Classement




Contenu populaire
Contenu avec la plus haute réputation dans 03/07/2022 Dans tous les contenus
-
Merci @fran6p j'ai l'intention d'utiliser le rapsberry pi zéro2 pour commander deux relais un pour la turbine d'évacuation des fumées et un relais pour la pompe à air. Il me faut retrouver l'article de @mich0111 qui en parle des commandes par relais; çà serait une solutions pour rester assis dans mon canapé.. Il est vrai que mes articles sont un peu dispersés je retiens cette idée J'ai vu un graveur laser très intéressant 400x400xmm de marque Comgrow revendeur Creality c'est le modèle Z1 avec un laser de 10w. J'ai bien envie d'essayer ce modèle car c'est un bon rapport qualité prix ave un double moteur pour l'axe Y. Comgrox Z1 10W à vous lire je vais encore perfectionner mon enclosure pour adapter un tiroir pour extraire les déchets (petites coupes tombées et poussières carbonisées) a+2 points
-
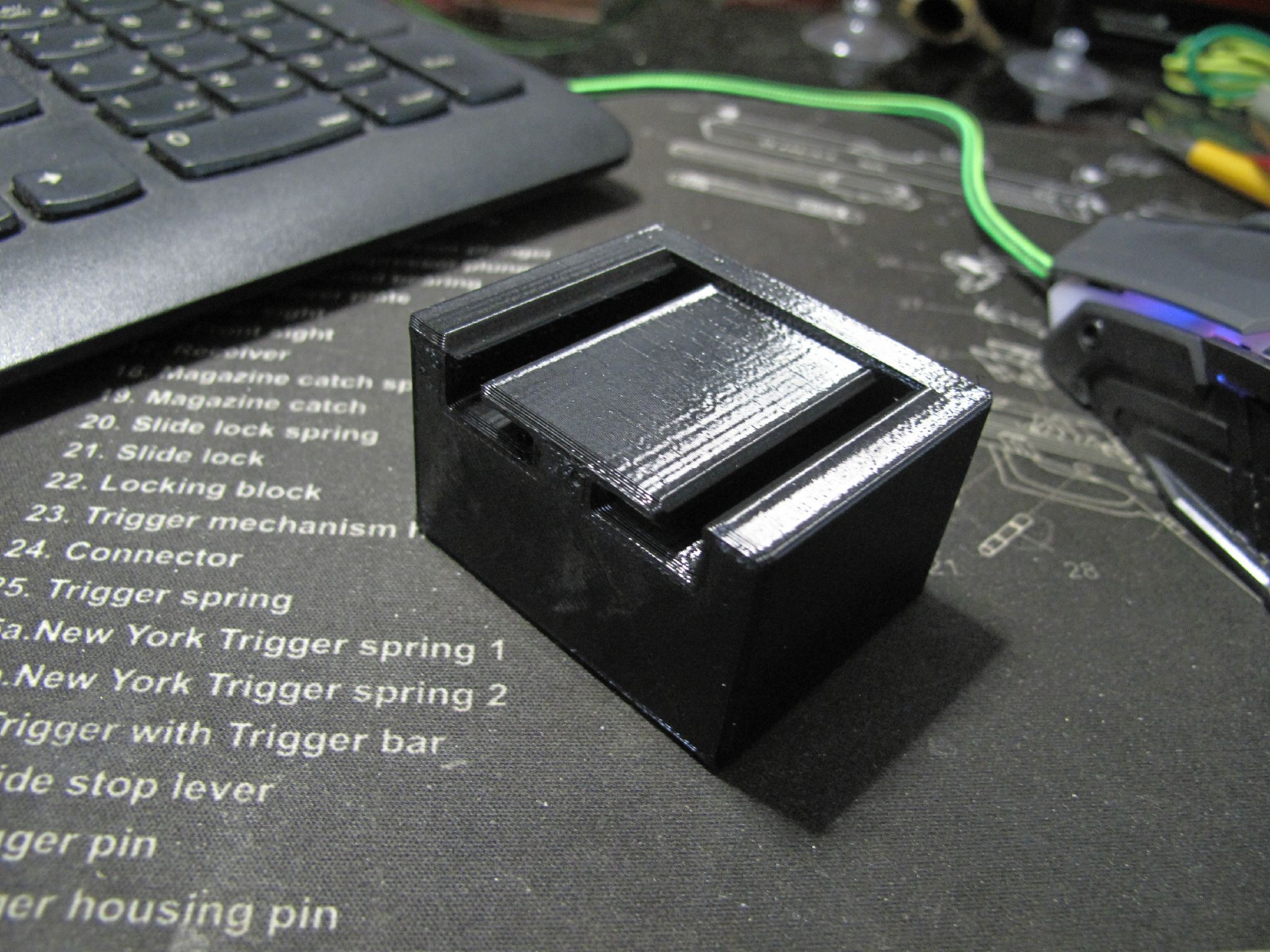
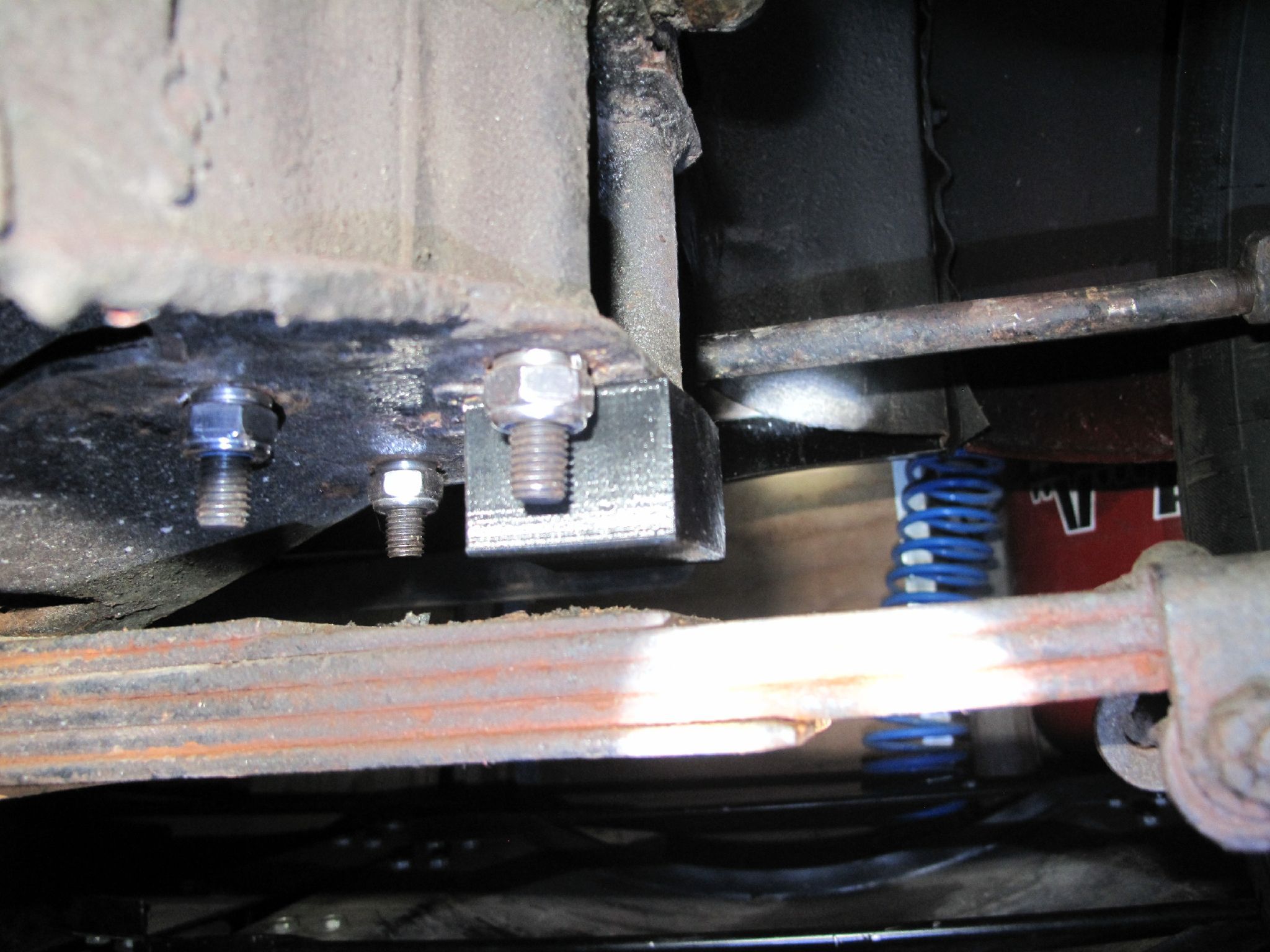
Tampon absorbeur de choc pour les amortisseurs avant fait en TPU


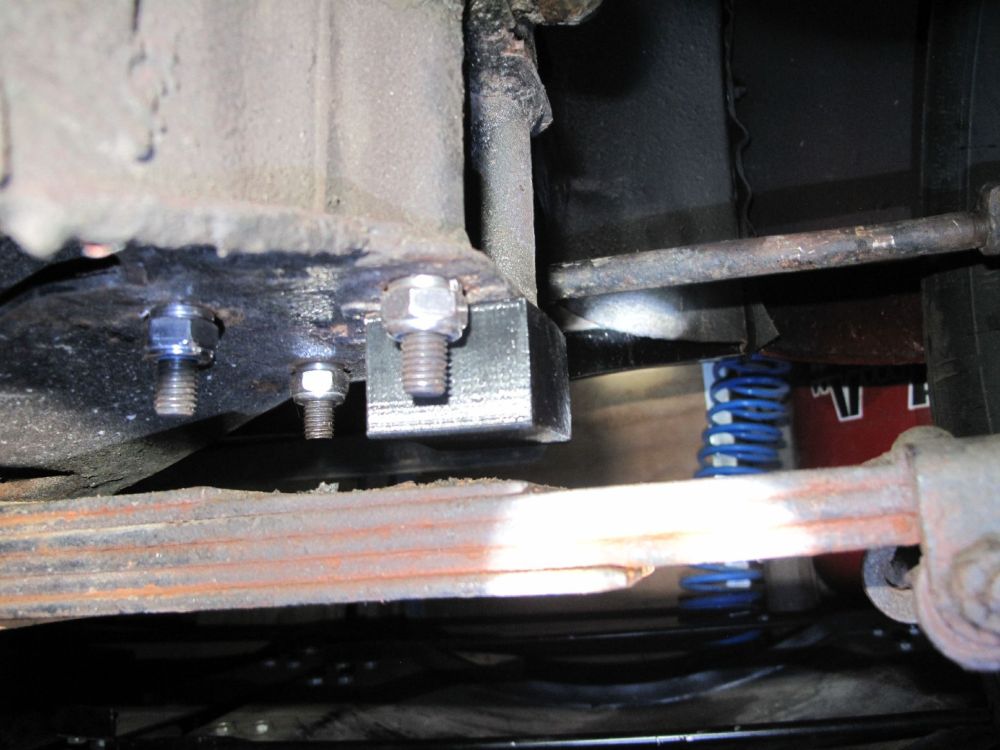 2 points
2 points -
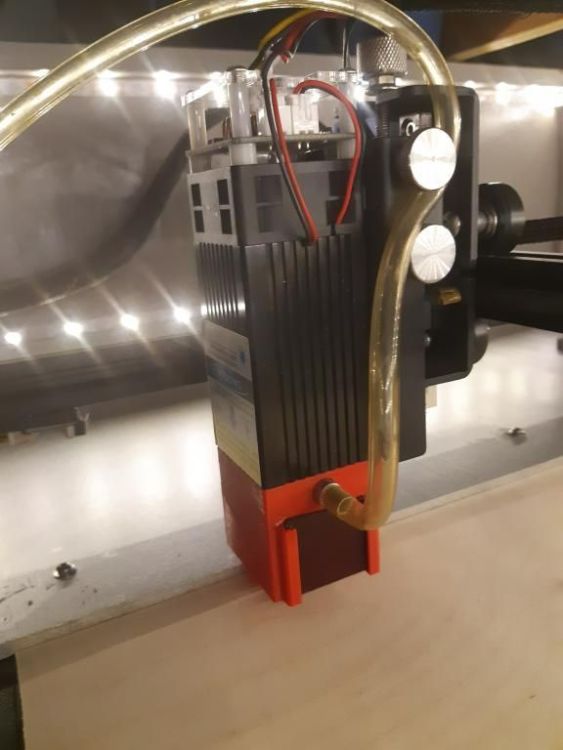
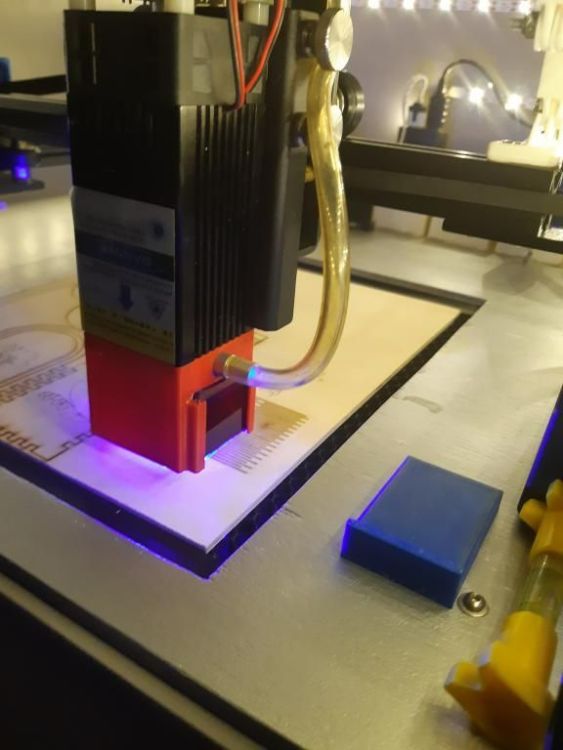
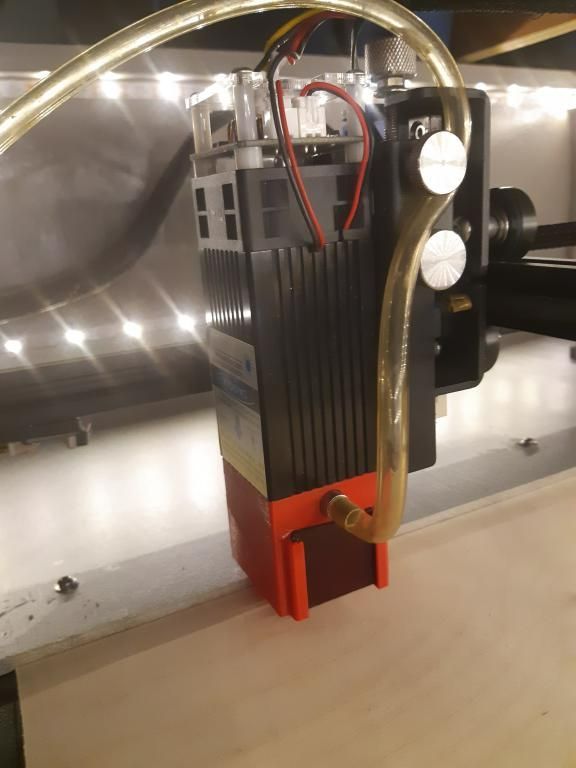
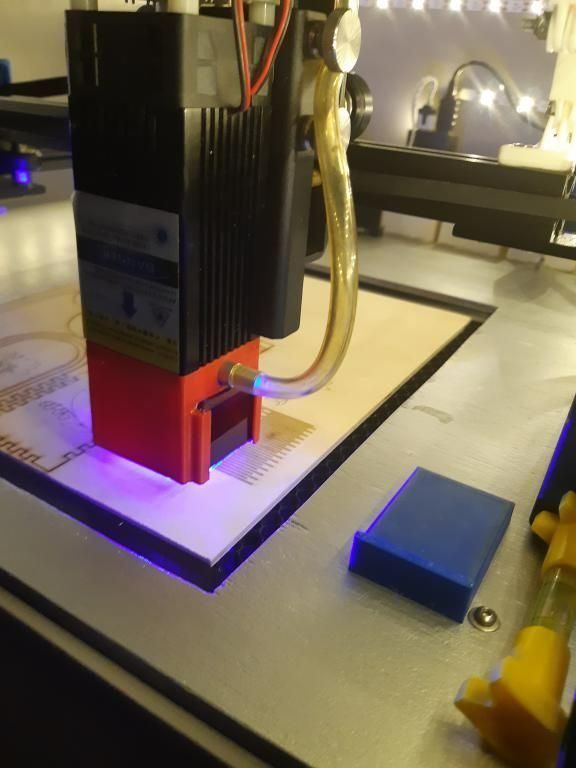
Bonjour à tous ! @fran6p @Yo' Encore une amélioration j'ai amélioré l'air assist avec une modification intéressante; j'ai adapté une fenêtre en verre pour la visualisation du spot laser . Le but c'est de visualiser le contour préliminaire d'une pièce avant la découpe. Cette méthode permet de placer et d'optimiser les pièces à découper. L'avantage c'est d'éviter des découpes qui se chevauchent ou tout simplement de couper ou graver dans le vide . La fenêtre latérale de visualisation est réalisée dans une plaque de verre adaptée au filtrage des rayons UV. J'ai redessiner le support incluant l'air assist. le test est parfait ci-joint une petite vidéo. je ne suis pas un pro de Time lapse le paramétrage n'est pas évident avec l'option GRBL; je ne sais pas si Octolapse fonctionne avec GRBL ? a+ test_spot.mp4
 2 points
2 points -
Installation barres de renforts et guide fils et filaments
.thumb.jpg.a5db0488b0d9176e0b54bcfe5b625ada.jpg)
.thumb.jpg.7c38694e96b20a51cbf58b589076582a.jpg)
.thumb.jpg.4c09f95bd92a23c2a55ac609d4a7b158.jpg)
.thumb.jpg.318f090fdbf33b75edf72f1832ed9e93.jpg) 2 points
2 points -
Tu as bien vu que pour tes attentes la résine est préférable mais elle exige un peu plus de place car il te faudra un wash and cure en plus et surtout tu ne peux pas le faire dans la pièce ou tu vis et dors cela plutôt toxique donc il faut une pièce qui puisse être aérée et non une pièce de vie . Pour les FDM tu pourras faire quelques figurines mais c'est plus "compliqué", les détails peuvent être réduits.. Une figurine est plus délicate a travailler en post traitement sur FDM a cause des détails mais si tu n'es pas ultra exigeant tu pourras y arriver après pas mal d'apprentissage2 points
-
Comme il est sourd il ne peut pas régler à l'oreille. Donc pas besoin de potar .....2 points
-
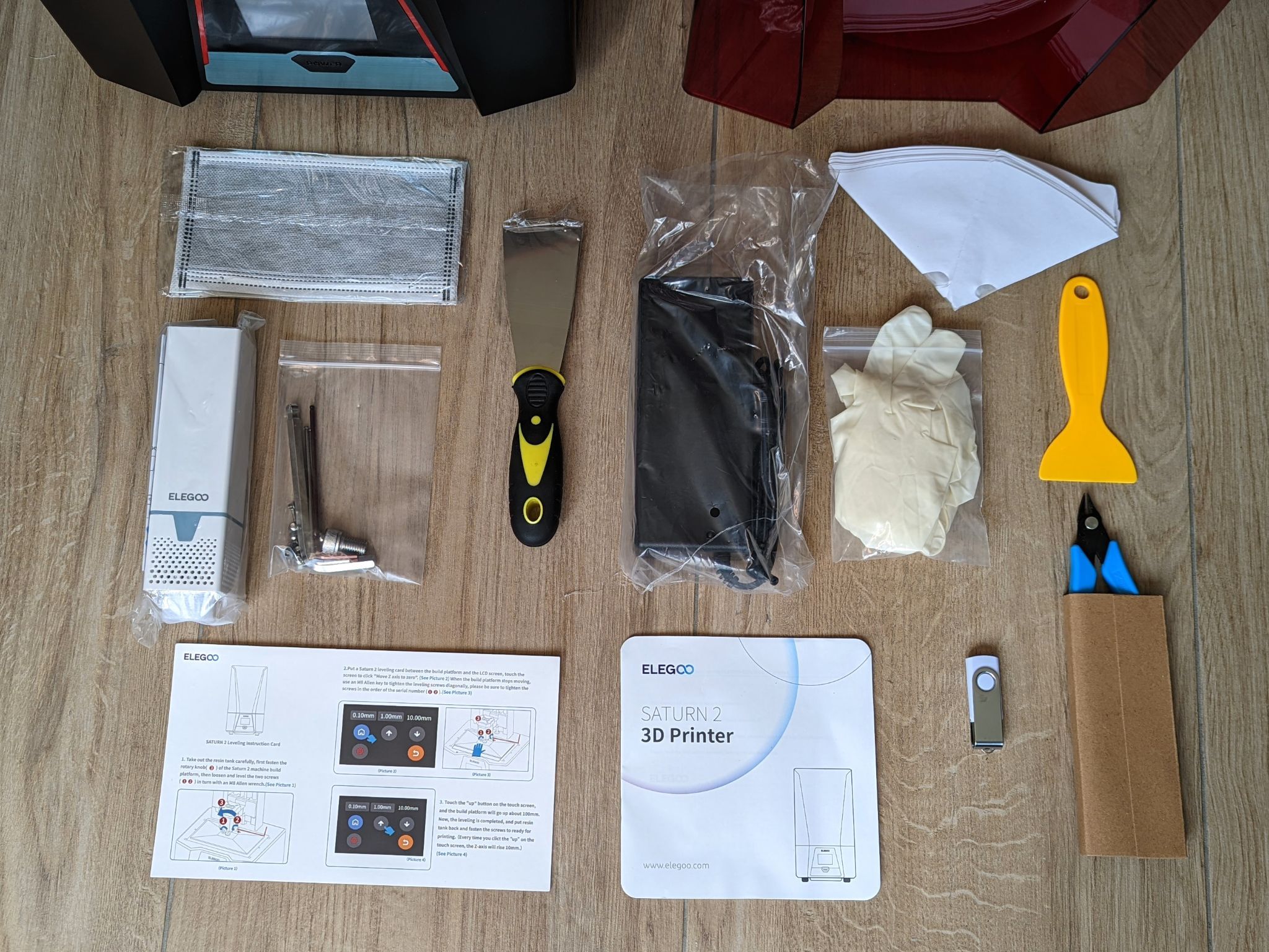
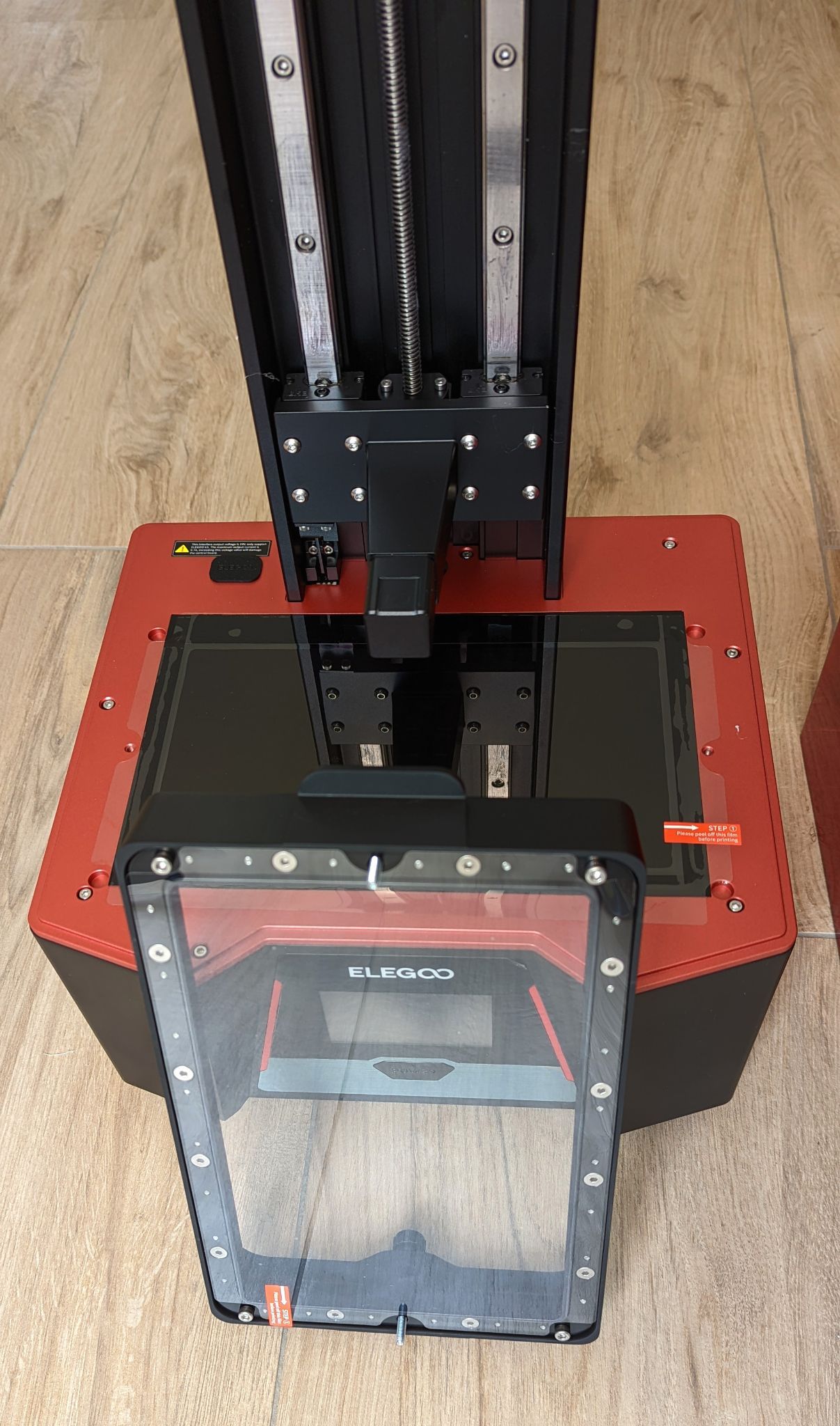
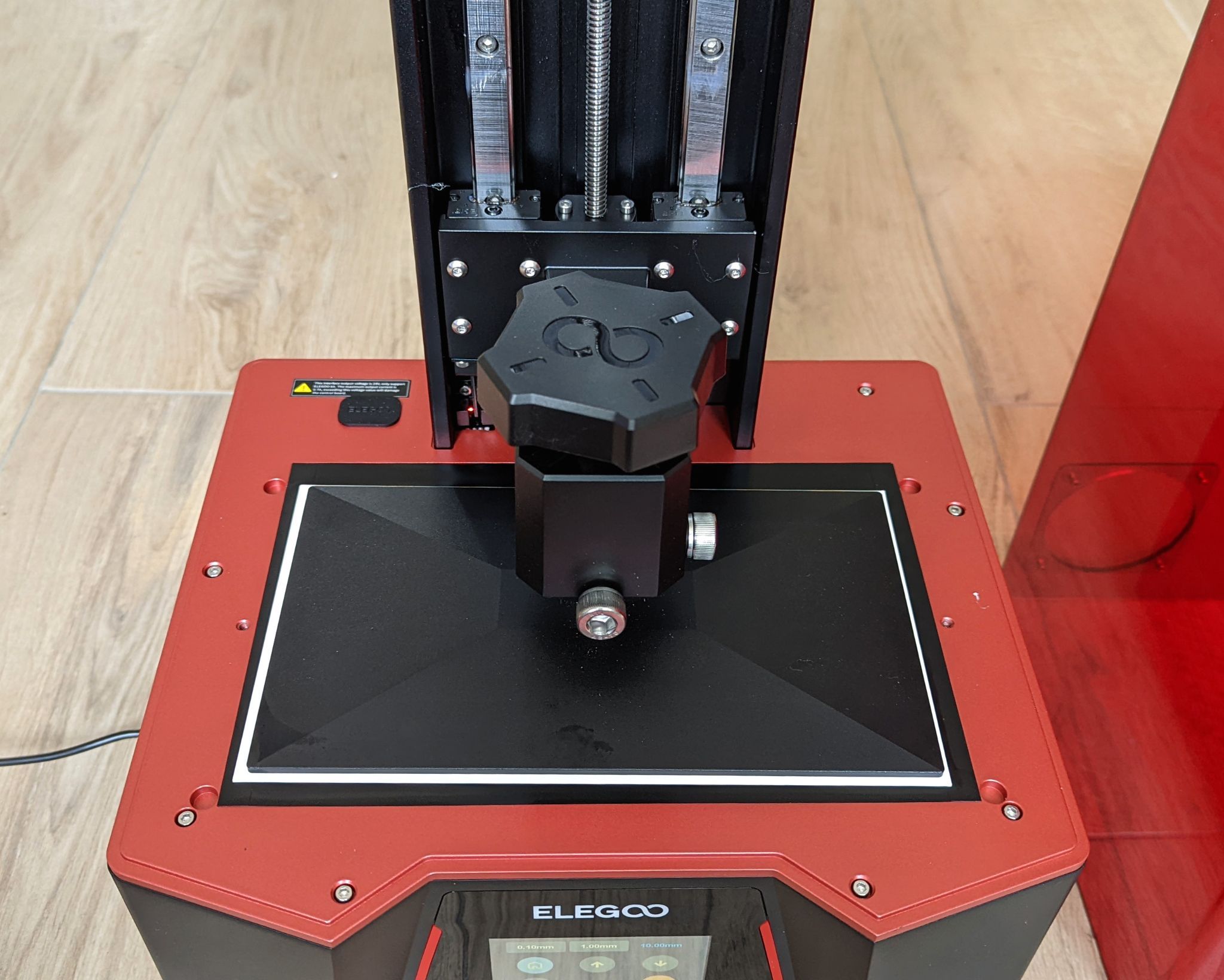
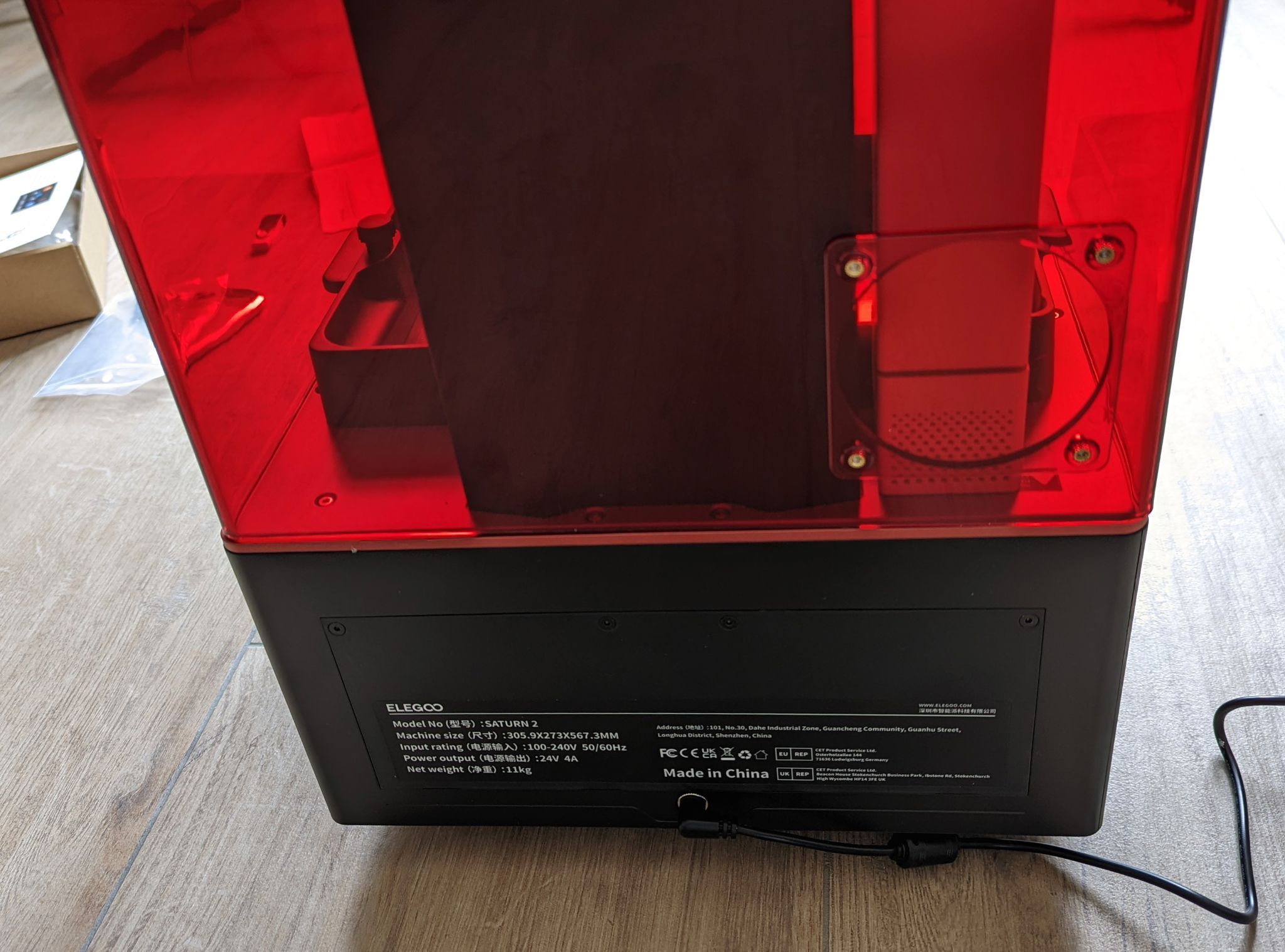
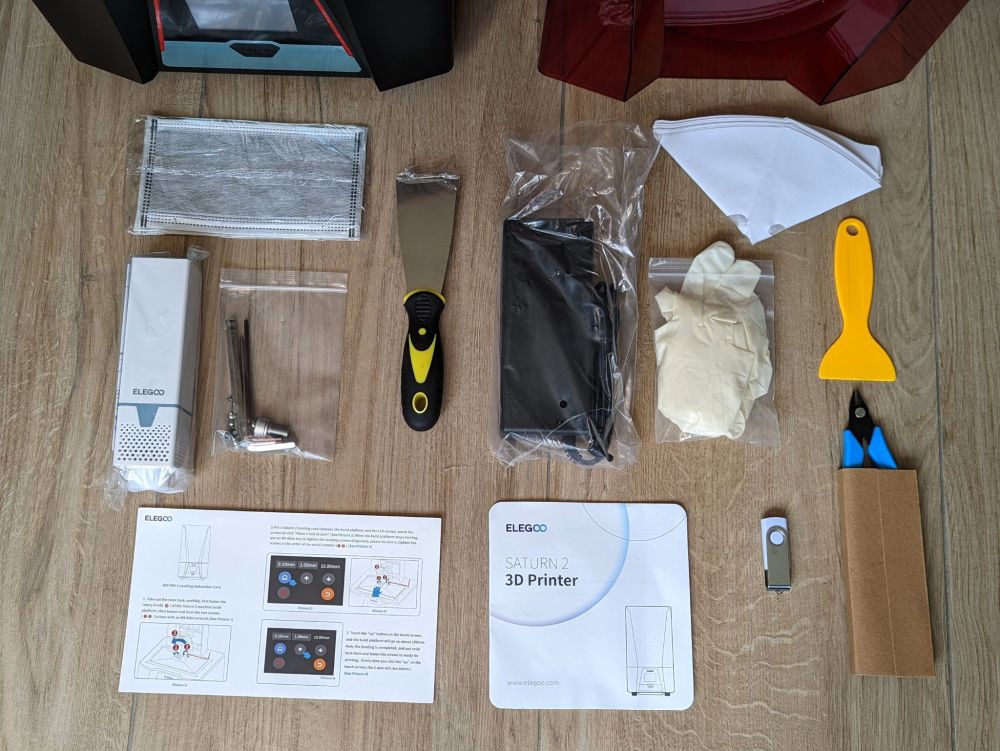
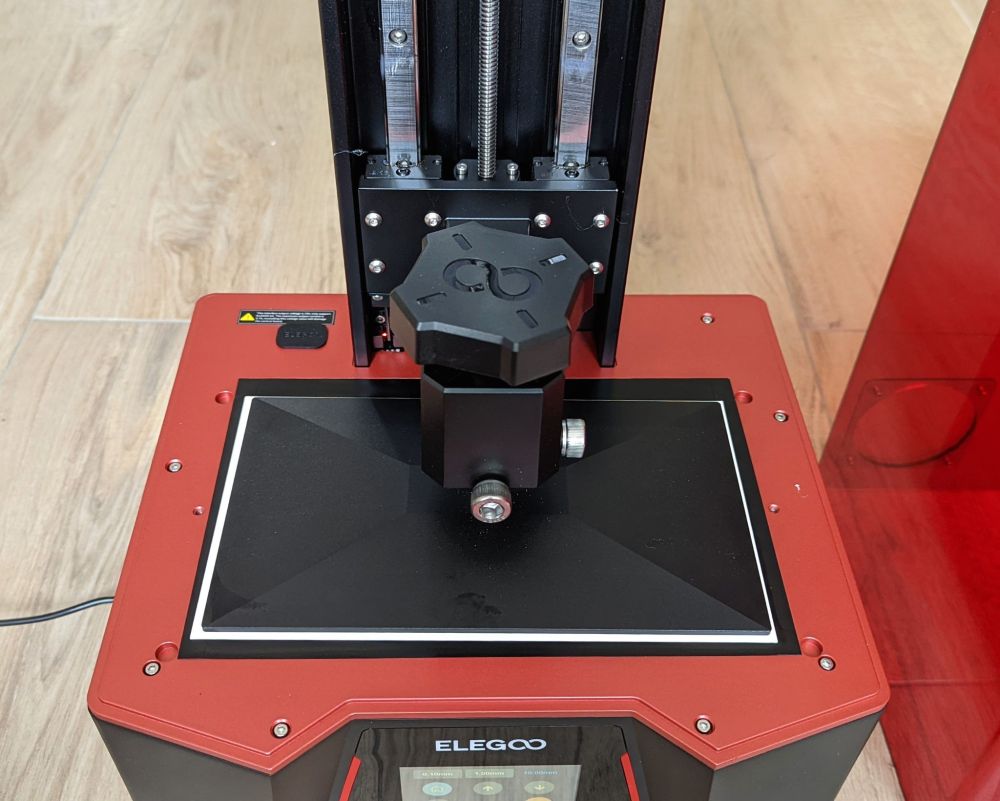
Il y a des périodes comme ça où je pourrais faire testeur à plein temps Après la Hydra et la Neptune 3, voici la Saturn 2 (dont vous pouvez retrouver toutes les caractéristiques dans le comparateur) que je vais tester en parallèle : La machine m'a été livrée par DHL dans un colis au format propre aux SLA : Unboxing Sur le dessus, on retrouve juste un petit carton avec le câble d'alimentation (et uniquement le câble) : Dessous, il n'y a que l'imprimante 3D, ensuite c'est vide ! Pour la sortir facilement et sans risque de l'abimer, je l'ai faite glisser debout : Packaging En ôtant toutes les protections, on retrouver les différents éléments de l'imprimante et tous ses accessoires : Voici le contenu du carton "tool kit" : Il y a donc des masques, des gants, des entonnoirs en papier, l'alimentation, une spatule en métal pour le lit, une autre en plastique pour le bac, une pince coupante, une clef USB, des clefs allen pour la maintenance, des vis en spare, une (grande) carte de mise à niveau du lit qui rappelle la procédure et la notice d'utilisation complète (en anglais). Montage / assemblage et réglages de base Dans un premier temps, il faut retirer les films de protection du FEP et de l'écran : Sur la photo ci-dessus on peut constater que le lit se déplace sur 2 rails linaires (bien graissés) le long de l'axe Z. Ensuite, on peut installer le lit et effectuer sa mise à niveau. Pour se faire, il faut mettre la Saturn 2 sous tension grâce au bouton en façade bien pratique. Le câble d'alimentation est quant à lui à l'arrière tandis que l'USB est sur le côté droit. Dans le menu Tool on peut faire un "homing" de l'axe Z en ayant préalablement desserré le lit et installé la carte de "leveling" sur l'écran : Ensuite il faut ajuster la hauteur du Z à coups de 0,1mm afin que la carte puisse être retirée avec une légère friction. L'étape suivante consister à serrer les 2 vis de lit dans un ordre précis indiqué sur la carte de mise à niveau mais aussi dans la doc puisque le premier papier est caché sous le lit. Pour finir, il suffit de cliquer sur le bouton "Set Z=0". Je ne m'attarde pas plus sur cette procédure très classique et bien documentée. Au passage, on peut faire un test de bon fonctionnement de l'écran : Et enfin, avant de pouvoir lancer la première impression après avoir rempli le bac de résine, il faut installer le purificateur d'air qui se connecte en USB : Par contre, je ne sais pas comment l'air est extrait via cette "trappe" pas percée Peut-être via les légères fentes le long du bout de plexi carré vissé sur la carénage principal ? Et voila la machine prête à faire feu : Mais la suite ça sera pour plus tard
















 1 point
1 point -
Ma C3018 "Extended" "Etendue" est équipée de cette carte Woodpecker : La broche est directement commandée par la tension sur la prise identifiée "SPINDLE" (0 à 23.6v). Pas de potar ! Les premiers tests avec la KATSU; la vitesse choisie était correcte avec une profondeur de passe un peu optimiste : Le premier test avec la petite broche Genmitsu GS-775M (vitesse corrigée manuellement dans les gcodes) : La précision est très bonne avec le Z sur 2 guidages linéaires MGN9H, dès lors que les profondeurs de passe sont raisonnables. Le bruit de l'aspirateur est plus fort que la broche !1 point
-
Salut, Tu es sûr que c'est un fichier Gcode que tu as copié (extension .gc, .gco ou .gcode)? Ta carte fait moins de 32Go? si non, alors il faudra créer une partition principale inférieure à 32Go.1 point
-
Salut, je ne pense pas. L'idée est de mettre une pente (> 45° par exemple) pour avoir un profil trapézoïdale et non carré tu es sûr que tu n'as pas fait la même erreur que @Romée en sélectionnant "extérieur avant les parois intérieures" par hasard ?1 point
-
Bonsoir Merci pour les tests, ça m'a convaincu à passer le cap de la résine avec d'autres tests de tes confrères Pour une première imprimante résine c'est pas petit, mais ça à l'air très simple et accessible, sauf la partie nettoyage qui semble fastidieuse, pour le coup j'ai pris le kit wash/cure avec comme ça je serai tranquille. Je dois la recevoir en aout moi (2ème vague), je verrais pour commander de la résine d'ici là (surement de la siraya fast ABS qui semble une bonne base).1 point
-
En effet tu peux réussi a faire des figurine en FDM de taille 20cm ou plus je l'ai fait cela demande beaucoup de poste traitement, mastic + ponçage ou utilisation de PVB que l'on peut lisser avec de l'ipa ou ethanol. Mais il te sera clairement impossible d'avoir un bon rendu sur de la figurine 28mm ou inférieur a 75mm dans ce cas il faut impérativement passe sur du SLA. Pour les imprimante SLA la Mars 3 pro est une bonne machine mais bruyante par contre à cause de ces ventilateurs, et oui il faut prévoir de préférence une Machine Wash & Cure comme la W&C 2 de Anycubic ou la Mercury plus de Elegoo. J'ai fait un test sur la Anycubic Photon M3 qui pourrait t'intéresser Article dispo ici. Par contre comme la dit @Idealnight il faut une pièce aéré ou un garage, tu peux aussi utiliser les filtres autonome purificateur d'air Elegoo ou Anycubic, je ne sais pas si cela permet de filtrer tous les polluants (une partie probablement) mais cela réussi à coupé les odeurs de la résine1 point
-
Bye bye le grand fou1 point
-
Ce sera intéressant de voir si les chocs ne vont pas déliter les couches.1 point
-
Sujet mis à jour probablement pour la dernière fois avant la sortie de l'article.1 point
-
{début du hors sujet} même pas! c'est juste que les gens n'imaginent pas le temps que l'on passe à leur faire une réponse détaillée et adaptée à leur problème et contraintes. Lorsque tu leur expliques comment faire et qu'au final ils répondent: "bon ben, y'a pas de solution", j'ai juste envie de sortir la boite à gifles ... Bon OK, je résume la situation avec mes mots, à grands coups de raccourcis. D'ailleurs, @Cedrik a évité une réponse plus salée: le point commun entre toi et l'impression 3D FDM, c'est ta buse (double jeux de mots: buse et bouchée !). J'espère que tu le prendras au 10ème degré @Cedrik Pour la Ender7, elle attend sagement que je finisse mon autre projet en cours {fin du hors sujet}1 point
-
Tu paries combien? perso, je suis prêt à faire tapis voir cette photo prise ici
 1 point
1 point -
Pourtant, c'en est un (USB-B)
 1 point
1 point -
si si "USB type B" https://fr.wikipedia.org/wiki/USB1 point
-
Salut @cedrik31, Comme l'a dit @Savate, c'est bien un port USB comme sur n'importe quelle imprimante 2D (imprimante "papier") et non éthernet. Tu aurais donc besoin de ce type de câble. Je dis "aurais" puisqu'il y a l'alternative des fichiers à imprimer. Le fichier CalibrExt100mm.gcode, tu n'y touches pas, il est là pour faire défiler 100mm de filament. D'après le fichier de paramétrage (robin_nano35_cfg.txt ) contenu dans la pièce jointe de ce message, les pas/mm de l'extrudeur de ton imprimante seraient de 381. Tu n'auras donc qu'à: imprimer ce fichier (initStep-mmExt_WD12.gcode ) pour initialiser cette valeur qui te servira dans le calcul. Ensuite, tu imprimes le fichier CalibrExt100mm.gcode 3 fois et tu moyennes les 3 mesures pour faire le calcul qui te donnera les nouveaux pas/mm de l'extrudeur. tu modifies le fichier initStep-mmExt_WD12.gcode pour mettre à jour la nouvelle valeur de pas/mm tu imprimes de nouveau le fichier CalibrExt100mm.gcode pour valider le calcul. Si la mesure n'est pas bonne, tu reprends les étapes 3 et 4 tu as enfin trouvé 20mm . Tu sauvegardes la valeur en imprimant ce fichier Save.gcode Tout ceci ne concerne que l'extrudeur 1. Si tu as 2 extrudeurs, il faudra utiliser ces fichiers (initStep-mmExt_WD12 - Extrud2.gcode CalibrExt100mm - Extrud2.gcode ) pour l'extrudeur 2. Rappel: il faut impérativement débrancher le tube PTFE à la sortie de l'extrudeur Ben, tu cliques sur le bandeau (par exemple "Il y a 9 heures, Cedrik a dit:") et tu cherches une touche qui s'appelle Suppr sur ton clavier . En plus, tu peux également supprimer les cookies du site (https://www.lesimprimantes3d.fr/) dans ton navigateur pour éviter d'avoir des messages "pré-remplis"1 point
-
Salut barkman ! Si ça peut t'aider, voilà les paramètres PETG qui me permettent de bonnes impressions avec l'X2. Il y a bien sûr le préalable de la calibration de l’extrudeur (j'ai suivi https://docarti.fr/calibration-de-lextrudeur-1/ ) Particularité chez moi, comme j'imprime sur plaque de verre, ç'est rarement la même à chaque print, refroidissement oblige. J'ai donc ajouté un autolevel au départ (G29 suivi de M500 entre le home et la purge), ça me garantit une bonne première couche à chaque impression. J'utilise essentiellement du PETG d'Arianeplast, un peu d'Eryone et parfois de l'Amazonbasics pour certaines couleurs). Pour chaque nouvelle bobine je fais une tour de température. J'utilise pour ça le plugin de Cura qui facilite grandement la tâche. Voila mes paramètres : Température buse : 230°C ou 235°C selon le résultat de la tour Température plateau : 80°C (parfois 70°C si base de la tour trop "baveuse") Expansion couche initiale : -0.3 mm (valeur négative pour compenser l'effet patte d'éléphant entre les deux premières couches) Rétraction : 2 mm Vitesse de rétraction : 25 mm/s Déplacement minimal rétraction : 1.5 mm Vitesse impression : 60 mm/s Vitesse remplissage : 60 mm/s Vitesse parois : 30 mm/s Vitesse déplacement : 150 mm/s Vitesse couche initiale : 15 mm/s Nombre de couches plus lentes : 3 Vitesse du ventilateur : 50% À l'introduction manuelle, il est normal que le filament sorte un peu n'importe comment. Le fait qu'il s'enroule plus ou moins sur lui-même dépend de la qualité, c'est normal aussi. À chaque impression, juste avant la purge (fin de chauffe, led rouge), je veille à ce que la buse soit propre. Perso, je trouve "The great gratouille" de Docarti bien pratique pour ça (merci Jean-Philippe). Bon courage1 point
-
Merci à vous pour vos réponses ciblées et très rapides, je vais m'atteler à vérifier tout cela.. Je trouves que 3D Expert devrais me proposer un échange car cela commence à faire beaucoup pour un achat récent et conséquent. Allez au tafje vos tiendrais informé de mes investigations.1 point
-
bon réflexe, j'avoue que je ne vérifie pas au pied à coulisse le Ø du filament sur une nouvelle bobine, je ne touche jamais à ce paramètre dans mes profils mais c'est une bonne pratique.1 point
-
En utilisant un adaptateur de la CR10Spro supplémentaire : Il doit être possible de réutiliser la nappe de liaison: nouvelle carte (SKR ou autre) => adaptateur complémentaire => nappe => adaptateur sur l'axe X. Il faut juste faire les mini-câbles non ?
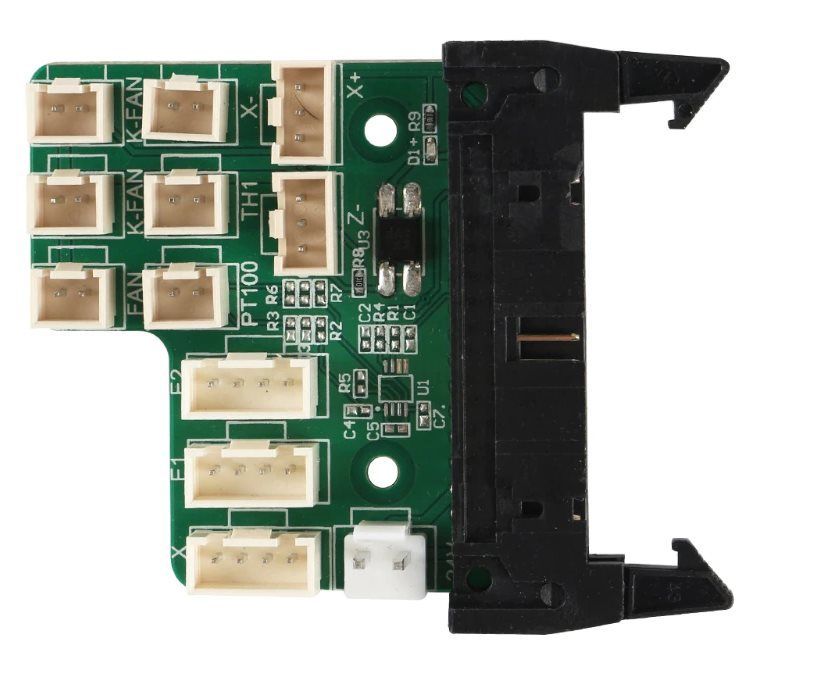 1 point
1 point -
Tu es peut-être un «expert» en électronique mais cantonne toi à ce domaine. Mon niveau en informatique n'est certes pas du domaine des experts, ce que je ne prétends pas être mais plus de quarante ans de pratiques m'ont permis d'acquérir bon nombre de compétences. Une adresse MAC, pour ton information, au cas où tu ne le saurais pas n'est absolument pas fiable (il est très facile de la modifier ) et ne te servirait à rien (couche OSI niveau 2 (liaison de données)). Je n'ai absolument rien déformé de tes propos, j'ai juste ajouté mes commentaires dans ta «prose». D'ailleurs, concernant celle-ci, serais-tu fâché avec la syntaxe et la grammaire ou cherches-tu seulement à jouer au «rebelz». Le lien de ces propos >>> là <<< Tu devrais également consulter un dictionnaire afin de vérifier la définition de certains termes : malhonnêteté , conspiration, paranoïa, tolérance, … Ton avis sur la marque Creality (sans accent aigu ) est certes intéressant mais ne reste que ton avis, c'est le genre de propos qu'on pourrait entendre au »café du commerce»: aucun argument sérieux, juste des allégations vagues non argumentées ni étayées. Quant à l'intégrité des modérateurs que tu mets en cause, je te laisse à ton opinion, croyance. Ma conclusion s’appuiera sur un des mes auteurs favoris, Umberto Eco : « Les réseaux sociaux ont donné le droit à la parole à des légions d'imbéciles qui avant ne parlaient qu'au bar et ne causaient aucun tort à la collectivité. On les faisait taire tout de suite. Aujourd'hui ils ont le même droit de parole qu'un prix Nobel. C’est l’invasion des imbéciles. » Pour rappel: 007 tu étais également connu sous le pseudo jbon, jbon2 ( manque juste le «d» pour correspondre au numéro de l'agent secret issu du cerveau de Ian Fleming )1 point
-
Ça y est la campagne Kickstarter est terminée ! La hype de la découverte est passée, les premiers défauts commencent à apparaître sur certaines machines qui ont déjà été envoyées pour des tests. L'AMS semble être le plus concerné entre les problèmes de bouchons et les problèmes de bobines tierces qui veulent sortir de leur compartiment. Autre problème, la drag chain qui relie la tête d'impression a eu un défaut chez un testeur, elle était toute molle lors de l'impression de PA-CF (voir ce tweet), problème qui n'est apparu que sur cette machine apparemment. À part ça la production est bien avancée (voir ici), ce qui est rassurant concernant leur capacité à produire en chaîne. Par contre, étant donné que la production est en cours, les défauts ci-dessus n'auront probablement pas eu le temps d'être traités, à voir s'ils sont isolés ou récurrents. Ils ont également donné les prix des consommables de l'imprimante. N'y connaissant pas grand-chose en terme de prix, je serai curieux d'avoir vos avis, mais ça ne me paraît pas aberrant (en sachant que c'est propriétaire) même si on ne sait pas à quel fréquence ces pièces devront être remplacées.1 point
-
1 point
-
Donc en plus, avant même de pouvoir ne serait-ce qu'essayer de lancer le test d'extrusion il va me falloir acheter un câble..... (car évidemment comme je vous le disais précédemment il n'y en avait aucun livré avec l'imprimante) Je vais finir par devenir dingue ! J'aurais su que ça allait être une telle galère pour ne serait-ce qu'imprimer des babioles jamais je n'aurais dépensé 250 € pour ça ....0 points


.jpg.79a7b935b1dd7401171c8a50cdec8952.jpg)
.jpg.e3d5f2d1ec681a184b11c148e1fe2208.jpg)
.jpg.f053f66dfea317c93363d697fb33e0c2.jpg)
.jpg.833749d53ed1763c3d29cbdf87d98559.jpg)