Classement




Contenu populaire
Contenu avec la plus haute réputation dans 28/01/2022 Dans tous les contenus
-
Hello, un petit logo svg pour le fun LogoEcole.svg4 points
-
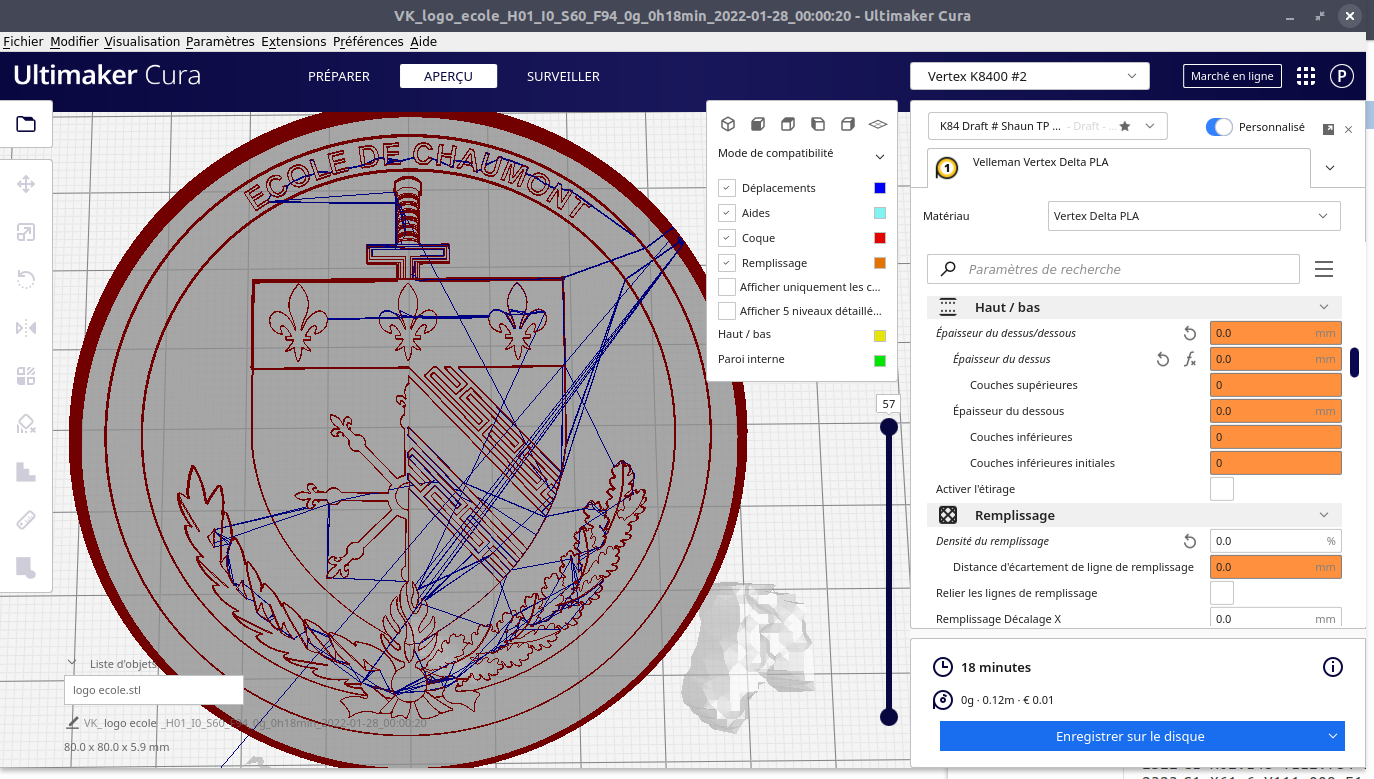
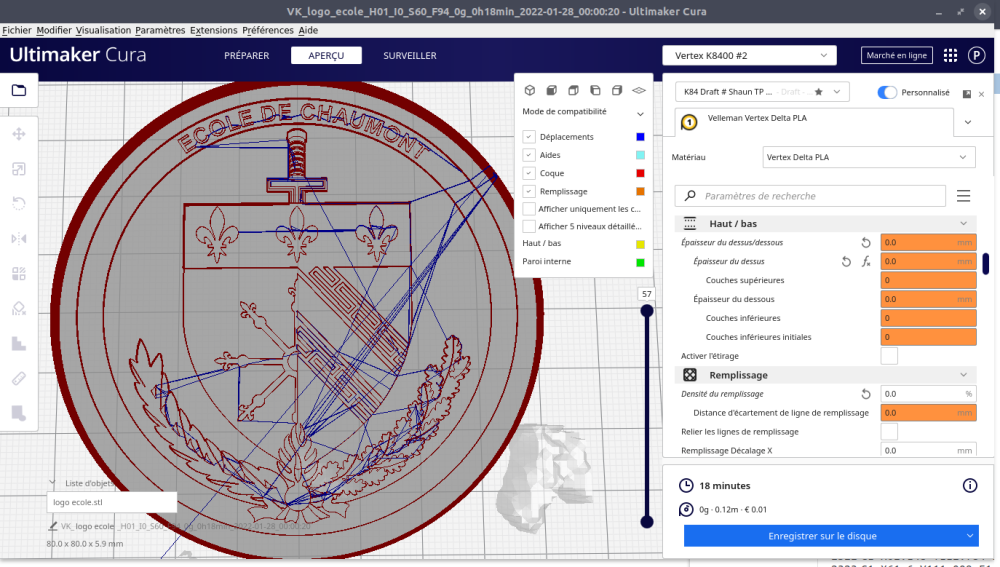
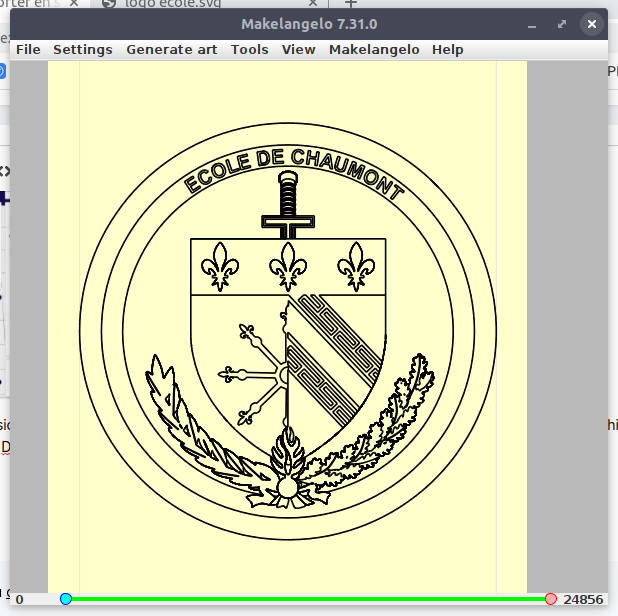
Pour moi aussi ... mais j'ai triché impossible de le projeter avec un cut sous le openscad que j'ai d'installé : ERROR: The given mesh is not closed! Unable to convert to CGAL_Nef_Polyhedron. Mais j'ai osé me faire un profil d'impression pour générer un .gcode ( pas de remplissage, pas de bordures, pas de couche de dessus ni de dessous, riens qu'une parois imprimé avec une épaisseur de 0.1mm avec des hauteur de couche de 0.1 en désactivant tout superflus et augmentant la taille des segment mini ) découpage avec Cura et après passer le .gcode dans une version de dev de Makelangelo pour un polargraph (où j'ai du modifier le code de lecture des fichier gcode qu'il support car normalement pas du .gcode pour imprimante 3D pour qu'il distingue bien les G0 (déplacement plume levé ) des G1 ( déplacement plume baissé = traçage ) appliqué quelque traitement ( simplifier, réordonner, redimensionner pour la page A2? ) et faire un enregistrer en SVG et DXF depuis Makelangelo ... mais c'est pas top car les export semble délicat a exploiter ... trop lourd ... et il semble manquer des segments ... test3_s_r_s.svgtest3_s_r_s.dxf
 3 points
3 points -
Fusion (Créer une esquisse de coupe de maillage), Gimp, Inkscape c'est sûr, mais c'est plus cher en temps2 points
-
c'est bien moi en effet ^^2 points
-
Hello, une intersection dans Fusion 360 ne ferait pas le job ? De tête (j'ai pas accès à F360 là tout de suite), j'imagine qu'il faudrait créer un plan de construction (offset par rapport à un plan de référence, une face par exemple), pour "trancher" la pièce là où on veut sortir le SVG. Ensuite il faut créer une esquisse sur ce plan et faire une intersection, différent de la projection. L'intersection va copier le profil de la pièce sur le plan de référence courant, alors que la projection va... "projeter" les limites externes de la pièce, vues depuis ce plan. Je sais pas si j'ai été clair...2 points
-
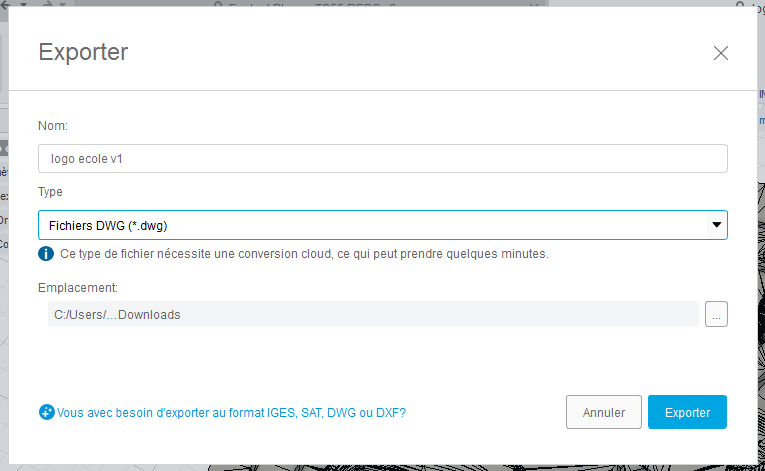
RE EDIT Ca marche pas avec ton stl. Il me dit "Echec"... J'ai bien les 2 formats dans le menu déroulant (petite flèche à droite) RE RE EDIT @Ironblue J'ai exporté ton stl au format dxf et dwg après l’avoir enregistré dans le cloud. A voir si c'est ok logo ecole v1.dxf logo ecole v1.dwg @+ JC

 2 points
2 points -
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
J'ouvre un nouveau sujet pour ne pas polluer le sujet de "Firmware Guilouz". C'est à propos des firmwares sur la SR mais aussi les autres tel que la Q5 ou la QQS. Bref je répond à @smiley C'est le problème des fonctions qui ne sont pas pris en compte par le firmware de l'écran car elle n'ont aucun "pointeur" associé pour montrer un page d'écran dédié. C'est pour cela que beaucoup de personne demandaient les sources de l'écran pour rajouter ces pages/écran relié dans Marlin à des pointeur qui appelle des procédures/fonctions. Bon, c'est un peu babare comme explications mais c'est le principe de fonctionnement avec les écrans DGUS/DWIN style CR6, H43, FYtech, etc. Flsun a construit un module série avec toutes leurs fonctions et parsemé le code Marlin de routines pour que ça fonctionne avec leur UI. Il y a toutes la famille des BTT-TFT ou moins cher et plus intégré à Marlin le Mks-TS35v2. Sinon tu n'as presque rien à effectuer dans Marlin pour l'écran, seulement sélectionner le type: REPRAP pour le BTT-TFT ou TS35v2 pour le Mks. Oui, c'est par là => GiHub (je n'ai pas encore intégré la partie SR) , Pour les sources, utilise la branche "FLSUN" qui est la dernière version stable de Marlin. J'ai créer un fichier "FLSUNQ_Config.h" (en plus dans le répertoire Marlin config) pour aider les utilisateurs, pas trop avancés en prog, de modifier certains paramètres simple comme les Step, le type de thermistor, les steppers, etc sans les chercher dans les fichiers de conf de Marlin. Bref, regardes c'est free1 point
-
@Savate, bordel j'avais pas vu, oui j'adore JCVD !1 point
-
J'ais commencé par une grenouille, ca c'est bien passé Ma petite fille l'a peint

 1 point
1 point -
c'est comme comparer un tricycle avec une formule 1 .....1 point
-
PLA, PETG pas besoin d'enceinte. Par contre le côté lisse du PEI offre une meilleure adhérence, as-tu testé ?1 point
-
Rails linéaires france: par exemple @P_tite_tete Je partage ton avis et s'il faut mettre 300€ dans une machine qui en vaut 400 ....1 point
-
Voici déjà le déballage... Bilan : - Envoi rapide - Très bien emballé - Sous-vide performant avec sel - Couleur : gris "taupe" (mon téléphone donne des photos trop claires...) Plus qu'à tester...




 1 point
1 point -
Pour les bobines de filament tu peux utiliser d'autres marques en vérifiant bien sûr que c'est le même type et le même diamètre. choisis malgré tout un filament de bonne qualité.1 point
-
Bonjour, Le problème qu'il y a eu avec les rails linéaire de la SR, n'étaient pas les glissières/chariots mais bien un problème sur la fabrication des rails. Le fournisseur n'a pas respecté les dimensions (revêtement/tolérances) et cela a été confirmé par FLSun sur le groupe et en PM. J'ai fais des tests avec trois type de rails linéaires (trois constructeurs différents) et les autres glissières ont le même comportement avec les rails de la SR (points dur ou mauvais glissement). De même, les glissières de la SR fonctionnent bien avec les autres rails et il n'y a aucun jeu. Sinon bonne idée sur le regroupement de vidéos sur le sujet. . @+1 point
-
Je n'ai pas de mac, mais si tu compiles tu as surement Visual Studio Code.. il doit pouvoir lire un fichier texte1 point
-
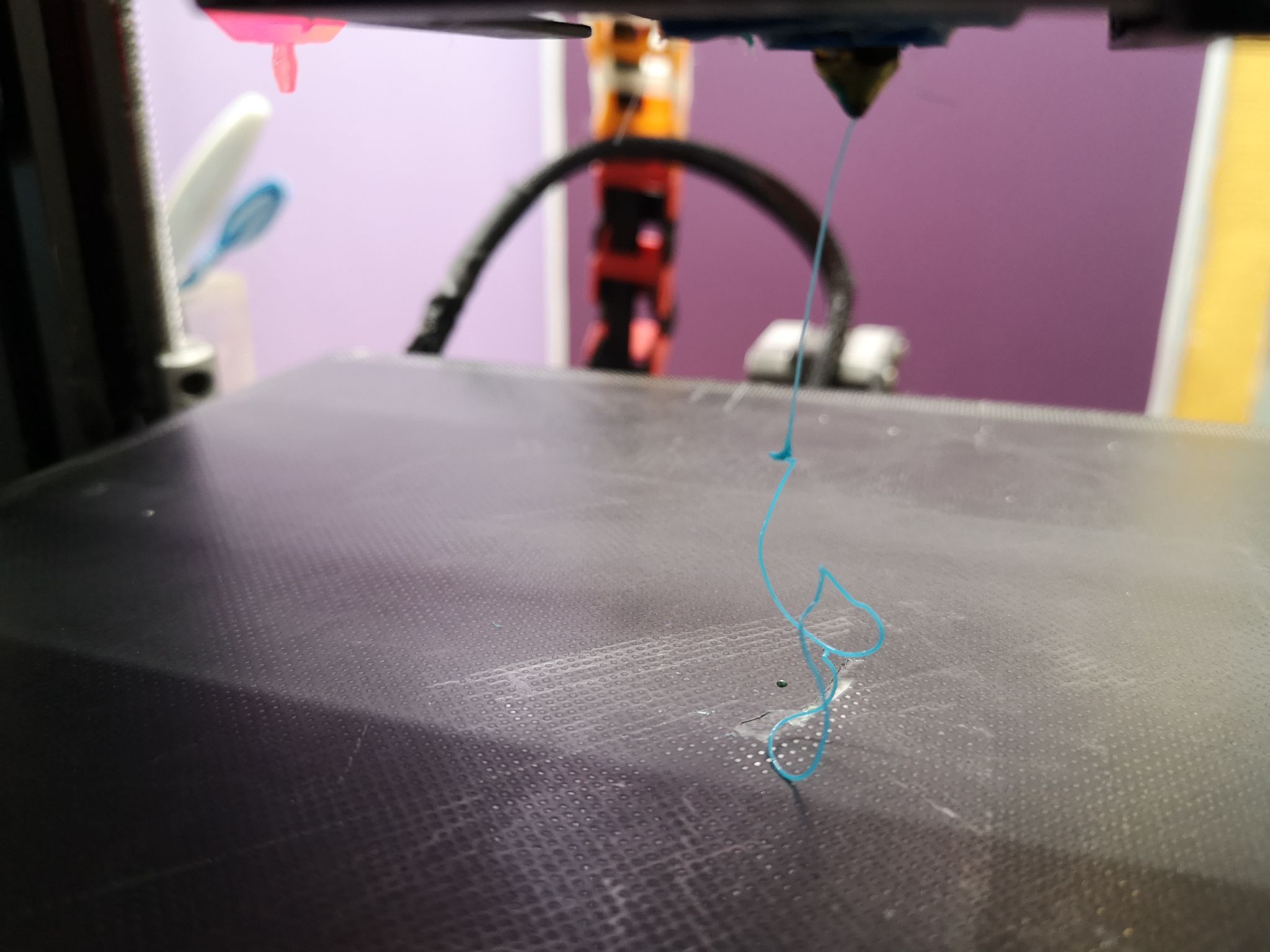
alors je vois pas mal de filament agglutiné sur la buse: - Je vérifierai que tu n'es pas eu une fuite quelque part, si la jonction PTFE/buse n'est pas parfaite c'est ce qui se passe. - Ton réglage buse/bed est-il bon ? buse pas trop proche ? car si c'est le cas le filament ne peut pas sortir et s'agglutine sur la buse. Dans la section creality forum il y'a un tuto Titi's procédure qui est parfaite pour bien corriger et mettre en place le PTFE avec la buse1 point
-
Salutation ! Peut être une histoire de endstop/"capteur de fin de course" Z qui a glissé ? (car mal fixé et il faut le repositionner )1 point
-
Au niveau éclairage, j'ai ça ou ça si ça peut aider OK


 1 point
1 point -
Salut, il y a plusieurs videos sur les faiblaisses de ces rails, souvent reparables, a part quand il y a trop de jeu: Il y en a plein d'autres similaires. Je vais tenter, car j'ai des (petits) defauts tjs au meme endroit dan mes objets. J'ai aligne des prints en mode vase de facon d'etre aligne avec un des rails. Comme ca, ce rail est celui qui parcourt le plus long trajet. A la fin du print, l'object a une ligne verticale. J'ai memorise ce endroit, et effectivement le rail a un point dur a ce endroit. A.1 point
-
hem... AAAAAAAAAAAHHHHHHHHHHHHHH!!!! je viens de la recevoir aujourd'hui, commandée chez banggood et je n'avais pas vu le code promo! "faut que je m'arrange pour que ma femme ne lise pas ce topic...." mais merci quand même non mais quel c... je suis...1 point
-
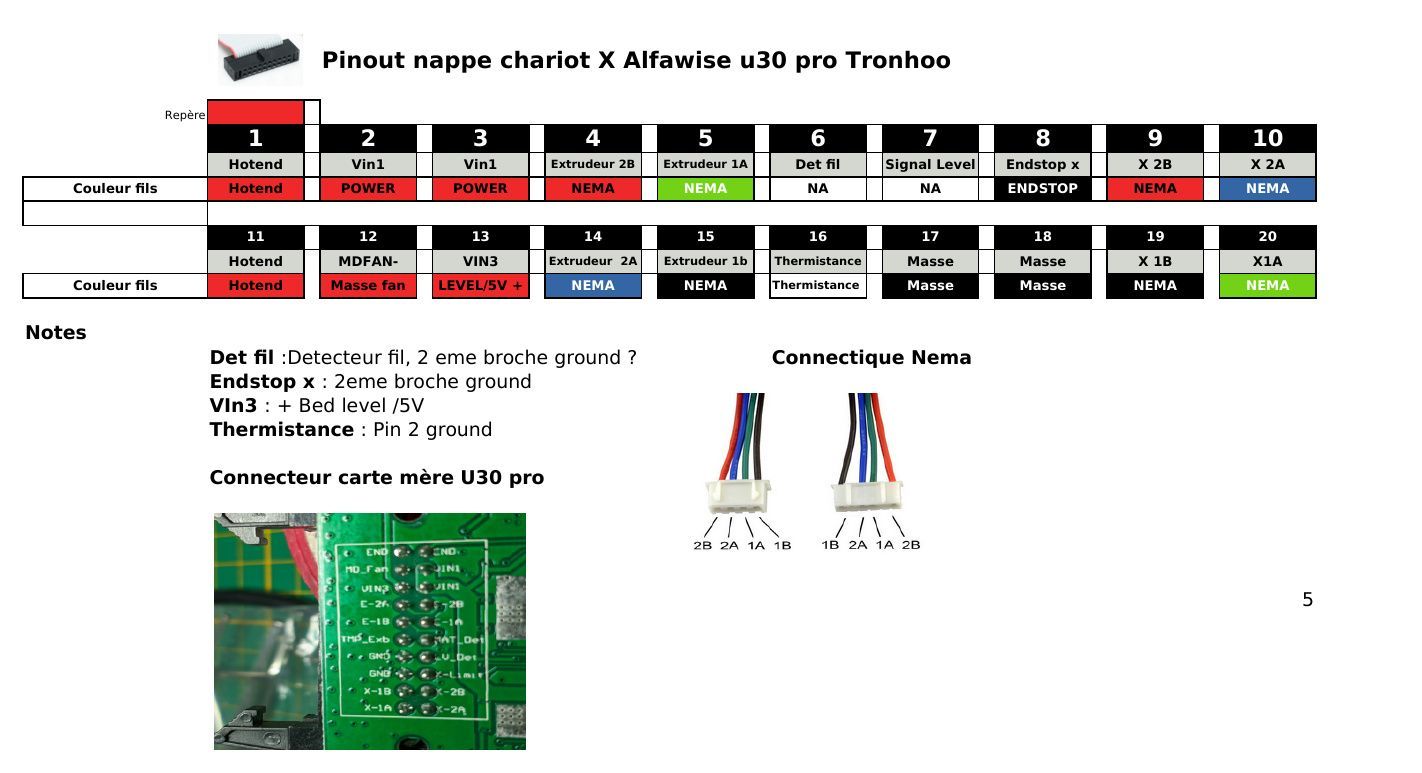
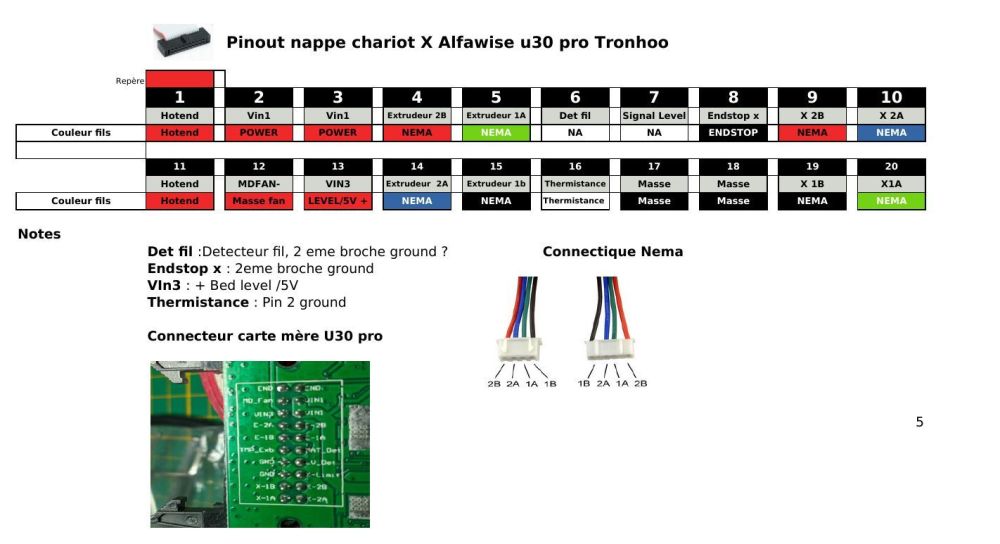
Ca marche, oui tiens moi au courant :). Moi aussi ça avance doucement, très doucement même. Tiens un lien qui pourra t-être utile pour l'écran (je reçois le mien tout à l'heure). Wiki 12864 -------- Edit : Et profite bien de ton autre modèle :) Pour ceux qui souhaitent garder et utiliser la nappe et la carte de déportation derrière le chariot X, j'ai fait un petit croquis (tableau libre office) plus détaillé pour me permettre de faire les branchements, notamment les moteurs nema etc sur mon autre carte mère. Je vous le mets en partage, si ça peut en aider certains. J'ai normalement vérifié le tout au multimètre Pour réaliser un connecteur, vous pouvez le faire sur une plaque d'essai en epoxy (voire un pcb si vous êtes équippé(e)), et pour le connecteur, ce sont des pins headers standards au pas de 2,54mm trouvable un peu partout (il y a 10 pins sur 2 rangées soit 20 au total), voire même sinon modifier une nappe existante. Edit 2: Pour le det fil et signal level dans le croquis, le NA signifie que je ne sais pas encore quelle couleur je vais choisir
 1 point
1 point -
RS Composants a tous les modèles d'alimentation raspberry. Sinon une alim 'meanwell' réglée à 5,1 v (bon il faut lui imprimer un boitier aussi ...) Il me semble que @fran6p a une carte hat sur son p02w, il pourra certainement te conseiller. à imprimer il y en a plein sur thingiverse (même taille que le 0, le proc change un peu de place, mais avec la carte hat ... ce n'est pas grave) j'ai vu passer des modèles avec prise en compte de la carte hat.1 point
-
Tu est largement surexposé, c'est un écran monochrome, il ne faut pas respecter les préconisations sur les bouteilles qui sont pour les écran RGB. Perso avec de la résine translucide, je suis à 40s pour les couches de bases, 2s pour les autres avec la puissance UV à 50% et pour de la résine opaque je suis à 40s pour les couche de bases, 1.6s pour les autres et 80% de puissance UV (je vais essayer à 70% car j'ai des marques sur le fep avec la grise à 80%) C'est à adapter suivant la marque de la résine, la c'est pour de la résine anycubic mais ça restera autour de ses paramètres.1 point
-
@yopla31 quand j'ai installé le wifi sur la skr pro, j'ai jamais réussi à initialisé l'esp correctement en passant par la carte. J'ai du acheter un adaptateur usb et tout installé à part dessus. Ensuite seulement j'ai pu la mettre sur la carte et la configurer correctement . Si je me souvient bien, c'est parcequ'en passant par la carte tu ne peux pas la mettre en mode écriture, donc tout les upload de firmware se font dans le vent. (enfin , ça c'est pour mon module, celui de base de chez BTT)1 point
-
Il te reste à essayer les indications de Hyoti et Patrick76... Mais aussi essaie de lancer Cura en mode administrateur (clic-droit > "exécuter en tant qu'administrateur")1 point
-
je confirme ... Chine -> France : 3 Jours Maxi et France -> Corse entre 10 et 20 jours1 point
-
L'entrepôt est en Europe donc pas de frais de douane, reçu en 3 ou 4 jours après commande ...1 point
-
A ta dispo pour aider, j'en ai une ... la machine est "particulière" ...1 point
-
Salut Perso acheté 406€ chez bangood à partir d'un entrepot en CZ reçu en quelques jours1 point
-
Merci à tous, j'ai pas tout compris (heureusement que j'ai pas à faire se genre de trucs....), je vais lui donner ça et si ça lui va pas il se débrouillera.1 point
-
Tu as manqué une étape majeure ! Les fichiers STL ne sont pas directement imprimables ! Il faut passer d'abord par un logiciel de tranchage ... En bref: Il faut d'abord installer un logiciel de tranchage, j'utilise pour ma part CURA (mais tu peux aussi utiliser le trancheur fourni par Dremel qui doit intégrer bien sûr les paramètres de ton imprimante alors que je viens de le vérifier, les Dremel ne sont pas proposées dans CURA) qui va te permettre de définir les modalités d'impression du modèle à imprimer, ensuite tu importes ton fichier STL qui va s'ouvrir dans le trancheur ou tu définiras les paramètres d'impression. Dans un premier temps utilise les paramètres par défaut tu affineras par la suite. une fois les paramètres définis tu devrais pouvoir "découper" ton modèle ce qui va générer un fichier GCODE (nomDeFichier.gcode) c'est ce fichier que tu dois copier sur ta clef et que ton imprimante reconnaitra ! Tu trouveras sur ce forum et sur le site de Dremel des tutos que mes conseils ne sauraient remplacer ... Bon courage à toi! Dernier conseil: suis bien les instructions du manuel dont je t'ai envoyé le lien, tu devrais t'en sortir ...1 point
-
Ne manque plus que la serviette et le guide H2G2 pour pouvoir faire du stop1 point
-
Pour le deuxième type que tu cites, il faut que tu aies le pas de vis correspondant à l'entrée de ta tête ou/et sortie extrudeur selon la config. Tu en as deux sortes : PC4-M6 et PC-4 M10:
 1 point
1 point -
Ah zut. OK je refais ! Edit : la photo. On est priés de ne pas rire de la brosse à dents qui sert pour le (rare) nettoyage.
 1 point
1 point -
@Dayna84 Tes fichiers gratuits, tu en trouveras là, Tu peux te procuré une autre clef USB, ou à ce que je vois, envoyé les fichiers en Wifi, ou tu peux aussi la connecté par câble USB à ton PC avec Prontface. @Modérateurs Globaux Double post1 point
-
Salut, Voici la notice de ton imprimante: https://www.dremel.com/storage/fr-fr/imprimante-3d-dremel-digilab-3d40-flex-923-original-pdf-26075-fr-fr.pdf Tu y trouveras le nécessaire pour débuter. A priori des modèles sont stockés dans la mémoire de l'imprimante. Commence par là pour te faire une idée. Sinon une clef USB classique fera l'affaire, veille simplement à prendre une clef de 32Go max et formate là en 32bit avec pour taille d'unité d'allocation (à ne pas confondre avec la caisse d'allocations...) de 4096 octets . Ensuite tu pourras télécharger tes modèles sur Thingiverse ou Cults etc...1 point
-
Impec! cela fait 10 jours que j'attends le colis donc attends toi à un gros délai de livraison même par avion.0 points
-
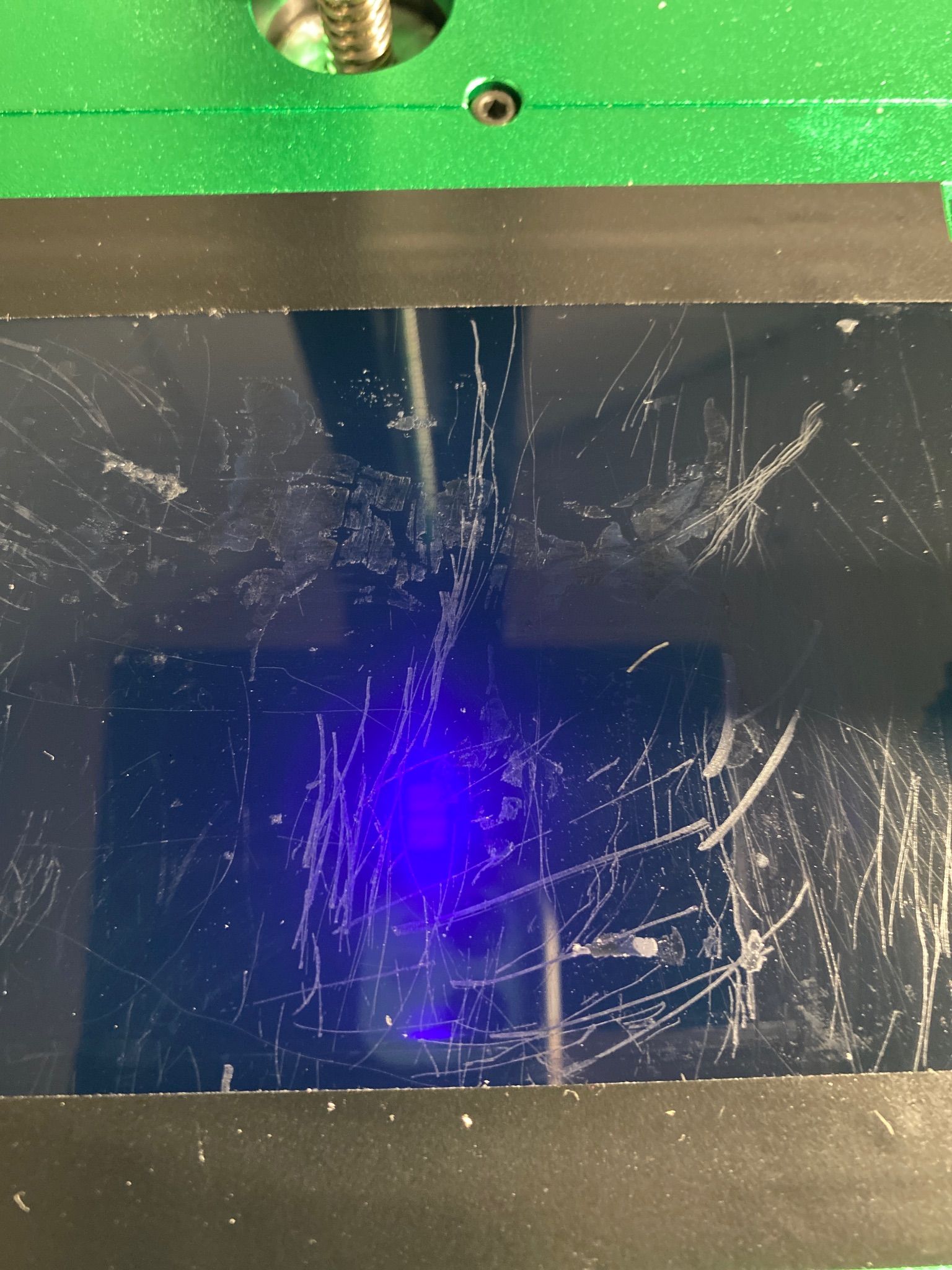
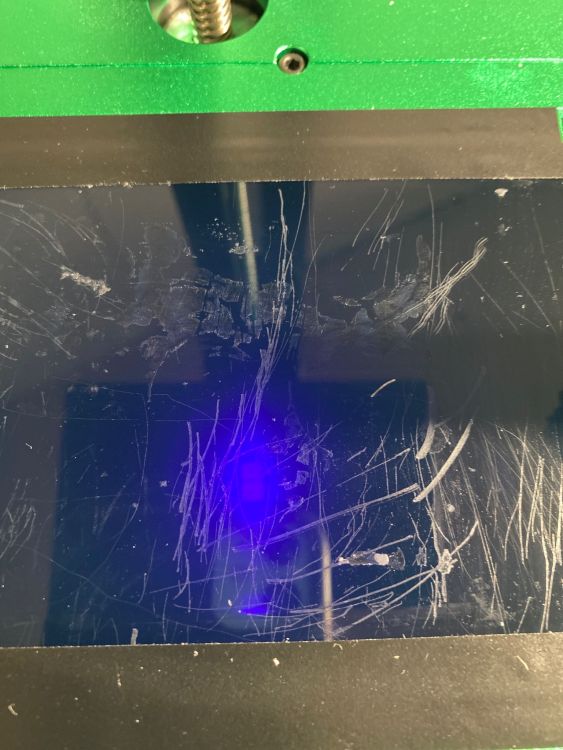
Bonjour j’ai le même problème un felp a été perforé et m’a fait coulé de la résine entre deux qui a durci sur le lcd j’ai pu me resservir de l’imprimante avec un nouveau bac et felp mais la plus rien je n’arrive plus du tout à imprimer et j’ai fais le test exposition avec l’écrit élégoo mars qui devait apparaître sauf qu’on le voit dans le fond de l’imprimante en bleu mais rien sur le dessus je pense que le lcd est hs
 0 points
0 points -
ce n'est pas du tout dur a comprendre ,je vois que la sympathie n'est pas de rigueur et je comprend que tu n'ai pa que cela a faire, mais cela ne t'intéresse pas peut etre que d'autre utilisateur de anet sois intéresse ,et la gentillesse ,et ce n'était qu'un renseignement je voie malheureusement que ce n'est pas un site d'entraide pour debutant, mais juste pour les personnes qui croit être les meilleurs0 points