Classement



Contenu populaire
Contenu avec la plus haute réputation dans 03/10/2022 Dans tous les contenus
-
Étant curieux, je vais attendre que les heureux possesseurs de cette machine arrivent à la fin fin du temps de vie garanti du projecteur DLP. La source étant en fonctionnement environ 1/3 du temps de cycle d'une couche, les 20.000 heures d’illumination représentes 60.000 heures d'utilisation de cette imprimante, donc avec une utilisation quotidienne de 5 heures, on aura une confirmation dans environ 30 ans. Allez à bientôt.4 points
-
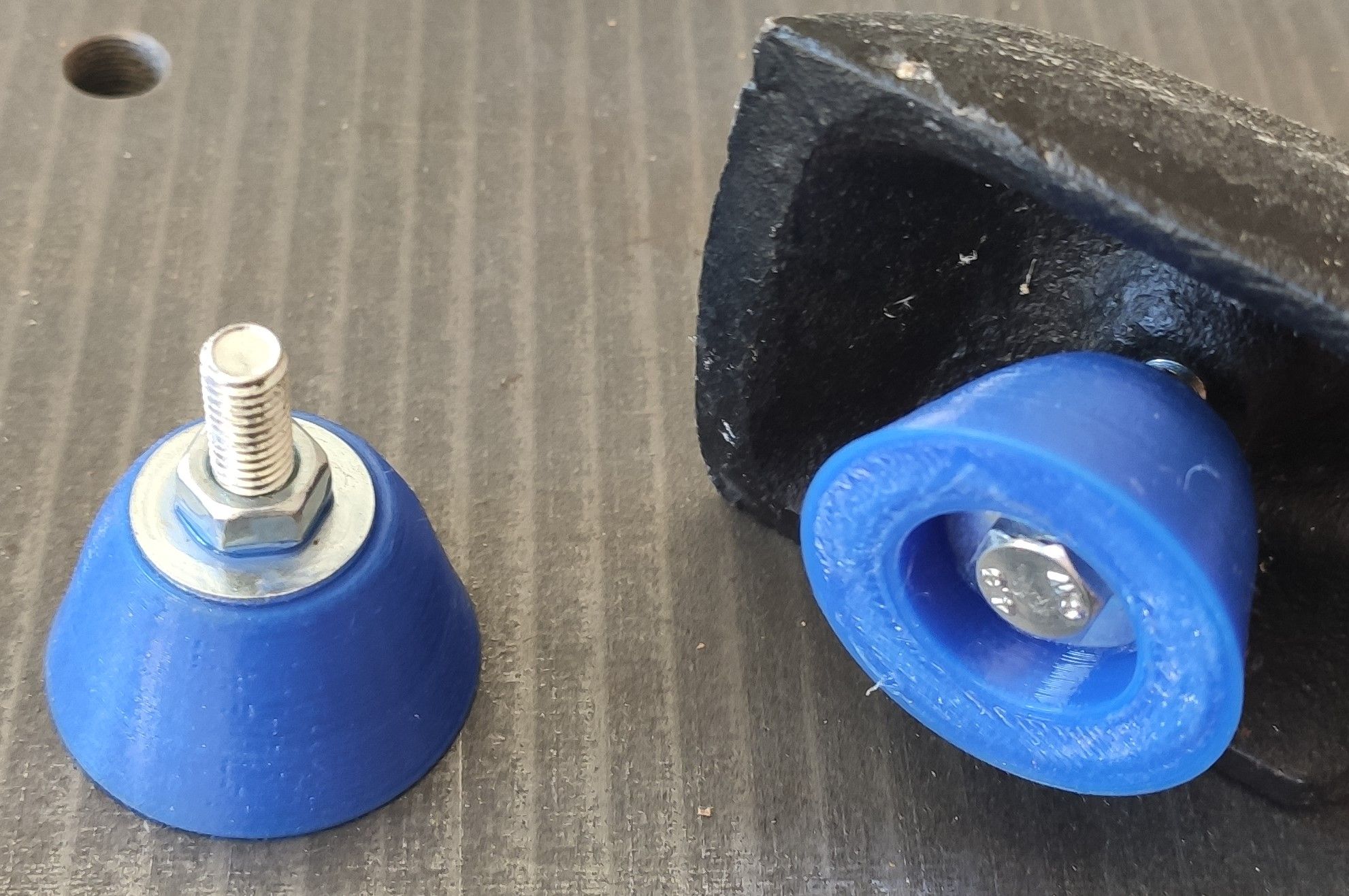
Bah actuellement l'établi est sous une fenêtre ... alors je vais éviter d'y planter quoique ce soit ! Donc pas de panneau au dessus. De toute manière l'ancien panneau était un OSB avec des clous : simple et efficace. Comme d'autres, pas trop de place pour tout bien organiser comme on le voudrait tous. Par contre l'impression 3D m'a servi à me faire des boites pour ranger pas mal de choses : des embouts de visseuse, des forets (les boites d'origine vieillissent mal dans le sac d'outils), des fers de toupie, disques de petite meuleuse, engrenages d'entraineur, etc ... Mais aussi d'autres choses comme des mors pour l'étau, des patins pour les serres-joints, des pieds réglables pour les servantes, des poignées pour diverses machines, etc ...




 4 points
4 points -
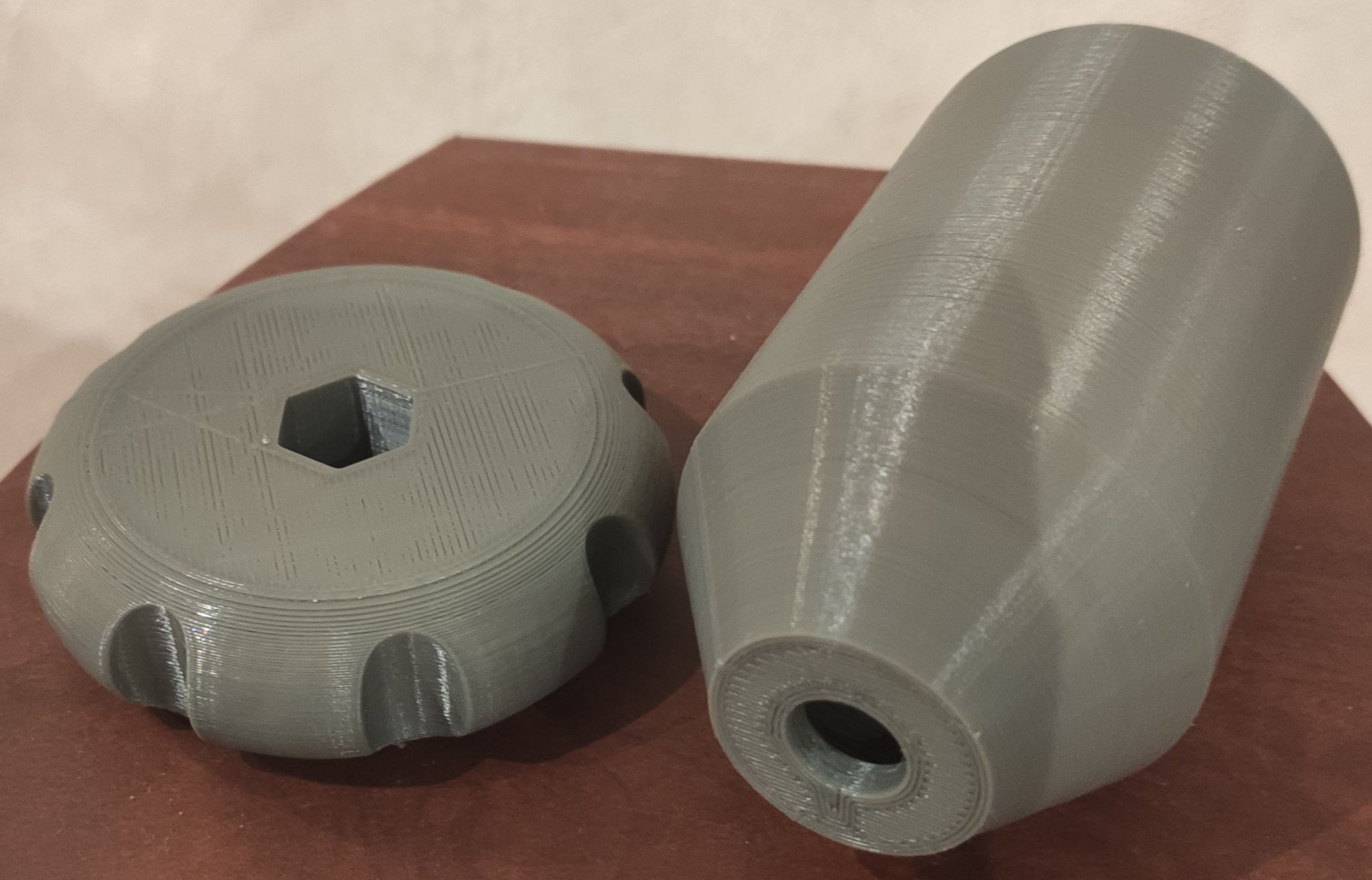
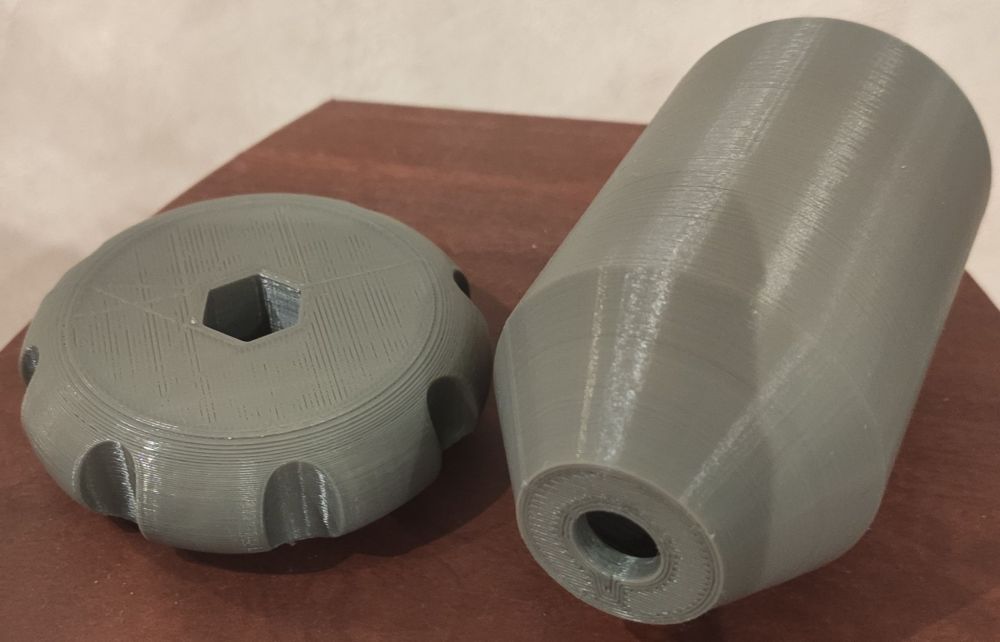
Si les boutons ne sont pas cassés mais juste collant pourquoi vouloir les imprimer ? un bon décapage, apprêt, peinture noir, décalco pour les inscriptions et vernis mat pour protéger le tout...3 points
-
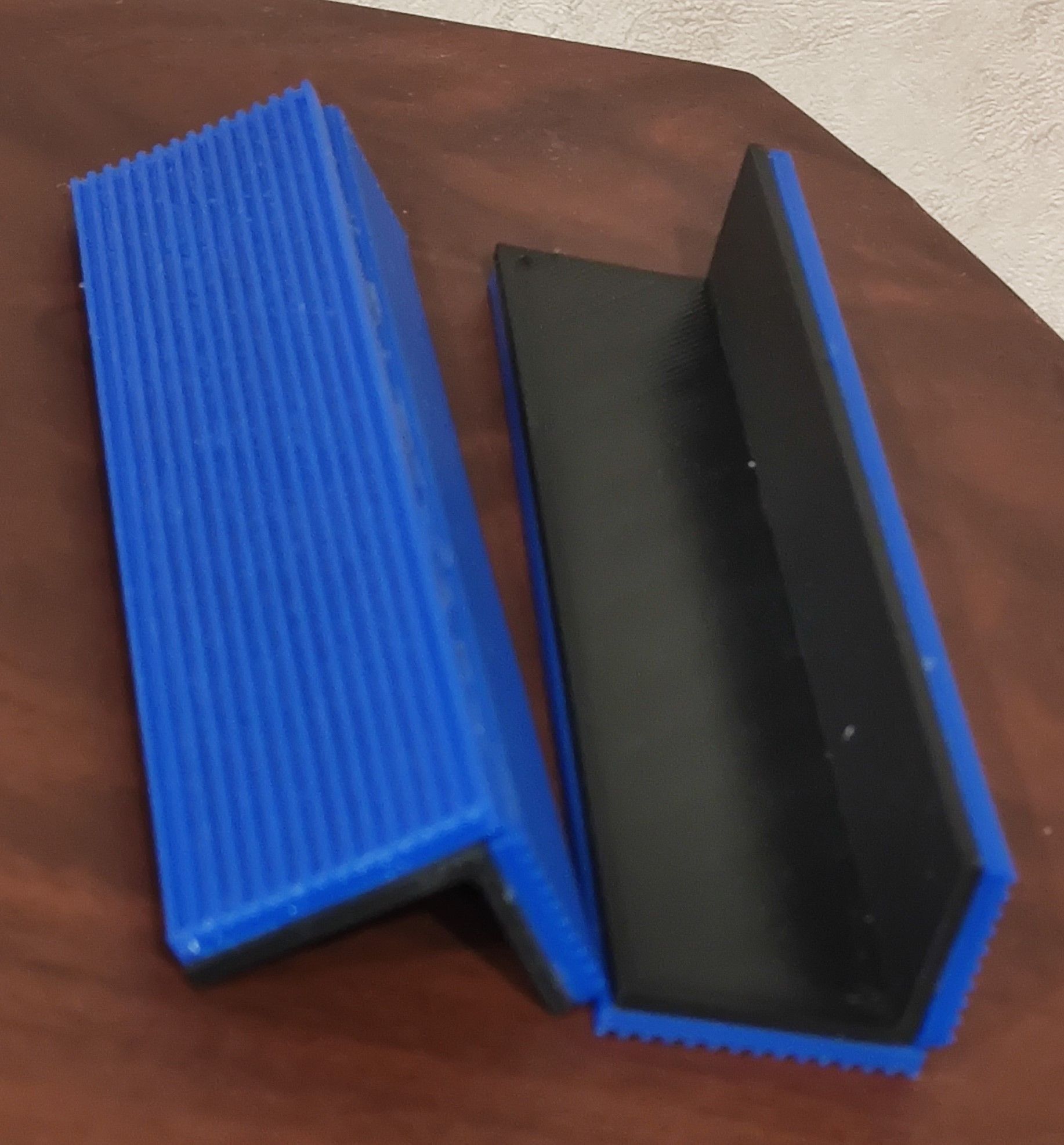
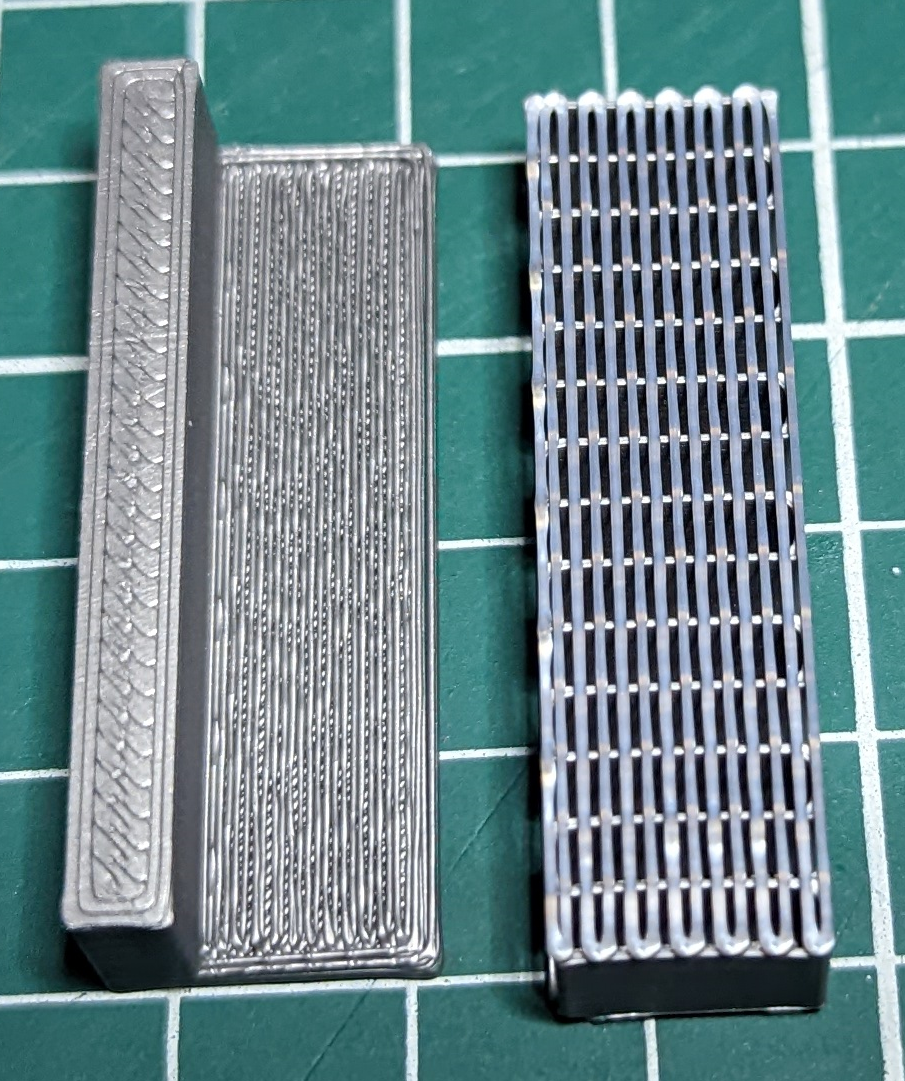
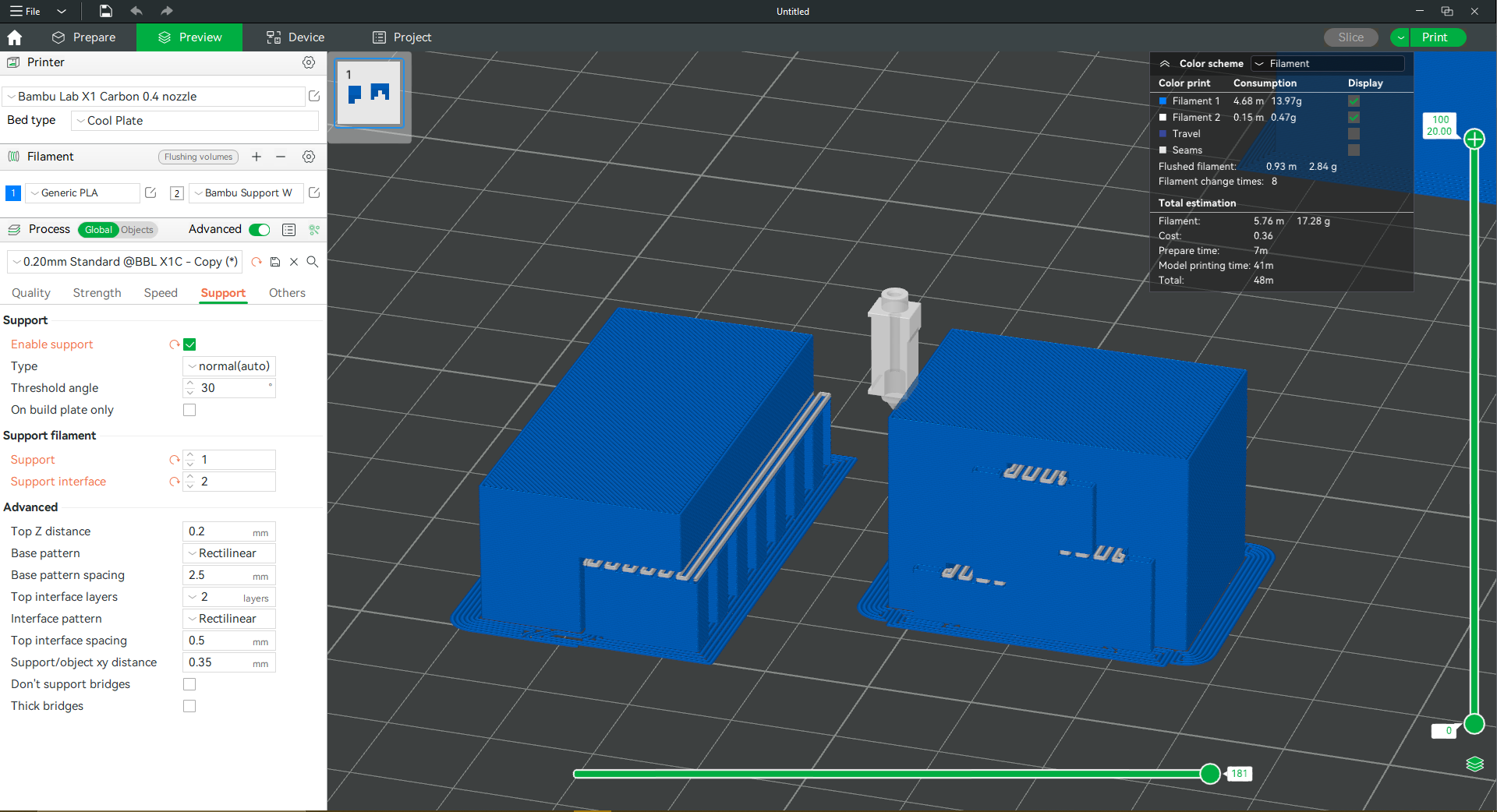
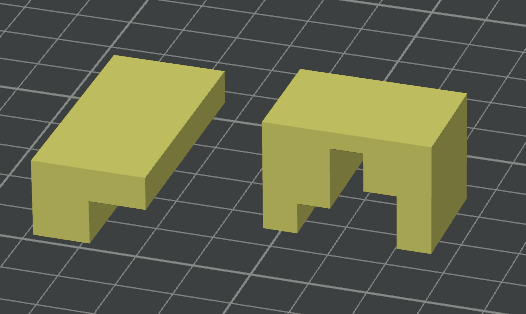
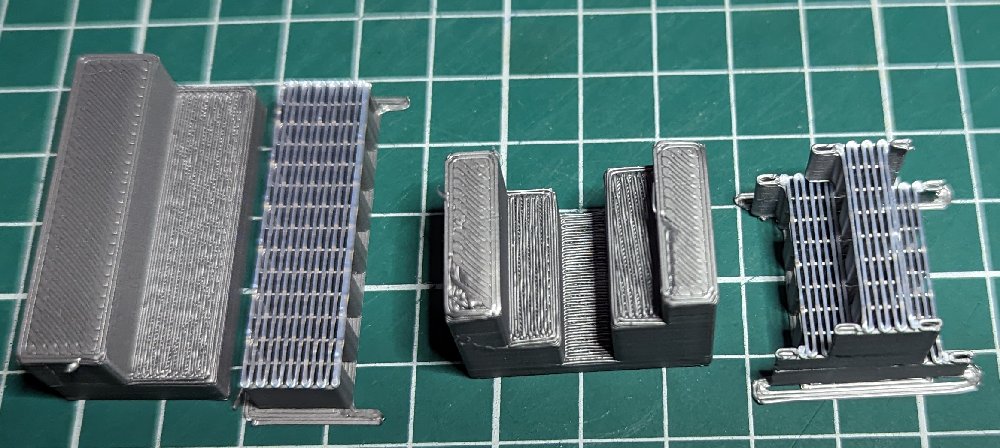
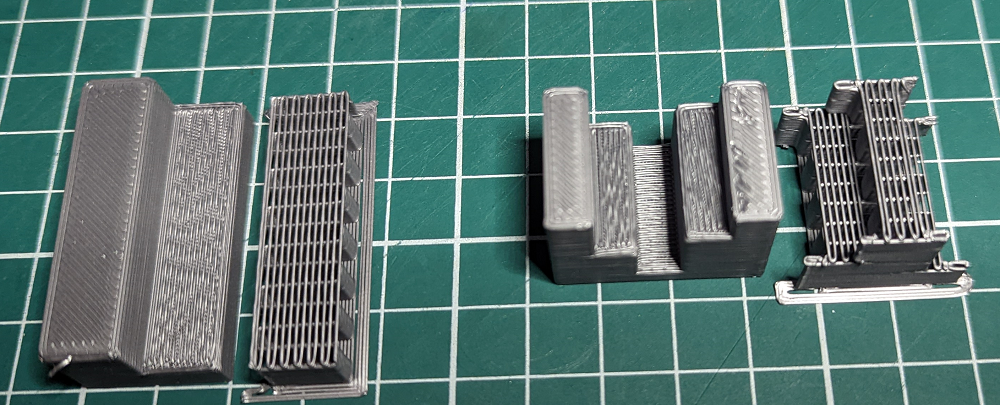
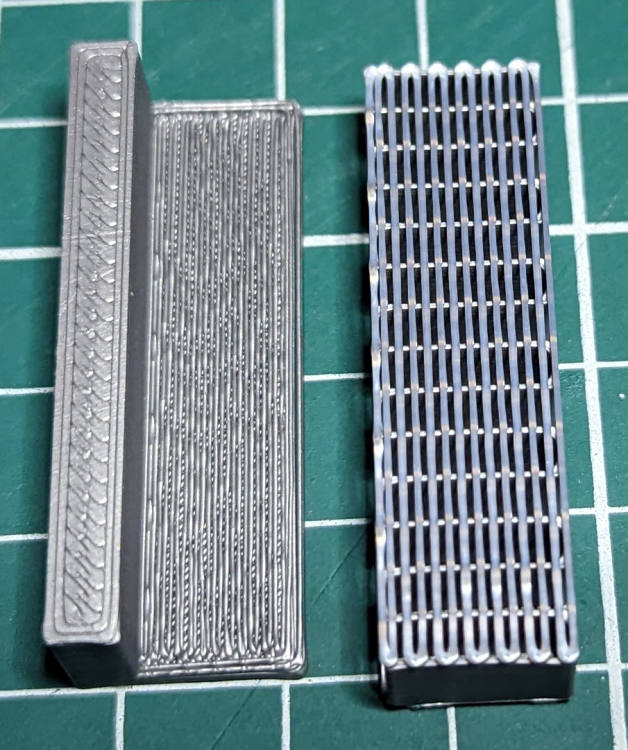
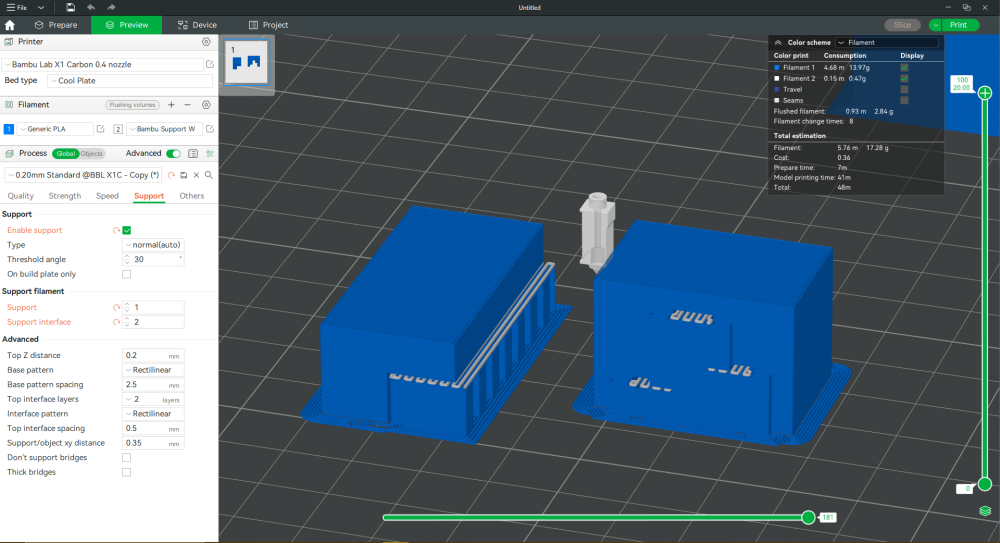
J'ai fait quelques tests rapides avec le filament support, et ça a l'air vraiment pas mal ! J'ai fait deux pièces de test pour tester un cas simple et un autre cas un peu moins simple : Pour la génération des supports je l'ai laissée par défaut dans les deux cas, c'est à dire avec une distance de 0.2mm entre le support et l'objet. Visuellement il n'y a pas trop de différences, cependant les supports avec le filament support se sont décollés lorsque j'ai détaché les pièces du plateau alors que les autres sont restés accrochés, j'ai dû les enlever à la main. La première image montre les pièces avec le filament support (on voit le filament blanc qui fait l'interface) et la deuxième montre les pièces tout en PLA : J'ai ensuite retenté en mettant une distance de 0.1mm, et bien que les supports ne se soient pas décollés en décollant la pièce du plateau, je n'ai eu aucun mal à les retirer, même moins que pour les pièces tout en PLA avec une distance de 0.2mm. J'essaierai à l'occasion de mettre 0 mm de distance pour tester, mais en tout cas mes premiers tests basiques m'ont bien convaincu, même si j'ai passé plus de filament dans la purge que dans l'impression des supports. D'ailleurs pour l'anecdote ce filament se comporte assez différemment du PLA lorsqu'il est purgé, il ne va pas faire une sorte de tas de filament enroulé mais plutôt un gros boudin qui va se solidifier lentement à l'extérieur tout en gonflant de l'intérieur. À gauche on voit une purge de PLA, à droite un morceau de purge de filament support et au milieu la transition entre les deux filaments : Côté slicer c'est assez simple mais pas très intuitif, il faut ajouter un second filament et, dans l'onglet support, dire quel numéro de filament correspond au numéro du filament support. Après ça tout se fait tout seul en fonction des paramètres saisis. Si jamais vous souhaitez plus de tests avec des modèles plus complexes (qui sont assez rapides à imprimer malgré tout), envoyez-les moi, je veux bien faire le crash test pour vous.

 3 points
3 points -
J'ai commandé la boiboite de Prusa pour mettre une MK3S au chaud (il y a déjà un mois donc livraison prévue en novembre). Je suis allé lire les commentaires de ceux qui l'on reçue et montée, Ils sont tous très satisfaits sauf un: Krawzsenek David le mois dernier Rien ne s'aligne, c'est manifestement un travail bâclé sans aucune attention aux détails. Les trous sont décalés de plus d'un centimètre, et il n'y a aucun moyen de les ajuster sans percer. Je pense que l'on est en face d'un champion de l'assemblage, je serais curieux de le voir monter une cuisine Ikéa.2 points
-
Dixit la théière jaune.2 points
-
[ mode vieux con on] pourquoi cette mode de l"'enclosure" ? alors que une enceinte ou un caisson font parfaitement l'affaire en bon françois ? Pourquoi on se "spare" dans du franglais alors que rechange existe depuis des lustres ? [mode vieux con off] bande de Geeeeeeeeeeeeeeeeeeeeeeek !2 points
-
Confirmation que oui
 2 points
2 points -
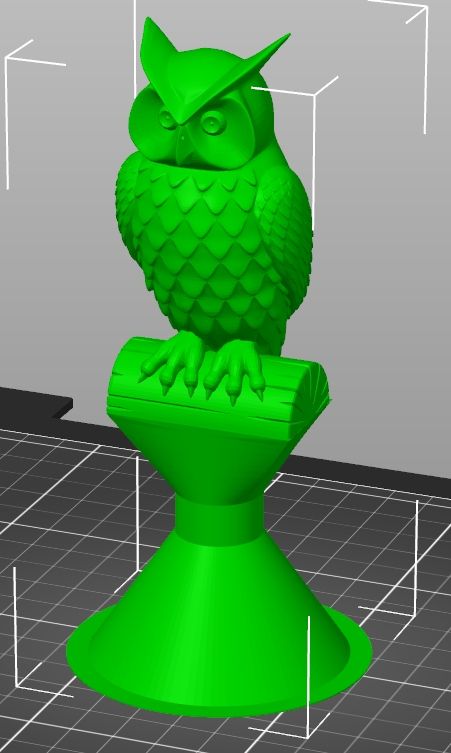
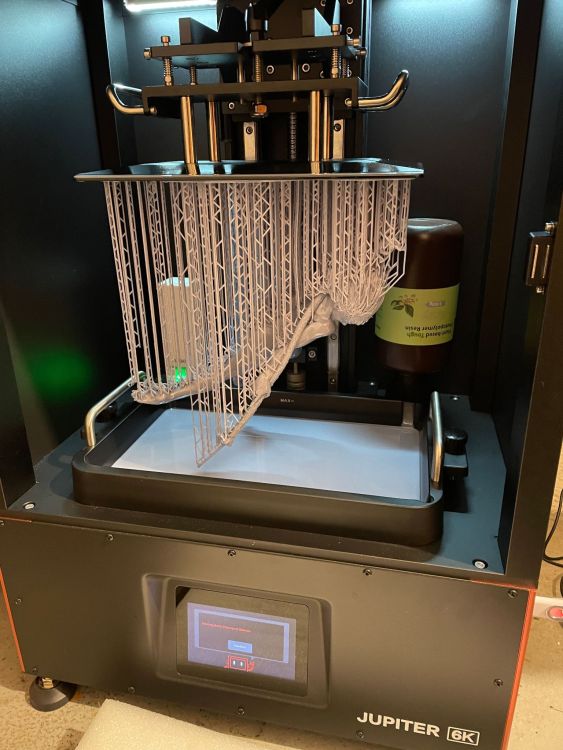
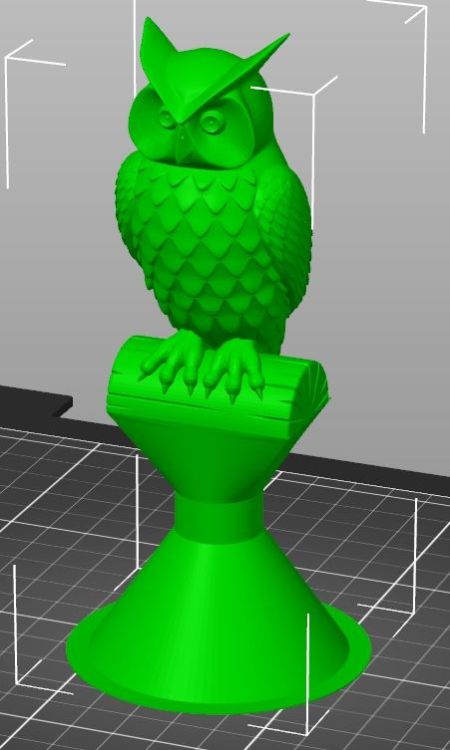
youhou mon 2e print (réussi ...) avec cette machine ! problème de supports qui n'ont pas tenu sur un pied, donc ça donne un truc un peu dégueu, mais si la statue est posée ça ne se verra pas. Par contre, pas de secrets pour que ça tienne, j'ai utilisé de la colle (Monocure plateband), le leveling a été fait sans que la feuille puisse bouger (et à mon avis c'est très voire trop serré sur un angle). Mais le résultat le raft a tenu, c'était même dur à décoller, donc ça fait pas envie d'utiliser de la colle tout le temps. Elegoo m'a répondu aujourd'hui, ils proposent de m'envoyer un nouveau plateau et 1 bouteille de résine. Suis pas sûr de ne pas en être plutôt 2 kg de résine utilisée pour les tests ...
 2 points
2 points -
En combinant les réponses de @KpDp_3D, @Savateet @jmarie3Dvous devriez trouver Un b… m… => u… b… a… c… Bonne soirée à tous2 points
-
A force de lire les messages des makers inventifs de ce forum, des start-up veulent faire comme nous: IMPRIMER DES PIÈCES DE RECHANGE
 1 point
1 point -
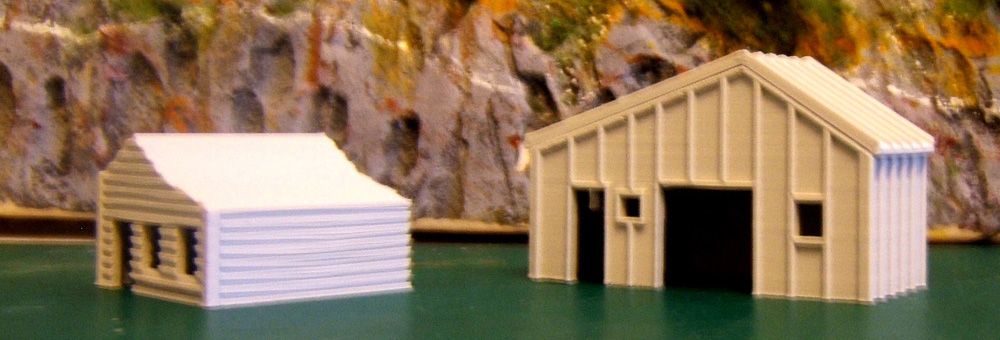
Bonjour à tous, Cette année j'ai de nouveau participé aux Journées du Patrimoine pour faire une démonstration de fonderie, avec un modèle imprimé en 3D L'an dernier, nous avions expérimenté avec succès la fonderie à mousse perdue. J'ai voulu tester le même principe, mais avec une pièce imprimée en 3D en ABS en lieu et place du modèle en polystyrène. Une des particularités de l'impression 3D « FDM » est de produire des pièces avec un remplissage en nid d'abeille, qui sont à la fois solides et peu denses. Cette faible densité pouvait laisser espérer un résultat similaire à celui obtenu par la fonderie à mousse perdue avec une pièce en polystyrène. J'ai donc imprimé un modèle de figurine en ABS (remplissage de 10%, hauteur de couche 0.20mm), avec la masselotte. Le modèle a été lissé ensuite avec de la vapeur d'acétone. Sur place, le modèle a été enduit de barbotine réfractaire et poreuse pour permettre l'évacuation des gaz dus à la combustion de l'ABS et isoler le métal en fusion du sable de moulage. Le modèle est alors placé dans une caisse avec du sable très fluide, qui doit être vibré. Lors de la vibration, un couvercle avec un poids est placé sur le sable pour maintenir une certaine pression dans l'ensemble. Pendant la coulée, le métal en fusion devrait brûler rapidement l'ABS et prendre peu à peu la place de celui-ci. Les gaz produits par la combustion s'échappent sur le dessus du moule. En pratique, ça n'a pas fonctionné. Malgré le remplissage en nid d'abeille, les gaz produits par la combustion de l'ABS ont été trop importants et ont empêché le métal de descendre au fond du modèle. Il existe des filaments 3D « castables » spécialement conçus pour cet usage, mais ils sont plus chers et ne permettent pas le lissage par vapeur d'acétone. Heureusement, les autres pièces réalisées avec la méthode traditionnelle étaient toutes réussies ! A gauche le modèle qui a servit à faire un moule sable, à droite la pièce après démoulage, il reste un peut de finition au niveau du plan de joint : Retrouvez toutes les photos ce ces Journées du Patrimoine à Montagney-Servigney ici : http://electroremy.free.fr/18092022JourneesDuPatrimoine/ A bientôt











 1 point
1 point -
Un rapport avec Renault F1 La fameuse yellow teapot (turbo) 1977.
 1 point
1 point -
Je passe ... car avec mon histoire de paf le chien, j'ai pas le niveau ...1 point
-
1 point
-
Entièrement d’accord avec toi, j’ai l’impression que les personnes qui utilisent ce type de langage veulent se la jouer. dans mon cas, j’ai repris l’intitulé de la boîte sur le site du fabricant, par facilité. (Je vais copier dix fois: c’est une boîte) c’est une boîte rien qu’une boîte c’est une boîte rien qu’une boîte c’est une boîte rien qu’une boîte c’est une boîte rien qu’une boîte c’est une boîte rien qu’une boîte c’est une boîte rien qu’une boîte c’est une boîte rien qu’une boîte c’est une boîte rien qu’une boîte c’est une boîte rien qu’une boîte c’est une boîte rien qu’une boîte et je n’ai pas triché.1 point
-
Hello, je vois bien 3 possibilités. 1) possible que ton capteur de remplacement fonctionne à l'envers du Tronxy et tu peux tenter de l'inverser avec le code Chitu ci-dessous: ; Type de contacteur du détecteur de filament (0 identique au XYZ, -1 inverse au XYZ) M8029 P-1 2) Soit tu le désactives purement et simplement avec ce code Chitu: ; Activer le détecteur de filament ( 1 activé et 0 désactivé ) M8029 D0 3) Soit tu ouvres le boitier d'origine et tu change le contacteur par un autre du même type et avec ouverture/fermeture dans le même sens. Ça reste un vulgaire contacteur à lamelle, ça doit se trouver sans trop de difficulté.1 point
-
c'est un vieil armagnac voir un vieillard maniaque ........... peut être l'avare1 point
-
Bonjour bonjour alors on fait je faisais nimp , désolé je débute dans le domaine… effectivement quand je fais un +20 sur le x il part à gauche, c’est donc à cause du firmware ? Car avant je n’avais pas me soucis EDIT: j'ai essayé un firmware d'un certain Jyers, E3V2-BLTouch-3x3-v4.2.2-v2.0.1.bin ça a l'air de fonctionner, je testerai une impression dans la semaine Merci pour votre aide1 point
-
Salut, C'est ça que tu cherches ? : https://www.tronxy.com/product/broken-material-detector/ Pour 12,99 $ il sera à toi ! https://www.tronxy3dprinter.com/products/tronxy-diy-3d-printer-kit-part-filament-sensor1 point
-
Il semble pas mal du tout ton fichier de config pour le BL Touch si il fonctionne bien comme endstop, tu peux essayer un PROBE_CALIBRATE pour lz zoffset Etapes : Lancer un G28 Déplacer le tête au centre du plateau Lance PROBE_CALIBRATE Une fois qu'il a fait son test : Feuille de papier et réglages avec la commande TESTZ TESTZ=-0.1 pour descendre de 0,1 par Exemple une fois que le réglage est ok : ACCEPT et SAVE_CONFIG -> ça va te rajouter des lignes en ## à la fin du fichier, il faudra faire attention à ne pas les virer Pour faire un mesh du plateau : BED_MESH_CALIBRATE sans paramètres BED_MESH_CLEAR pour virer le mesh pour le sauver : BED_MESH_PROFILE SAVE=<nom du profil> pour le charger : BED_MESH_PROFILE LOAD=<nom du profil> pour le virer : BED_MESH_PROFILE REMOVE=<nom du profil>1 point
-
L'étau Dremel a également des mors TPU bleus (copieur).1 point
-
Bonsoir pommeverte Voilà je vous tient au courant du problème du nivellement auto de ma CR6-SE. C'est la carte sur la tête qui était HS en plus de la carte mère. Tout est OK. Encore Merci Jean Claude1 point
-
Bon, il faut faire 20 heures par jour, dans 7 ans la disponiblité des pièces pour la garantie n'est pas gagnée !1 point
-
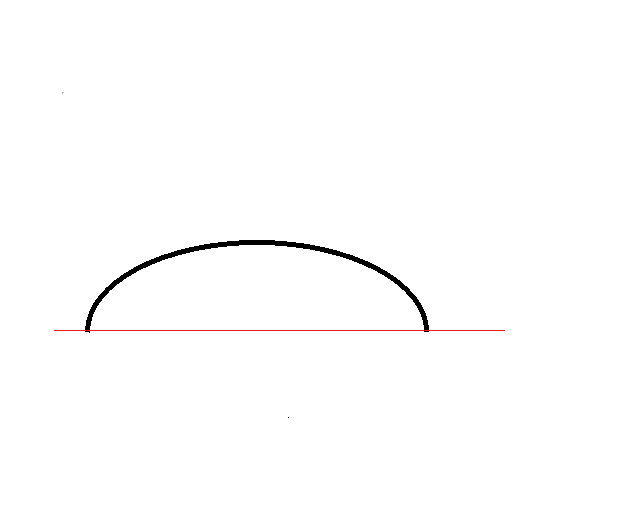
Bonjour, Je n'ai pas fusion, mais je te donne une solution à adapter à ton logiciel. Tu crées dans une esquisse soit un ovale, soit un demi-ovale(ici en noir) avec un axe (ici en rouge). Puis tu fais une révolution de 180 ° ou de 360° autour de ton axe rouge de ta courbe pour créer ton volume.
 1 point
1 point -
C'est magique alors ? Je sors acheter une baguette ->1 point
-
Normalement avec Klipper tu as 2 macros dans le printer.cfg (print_start et print_end) et tu peux mettre uniquement print_start dans le gcode de démarrage de ton slicer et print_end dans le gcode de fin de ton slicer avec toutes les commandes dans les macros (comme ça si tu changes de slicer, ça simplifie bien la vie )1 point
-
En FDM effectivement le lissage peut etre nécessaire, mais il me semble avoir entendu qu'il existait des résines castables pour SLA, je me trompe ? Par contre ca reste plus cher que de l'ABS, mais tu économises le travail post impression.1 point
-
Tout à fait ... y'en a qui ont des trésors et qui l'ignorent !!! Imagine le temps qu'on pourrait passer sur ses 2 pièces ...1 point
-
Bonjour à toutes et à tous La belle est enfin arrivée. 2Mois d'attente. Par contre, elle réponds à mes attentes. Bon courage à celles et ceux qui liront mes posts et qui seront dans la même frustration... Pour info, elle sur @mazon maintenant.(garantie, retour, etc..) Bonne impression @+1 point
-
Bonsoir à vous tous, @PPAC la chaleur (d’où transpiration) en est la cause principale. J'ai eu tord d'utiliser deux fois de suite les mêmes gants. Et c'est le cas de la dire, je m'en mords les doigts Mon "TUTU" est sur le site comme celui là: Mais une question à ceux utilisant la version "CHITUBOX", je me retrouve souvent lors de l'évidage puis le positionnement de supports du sujet avec à l'intérieur d'autres supports. Est il possible d'éviter cela ? Merci à vous pour vos réponses.

 1 point
1 point -
Un bonaparte manchot -> Un bon appartement chaud1 point
-
Bonjour, Merci à tous, concernant le réglage du plateau de L'Ender 3 à force de tourner les 4 molettes je suis arrivé à régler le plateau, j'avais trop l'habitude de Alfawise 30 L'Ender 3 fait des impressions plus fin Après 2 essai voir les photos, Donc très content Cordialement Raoul
 1 point
1 point -
LOL, tu ne vas quand même pas t'excuser pour ma connerie ! Je ne pensais pas qu'elle était si chère ! désolé Sinon le souci si tu achètes une Idex dans l'idée de l'utiliser comme une simple tête, c'est que tu risque bel et bien de ne faire que ça ! Mais comme je te le disais, si tu imprimes de petites choses, le mode dual est vraiment pas compliqué et te fait vraiment gagner du temps facilement. Ensuite avec une machine récente, monter au delà de 60 n'est pas du tout stupide (mais as tu essayé avec ton Ender ?), certes tu ne monteras pas aux vitesses d'une delta, mais tu peux gagner un peu de temps. Sinon suivant tes pièces, as tu envisager de monter une buse plus grosse ?1 point
-
A ta place je tenterais de ne pas passer par le détecteur (filament direct dans l'extrudeur). Pour ne pas que l'imprimante détecte ta traitrise, tu mets un bout de filament dans le détecteur, avec éventuellement un bout de scotch autour du filament si ça passe (au cas ou ton capteur ne soit usé par le passage du filament et s'active quand bien même il y a du filament) pour que le palpeur soit bien repoussé. L'autre avantage de la technique, c'est que le bout de filament est parfaitement immobile. Donc si ça continue de couper au bout de 3mn, c'est que le souci n'est pas sur le palpeur. Petite question : est ce que ton souci survient TOUJOURS au bout de 2 ou 3mn ? (temps fixe) Car si c'est un défaut de palpation, c'est étonnant que ce soit si régulier. Autre question, sur ta machine, sais tu quel technique de détection utilise ton capteur de fin de filament ?1 point
-
Si il n'y a pas d'autre M412 alors non il semble bien placé ... Donc là je sèche. navré.1 point
-
Si tu a bien un capteur de fin de filament, Il arrive que les capteurs de fin de filament fonctionne mal après le passage de filament abrasif qui peuvent avoir rongé le plastique là ou ils frottent et donc avoir créer un jeu qui fait que le capteur capte mal la présence du filament. Il doit probablement y avoir une option pour désactiver le capteur de fin de filament. ( des fois il suffit de le débrancher ) ex un M412 S0 a ajouter au début de ton gcode de démarrage dans le profil de l'imprimante sous ton trancheur ( cf https://marlinfw.org/docs/gcode/M412.html ) ou alors il faut en changer ou le chuinter Si tu n'a pas de capteur de fin de filament là c'est très très louche ...1 point
-
Bon je vais remonter le niveau, ce weekend, j'ai vue un extrait d'une émission (e=M6 je crois, autant j'aimait bien à une époque autant maintenant c'est pas terrible....), en voyant le sujet qui nous disant comment faire des économie sur le PQ, j'ai tout de suite pensée à un document extrêmement sérieux que j'avais trouvé il y a une quinzaine d'années... Bonne lecture: le dictionnaire des crottes LA CROTTE FANTOME: C'est celle que tu sens sortir, que tu vois sur le papier mais pas dans la cuvette... LA CROTTE PROPRE: C'est celle qui sort, que tu vois dans la cuvette mais pas sur le papier... LA CROTTE ETERNELLE: Tu t'essuies, tu t'essuies, tu t'essuies... Mais il en reste toujours sur le papier. Tu décides alors de remonter ton pantalon et de mettre une feuille de papier dans le caleçon pour éviter les traces de freinage... LA CROTTE 2, le retour de la revanche de la suite qui contre-attaque: Tu as fini mais quand tu remontes ton pantalon tu t'aperçois qu'il faut que tu chies encore un peu... LA CROTTE QUI TE FAIT POUSSER UNE VEINE SUR LE FRONT: C'est celle qui te fait forcer tellement fort que tu as peur de la crise cardiaque... LE BILLOT: C'est celui qui est tellement gros que tu as peur de le casser en tirant la chasse. Tu es surpris mais fier que cela vienne de toi... LA CROTTE J'AIMERAIS QUE CA SORTE: Tu veux chier, tu sens qu'elle est proche, mais tout ce que tu as ce sont des crampes et des pets... LE BOUT DE LA CROTTE: C'est celle qui fait tellement mal que tu jurerais qu'elle sort de travers... LA SPLASHEUSE: C'est celle qui sort avec tellement de vitesse ou qui est tellement lourde qu'elle t'éclabousses le cul... LA CROTTE DU LENDEMAIN DE FETE (ou CROTTE AU NAPALM): C'est le liquide jaune brun qui éclabousse toute la cuvette et qui te brûle le cul... LA CROTTE DE LAPIN: Ce sont les toutes petites boules. Certaines coulent d'autres flottent... LA CROTTE SURPRISE: Tu penses que tu vas péter, mais tu réalises que tu vas chier et c'est déjà trop tard... LA CROTTE TIME OUT: C'est quand tu es en train de faire une bonne crotte dans les toilettes publiques et que tu dois t'arrêter car tu ne veux pas que la personne d'à coté t'entende... LA BRUYANTE: C'est tellement bruyant que tout le monde autour rigole... LA MEXICAINE: Elle sent tellement fort qu'elle te pique le nez... LA CROTTE SAUT A L'ELASTIQUE: Celle qui refuse de tomber bien que tu saches qu'elle est sortie. Tu espères qu'en te secouant le derrière elle va se décrocher... L'OXYGENEE: C'est celle qui refuse obstinément de disparaître quand on tire la chasse... Après plusieurs tentatives, et autant de couches de papier qui disparaissent dans la cuvette, on se résigne à la laisser pour le prochain. L'EXTREMISTE: C'est celle qui refuse de tomber dans l'eau, mais adhère aux parois. A tendance à apparaître en l'absence de brosse à chiotte. LA FONCTIONNAIRE: N'arrive qu'au bureau, dure le temps de la lecture de la DH (pages sport) LAST MINUTE: Très courante en période d'examen oraux, ou avant un rendez-vous, se produit a 9H58, lorsqu'on est attendu a 10H tapantes, ceci pour le timing, pour la description, se référer à "LA CROTTE J'AIMERAIS QUE CA SORTE" LE SPECULOOS AU BORD DES LEVRES: Entre toi et la toilette, il n'y a que dix mètres, mais c'est énorme... LA RURALE: Se fait ressentir en rase campagne, lorsqu'il n'y a pas un seul buisson à l'horizon et/ou que l'on a pas de mouchoirs en papier. LA RADJAH RIVER: Liquide serait un descriptif trop faible... on se met à espérer de ne pas éternuer ou péter, au risque de se retrouver dans des Wécés marbrés. Je suis déjà dehors......0 points