Classement



Contenu populaire
Contenu avec la plus haute réputation dans 06/03/2023 Dans tous les contenus
-
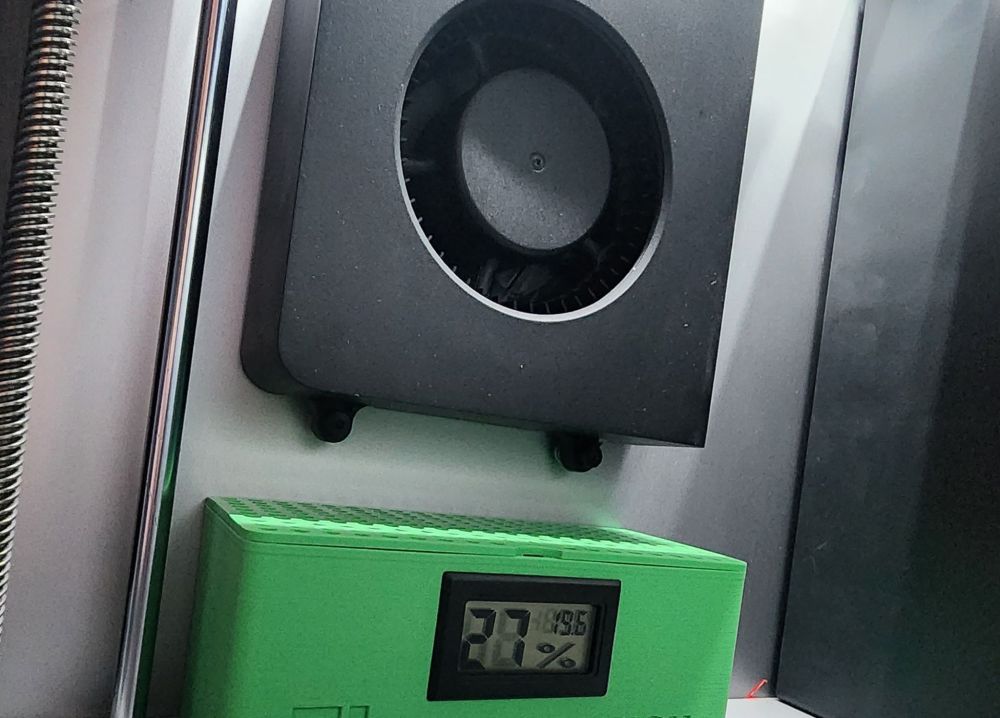
super sujet pour améliorer sa machine, mais je voulais apporter une précision que je n'ai lu nulle part, les machines évoluent, et bêtement quand jai reçu la mienne j'ai imprimé le support de fan intérieur, mais sur la mienne et sur les plus récentes je pense, il est fixé par des vis ! donc pas besoins ! si ca peut évité de vous faire perdre du temps et du filament ! dessous j'ai dessiné une boite sous fusion 360 puis imprimé, pour y mettre des petites billes d'absorbtion d'humidité et un afficheur pas cher et petit trouvé sur ali le rapide.
 4 points
4 points -
Hello, La tige Z doit être libre, par design. Cela pour éviter un hyper-statisme entre les guidages lisse Z et les tiges trap Z. Si ces deux "axes" ne sont pas parfaitement parallèles, ça va forcer ou bloquer. Laisser libre un des deux côtés de la tige trap permet de la mettre comme sur une rotule. En pratique, il suffit de bien aligner la tige lisse et trap en plaçant le chariot au plus bas. On voit directement à l'oeil si c'est aligné au sommet ou pas, et en jouant sur le jeu des fixations moteur on arrive à ajuster facilement. Avec le jeu dans les écrous trap et la flexibilité des matériaux, on est pas au millimètre près. Laisser libre le sommet accentue cette liberté de mouvement. Evidemment, si les axes sont bien alignés, avec ou sans guidage au sommet, ça sera kif kif. Ce qui compte, c'est que le guidage lisse lui, ait le moins de jeu et de contrainte possible. Ca c'est en réfléchissant sur les jeux possibles en XY de l'axe Z. Maintenant si on se pose la question du jeu possible en Z de l'axe Z, la gravité fera que le jeu de l'écrou n'a aucun effet (le fameux backlash), mais quid des coupleurs ressort, qui font rebondir tout le chariot à chaque changement de couche ou Z-hop ? Mine de rien, le poids de l'ensemble du chariot (axe X, moteur X, hotend) repose sur les écrous Z, mais surtout sur les coupleurs Z, puis les roulements des moteurs Z. A méditer.3 points
-
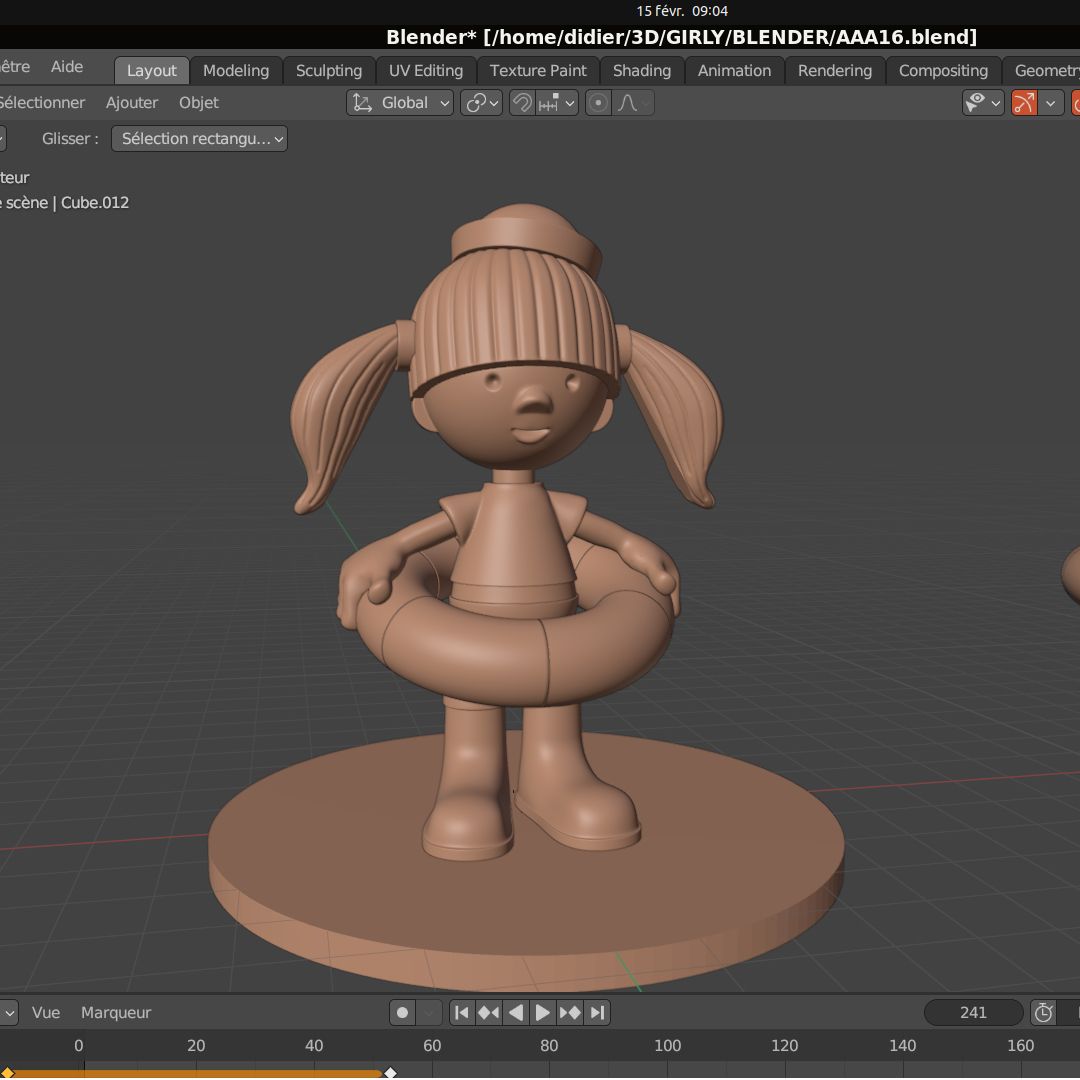
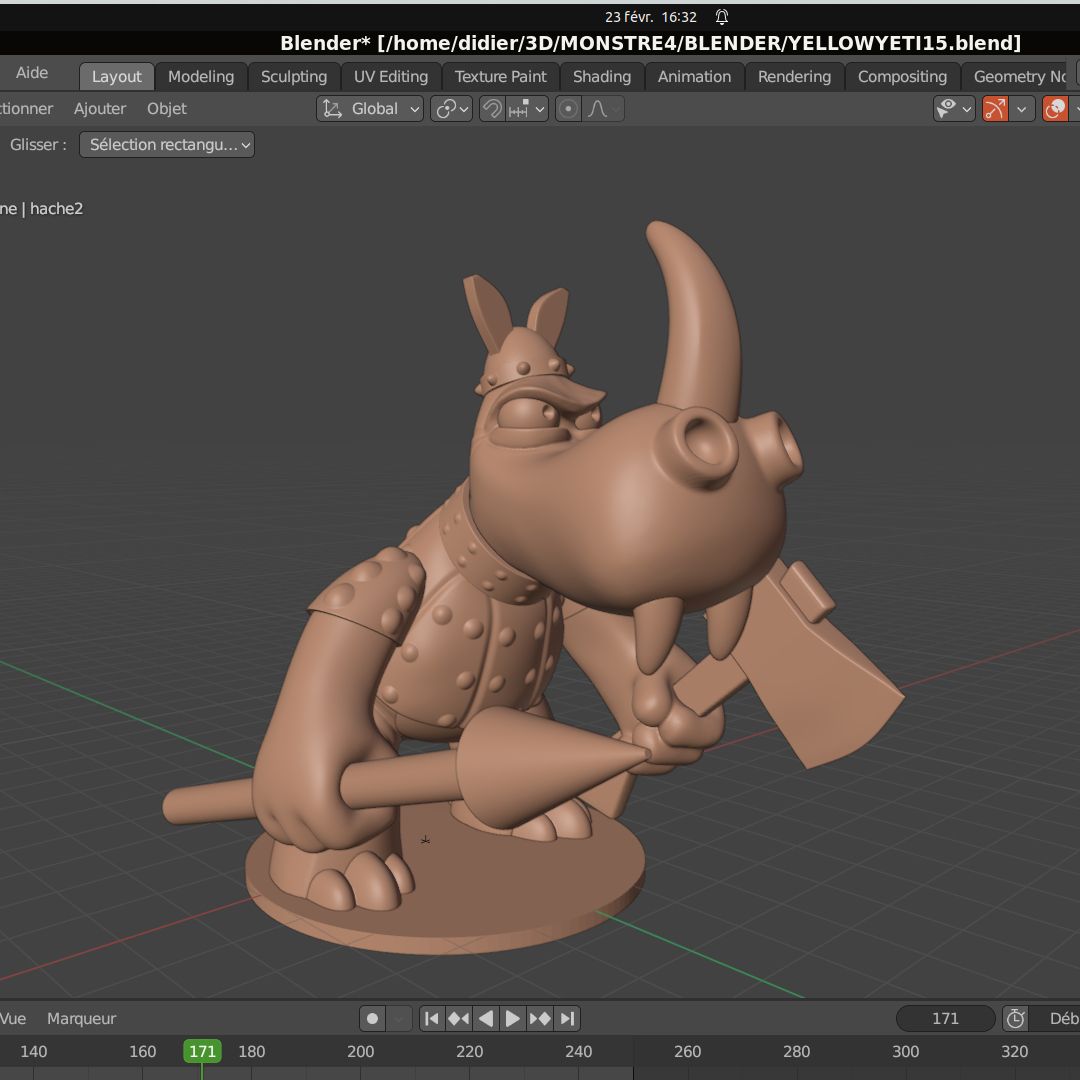
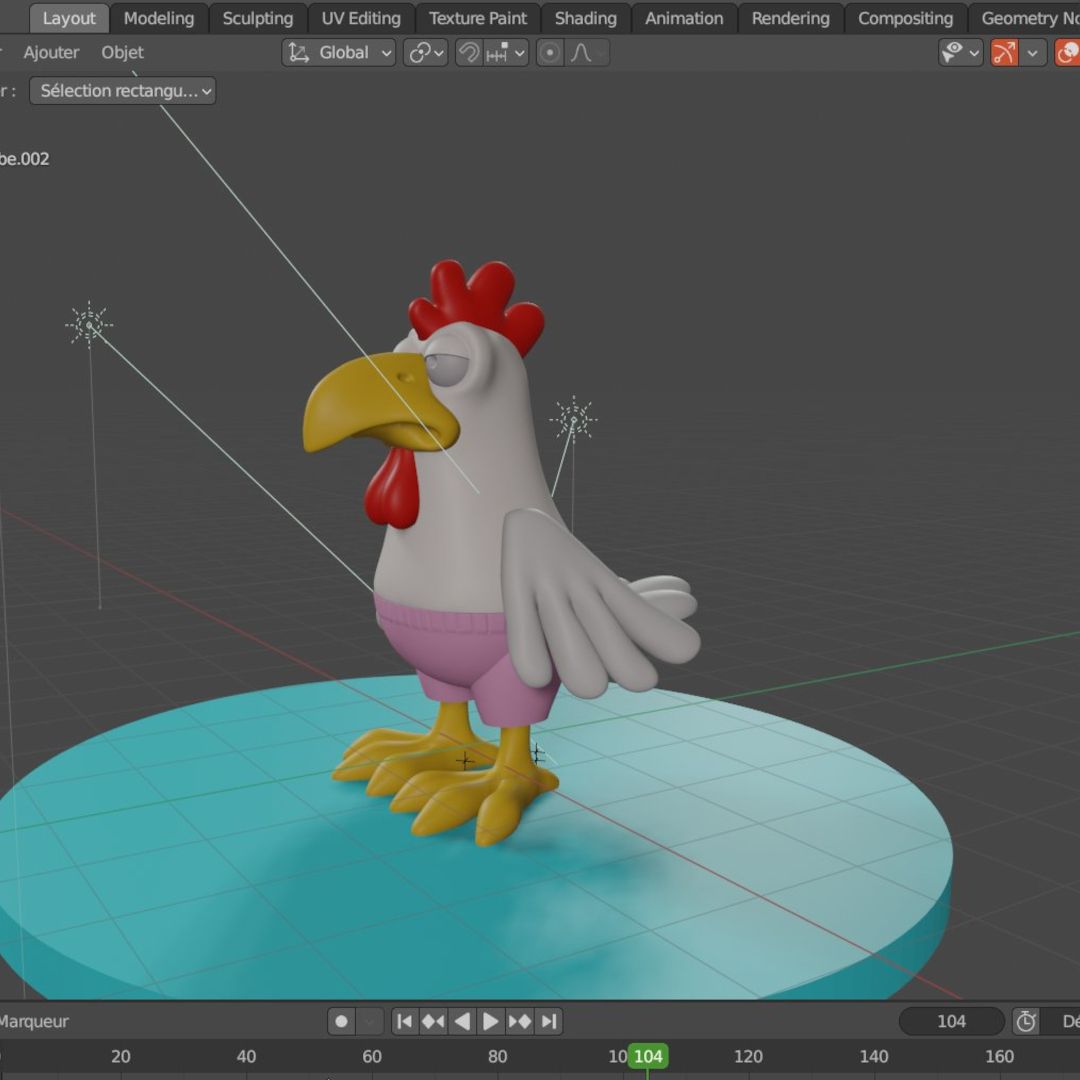
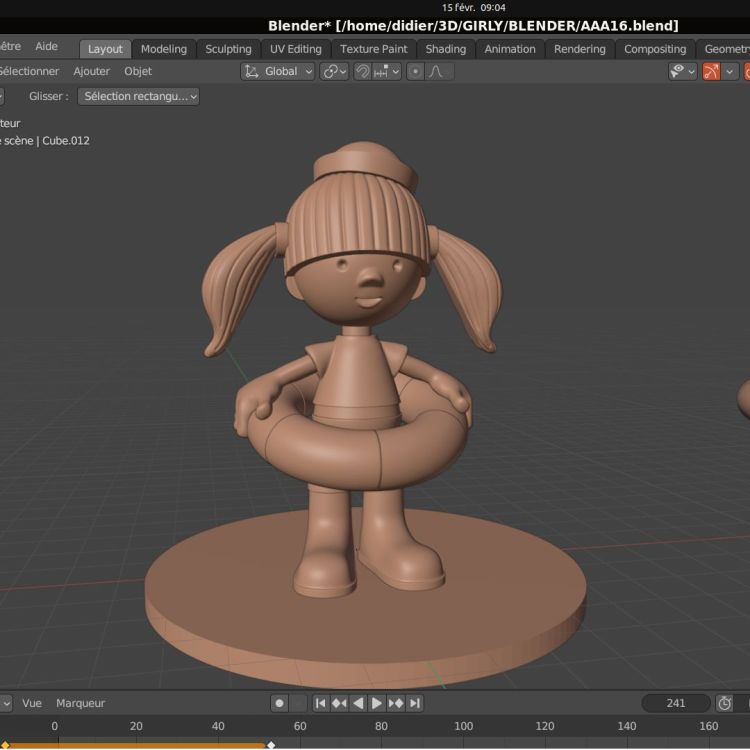
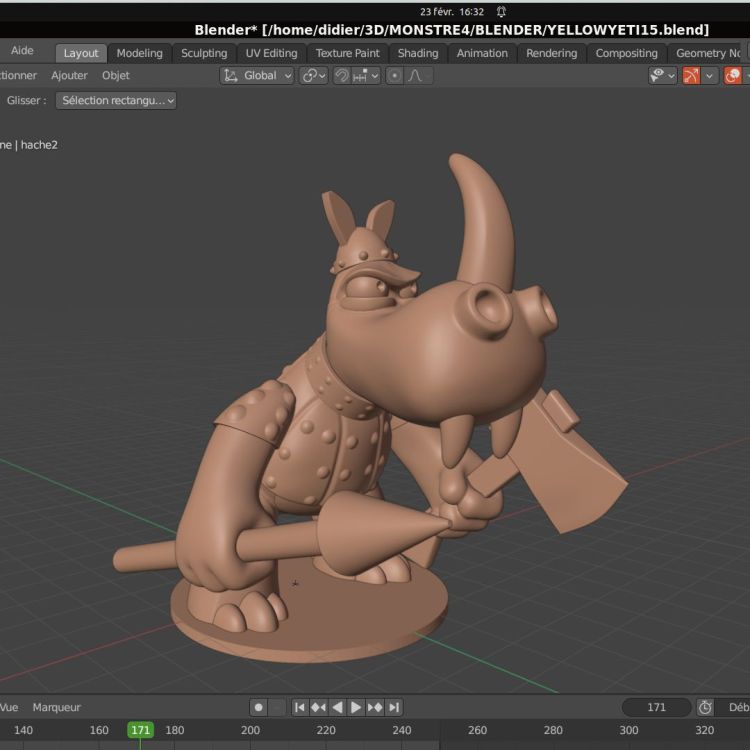
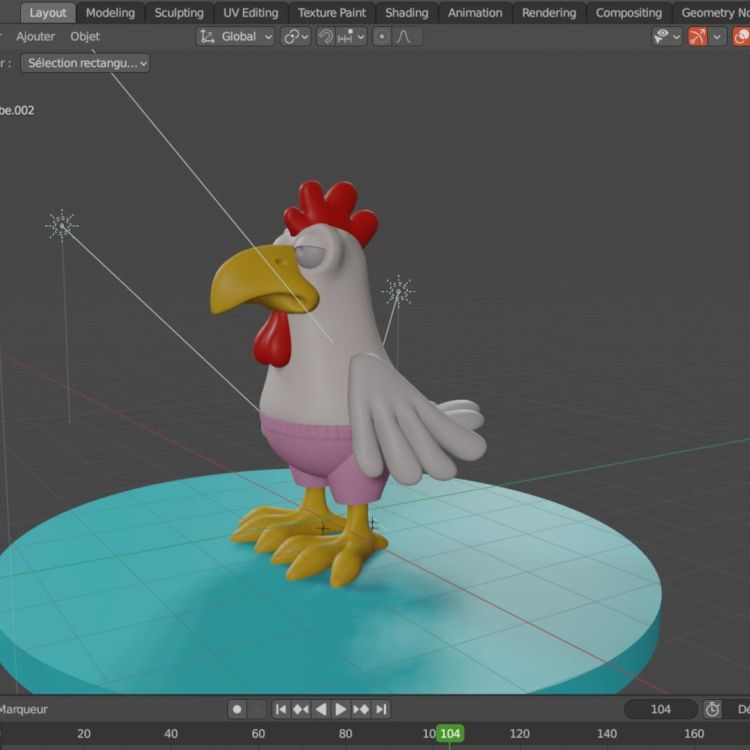
Bonjours à tous, Mes dernières créations... Vamos a la playa...Hauteur 16 cm. El Rino...Hauteur 16 cm. Poules en slip, hauteur 12 cm.







 3 points
3 points -
Salut, Problèmes de riches ! Voici un aperçu d'un forum que je fréquente au titre de mes activités: Toutes les fonctionnalités sont à l'écran ! Impossible d'éditer ses messages ni de les corriger ... bref, le forum des Imprimantes 3D est d'une richesse luxuriante à coté ! Bravo et merci à ceux qui l'administrent et qui avec réactivité le font évoluer ....
 2 points
2 points -
Des vrais créateurs, je n'en connais pas des tonnes ni même des dizaines. La grande majorité des gens utilisent ce qu'elles ont appris ou au mieux font de petites améliorations suivant des schémas simples. Je pense que nous les vrais inventeurs de génies, nous sommes des exceptions enviées par la terre entière. En toute simplicité et très sincèrement, je souhaite que vous n’éleviez pas de statuts de ma personne, que vous n’émettiez pas de billets banques avec mon profil et enfin, merci de ne pas remplacer Marianne par mon buste dans tous les édifices publics français. Seule concession que je suis prêt à accorder à l’humanité, serait que dans les lieux de culte je sois associé au Dieu local à image égale. PS : je ne pense pas que ChatGPT soit capable d’ironiser ainsi.2 points
-
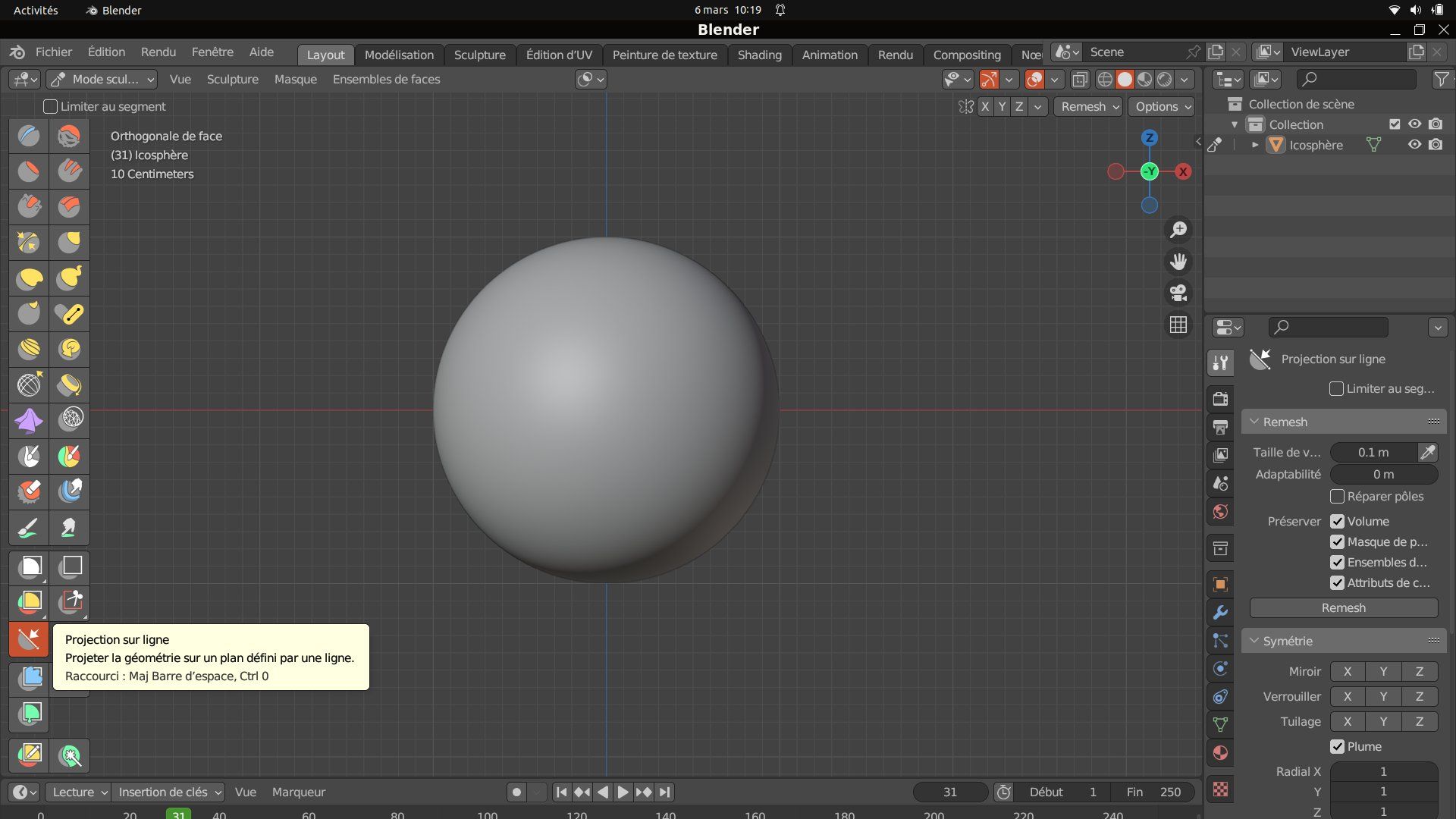
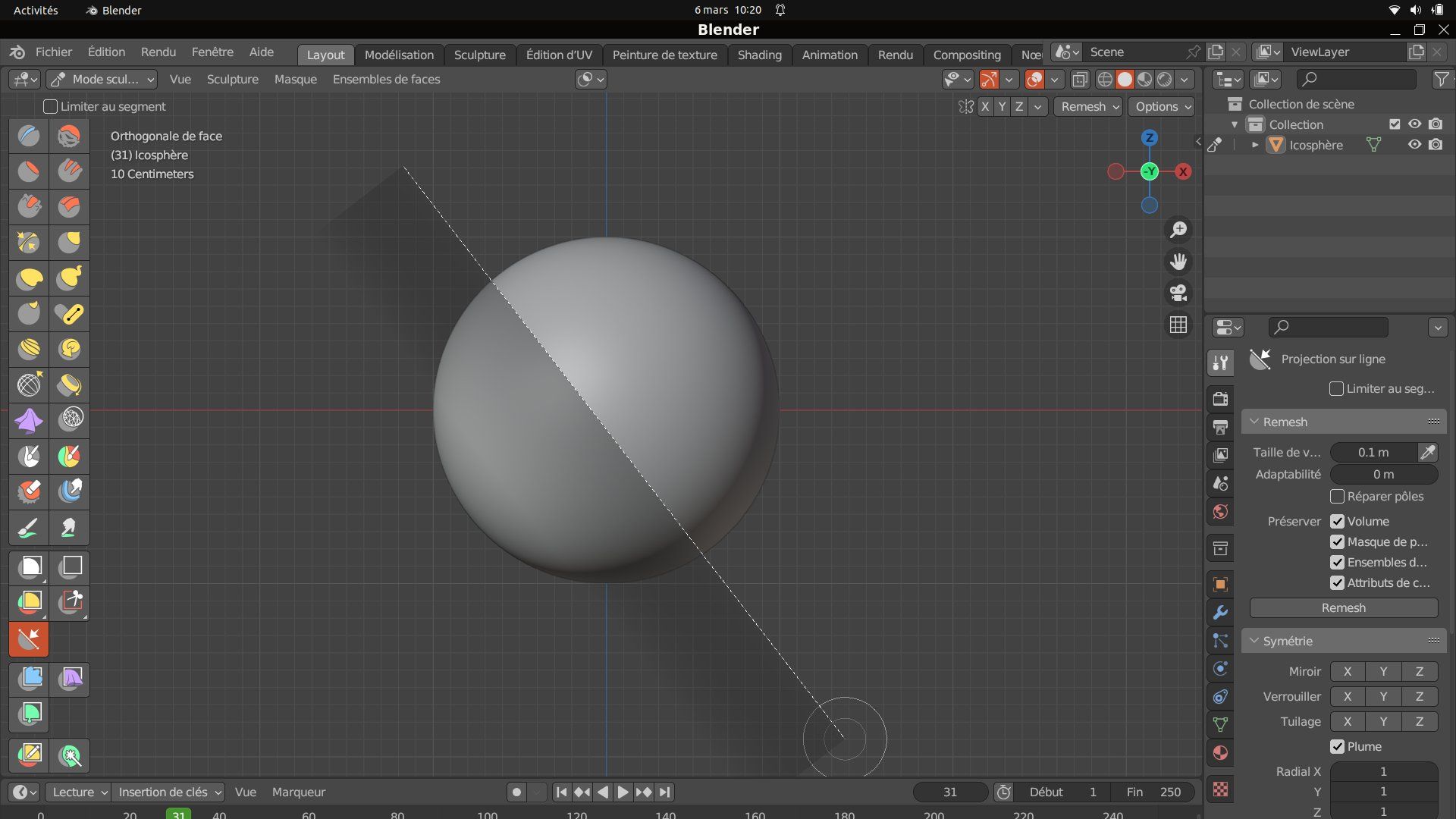
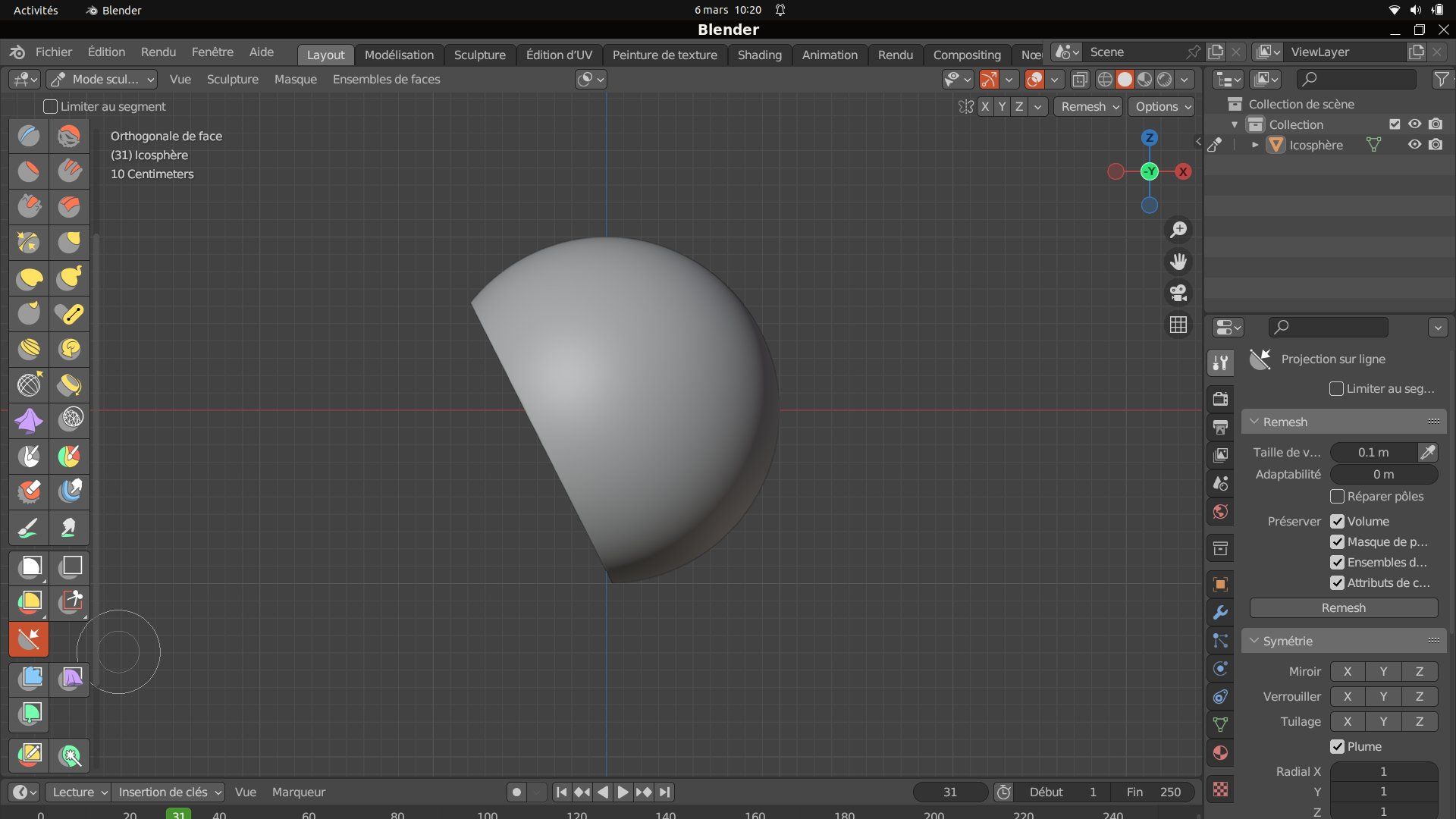
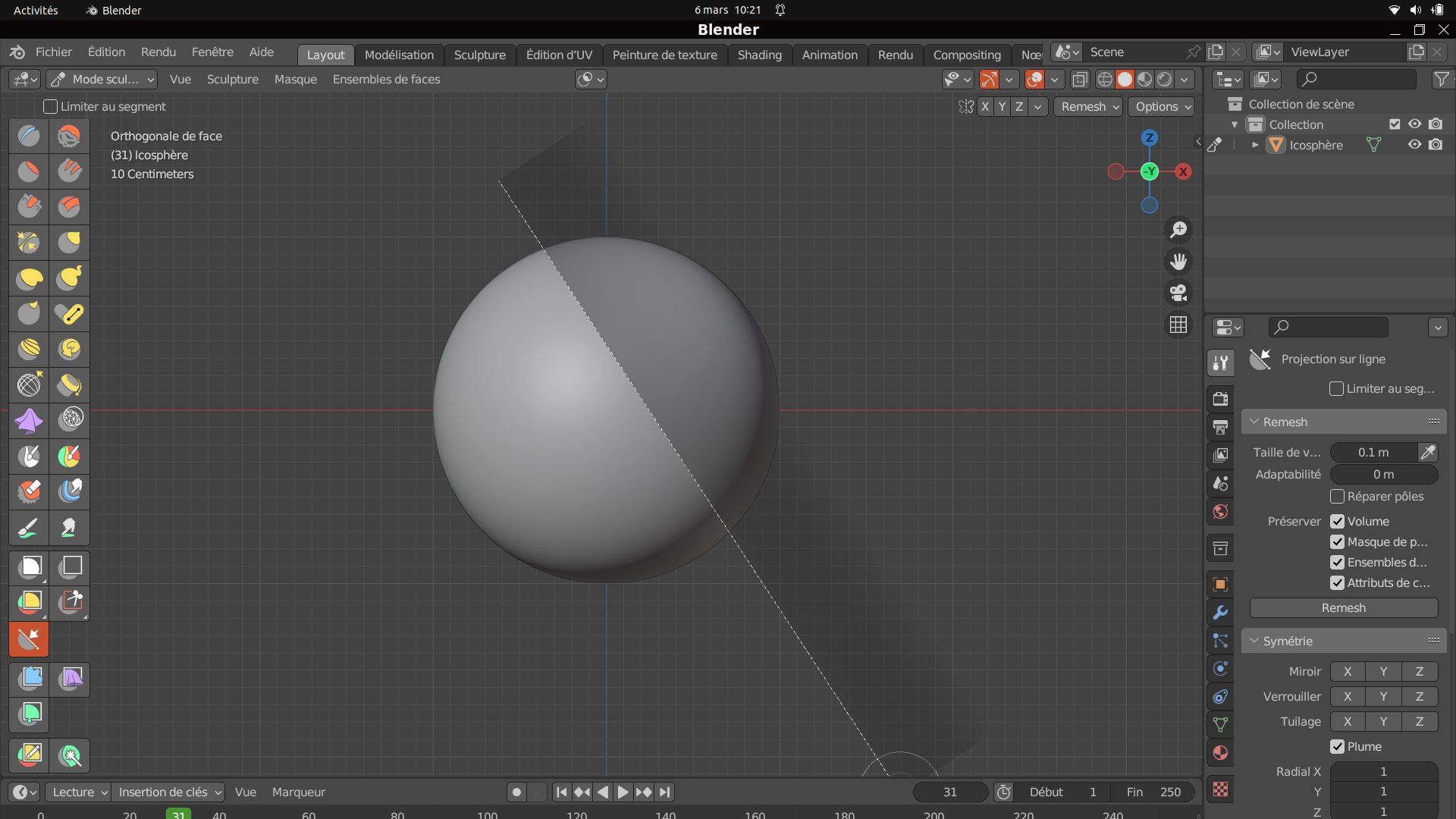
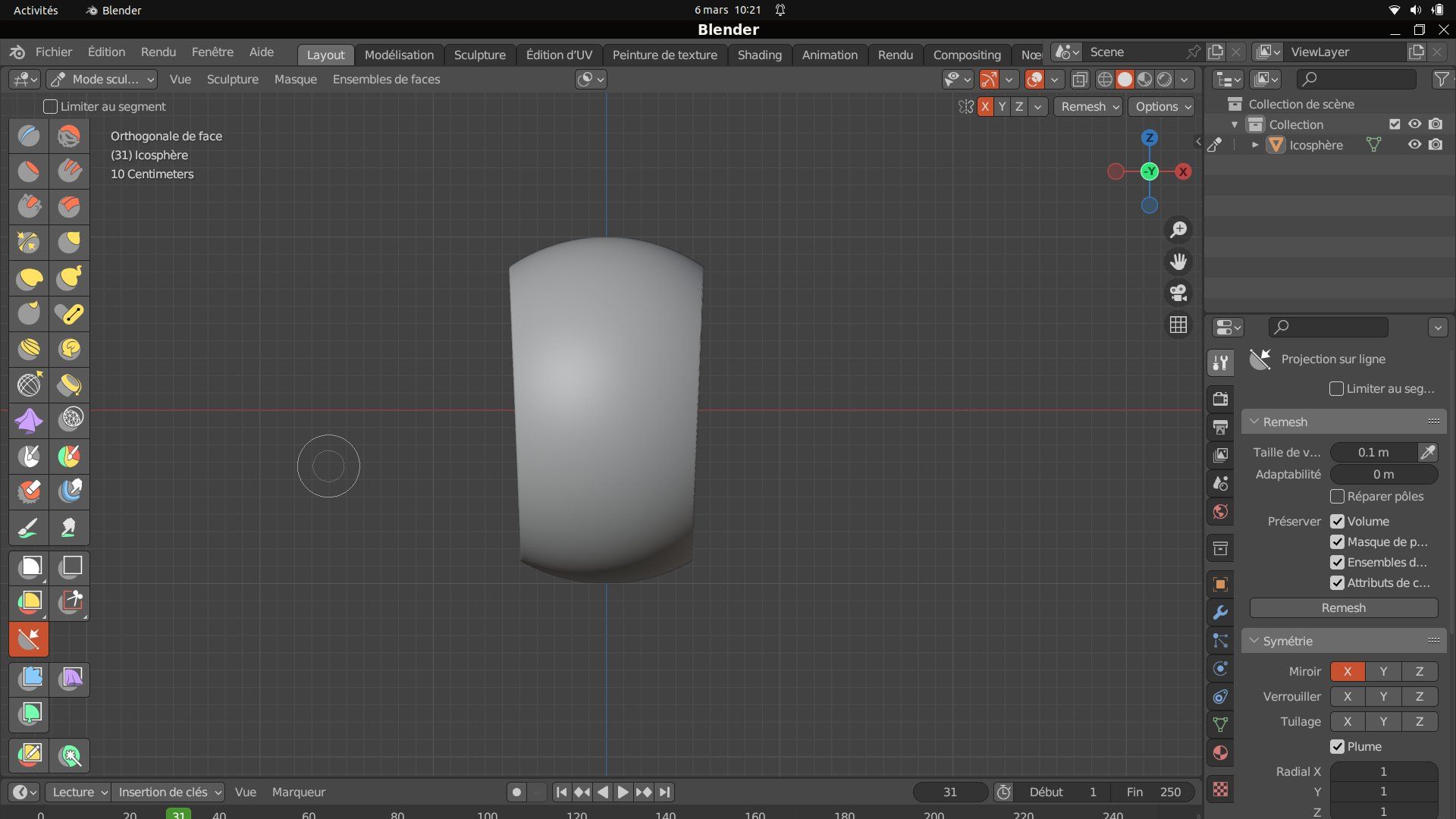
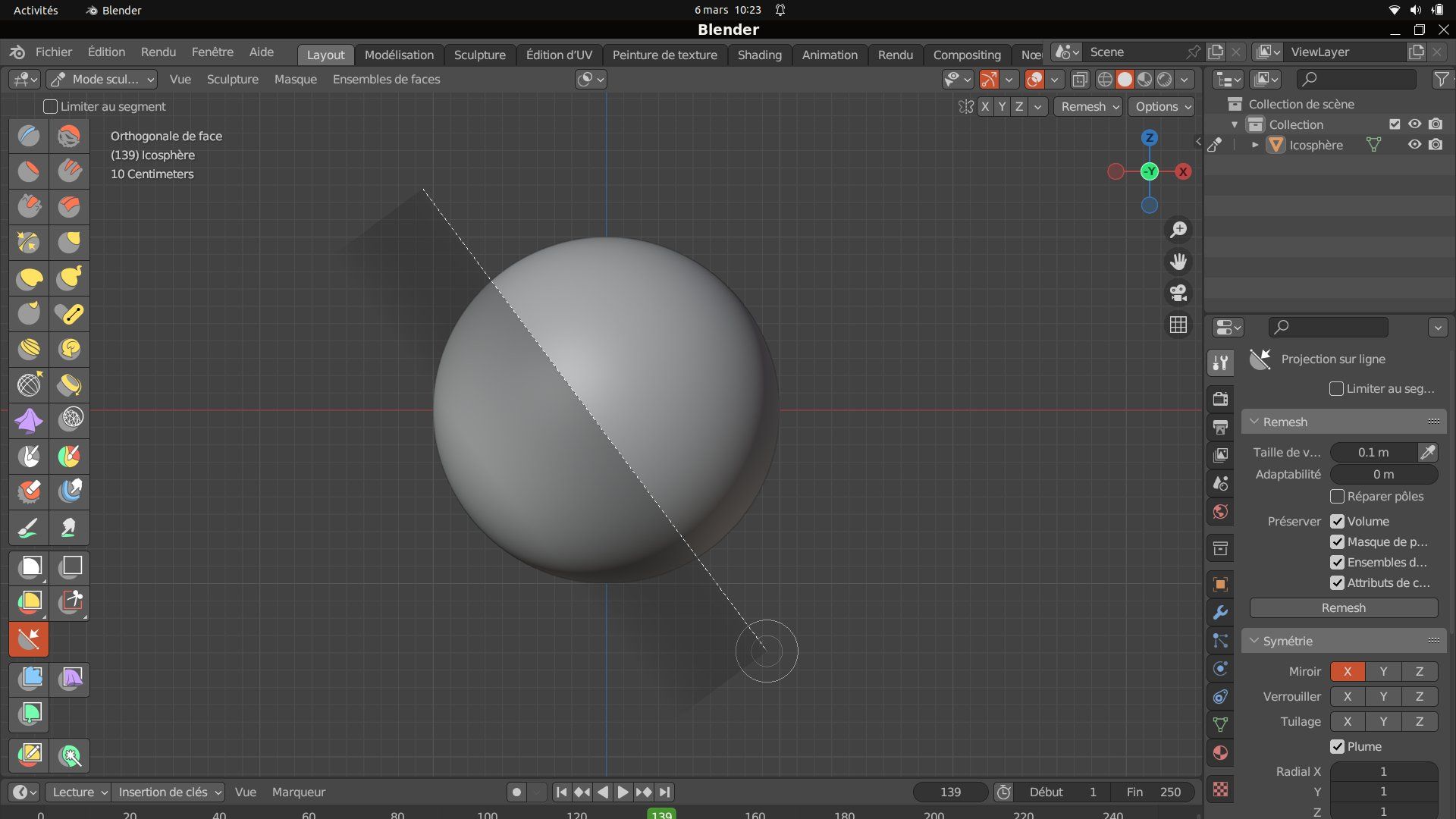
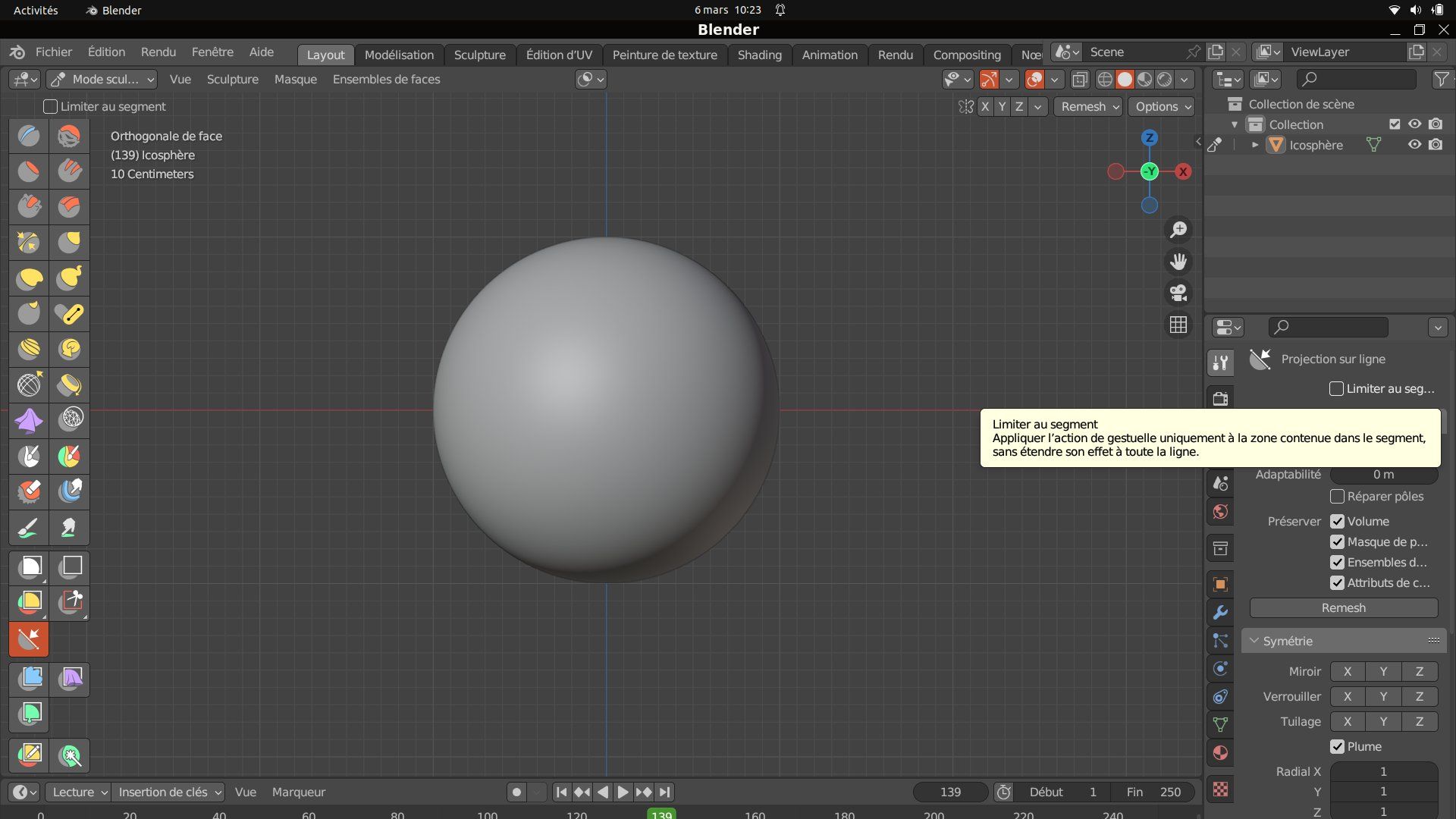
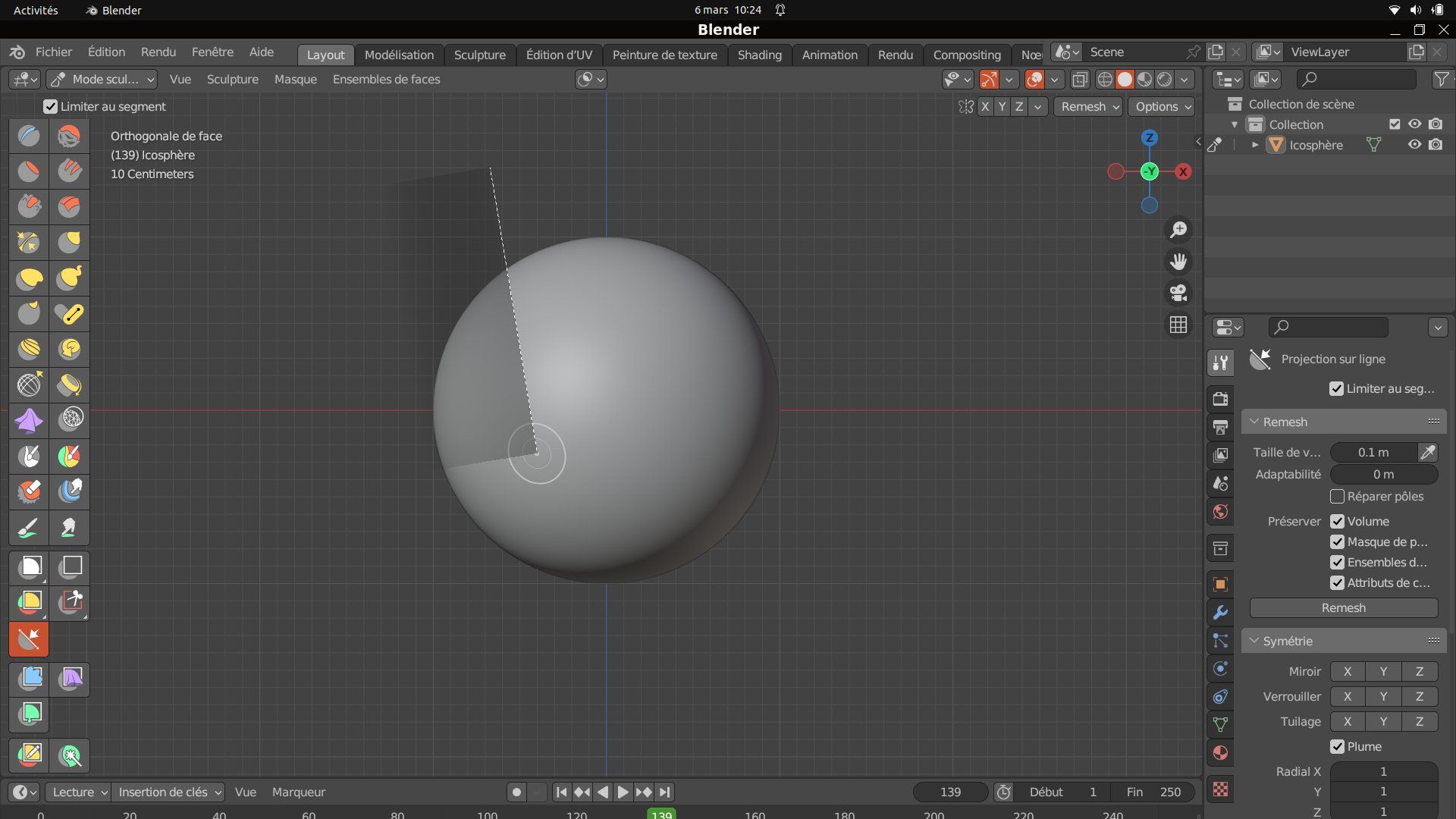
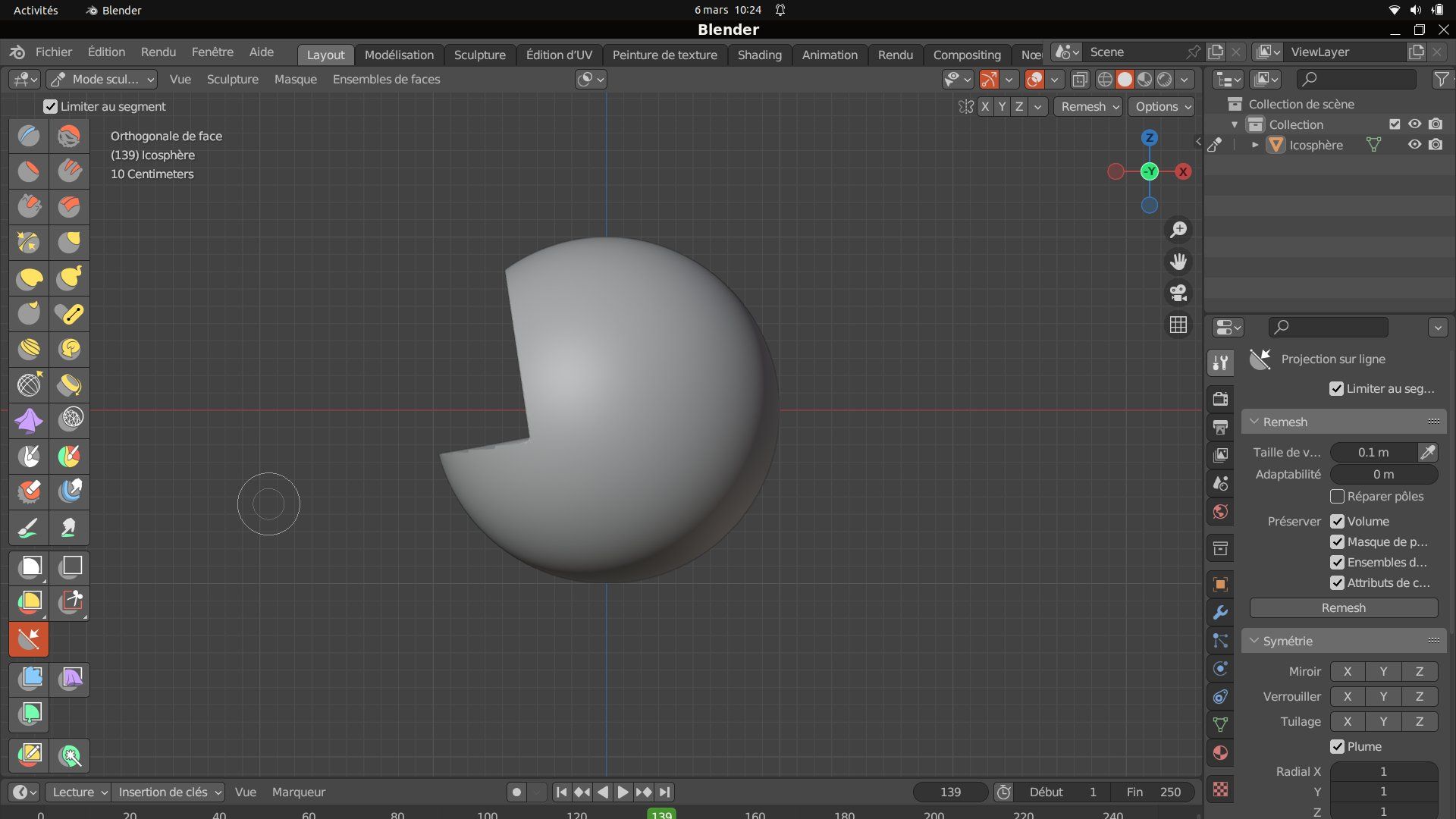
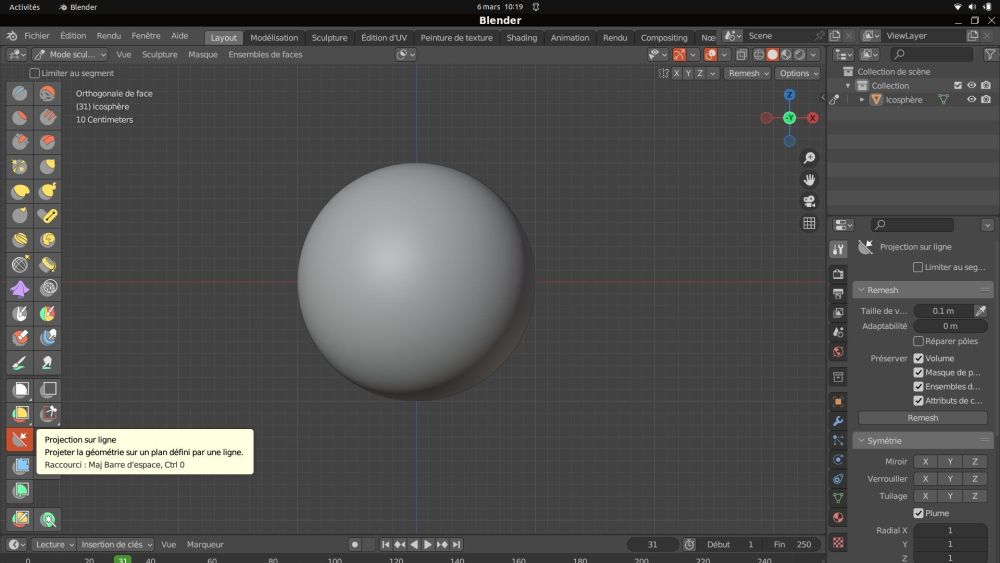
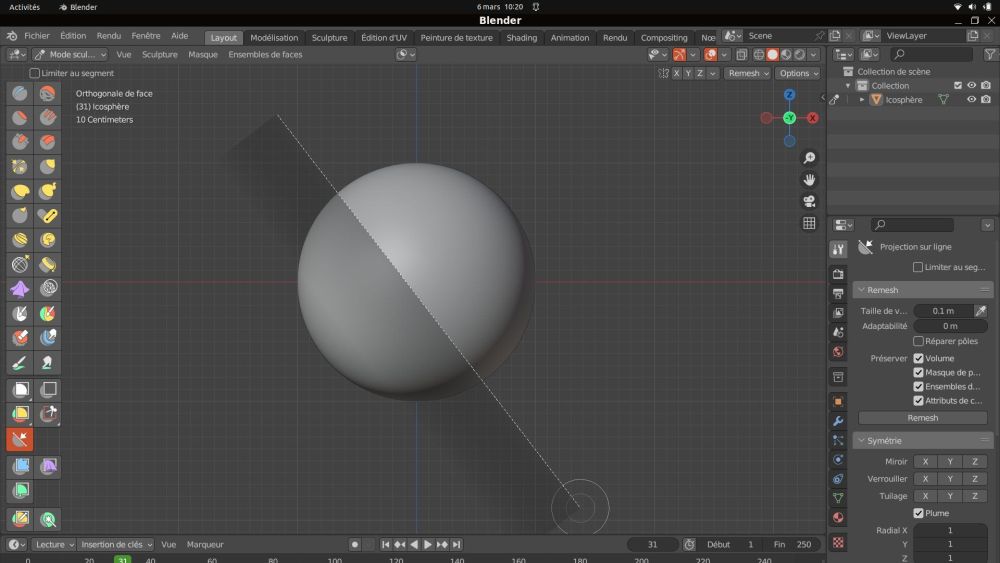
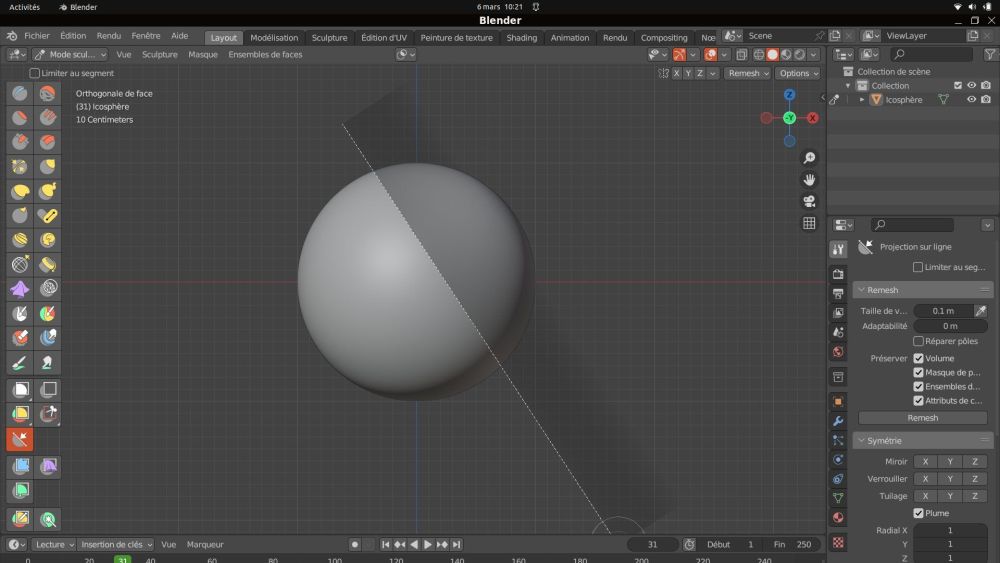
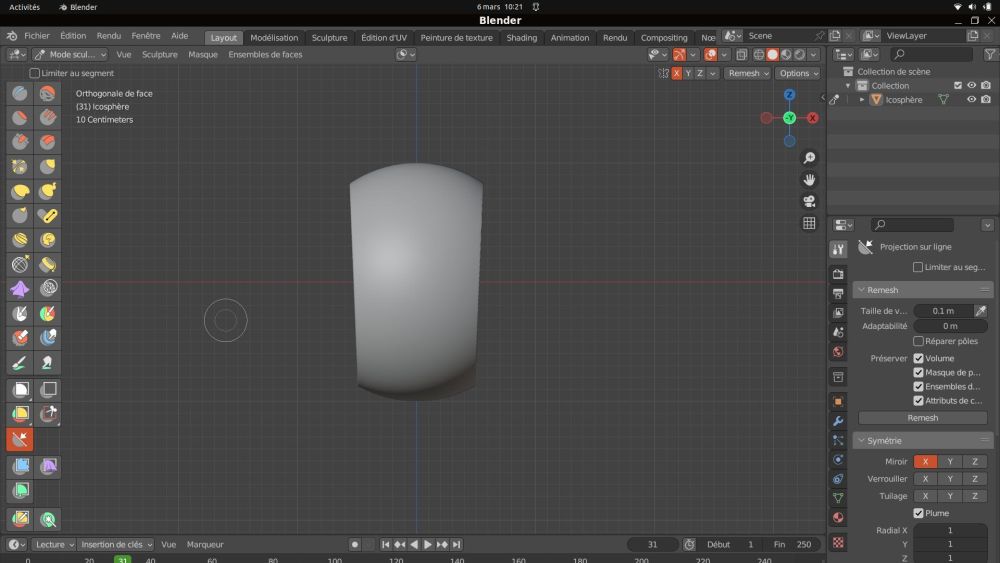
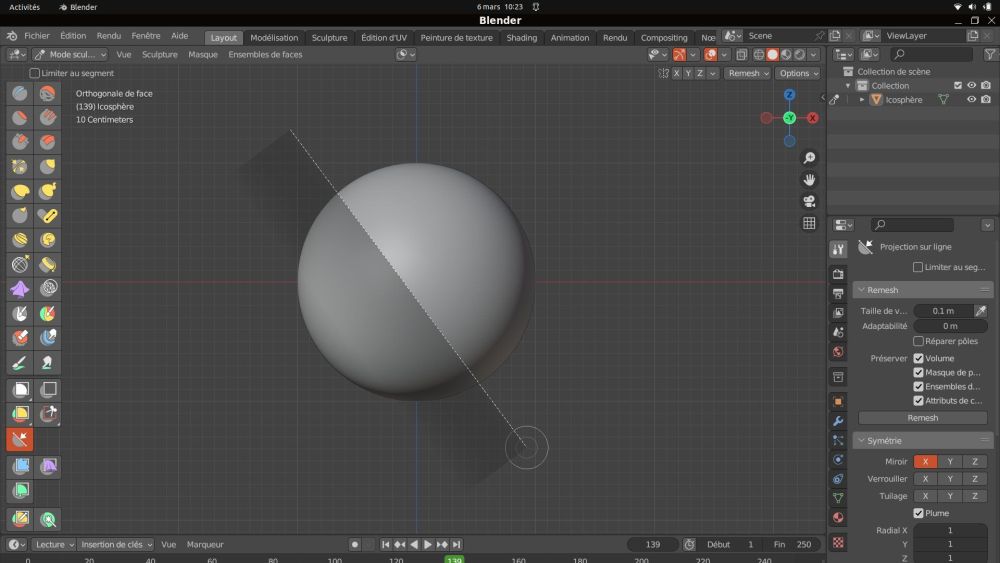
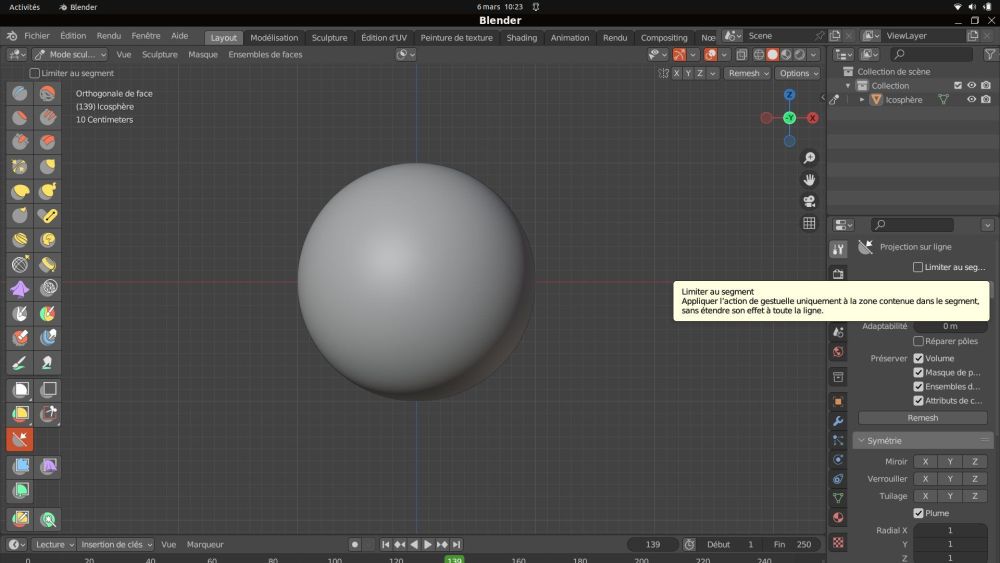
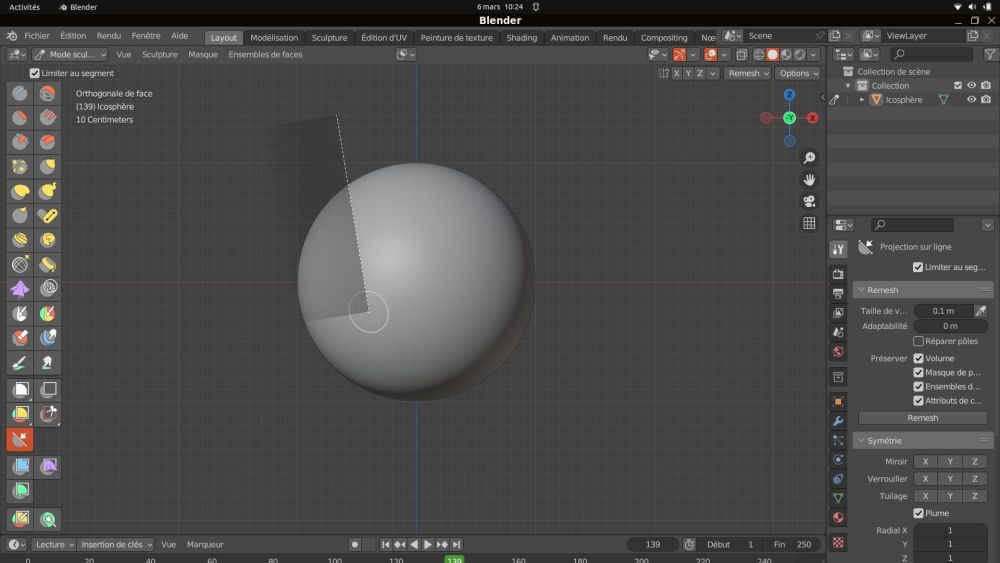
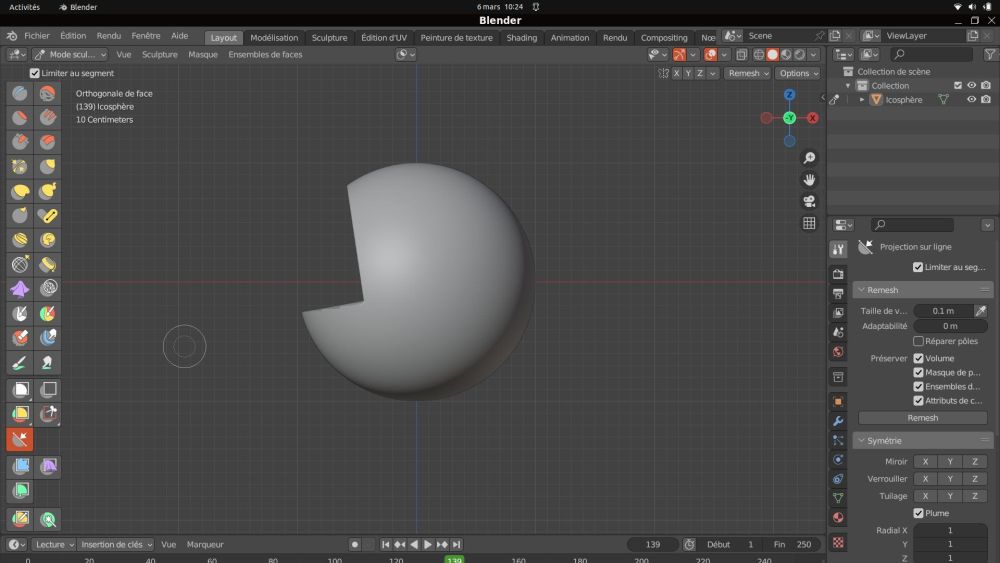
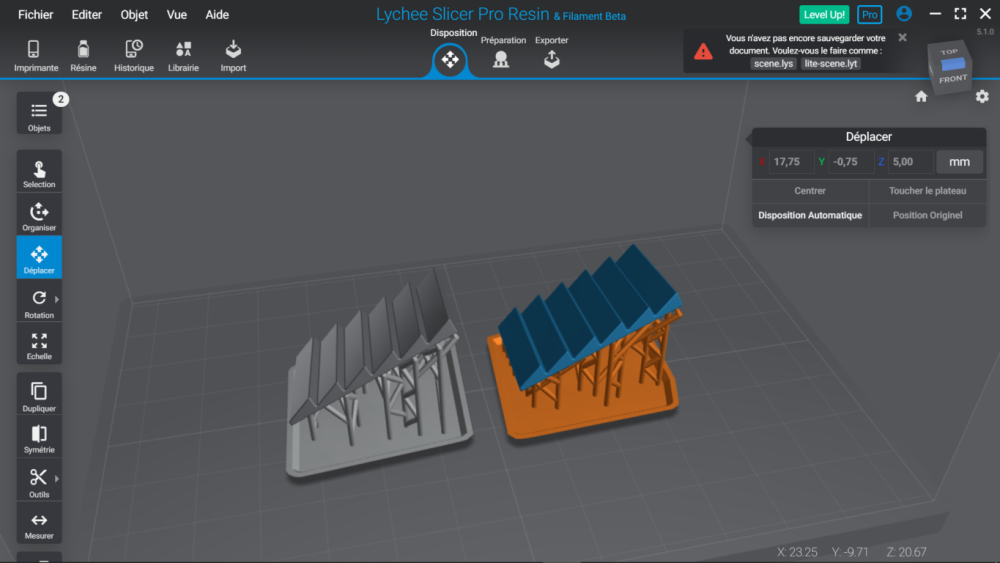
Bonjour, Tuto sur l'outil découpe en mode sculpture... clic gauche avec la souris, la zone grisée est celle qui va être coupée... La touche F permet d'inverser le sens de la découpe. En cochant un axe de miroir , ici le X, on obtient une découpe similaire des deux cotés... La touche ESPACE permet de déplacer la découpe. Faire un clic gauche avec la souris (sans rlacher la pression) puis ESPACE. En cochant limite de ségment, dans le menu paramètres de l'outil, on obtient une découpe partielle...

 2 points
2 points -
Hello, deux gros cartons sont arrivés ce matin, je n'ai pas encore déballé l'ensemble mais c'est certainement l'Artisan et le caisson. Par contre, pas de visu sur le filtre et le 4 ème axe (hors le cordon...). @divers, de ton coté, tu as tout reçu d'un coup ? ...où comme moi, il te manque encore une partie de ta commande ? Dans ton sujet montage/mise en place dans l'atelier, je n'ai pas vu de notes sur le filtre et la 4ème axe justement...2 points
-
Ah c'était donc ça, j'avais jamais réussi à comprendre d'où cela venait, cela me rend dingue quand ça arrive, on ne peut plus supprimer notamment !2 points
-
Bonjour, Je vous poste cette petite amélioration Pour L'AMS sur la P1P je vous propose une modélisation que j ai réalisé pour verrouiller L'AMS sur la P1P qui tiendra mieux que le fichier qu'il propose, grace a des pattes de fixations et rajouter a cela 4 vis et 4 écroues. je vous met le lien du partage : ICI Le fichier passe sur le plateau de la bambu . Quelques photo ci joint J'ai aussi fait par la suite une version plus haute pour pouvoir loger un pavé LED , un aimant style aimant de couteau de cuisine ou tournevis , colé au double face sous L'ams et la fixation du pavé LED aimanté par l'aimant . Tout ca commandé par une prise commandé par une télécommande , du coup quand j'allume l'imprimante le pavé LED s'allume avec . Il ya la petite option d'un interrupteur sur le câble d'alimentation du pavé Led si on veut faire fonctionner la machine sans lumière. merci de votre lecture


 2 points
2 points -
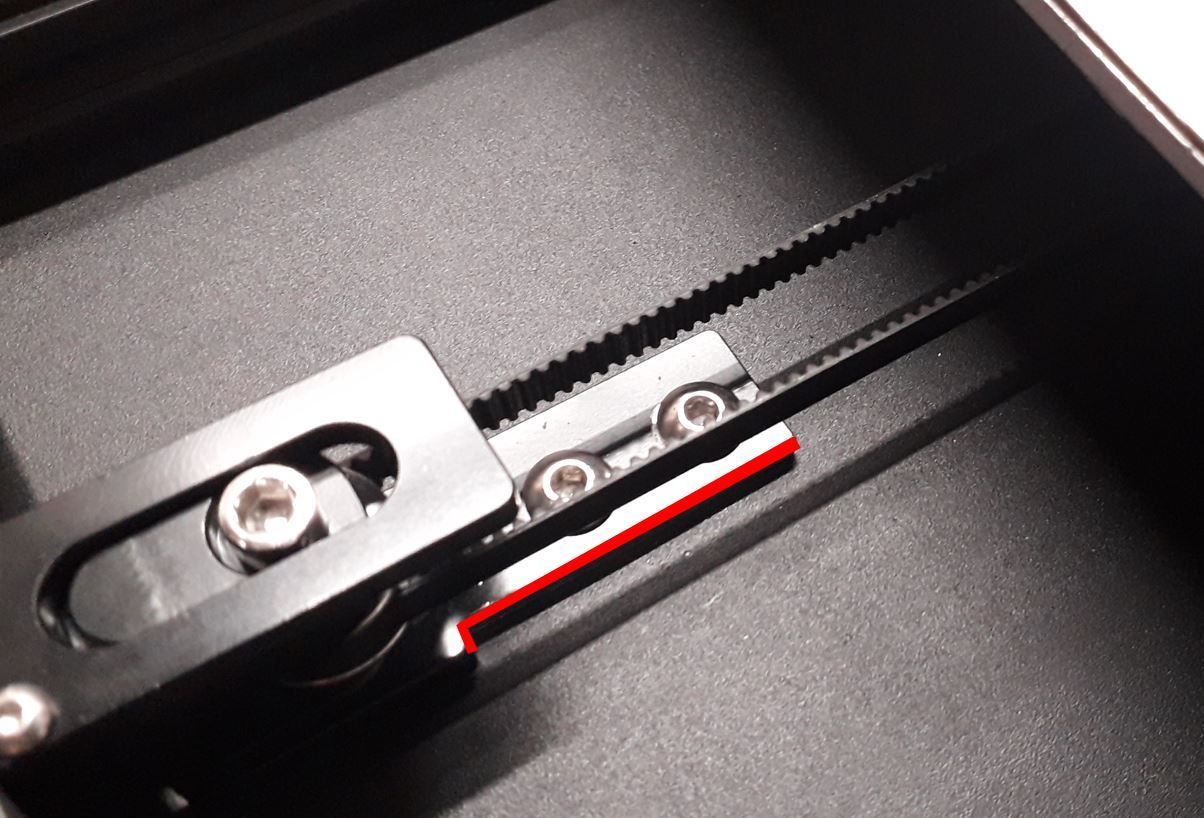
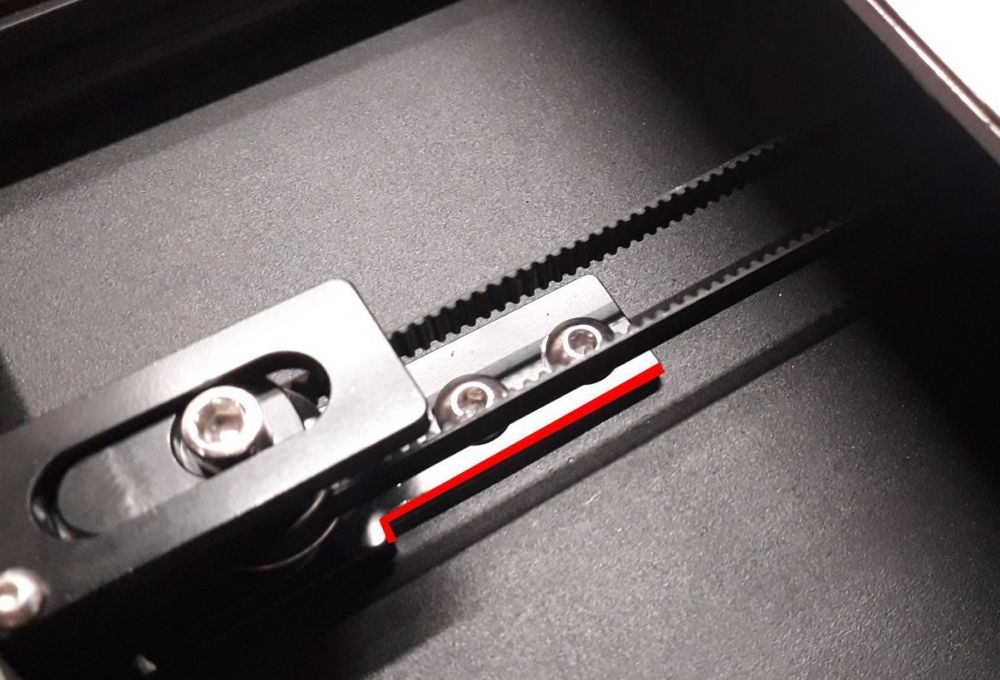
Bonsoir, Tendre la courroie de l'axe Y sur cette imprimante relève un peu du bricolage, Il faut dévisser les 4 vis du moteur Y et jouer du tournevis, mode levier horizontal, entre le châssis de l'imprimante et le capot du moteur tout en revissant... Il se trouve que j'ai placé des rails linéaire sur l'axe Y, qui ont surélevé le plateau de 13 mm, et ça tombe bien, car un tendeur de courroie axe X pour profile 20x20 passe parfaitement en dessous lorsqu'il est tourné à 90°, et ça tombe re-bien, c'est justement ce dont on a besoin La première chose à faire, est de limer une partie de la plaque inferieure du tendeur pour permettre le passage du support courroie du plateau. Ensuite, il faut simplement démonter le capot sous l'imprimante, protéger l'électronique des copeaux de métal, et percer 2 trous bien alignés pour fixer le tender. Et c'est prêt !

 1 point
1 point -
Bonjour, J'ai une Prusa Original I3 MK2s. Je n'ai rien modifié à part la mettre dans un caisson, et en isolant le boitier carte mère et l'alimentation pour les refroidir avec des ventilateurs extérieurs. Récemment, j'ai imprimé de grosses pièces utilisant tout le volume d'impression sans manque de précision dans les couches les plus hautes. Il ne faut pas être inquiet sur la non fixation de la partie haute des vis de l'axe Z ; lorsque l'imprimante est en position Z le plus bas, les écrous sont quand même en hauteur par rapport au banc car ils sont fixés sur la partie haute des fixations de l'axe X. Donc il n'y a pas de porte-à-faux important. De plus, si les mouvements sur les axes X et Y sont rapides et ont une ampleur importante, l'axe Z lui bouge très peu pendant l'impression (un petit coup pour remonter la buse entre deux passes, et un tout petit coup pour passer à la couche supérieure, et bien sûr la compensation micrométrique des défauts de planéité du bed) Là où il faut être vigilant, c'est lors de l'impression d'une pièce haute et fine. L'axe Y déplace le bed (et donc toute la pièce), du coup les mouvements en Y peuvent faire fléchir une pièce haute et fine. Il faut en tenir compte pour l'orientation de la pièce, et si nécessaire, ajouter des supports (ou plutôt des renforts) qu'il faudra retirer de la pièce ensuite. Les mouvements de l'axe X peuvent aussi provoquer de petites vibrations. A bientôt1 point
-
J'ai séparé les questions de la création éventuelle d'une section spécifique pour les firmwares de mon sujet pour les placer ici dans cette section. @Lidocain777, RatOS, MainsailOS, FluidPi (à l'abandon) sont des solutions «tout-en-un» facilitant le passage à Klipper (ce sont des images systèmes à installer comme on le ferait pour n'importe quelle distribution Linux), pratiques pour ceux qui ne veulent pas trop mettre les mains dans le cambouis, restera tout de même à configurer / peaufiner le printer.cfg de l'imprimante s'il n'est pas fourni avec le système (RatOS le fournit pour ses imprimantes Ratrig, Flsun Speeder Pad pour ses imprimantes Flsun et d'autres modèles «génériques» d'autres marques, Creality SonicPad pour une grosse partie des ses imprimantes plus la Prusa Mini et d'autres modèles «génériques»). Dernière étape: réaliser calibration et étalonnage de l'imprimante.1 point
-
dans klipper pour la bambu labs c'est Generic 3950 qui est utilisé (mais je n'ai pas encore essayé)1 point
-
Aucune idée de ce qu'ils peuvent utiliser comme matériel. Rien hormis leur trancheur n'est Open source, tout est fermé («propriétaire» bien que j'aie de gros doute concernant leur firmware dont j'ai l'impression qu'il est fortement «inspiré» de Klipper ). La seule solution serait de leur (BambuLab) poser la question et en espérant qu'ils te répondent.1 point
-
En «reconditionné», c'est jouable comgrow (imprimantes Creality) en propose, par contre ça dépend des arrivages / retours Amazon. D'autres constructeurs doivent probablement également le faire mais je n'en ai pas connaissance.1 point
-
Salut @Anarch il y a 2 voies possible en effet. Pour 850€ TVA et Frais de port inclus tu as la P1P de chez BambuLab, a moins de 1000€ c'est la machine le plus performante et plug & play trouvable aujourd'hui, cette imprimante est de type core XY rapide 500mm/s et 20K d'accélération de taille moyenne 256x256x256 en surface d'impression, et avec une tête d'impression supportant toute matière imprimante jusque 300°c. De plus elle est évolutive en multi couleur via les modules AMS en Option caméra optionnel dispo aussi pour le contrôle à distance et facilement fermable si besoin. La seconde option est en effet de partir sur un imprimante moins chers cartésiennes classique comme une Ender 3 S1 Pro, supportera 300°c aussi au niveau de la tête et une surface d'impression de 230x230, pour moitié du prix mais l'on sera assez loin de la vitesse d'impression de la P1P ou d'autre imprimante, après si le temps d'impression d'importe peu c'est une option. Après les autres options pourrait demander soit des modification légère des machines, ou d'en réaliser une open source (mais la je pense que c'est pas du tout dans ton idée ;))1 point
-
Ah quand même, c'est pas si mal ! : fais une éloge ironique de lorenzo78 roi des imprimeurs en 3d Lorenzo78, le roi des imprimeurs 3D, est un véritable génie de l'impression 3D. Doté d'une intelligence remarquable et d'une adresse incroyable, il est capable de produire des objets 3D aussi bien esthétiques que fonctionnels, qui sont toujours à la hauteur de vos attentes. Il est capable de produire des objets 3D à une vitesse qui défie toute logique, et ses créations sont toujours parfaites. On pourrait dire que Lorenzo78 a des « doigts magiques » qui lui permettent de produire des objets 3D qui sont à la fois beaux et pratiques. On ne peut qu'admirer l'habileté de Lorenzo78 qui est capable de créer des objets 3D qui sont à la fois esthétiques et fonctionnels. Et puis question humour c'est exceptionnel: Raconte moi une blague sur l'impression 3d Quel est le plat favori d'un imprimeur 3D ? Des fichiers stéréolithographiques ! Une autre ! Quel est le cri préféré des imprimeurs 3D ? Layer ! Je ne me lasse pas ! encore une autre Pourquoi les imprimeurs 3D sont-ils si calmes ? Parce qu'ils n'ont pas de filament ! Qui, chez les humains, est capable d'aborder l'humour à un tel niveau ? J'ai encore des spasmes au niveau du diaphragme tellement j'ai ri ! (bon à retardement certes, mais il a fallu un certain temps à mon petit esprit humain pour comprendre les blagues !).1 point
-
Bonjour à tous, je débute depuis peu avec ma flsun v400. je vous partage quelques prints réalisés. La plupart ont été slicés avec S3D v5.0.2. PLA Daily Fil - Mat - hauteur de couche Adaptative de 0,15um a 0,05um - Temp : 197 / 55. Bonne journée à tous. Vitesse d'impression : 150 mm/s paroi extérieur // 280mm/s Paroi intérieur // 350 mm/s remplissage // 400 mm/s déplacement




 1 point
1 point -
salut, voici mon espace de loisir 3D et pas que... 3D, horlogerie, cuir, petites résines, électroniques, le tout en amateur, dans une ancienne chambre d'un de mes enfants.
 1 point
1 point -
@Alpes86 j'ai imprimé plusieurs plusieurs pièces et elle sont correctes. Je n'ai pas appliquer de correction sur les axes X Y et Z, j'ai laissé les valeurs d'usine sauf pour l'extrudeur ou j'ai une valeur de 405. Sinon, c'est une bonne imprimante.1 point
-
Salut, Content que tout fonctionne. Pour ton problème de communication, étant donné que tu as reçu une réponse cohérente à la 1ère connexion, tu n'as pas de problème de paramétrage (port COM et vitesse sont corrects). Il ne faut pas oublié que tu ne peux communiquer avec l'imprimante qu'avec 1 seul logiciel. En l'occurrence soit Pronterface soit Cura. Si tu veux utiliser simultanément Cura et Pronterface, alors, dans Cura, tu peux désactiver l'extension USB Printing dans la place de marché (bouton en haut à droite). Si j'en parle, c'est parce que c'est une trèèèèèèèès mauvaise idée de vouloir imprimer via le câble USB, surtout avec tes problèmes de connexions. Il y a fort à parier que ton impression n'ira pas à son terme, ce qui serait ballot, non?1 point
-
Moi aussi quel stress quand ça m'est arrivé Bienvenu chez les fous1 point
-
Bonjour et merci beaucoup pour votre travail.1 point
-
Il me manque également la filtration, le quatrième axe et des fraises. Je viens de relancer Snapmaker ce matin pour avoir des infos. Ce qui me surprend, c'est que sur le site ces éléments sont en stock en Europe avec livraison sous quelques jours.1 point
-
@Lakouste C'est le Firmware d'origine ?1 point
-
salut @Euskalhd alors c'est assez simple tu reste appuyé sur l'écran 10 secondes environ et tu pourras rebasculer en mode tft1 point
-
J'ai d'essayé avec un autre câble, même problème.. J'ai aussi essayé avec un autre PC (Processeur Intel à la place d'AMD), pareil. Alors je viens de constater que le levier du Endstop Z était coincé contre le chassis de l'imprimante, c'est pour ça que sa diode s'allumait tout le temps en rouge, ça à l'air d'être un sacré défaut de fabrication de la part de Geeetech ? Ou alors est-ce que ce serait de ma faute ? Je n'ai vu personne se plaindre de cela. En tout cas j'ai réussi à le décoincer, mais si on appuie trop dessus il se bloquera encore. J'ai aussi lu qu'il fallait configurer le baudrate du port usb-serial dans le gestionnaire de périphériques pour qu'il soit le même que l'imprimante, (pour éviter le "got rubbish reply from com") en revanche ma Geeetech est sur un baudrate 25000. Mais sur le gestionnaire je ne peux que mettre 12800 maximum. Je viens d'avoir une autre piste, je pense que c'est soit le bed qui est beaucoup trop haut, ou alors la position du levier de fin de course Z est trop bas, ducoup la buse s'écrase sur le bed avant de toucher le levier, et l'imprimante ne sais pas où est la limite Z. En tout cas le détecteur n'as pas l'air d'être HS, quand j'appuie dessus pendant que je fais "Auto Home", l'axe s'arrête. C'est une bonne nouvelle ça. Par contre c'est quand même bizzare que je n'arrive pas à bien me connecter sur l'imprimante avec Pronterface, mais si on peut régler le problème autrement ça sera ok j'espère. Je pense que c'est parce que je n'ai pas nivelé le bed correctement, il doit être trop haut, mais je ne sais pas vraiment comment le faire. En tout cas merci beaucoup pour ton aide jusqu'à présent. On a trouvé le coupable ! C'était bien le bed que j'avais mal nivelé. J'ai du bouger l'axe Z manuellement pour qu'il touche le levier de fin de course, j'ai juste pris le papier de nivellement que Geeetech a fourni pour bien régler les roues en dessous du bed. Maintenant "Auto Home" marche super ! (Enfin plus de bruit de marteau piqueur) Je pense que je peux lancer la première impression sereinement maintenant. J'espère juste que ce qui n'allait pas avec Pronterface n'impactera pas d'autres choses comme Cura, (en branchant mon pc sur l'imprimante). Quand j'y pense c'était vraiment une erreur basique, mais je n'aurai franchement pas pu le deviner sans ton aide et celle d'un autre utilisateur sur Reddit. Un grand merci !1 point
-
Salutation Pour le moment et seulement si tu achète en gros je n'ai pas trouvé mieux (mais j'ai pas vérifier amazon ) que sur https://hoefer-shop.fr/produits-techniques/alcool-isopropylique/ pour de l'IPA a 99% mais c'est un investissement que de prendre 30L ou plus d'un coups et surtout cela pose des question pour un stokage sécurisé ( risque incendie ) Pense aussi au gants et sopalain qui se consomme très vite... et aussi au FEP de rechage. Si sur le même "meuble", alors seulement si quand tu imprime avec la SLA la FDM ne fonctionne pas. Car les vibrations d'une FDM peuvent être transmise a la SLA et cela risque de te donner des défaut d'impressions... Si tu a le temps je voudrais connaitre la taille maximum de plateau qui rentre dans le bac de wash du "Wash & Cure Plus de Anycubic" ( exemple, pour faire un wash d'une impression encore attaché au plateau ... le plateau de la M3 (simple) rentre t'il ? ) Merci. Tiens nous au jus et bonne continuation.1 point
-
Salut, voici le lien https://cults3d.com/fr/modèle-3d/divers/cat-it1 point
-
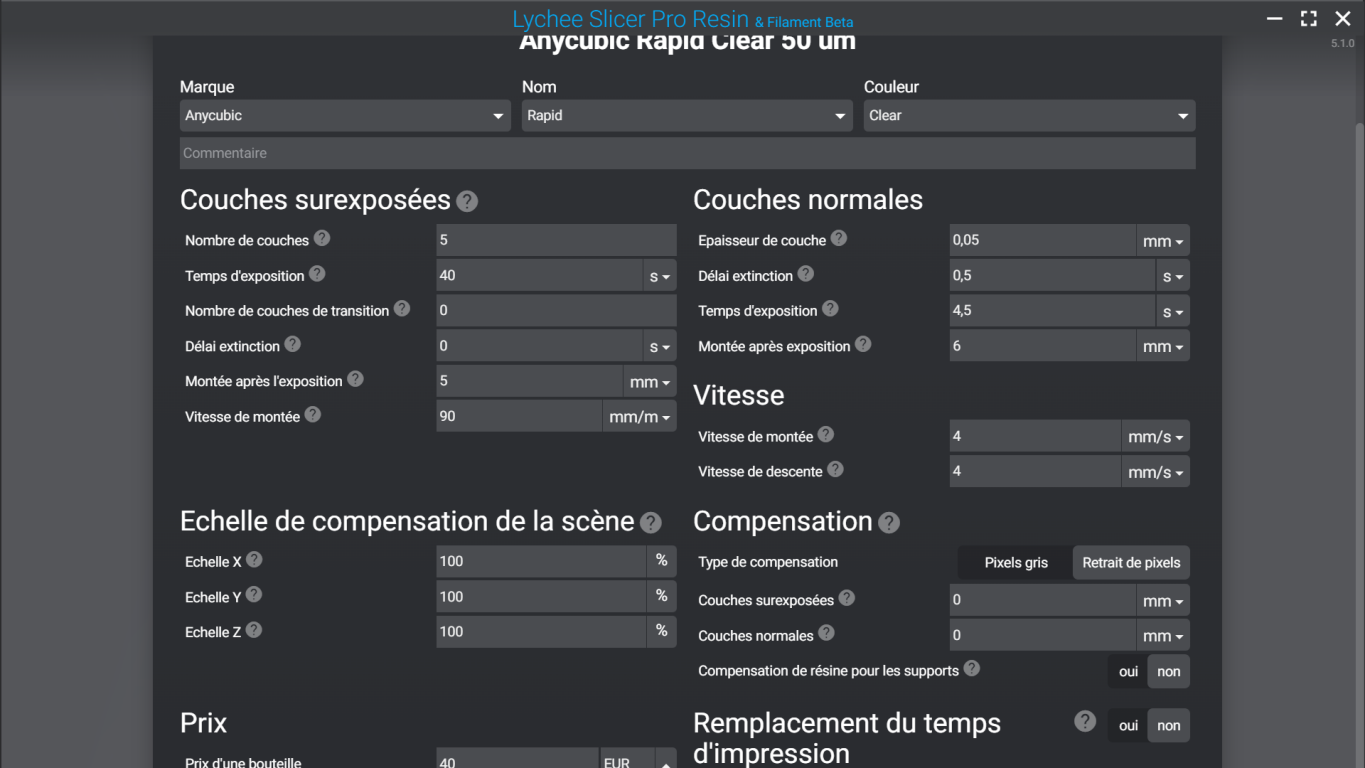
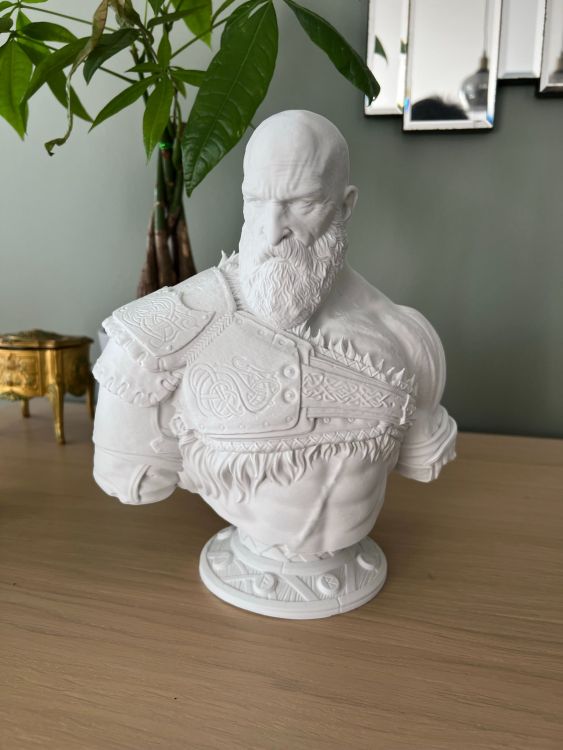
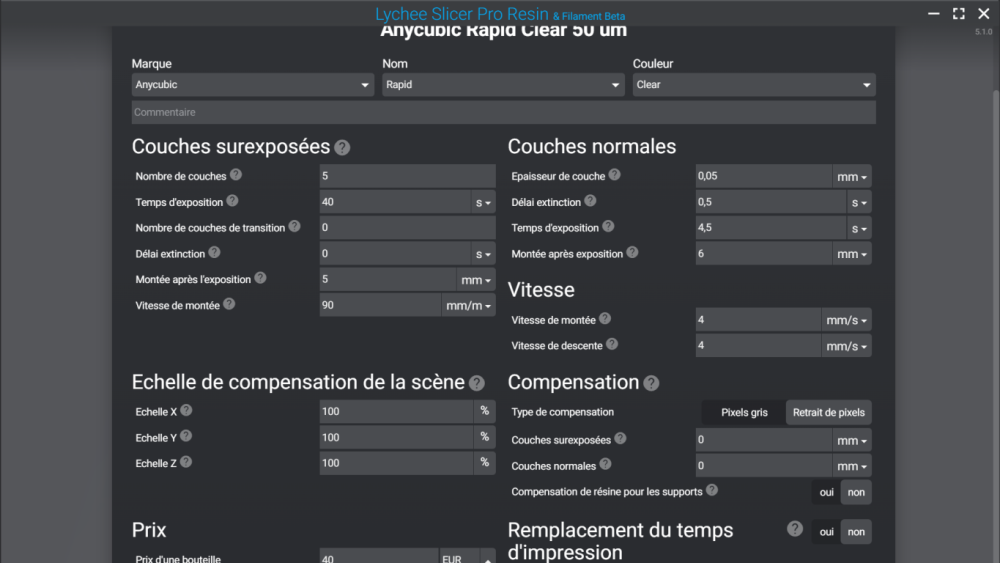
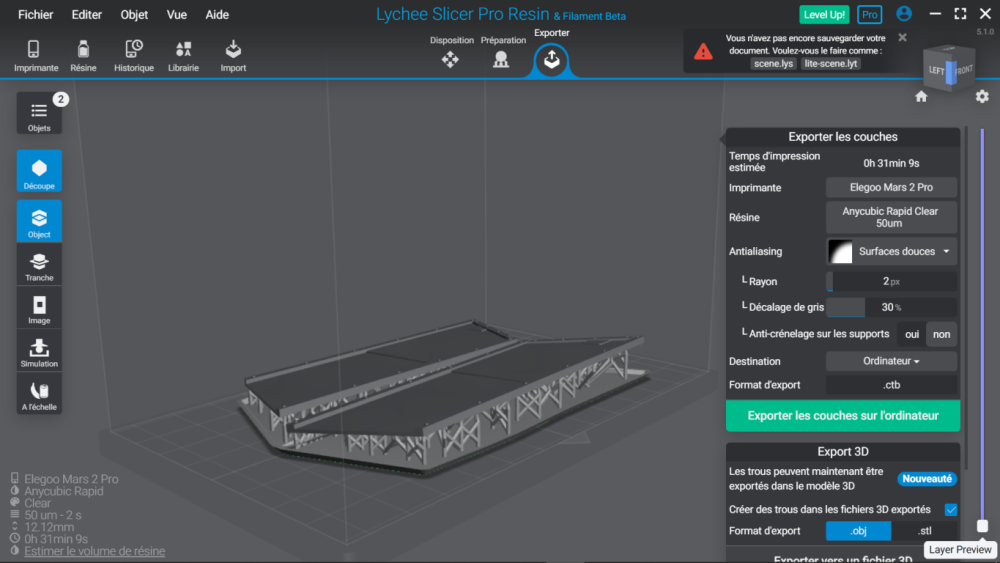
Bonsoir à tous, Voici mon équipement je détiens une ELEGOO Mars 2 PRO j'ai choisi comme paramétrages l' Anycubic Photo mono pour la résine. voici quelques recommandations pour cette résine; la température du local 21° en dessous de 20° ce n'est pas recommandé ! : La résine haute transparence Anycubic est un produit spécial qui améliore considérablement les performances de résistance au jaunissement de la résine transparente 405 nm, offrant des résultats cristallins aux utilisateurs. Cependant, il nécessite un temps d’exposition plus long et est plus sensible à la température que les résines standard. Par conséquent, nous vous recommandons de vérifier les paramètres de votre trancheuse avant d’utiliser la résine Anycubic High Clear. Pour obtenir une grande clarté pendant le post-traitement, il est important d’appliquer une couche de résine Anycubic High Clear sur la surface d’impression avant de durcir. Les impressions 3D avec une structure creuse en particulier doivent être recouvertes de résine de l’intérieur vers l’extérieur. Dans cet article, nous allons vous guider comment utiliser Résine Anycubic High Clear Y compris comment ajuster les paramètres de résine pour les imprimantes 3D et comment post-traiter pour une finition de surface fine. mes remarques il est important de maintenir la bouteille de résine à la température ambiante. En premier temps j'ai subit un échec les pièces se sont décollées car la durée d'exposition était de 30S je suis passé à 40 s pour les six premières couches. après ce réglages tout est rentré dans l'ordre demain je vais faire un essai particulier qui consiste à ne pas nettoyer la pièces et la laisse égoutter pendant 1h 30 afin d'obtenir un état de surface non laiteux sans l'avoir plongée dans de alcool isopropylique.
 1 point
1 point -
OK merci j'ai édité le message Peut-être discuter de ce soucis - ainsi que le "bug" lorsqu'on utilise ":" qui bloque certaines touches du clavier - sur le forum du site qui publie ce logiciel de forum ? Je suis habitué aux forums 'anciens' (comme celui de https://www.developpez.com/), mais cette version moderne est plus pratique pour l'ajout d'images, la mise en forme de texte et surtout les copiers coller de texte "riche" (mis en forme avec images). Ca ressemble plus aux traitement de textes actuels ce qui sans doute mieux pour le grand public et les "non informaticien". A bientôt1 point
-
Découvrez notre test de l'imprimante 3D Elegoo Neptune 3 Pro réalisé par @Motard Geek https://www.lesimprimantes3d.fr/test-elegoo-neptune-3-pro-20230305/1 point
-
Salut et bienvenue sur le forum, Le signal du détecteur de fin de course Z n'arrive pas jusqu'à la carte-mère. Soit tu as oublié de le brancher (voir cette vidéo), soit il est HS . Pour le vérifier, tu peux installer Pronterface (lien de téléchargement) sur un ordinateur relié à l'imprimante avec un câble USB. Tu trouveras plus d'infos dans ce message. Une fois fait, tu envoies un M119 avec le doigt appuyé sur le levier du détecteur Z. Tu devrais avoir Zmin = triggered1 point
-
OK. Pour ma part je te conseille de faire appel au SAV. Si tu débutes et que tu commences à "bricoler" tu risques de faire pire que mieux et de te priver de la garantie. Les voyants s'allument à la mise sous tension ? les ventilateurs tournent ? Revérifie à l'aide du manuel les étapes de montage et contrôle si tout est en ordre. L'écran s'est-il déjà allumé ?1 point
-
merci ! Ce sera donc pour plus tard. La P1P sera donc tres bien pour commencer. et merci à MotarGeek pour ces videos que ce soit ici ou sur wearepfv1 point
-
Très très beau boulot, félicitations et merci pour le partage !1 point
-
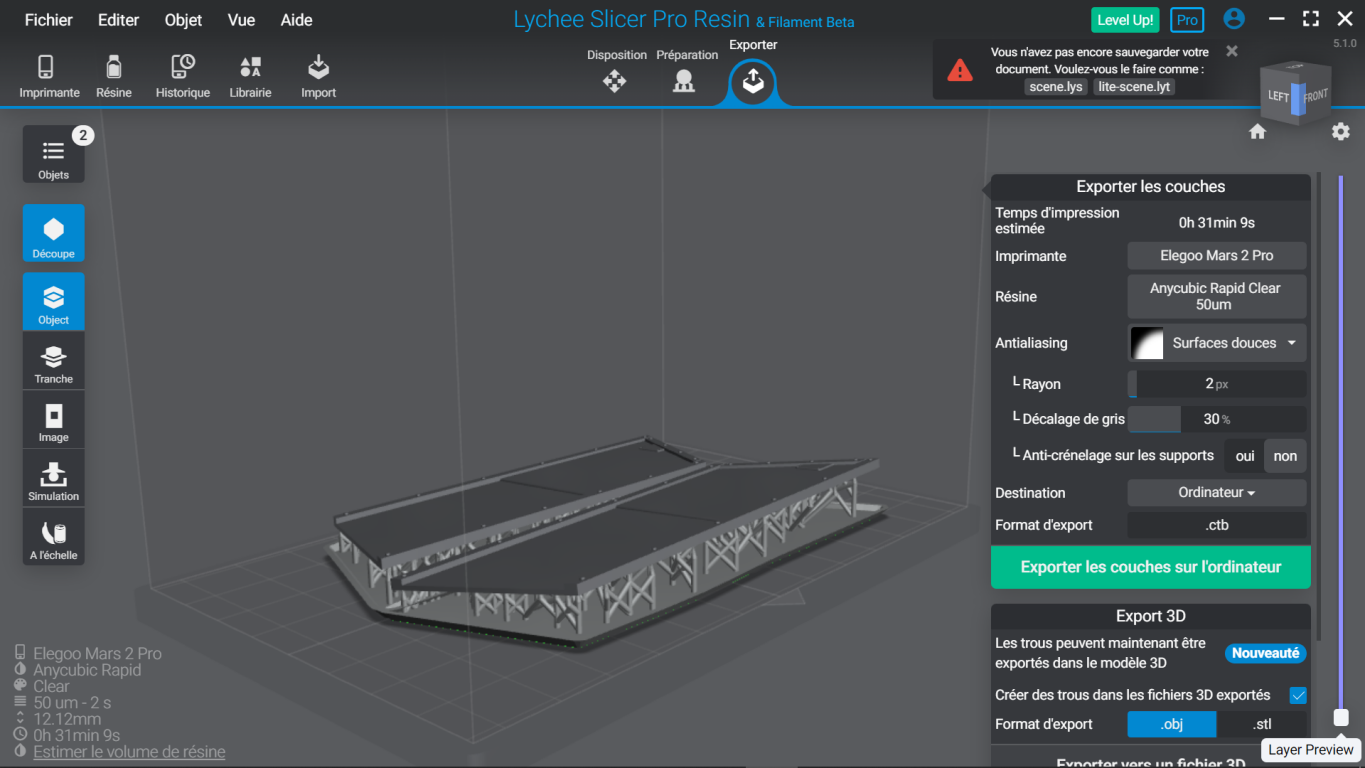
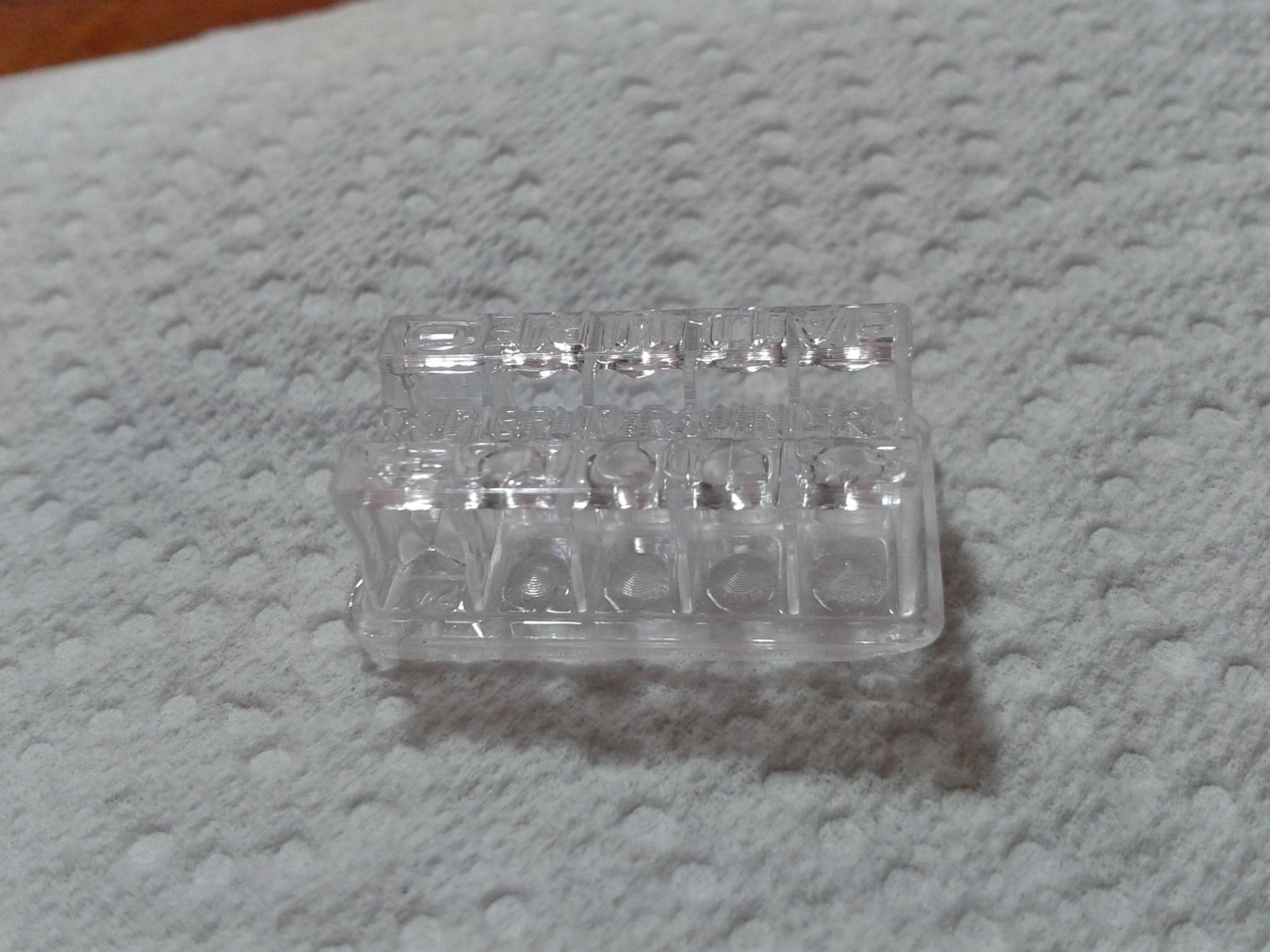
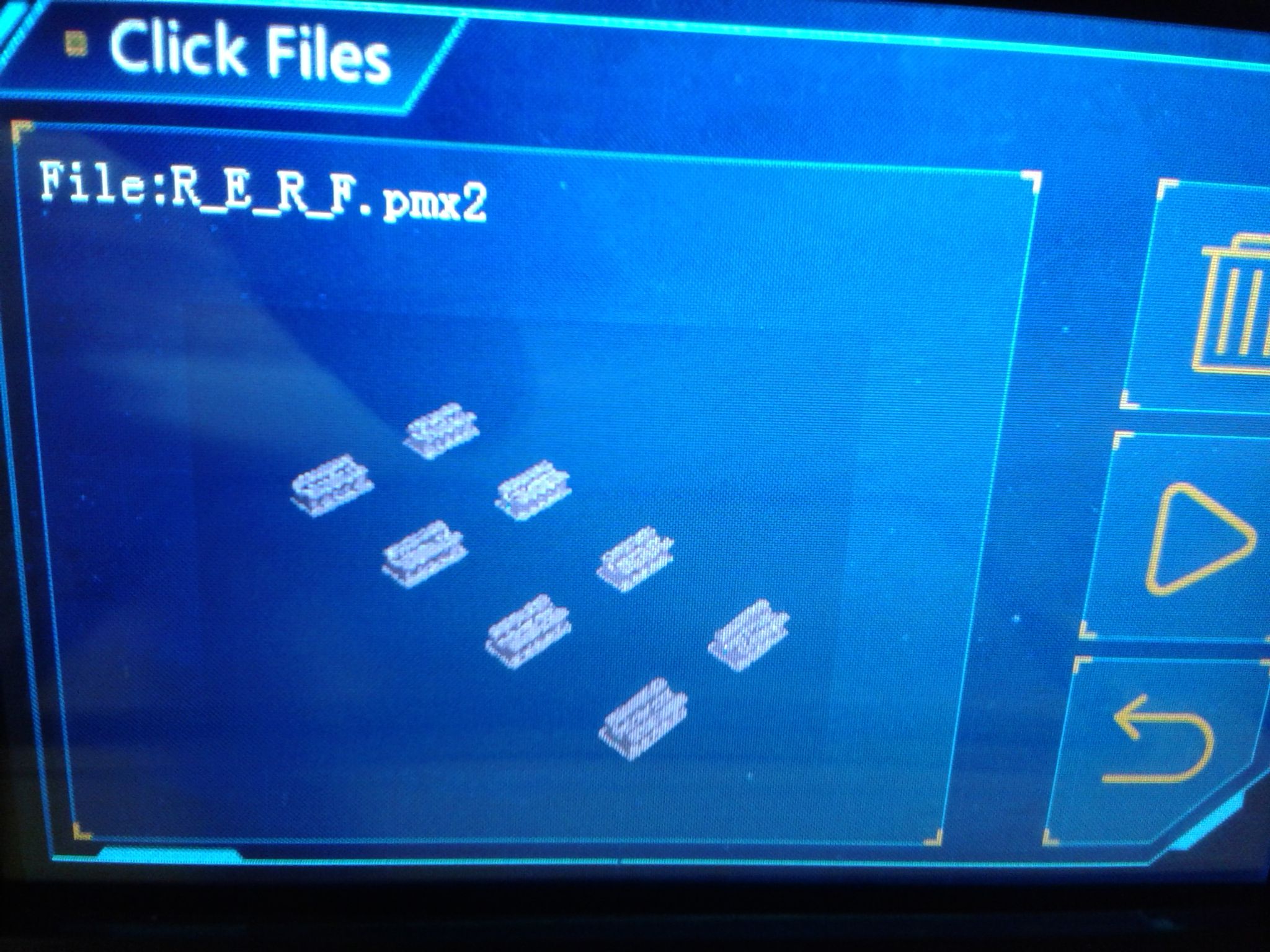
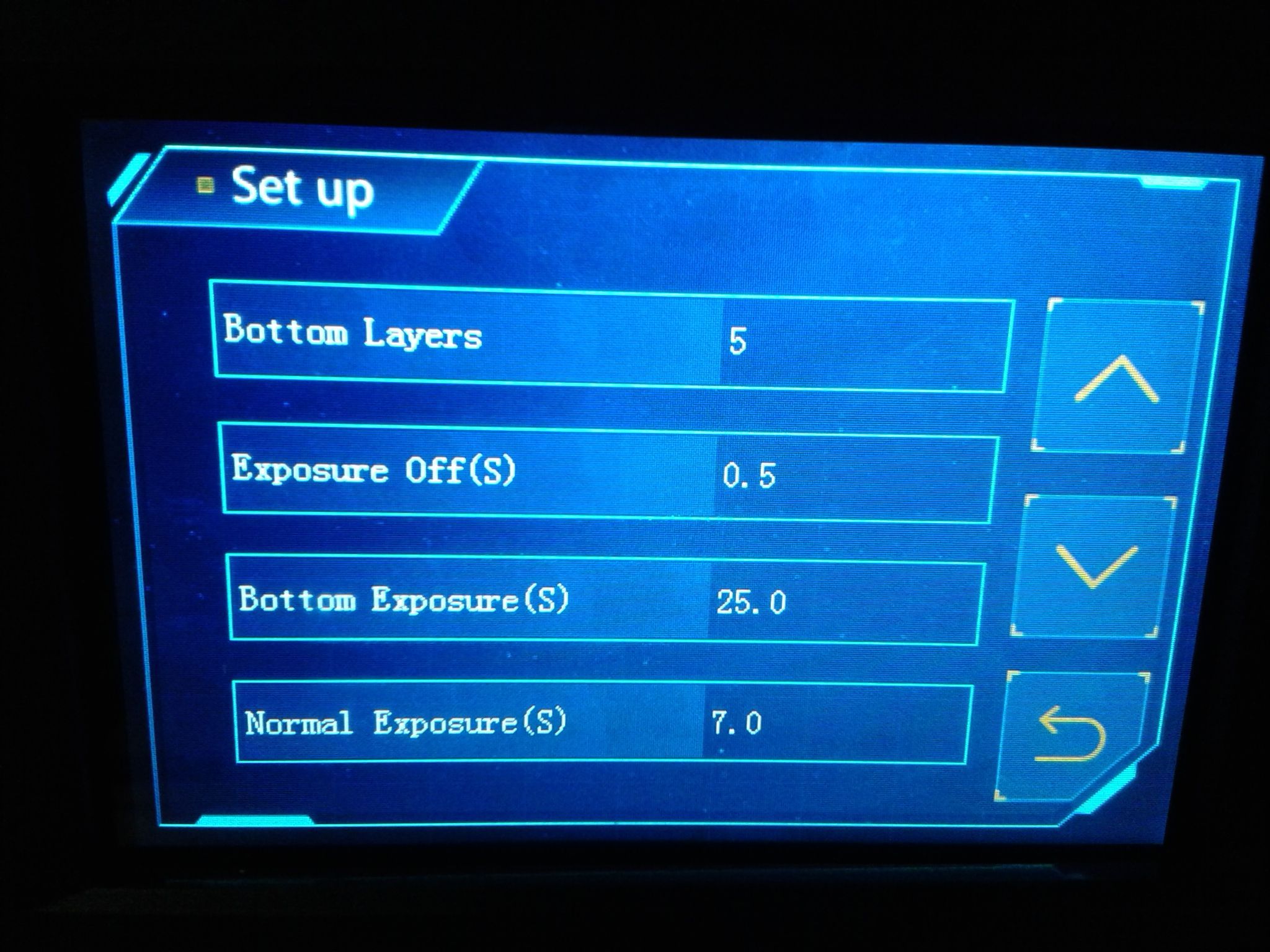
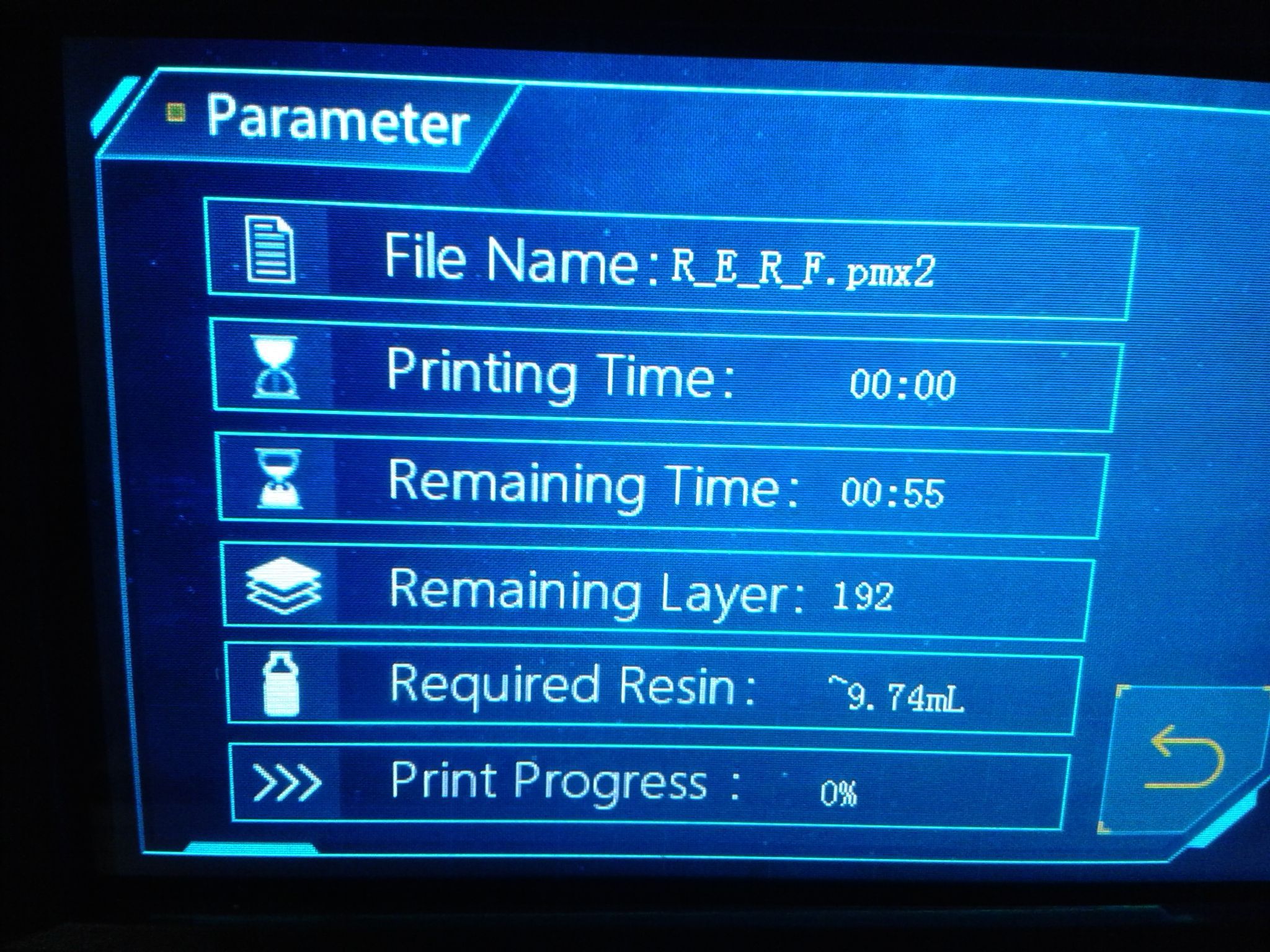
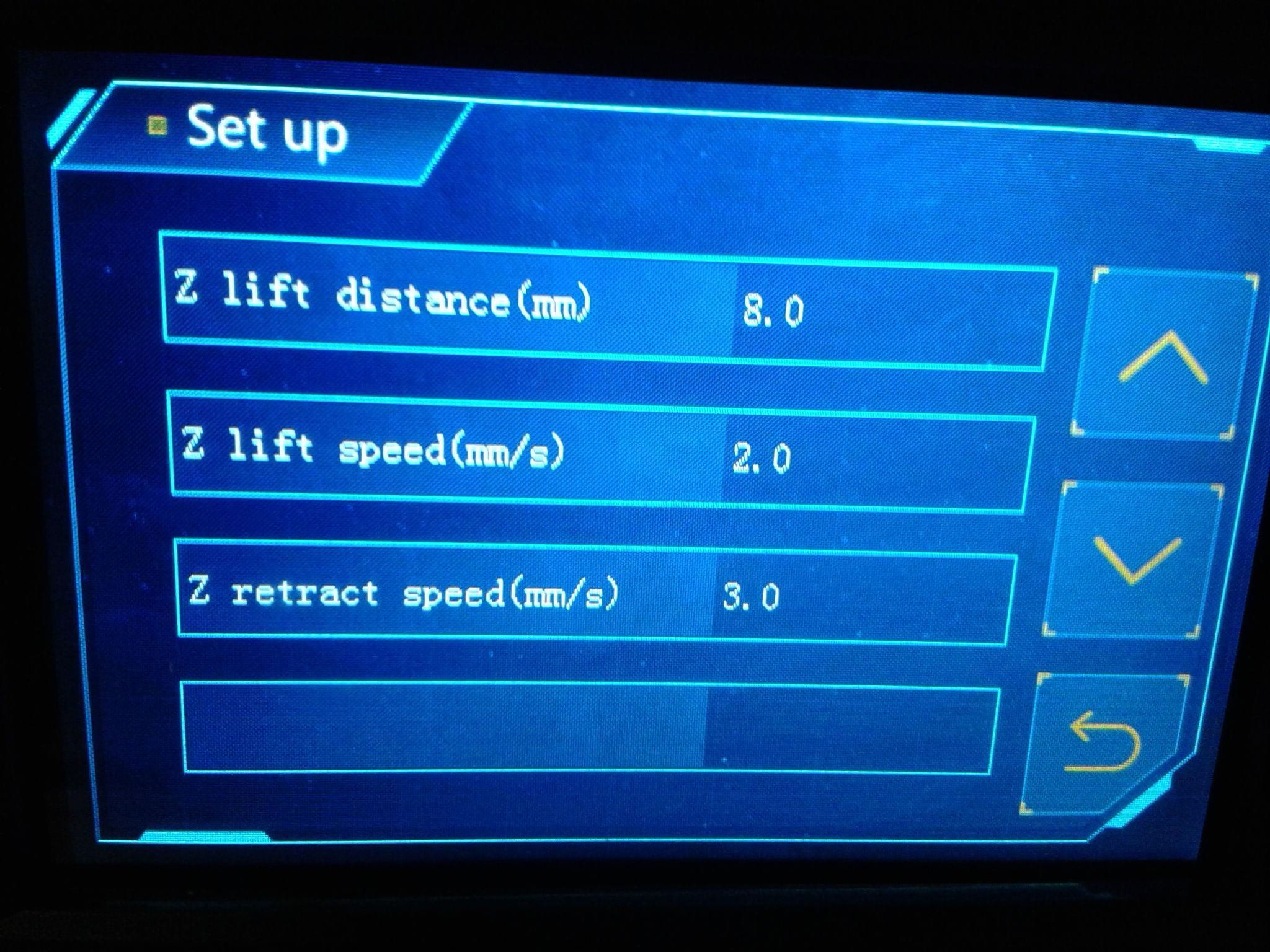
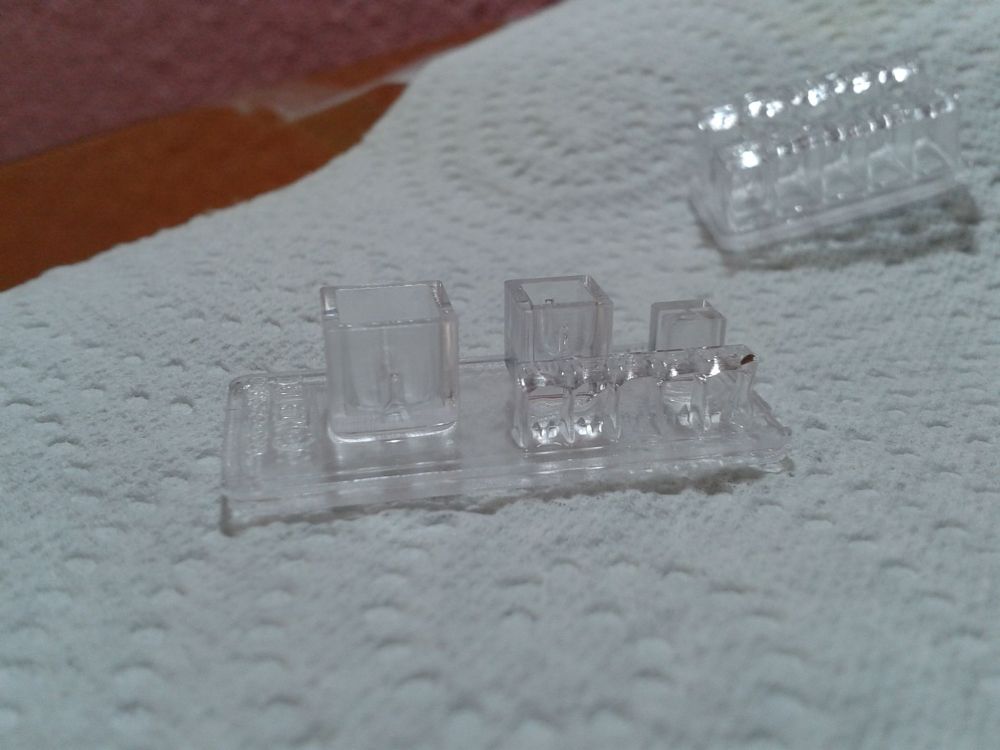
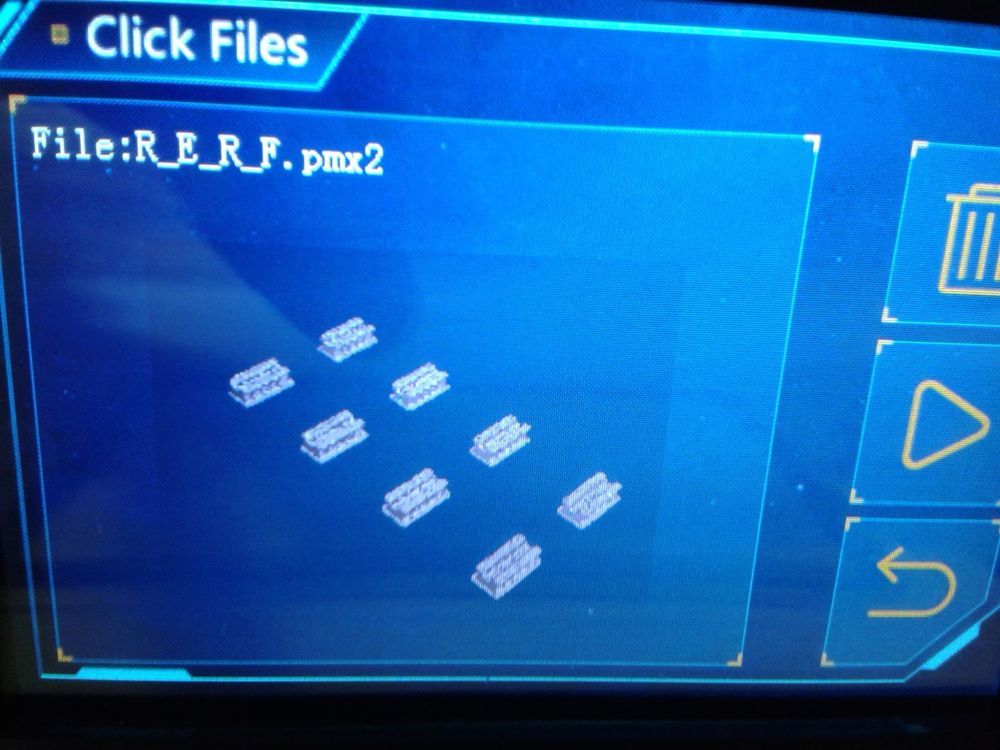
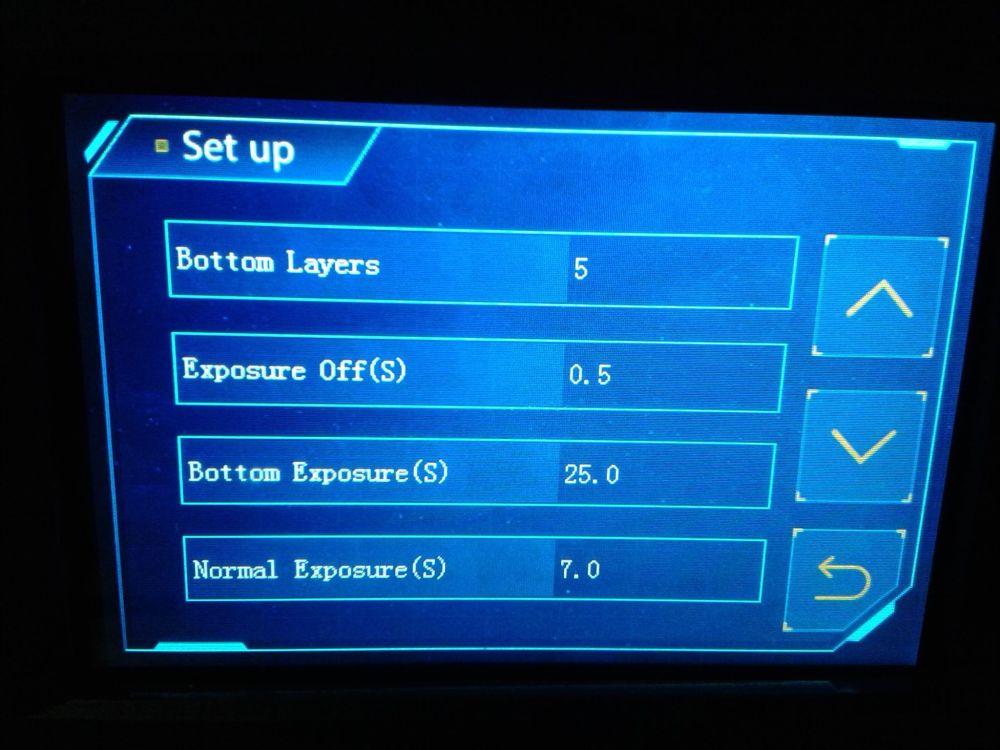
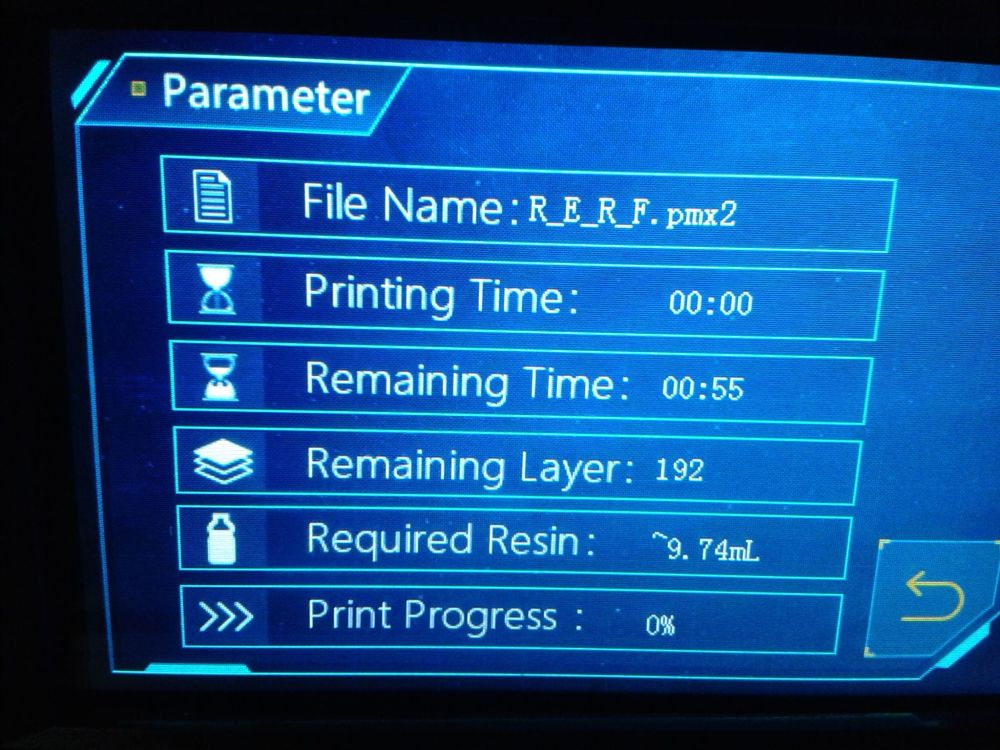
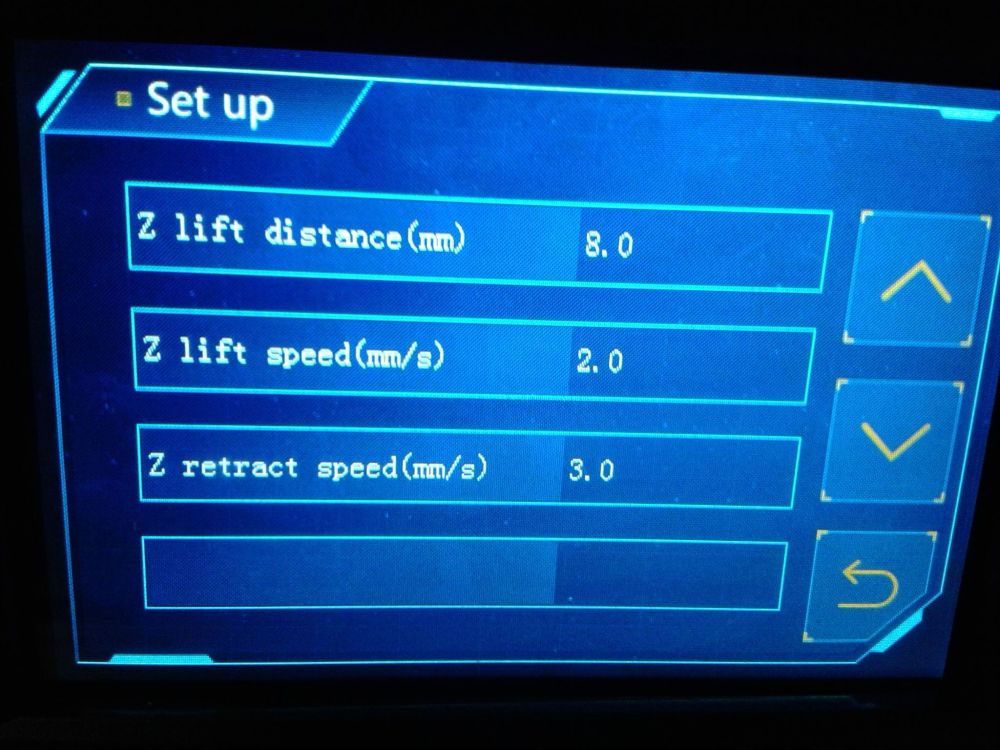
Calibration sur mon imprimante Anycubic Photon mono X2 Afin de trouver des valeurs adaptées de temps d'exposition pour la résine UV "Anycubic High Clear" et mon espace d'impression (là il y fait actuellement ~15°C (pas spécialement recommandé pour cette résine)) Quand je regarde la fiche produit de la High Clear, il semble que 4.0 secondes soit a utiliser pour "la durées d'exposition des couches normales" ( "Normal Exposure Time" ) sur la "Photon Mono X2", pour des couches de 0.05 mm (50 micron) de hauteur dans un environnement d'impression a 25°C. "The Cones of Calibration V2" et "The Tesseract v2" "The Cones of Calibration v2" de TableFlip Foundry "The Tesseract v2" de J3D Tech Essai 01 Durée d'exposition des couches normales 4.5s Nombre de couches : 188 Durée d'impression estimée : - Durée d'impression réalisée : De l'ordre de 45 min. Erreur en fin d'impression donc je n'ai pas la durée. Mais l'impression semble complète. j'ai utilisé un ficher tranché lors du test de la mono X2, que j'avais gardé sur la clé dans un sous répertoire ... le fait de l'avoir copié/déplacé, ou il me faut formater la clé USB, ou en changer, ou refaire un fichier d'impression ? En séchage, après nettoyage a l'IPA ~45 seconde Je n'ai aucun cônes "SUCCES" ou "FAILURE" il me faut donc augmenter la durée d'exposition des couche normales ... Essai 02 Durée d'exposition des couches normales 5.0s Essai 03 via un fichier R_E_R_F fait pour l’occasion avec "The Cones of Calibration v2" de TableFlip Foundry ( R_E_R_F pour "Resin Exposure Range Finder" spécifique a certaines imprimante Anycubic, ici sur la PMX2 il y a incrément de { "+0.25s" x "indice de la zone" }, selon le modèles. Huit zones.) Durée d'exposition des couches normales 5.0s ( donc comme un R_E_R_F, huit zones (de 5.0s a 6.75s) par pas de +0.25s ) Photos des Essai 01 a 03 Sur le dernier de la dernière photo ( NET(Normale Exposure Time)=6.75s ) je commence enfin a avoir plusieurs cônes sur la faces "SUCCES". Pour les faces "FAILURE" des différentes impressions des Cônes de calibration, toujours aucun cônes. Donc, définitivement avec un environnement a ~15°C il me faut imprimer au dessus de 6.75s sur ma PMX2 ( Photon Mono X2 ) Essai 04 via un fichier R_E_R_F Durée d'exposition des couches normales 7.0s ( donc comme un R_E_R_F, huit zones (de 7.0s a 8.75s) par pas de +0.25s ) ... D'après mes essais, avec cette résine, 9.0 seconde de durée d'exposition pour les couches normales, semble adaptée pour ma machine (Photon Mono X2) et température de l'environnement d'impression (~14°C).












 1 point
1 point -
Oui c'est vrai ... mais il faut éviter de lui dire ... sinon quand elle aura pris le contrôle du monde elle risque de ne pas être gentille avec toi1 point
-
Salut à tous et merci pour votre retour... Alors dans l'ordre, @Lidocain777, j'ai choisi berdair parce que le concept de soufflante déportée me plaisait et permettait d'avoir une tête compacte.. Le choix du 5015,cest surtout parce que mon 4010 ne m'a par 2 fois pas protégé d'un ptfe qui chauffe trop, d'où le fait de passer plus gros. @KpDp_3D, en mettant une résistance pour régler l'intensité sur l'input, un arduino peut lire une entrée PWM en direct, l'optocoupleur est pour gérer la sortie.. Pour la pompe, c'est parce que on est sur une pompe à membrane et non un ventilo sur les berdair. A bientôt
 1 point
1 point -
Tant qu'à faire tu peux aussi regarder la Prusa XL avec 2 têtes, ça ne fera "que" x10 sur ton budget initial, mais il faudra aussi être patient1 point
-
Arrête de vanter les mérites de l'imprimante je n'ai pas encore l'argent pour l'acheter et les délais de livraison sont longs, et je vais finir avec une X1 C alors que je voulais une X1 car elle est plus disponible pour le moment. (et même prendre le pack avec AMS). budget initiale 250 € oui je suis très discipliné économiquement.1 point
-
Bonjour tout le monde j ouvre ce sujet car je travaille sur ce type de machine commande numérique homag baz 722 avec système de placage embarque sur tête indépendante machine mesurant environ 8m de long par autant de large voici quelques video https://www.youtube.com/watch?v=GYOHuD2jP-Q1 point