Classement




Contenu populaire
Contenu avec la plus haute réputation dans 23/05/2022 dans Messages
-
En préambule, je n'ai aucune action chez le revendeur en lien plus bas. Je n'ai pas non plus acheté de machines sur ce site, uniquement des «fournitures». L'idée, en cette période où le «recyclage» devrait être une préoccupation de tous, est de se procurer une machine retournée au SAV puis révisée, reconditionnée ayant ensuite les mêmes garanties qu'un modèle neuf. Le gain par rapport au prix du neuf dépend du modèle, tous les modèles ne sont pas disponibles, cela fluctue en fonction des retours SAV. Les machines sont expédiées de France Le lien: https://www.comgrow.com/products/eu-creality-refurbished-3d-printer?variant=39247337193515 Dans ce moment où le pouvoir d'achat se réduit comme peau de chagrin, une promotion est toujours bonne à prendre (ou pas).4 points
-
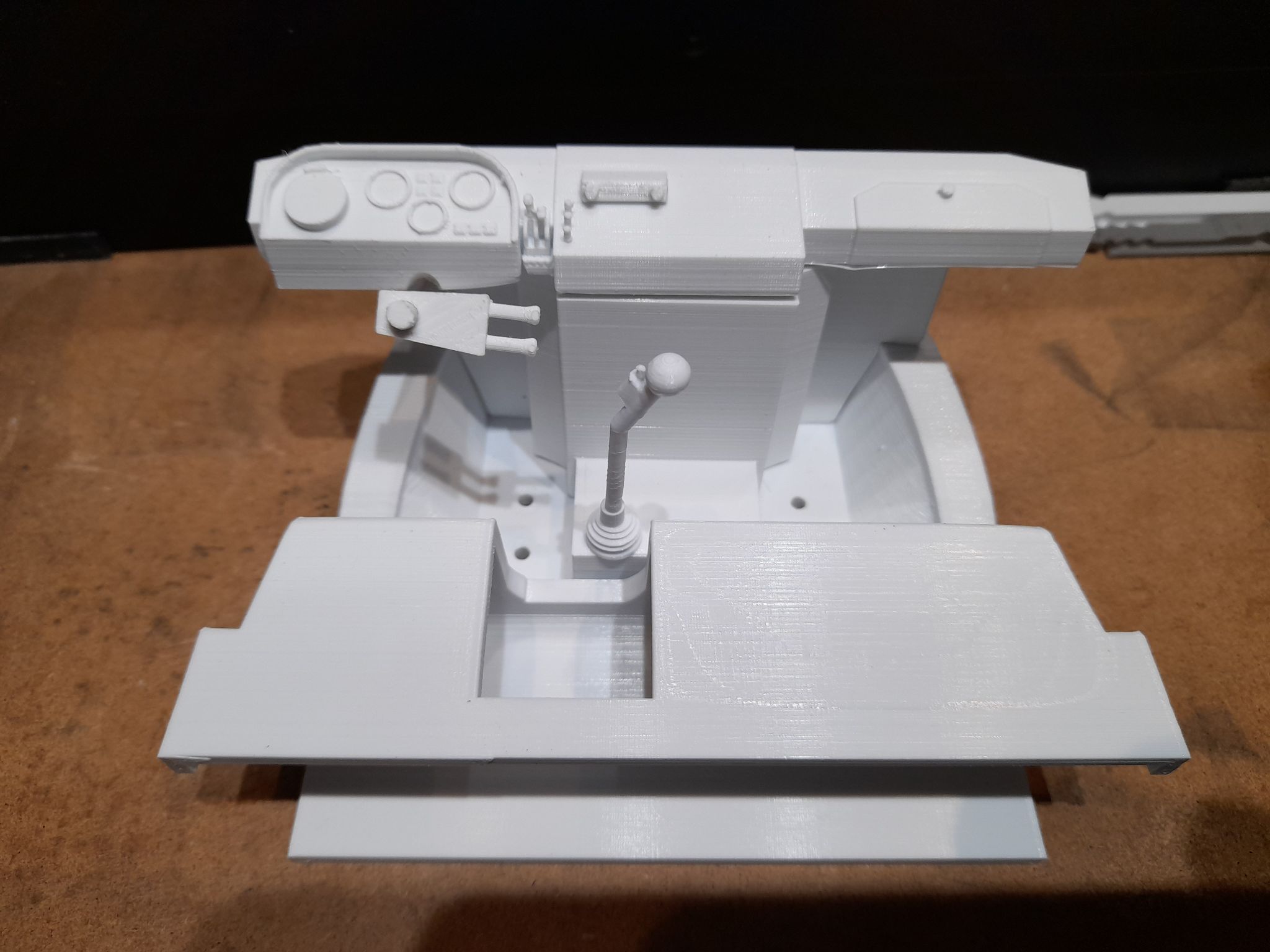
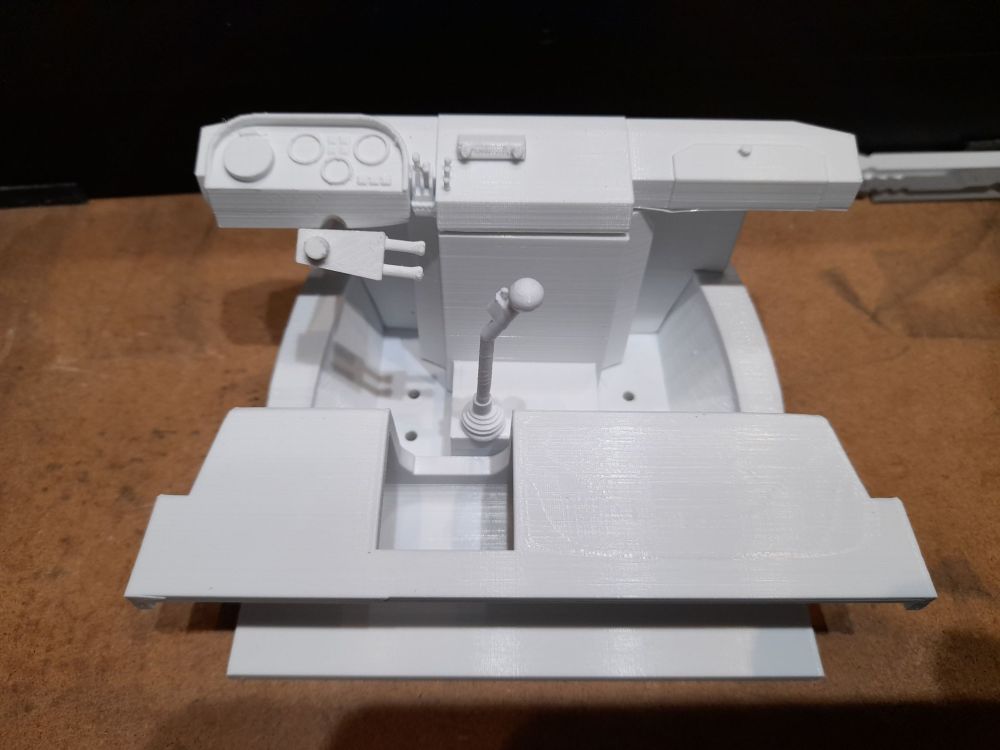
Bonjour à tous, Je travaille depuis plusieurs semaines à la fabrication d'un simulateur de course automobile (sorte de défi personnel ). Voilà l'engin réalisé quasiment entièrement à la mimine : J'avais également comme lubie de créer une chaine YouTube pour partager tout cela et m'exposer un peu à la caméra et aux joies du montage. C'est chose faite, avec beaucoup d'humilité par rapports aux ténors dans ce domaine... Je vous partage une petite vidéo diaporama de la construction du simu (il y a d'autres vidéos si la curiosité vous prend) : Il était important pour moi d'utiliser l'impression 3D que j'ai pu mettre à contribution sur deux éléments : La fabrication d'un tableau de bord adaptable sur la base de mon volant, et des modifications afin de durcir ma pédale de frein et d'embrayage (je suis plutôt content de m'en être sorti pour la conception et le résultat est plutôt sympa). J'ai mis tout cela en vidéo et les stl sont sur Thingiverse. Liens thingiverse : Fanatec CSL pedals mod by ObjectifSim - Thingiverse Fanatec CSL DD Pro dashboard by ObjectifSim - Thingiverse Voilà, je suis content de pouvoir à mon tour partager quelques créations en espérant inspirer d'autres personnes ! A bientôt, Jeff
 3 points
3 points -
J'ai un peu triché, j'ai vu passer un tweet de 3D Printing Nerd samedi qui parlait de cette imprimante (j'ai également appris son existence à ce moment là) : J'ai douté parce que sur ta photo je n'ai pas vu le liseré bleu qu'on voit sur la sienne, mais ça ressemblait pas mal quand-même3 points
-
Ce n'était peut-être pas un problème mais une «blague» de SuperMerril, le développeur : OK, je =>
 2 points
2 points -
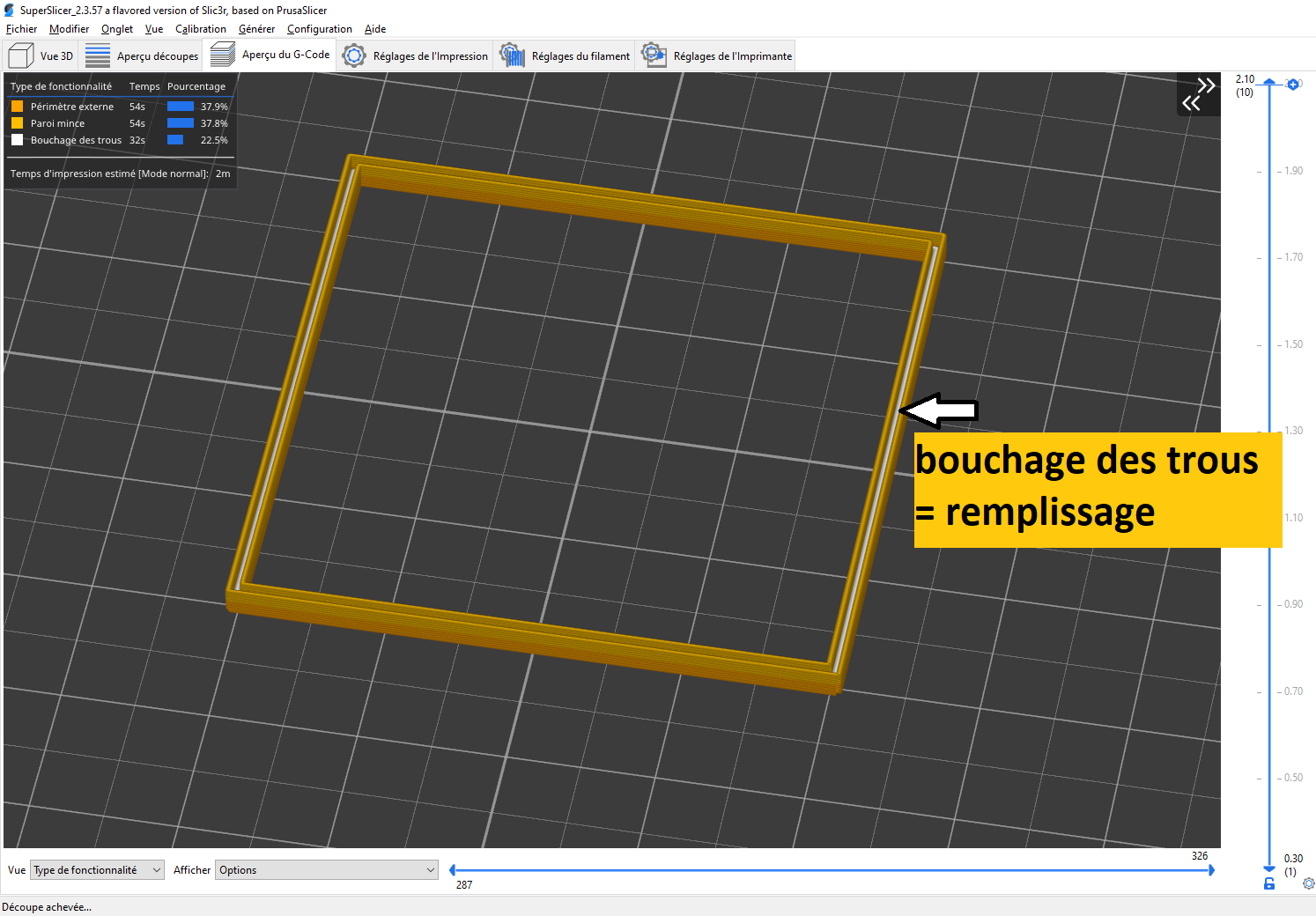
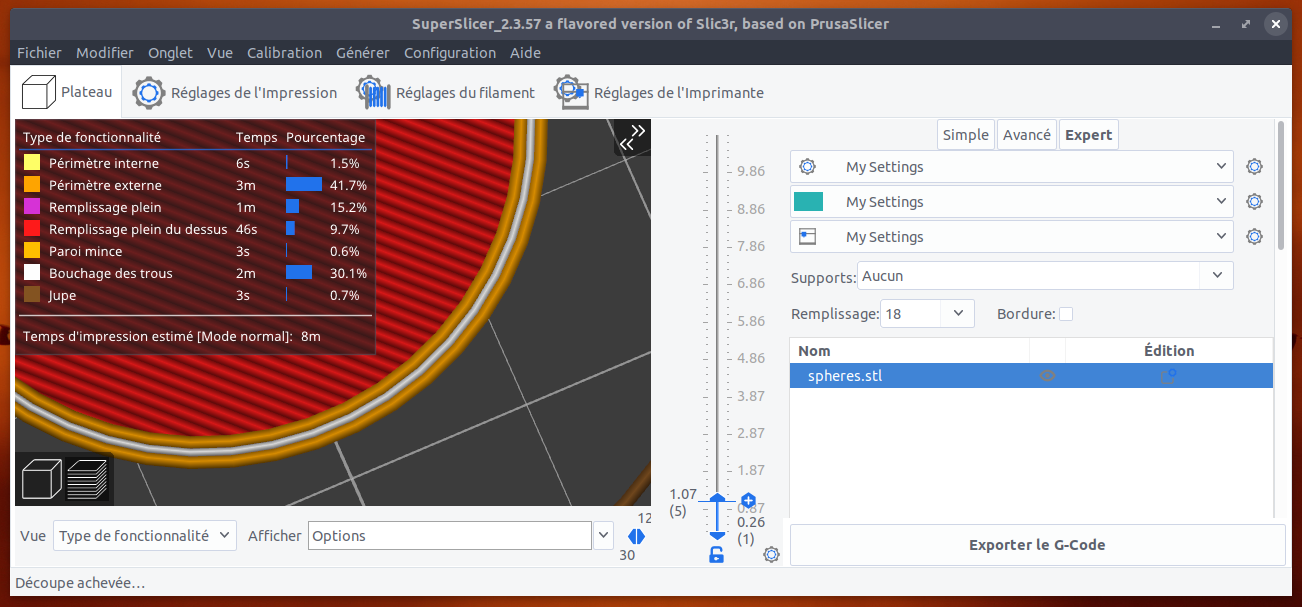
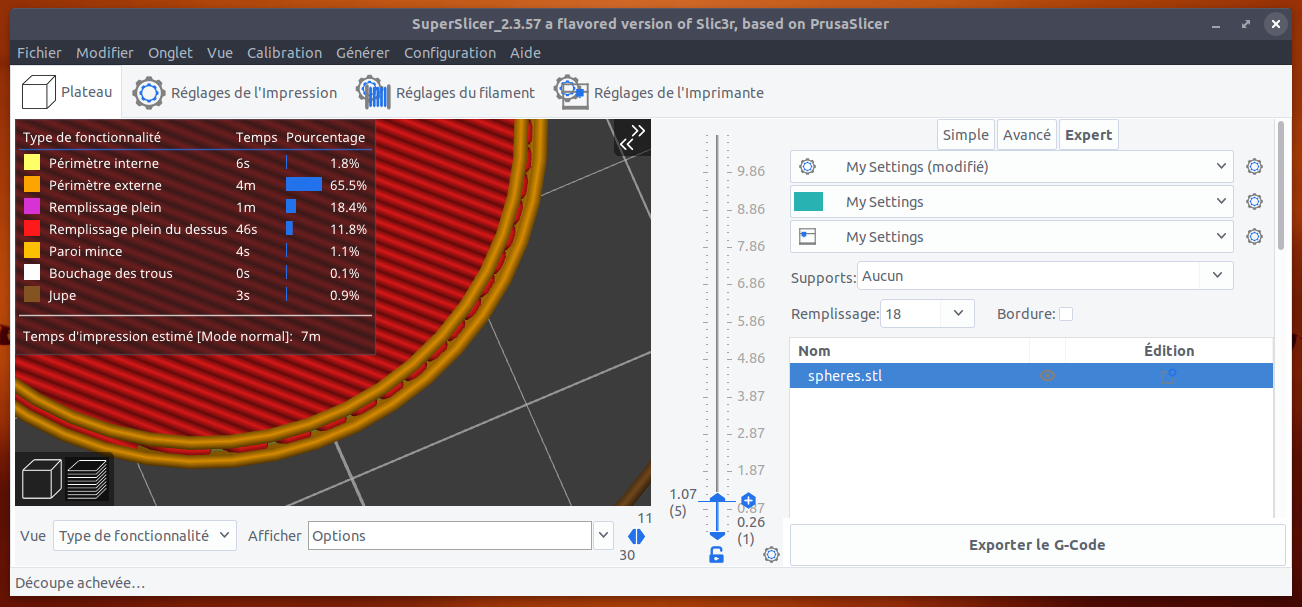
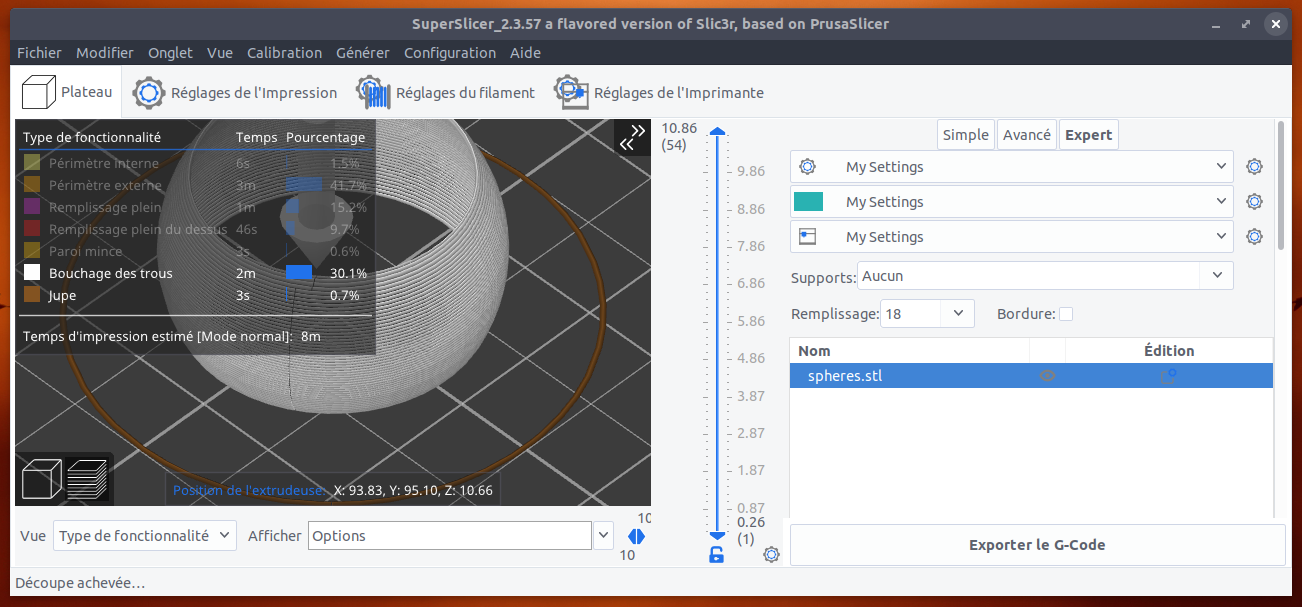
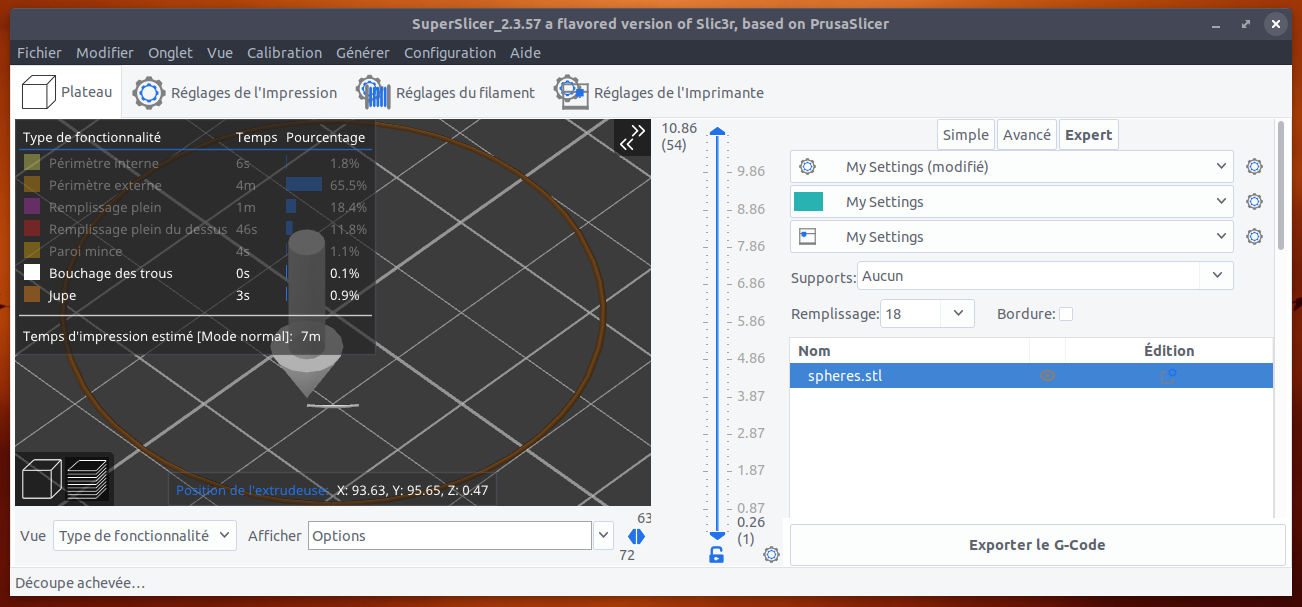
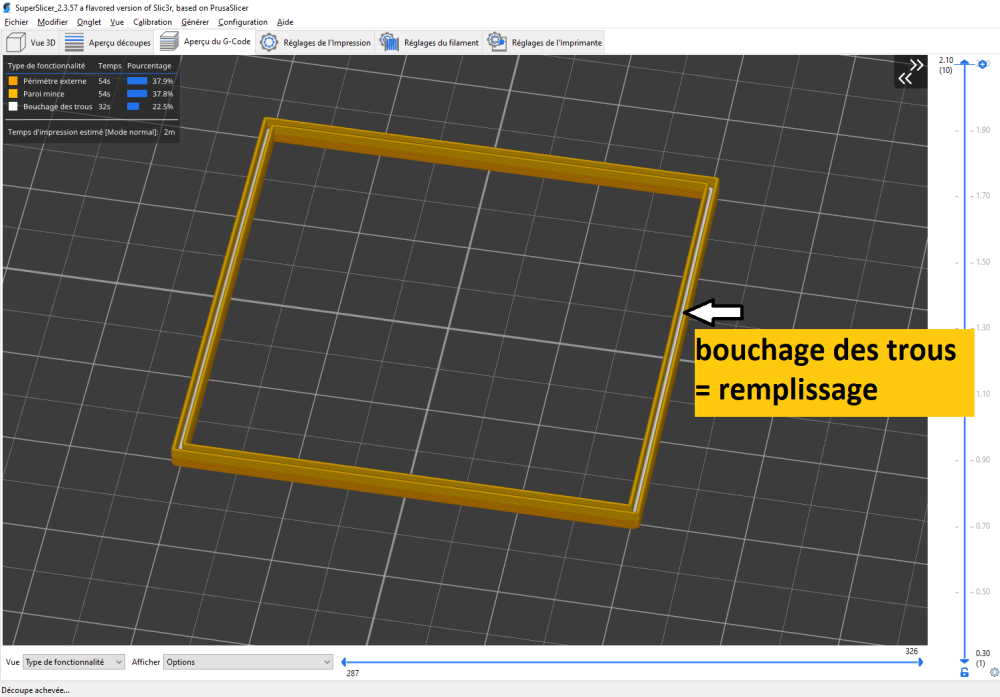
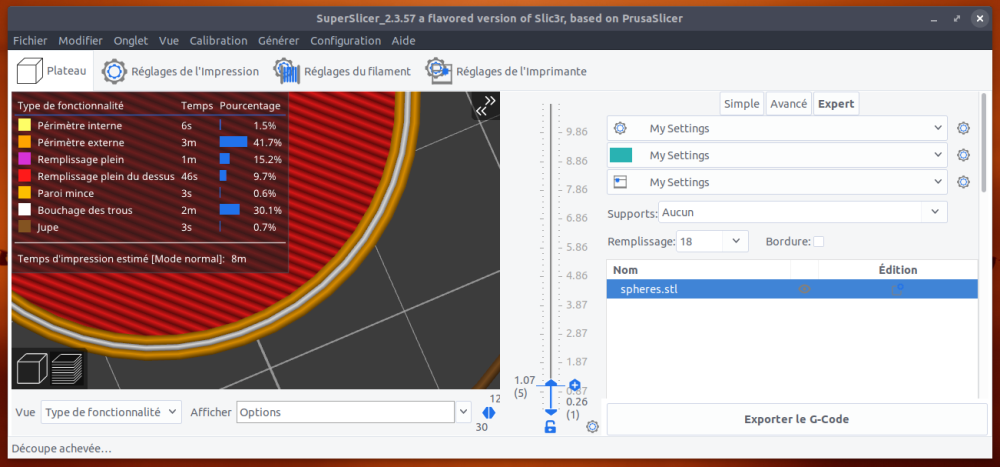
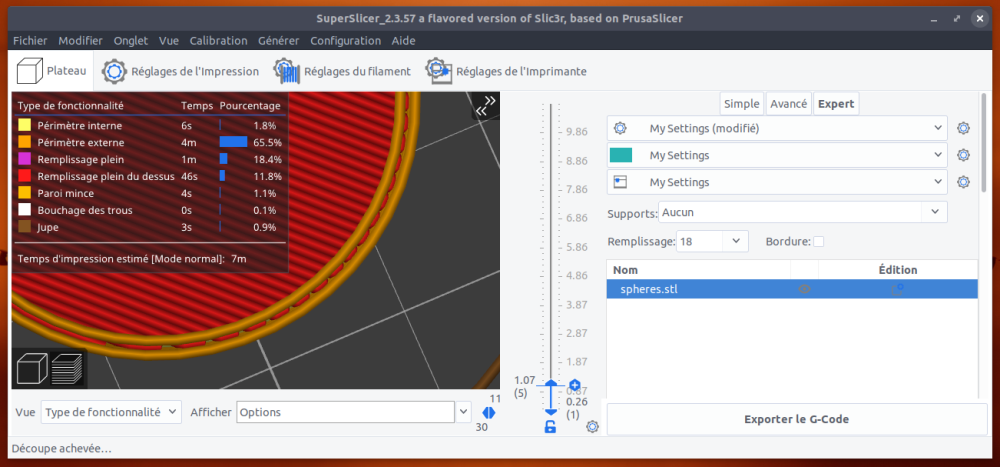
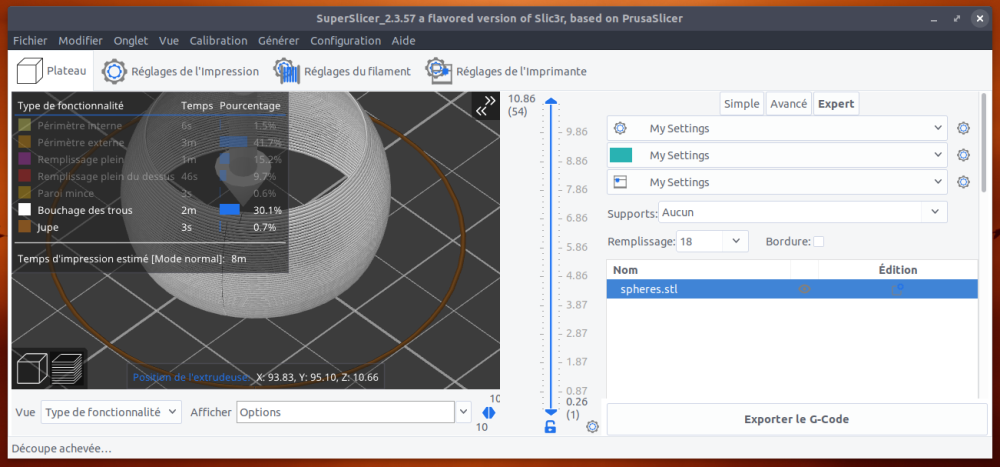
Salut @PPAC Ce matin, j'ai installé la version que tu cites, j'ai tranché et depuis je n'ai plus aucun remplissage de trous. Impec Les deux vont parfois de paire Sur la seconde photo, je n'affiche que le bouchage des trous (cf la légende en haut à gauche) pour montrer qu'il y en a sur toute la hauteur.2 points
-
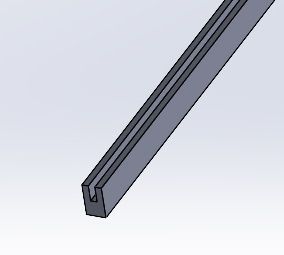
Salut, Perso, j'ai rien compris , il faut dire que la vue d'avion de la 2ème photo n'aide pas , à part la couleur, y'a une différence? Peut-être qu'il serait intéressant que tu fournisses le STL de ta pièce ? perso, dans les 2 cas je le vois vide . Mais bon, vu que j'ai rien compris Vu que je ne voulais pas me coucher sur cette défaite, j'ai dessiné un cadre avec cette section (forme de U): cadre.STL Le découpage dans Superslicer donne ça: Il semble que le soucis ne soit qu'un problème de vocabulaire. Les trous correspondent à un remplissage sous Cura, non?
 2 points
2 points -
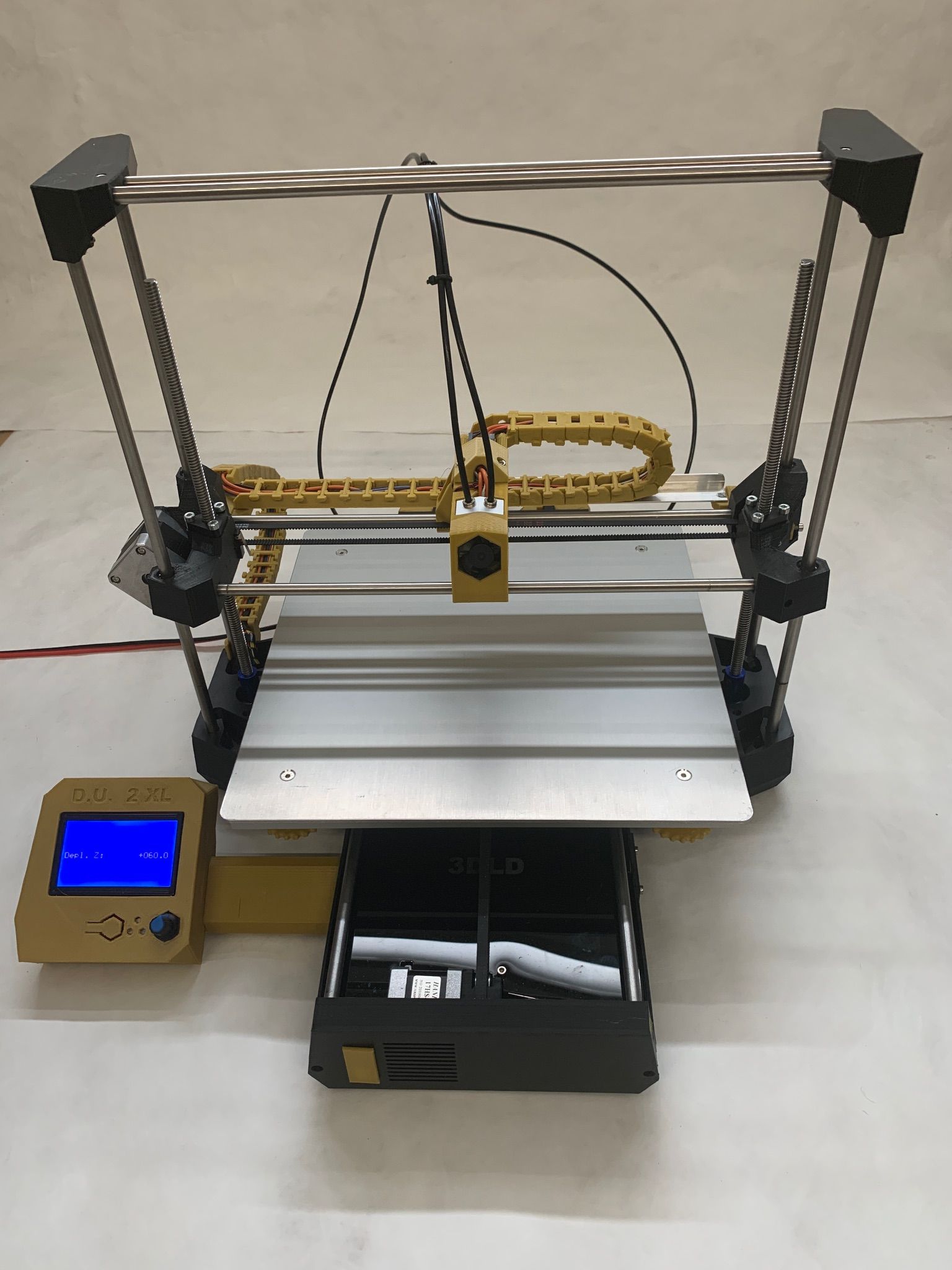
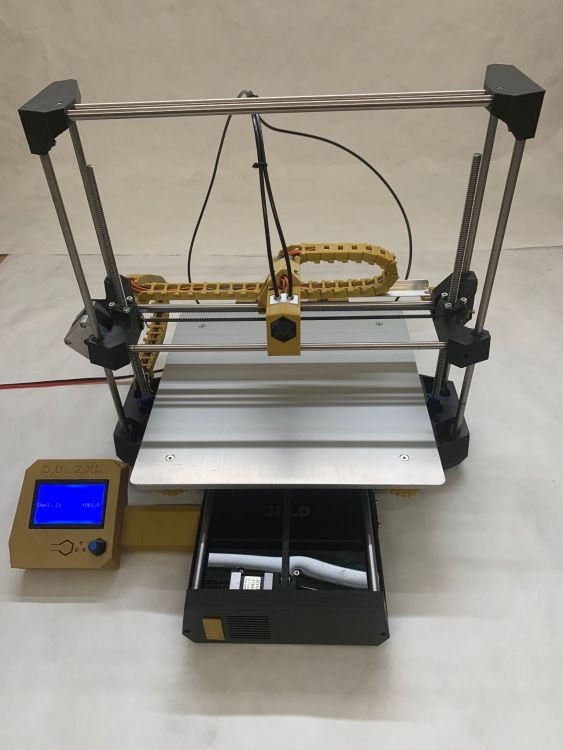
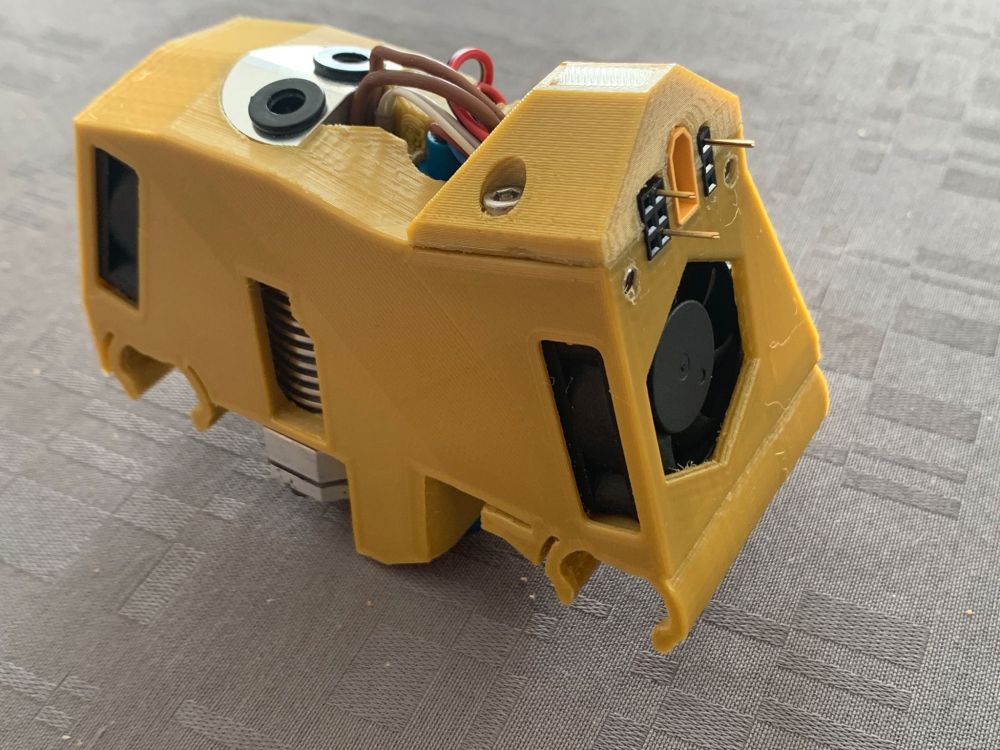
Voici ma dernière customisation de la Disco Ultimate de DAGOMA, la D.U. série Noir et Or et son Add-On 2XL. Principales nouveautés: 1/ L’amélioration de la rigidité de la base et une meilleur perpendicularité des axes X-Y. Ceci est réalisé par l’ajout de trois plaques inférieures en acrylique de 2 mm d’épaisseur qui solidarisent l’avant et l’arrière de la machine avec les cotés, ainsi que que les deux fixes cotés entre eux. 2/ Le remplacement de pratiquement tous les écrous par des inserts de type auto-taraudeur et/ou de type Helicoil, ce qui permet un montage/démontage plus facile, et évite qu’ils s’échappent de leurs logements, ou finissent par tourner dedans. 3/ Chaine de câble de l’axe X parallèle à l’axe, soutenue sur toute sa longueur, donc plus de chaine de câble qui s’affaisse avec l’usure. 4/ Nouvelles têtes facilement démontables, sans démontage de l’axe X ni de la courroie GT2 et de son tendeur. 5/ Extrudeur double engrenage type Bondtech. 6/ Add-on 2XL pour un plateau de 310 X 310 ce qui augmente le volume d’impression d’environ 30%. Fichiers disponibles ici: Partie 1 (https://cults3d.com/fr/modèle-3d/outil/3dld-14dd) Partie 2 (https://cults3d.com/fr/modèle-3d/outil/d-u-serie-noir-et-or-plateau-chauffant-et-chaine-de-cables) Partie 3 (https://cults3d.com/fr/mod%C3%A8le-3d/outil/d-u-serie-noir-et-or-tete-d-extrusion-demontable) Partie 4 (https://cults3d.com/fr/mod%C3%A8le-3d/outil/d-u-serie-noir-et-or-tete-d-extrusion-e3d-v6-demontable-version-capteur-magnetique-ou-bl-touch-v3-1) Extrudeur double engrenage: (https://cults3d.com/fr/modèle-3d/outil/3dld)

 1 point
1 point -
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
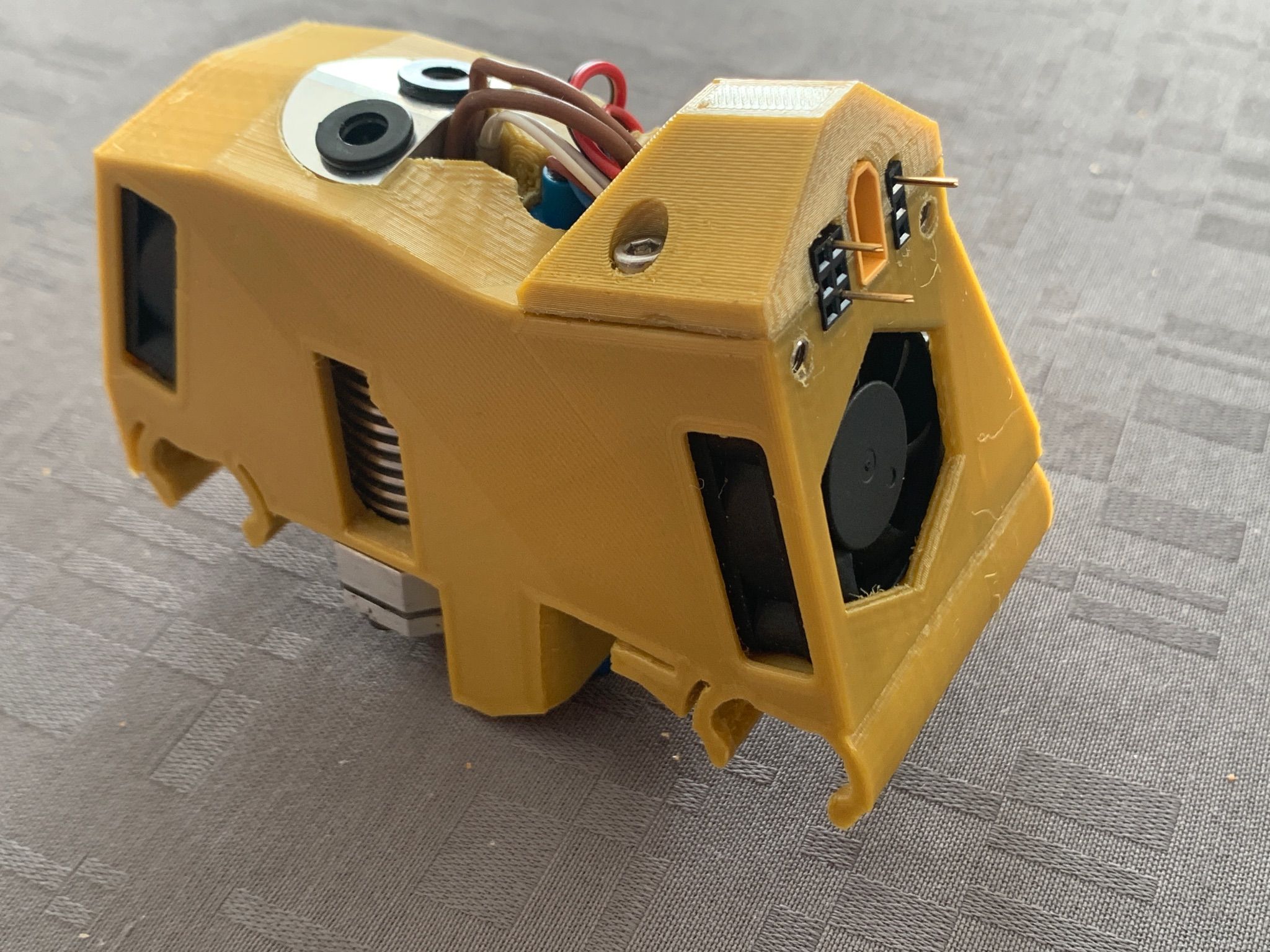
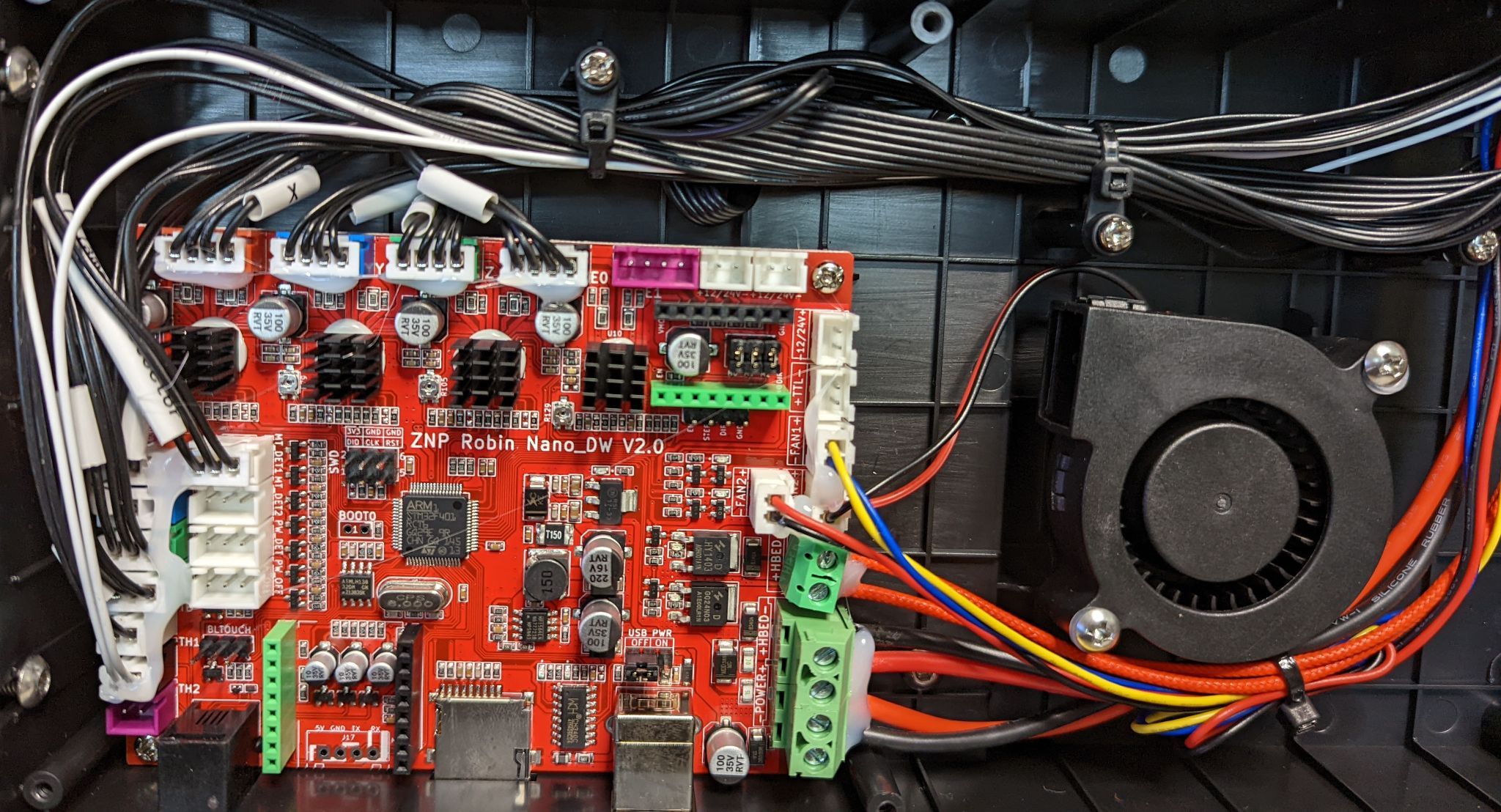
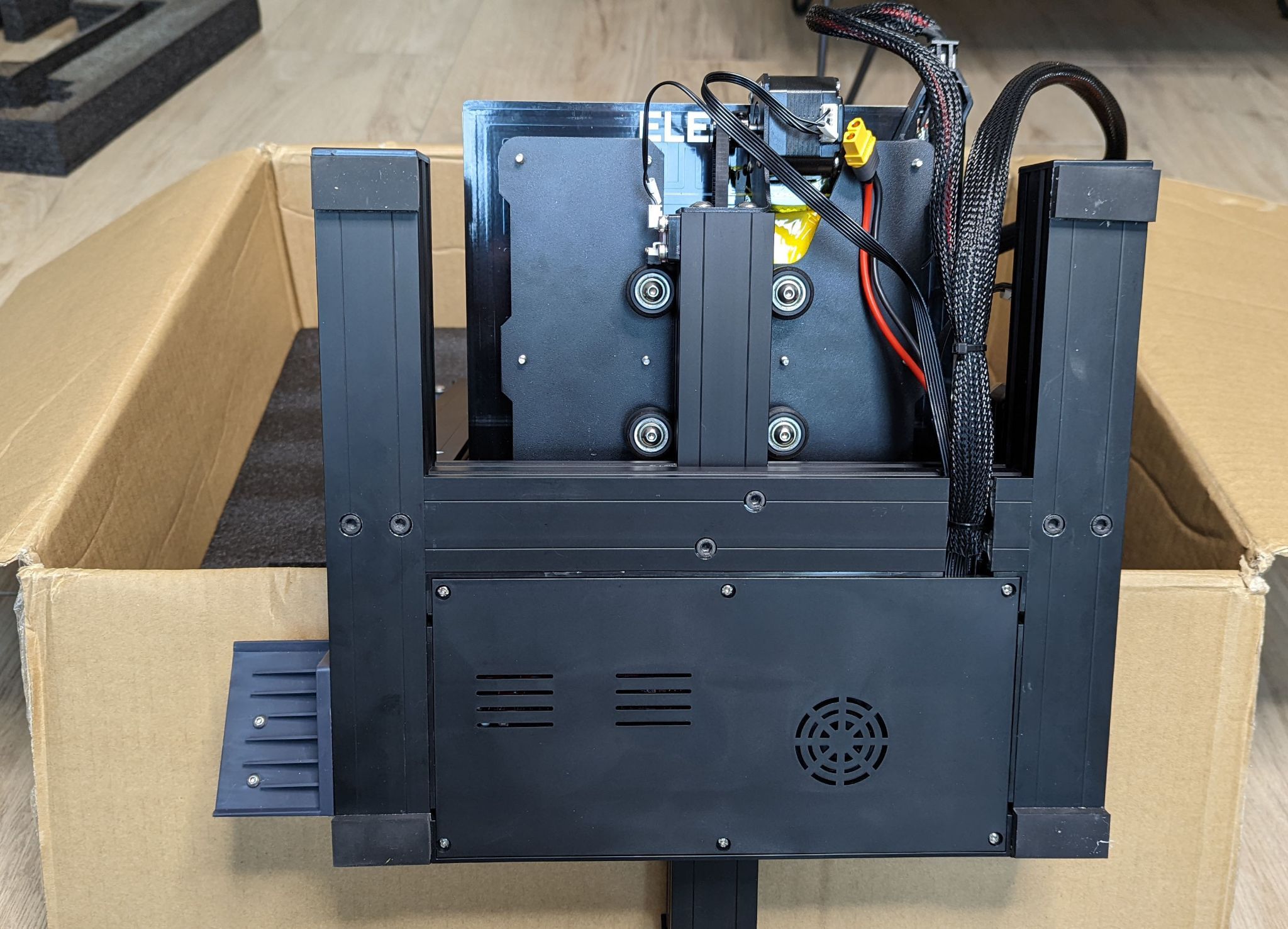
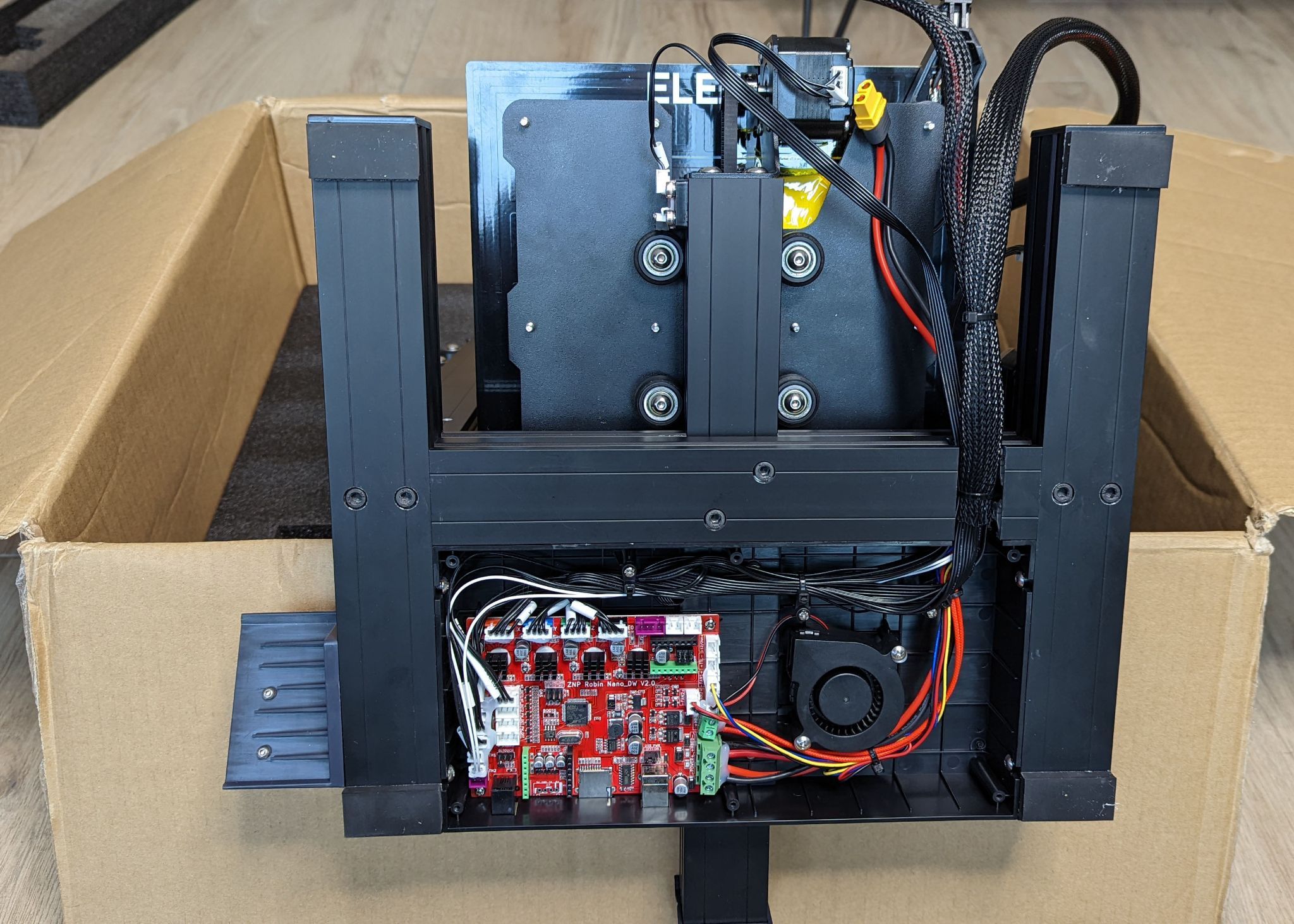
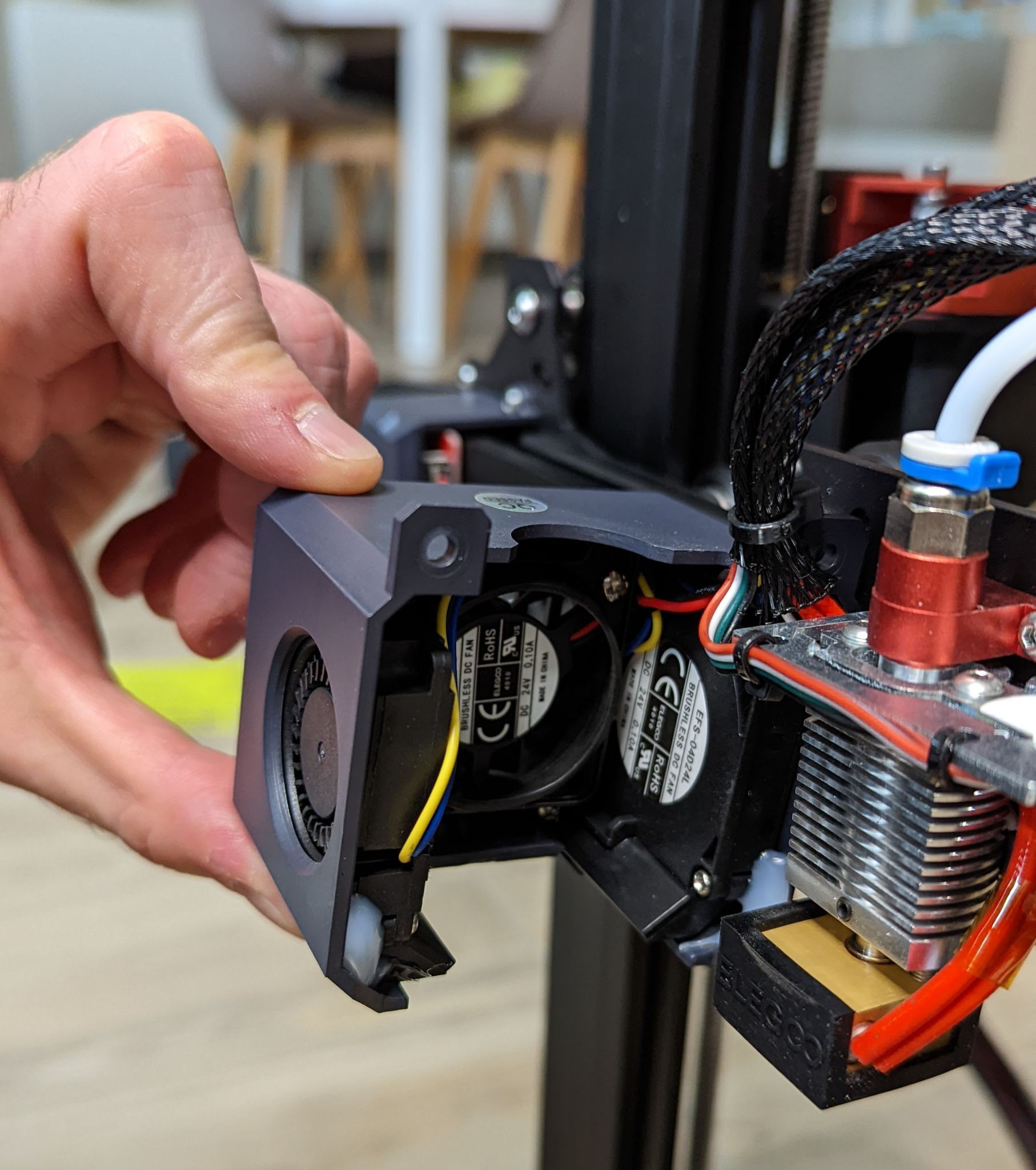
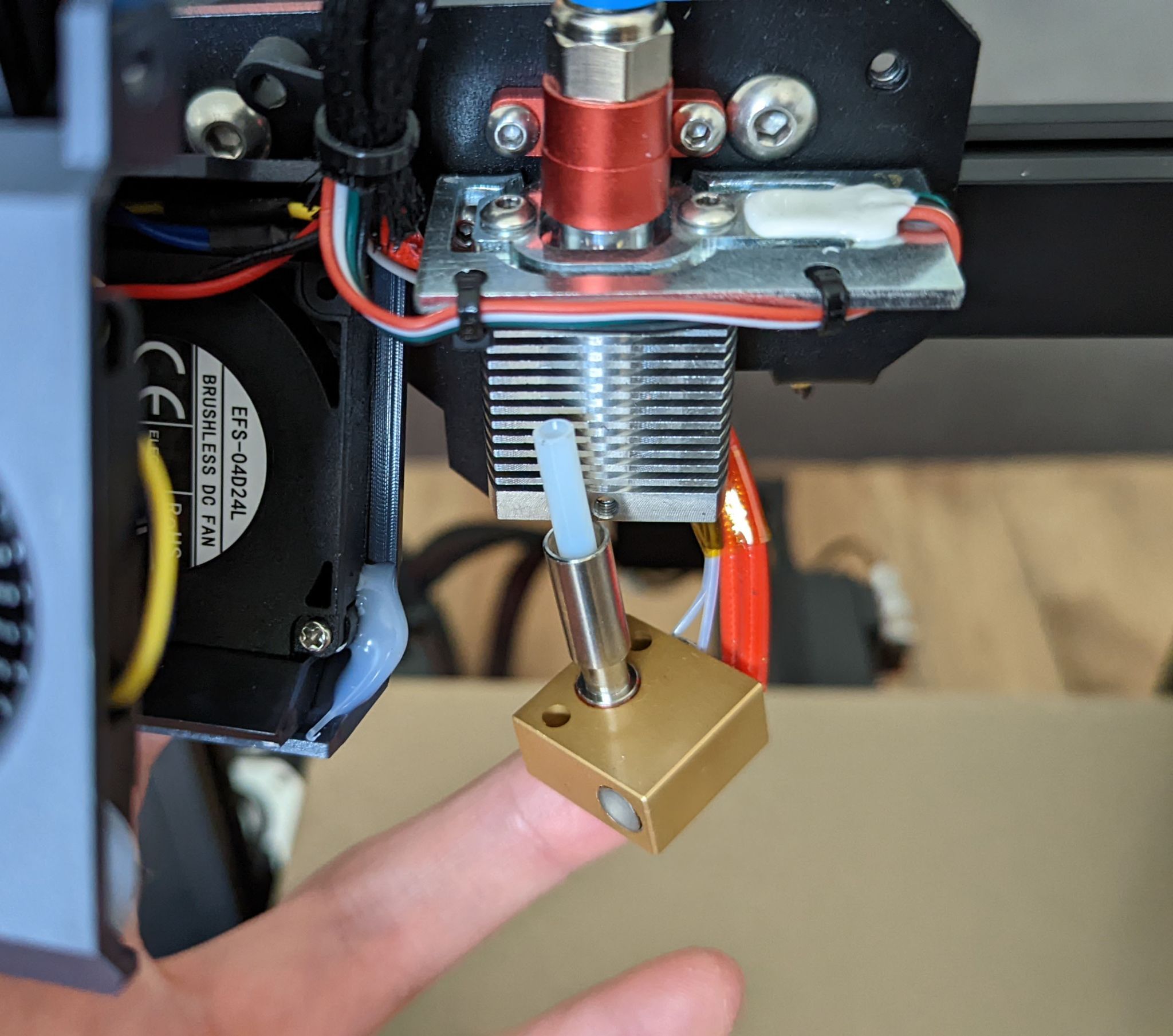
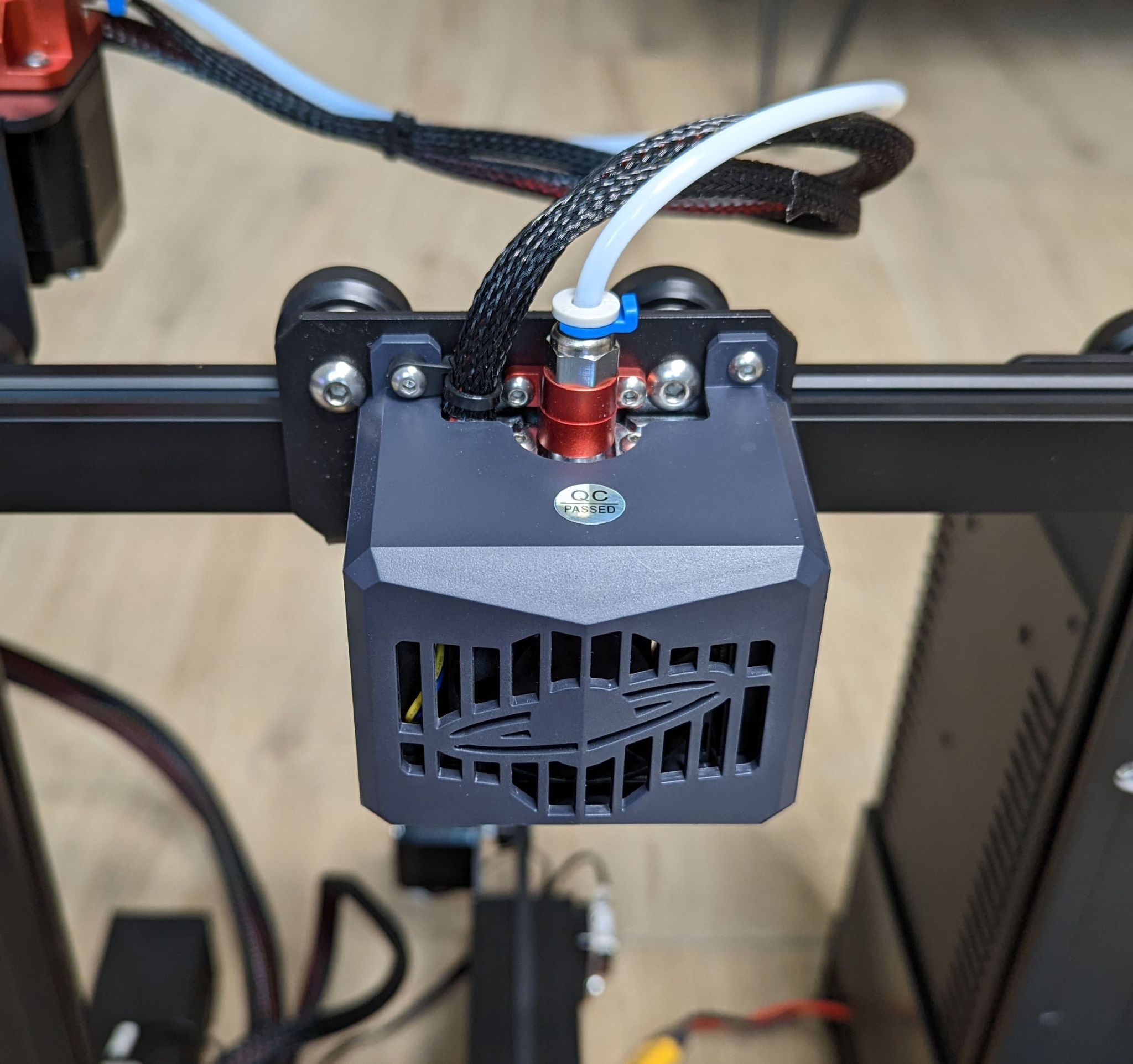
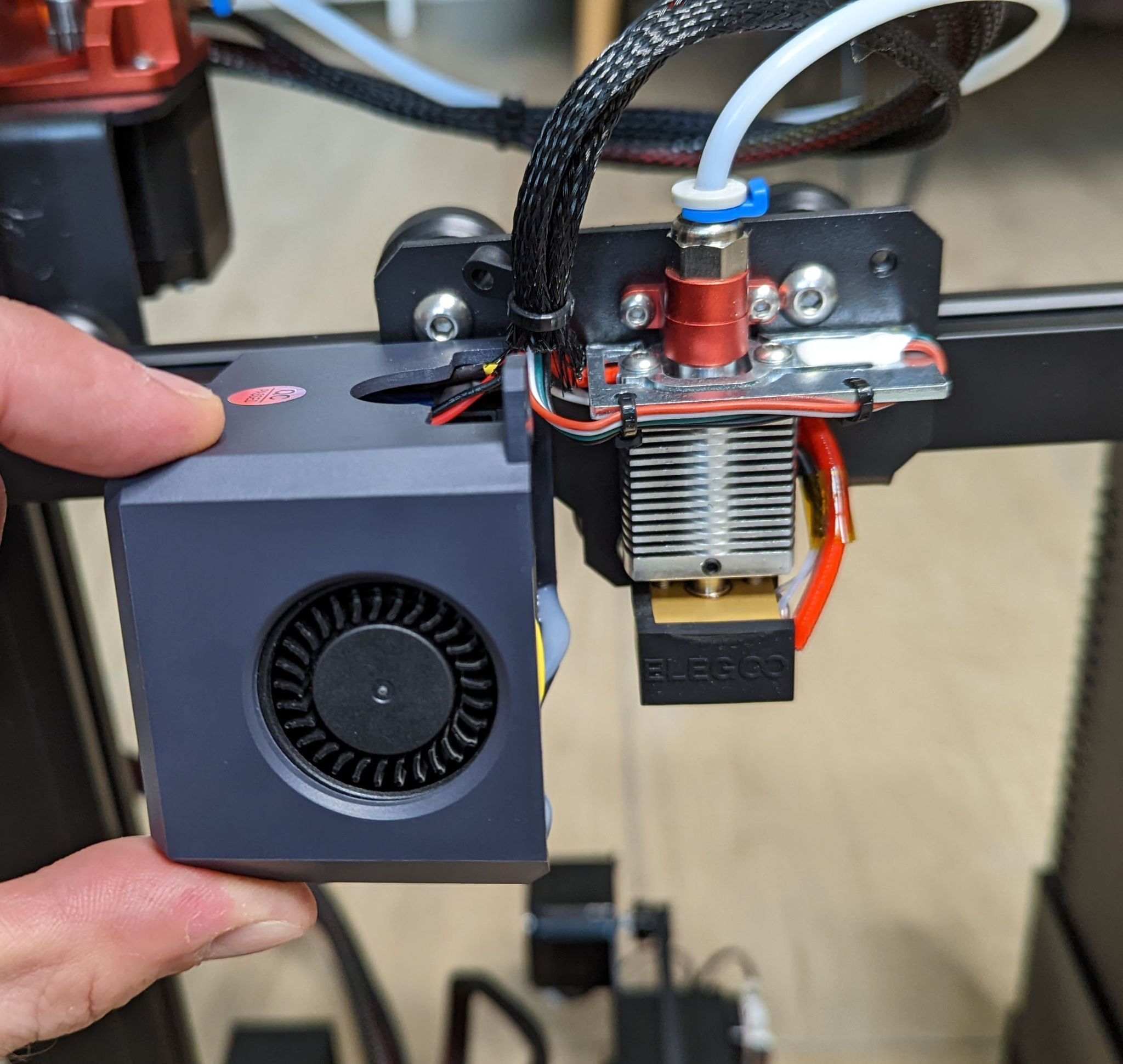
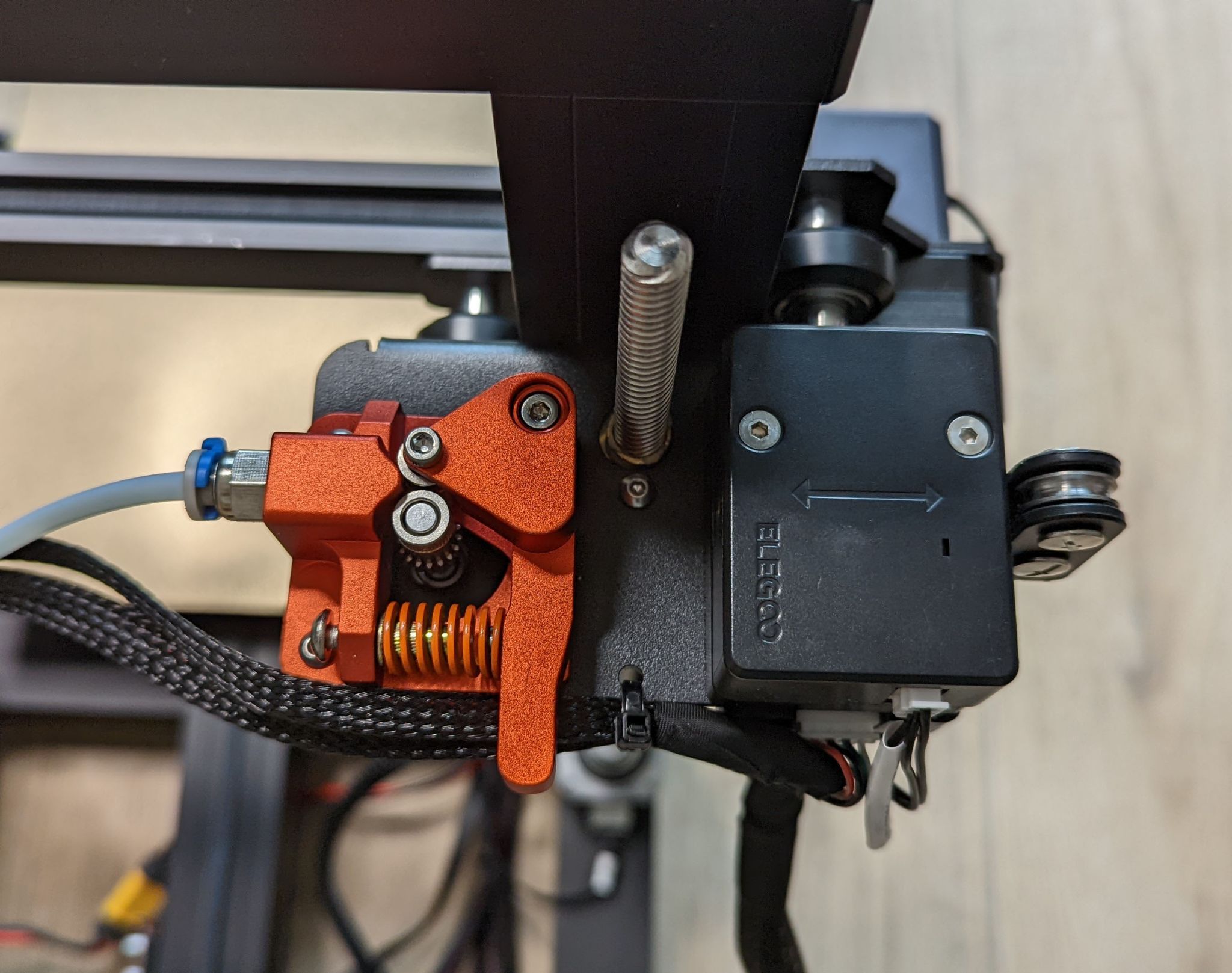
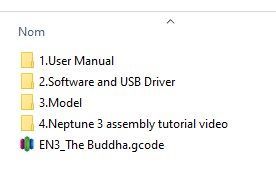
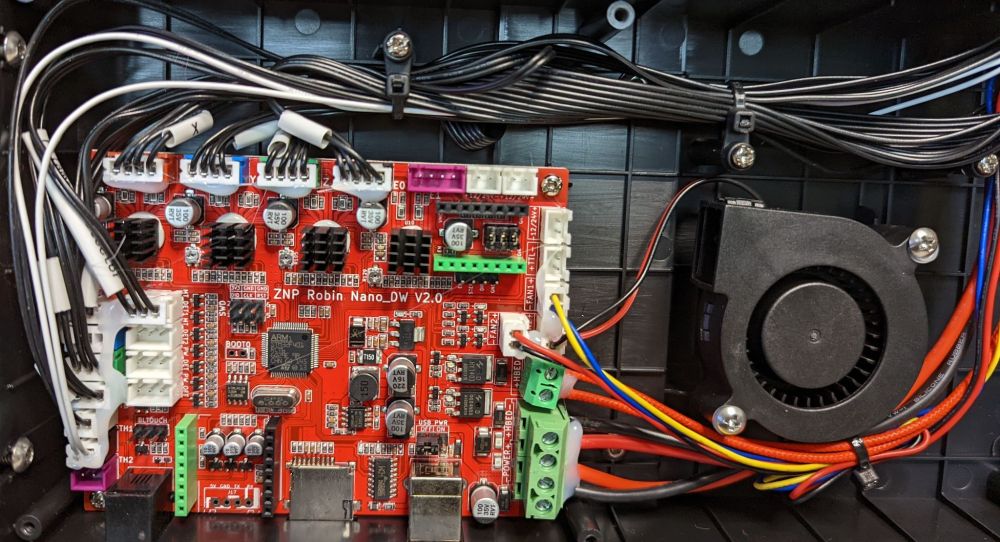
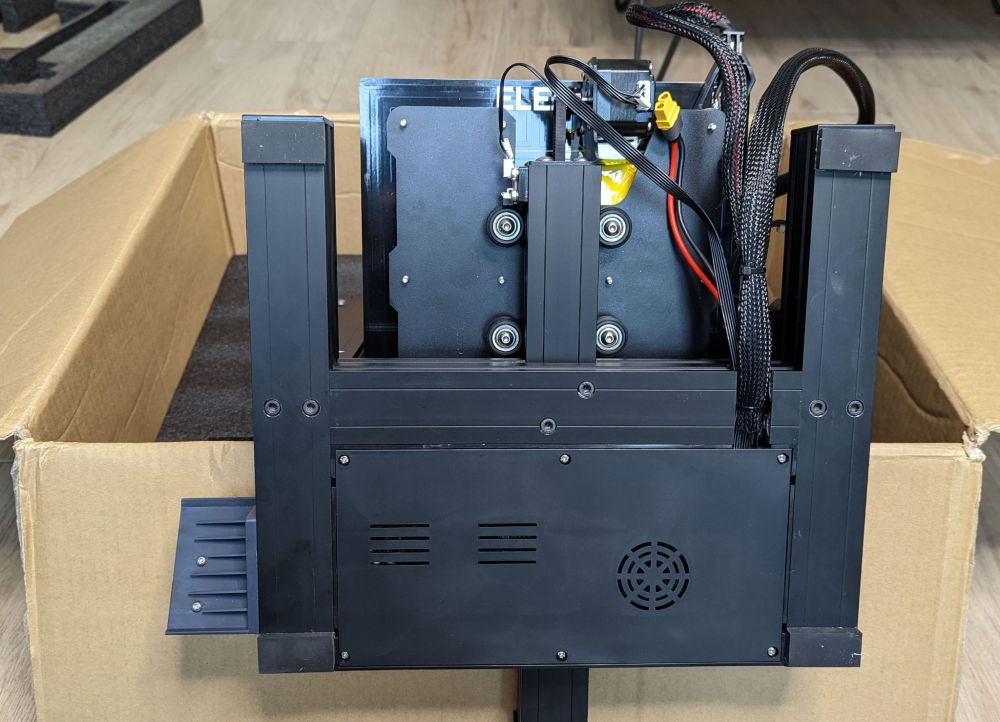
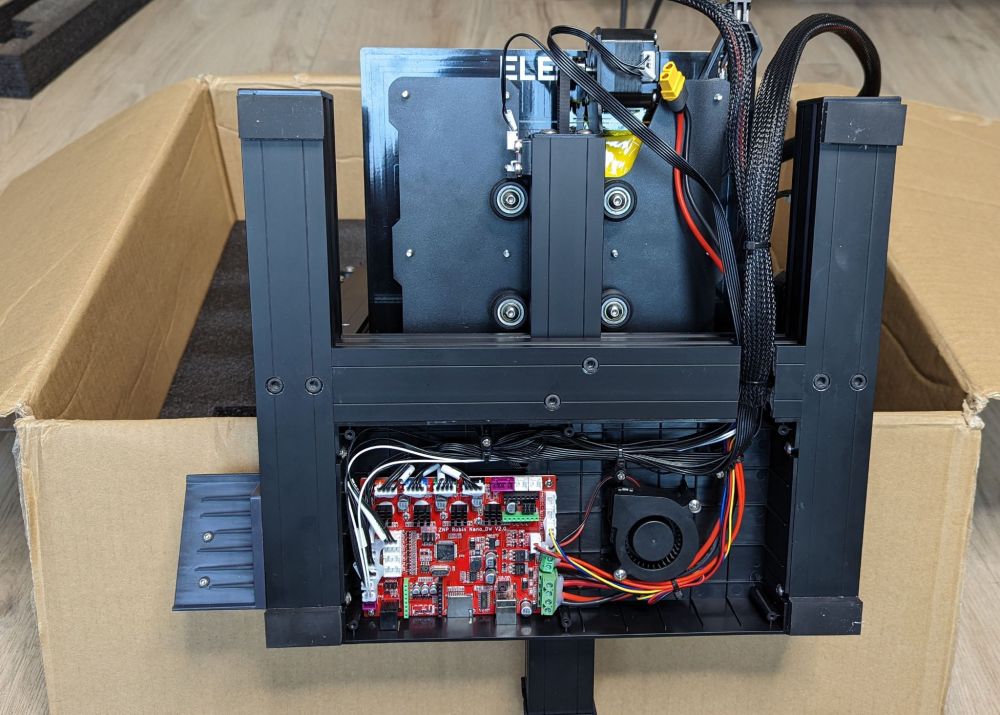
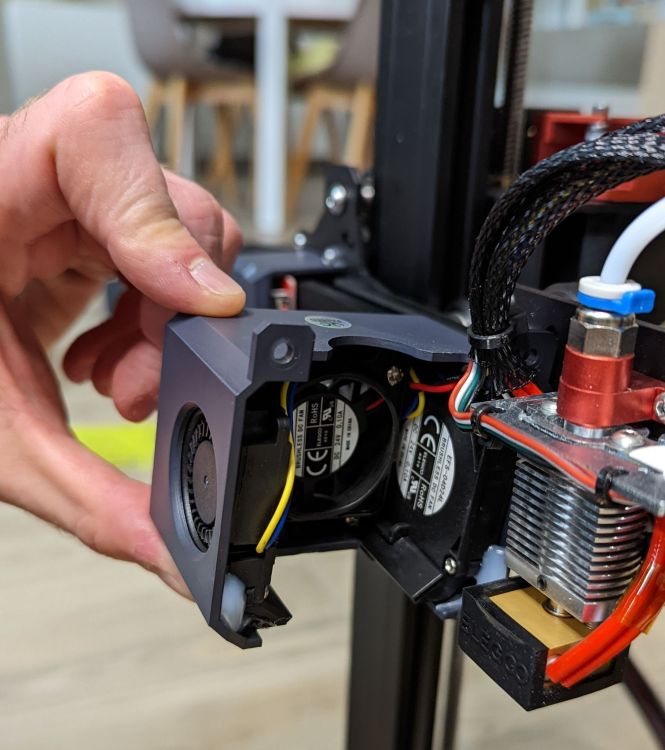
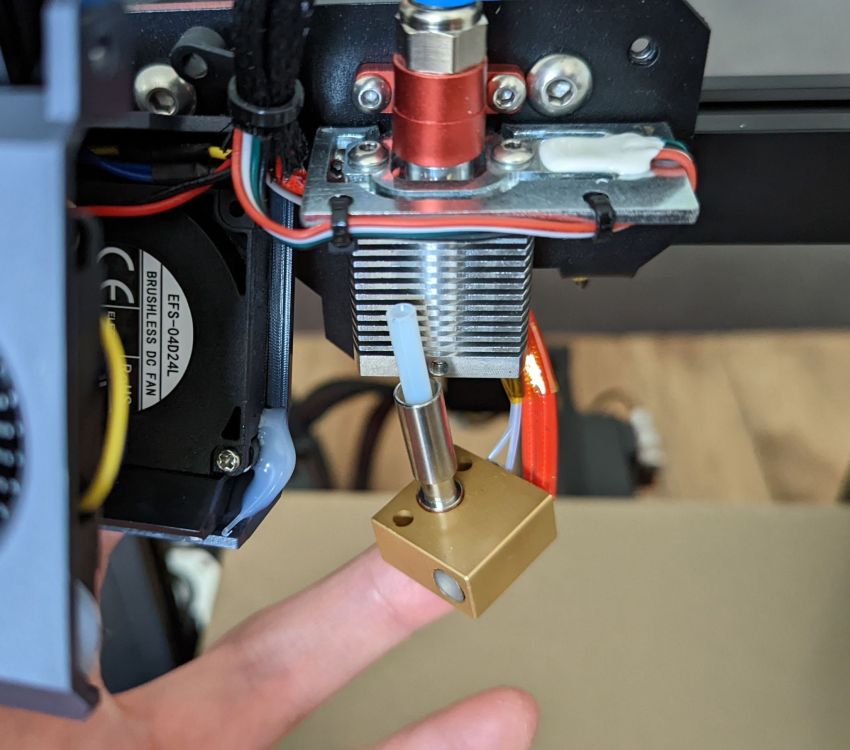
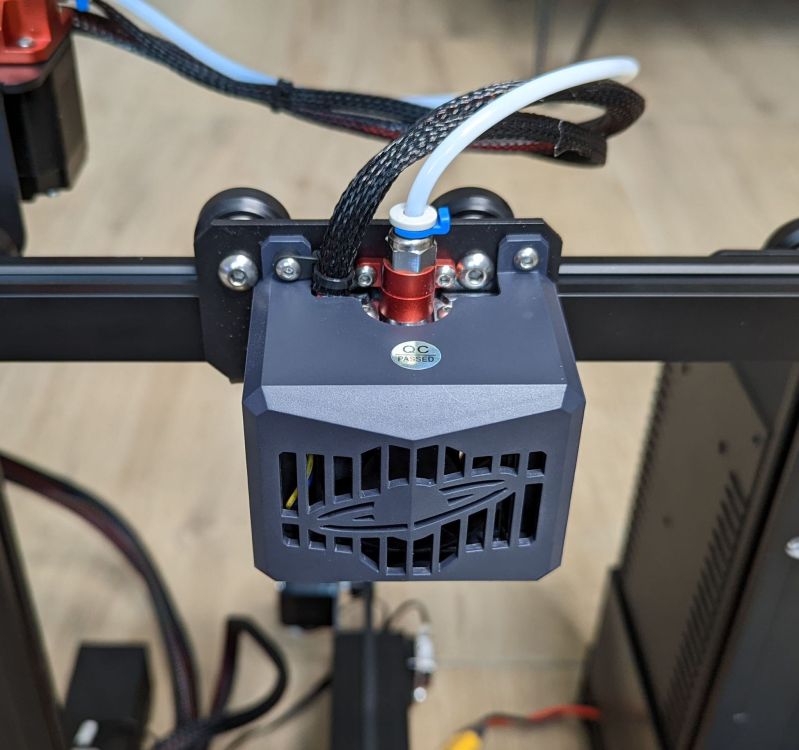
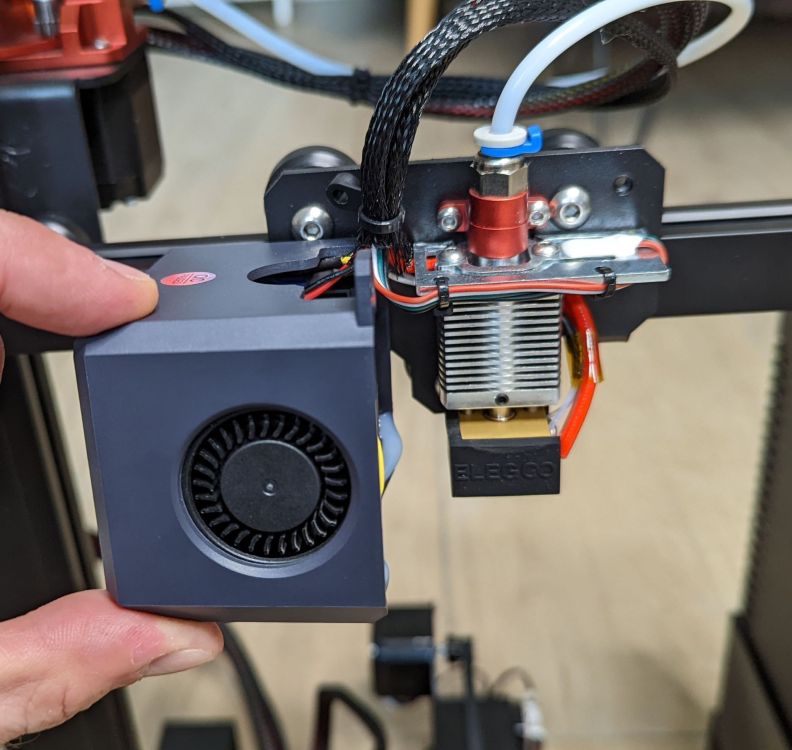
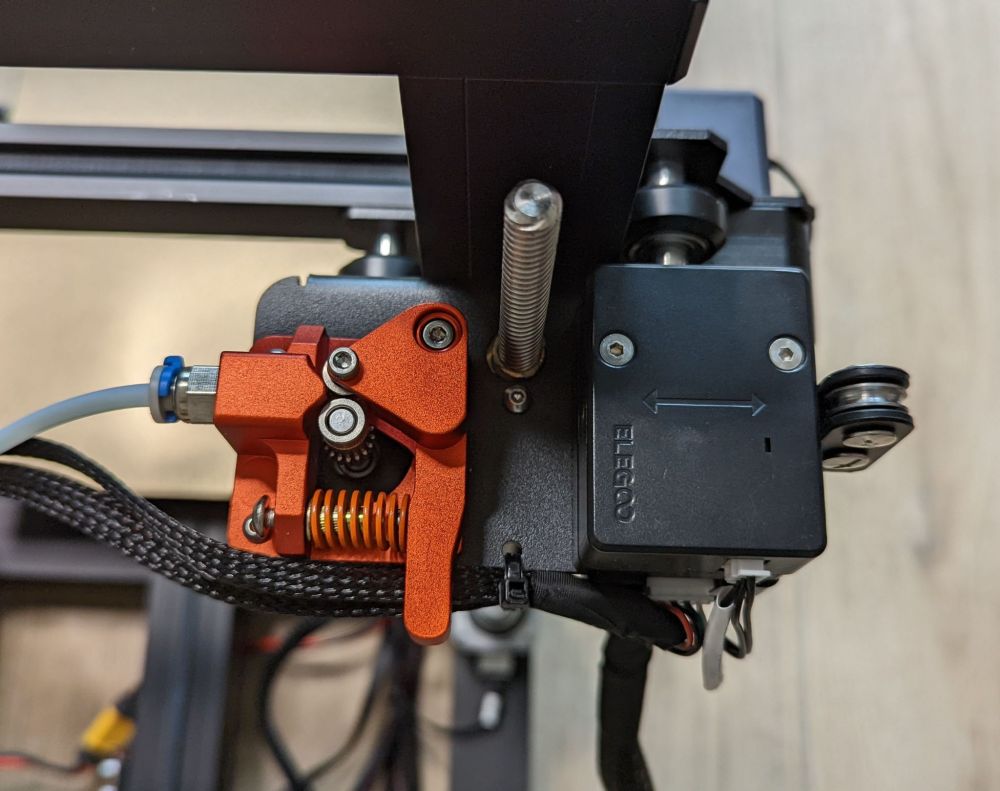
En début d'année dernière (2021), Elegoo m'avait envoyé la Neptune 2, une bonne petite FDM peu encombrante. Aujourd'hui surprise, alors que j'attendais la Saturn 2, j'ai reçu la Neptune 3 ! Je pensais que mon "quoi qu'est-ce" aller durer un peu faute d'information au sujet de cette machine mais @Aezio m'a grillé direct Du coup, voici le topic découverte de la machine avant la vidéo sur la chaîne et le test sur le blog. Unboxing Je ne vais pas vous blinder de photos, l'organisation du colis est assez classique et présenté dans la vidéo du constructeur ci-dessous. En résumé c'est bien protégé et réparti sur 2 niveaux et demi (le portique est enchevêtré avec le niveau le plus bas car relié au châssis). Le packaging A côté du châssis on retrouve l'alimentation (360W 24V), l'écran (avec un bon vieux connecteur RJ11), le support de bobine, les outils et la visserie (bien étiquetée) pour le montage, une spatule, une pince coupante, des rilsan, un câble USB (très court), une clef USB (qui est en fait un adaptateur pour micro SD de 8Go), une aiguille de débouchage de buse et du spare (un pneufit, 2 buses et 2 bouts de PTFE) : Le contenu de la carte SD Sur la carte on retrouve la notice au format PDF qui est également livré au format papier (en anglais), Cura by Elegoo (base 4.8.0 qu'il faut installer pour extraire le profil de la machine), les drivers USB (pas obligatoire si on ne fait que de l'impression hors ligne), un fichier STL et son gCode tranché par le constructeur ainsi qu'une vidéo de mise en route de la machine : L'électronique L'alimentation La carte mère Pour accéder aux entrailles de la machine, il suffit de retirer les 6 vis du capot : On retrouve une carte mère Robin Nano_DW 2.0 avec 4 drivers dont je n'ai la référence, le tout refroidi par une petit ventilateur radial que j'espère pas trop bruyant... Le montage Le montage est très simple, il n'y a que 4 vis à serrer pour fixer le portique de l'axe X/Z, installer l'alimentation le long de se dernier et connecter quelques prises labélisées. Il y a aussi le support de bobine et la poignée de transport qui sont également un jeu d'enfant. Le tout est très bien documenté et même expliqué dans la vidéo présente sur la carte micro SD : Zoom sur la tête d'impression Malheureusement, même si la V2 s'en sortait bien avec le TPU, la V3 reste en bowden (pas de Direct Drive) ! Il s'agit visiblement d'une tête propriétaire très facile à démonter. Le heatbreak (avec PTFE jusqu'à la buse ) est maintenu dans le radiateur par 3 vis, dont 2 qui traversent le corps de chauffe. Ce dernier est isolé avec une "chaussette" en silicone. Autant dire que la maintenance est très aisée Le refroidissement de la buse est assuré par 2 ventilateurs aux flux opposés et le nivellement semble être réalisé par une sorte de capteur de force L'extrudeur déporté avec capteur de filament L'extrudeur est minimaliste mais à double engrenage et tout en métal tout de même. Le filament est guidé au travers du capteur qui permet la reprise d'impression en cas de pénurie (ou de casse) de consommable via 2 poulies : Les différences avec la V2 ? Je n'ai plus la V2 et je dois dire qu'à première vue il y a peu de différences à part le lit (toujours chauffant et absolument pas concave) en PEI (double face, lisse / texturé) flexible et magnétique, la mise à niveau automatique du plateau (y'a même pas de molettes ça c'est cool), les tendeurs de courroie et le volume en Z un peu plus haut C'est déjà bien ceci dit ! La suite au prochain épisode








 1 point
1 point -
hello oh que non pas de bazar cela m’insupporte1 point
-
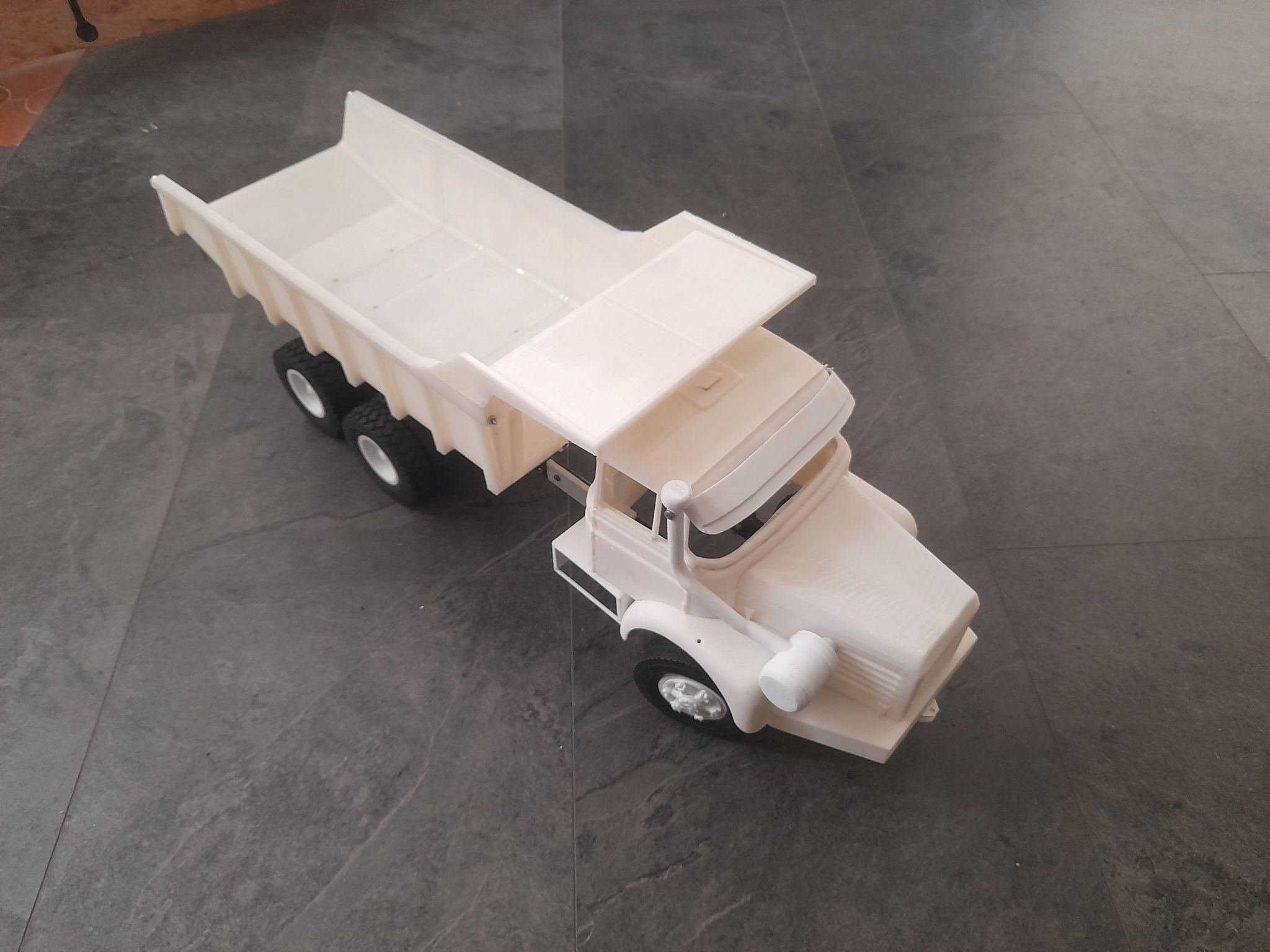
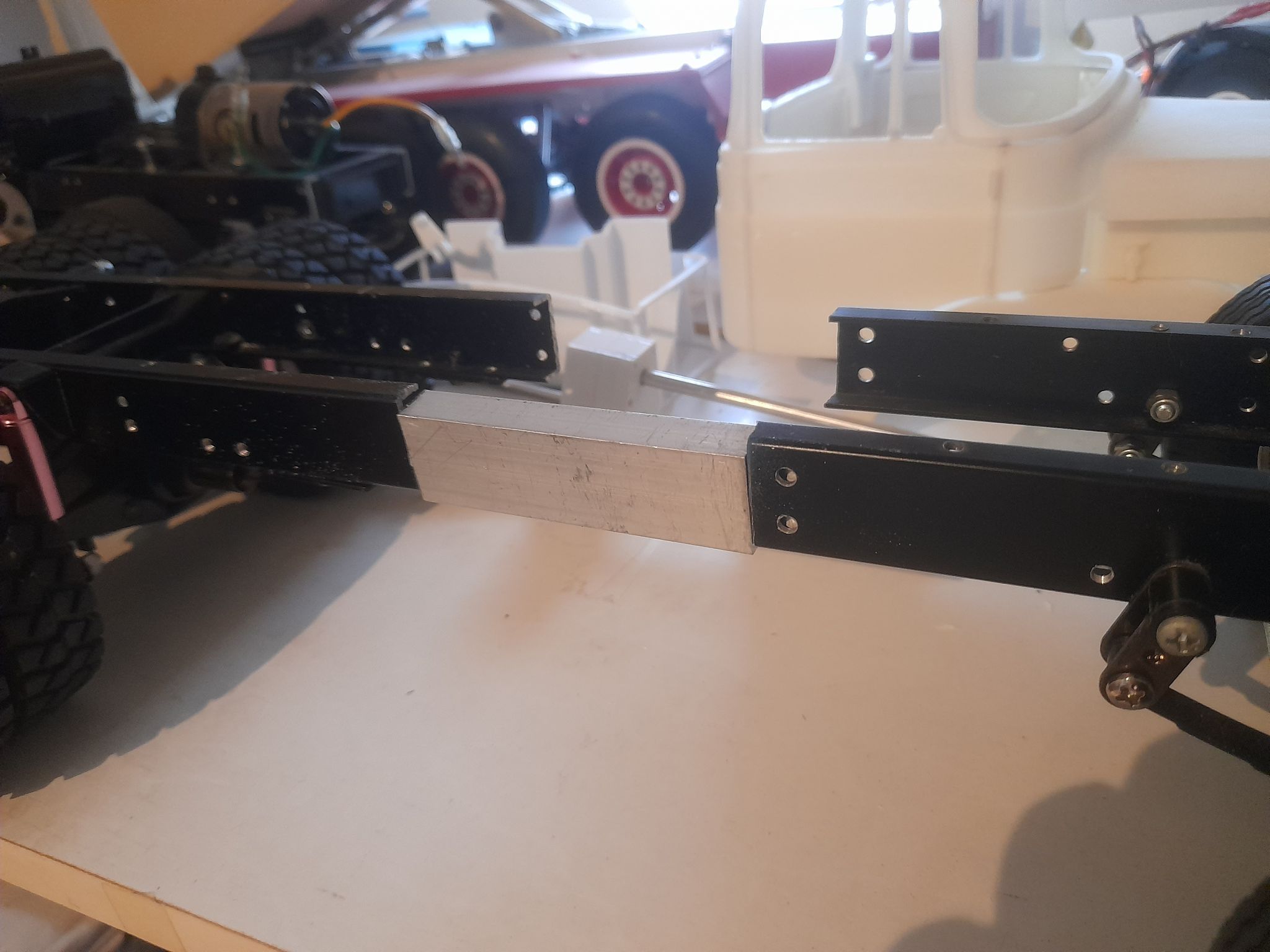
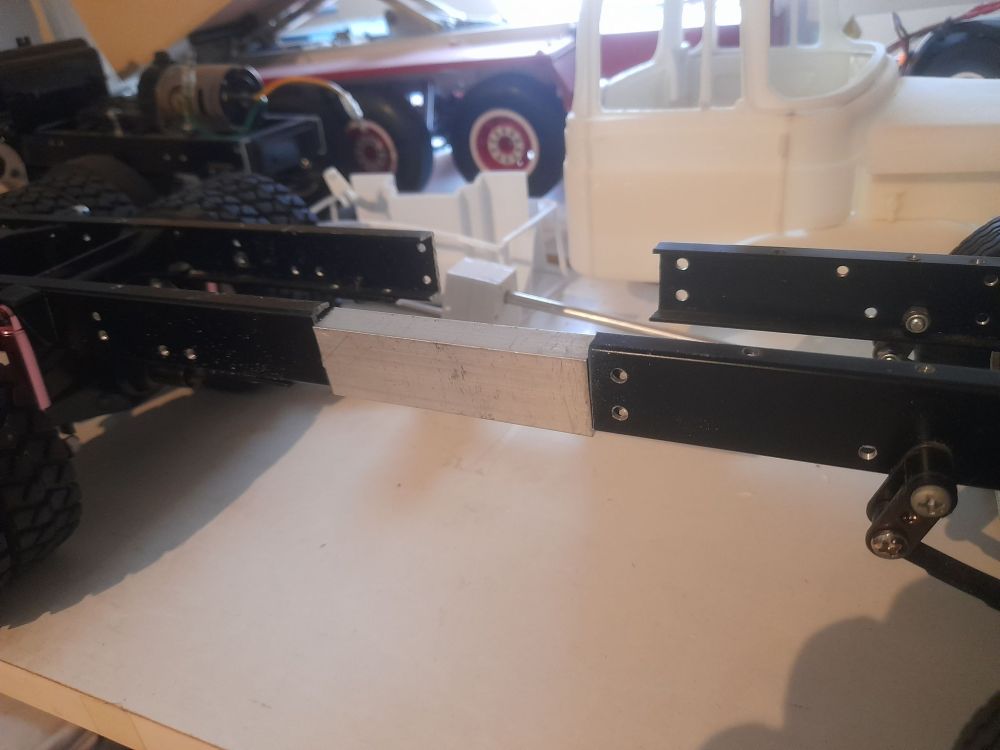
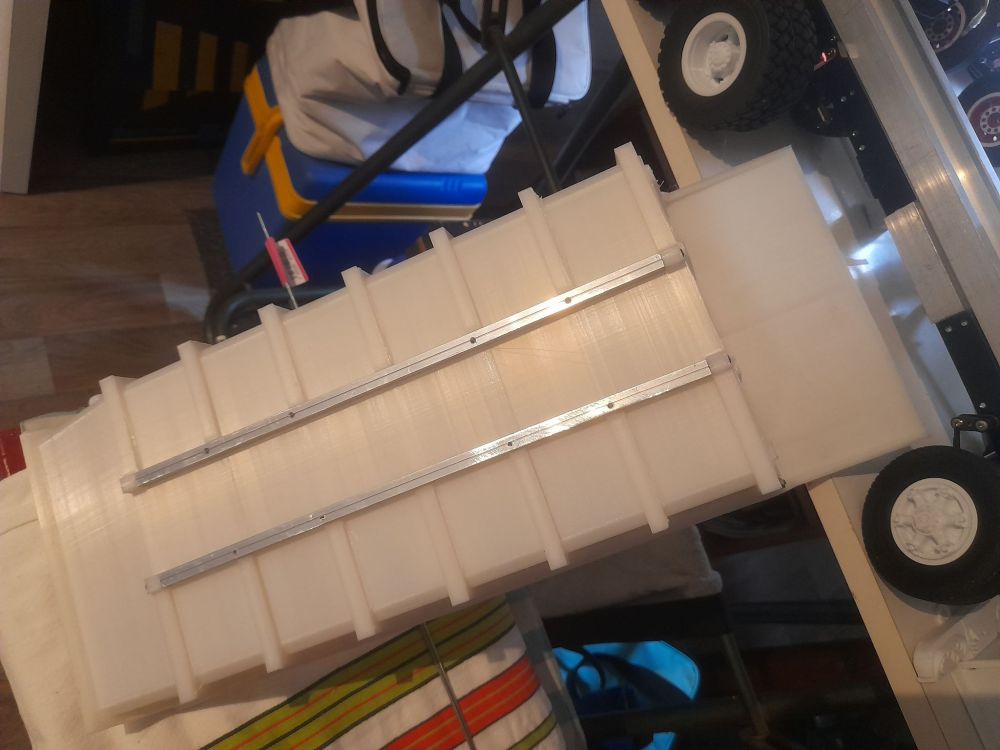
Rallonge chassis en place, je continue à martyriser les profilés d'alu avec la confection du faux chassis recevant la benne....






 1 point
1 point -
Sans références, dimensions, caractéristiques ou autres infos, tu vas avoir du mal à vendre quoique ce soit. L'ensemble n'intéressera probablement personne (surtout sans plus d'infos), car les quantités pourraient intéresser 2 types d'acheteurs je pense : 1/ un magasin, mais comme il leur faut des factures, ils ne peuvent pas acheter à des particuliers. 2/ des gens qui feront l'inventaire précis en espérant revendre à l'unité et en tirer un bénéfice (mais pour ça il faut quand même avoir une idée de ce que l'on achète). Donc si tu veux un conseil et t'en débarrasser : fait l'inventaire le plus précis possible (si tu as les boites, tu devrais avoir les infos dessus).1 point
-
@PeseJe pensais que tu avais un fichier STL qui contenait plusieurs STL. Voila pourquoi je t'aiguillais vers ces logiciels. Visiblement tu as réussis à te dépétrer du problème. Il te reste la coupe du bloc moteur, culasse. Je te répète les logiciels pré cités . 3Dbuilder, meshmixer. Ah @Savate m'a pris de vitesse. Remarque: curieux que l'auteur du dessin 3D ait fait le moteur en un seul bloc.1 point
-
très rarement (pas sur les Artillery par exemple) C'est le SSR qui s'en occupe (relais statique)1 point
-
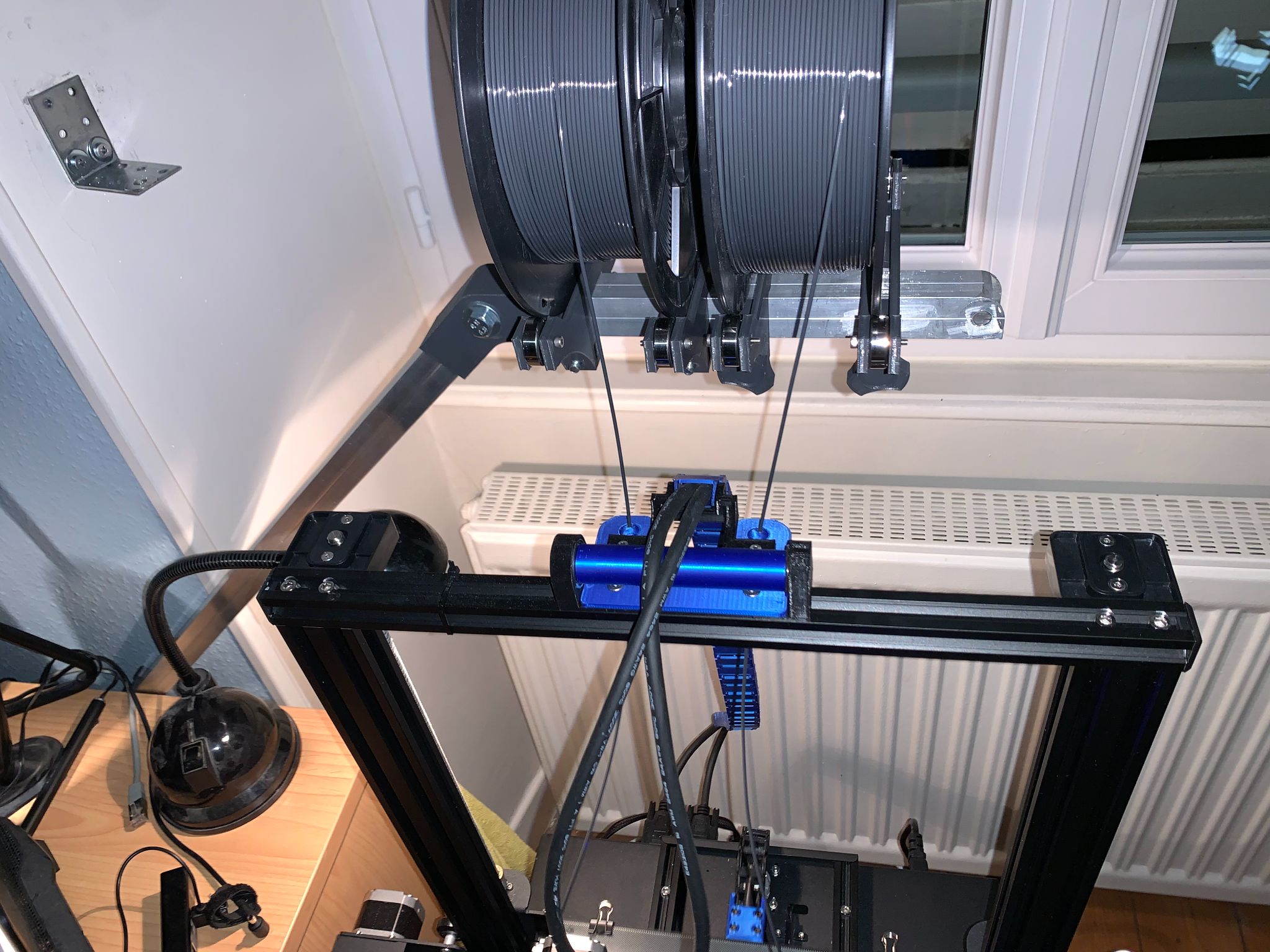
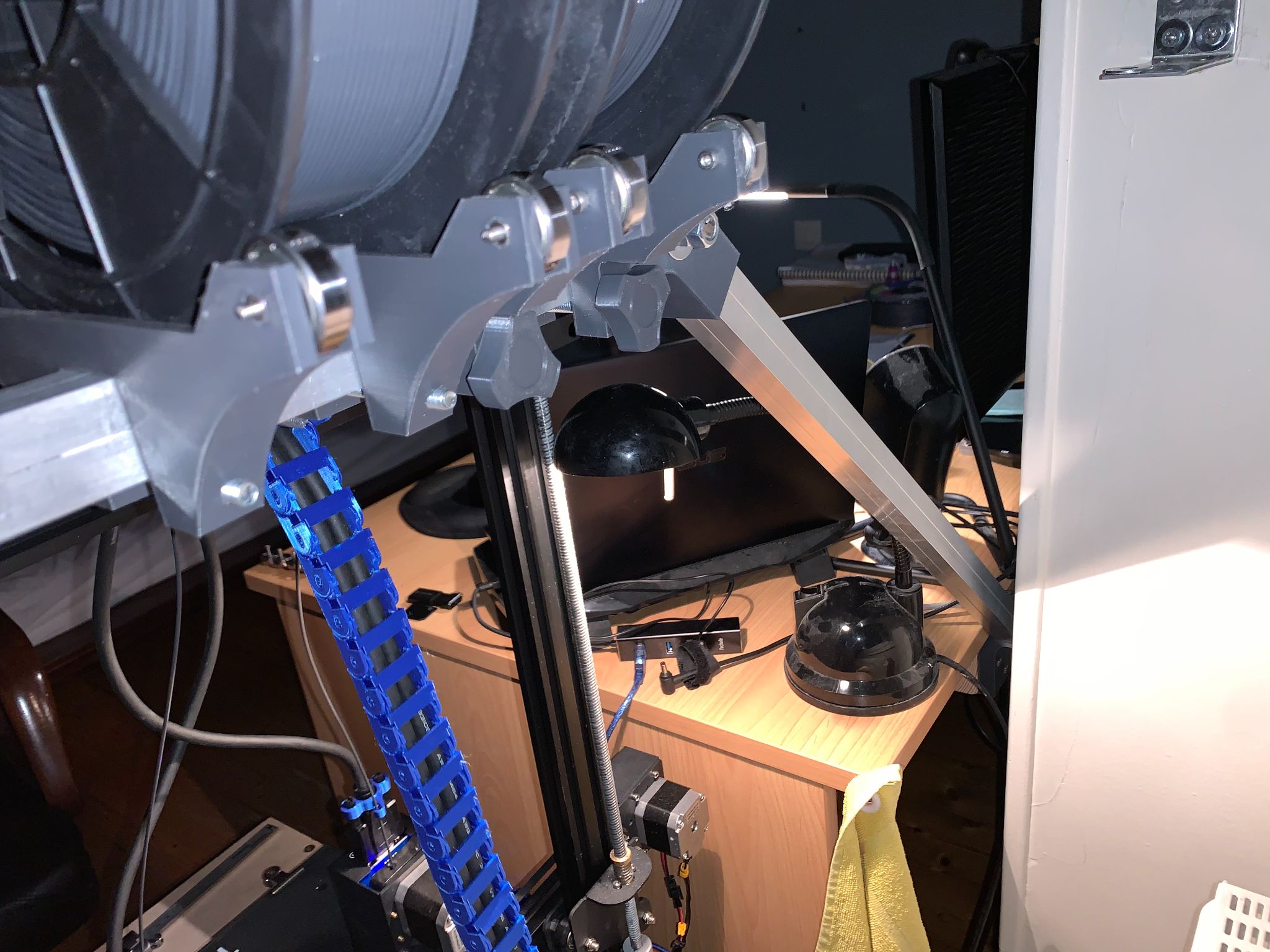
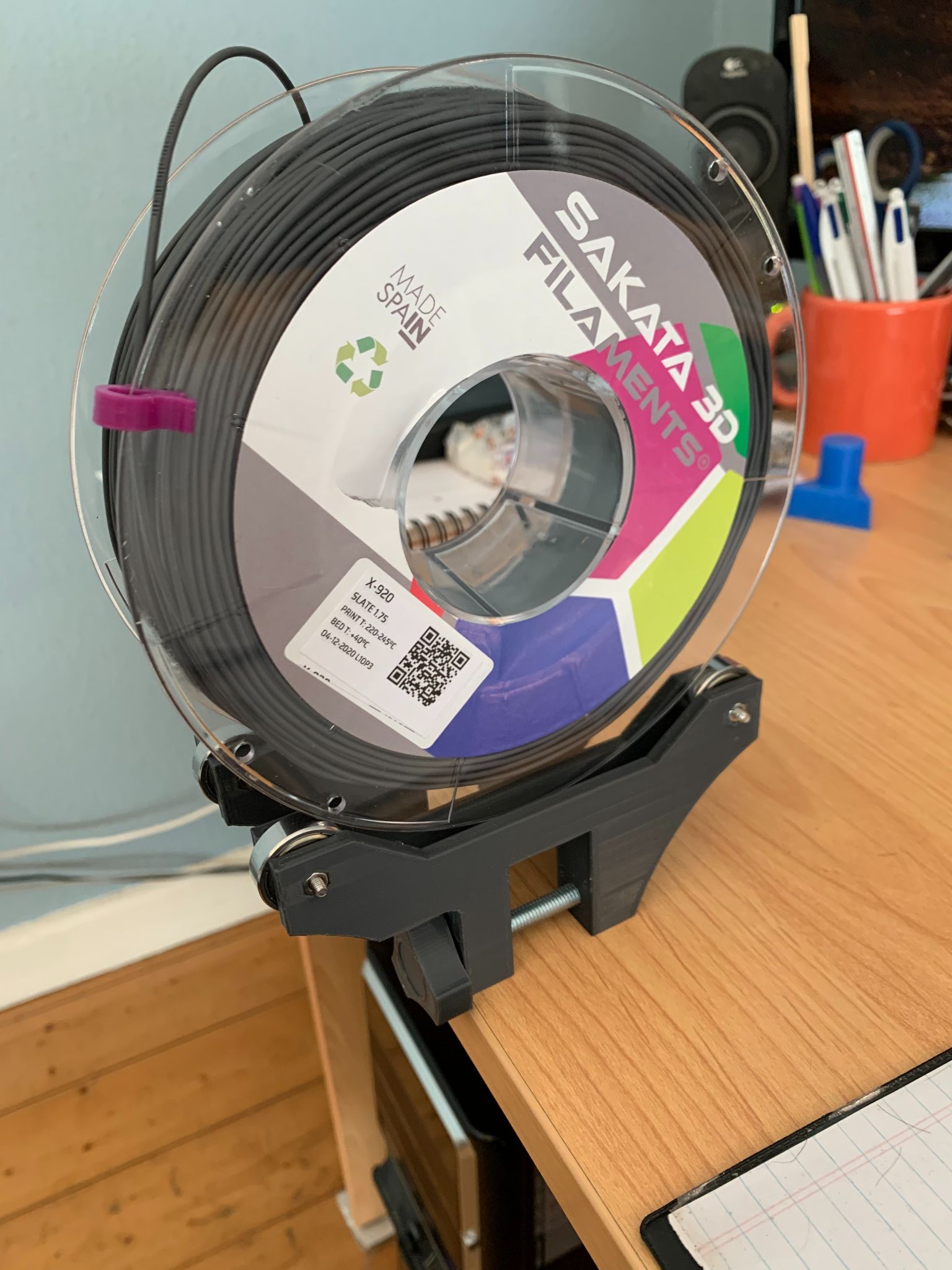
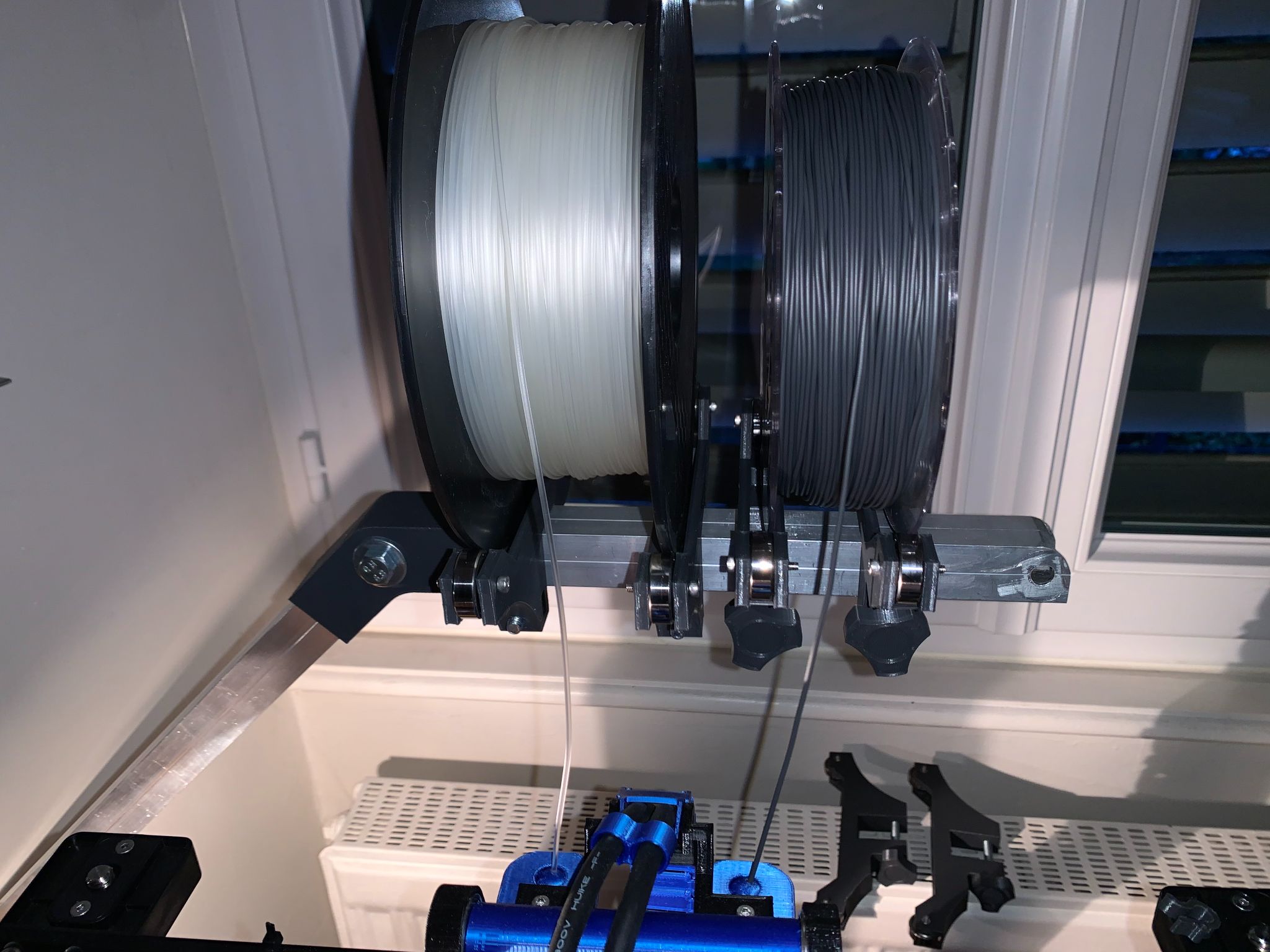
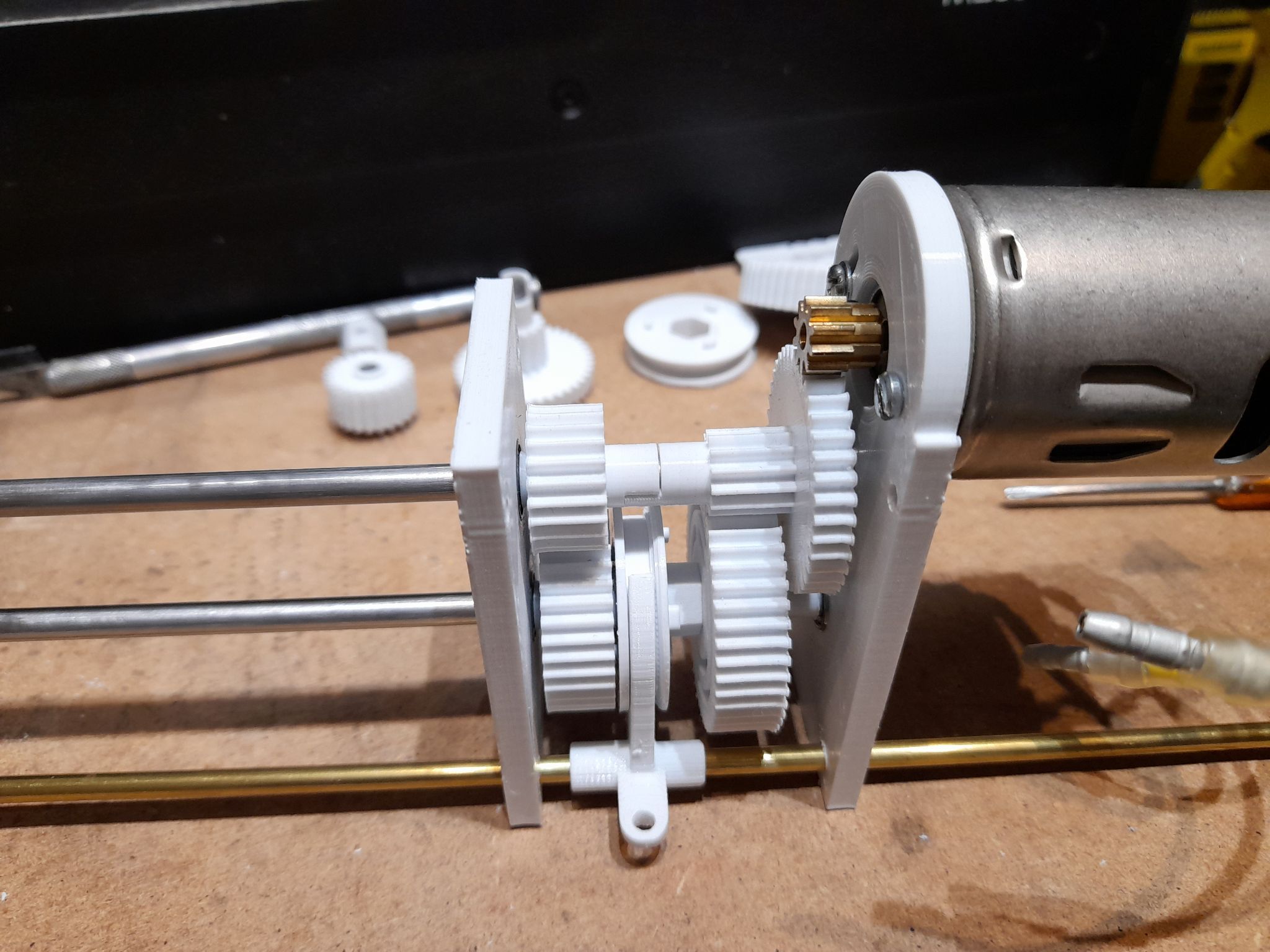
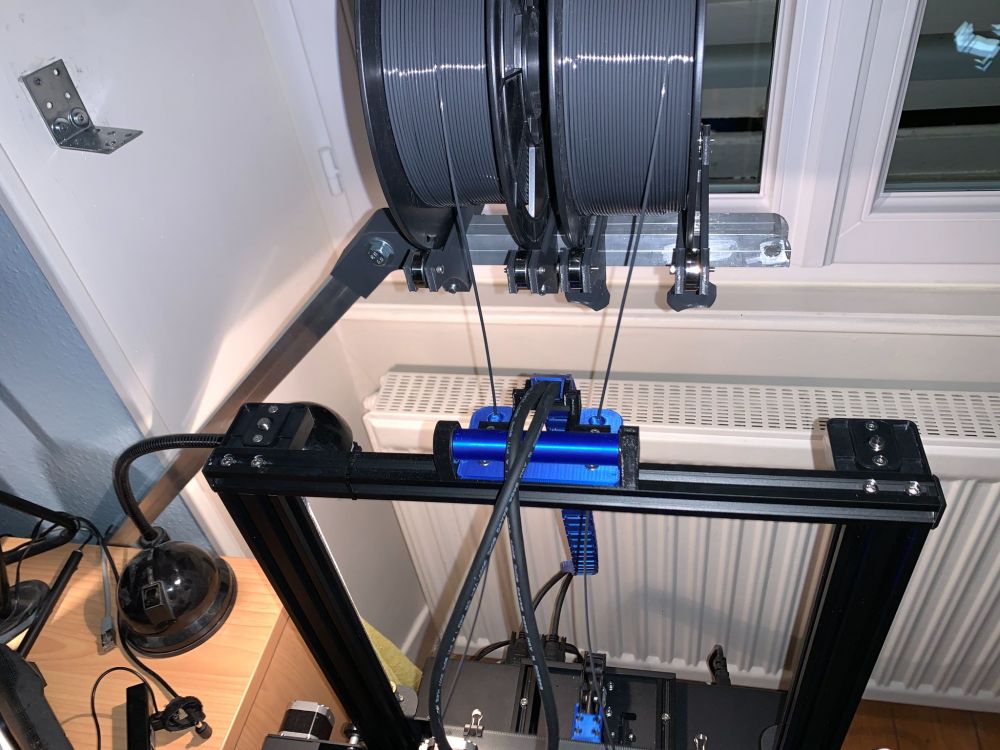
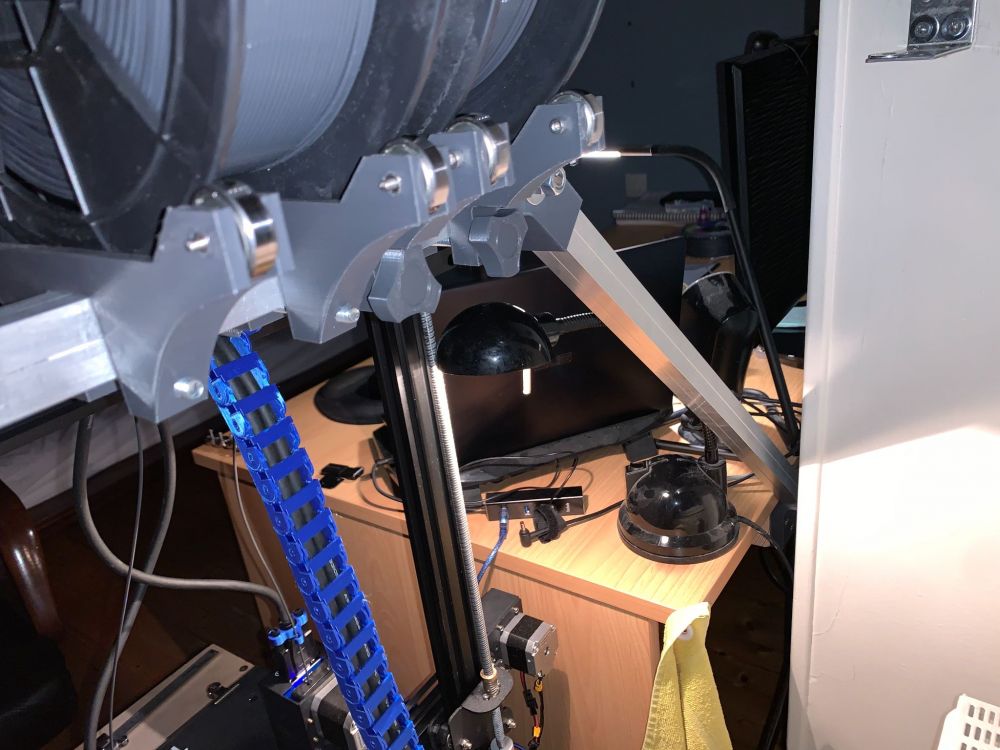
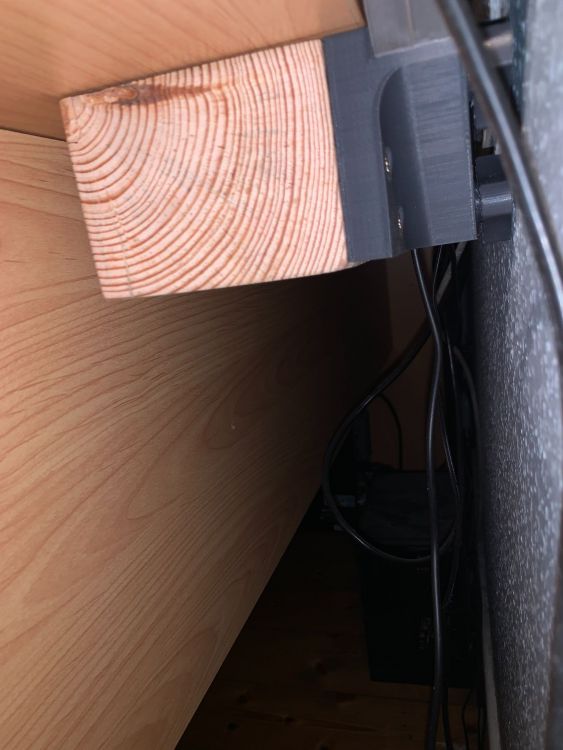
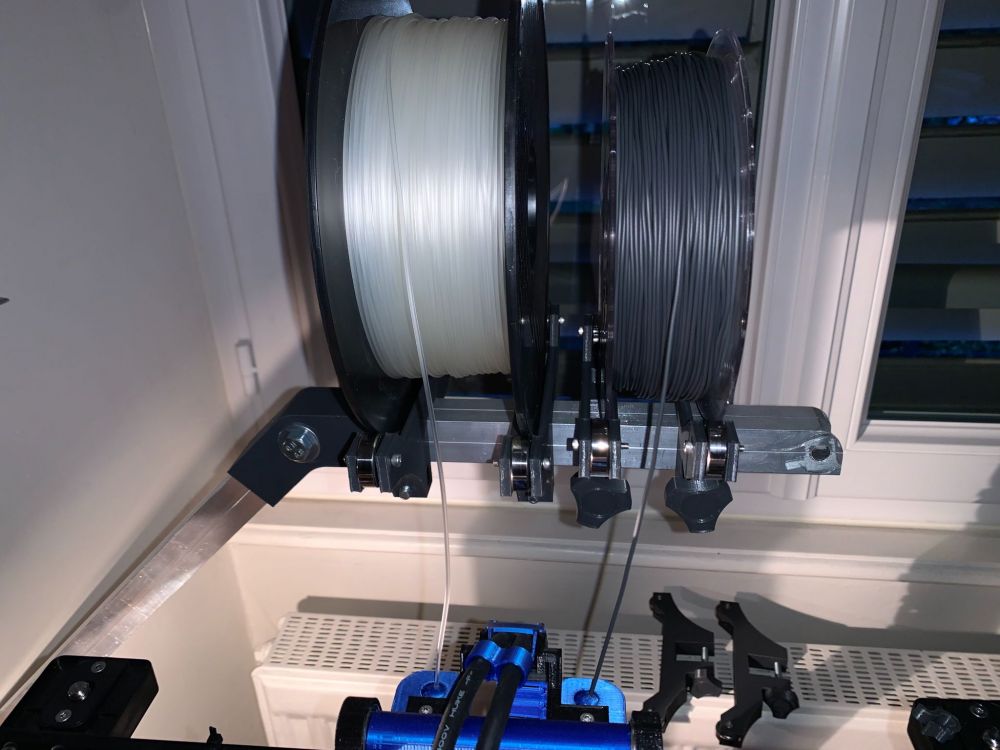
Quelques STL d'un système que j'ai dessiné, afin de ne plus avoir les bobines maintenues sur le portique de l'imprimante, qui créent pas mal de vibrations qui se répercutent dans les tolérances dimensionnelles et la qualité de la pièce imprimée. Ce système permet à la bobine de tourner juste ce qu'il faut lorsque l'extrudeur tend le fil (et pas d'à-coup sec comme c'est le cas sur les portes bobines par défaut, qui n'est pas génial). S'adapte aux différentes largeur de bobine. Le système est fait pour se fixer à mon bureau, car l'imprimante est à côté sur un petit meuble. J'ai utilié du tube aluminium (1 ml) de section 23.5*2.351.5 mm). Je mets la platine (qui peut se fixer aussi sur un mur (moi j'ai utiliser une chute de bois que j'ai fixer à la table de mon bureau). Les deux tubes sont à couper à 45° pour pouvoir s’emboîter et à percer en M8 (j'ai fait un coude à 45° pour diminuer le bras de levier par rapport à un angle à 90°). Je mets les fichiers sources si certains veulent modifier ou adapter le système (réalisé sous catia). Le système est facilement amovible car c'est devant une fenêtre chez moi (pour nettoyer les vitres). Il faudra en plus : des vis (j'ai utilisé 7 SPAX 6x60) + /chevilles si fixation sur mur 2 vis M6 + écrous pour les molettes de la platine (à frapper dans les boutons molette) 1 boulon + rondelle M8x40 pour joindre les deux tubes 2 boulons M6x70 (pour les molettes de serrage), 4 roulement à billes et 4 boulons M3x20 pour les support de bobine 6 STL : Equerre support bobine 2.stl -> pour liaisonner les deux tubes Bouche tube.stl -> pour mettre aux extrémités des tubes, c'est plus esthétique Porte petite bobine tube 23.5.stl -> support petite bobine ø 16 mm Porte grande bobine tube 23.5.stl -> support bobine classique ø 20 mm Fixation tube bureau -> platine pour fixation mur ou bureau Molette M6 -> pour le serrage des supports bobine sur le tube ou le serrage du tube sur la platine Il faudra imprimer la platine et l'équerre de préférence avec 100% d'infill. Equerre support bobine2.stlEquerre support bobine2.CATPartBouche tube 23.5 ext.stlBouche tube 23.5 ext.CATPartPorte petite bobine tube 23.5.stlPorte petite bobine tube 23.5.CATPartPorte grande bobine tube 23.5.stlPorte grande bobine tube 23.5.CATPart Molette M6.stlMolette M6.CATPartFixation tube bureau.stlFixation tube bureau.CATPart



 1 point
1 point -
Et un fusible «thermique» au cas où1 point
-
Perso pour la première couche, mieux vaut que je reste à 0.20, en dessous ca ne tient pas. Mais si tout est ok, tu peux mettre "Aucun" dans Type de bordure. Et si tu veux juste purger avant d'attaquer, tu peux rajouter un petit bout de code dans ton profile pour que l'imprimant trace une ligne sur le bord du plateau avant de commencer par exemple (j'avais un profile qui me faisait une petite pointe dans l'angle du plateau aussi).1 point
-
qui doit coûter plus cher qu'une alim à découpage de 600w1 point
-
a partir du stl je ne peut pas faire grand chose.... j'ai essayé vit fait mais ce n'est qu'un seul élément. je peut surement essaye de le découper en plusieurs morceaux si tu me dis ou le couper ci joint le ventiloventilo-citroen 2cv engine By Sahlia Med Nefaa.stl1 point
-
Essaie de joindre le mec qui a mis son stl sur grabcad il peut peut-être t'envoyer les step1 point
-
Oui on peut convertir un STL en STEP ou autre mais en fait c'est tout le contenu du STL qui sera pris comme un seul objet (les surfaces sont transformés en une multitude de petits triangles (pour créé un mesh), ce qui le rend difficilement modifiable et très lourd à manipuler). Tu peux alors ajouter ou supprimer des formes mais pas modifier le solide (sauf à intervenir sur les triangles qui le constituent ce qui est excessivement fastidieux) Je rêve d'une fonction d'import capable de retrouver les formes initiales dans Freecad mais je doute que ce soit possible...1 point
-
Tu peux peut-être faire un wetransfer pour qu'on puisse récupérer le stl1 point
-
Il y a l'évol en "S1 Plus" : https://www.lesimprimantes3d.fr/comparateur/imprimante3d/creality-3d/ender-3-s1-plus/1 point
-
Oui la Creality Ender-3 S1 pro est sortie depuis longtemps mais j'ai reçu un lien récemment avec un prix très surprenant : https://www.creality3dofficial.com/products/ender-3s1-pro-3d-printer?mc_cid=4051c41ddc&mc_eid=348067951a Donc j'avais pensé à une évol.1 point
-
Bonjour, Je doute fort que cesoit possible "simplement" : il te faut nécessairement disposer du fichier source au format Solidwork. Pour imager, ce n'est parce qu'on livre un pain que tu pourra en séparer, la farine, le sel, le levain et l'eau... même si on savait le faire au niveau moléculaire, il y a déjà une partie de l'eau qui est partie avec la cuisson. Donc en confectionnant le STL, une partie des données initiales ont été fusionnées et ont disparu.1 point
-
Sur une cao on modelise en plusieurs éléments. Si à l'exportation tout les éléments sont enregistrés en un seul stl il est difficile de les séparer si il ne sont pas sur plusieurs layer ou couches. Seul un logiciel de cao permet de regarder ce point. Sans avoir le stl difficile de donner une réponse.1 point
-
Merde, je ne vais pas pouvoir faire mon second quoi qu'est-ce du coup1 point
-
Je suis sur le cul J'avais même pas entendu parlé de la Neptune 3 perso Bien joué ! Le jeu n'aura pas duré longtemps1 point
-
Je l'ai déjà proposé sur Twitter, mais ça ressemble aux cartons d'Elegoo, donc je dirais la Neptune 3, même si sur les cartons que j'ai vu de cette machine il y a un liseré bleu, donc pas sûr à 100%.1 point
-
Bonjour @Pese, Quel est ton trancheur ? Car tu peux dégrouper des pièces avec certains. Regarde 3D builder (gratuit dans windows) ou Meshmixer (gratuit aussi mais plus compliqué) sinon donne le fichier STL et je te séparerai les pièces.1 point
-
Colis livré ce matin par Fedex : La semaine dernière je ne connaissais même pas le modèle de la machine qui se trouve dedans avant que la marque m'informe qu'elle me l'avait envoyée
1 point
-
Le rendu final est vraiment canon, bien joué Par contre tu mets des gants mais pas les chaussures Sparco !?1 point
-
Hélas ma boule de Crystal est en panne @Pese nous pouvons répondre si le fichier STL est joint pour étude. !!!! mais.... Pour répondre d'une façon il faut des fichiers au format STEP pour arriver à décortiquer un assemblage d'un moteur de de 2CV. L'opération n'est pas impossible sauf si le format des fichiers sont en STEP ou au format autocad etc... le STL ne permet pas de réaliser des modifications complexes. Nota il est possible de tromper certains éléments d'un fichier STL ce n'est pas évident. le mieux c'est de construire le moteur avec Solidworks là c'est possible. a+.1 point
-
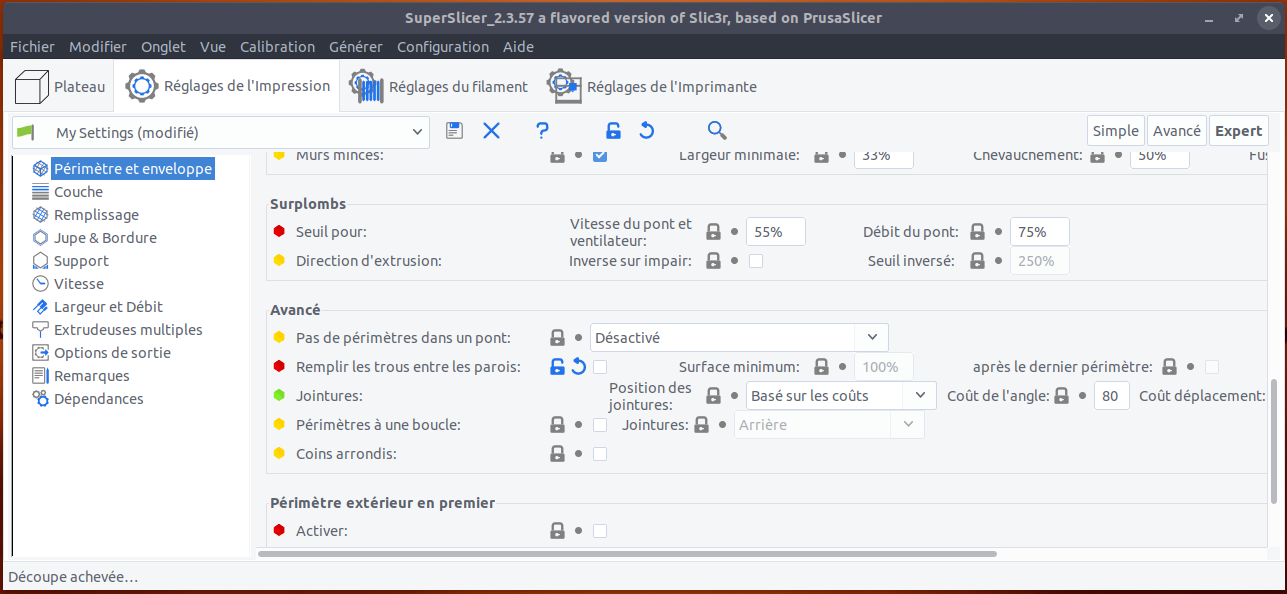
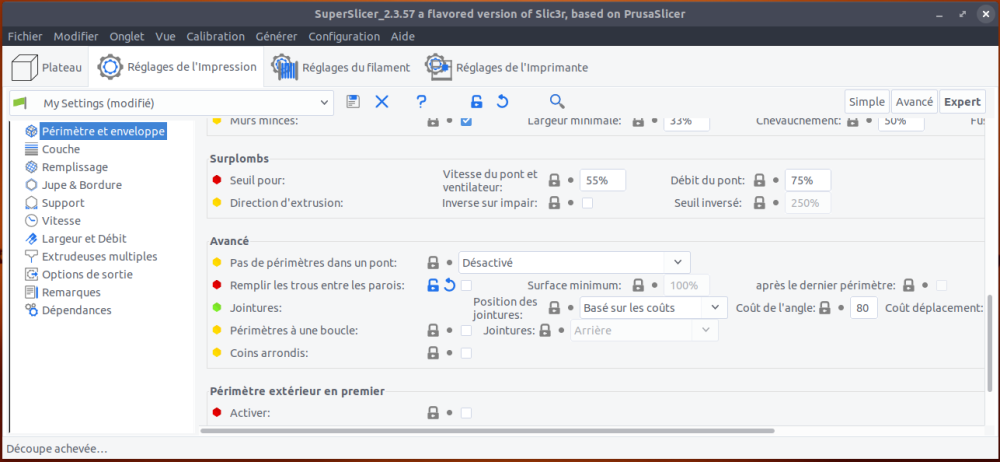
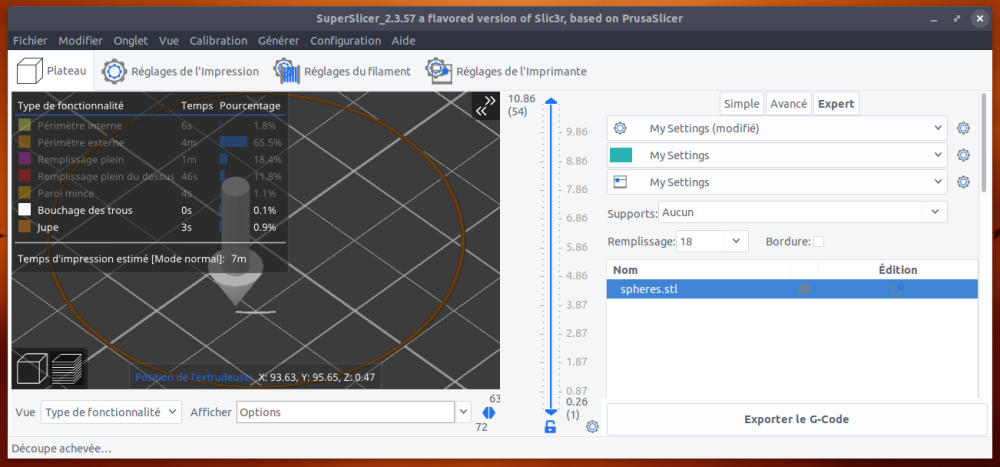
Salutation ! ( Avec la version 2.3.57(Edit .12 ) https://github.com/supermerill/SuperSlicer/releases (Edit -> https://github.com/supermerill/SuperSlicer/tree/2.3.57.12 ) ) et avec spheres.stl Décocher "Remplir les trous entre les parois" ? Et cela donne (mais pour le petit truc qui reste là je sais pas ... )
 1 point
1 point -
J'ai essayé de reproduire le bug, mais chez moi pas de problème. Avec une largeur de ligne de 0.5mm, pour une paroi de 2mm j'obtiens bien 4 lignes, si je passe à 3 lignes le champ 2mm est grisé (normal). Si j'entre 1,5mm de paroi, j'obtiens 3 lignes, si je force à 4 lignes le champ "Épaisseur de paroi" est grisé, et en faisant un rafraichissement il indique bien 2mm. Pour info: Le plugin MKS WIFI n'est pas encore disponible. Il faut le télécharger sur GitHub https://github.com/Jeredian/mks-wifi-plugin et le coller dans C:\Users\mon-compte\AppData\Roaming\cura\5.0\plugins\MKSWifiPlugin\MKSWifiPlugin1 point
-
Petite MAJ En fait, ça venait de 2 endroits : - Mon FEP pas assez tendu - La résine transparente qui doit finalement faire partie des buguées alors qu'elle n'en porte pas le numéro Solution : - J'ai retendu mon FEP en suivant les indications de fréquence avec Spectroid (android) qui est bien plus claires que celle que j'utilisais avant - j'ai réussit à partir de ça à imprimer avec une de mes anciennes résines (qui ne marchait pas avant), mais pas la transparente - J'ai alors suivi les recommandations d'elegoo pour les versions "buguées" de la résine transparente. Ça marche mieux, mais c'est toujours mou, je vais encore augmenter le temps de cuisson. Merci beaucoup pour vos retours ! Edit : si quelqu'un passe par là et a l'info, comment met-on un sujet en résolu ? :')1 point
-
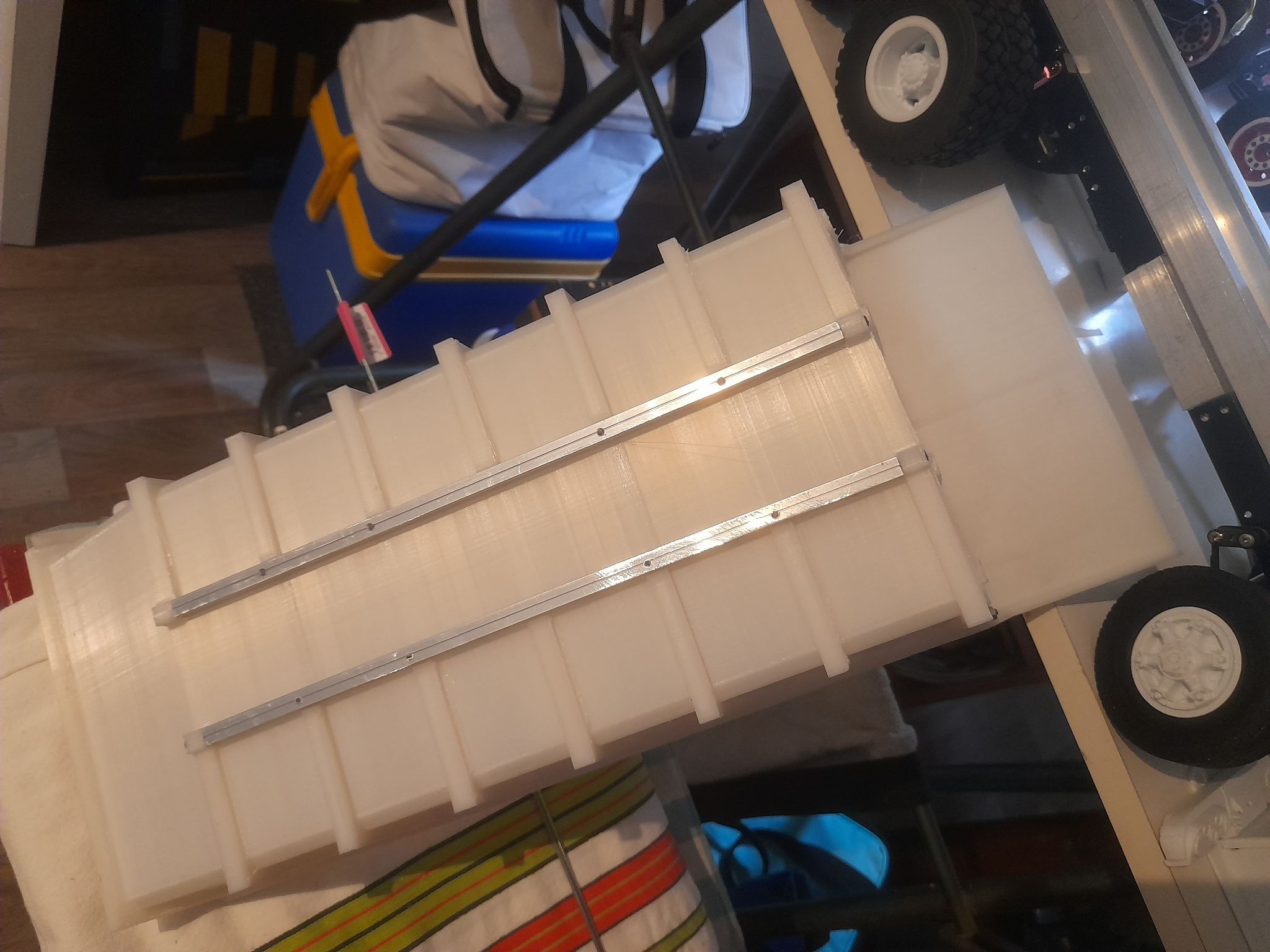
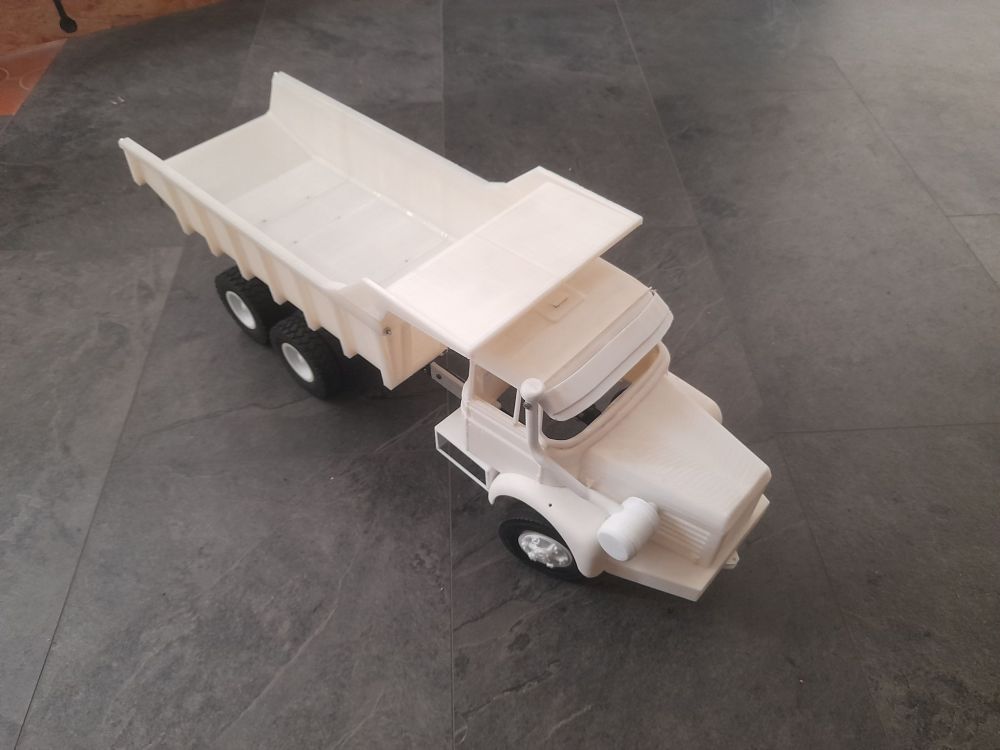
Bonsoir à tous, Quelques nouvelles de l'avancée du BERLIET .... Aujourd'hui, grand moment de solitude, il a fallu découper le châssis en 2 ... Une fois coupé, bin.... on peut plus revenir en arrière.... Pour coller à la réalité du modèle, il a fallu fabriquer deux rallonges de longerons de 7cm La benne est finie d'imprimer ... comme elle ne rentrait pas dans le volume de mon imprimante, je l'ai scindée en 4 parties . 3parties qui composent la caisse et qui sont reliées entre elles par deux tiges filetées sur les montants hauts et serrées avec des écrous et sur la partie basse 2 profilés d'alu de 7.5x7.5 qui recoivent des taraudages Ø3mm à chaque extrémité et 8 perçages taraudés eux aussi qui assurent le maintient total de la caisse... (elle ne va pas s'envoler !!) et une 4° partie qui est la casquette de benne qui a été collée au tronçon avant de la benne.... La suite en photos...






 1 point
1 point -
Pas encore.....1 point
-
Si, si ça existe … à la vente… ( si sa capacité réelle est de quelques Mega, ce sera déjà bien ). «Quand c'est trop beau, il y a un loup». J'arrive encore à m'étonner de la crédulité de certains acheteurs, une citation de Michel Audiard aurait probablement été plus appropriée1 point
-
Pour le Bed Mesh si il est sur le firmware d'origine il n'a pas l'option @Djelme Salut, à mon avis là c'est juste le même soucis que j'ai eu à mes débuts dans l'impression 3D avec cette machine, manque de connaissance et de pratique Si ça warp comme ça c'est que le réglage plateau est pas parfait mais ça peux passer en rajoutant une bordure par exemple. J'ai une chaine Youtube ou tu peux voir mes débuts avec cette machine si ça t'intéresse peut être que ça pourra t'aider.1 point
-
bonjour comme le dit @PPAC le temps d'expo sur le tableau est de 12 a 14 s pour la résine translucide . l’extrémité des supports est l'endroit le plus fragile , si le temps d'expo est sous estimé c'est a tout les coups à cet endroit là que cela va céder . si la base et le début des supports tiennent au plateau c'est que la tension du fep est correct1 point
-
C'est du rapide, plutôt bien emballée, il y a 3 filtres jetable en papier fournis avec chaque bouteilles. Le seul truc c'est qu'il ne semble pas y avoir de numéro de lot ou de date d'utilisation sur les bouteilles... et pour savoir la couleur il faut regarder ce qui a était coché sur l’étiquette de la bouteille. ( ou sur le carton individuel de chaque bouteille )

 1 point
1 point -
Parce que les 2 étaient possibles et j'en ai fait un au hasard.1 point
-
@Atoban J'espère que @stras210te répondra mais je de gros doutes . Il n'a même pas répondu à @Phoquounet. Il ne s'est inscrit sur le forum que pour mettre en vente son lot que j'espère ne pas être «tombé» d'un camion. @Motard Geek, je ne me souviens plus si le sujet a déjà été abordé: serait-il possible que cette section Vente ne soit accessible qu'aux membres du forum ayant déjà posté plusieurs messages (le minimum étant à définir) ? Une affaire d'ancienneté en gros1 point
-
Bonjour, Merci pour ces explications très instructives. Partisan du "mieux est l'ennemi du bien" et du "touche à ton c.. tant que ça marche" , je me considère utilisateur plutôt qu'expert et je suis satisfait de ma TL3D de chez @studiolab39 officiel Pour ma part, je n'ai pas eu de problème particulier avec le TPU. Voici ce que j'ai pu sortir alors quelle était full stock.1 point
-
salut , à priori ton bac est légèrement trop tendu , mais il reste dans une norme acceptable ! si tu descends en dessous de 300 hz tu dois retendre ton fep , si tu es au dessus de 500hz environs tu dois détendre ton fep . mais tout cela est très empirique .1 point
-
Sinon, solution moins scientifique mais efficace, trouvée sur la chaine YT de Anycubic :1 point