Classement




Contenu populaire
Contenu avec la plus haute réputation dans 24/08/2022 Dans tous les contenus
-
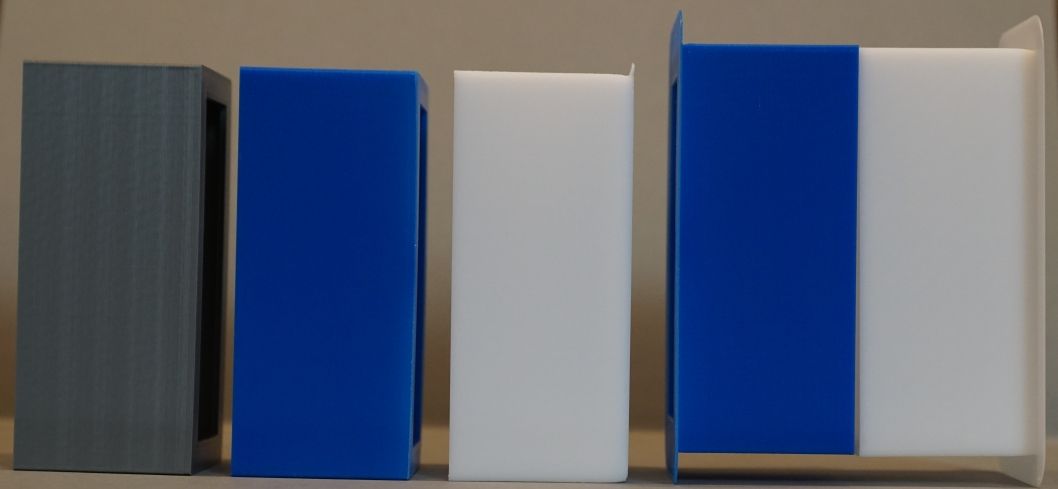
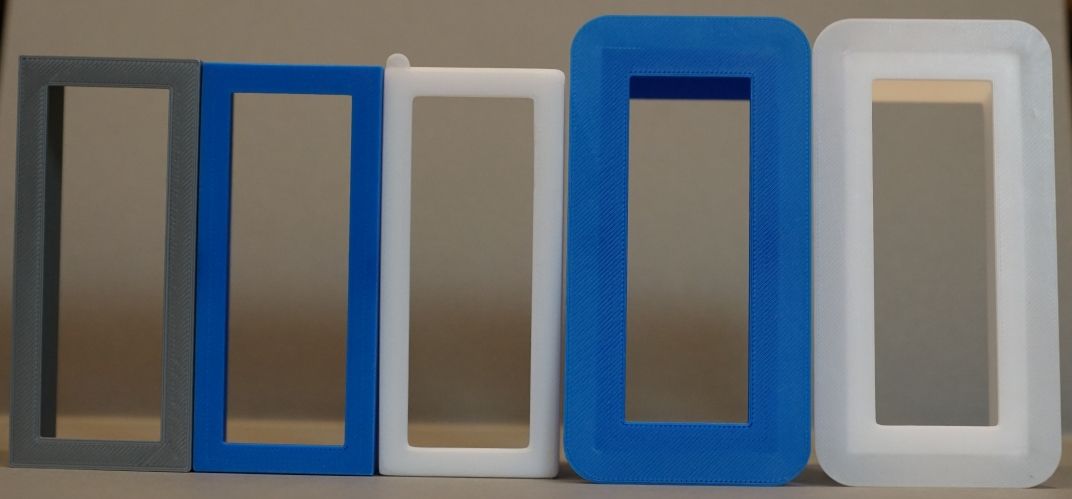
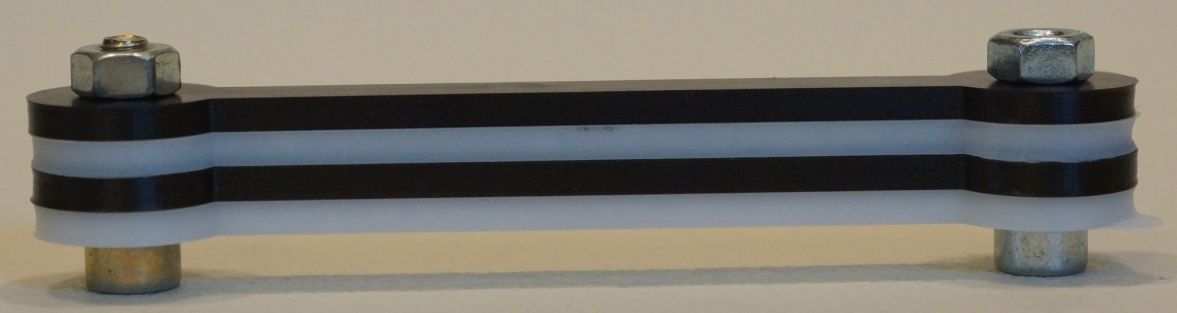
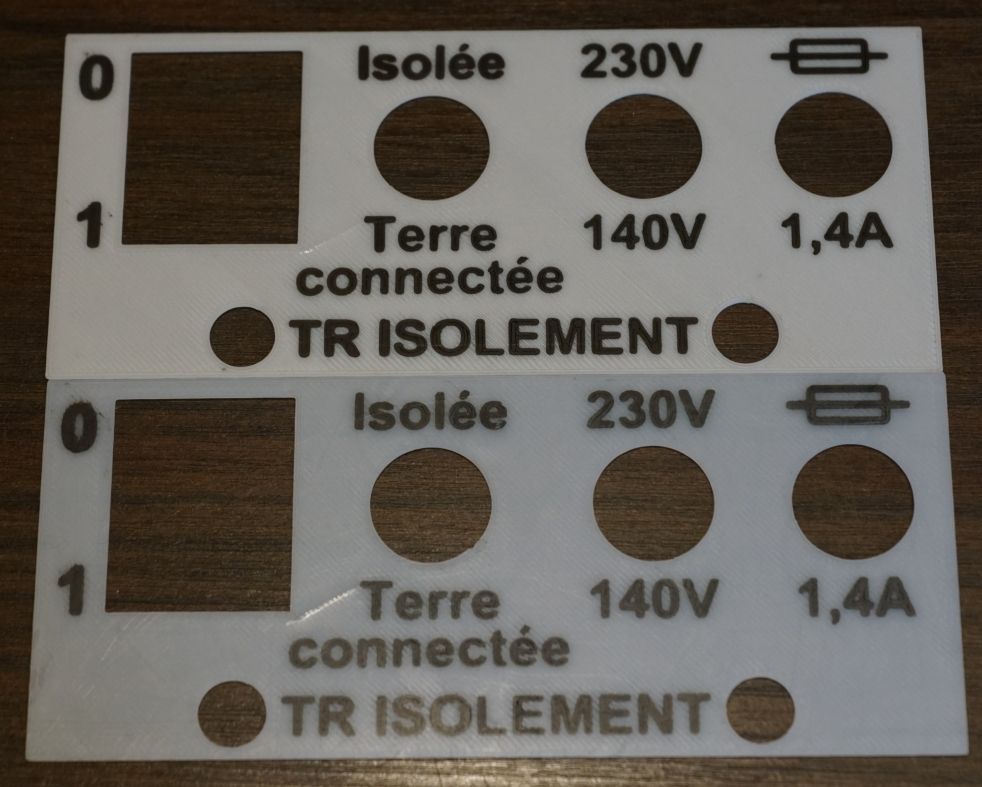
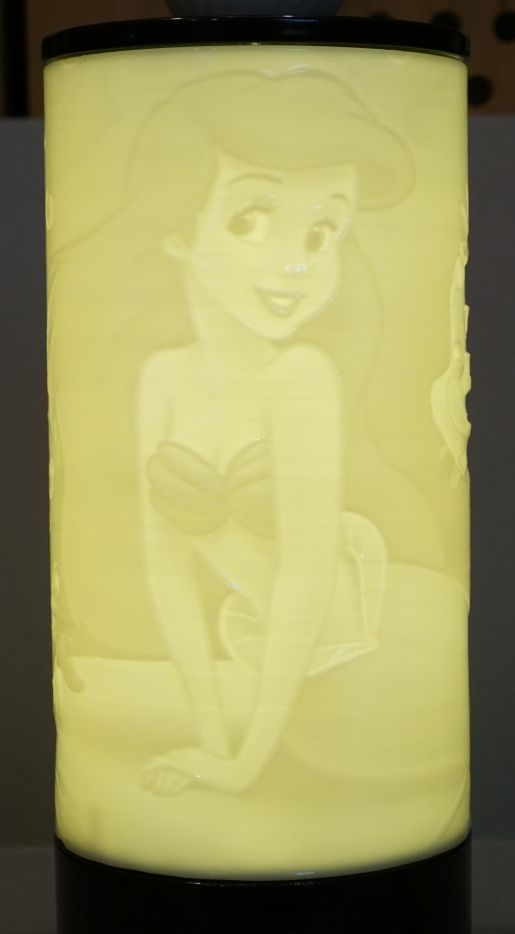
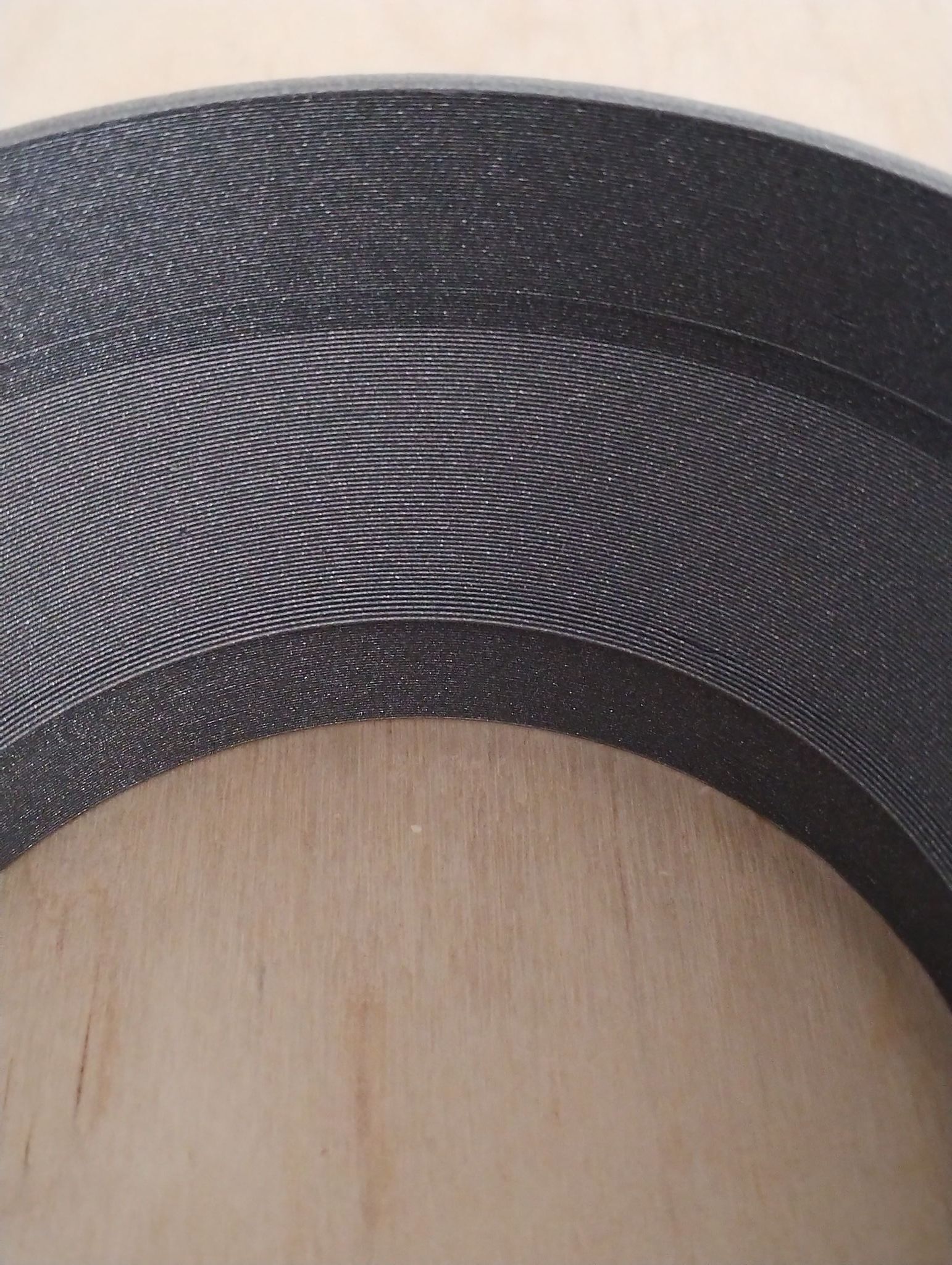
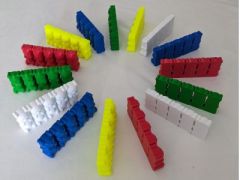
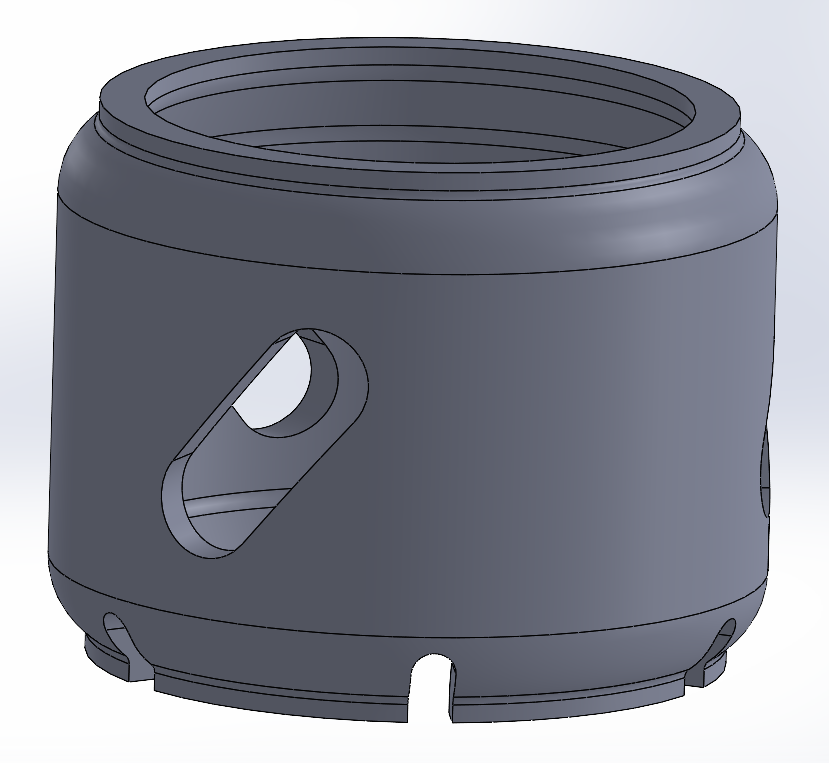
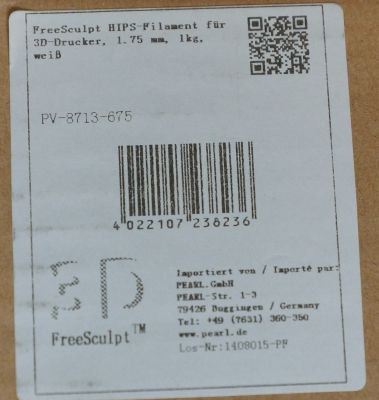
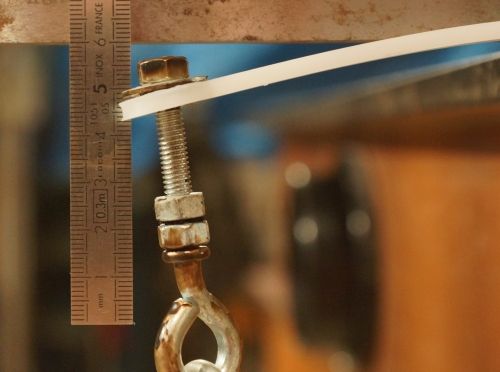
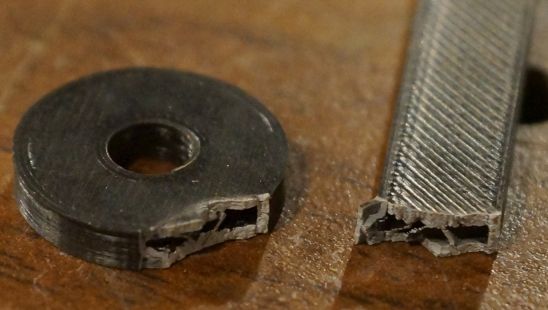
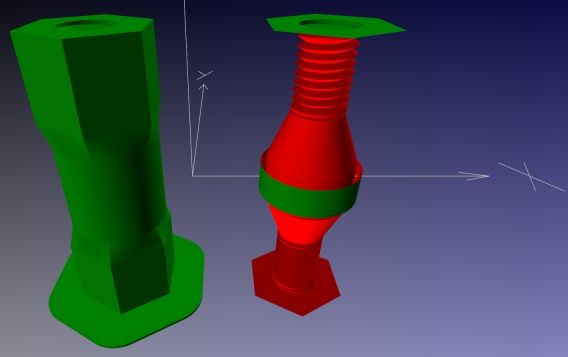
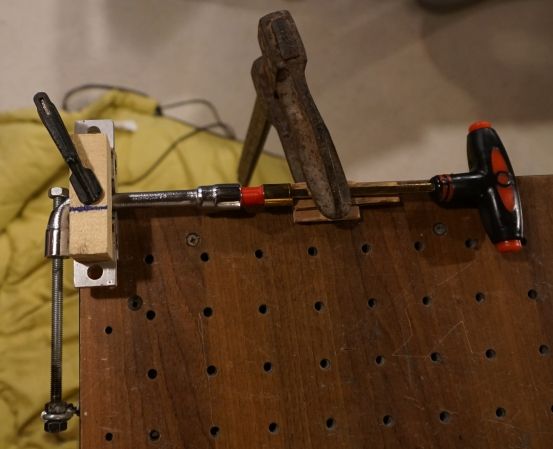
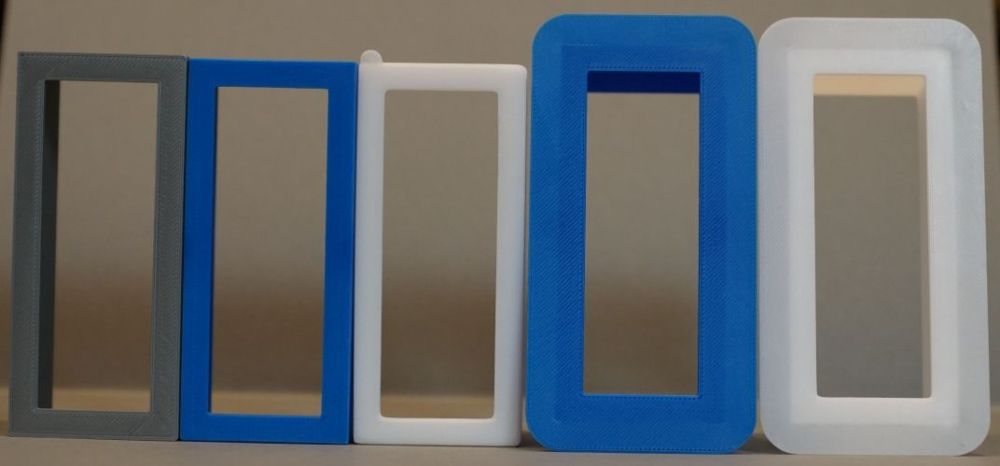
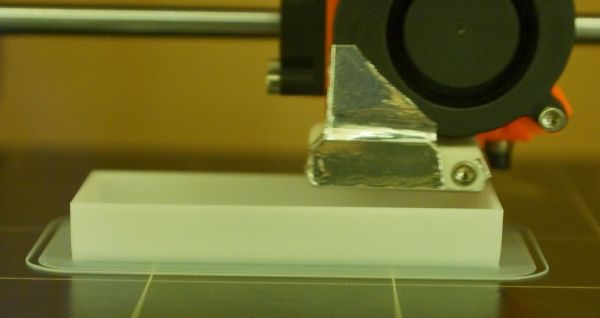
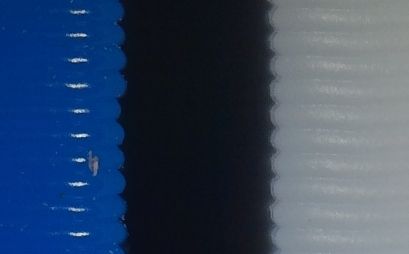
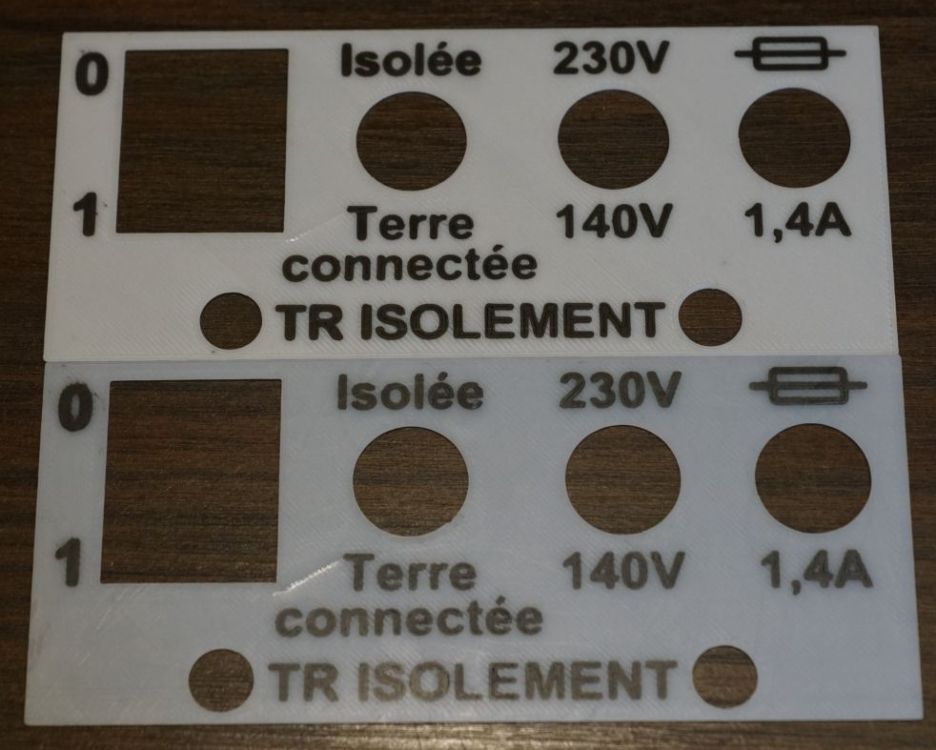
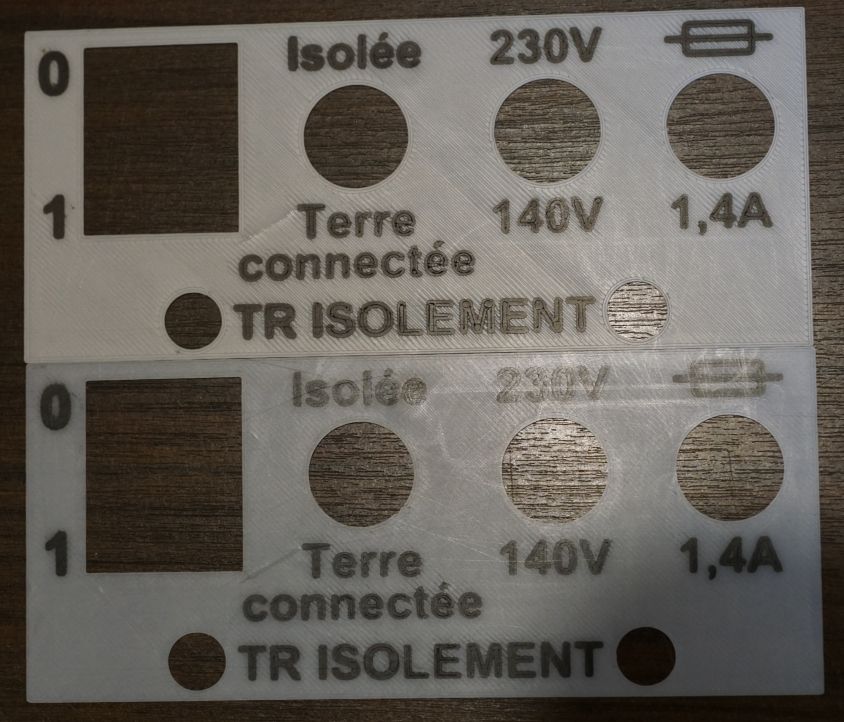
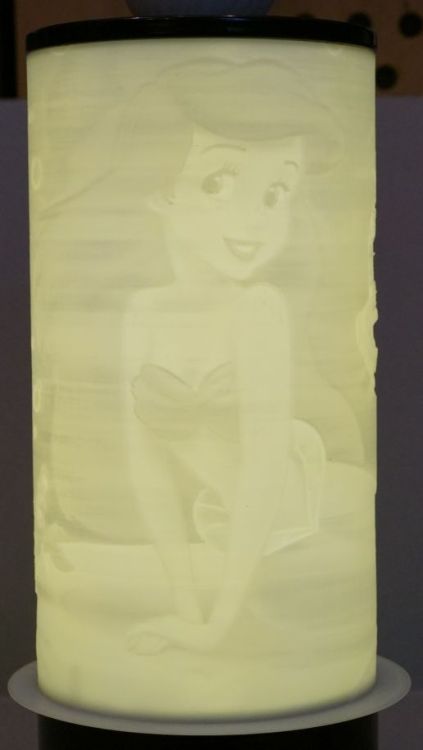
Bonjour, Je viens d’imprimer une série de pièces en HIPS, voici un comparatif avec d’autres pièces imprimées en ABS et parfois en PLA et en SLA Sommaire du test : 1. Introduction – Matériel et filaments utilisés 2. Test mécanique – Le poids 3. Test mécanique – Flexion 4. Test mécanique – Rupture à la traction dans le sens du fil 5. Test mécanique – Rupture à la traction sur l’axe Z 6. Test mécanique – Rupture à la torsion, axe de rotation Z 7. Conclusion des tests mécaniques 8. Géomètrie – Respect des dimensions du modèle 9. Géomètrie – Un brim est nécessaire 10. Géomètrie – Des déformations sur les pièces en HIPS 11. Esthétique – Etat de surface 12. Esthétique – Figurines et possibilité de smoothing 13. Esthétique – Impact de la hauteur de couche 14. Esthétique – Marquage indélébile bicolore avec un seul extrudeur 15. Esthétique – Lithophanie 16. Conclusion NB : je ne trouve pas comment rendre mon sommaire "fonctionnel" avec des liens comme on le ferais dans une page HTML 1. Introduction - Matériel et filaments utilisés L’imprimante utilisée est une Prusa I3 MK2s original placée dans un caisson isolant (la température se stabilise entre 40°C et 50°C) J’ai l’habitude d’imprimer en ABS et j’ai pu trouver les bons paramètres pour obtenir des pièces correctes ; en revanche, c’est la première fois que j’imprime en HIPS et j’ai laissé les paramètres par défaut proposés par Prusa Slicer pour le HIPS (hormis la température que j’ai adaptée selon le fournisseur des filaments). Aussi, les défauts qui existent sur certaines pièces réalisées en HIPS sont probablement dus en partie aux paramètres. Les filaments utilisés : - Le PLA gris de marque Prusa fourni avec la Prusa I3 MK2s - Les filaments ABS de chez Grossiste 3D, achetés en 2018, couleurs blanc crème, rouge, bleu et noir - Du filament HIPS blanc de chez FreeSculpt, acheté en 2018, jamais ouvert : - Du filament HIPS noir de chez SMARTFIL, acheté en 2022 : Remarques : - j’ai commencé les tests avant d’avoir reçu le HIPS noir. Donc certains tests ne sont faits qu’avec le blanc. - je ne publie pas les tests dans l’ordre ou je les ai faits, car j’ai organisé ce message avec un sommaire. Le gag : après avoir déballé la bobine de HIPS blanc, je m’aperçois que les flasques n’ont pas le même diamètre interne de chaque côté : Il faut improviser un axe adapté : La bobine repose d'un côté sur la pièce hexagonale, et de l'autre sur les rondelles moyennes prises en sandwich entre deux grandes rondelles. Le tube cuivre ne sert qu'à compenser la hauteur pour qu'une fois dans les encoches de mon support de bobine en bois, il soit de niveau. C'est un bricolage fait à l'arrach' le soir où il n'était donc pas possible de faire du bruit avec de l'outillage pour fabriquer un axe digne de ce nom Maintenant, les tests ! 2. Test mécanique – Le poids Mes pièces en HIPS (6.12g) sont un peu plus légères que celles en ABS (6.32g), ci-dessous pièces noires en ABS et blanches en HIPS : Ces pièces sont des éprouvettes qui serviront pour les tests en flexion et en rupture à la traction dans le sens du fil. 3. Test mécanique – Flexion Mes pièces en ABS (noir) résistent plus à la flexion que mes pièces en HIPS (blanc) : 4. Test mécanique – Rupture à la traction dans le sens du fil Le test se fait dans le sens de la longueur (plan XY), donc dans le sens des fibres (on ne teste donc pas ici la résistance de la fusion entre les couches). Mes éprouvettes ont une section trop importante il faut beaucoup de poids ! Mes pièces en ABS (noir) résistent plus à la traction que mes pièces en HIPS (blanc). Rupture de la pièce en ABS avec 71,4kg Rupture de la pièce en HIPS avec 42,6kg La rupture a le même aspect (ABS en noir, HIPS en blanc) : 5. Test mécanique – Rupture à la traction sur l’axe Z Il faut imprimer des éprouvettes adaptées ; j’ai choisi de faire un cylindre avec taraudage aux deux extrémités, la partie centrale est un cylindre creux : La partie rouge à droite, où j'ai retiré les triangles de la partie extérieure, permettent de voir l'intérieur de l'éprouvette ; la rupture se fera au centre Ces éprouvettes serviront pour deux tests : traction selon Z et torsion autour de Z. J’ai réalisés ces éprouvettes en deux version pour chaque matière : avec smoothing et sans smoothing. Le smoothing des éprouvettes en ABS a été fait à la vapeur d’acétone à froid Le smoothing des éprouvettes en HIPS a été fait par trempage 20 secondes dans du D-Limonène Après smoothing, les pièces ont été séchées 3 jours avant d’être testées. De gauche à droite sur la photo : - Deux pièces en ABS rouge - Deux pièces en ABS rouge smoothées à l’acétone - Deux pièces en HIPS blanc - Deux pièces en HIPS blanc smoothées au D-limonène - Deux pièces en HIPS noir - Deux pièces en HIPS noir smoothées au D-limonène Les marques que l’on peut voir sur les pièces en HIPS smoothées ont été laissées par le fil de fer qui a servit à les tenir pendant le séchage. Voilà le matériel de test : (comment ça, c’est bourrin ?) Les résultats : - ABS : 41 kg - ABS smoothé : 39,5 kg - HIPS blanc : 25 kg - HIPS blanc smoothé : 16,5kg - HIPS noir : 20 kg - HIPS noir smoothé : 13,5kg Vue des pièces après rupture : 6. Test mécanique – Rupture à la torsion, axe de rotation Z Il a fallu bricoler pour appliquer uniquement un effort de torsion aux pièces : Les résultats : - ABS : 4,2 - ABS smoothé : 4,2 - HIPS blanc : 2 - HIPS blanc smoothé : 1,6 - HIPS noir : 1,4 - HIPS noir smoothé : 1,2 Vue des pièces après rupture : 7. Conclusion des tests mécaniques Pour un poids quasi-identique, l’ABS est plus solide, et le smoothing à la vapeur d’acétone à froid n’a presque pas d’impact. Le HIPS est plus fragile, et le smoothing au D-limonène le fragilise. Ces tests ne valent pas de vrais tests en laboratoire, plus précis. Etant donné que j’ai plus d’expérience avec l’ABS qu’avec le HIPS, ces tests sont peut-être biaisés en faveur de l’ABS. 8. Géométrie – Respect des dimensions du modèle Contrairement au PLA , les pièces en HIPS, après impression, sont un peu plus petites. De ce point de vue, le HIPS se comporte comme l’ABS. Voici des mesures dimensionnelles au pied à coulisse : PLA : X 91.48 - Y 40.38 - Z 40 ABS : X 91.18 - Y 40.20 - Z 40 HIPS : X 91.12 - Y 40.20 - Z 40 Il est logique que la côte en Z soit respectée partout, car au fur et à mesure de l’impression la buse dépose toujours le filament à la bonne hauteur, ce qui compense les variations éventuelles de hauteur des couches précédentes. En Z, on a la rétraction uniquement liée à la différence de température entre l'enceinte et la température ambiante, qui est plus faible que la rétraction en X/Y liée à la différence de température entre la buse et la température ambiante. Ci-dessous, pièce en PLA en gris, en ABS en bleu, en HIPS en blanc, toutes imprimées avec 0.20mm par couche. 9. Géomètrie – Un brim est nécessaire Le HIPS adhère plus faiblement au bed en PEI que l’ABS. Le brim est nécessaire pour les pièces en ABS et en HIPS sinon elles se décollent lors de l’impression et se cintrent Il faut aussi bien nettoyer le bed si nécessaire (avec un peu d’eau et de liquide vaisselle, puis après rinçage à l’eau et séchage, un léger coup de chiffon à l’acétone) Les pièces en HIPS se décollent facilement après impression (pas besoin de « languette » pour faciliter le retrait) 10. Géomètrie – Des déformations sur les pièces en HIPS Grâce au brim et à mon caisson, j’arrive à imprimer en ABS sans déformation. Mais pas avec le HIPS ; il y a des déformations, et elles persistent après impression en partie basse (près du bed) : Pièce bleue en ABS, pièce blanche en HIPS, on voit la déformation sur la pièce en HIPS : Sur les brides (pièces noires en ABS, pièces blanches en HIPS) on constate cette déformation, le bord des pièces en HIPS est courbe au lieu d’être vertical : Egalement des déformations sur ce flacon en HIPS (le même flacon, en ABS, n’a pas de déformation) - les flacons ont été imprimés dans l'autre sens, c'est à dire que les faces supérieurs que l'on voit étaient, lors de l'impression, en contact avec le bed : C’est bizarre… le HIPS était censé s’imprimer plus facilement que l’ABS. J’ai probablement des soucis avec mes paramètres (mais le HIPS est censé s’imprimer justement comme l’ABS). Ou alors mes filaments HIPS ont été optimisés pour servir de support soluble et pas pour faire des pièces. 11. Esthétique – Etat de surface L’état de surface des pièces en HIPS parait plus lisse. Les pièces en HIPS sortent mates de l’impression, cela renforce encore l’aspect lisse. J’ai pu faire des photos avec un microscope Andonstar, très utile pour manipuler des composants électroniques de plus en plus petits. Ce microscope m’a permis de retrouver facilement la résolution d’impression d’une pièce : Alors, voici ce que ça donne en comparant les pièces ; sur les photos ci-dessous : ABS en bleu / HIPS en blanc – vue sur la hauteur : PLA en gris / HIPS en blanc – vue sur la hauteur : La pièce en HIPS est peu plus lisse, en quelque sorte les couches sont un peu mieux fusionnées. 12. Esthétique – Figurines et possibilité de smoothing J’ai imprimé des figurines. De gauche à droite, sur la photo : - Gris clair, impression SLA (Anycubic Photon S) - Gris, PLA Prusa - Blanc crème : ABS - Blanc crème : ABS acétone smoothing - Noir : HIPS - Noir : HIPS avec smoothing par trempage dans du D-limonène - Blanc froid : HIPS - Blanc froid (au milieu): HIPS avec tentative de smoothing à l’acétone, après des heures, et même par trempage, juste un léger brillant - Blanc froid : HIPS ave smoothing par trempage dans du D-limonène Le smoothing du HIPS (en tout cas des deux filaments que j’ai testé) ne fonctionne pas à l’acétone, même par trempage. D’après le site de Prusa le HIPS aurait dû au contraire réagir très rapidement à l’acétone : https://help.prusa3d.com/article/hips_167118 ; mais d’après ce forum, certains HIPS réagiraient avec l’acétone et d’autres pas : https://forum.lulzbot.com/t/hips-acetone-smoothing-spots/1823/7 Le smoothing par trempage dans du D-limonène du HIPS : ça fonctionne mais : - Il faut être rapide, trempage entre 10 et 30 secondes - C’est moins précis que le smoothing de l’ABS à l’acétone - On voit que la pièce en HIPS noir a des traces blanches après smoothing - De plus, pour mes éprouvettes, le smoothing du HIPS par trempage a bouffé les taraudages internes (car le D-limonène qui est « huileux » est resté accroché plus longtemps à l’intérieur, malgré un égouttage) - La pièce reste collante pendant une à deux heures, le séchage doit se faire hors poussières - ou alors profitez-en pour coller des paillettes sur une figurine - Après un ou deux jours de séchage, l’odeur résiduelle de citron est assez faible. Evidemment, la pièce imprimée en SLA est la plus précise. Ensuite, ma préférée, est celle en ABS après smoothing à l’acétone. Cependant, je trouve le rendu noir mat de la pièce en HIPS très intéressant. Ce noir mat est utile notamment pour faire des pièces pour la photo ou l’astronomie (pare-soleils, adaptateurs d’objectifs, …) Voici une photo plus détaillée avec les pièces « lisses », de gauche à droite : - Gris clair, impression SLA (Anycubic Photon S) - Blanc crème : ABS acétone smoothing - Blanc froid : HIPS ave smoothing par trempage dans du D-limonène - Noir : HIPS avec smoothing par trempage dans du D-limonène Voici une photo plus détaillée avec les pièces « brutes », de gauche à droite : - Gris, PLA Prusa (0.15mm par couche) - Rouge : ABS (0.20mm par couche) - Blanc froid : HIPS (0.20mm par couche) - Noir : HIPS (0.20mm par couche) Parlons des pièces « brutes », donc sans smoothing. Le HIPS est plus lisse. Ci-dessous : 0.10mm par couche, ABS en blanc chaud à gauche, HIPS en blanc froid à droite : Bref, la figurine rend mieux en HIPS, c’est plus lisse et les défauts sont moins prononcés. 13. Esthétique – Impact de la hauteur de couche J’ai remarqué que le rapport entre la hauteur de la couche et le diamètre de la buse a un impact sur les défauts des pièces. J’ai imprimé mes pièces avec une buse standard de 0.40mm ; la hauteur de couche doit être comprise entre 0,25 et 0,75 fois le diamètre de la buse, ce qui donne pour la buse de 0.40mm une hauteur de couche comprise entre 0.10mm et 0.30mm. La valeur « centrale » de 0.20mm donne moins de défauts pour les parties imprimées en porte-à-faux (ici, le cou du chien) ; ci-dessous, deux pièces en ABS, en rouge 0.20mm par couche et en blanc 0.10mm par couche, buse de 0.40mm pour les deux 14. Esthétique – Marquage indélébile bicolore avec un seul extrudeur C’est la fameuse technique utilisée pour faire des faces avant expliquée dans ce post : https://www.lesimprimantes3d.fr/forum/topic/35756-marquage-ind%C3%A9l%C3%A9bile-2-couleurs-sur-le-fond-dun-objet-avec-un-extrudeur/ ATTENTION : comme le HIPS se décolle facilement, surtout lorsque le bed se refroidit, il faut, après impression de la couche de texte noire, maintenir le bed chaud, le temps de changer le filament. Sur chaque photo : - en haut, en blanc crème ABS avec lettrage en ABS noir - en bas, en blanc froid, HIPS avec lettrage en HIPS noir ci-dessous autre angle, pour mettre en évidence les reflets : Dans les deux cas : - Texte imprimé en noir avec une seule couche de 0.15mm - Fond imprimé en blanc avec une première couche de 0.20mm, remplissage 100% (le texte imprimé avec une seule couche de 0.20mm donne de moins bons résultats) La pièce en HIPS est plus lisse (on voit moins les raccords entre boudins de filaments, et on le sent moins en passant un ongle sur la surface) La pièce en HIPS montre un reflet à la lumière comme la pièce en ABS (la face que l’on voit est celle en contact avec le bed de l’imprimante) Les deux pièces ont des bavures sur le texte en noir. Sur la pièce en HIPS, certaines lettres ont des petits manques ; du coup la pièce en HIPS est un peu moins bonne que la pièce en ABS. 15. Esthétique – Lithophanie Je pensais que le HIPS rendrait mieux pour les lithophanies. Ce n’est pas le cas, c’est dommage. A gauche, en ABS blanc crème, après léger ponçage interne suivit d’un smoothing, et à droite en HIPS blanc brut : Le HIPS est certainement handicapé par l’absence de post-traitement… mais la lithophanie est trop grosse pour que je lui fasse un smoothing par trempage dans le D-limonène. 16. Conclusion Voilà c’est terminé ! Je suis un peu déçu, j’ai lu sur d’autres sites et forums que le HIPS avait des avantages par rapport à l’ABS mais je ne les ai pas retrouvés, l’ABS me semble meilleur. Attention, cette conclusion est certainement biaisée par le fait que j’ai beaucoup plus d’expérience avec l’ABS qu’avec le HIPS. Peut-être que mes filaments HIPS ont été optimisés uniquement pour servir de support… mais ce n’est pas le cas du HIPS noir vendu pour faire « de vraies pièces » (le HIPS blanc que j’avais acheté en 2018 était lui présenté sur le site de vente comme matériaux pour supports solubles) Néanmoins, le noir mat du HIPS me sera utile pour imprimer des pièces accessoires pour la photo, ou plus généralement pour avoir des pièces noires mat « discrètes », par exemple, des supports pour exposer des objets dans une vitrine. Car avec l’ABS, je n’arrive pas à avoir du rendu mat ; en particulier, je cherche une méthode (hors peinture) pour, après acétone smoothing, rendre l’ABS mat ou satiné. Qu’en pensez-vous ? Si vous avez déjà imprimé du HIPS, quels paramètres utilisez-vous pour ne pas avoir de déformations comme moi ? A bientôt !


































 7 points
7 points -
OK je vais limiter les photos Mais il y a quand même pas mal de tests Donc beaucoup de photo (pas taper) et puis Divers il est jamais content5 points
-
Un peu comme toi, j'ai renoncé au traditionnel établi contre un mur, mais pour les mêmes raisons. L'idée étant de pouvoir utiliser le panneau arrière sur ses deux faces et de n'être pas bloqué sur la surface du plan de travail en profondeur (panneau arrière rehaussé de 200 mm). Je n'ai accroché que les outils courants et le reste est dans une grosse desserte Facom sur roulettes. Le Et à l'arrière du panneau la suite.






 4 points
4 points -
Aux dernières nouvelles, les vaches sont polluantes et pas qu'un peu, et nous même sommes la plus grosse pollution de la planète. Mieux vaut en rire qu'en péter de joie ou de peur.3 points
-
Oula, si je rangeais tout comme ça il faudrait que je triple la taille de mon atelier ^^ Perso, c'est plus en tas dans des caisses/boites séparer quittent à chercher un peu dans le détail.3 points
-
Bonjour, J'ai des appareils photos numériques SONY Alpha 33 et Alpha 77, ils ont bien vécus avec beaucoup de photos prises en extérieurs lors de festivals, de fêtes de métiers anciens. Il y a des poussières et tâches sur les capteurs. Ni le nettoyage automatique ni la poire soufflante n'ont pu y venir à bout. J'avais acheté ce kit de nettoyage, suivant les recommandations d'un photographe que je connaissait : Stressant à utiliser (il faut coller et décoller plusieurs fois le stick du capteur) et inefficace. Je m'étais résigné... Puis j'ai acheté celui-là : https://www.amazon.fr/gp/product/B00MMFXX96/ref=ppx_yo_dt_b_asin_title_o05_s00 Génial ! Il faut utiliser une spatule avec le produit, puis une spatule sèche après La spatule est un tout petit peu trop petite pour le capteur des SONY SLT APS-C, mais on peut repasser sans soucis. J'ai du faire trois nettoyages successifs pour parvenir à nettoyer toutes les tâches et poussières Autre truc : les spatules permettent aussi de nettoyer l'écran du viseur électronique du A77, c'est pile la bonne taille ; il suffit d'utiliser une des spatules déjà utilisée pour nettoyer le capteur. Pour voir les poussières il faut passer en manuel (M), mettre la mise au point en manuel, fermer le diaphragme de l'objectif au maximum, prendre une photo d'une surface blanche (comme une feuille de papier), en ne faisant volontairement pas la mise au point et en réglant la vitesse pour que l'exposition soit à zéro. On obtient une image grisâtre sur laquelle toutes les poussières et traces sur le capteur apparaissent. Attention si vous avez des appareils SONY SLT comme moi, il est recommandé de ne pas chercher à nettoyer les miroirs semi-transparents, car ils sont très fragiles. Avant nettoyage : Après 3 nettoyages : Ca change la vie En tout cas, ça change la vue Si seulement je pouvais faire pareil avec mes yeux, pour me débarrasser de ces satanés corps flottants... Toujours en parlant de photo, petit coup de gueule contre SONY qui a abandonné la monture A... Vu la quantité d'objectifs et d'accessoires que j'ai, je n'ai pas envie de tout racheter. Mon A77 ayant bien vécu, j'ai pu trouver d'occasion un boitier A77ii en très bon état, avec peu de déclenchements, pour un prix acceptable. Alors qu'on parle obsolescence programmée c'est quand même choquant... Je compte bien garder ce matériel jusqu'au bout, et lorsque plus aucun de mes boîtiers ne fonctionnera, je vais bien réfléchir avant de me rééquiper en monture E... je pense que prendrais du CANON ou du NIKON. A moins qu'un concurrent ou un "outsider" puisse sortir du matériel compatible avec la monture A (mais il faudrait que SONY abandonne les droits) De toutes façon, avec l’essor des smartphones, les ventes d'appareils photos ont beaucoup baissés, et forcément, les budgets recherche et development associés. Ca n'évolue plus beaucoup et les prix sont très élevées. C'est un peu comme en informatique : dans les années 1990, quand on changeait d'ordinateur au bout de 3 ans on bénéficiait d'une amélioration fulgurante (RAM, CPU, graphismes, stockage)... Mais aujourd'hui ce n'est plus le cas. Mon ordinateur fixe a 12 ans et il est toujours dans la course (Asus P8P67PRO, 16Go de RAM, i7-2600K à 16 coeurs, GeForce GTX 570, 2To de stockage + un SSD pour le système). Je ne le changerais que s'il tombe en panne et que je ne trouve plus de pièces. A bientôt


 2 points
2 points -
Promesses tenues + précommandes Production terminée Comme prévu, la production et l'expédition de toutes les machines de la campagne Kickstarter s'est terminée le 23 août. Les livraisons en sont à différents stades résumés dans l'image ci-dessous : 75% des machines sont sur le trajet pour atteindre l'entrepôt de la région et 25% sont sur le trajet entre l'entrepôt et le client ou directement chez le client. Beaucoup d'américains ont commencé à les recevoir, pour le moment les retours ont l'air assez positifs (malgré les livreurs FedEx qui n'ont pas l'air tendres aux USA). De mon côté j'ai reçu aujourd'hui un numéro de suivi pour la livraison, ça signifie donc que les premières commandes sont dans l'entrepôt européen. Peut-être une arrivée d'ici une semaine, à suivre Précommandes Les précommandes ont été lancées sur leur site pour les différents modèles d'imprimantes. Il s'agit d'un système de réservation "premier arrivé premier servi" avec un dépôt non remboursable de 20€ + 21€ de livraison (dans mon cas) + 8.70€ de taxes. En cas d'annulation, seuls les frais de livraison sont remboursables. Le paiement final sera à effectuer au moment où la machine arrivera dans l'entrepôt et dans un délai de 30 jours. Si pas de paiement au bout des 30 jours, les frais de livraisons seront remboursés et la précommande annulée. Ce qui signifie que théoriquement, les premières précommandes (ils annoncent en avoir déjà "des milliers") peuvent espérer recevoir leur imprimante (pour l'Europe) d'ici environ 2 mois, temps qui correspond en majorité au transport maritime (6 à 8 semaines). Les prix de chaque modèle sont les suivants :2 points
-
La même pièce tranchée avec Cura 5.1 (la couture est fixe et démarre toujours au même endroit) Version «stock» sans l'extension ArcWelder activée (vue externe et interne) : Version avec l'extension ArcWelder activée (vue externe et interne) : En gros, il n'y a pas photo A noter que pour la première pièce, en plus d'avoir de nombreux «blobs», la tête s'arrêtait, faisait des pauses régulièrement lors de l'impression (d'où les défauts).


 2 points
2 points -
je comprends mieux pourquoi les plus riches sont les plus gros pollueurs puisqu'on dit "pété de thunes"2 points
-
Bonjour, tu peux donner ton fichier gcode ? Ton Ender-3 V2 est sans modif (pas de détecteur de fin de filament) ? Au lancement, tu devrais avoir un auto-home (X et Y puis Z) : as-tu au moins ces mouvements ? Mais change d'abord de carte comme préconisé par @PPAC.2 points
-
Pas moins constructif que de dire que ceux qui ne sont pas d'accord sont complotiste.................. quant à la poution généré par la fabrication des VE, pas besoin de la démontre aujourd'hui, ça en parle de tous les cotés, avec ne serait ce que par la pollution et les quantités monstrueuses d'eau et de gazol pour l'extraction des métaux rares qui entrent dans la fabrication de nos chers VE............. Un belle écoloscrocrie mais l'essentiel est de se donner bonne conscience et d'y croire2 points
-
1 point
-
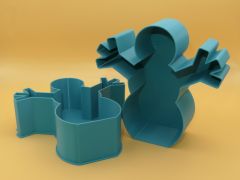
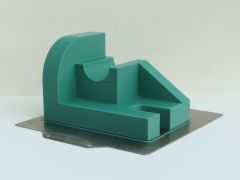
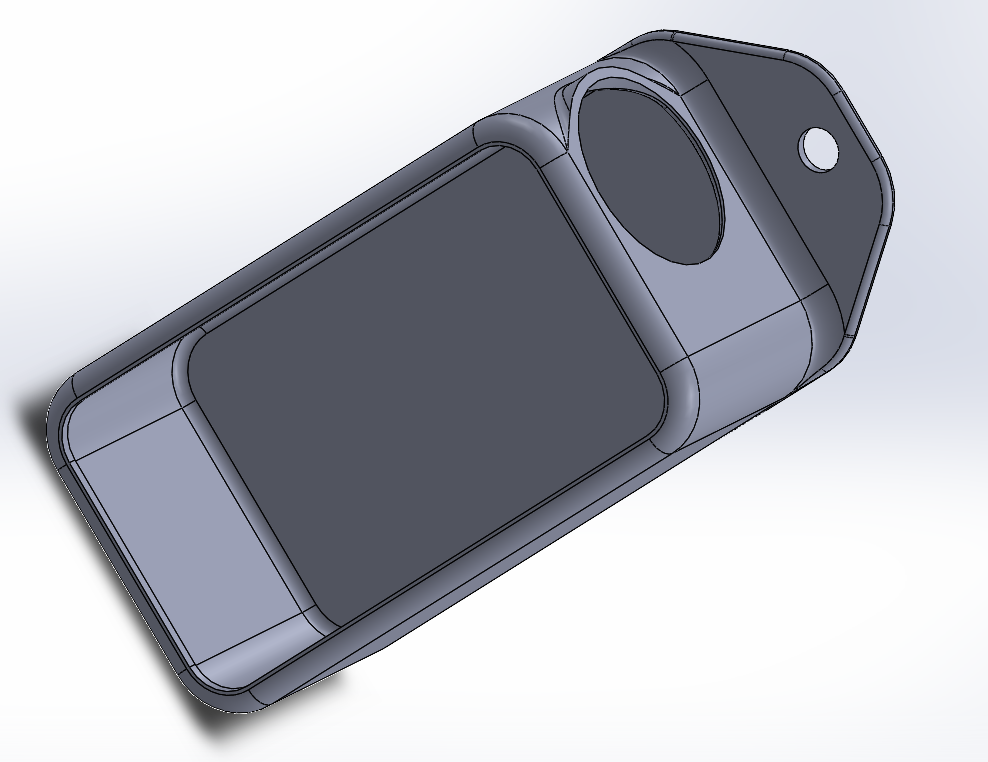
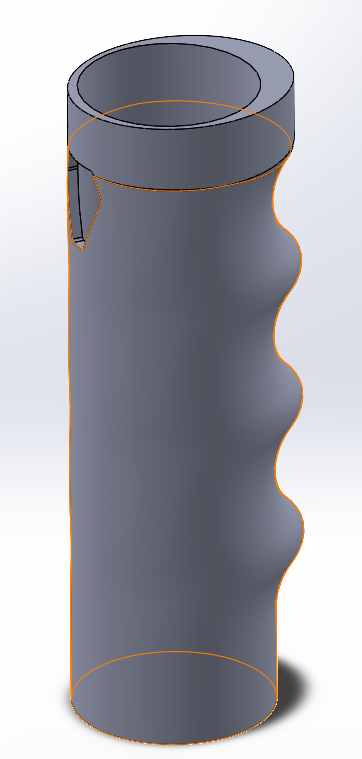
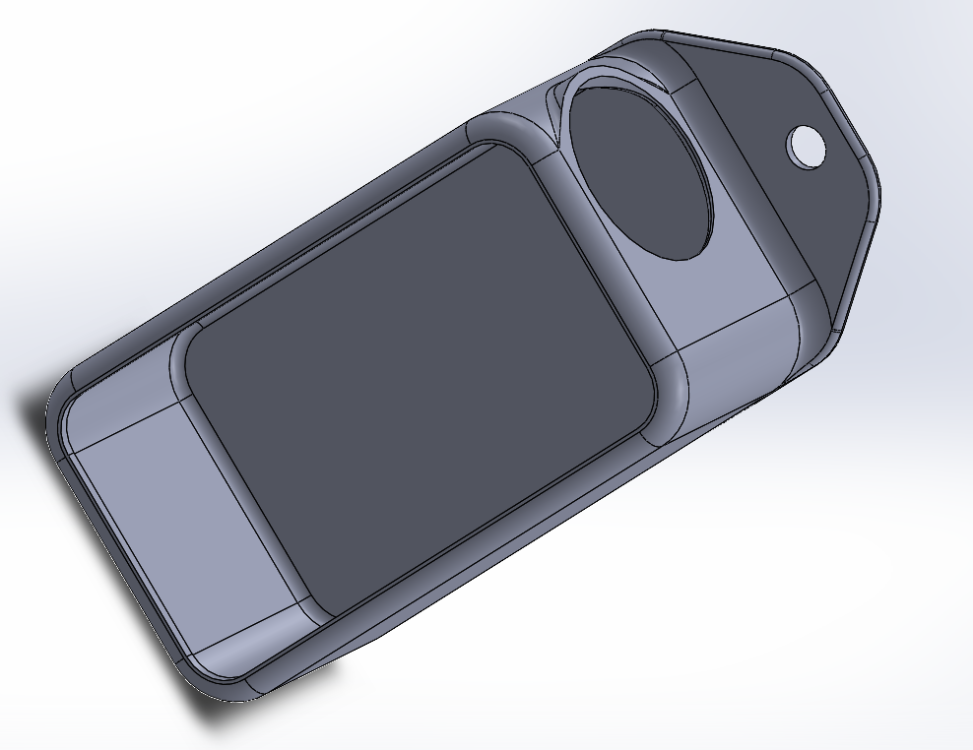
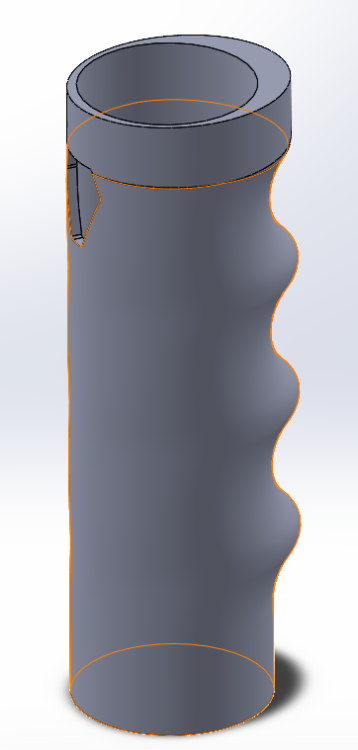
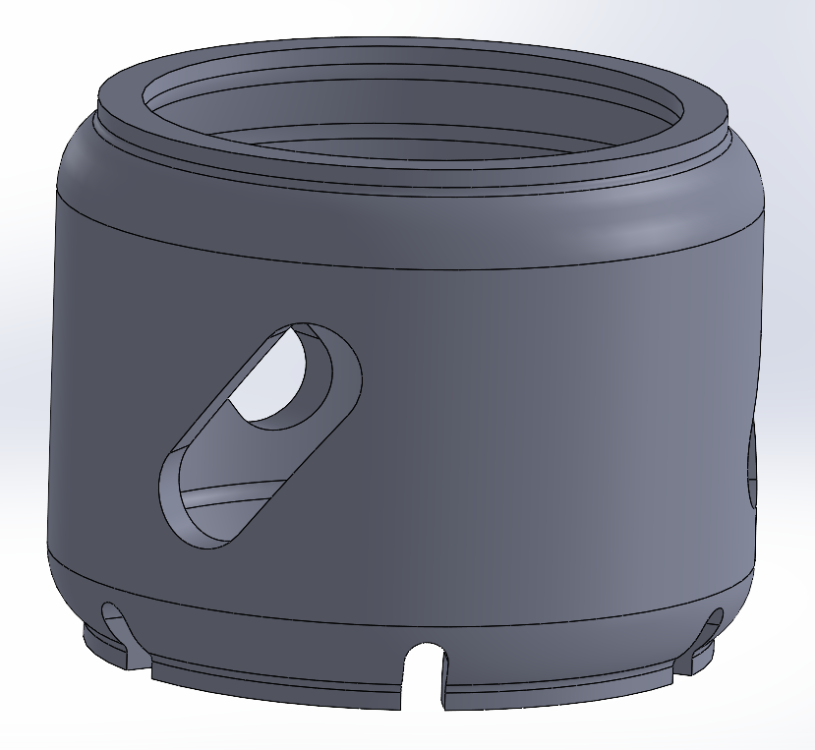
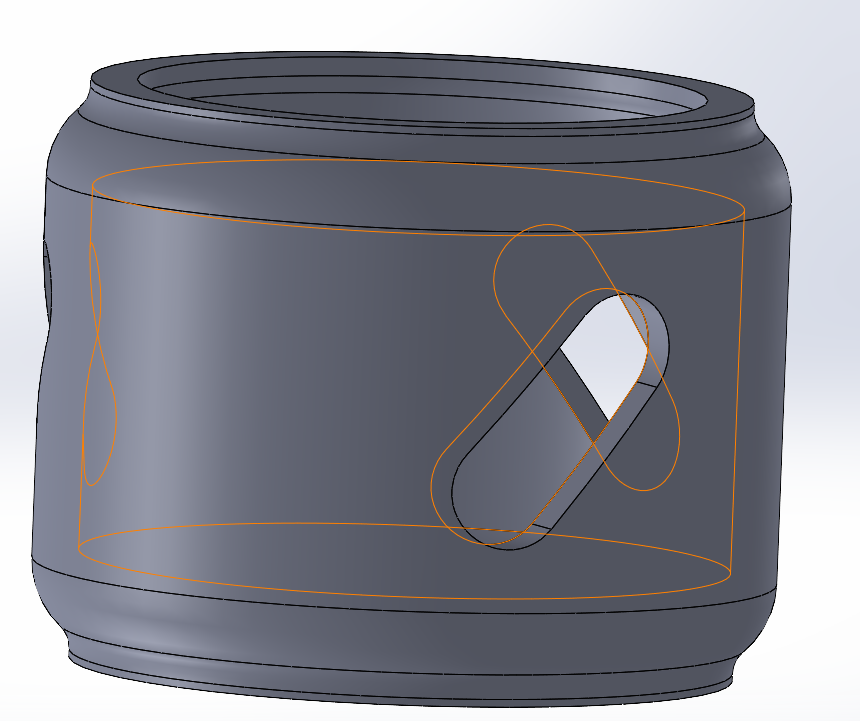
Je vous propose une protection pour votre X-Priv ou votre P25 Stick, à imprimer en TPU on peut l'attacher en bandoulière. Son défaut, c'est qu'en cas de fuite, tout le liquide se repend entre la coque et le boitier Pour le Stick, afin de le charger, sans le sortir, il faut juste l'éteindre, le tourner d'un demi tour, et de pousser au fond, pour avoir le port visible. J'ai délibérément laisser un espace au fond, afin de mettre un bout de mouchoir ou autre pour absorber le liquide en cas de fuite. Prochainement, je m'attache à en faire une pour mon Rigel. Protection TFV.zip protection P25.zip

 1 point
1 point -
Bonjour, Personne n'étant parfait, je vapotte aussi. Mais suite à une chute, et surtout à la casse d'un réservoir, j'ai créée une protection pour mes clearomiseur TFV12 (compatible avec le TFV9). Ils sont ajourés pour mieux gérer les niveaux de remplissage. La version 2 est échancrée pour permettre une meilleur insertion. Ils équipent maintenant tous mes clearomiseurs. Protection TFV.zip Je rajoute pour le même prix un stand pour stocker vos TFV et les remplir. Bien sur pas besoin de retirer la protection. Stand remplissage.zip

 1 point
1 point -
Si l'extrudeur est en plastique ne cherche pas et remplace le par son upgrade en aluminium. C'est la maladie de toutes les imprimantes creality. L'extrudeur plastique finit par casser un jour ou l'autre Édit : au passage si tu as un lecteur micro Sd commande une ralonge micro SD vers SD standard. Cela evitera de casser le lecteur micro sd de la carte mère et permet d'utiliser une SD plus facile à manipuler et plus solide1 point
-
Bonsoir bravo pour ces tests et ce compte rendu. C’est très intéressant. Je n’ai jamais imprimé de l’ABS et encore moins du HIPS que je ne connaissais même pas et c’est très instructif. Chapeau bas. JM1 point
-
Félicitations pour la qualité de ton test et du compte-rendu.1 point
-
Tu es un grand malade . Plus sérieusement je pensais qu’après « «smoothing » la résistance à la traction notamment serait supérieure, ce que tes test contredisent. Je pensais qu’un léger smoothing améliorait la fusion des couches. Comme quoi ! Par ailleurs comme tu l’as dit, tes paramètres d’impressions ne sont peut être pas les meilleurs pour le Hips. En général en chauffant moins on obtient plus de brillance, par contre en chauffant plus (dans la limite du raisonnable) on obtient des pièces plus résistantes aux efforts avec une meilleure cohésion des couches. Ensuite la quantité et le type de pigment dans tes matériaux changent également la constitution de ces derniers, par conséquent comparer des filaments de couleurs différentes biaise je pense aussi un peu le test, même si les résultats restent exploitables.1 point
-
si c'est ton filament habituel d'impression et que tes impressions sont longues, oui ça vaut le coup d'investir une vingtaine d'euros dans un tube coupe chaleur (heatbreak) bi-métal. Rien de plus rageant que de perdre une impression longue à cause d'un bouchon au niveau de la tête d'extrusion. pour les cheveux d'ange, tu peux testé à 235°, cela devrait améliorer les choses. Si cela ne passe pas, tu peux remonter d'un degré à chaque fois, ça se joue parfois à 1 degré près.1 point
-
Si ça passe en garantie c’est clairement pas une bonne opération, et peut-être aussi pour montrer que la marque améliore les pannes connues …1 point
-
From the album: Voron01
Imprimante 3D VORON 0.1 black-red - Dragon hotend ST - MGN9 rail for X axis · Kirigami bed mod - Umbilical PCB mod - Heluflon wire harness - RaspberryPi Zero2W - Filament SOVB3D ABS Rouge - Modern spiral planter : https://www.printables.com/fr/model/225251-modern-spiral-planter1 point -
Le plus simple et probablement le moins coûteux serait de couper le câble juste avant le «sertissage» puis le dénuder de quelques millimètres, re-sertir avec une nouvelle cosse et finalement remonter en vissant bien (pas comme un malade non plus).1 point
-
Pour ton deuxième défaut il s’agit je pense de la couture qui doit être en aléatoire (c’est à dire le point de démarrage d’une couche). On peut l’atténuer ou la cacher (paramètre trancheur qui permet de définir sa position ou la mettre en aléatoire) dans un angle mais sur une pièce cylindrique difficile de la masquer pleinement. On peut également jouer sur la retraction en fin et/ou début de couche ainsi que sur le cabotage et la distance d’amorçage de mémoire (selon trancheur).1 point
-
Salut @bp006 270° c'est énorme pour du PETG, c'est plutôt vers 240° voire un peu moins. Ça explique déjà les cheveux d'ange. De plus, ton tube ptfe ne résiste pas au dela de 240° donc tu vas le bruler rapidement, ce qui provoque la réduction de son Ø interne et donc des bouchons. Si tu imprimes principalement du PETG, il sera nécessaire de changer ton tube coupe chaleur par un bi-métal (cuivre-titane).1 point
-
Le bon terme c'est "direct" et c'est de son propre chef .1 point
-
En fait c'est marrant beaucoup de gens confondent les deux villes, alors que Briançon a dix fois moins d'habitants que Besançon. Cela agace particulièrement les gens de la mairie de Besançon il y a aussi la blague t'enlèves la cédille ça fait une ville de con1 point
-
Je viens de finir la rédaction, et j'ai fait un sommaire, chaque partie est assez courte hahaha Besançon -> Bisontin / Bisontine Briançon -> Briançonnais / Briançonnaise ... tu dois aimer bâcher les gens de mon coin en fait je m'en fou je suis originaire de Nancy1 point
-
Ce n'est ni pour t’embêter ni pour me faire plaisir, mais c'est une réalité, lorsque c'est trop long presque personne ne lira ton test complètement. La meilleure solution, à mon avis, tu fais un vrai résumé concis avec tes conclusions et en dessous, pour ceux qui veulent des précisions tu développes l'ensemble de tes tests (comme cela tout le monde y trouve son compte). Bon courage cher Briançonnais1 point
-
idem chez moi depuis la version 5.0 de Cura, un état de surface dégradé par rapport aux versions 4.xx. J'ai amélioré les choses en décochant pas mal d'options actives par défaut autorisant des rétractions pour tout et n'importe quoi...1 point
-
Ouaouhhh, je ne m'attendais pas à une réponse aussi rapide. Merci les gars, En effet c'est bien la micro carte SD qui était défectueuse. Je l'ai reformatée et tout est rentré dans l'ordre. J'ai enfin réussi ma première impression 3D. Merci encore Du coup j'ai lu avec intérêt les tutos indiqués. Merci encore Le fichier gcode est celui fourni avec l'imprimante. Je n'ai fait aucune modif sur l'imprimante d'où mon étonnement. La solution était bien de reformater la carte SD en Fat32. Merci pour ta réponse.1 point
-
La meilleure méthode c'est que tu sois plus concis. Si tu en écris trop, personne ne lira la totalité donc ton travail n'aura servi à rien. Nul intérêt de mettre une flopée de photos, mais uniquement les plus explicites, idem pour les textes simples et courts1 point
-
Un point que j'avais oublié, j'ai regardé sur Youtub le test en Français des Frères Poulain concernant la SnapMaker 2. Ils ont émis des points positifs et des critiques (ce qui n'est pas fréquent). voir ci-dessous En regardant la présentation de l'Artisan, les points négatifs énoncés ont été corrigés: temps de changement du plateau et de la fonction, écran pouvant poser des problèmes, complexité de l'enceinte. Donc je trouve que cette bécane a évolué intelligemment et pas seulement à l’esbroufe comme dans de très nombreux cas.1 point
-
Petit Evoli imprimer sur ma CR-10
 1 point
1 point -
Merci beaucoup. Je te rassure pas que des figurines, les trucs qui aident au quotidien ça marche aussi. Tu as des exemples d'impressions techniques ? Dans un second temps nous irons dans le lycée de mon regretté fils pour aider aussi à concevoir ce qui peut aider les enfants et ados avec handicap grâce à la 3d.1 point
-
Perso quitte à changer l'ESC, je passerais en brusless avec un une petit combo variateur + moteur.1 point
-
Ok c'est noté pour la prochaine fois @ JC1 point
-
J'ai aussi la menuiserie comme hobby principal mais dans les très fines épaisseurs le bois n'est pas utilisable : trop fragile. Et le métal, très résistant lui, est beaucoup plus compliqué et dut à travailler. Quand on n'a pas besoin d'une résistance élevée, le plastique est alors un parfait intermédiaire. Et nos machines des outils géniaux pour les adapter à nos besoins ... Un truc con, mais rien que de pouvoir faire des rondelles avec des épaisseurs et des diamètres à la noix m'a déjà sorti de nombreuses situations pénibles. Leur modélisation prend 2mn et l'impression à peine plus1 point
-
Alors... je suis un peu d'accord avec tous les arguments J'arrive à modéliser mes petites pièces, et je les créé avec un logiciel que j'ai programmé moi-même... ...alors évidemment, il manque des fonctions, et souvent c'est quand j'ai besoin de faire une pièce que ça me pousse à programmer la fonction manquante et à y passer parfois beaucoup de temps. Une fois le nez dans le code, dans ma "lancée" je fait des fonctions complètes avec plein de paramètres, et parfois je ne réalise pas la pièce car finalement j'en ai plus besoin ou j'ai bricolé un truc plus simple entretemps Quelle perte de temps... mais en fait non... le plus intéressant, c'est le plaisir de réussir à programmer la fonction manquante, puis éventuellement de réussir à fabriquer l'objet. C'est souvent comme ça avec les passe-temps, on met en avant l'argument "économique" du faire soit-même ou de la pièce impossible à faire mais en réalité on s'amuse surtout à réussir des petits défis que sont la modélisation et l'impression . Car après, l'objet imprimé, même s'il est "utile" on l'oublie un peu... (genre je ne vais pas admirer tous les jours mes ruptures de charge de condensats) Après, ce que je voulais dire, c'est que l'impression 3D m'a permis plus de choses, mais que si je ne l'avait pas, je me serais débrouillé autrement. Les possibilités nouvelles combinés à la plus grande facilité (par rapport à l'usinage) font aussi qu'on peut faire des pièces que sinon on aurait acheté tout fait ou adapté d'une autre façon. Parfois, je fait des choses réellement "utiles" en impression 3D (genre une pièce sur mesure pour un besoin concret qui auraient été faites nettement moins bien autrement voir pas du tout) Parfois aussi, je cherche un pretexte pour utiliser mon imprimante 3D alors que ce n'est pas vraiment nécessaire Il y a aussi, dans les pièces "inutiles" ou décoratives, le plaisir de l'avoir fait soi-même. Il existe des tas de figurines toutes faites dans le commerce avec non seulement une belle peinture mais en plus des vêtements en tissu, pourtant les gens font eux-même des figurines. Même sans savoir modéliser, on peu choisir la couleur, la matière, l'échelle, ce qui permet d'avoir un objet unique. Dans un cadre plus professionnel des paramètres plus sérieux entrent en ligne de compte (prix, caractéristiques mécaniques sur le long terme, responsabilité juridique, ...) et parfois le résultat de l'analyse est décevant, comme le fait que du matériel à usage puisse apparaître comme meilleur choix pour une application particulière. Un de mes clients qui gère la logistique de pièces détachées pour l'électroménager avait investit dans deux imprimantes 3D professionnelles, pour refaire à la demande des pièces qui ne sont plus disponibles, histoire de permettre à leurs clients de "sauver" un appareil ancien. Pour l'entreprise en question ce projet était une vraie fierté. Il y avait aussi l’espoir de révolutionner le secteur en ayant moins de stock pour les anciennes pièces et de ne plus être obligé de garder des lignes de fabrication longtemps après la fin d'un modèle. Malheureusement, la conclusion était que c'est beaucoup trop cher et en plus moins solide. Dommage, parfois les belles idées restent utopiques. Une réparation faite par un passionné est intéressante car le passionné ne compte pas : - le temps passé à modéliser sa pièce (si elle ne l'est pas déjà) - le temps passé à la fabriquer (avec en plus le cout de l'énergie et des consommables), - le post-traitement éventuel (temps + consommables) - le temps à prendre soin de son imprimante, la place qu'elle occupe versus sa "productivité" Un industriel chez qui tout les aspects sont calculés au plus juste n'a pas la même vision des choses. C'était pareil pour le dépannage d'appareils électroniques : j'étais fier d'avoir réussi à réparer plusieurs appareils en ayant juste à remplacer un petit composant pas cher... mais je n'ai pas compté la main d'oeuvre pour démonter l'appareil, trouver la panne, chercher où acheter la pièce, démonter encore plus pour remplacer la pièce, tout remonter. Même au SMIC horaire, avec les charges, passer une journée ou un week-end pour réparer un appareil coûte plus cher que l'appareil lui-même. A moins que ce soit un appareil très cher, mais il y a le risque de l'endommager encore plus en ratant la réparation... C'est intéressant quand c'est un passe-temps et qu'on a du temps libre. A bientôt1 point
-
@Atch311, si jamais tu as une 103 en carte mère, que tu arrives à la ressusciter, tu peux mettre le firmware chitu d'une 330 et la passer en 400 via le fichiers gcode. Contrairement au marlin "tronxy", on peut changer la taille du bed sur les firmwares chitu.1 point
-
1. L’importance de la carte SD / clé USB Les recommandations de base à suivre sont les suivantes : Carte ou clé de marque reconnue (Ex : Sandisk, Kingston) Capacité max 32 Go (Pour stocker des fichiers G-Code c’est déjà bien suffisant) Formatage -> Système de fichiers FAT32 / Taille d’unité d’allocation 4096 octets Fichiers G-Code stockés sur le répertoire racine Pas de caractères spéciaux ou accentués dans les noms de fichier. Pas de « . » en début de nom de fichier. Pas de nom de fichier de plus de 255 caractères Extensions des fichiers -> « .gcode » ou « .gco » Prendre soin d’éjecter la clé avant de la débrancher de l’ordinateur Tuto en images : https://www.windows8facile.fr/formater-cle-usb-fat32/ @PPACnous dit à propos du formatage que malheureusement nos imprimantes ne lisent que des partitions formatées en FAT32 (voire même en FAT16) avec une taille d’unité d’allocation de 4096 octets. @fran6p précise que ce type de formatage (FAT32, FAT) des cartes SD pour nos imprimantes est lié aux contrôleurs (Atmega / STM / …) de leur cartes mères Pour les extensions des fichiers G-Code @PPAC mentionne qu’il existe aussi « .g » par exemple pour les fichiers « auto0.g » de 0 à 9 qui se trouvent normalement exécutés au démarrage de la machine si présents et si le « autostart » et activé dans le Firmware. Sauf contre-exemples où ce n'est pas « auto0.g » mais « dagoma0.g » mais on reste sur de l'extension « .g ». Il semblerait y avoir aussi des extensions du genre « .gx » pour certaines machines (Flashforge) Retour au sommaire1 point
-
Je croyais l'avoir mis ! Hop en PJ ^^. Je met aussi la version sans tube PTFE mais chez moi il ne fonctionne pas avec du PLA flexible (peut-être à cause du diamètre), pourtant c'est exactement la même base et ça épouse parfaitement les roues et poulies. Mais avec la version PTFE, le tube PTFE permet de gagner encore quelques millimètres ou dixièmes de millimètre à la sortie du point de contact des roues, c'est peut-être ça. Bien penser à figer le tube PTFE dans l'extrudeur avec des points de colle. Extrudeur TPU avec PTFE.stlExtrudeur TPU sans PTFE.stl1 point
-
En te lisant je me suis dit : "pas bête, comme un simple accordeur" ... Puis après quelques secondes il m'est venu un détail qui me gène beaucoup : une corde d'instrument à des caractéristiques très précises, qui rend le système fonctionnel ... Mais il en manque une dans le cas des courroies : la longueur libre ! Si la longueur de courroie que tu fais vibrer (entre les deux points fixes : chariot et une poulie par exemple) est différente, tu auras un son différent : pour reprendre l'idée de la guitare (ou de n'importe quel instrument à cordes), quand tu appuies sur une corde, ta pression ne change pas la tension plus que ça, mais ça change la longueur qui rentre en vibration, et c'est ça qui modifie le son (plus c'est court, plus le son sera aigu). Donc pour que ce système fonctionne, il faut 'gratter' les courroies à un endroit où elles ont la même longueur entre deux points d'appui.1 point
-
Je compile un nouveau firmware avec ces pilotes: firmware-20210106-171048.bin Après avoir flashé un nouveau firmware, n'oublie pas de remettre à zéro l'EEPROM via le menu du boitier «Restore settings» (= M502 + M500). Le résultat de la compilation :
 1 point
1 point