : CR6-SE et Filament de chez SOVB3D gris aluminium



 1 point
1 point -
Bonjour à tous, un de mes derniers prints
 1 point
1 point -
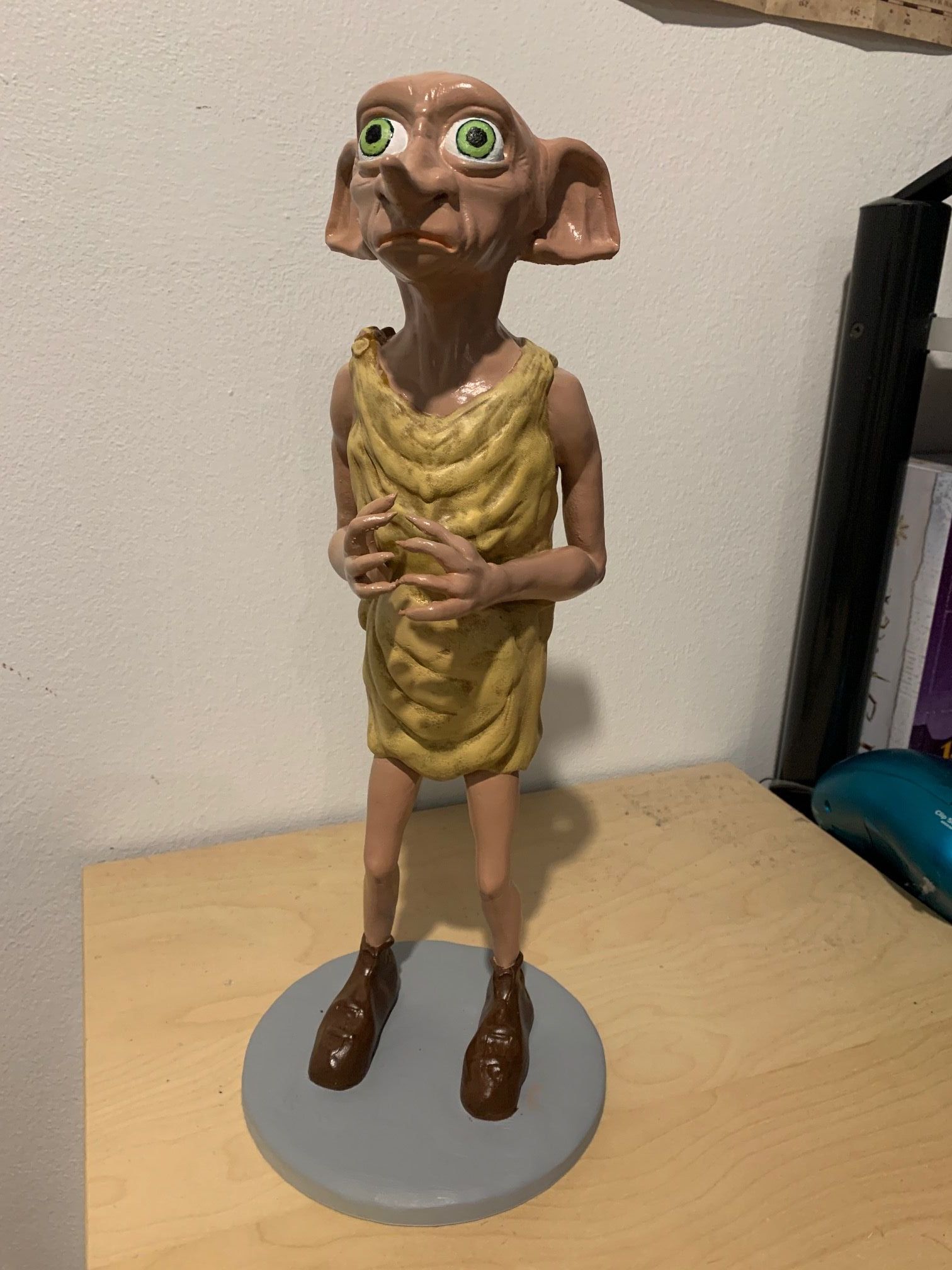
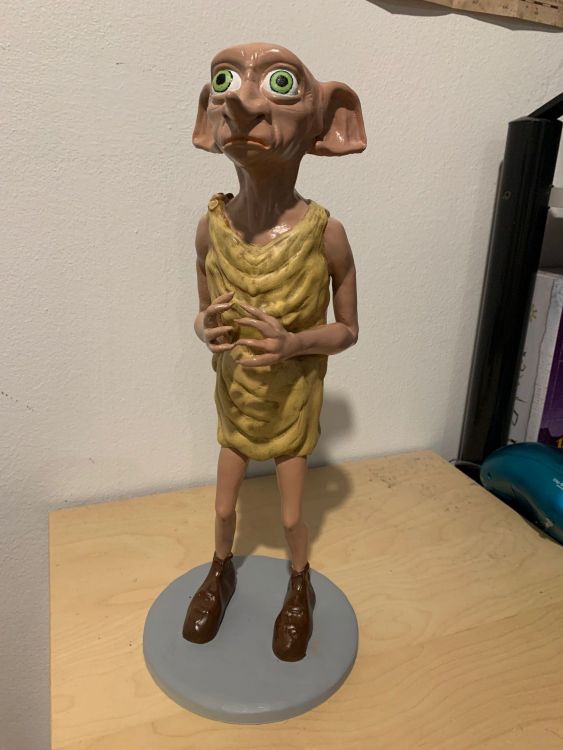
Dobby enfin peint.
 1 point
1 point -
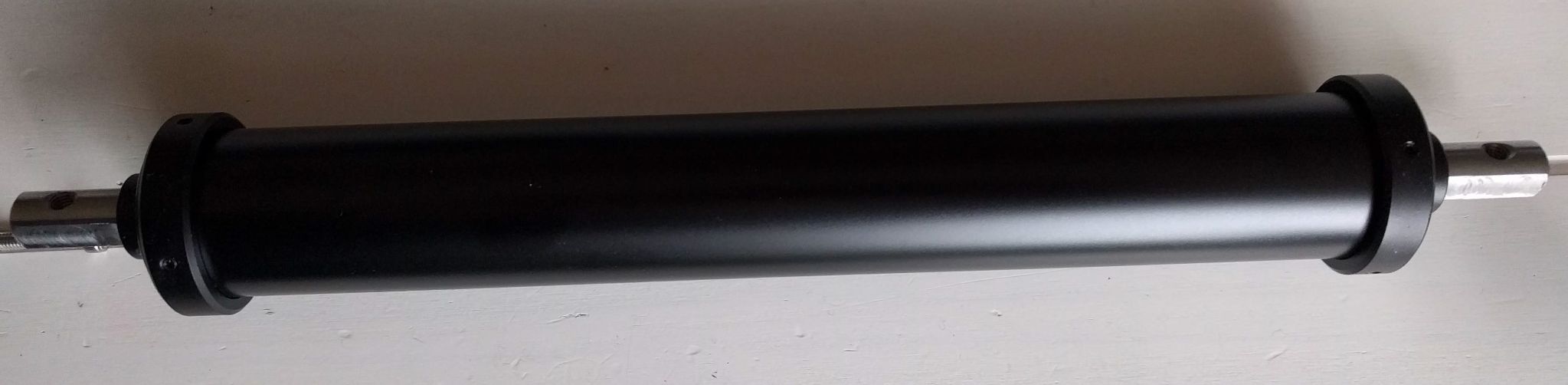
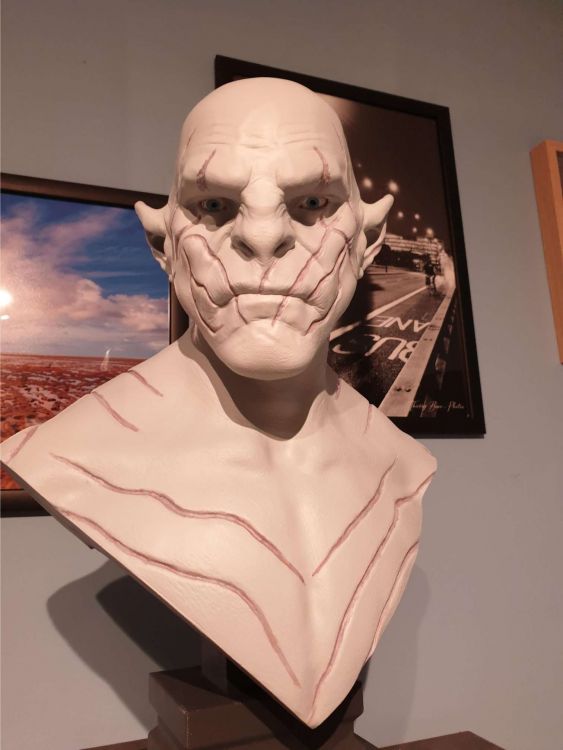
yop print de mon sculpte , 1m de haut , en 0.2 , la peinture de fin en hiver

 1 point
1 point -
Il te faut connaitre l'intensité du moteur (Imax). Une fois connue soit tu multiplies par 0,71 ou tu divises par 1,4142 (racine carrée de 2) et tu obtiens le Inom ou IRMS. Tu utilises alors cette valeur comme Vréf en convertissant en millivolt. Exemple, ton moteur fait 1,7A donc 1,7x0,7=1,20 A donc en millivolt => 1200. Tu appliques une pteitie marge de sécurité (80%) donc 1200 => 960. Référence: Sur les Ender3 trois moteurs sont identiques X. Y et Z (34mm), seul celui de l'extrudeur est plus gros (40mm). Les 34mm sont généralement des 1,5A (Imax), le 40 mm est fréquemment un 1,7A (Imax)… Je te laisse faire les calculs .1 point