Classement



Contenu populaire
Contenu avec la plus haute réputation dans 05/03/2022 Dans tous les contenus
-
Voila imprimante reçu et monter hier après midi. Maintenant je vais la tester quelques peu et partir a la recherche d'un Pi et des composants dont j'aurais besoin pour mes futur modifs.

 3 points
3 points -
Déjà vu sur mon fil mais pour participer; une impression de 10h50, sans aucun support : https://www.prusaprinters.org/fr/prints/56081-deserts-kiss-diorama-dice-tower Couches en 0.25, 3 périmètres au lieu de 2, 3 couches solides haut et bas au lieu de 4 avec 0.75mm d’épaisseur de coque mini (haut et bas), remplissage 15% en cubique adaptatif, ce qui m’a permis de limiter le temps perdu en remplissage solide (2h07m au lieu de 5h58, avec ajout de temps de périmètre 1h22 à 2h43, on gagne largement à faire 3 périmètres) J’ai utilisé sous PrusaSlicer un modificateur de plage de hauteur pour faire le haut du crane avec une épaisseur de couche plus basse en passant de 0.25 à 0.20, 0.15 puis 0.10 pour les dernières couches, il a le crane bien lisse… Je suis sur que d'autres FLSUN printer ont des beaux print a nous montrer !


 2 points
2 points -
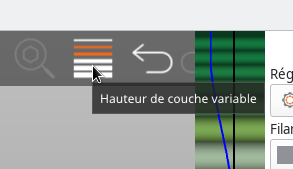
C'est cet icône là :
 1 point
1 point -
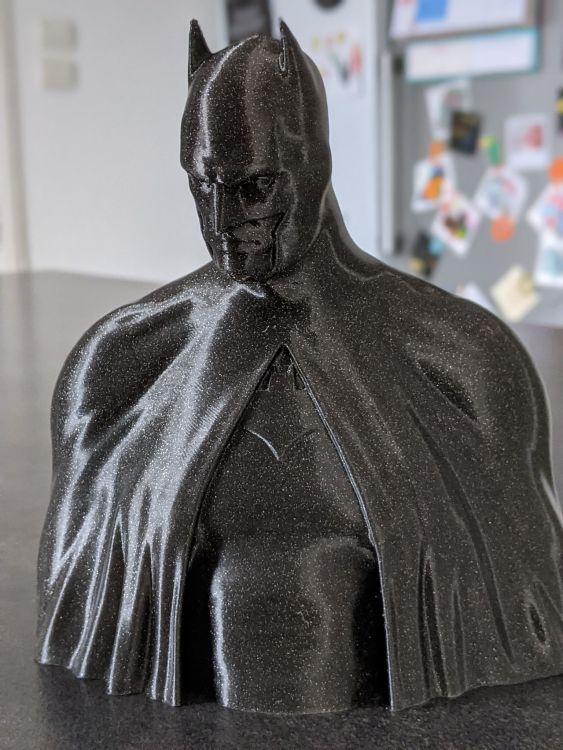
Bonsoir, Voici quelques exemples de ce que je sors... En général c'est en 0.12 de hauteur de couche, 3 parois et 4 dessus/dessous, entre 80 et 100mms de moyenne, sous Cura. J'adore !!! ça fait un moment que j'ai pas touché PrusaSlicer, le modificateur de hauteur de couches se trouve où ?







.thumb.jpg.66b3e7d8fa0a32471f04eda22e7fb372.jpg) 1 point
1 point -
C'est ce firmware que j'ai, sur l'écran et la carte mere (SKR 2), et pour que l'écran fonctionne il a fallu que je mette ceci : #define SERIAL_PORT 1 //Pour l'écran connecté au port #1 #define BAUDRATE 115200 // Même si BTT le recommande, 250 000 ne fonctionne pas très bien #define SERIAL_PORT_2 -1 // Pour le port USB de la carte branché à Octoprint #define BAUDRATE_2 115200 Mais j'avoue que j'ai galéré plusieurs jours avant de trouver !!1 point
-
Les tutoriels possèdent depuis déjà quelques temps leur propre rubrique (sous-forum) : Tutoriels et améliorations pour Creality (première ligne de la section Creality). De plus, le tuto de @Titi78est épinglé afin de le placer dans les premiers posts car il est régulièrement consulté.1 point
-
Bonsoir, Mr Magounet pour ce qui est de ta vis, j'ai le même défault, cela n'empeche pas ma SR d'imprimer, juste le pas de vis foiré d'origine. As tu après ta mise à jour du firmware carte mère et écran, fait un reset, j'avais eu un pb similaire et lorsque j'ai fait un reset après mise à jour des firmware, plus de soucis.1 point
-
Bonjour, Je pencherai pour un problème de tension de courroie...1 point
-
https://github.com/Guilouz/BTT-TFT43-CR-10S-PRO/blob/master/config_instructions.md De rien, c'est le principe du forum: aider quand / si on le peut. Tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (pas sur l'image ci-dessous ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Signification des souriants (smileys) quand on clique sur le cœur en bas à droite d'un post :
 1 point
1 point -
Ton écran TFT prend le dessus sur le firmware. C'est dans le fichier config.ini qu'il faut modifier la vitesse de pause : Par défaut, la vitesse est trèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèèès lente : 300 mm/min soit 5mm/s Pour avoir la même vitesse que le firmware Marlin 100mm/s il faudrait XY60001 point
-
Le mosfet est sur la carte. Le fil bleu qui sort de la carte et qui va au bed n'est pas un moins permanent. Ce fil est sur la broche 1 de J9. Elle passe à l'état bas (proche du 0V) lorsque le signal HOTBED est actif. À ce moment-là, le bed est alimenté entre le 24V de l'alim et le 0V à travers le mosfet.
 1 point
1 point -
Bonjour, Je pense construire un monument à ta gloire, le problème est réglé, il fallait faire comme dans la vidéo (encore fallait il le savoir). Merci à tous pour votre aide précieuse.1 point
-
Je pense que @jmarie3D a raison, sur l'alim on voit un fil noir et deux fils rouges. Il y a de fortes chances pour que l'un d'eux soit le + du bed et qu'il n'y ait pas de mosfet externe à la carte mère. C'est pas déconnant, ça fait moins de risques de surchauffe côté carte mère (une connexion en moins).1 point
-
Sous Cura : Section Matériau / Débit1 point
-
Je préférais les 'toutafé' Maintenir quelque chose sur de l'électroménager ... Où De l'électro-pas-ménager ...1 point
-
La connexion n'est peut-être pas parfaite, je tenterais de desserer la vis et d'enfoncer le connecteur puis de resserer sans forcer. Dans la position ou ta vis se trouve je pense que si tu forces la vis va "foirer" .... ça n'a peut-être rien à voir avec ton problème mais ça serait à corriger de toute façon.1 point
-
Peut-être un problème de thermistance du lit chauffant. Tu es sous garantie, peut-être vaut il mieux faire appel au SAV ... Sur l'écran tu as 220° comme température cible pour la buse et 60° pour le lit ?1 point
-
Pour le nombre de décimales après la virgule, c'est dans configuration_adv.h : // For serial echo, the number of digits after the decimal point //#define SERIAL_FLOAT_PRECISION 4 2 voire trois sont amplement suffisants Concernant la vitesse de déplacements des axes lors de la pause, c'est dans configuration.h (section Nozzle park) mais tu l'as déjà paramétré donc pourquoi ce n'est pas pris en compte «zatiszekestion» Après flashage du nouveau firmware, tu as bien remis à zéro l'EEPROM ?1 point
-
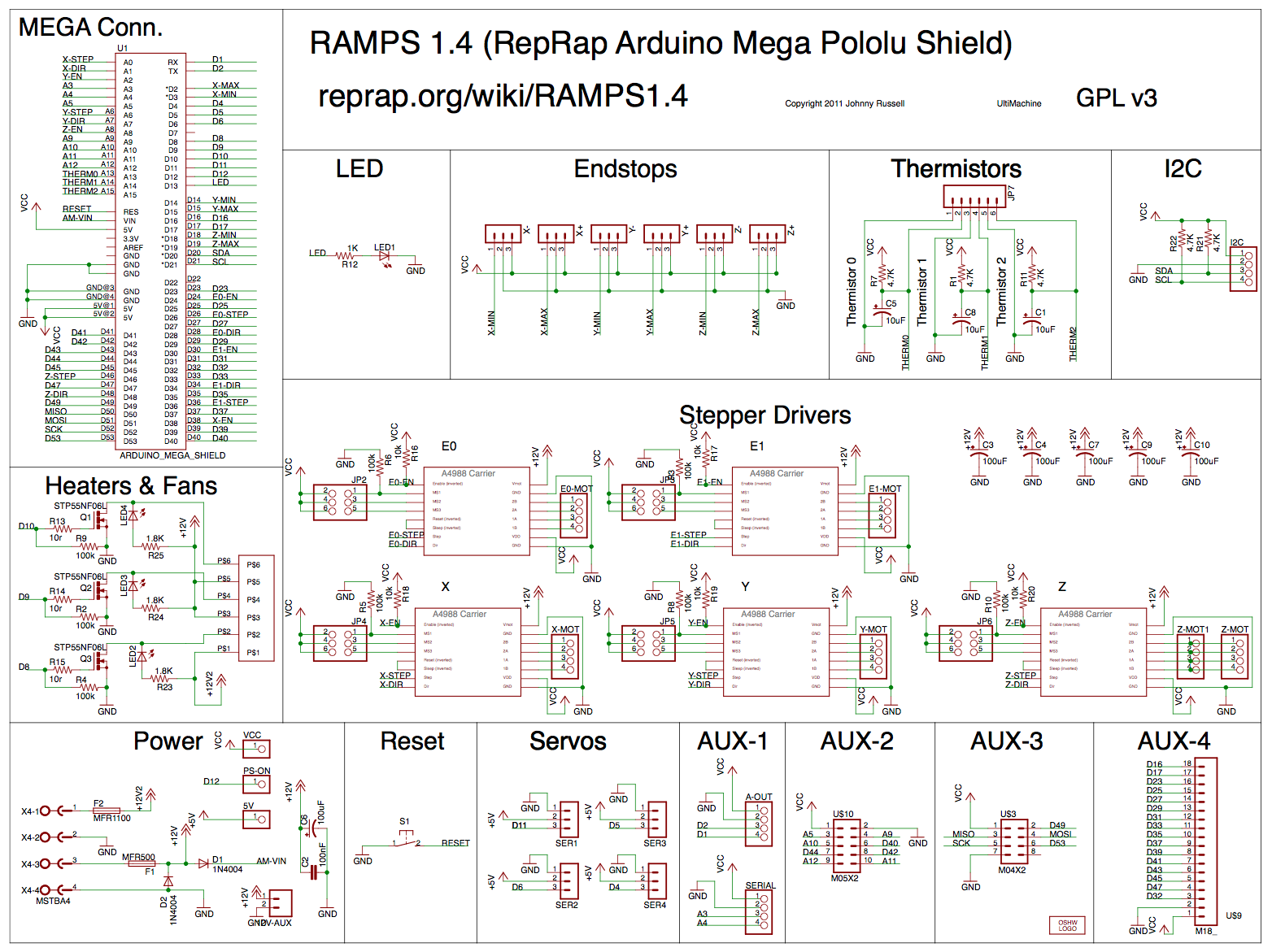
Bonjour, Si tu veux utiliser la RAMPS1.4 directement avec la carte Arduino Mega, il faut examiner le schéma et tu as toutes les informations. Par exemple : le driver E0 E0-EN en D24 E0-STEP en D26 E0-DIR en D28 Pour des exemples, il suffit de faire une recherche sur la toile avec ton "butineur favori" en cherchant "arduino A4988"
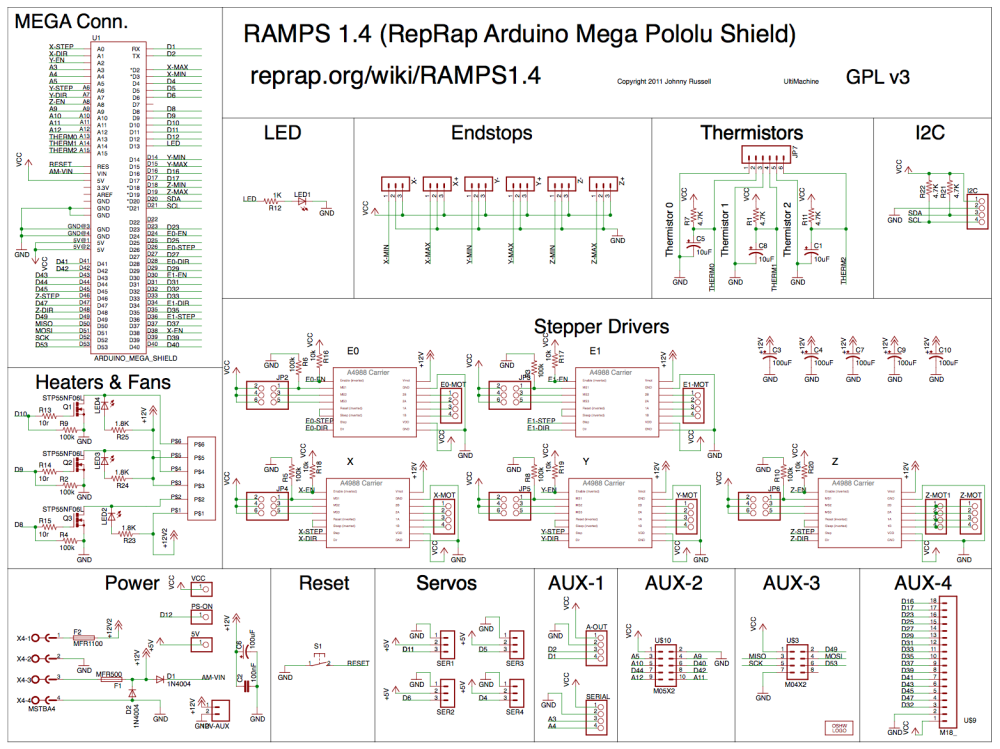 1 point
1 point -
Octoprint peut tout à fait être installé sur d'autres matériels que les cartes Raspberry Pi. En fait n'importe quel matériel informatique car ce n'est qu'une interface Web (je simplifie). En utilisant des RPi c'est principalement pour bénéficier de ses capacités à fonctionner 24/24 7/7 sans consommer beaucoup d'énergie et de son facteur de forme (dimensions réduites voire très réduites pour les Pi 0). Quant à octo4a, son fonctionnement dépend de la capacité du téléphone à pouvoir utiliser «correctement» l'OTG (pilotage des données ET chargement du téléphone en même temps) sinon la batterie fond comme neige au soleil Si / quand cette condition est réunie alors c'est un moyen simple un, de réutiliser du matériel, deux, de pallier à la difficulté de trouver des Raspberry Pi en ce moment, trois quand on en trouve éviter de s'en procurer à des prix déraisonnables (c'est le cas actuellement).1 point
-
Aucune idée A partir du fichier binaire, ça va être plus que compliqué de retrouver les paramètres de configuration ayant permis de compiler ce firmware.1 point
-
1) le temps estimé est du niveau de l'estimation du temps de copie de fichier sous windows très approximatif ... 2) Il y a fort à parier que ce ne sont pas tout à fait les mêmes réglages1 point
-
Ouais... je croyais qu'en mettant le lien du document ca marcherait, mais non.....1 point
-
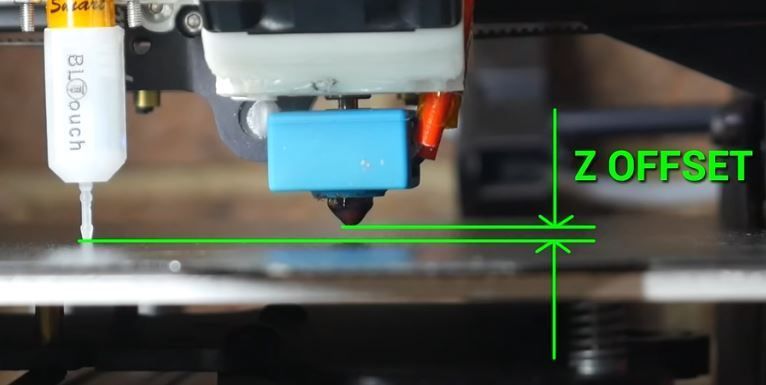
@Jordan.G Sur ce vidéo à 1:46 tu vas voir comment faire le Zoffset. Attention, le vidéo est trop rapide, il faut donc presque avancer image par image.... et il n'y a aucune explication de ce qu'il fait, ou veut faire.. il faut deviner !!!! Sur le site de Creality, il y a le document CR-10S Pro V2_EN V2.1.pdf (page 10) qui pourra te donner quelques explication...1 point
-
Salut Tu as reçu une tige de métal avec une boule et une aiguille d'acuponcture. Fait chauffer la buse a la bonne température et introduis la tige à la place du filament et pousse à la main. A+1 point
-
@Coilsconnection Ton feedrate X et Y est peut-être trop élevé... assures-toi que tu ne dépasse pas ton Maximum permis : /** * Default Max Feed Rate (mm/s) * Override with M203 * X, Y, Z [, I [, J [, K]]], E0 [, E1[, E2...]] */ #define DEFAULT_MAX_FEEDRATE { 500, 500, 5, 25 } Donc, si tu est aussi à 500, met 450, ou 475 ... Et assures-toi aussi que le parametre n'est pas modifié par un M203 dans ton Gcode1 point
-
@Coilsconnection Voici comment mon "Nozzle Park" est programmé, et ca fonctionne très bien (Marlin v2.0.9.3 configuration.h) : #define NOZZLE_PARK_FEATURE //*PG* #if ENABLED(NOZZLE_PARK_FEATURE) // Specify a park position as { X, Y, Z_raise } #define NOZZLE_PARK_POINT { (X_MIN_POS + 10), (Y_MAX_POS - 10), 40 } //*PG* //#define NOZZLE_PARK_X_ONLY // X move only is required to park //#define NOZZLE_PARK_Y_ONLY // Y move only is required to park #define NOZZLE_PARK_Z_RAISE_MIN 2 // (mm) Always raise Z by at least this distance #define NOZZLE_PARK_XY_FEEDRATE 100 // (mm/s) X and Y axes feedrate (also used for delta Z axis) #define NOZZLE_PARK_Z_FEEDRATE 5 // (mm/s) Z axis feedrate (not used for delta printers) #endif Comme tu le constate, ma tête monte de 2mm (à 5mm/s) , et se déplace à la position X10 Y210 Z+40 (à 100 mm/s)1 point
-
De quelle vitesse parles-tu au juste ? Le déplacement de la buse ? ou le déplacement du filament lors du retrait et de l'insertion ??1 point
-
Est-ce que tu pourrais fournir tes fichiers configuration.h et configuration_adv.h?1 point
-
Exacte, la buse d'origine! Buse laiton 0,4mm. J'utilise uniquement une buse plus grosse en acier (0,8mm) pour les filamens chargé (bois,pierre,métal). Mais c'est un peu grossier, je vais surement commander une buse 0,6mm1 point
-
Salut @Coilsconnection , Je ne suis pas certain, mais je mettrais une piécette sur cette ligne: #define NOZZLE_PARK_XY_FEEDRATE1 point
-
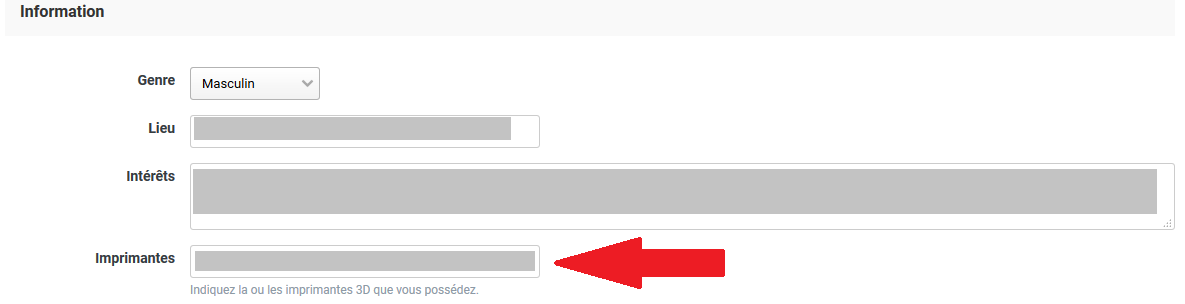
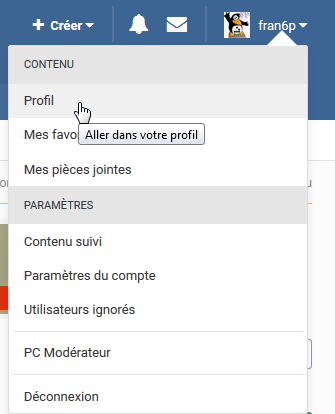
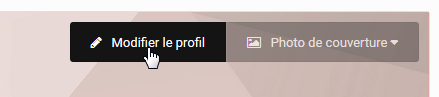
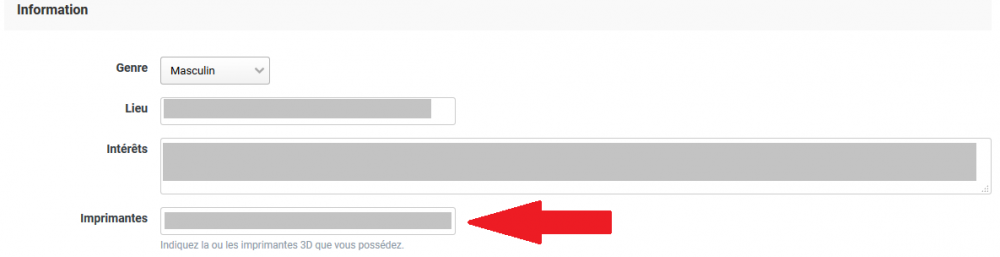
Creality via Youtube fournit quelques vidéos de SAV / dépannages. Deux listes de lecture pourraient t'intéresser : 1) celle concernant la CR10S Pro (inclut également quelques unes pour la V2) 2) en complément celle-ci Quand on démonte / remplace une buse, le Zoffset préalablement enregistré doit être ré-effectué car la buse n'a pas forcément la même dimension que celle qu'elle remplace et n'est pas montée / vissée exactement de la même manière que l'ancienne. Pour rappel, le Zoffset est la distance entre le bas du pointeau déplié du Bltouch et l'extrémité de la buse : PS: N'oublie pas d'ajouter le modèle de ton imprimante dans ton profil. En haut à droite de la page, tu accèdes à ton profil en cliquant sur ton pseudo: Tu choisis la ligne "profil", puis l'option "Modifier le profil": Tu effectues toutes les modifications que tu veux mais surtout la ligne "Imprimantes" que tu complètes: Et tu n'oublies pas de valider en cliquant sur "Enregistrer":


 1 point
1 point -
Salut. Tu as fait un PID autotune sur ta buse ? Le benchy a été imprimé à quelle vitesse, température, type de finalement etc ? Je dois chauffer bien plus fort depuis que j’ai mis le Volcano de chez E3D, ça m’a étonné sur le coup d’ailleurs. Il est tellement balèze qu’il doit falloir envoyer pas mal de chauffe pour alimenter tout le bloc. Tu es peut-être limite en température. Il faudrait une tour pour contrôler ce point.1 point
-
Idem Flsun Sr d'origine sous cura 4.13 Hauteur de couche 0.2 vitesse 100mm/s de moyenne 13h de print sans support et sans infil et 3parois. Pla SOVB3D rouge alumine. Au max du volume autorisé.

 1 point
1 point -
@Rony Zen ! et cela sera peut être utile pour le suivant1 point
-
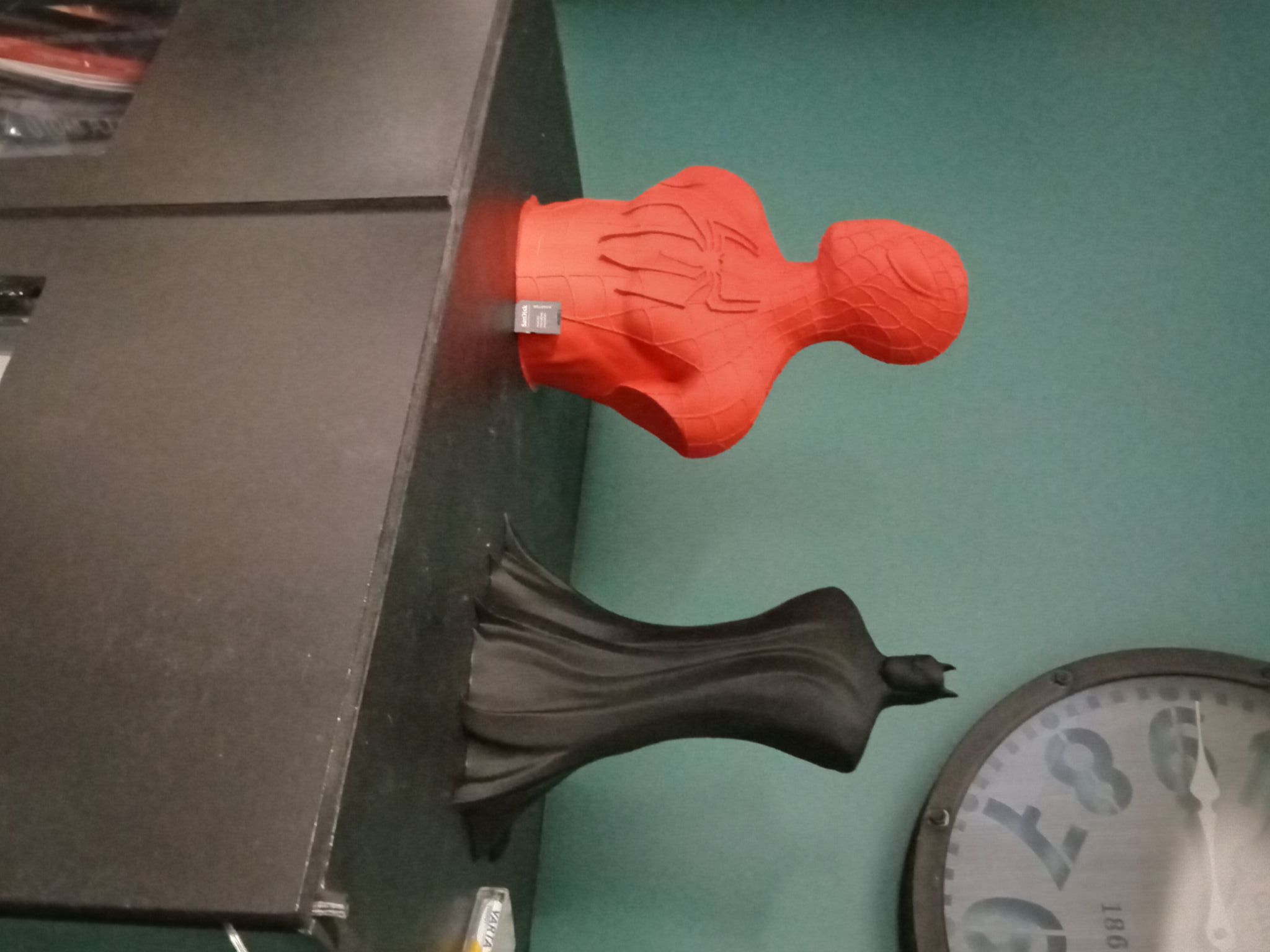
Pour le moment je suis encore en phase de modification, j'attend l'écran TFT70 et la SKR2, mais la avec le Bondtech en direct drive, le Rapido hotend et une buse 1.2mm j'obtiens ça (hauteur de couche 0.32)
 1 point
1 point -
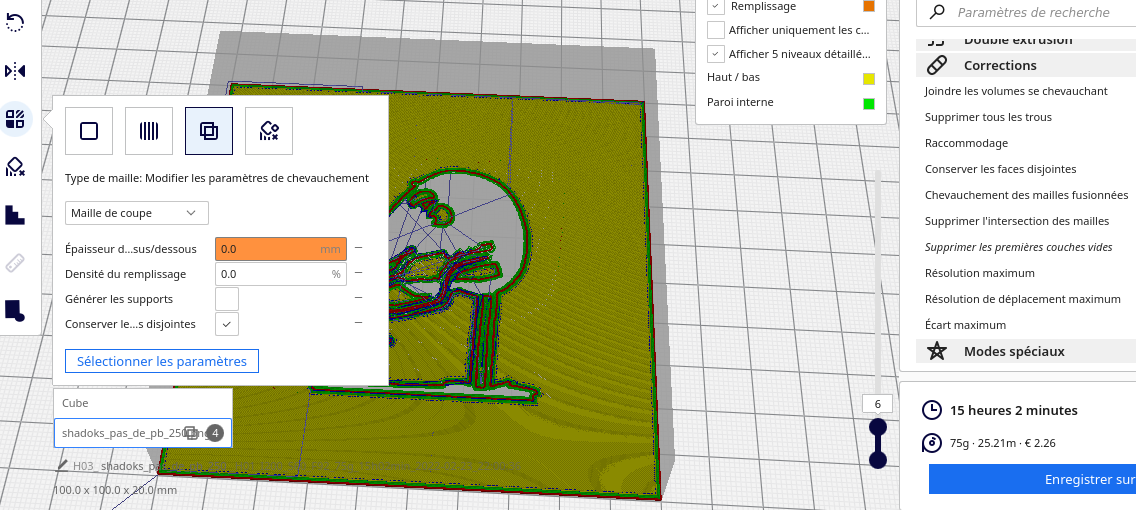
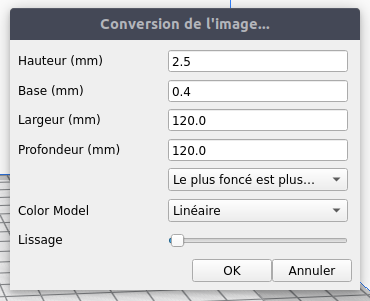
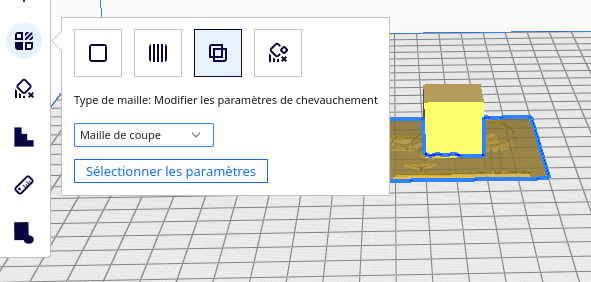
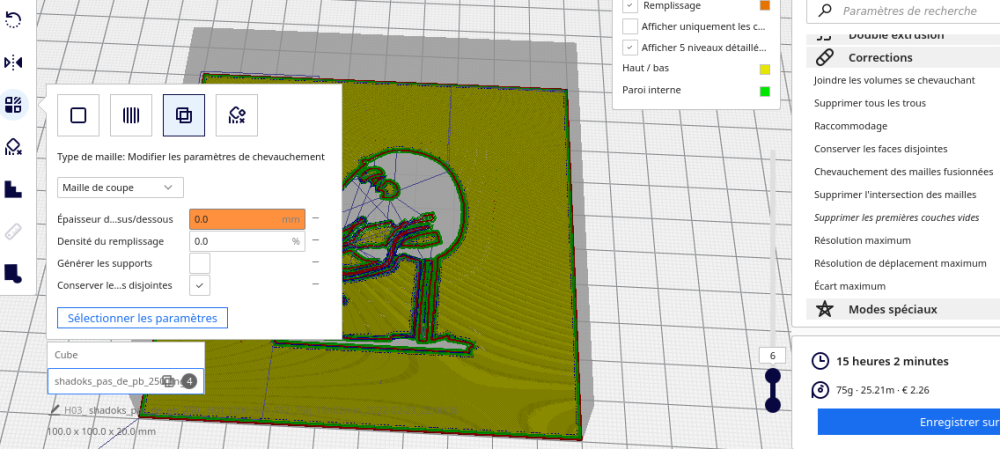
Salutation ! Sinon aussi avec les trancheurs "récent" il existe des notion de block de coupe et ou d'intersection ( un objet 3D s'utilise pour modifier localement le découpage d'un autre objet 3D ) Ultimaker Cura ( ou (il me semble ) PrusaSlicer ) permet cela. Par exemple sur Ultimaker Cura si tu glisse une image il te propose de la transformer en "lithophanie" et cela te donne un objet que tu va définir comme "maille de coupe" pour le model dont tu veux extraire ce volume ... Préférer une base a 0.0 pour se que tu veux faire De là tu ajout ton model (dont tu veux enlever/extraire un truc (ici j'ai mis un cube que je vais redimensionner plus tard) ) Et tu sélectionne l'objet que tu veux utiliser pour "extraire" et tu dit que c'est une "Maille de coupe". Tu met les bon paramètres a la maille de coupe pour cette objet a utiliser comme coupe ( 0% en remplissage et en épaisseur de couche et tu coche conserver les mailles disjointe ) Puis tu tranche et tu peut normalement si tu a bien sélectionner les truc dons j'ai parlé obtenir cela ( le cube a était avant cela transformé en pavé pour bien montrer le résultat ... )
 1 point
1 point -
Une petite surprise sympa ce soir quand je suis allé sur le site prusaprinters => mon jeu dans leur vidéo d'impressions de la semaine . https://youtu.be/MSR-FhjPgpM1 point
-
Bonjour, je réactive ce post car j'ai trouvé la solution à mon pb. Pour m'aider, j'avais ouvert un post plus généraliste sur le sujet lequel m'a largement éclairé dans la compréhension et la manière de résoudre le pb Voici donc l'explication. Comme je le présentais, au moment du UNLOAD, le moteur ne tournait pas car on lui imposait une vitesse trop levée, ce qui créait une désynchronisation (c'est spécifique au moteur pas à pas). Dans Marlin (via Octoprint), j'ai fait un M503 pour voir les valeurs des feedrate: echo:Steps per unit: echo: M92 X80.00 Y80.00 Z400.00 E423.56 echo:Maximum feedrates (units/s): echo: M203 X500.00 Y500.00 Z12.00 E120.00 echo:Maximum Acceleration (units/s2): echo: M201 X9000.00 Y9000.00 Z500.00 E10000.00 On voit en M203 que le feedrate max pour l'extrudeur était à 120 mm/s. Cette vitesse avec un extrudeur normal est acceptable mais avec le REDREX, il y a un réducteur 1/3 qui fait que le moteur tourne 3 fois plus vite. J'ai donc modifié cette valeur. Je suis passé à 80 mm/s (M203 E80, puis M500). Et maintenant, ça marche .... Le moteur tourne très bien à cette vitesse et la procédure de changement de filament peut aller à son terme. Voilà, si ça peut aider à d'autres... Cordialement.1 point
-
Pour ma part mon meilleur résultat c'est avec un profil trouvé sur un groupe Facebook pour Cura FLSUN_SR_CURA_4_11_Profiles_and_Printer_Settings.zip Si ça peut servir à d'autres. J'essaye d'avoir le même résultat avec Superslicer (j'ai vraiment du mal avec l'ergonomie de Cura...) mais ce n'est pas une réussite je n'arrive pas à savoir pourquoi. C'est en bowden, la SR est ma première imprimante, avant de trop modifier j'essaye déjà d'avoir quelque chose de bien.1 point
-
Bon cela commence mal, je viens de lancer l'ABL qui c'est exécuter puis j'ai tenter un réglage du Z-offset et au bout d'un moment l'imprimante ne réagit plus avez ou un problème du genre ? pareil je lance une mise en chauffe et la buse monte mais pas le bed et hop sa plante.0 points
-
C'est dommage de mettre à l'honneur une réalisation payante : c'est presque faire de la pub au gars qui propose l'objet... (Je parle du pistolet arbalète)0 points
-
@Patrick76 non mais tu as pas compris que je ne veux PAS ta solution et PAS utiliser de programmation pour dessiner ?? C'est archaïque et inadapté à mon besoin, je te l'ai dit et tu t'obstine à pondre un pavé de ligne de code pour rien...0 points












.jpg.76031a578ae46828b3fcd7d5777f8b31.jpg)