
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 21/09/2021 Dans tous les contenus
-
Bonjour En furetant sur le net et plus particulièrement sur le site instructables je suis tombé la dessus https://www.instructables.com/3D-Printing-Lampshades-With-Full-Control-Gcode/ L'idée est d'utiliser un outil (basé sur Excel) pour générer un fichier gcode et pouvoir imprimer des structures (complexes ?) non réalisables avec un logiciel de modélisation et un slicer standard Le logiciel est open source et gratuit. Tous les détails (dans la langue de Shakespeare ) sont là -> https://fullcontrolgcode.com/ J'imagine qu'il doit y avoir pas mal de choses à rajouter dans le gcode avant de l'envoyer à nos imprimantes et quid par exemple des impressions avec des couches non planes (Z qui varie en cours de route) Pas encore testé. Mais pourquoi pas... De quoi s'amuser et occuper de longues soirées en cette fin d'été et de changement d'heure prochain @+ JC3 points
-
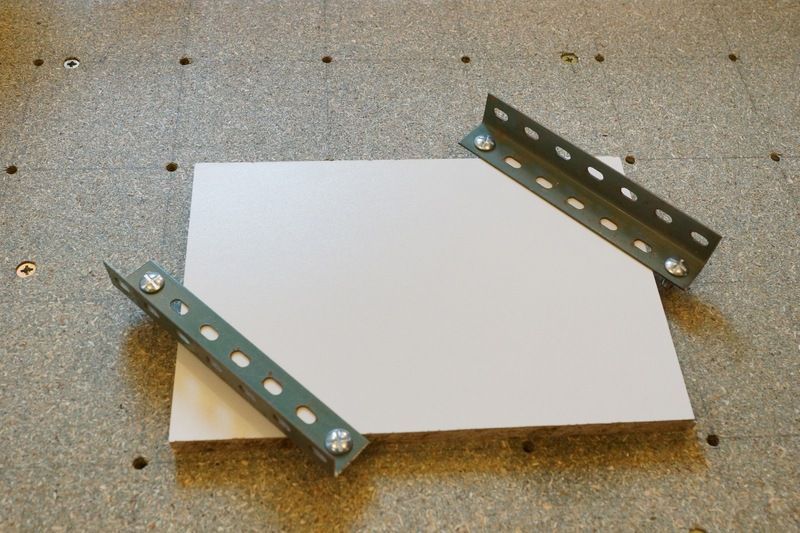
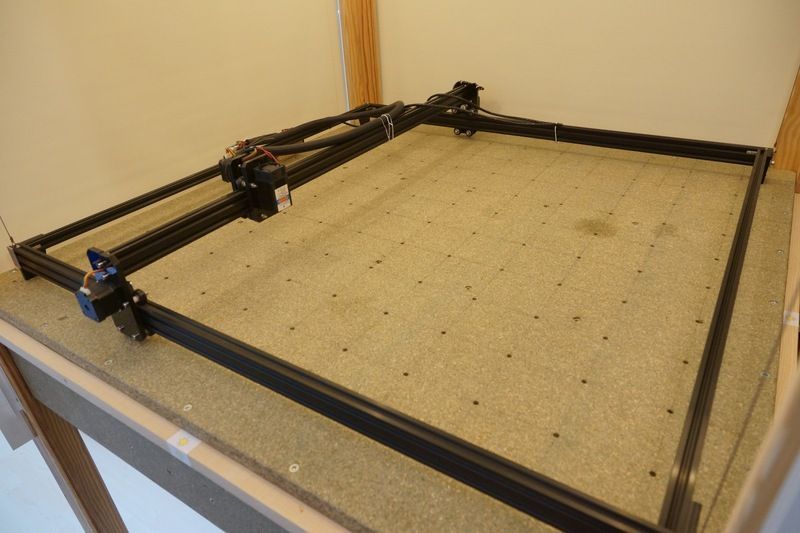
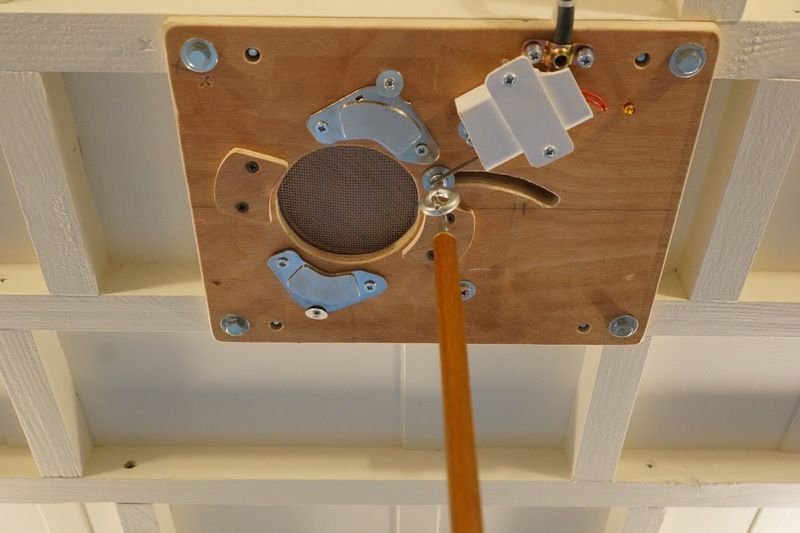
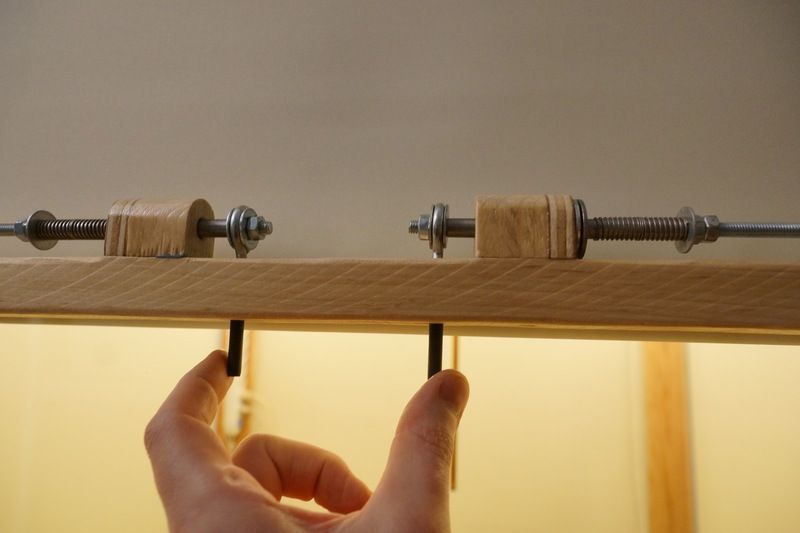
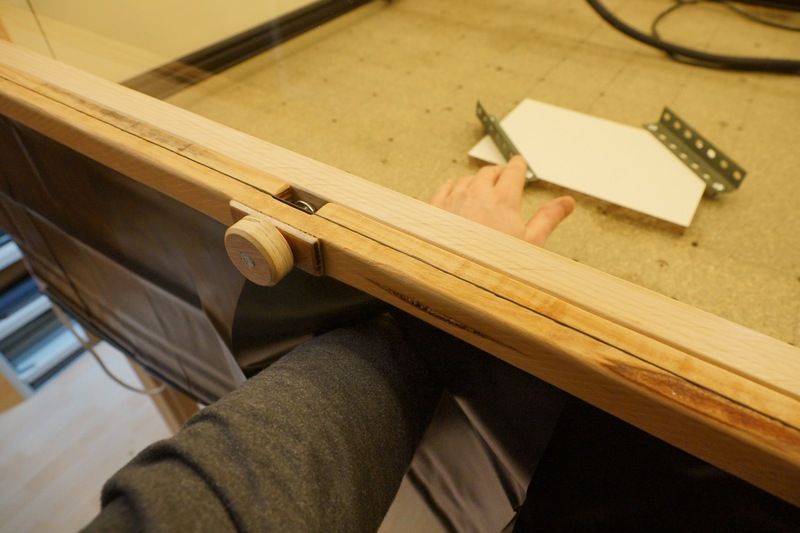
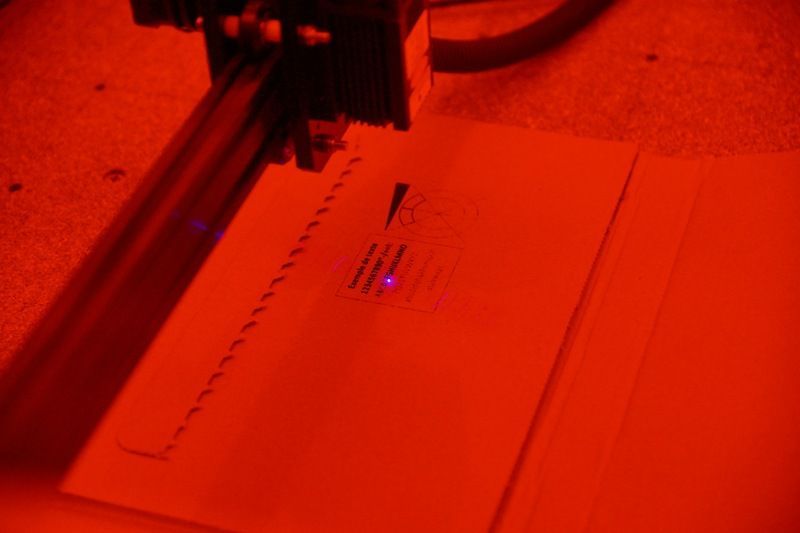
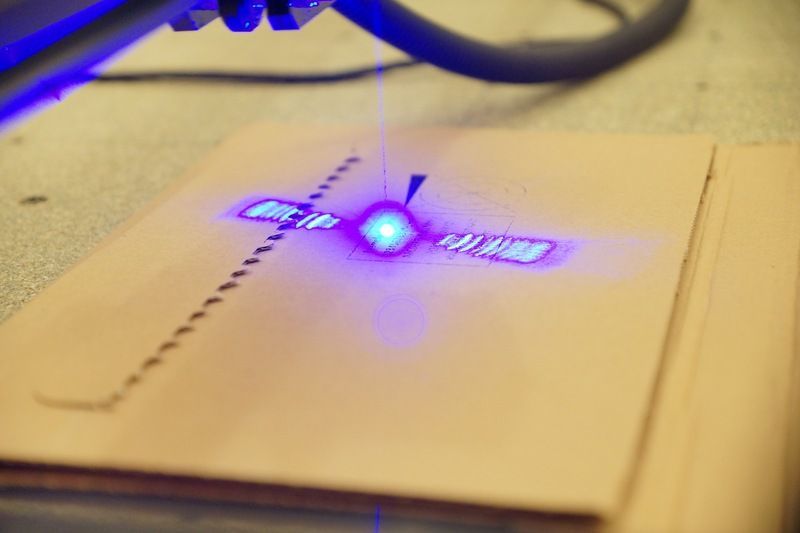
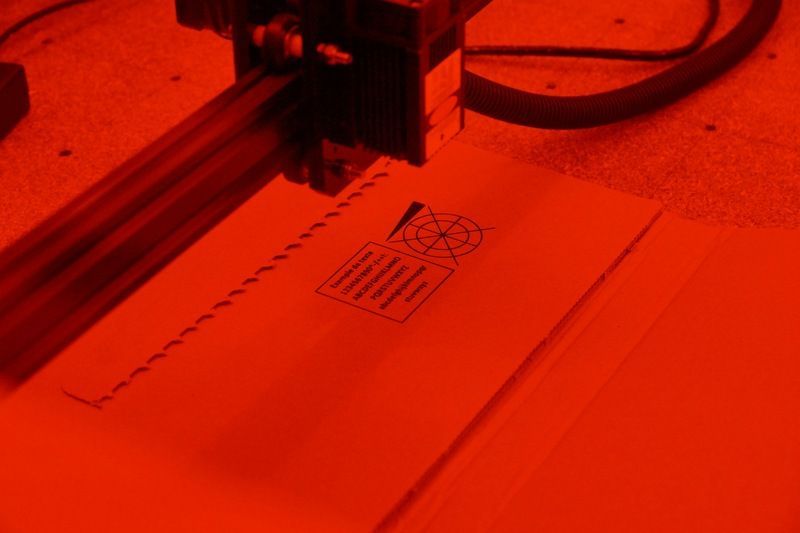
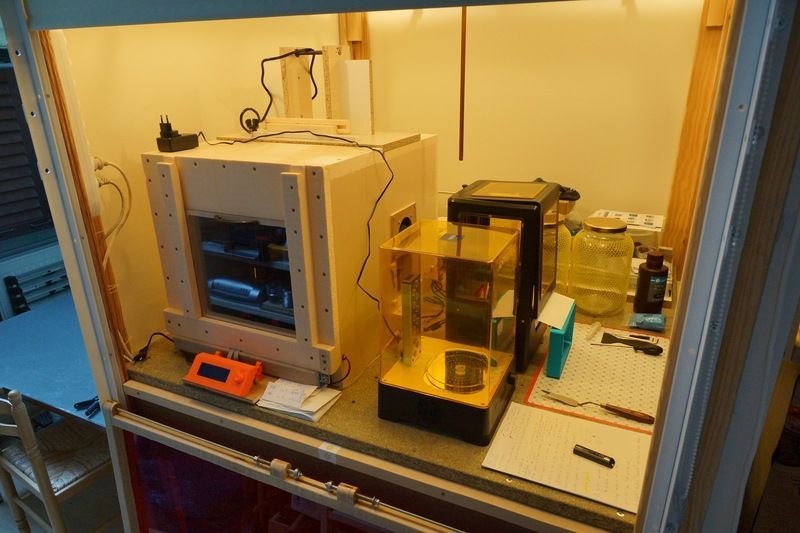
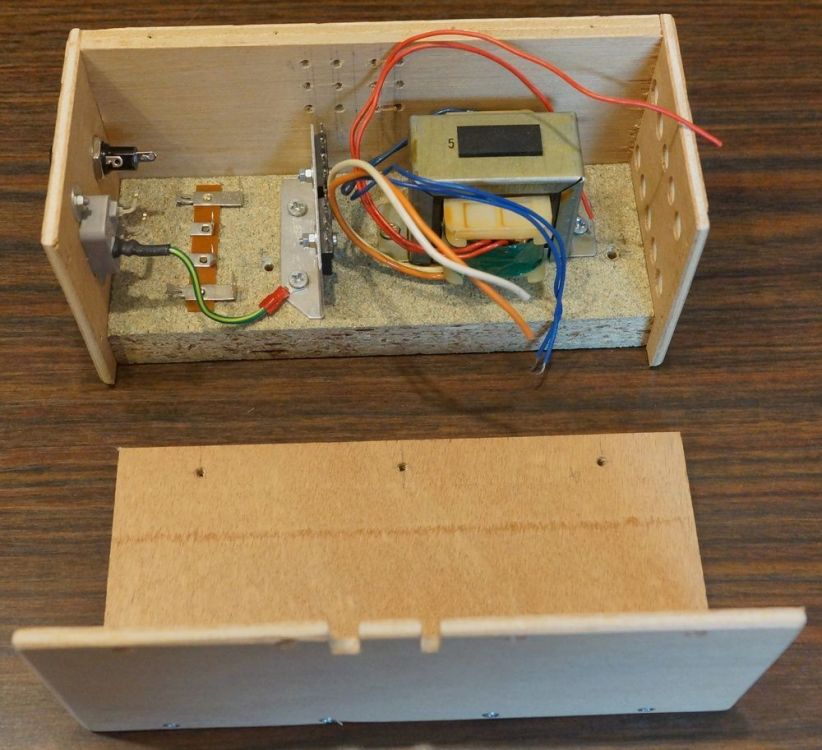
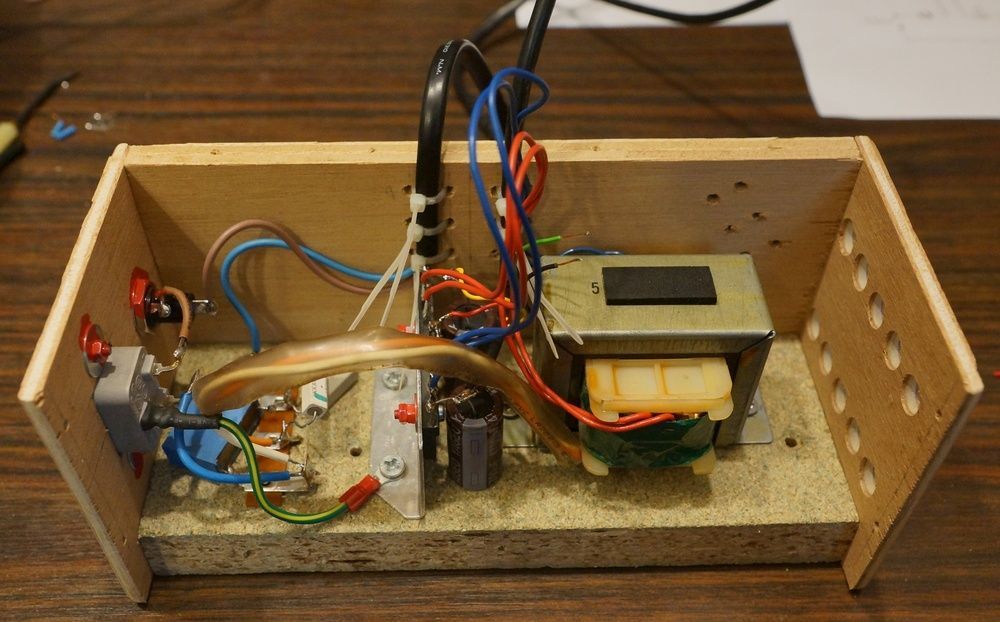
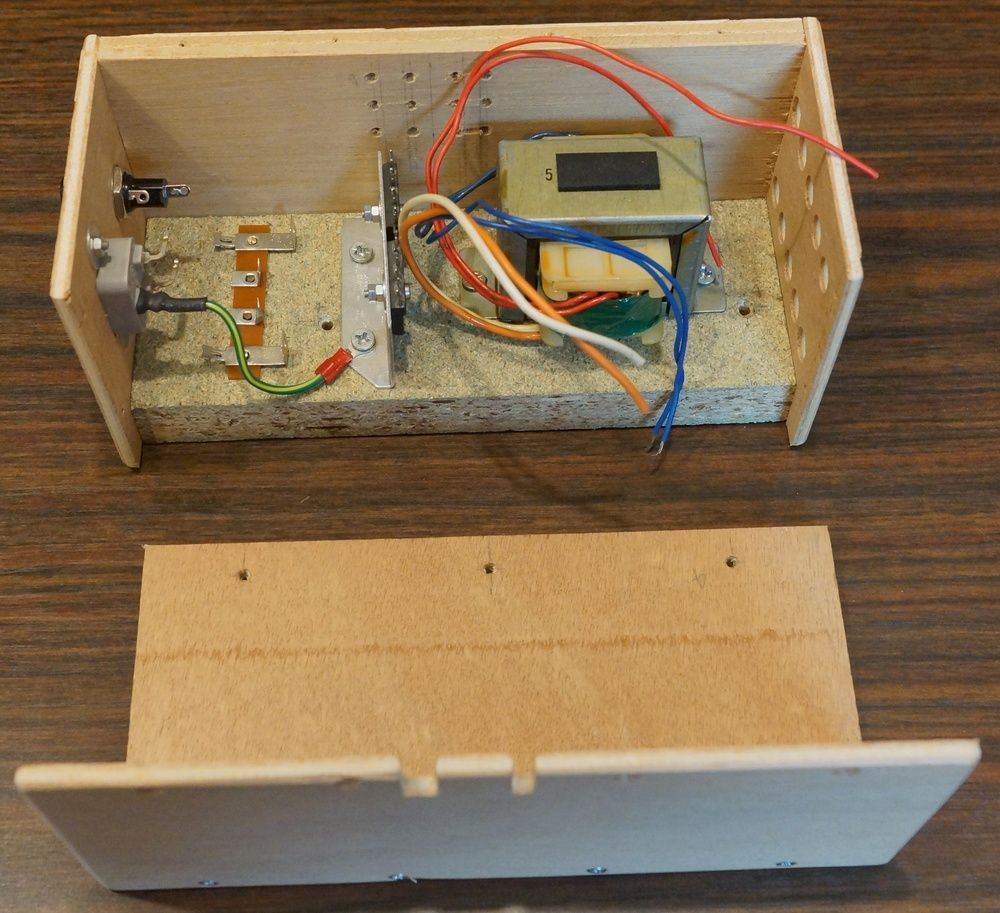
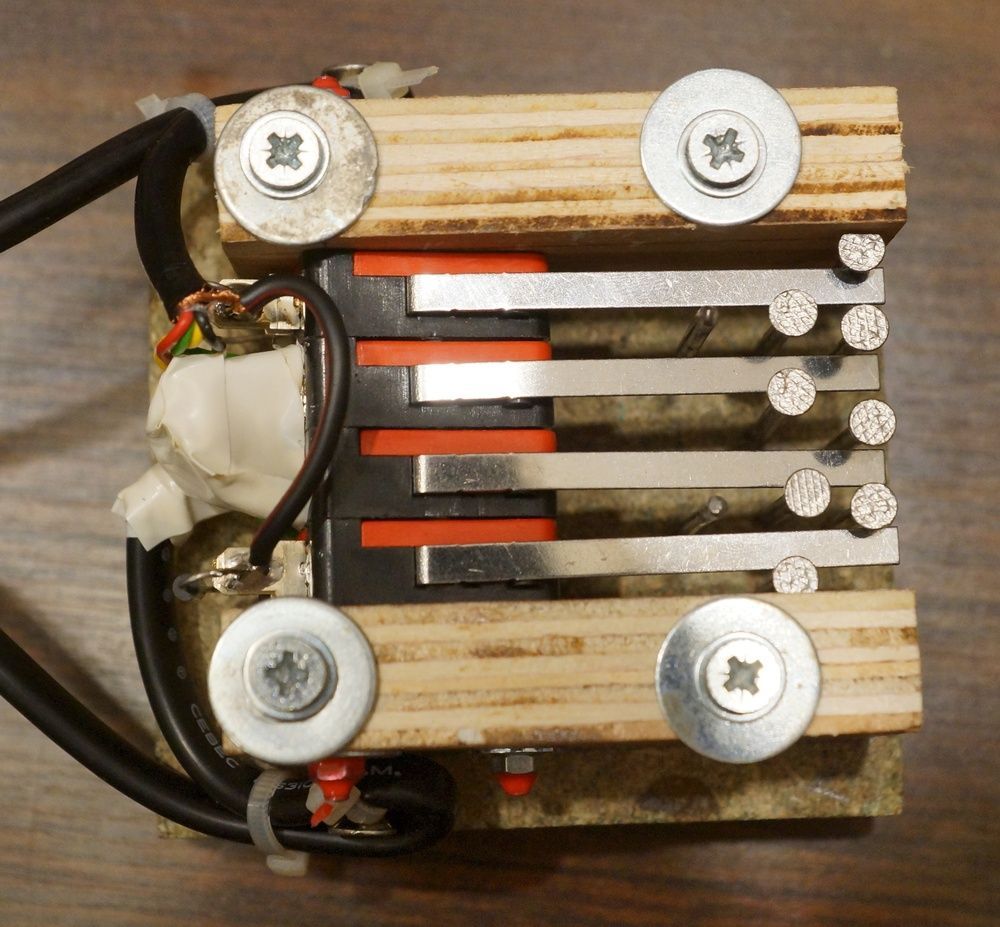
Bonjour, Les techniques « de fablab », c’est-à-dire l’impression 3D FDM, l’impression 3D SLA, la découpe laser, le post traitement des pièces (acétone smoothing, rinçage des pièces SLA) sont fortement émissives de fumées et de vapeur nocives. C’est aussi le cas de certains outillages « de bureau » comme la soudure de composants électroniques ou la découpe de polystyrène à fil chaud. C’est un problème, car la plupart de ces équipements sont utilisés en milieu domestique ; une cave, un garage ou un atelier de mécanique sont souvent trop sales et/ou trop froids pour ces procédés. Un autre souci est que les tables et bureaux classiques utilisés en intérieur ne sont pas des établis : - fragile - manque de rigidité - problème pour réaliser des bridages - travail en position assise C’est pour cela que j’ai décidé de me lancer dans la fabrication d’un établi d’intérieur avec système d’aspiration. Voici le cahier des charges : - Un plan de travail rigide, solide et plan - Facilité pour brider des pièces sur le plan de travail - Accès de tous les côtés, comme le serait une table « normale » - Fonctionnement en hotte étanche avec extraction vers l’extérieur - Protection contre les rayons lasers - Possibilité de ranger facilement le laser portique (le mien fait 1 m x 1 m, pratique pour graver des panneaux de meubles, mais très encombrants) - Bon éclairage de la zone de travail - Utiliser un maximum de matériaux de récupération L’établi est une table carrée de 1250 x 1250 en panneau de particules épais, ses 4 pieds se prolongent en hauteur pour supporter une sorte de toiture plate. 4 rideaux déroulables permettent d’ouvrir et fermer rapidement chaque côté. Ils sont en PVC « occultant ». En plus des rideaux, il y a des protections en plexiglas amovibles pouvant être accrochées rapidement à différentes hauteurs. Il y a une protection transparente et une autre teintée rouge qui ne laisse pas passer la lumière de mon laser bleu. Un système de « franges » permet d’accéder à l’intérieur, sous les protections plexiglas, tout en conservant l’étanchéité à l’air et à la lumière. La toiture supporte : - une bouche d’extraction avec une trappe, raccordée à une extraction en toiture ; - un éclairage, il peut être commandé de chaque côté avec un bouton poussoir et un télérupteur ; - des poulies pour monter le laser en position rangement ; des câbles raccordés à un vérin électrique permettent d’actionner l’ensemble. Cela peut sembler bizarre et compliqué, quelques photos seront plus parlantes : Voici le meuble avec les rideaux fermés ; les protections plexiglas ne sont pas en place : Voici une vue de l’intérieur : L'éclairage est uniforme et sans ombre gênante ; la disposition des ampoules (1 à chaque coin), la couleur beige des rideaux et la peinture blanche de la toiture y contribue. Des écrous à griffe sous la table permettent de brider des pièces : La fameuse toiture vue de l’intérieur ; on voit l’éclairage, le laser en position « rangement, et la bouche d’extraction : Le laser est posé sur des goupilles, de cette façon les câbles ne sont pas en tension en permanence : Pour descendre le laser, il faut d’abord le remonter un peu pour retirer les goupilles : Vue du mécanisme avec les câbles : La motorisation des câbles est faite avec un vérin électrique, sous la table : Le vérin électrique est un modèle pour ameublement, le bras de levier multiplie la course, mais aussi l’effort à fournir par 3,5 ; le vérin est dimensionné en conséquence par rapport au poids du laser. Remarque importante : l’effort exercé sur le vérin tend à faire rentrer celui-ci, c’est important car ce type de vérin a une résistance plus faible en tirant qu’en poussant. On ne voit pas bien sur les photos, mais les axes sont entièrement métalliques, avec des tiges et des tubes encastrés dans le bois. Vous allez me dire : pourquoi ne pas utiliser un treuil ? D’abord… parce que j’avais ce vérin en stock Ensuite, le vérin est très silencieux et le mouvement est à la bonne vitesse. Les treuils sont vraiment bruyants. J’ai construit un boitier de commande, avec une protection contre les appuis involontaires : D’un point de vue mécanique, tout a été calculé et réglé pour que les fins de courses du vérin électrique correspondent aux positions haute et basse du laser. Voici le laser à mi-hauteur : Voici le laser en position basse : Le système de câble du laser permet aussi de placer celui-ci en hauteur, sur des cales. Les écrous à griffe permettent de maintenir fixé le laser sur la table : Voici une vue détaillée de la bouche d’extraction : Un contact permet de mettre en route l’extracteur lorsque la bouche est ouverte ; un voyant témoigne du fonctionnement : On remarque des aimants de disque dur… ils servent à fixer une gaine pour aspiration « localisée » au plus près de la zone de travail : Il serait possible d’attacher la gaine sur le laser pour une aspiration à la source, à condition qu’elle n’exerce pas d’effort mécanique important lors des déplacements. La gaine utilisée ici est en alu souple, mais elle est un peu lourde et un peu rigide. Il existe des gaines plus légères en plastique qui seraient plus appropriées. Voici les fameuses protections en plexiglas : Des trous sur les glissières permettent plusieurs positions : Le système d’accroche utilise des tringles et des ressorts, avec une double tirette centrale, prévue pour être actionnée avec une seule main : Voici le fameux système de franges, en PVC souple noir, deux couches de franges alternées : Il permet l’accès à la zone de travail tout en conservant l’étanchéïté à l’air (et à la lumière du laser avec le plexiglas rouge) : Le système de franges peut se fixer et se retirer rapidement sous les protection plexiglas grâce à trois vis prisonnières avec bouton : Voici les boutons d’éclairage, ils sont accessibles même lorsque le panneau plexiglas est en position basse (rangement pour accès total à la zone de travail) : Voici la protection plexiglas rouge : Avec le laser en fonctionnement : L’atténuation est la même qu’avec les lunettes de protection vendue avec le laser (j’avais vérifié ce point en comparant les lunettes et le plexi rouge avec une source de lumière bleue) Voici une photo prise depuis l’intérieur, elle permet de voir à quel point le plexi rouge atténue le laser : Le plexi rouge permet à la fois d’être protégé et de bien voir la pièce en cours de gravure : Voici la pièce gravée (un bout de carton pour un test) : Les fixations du plexi sont arrondies pour éviter un arrachement par effet de levier si on recule en accrochant la protection : Les pièces en bois fréquemment manipulées (cadres des protections plexiglas, support de franges, boitier de commande du vérin) ont une finition au fond dur et à la cire. Des chutes de plexi rouge ont été utilisées pour faire des « témoins » anti oubli d’éclairage : L’espace entre l’établi et le sol permet de glisser en dessous une table, avec un jeu de quelques cm Lorsque le laser est rangé, l’établi est assez grand pour accueillir mes imprimantes 3D, mon matériel de smoothing et mon matériel de découpe fil chaud. Comme l’accès est de tous les côtés, on peut utiliser chaque matériel sans déplacer les autres. Seul le laser nécessite de tout déplacer, mais si on grave au laser une petite pièce, il est possible de laisser une partie du matériel en place. Je suis très content de cet établi, l’aspiration est très efficace (aucune odeur résiduelle dans la pièce) tout en laissant un bon accès de tous les côtés à l’intérieur. C’est un aspect important pour un usage « intérieur » : l’aspiration et le vérin électrique sont très silencieux. Les rideaux et protections en plexiglas apportent une insonorisation supplémentaire vis-à-vis de l’imprimante 3D FDM qui peut parfois être un peu bruyante. Enfin, lorsque l’établi est fermé (tous rideaux tirés) l’ensemble du matériel est bien protégé de la poussière, comme si c’était un placard. A bientôt Le vérin, le boîtier de commande et l’alimentation proviennent d’un ancien fauteuil que j’avais « motorisé » : L’alimentation envoie un voltage mois fort à la rentrée du vérin qu’à la sortie, pour compenser l’effet du poids ; de cette façon la vitesse est la même à la montée et à la descente. Les contacts du boitier de commande coupent à la fois le primaire et le secondaire de l’alimentation : Le décalage entre les lames de contacts commute le secondaire avant le primaire, cela préserve la durée de vie des contacts. Le câblage des contacts du secondaire est fait de telle sorte qu’il n’y ai ni dommage ni mouvement si les deux boutons sont appuyés en même temps.



































 3 points
3 points -
C est une sorte de passoire selon les critères shadocks... puisque il n y a pas de joints... Par contre il y a bien une histoire de flotteur... mais pas de niveau d'eau ...2 points
-
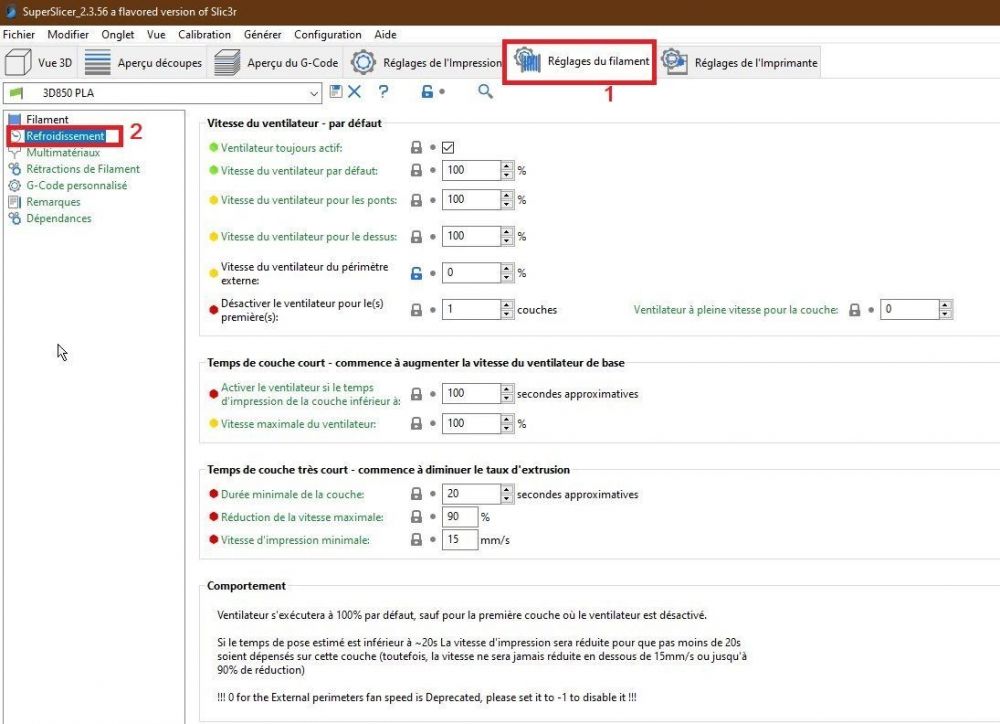
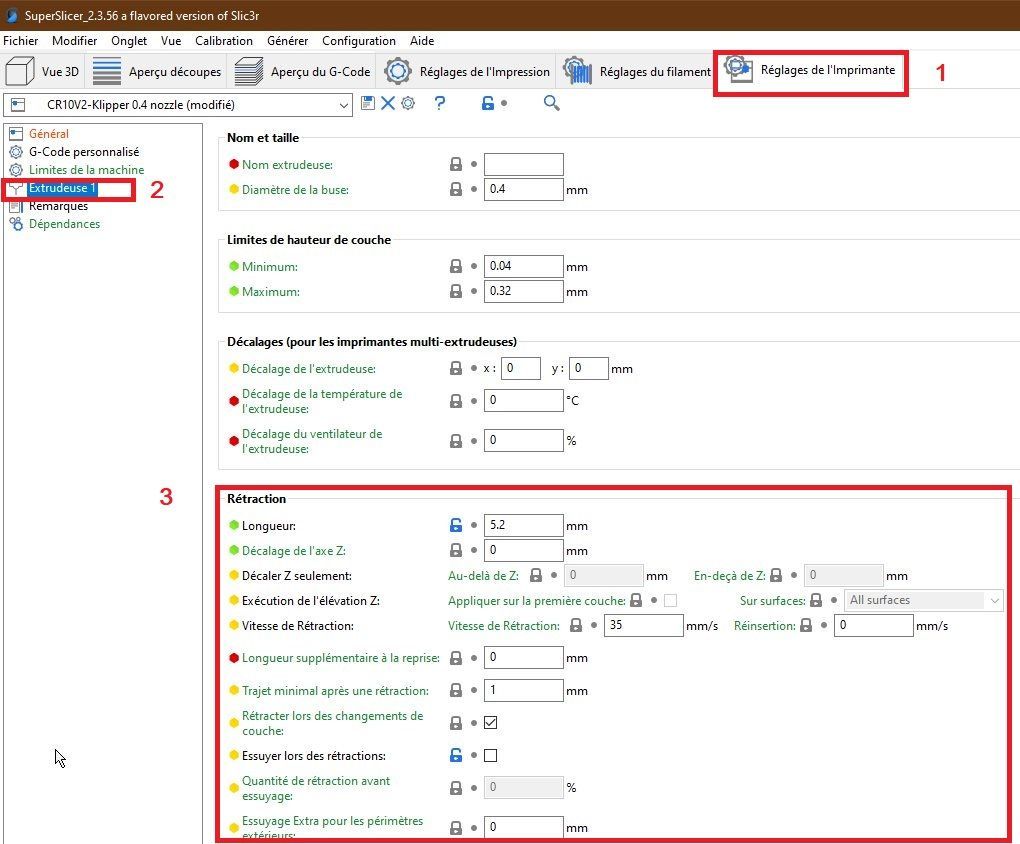
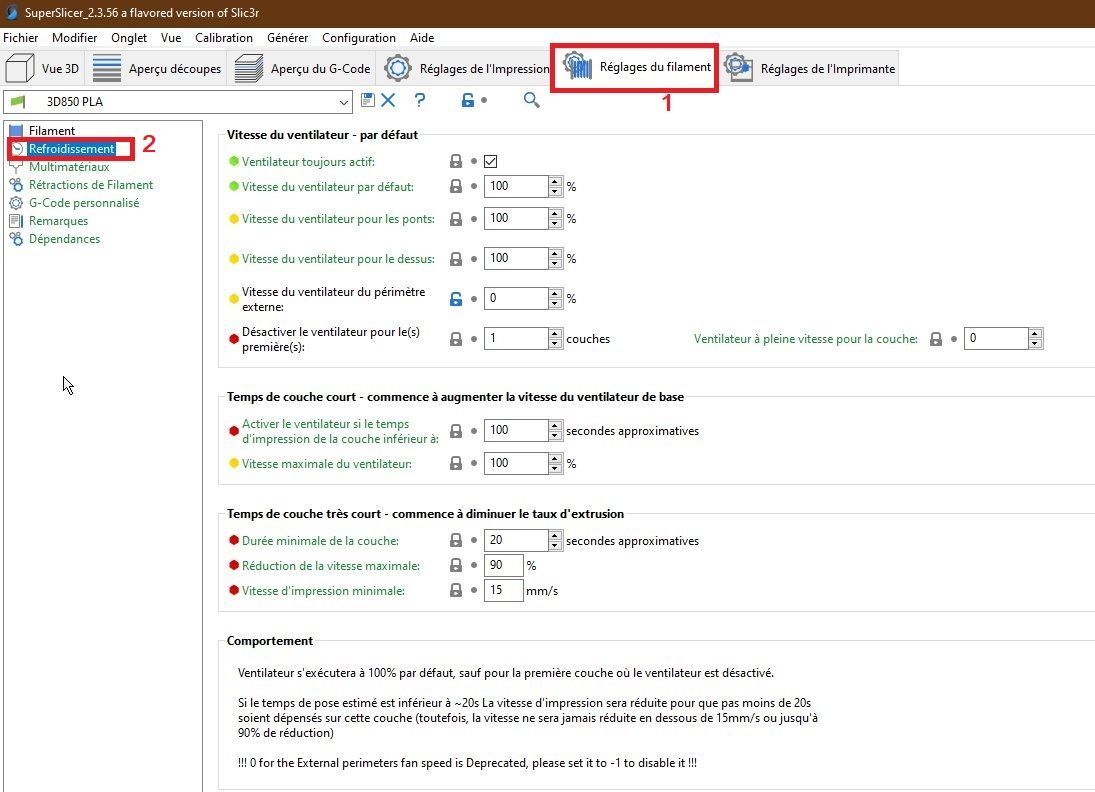
@Spid Avec le trancheur Superslicer, le refroidissement se trouve dans les «réglages du filament» : La rétraction, dans «réglages de l'imprimante» :
 2 points
2 points -
Oui il y a un fond dans le tube... mais percer pour laisser passer l eau... Et non pas de produits douteux dans le tube ... Et un shadock ne serais pas quoi en faire... donc en as forcément besoin...2 points
-
Mdr !!!! Alors... facile de tout critiquer... surtout moi !.. C est bien plus facile de s attaquer à une personne inconnue qu au gouvernement et au grandes multinationales !!! Pour info et pour l avoir dejas exposé ici : mes tracteurs tondeuses de courses tournent à l l'ethanol ! ma 2cv qui me sert a aller bosser tous les jours tourne a l ethanol. mon groupe électrogène de secours tourne à l'éthanol. Notre péniche nous servant d d'habitation principale est à 90% autonaume grâce au photovoltaïque ! Nous tirons nos déchets et les déchets organiques vont dans le composteur ! Je ne prends pas ma 2cv ethanol pour aller acheter mon pain ou mes clopes au village qui se trouve à 300m L huille de la friteuse est filtrée et réinjectée dans la voiture de ma femme ou le moteur du bateau !... Mon imprimante 3d tourne au solaire et mes chutes d impression partent au recyclage ! Bref... oui la critique est facile pour moi... car je suis bien placé pour constater que nous somment trop peu à faire des efforts...!!! Et ta réaction me conforte dans mes convictions !!!2 points
-
Bonjour à tous, après l'impression de mon bateau et de ma gravure sur miroir, je me suis lancé dans la gravure du plexi. Après pas mal de loupé, j'y suis enfin arrivé. Je vous mets quelques photos. Un petit cadeau pour mes petites filles. Ma CNC est une petite 3018 pro qui fonctionne pas trop mal. Beaucoup de problème pour règler le Z et la planéité du plateau.


 1 point
1 point -
Bonjour à tous, Prusa organise régulièrement des concours avec des lots plutôt intéressant à gagner (imprimantes, filament, bons d'achats). Le but étant de proposer un ou des modèles à imprimer en fonction de thèmes donnés. Celui du concours actuel est "Mises à niveau, Modifications et Accessoires", je pense que certains schmilblicks du forum y auraient leur place . Certains modèles sont également très intéressant, je pense que le concours encourage certains makers créatifs à poster de façon gratuite dans ce cadre. Pour les détails et ceux que ça intéresse, c'est par ici : https://www.prusaprinters.org/fr/contest Ayant participé à certains concours précédents (thèmes "Outils de jardin" et "Jeux de Plateaux et Casse-Têtes"), voici mon retour/avis sur le déroulement du concours. Positif : - La façon de répartir les lots dans le fait que ça ne se joue pas uniquement au vote, les plus intéressants étant attribués sur décision de Prusa. - Facile de participer (il faut quand même créer un compte sur le site de Prusa). - Stimule la créativité. - Il en sort régulièrement de super modèles. Négatif : - Certains modèles obtiennent beaucoup de "likes" sans forcément bien coller au thème du concours... j'attend de voir comment cela sera géré par Prusa. - Certains modèles se retrouvent mis en avant dans la bibliothèque de Prusa (sur la page d'accueil) et donc obtiennent plus de visibilité. - La date d'arrêt des votes n'est pas très claire (c'était bien précisé dans certains anciens concours, mais pas dans les derniers). Autres remarques : - Poster tôt son modèle permet de se retrouver assez vite en haut du classement, mais les (très) bons modèles arrivent souvent sur la fin et écrasent tout . - Sur un concours précédent quelqu'un avait posté un modèle très connu mais dont il n'était pas l'auteur original, il s'est fait "griller" dans les commentaires. - Il faut être patient avant d'avoir les résultats (un certain temps est nécessaire à Pursa pour tester et choisir les gagnants). Evidemment j'en profite pour faire la pub de ma dernière participation (qui parlera surement aux utilisateurs de Prusament), si ça vous plait, n'hésitez pas à "liker" (les autres modèles sympa aussi ). Je ne sais pas si ces derniers votes seront pris en compte vu que le concours est terminé mais l'annonce des gagnants ne se fera en fin de mois => https://www.prusaprinters.org/prints/72196-prusament-spool-race Et n'hésitez pas à partager vos avis sur ces concours ainsi que vos créations aussi.1 point
-
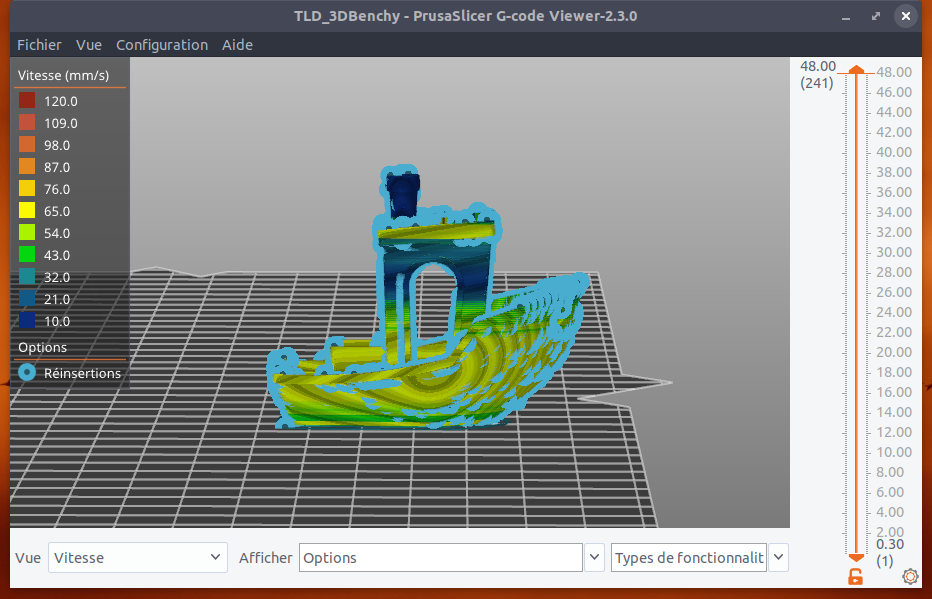
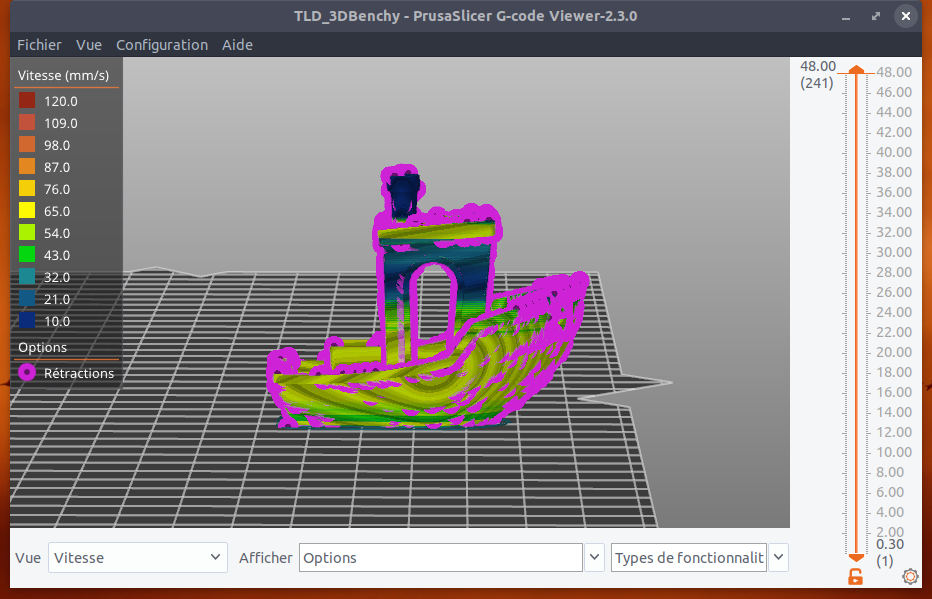
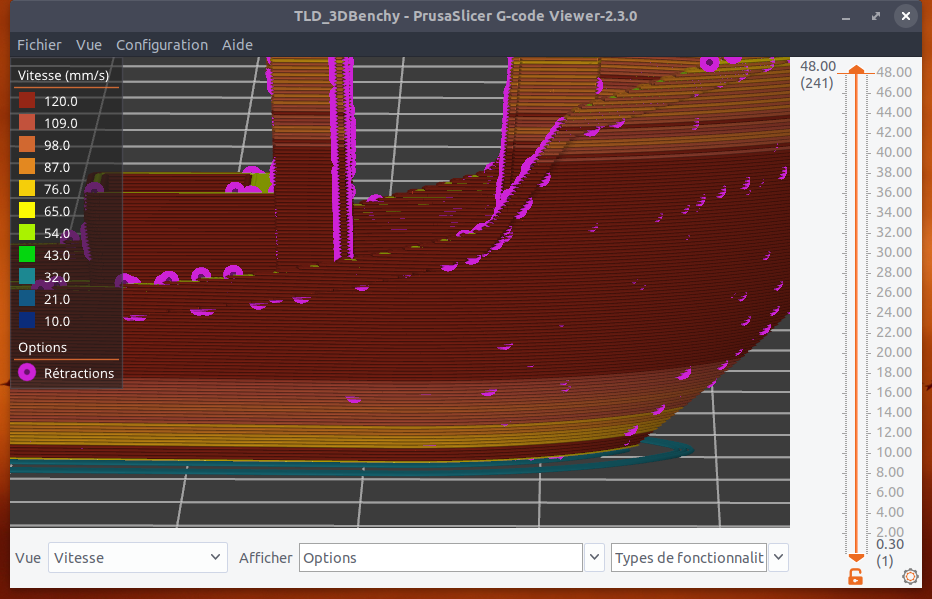
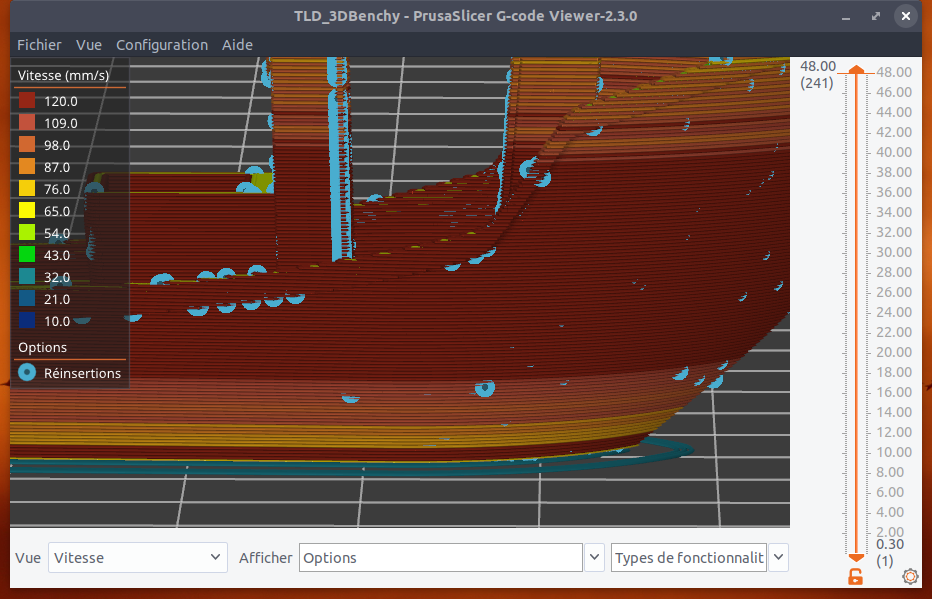
C'est étrange il n'y a pas de rétraction sur la coque extérieur pour ses défauts, mais si on regarde cela pourrais coller avec les point de rétractions de la coque interne et renplisage ... Si je place le point de vue assez loin pour bien voir les Rétractions Réinsertions mais de prés il faut que j’enlève la coque (le périmètre extérieur) pour en distinguer et encore ils (les points de rétractions / réinsertions) semble plus en intérieur / dans le remplissage ... Donc ... je ne sais dire si c'est les rétraction ou non ... ou alors elles font des "dégâts" dans l'intérieur ... encore plus louche ... Et donc pas de zone de jointures pour ses défauts... Mes excuses ...
 1 point
1 point -
Pour moi, les deux sont en aléatoires (ancien et nouveau), et les paramètres sensiblement les mêmes (j'ai forcément modifié des petites choses mais difficile de dire quoi). Donc deux fichiers gcode différents. Aucun problème d'humidité ou je suis, j'ai des bobines qui ont plus de 1 an sans aucun problème, regarde le cube sur la deuxième photo. Je peux tester en ne la mettant plus en aléatoire, peut-être qu'à l'époque c'était le cas (toujours est-il que sur l'ancien Benchy, je ne saurais dire où est la jointure). Sur le nouveau Gcode, il y a les points blancs représentant le démarrage de chaque couche et cela ne semble pas correspondre. TLD_3DBenchy.gcode
 1 point
1 point -
Je t'ai mis un Like, un peu space ton idée, mais marrant dans le fond !1 point
-
@TiTTaN Pas de soucis, ravi d'avoir pu t'aider, et que tes drivers ne soient pas morts. Pour remercier quelqu'un, il y a le petit en bas à droite du message .1 point
-
Bonjour, Ne pas confondre les thermistances et les thermocouples qui même si ces deux matériels servent à mesurer une température. ne s'utilisent pas de la même façon. Le thermocouple nécessite une carte amplificatrice pour pouvoir être utilisé sur nos cartes. On en met un quand on veux imprimer à des températures élevées (300 - 500 °C) car c'est bien plus précis dans la mesure des températures alors qu'une thermistance au-delà de 200°C n'est plus vraiment juste. Sur nos imprimantes la majorité du temps, ce sont des thermistances que l'on utilise. Celles montées d'origine sont de typez CTN : la résistance décroit avec l'élévation de température. Pour les Creality, elles ont une résistance de 100 KΩ (100000 Ω) à 25°C (plus la température augmente et plus la valeur de la résistance décroit pour atteindre quelques ohms). Suivant la détérioration de celle-ci (déconnexion de la prise, coupure sans court-circuit ou coupure/section d'un fil AVEC court-circuit) cela peut avoir eu une incidence sur la carte mère (court-circuit par exemple). Si après remplacement par celle qu'il faut ( exemple sur Amazon (tu peux évidemment te fournir ailleurs)) le problème est toujours présent alors la carte mère devra malheureusement être remplacée. Donc, tu peux essayer de permuter les deux thermistances sur la CM et voir de quoi il retourne mais ta valeur de 6 Ω me semble bien «étrange».1 point
-
@Trottinettesprods3D Verifie si tu as bien branchée ton écran sur le bon port... il y en a 3 sous l'écran. Tu dois être branché sur le port EXP3 !1 point
-
Un shadock en a-t-il l'usage ?1 point
-
il faut aller sous l'écran ainsi que le coffret CM. tu suis la nappe et tu débranche puis rebranche1 point
-
Bonjour, @Trottinettesprods3D, as tu essayé de débrancher la nappe de l'écran, des 2 côtés1 point
-
Et ben écoute, avec le nouveau gcode de démarrage et de fin, je n'ai apparemment plus de soucis. Le filament sort bien dès le début de la jupe (ou très très peu de temps après le départ). C'était donc bien un soucis de mode de calcul. Je vais surveiller voir comment ça évolue, mais j'ai lancé 2/3 prints par la suite et j'ai eu aucun soucis. J'ai retrouvé le comportement que je connaissais Je considère donc le problème comme résolu (pour le moment en tout cas ^^). Merci de ton aide1 point
-
Plus simple tu as de très bons tutos (du montage de SuperPat, avec la fameuse procédure de Titi et les nombreux autres de Fran6p qui sont épinglés au début sur ce forum section Creality, c'est à dire là ou tu viens de poster ta demande1 point
-
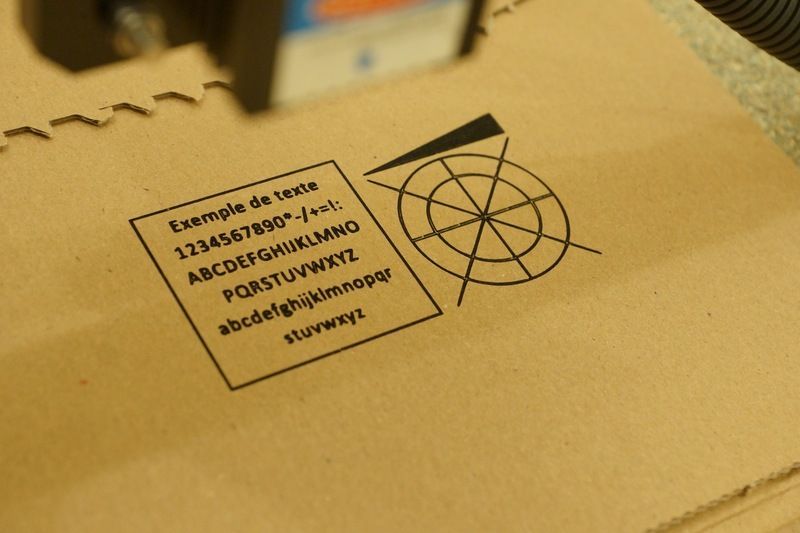
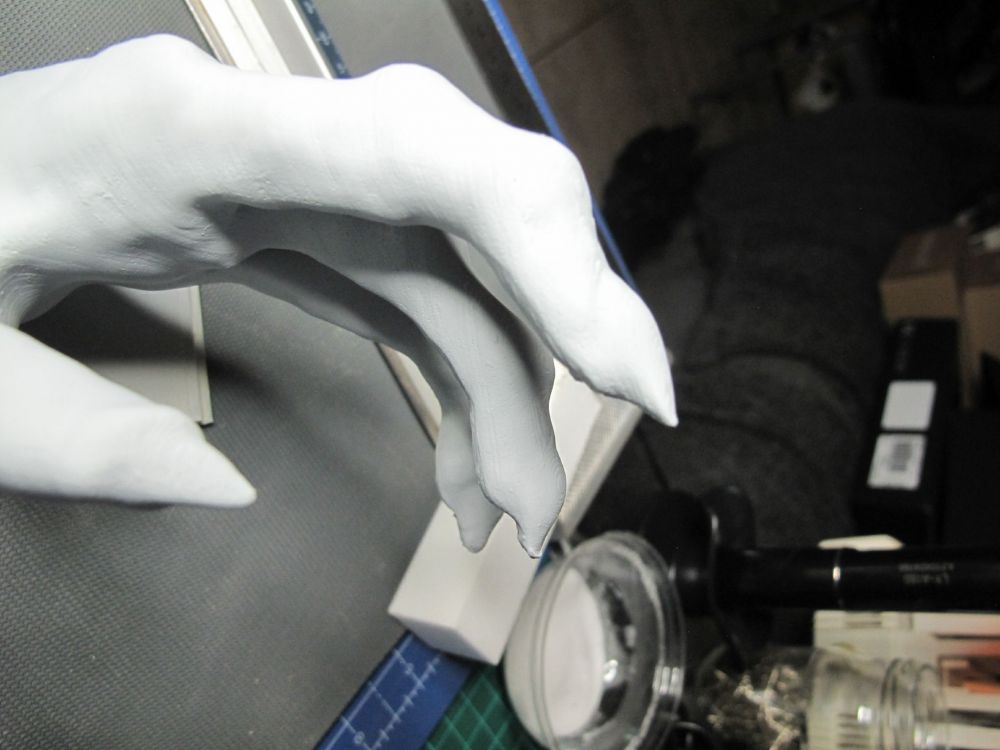
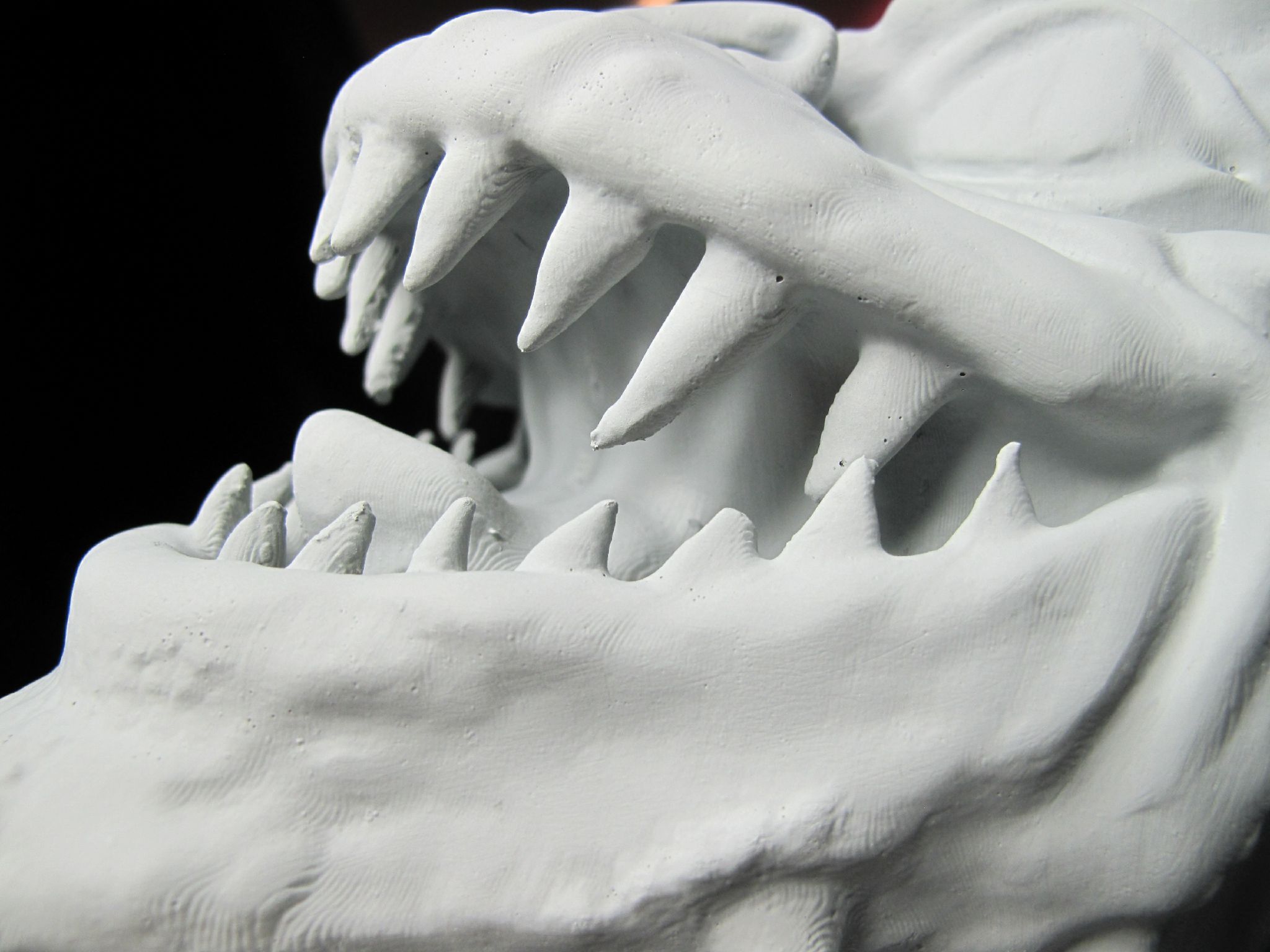
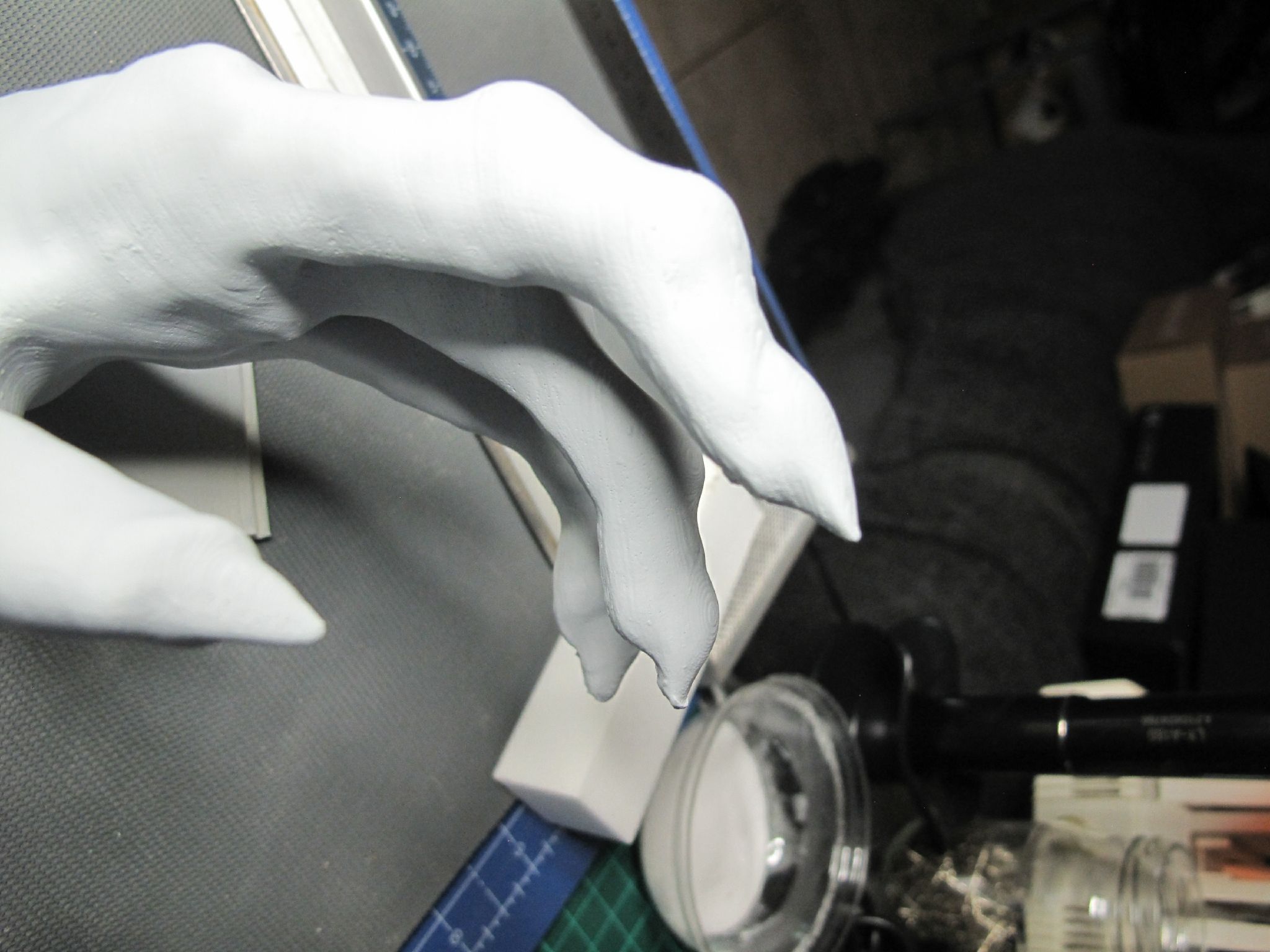
Pour les dents et les pointes je ne les ai pas poncées, le chlorure de méthylène (ou Dichlorométhane) atténue pas mal les défauts et l'apprêt finie le travail, si on regarde bien il en reste encore mais je cherche pas la perfection. Avec le mode macro de l'appareil on voie bien qu'il reste des défauts mais ça ne se voie pas à l'oeil nue. Pour bien faire j'aurai du poncer légèrement après avoir mis le chlorure (après une journée de séchage) et en remettre une couche avant la couche d'apprêt. Le chlorure ça sèche très vite, on peut le toucher après 1min ou remettre une autre couche mais je préfère attendre pour faire quoique se soit d'autre (peinture, ponçage) car c'est sec à coeur, c'est aussi plus facile à poncer après avoir passer le produit. Pour l'alien (qu'on voie en première page), j'avais mis 2 couches de chlorure (sans ponçage entre les deux), les dents et les griffes n'ont plus trop de défaut et sans les avoir trop poncé car c'est fragile et chiant à faire, idem pour la tête de Predator celui la je ne me voyais pas de la poncer, 2 bonnes couches de produit et on ne voie pratiquement plus les couches d'impression en 0,2 Faut pas trop en mettre non plus, j'ai pas encore essayée en trempant les pièces directement dans le produit (elles sont trop grosse), je le fait au pinceau, si on appuie trop fort sur le pinceau, on peut voire les traces de poils sur le PLA "fondu".


 1 point
1 point -
Ca va être difficile C'est vrai, j'étais en 4ème quand j'ai reçu mon imprimante, les temps sont loin d'où je répondais aux messages du forum, assis entre les potes dans la cours de recré En tout cas, merci1 point
-
@FBR39120 Ta version (02000902) correspond à la «bugfixes» (version en développement, à n'utiliser qu'avec des cartes récentes non encore incluses dans la version stable ou en cas de bug connu (recensé dans les «issues» du github de Marlin) corrigé dans cette version (version constamment mise à jour, parfois plusieurs fois par jours ) qui deviendra la prochaine «stable». D'autres utilisateurs précédents t'ont indiqué comment faire une comparaison entre deux fichiers, pour ma part ma préférence (et mes habitudes ) va au logiciel soit Winmerge (Windows) soit vimdiff (Linux). Ton problème provient probablement qu'après avoir installé le Marlin 2.0.9.1 tu y as recopié des fichiers configuration[_adv].h provenant d'une version différente issus d'une précédente compilation.1 point
-
Attention, j'ai entendu (ON m'a dit donc) dire que ce produit est tellement dangereux que le simple fait de regarder la bouteille peut causer des troubles psychomoteur, rendre aveugle, stérile, manchot et chauve -> Je sors vite, le fait de lire ce post commence à m'attaquer le système nerveux, la preuve : j'ai écris ce post ...1 point
-
Un peu de lecture ne peut nuire :1 point
-
La gamme de PLA Mat s'élargit. En plus du noir et du blanc, vous trouverez du bleu, gris, rouge, jaune.1 point
-
Salut @TiTTaN Ayant été confronté à ce problème moi-même très récemment, je te renvoie à ce sujet : Pour des drivers TMC20***, la formule est Vref = Lnom/(2)^1/2 Ce qui donne pour le 42SHD0227-24B https://www.geeetech.com/stepper-motor-42shd022724b-p-1071.html (lire Rated curent et non rated voltage, soit 1 A) Vref = 0.707 V (donc à 1.3 V ça doit grave chauffer) Pour l'autre moteur le 42SHD0217-24B https://www.geeetech.com/stepper-motor-42shd021724bf-p-1073.html (idem soit 1.5 A) Vref = 1.06 V (et alors là c'est plus chauffer mais cramer, je crois que tu es à la limite de flinguer, si ce n'est déjà fait, tes drivers ...)1 point
-
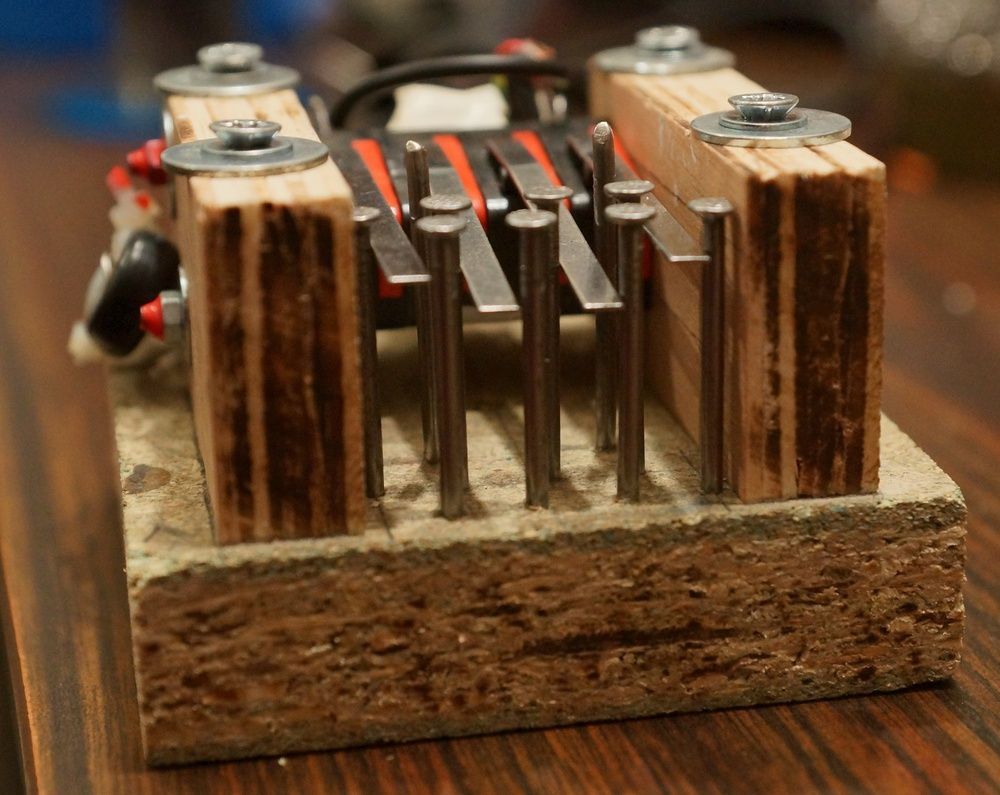
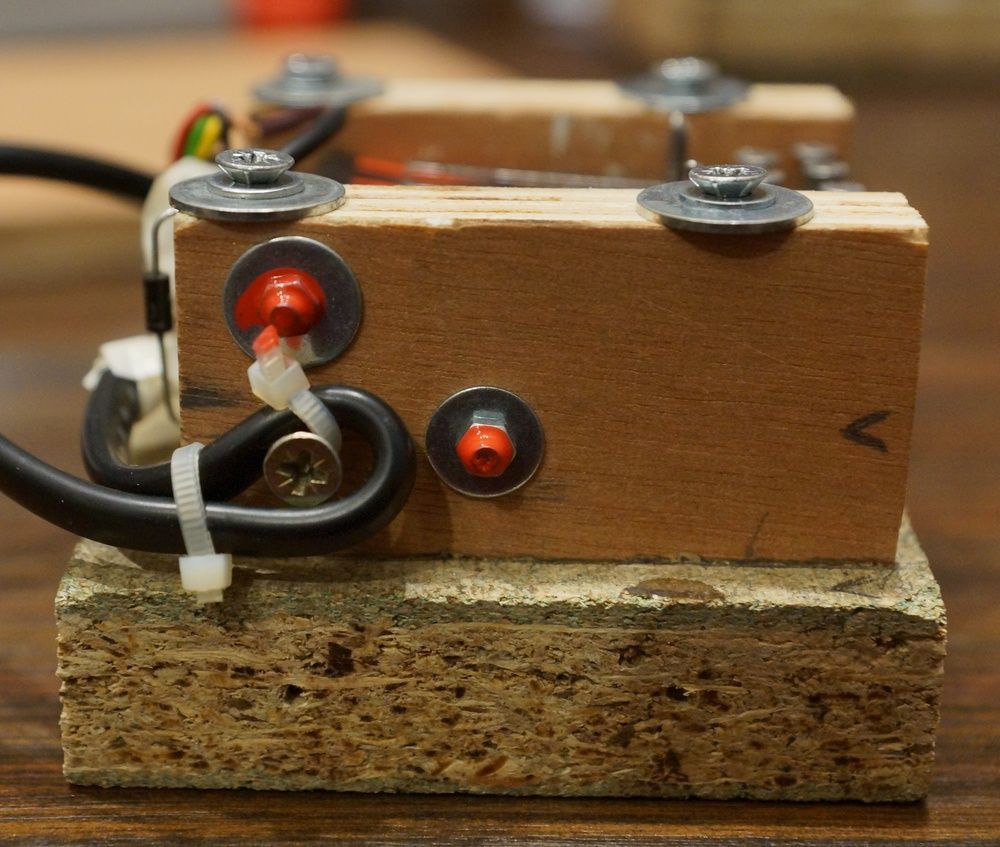
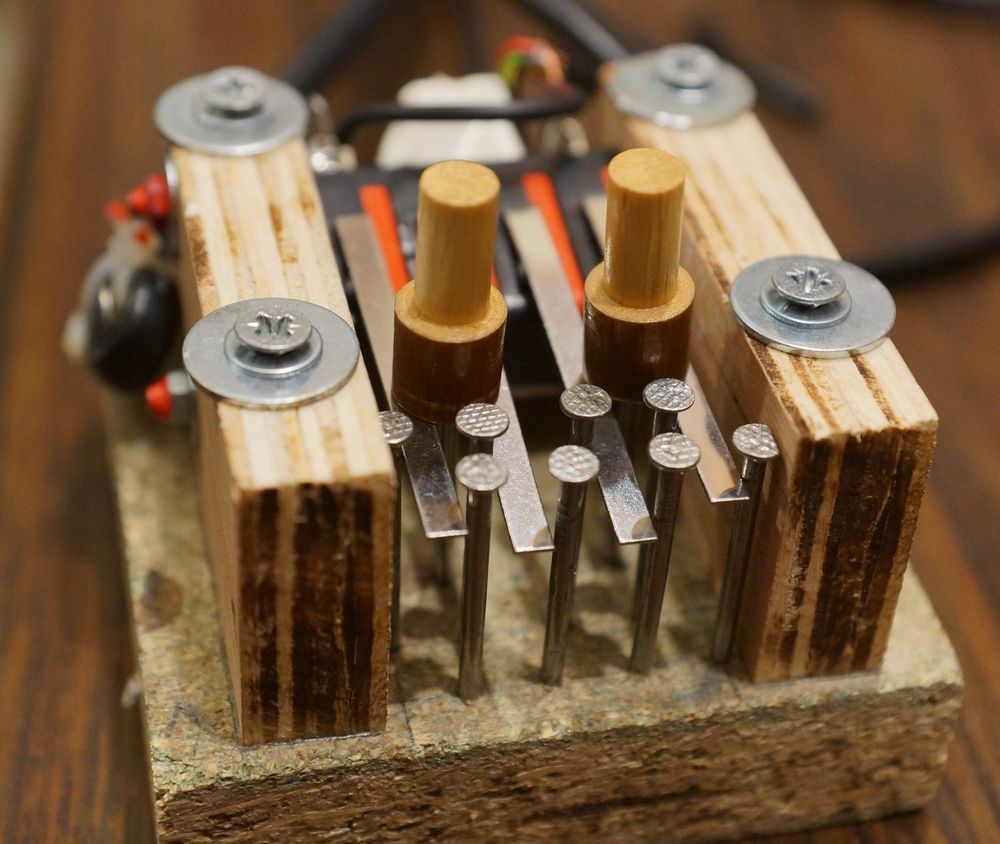
Salut, Pour le Piezzo tu as deux manière de l'utiliser : avec la piézorésistance et la piézoelectricité. Dans le premier cas ton piézo se comporte comme une jauge de contrainte : sa résistance varie en fonction de la force exercée. Avec un pont de Wheatstone, tu mesures la variation de résistance. Mis à part le réglage du point zéro, c'est relativement simple. Vu que tu mesures une variation de tension (causée par le déséquilibre due à la variation de résistance du piézo) tu as plusieurs choix : un ampli à fort gain ou alors un ampli dérivateur. Le second montage à l'avantage de ne pas nécessité de réglage du zéro (tu mesure une variation du signal). Par contre dans les deux cas il te faut un filtre en amont pour éviter d'amplifier les parasites. Autrement tu utilises un montage à fort impédance pour mesurer une différence de potentiel aux bornes du piézo. Même principe mais la tu peux te passer du pont de Wheatstone. Après comme tu dis, les effets de température sont non négligeables pour des piézo fixés sous le plateau. Dès lors le montage intégrateur permet de s'affranchir de ces variations relativement lentes. En tout cas merci, c'est super intéressant ton petit post pour ouvrir de nouvelles méthodes de bed levelling.1 point
-
Pour les réglages je ne peux rien te dire je n'utilise pas Chitubox. Pour les supports: tu as ceux qui touchent le plateau et les autres qui ne touchent pas le plateau mais seulement la pièce. Donc plateforme ce sont les premiers (plateforme= plateau) et tout c'est l'ensemble des deux types de supports.1 point

























.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)


