Classement




Contenu populaire
Contenu avec la plus haute réputation dans 07/09/2023 Dans tous les contenus
-
Bon, j'me lance ! Dispo le 20 sur la boutique Bambu
 3 points
3 points -
Le plus simple pour éliminer les bruits de fonctionnement est…3 points
-
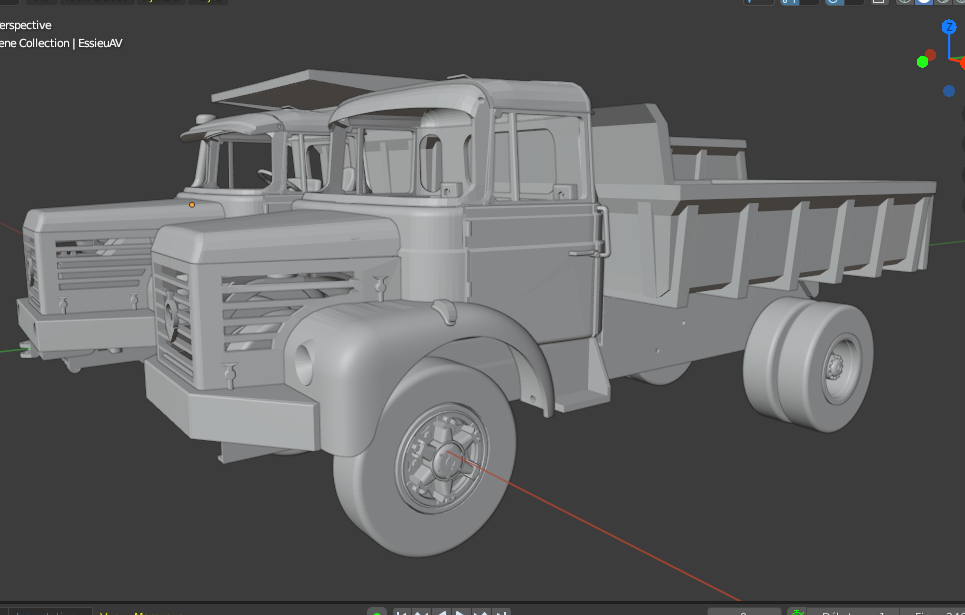
Bonsoir à tous, Désolé pour l'absence, des contraintes hors impression 3D qui m'ont éloigné du sujet... Le fait est que le nouveau papa du BERLIET GBH a réalisé la peinture (enfin partielle car il n'a pas encore toutes les pièces du kit...) Un petit nouveau, en fait le petit frère du GBH 280 qui n'est autre que le GLR 160 qui sera équipé d'une petite benne sur un chassis 4x2




 2 points
2 points -
X1 Series Combo ? Hummm, soit intox, soit V2 !
 2 points
2 points -
Image éclaircie (reddit) : Bon moi j'ai la réponse : ils ne savent pas ce que ce sera. Ils ont lancé une image au pif, depuisils collectent toutes les réponses, ils font des stats, et ensuite ils lanceront un KickStarter avec la suggestion qui sera revenue le plus souvent et avec un an pour pondre la solution technique ! Malin !2 points
-
Je viens de tout lire, beau boulot @PPAC. Il y a des cotés "cheap", mais qui à mon sens ne sont pas nuisible et n'oublions pas le prix aussi très contenu. Clairement la bête ne pourra faire l'objet de beaucoup de modifs ou upgrade, Machine conçue pour imprimer sans se faire ch.... J'en reviens à ta remarque de bestiole "remuante", j'étudiais les profils de la S1 fournis par Creality, dans le dernier profil, les valeurs d'accélération ont été multipliées par 10 , j'ai essayé, alors certes la bête est plus "rapide", mais pas tellement en fin de compte; elle bouge beaucoup, fait plus de bruit, enfin bref la S1, imprime avec violence, sans vraiment faire mieux, sauf sur les cubes, ou cette fois les angles sont presque parfaits.2 points
-
Une paire earbuds actif à suppression de bruit. à moins que cela soit des enceintes de ce type intégrées dans l'imprimante !! plus compliqué.2 points
-
Salut, J'ai encore trouvé ! C'est ça (imprimé en PLA vert):
 2 points
2 points -
C'est une buse pour imprimante 3D de mastic, ciment, map ... oui, je sais, la buse c'est moi2 points
-
La «17» OK, je =>2 points
-
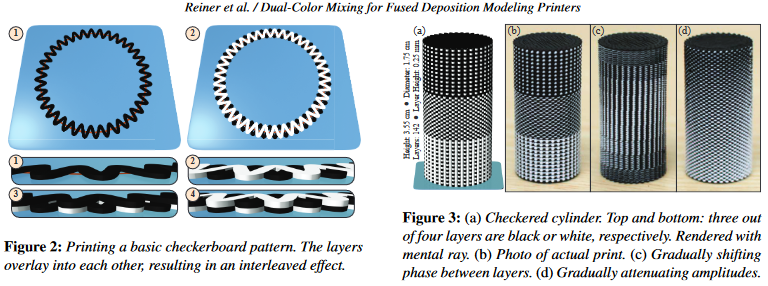
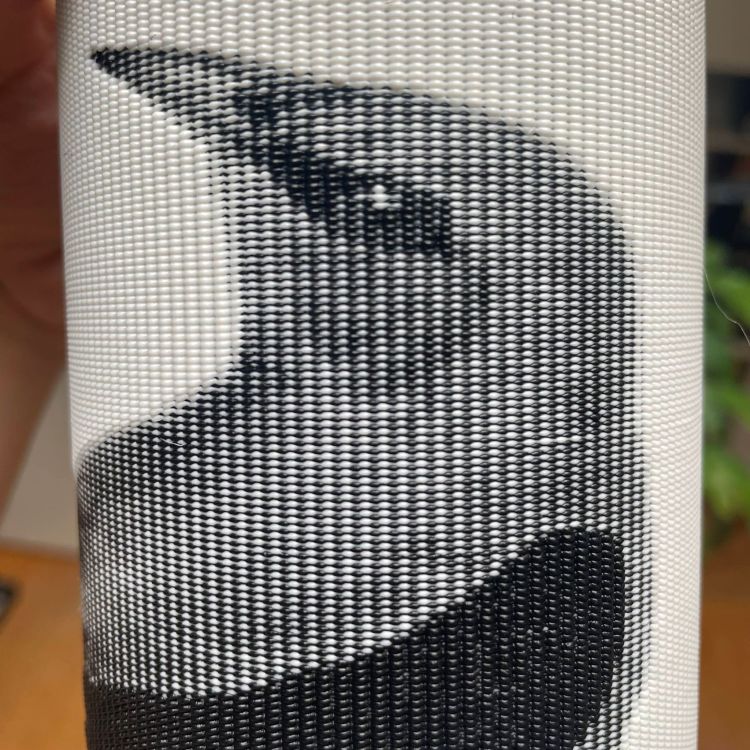
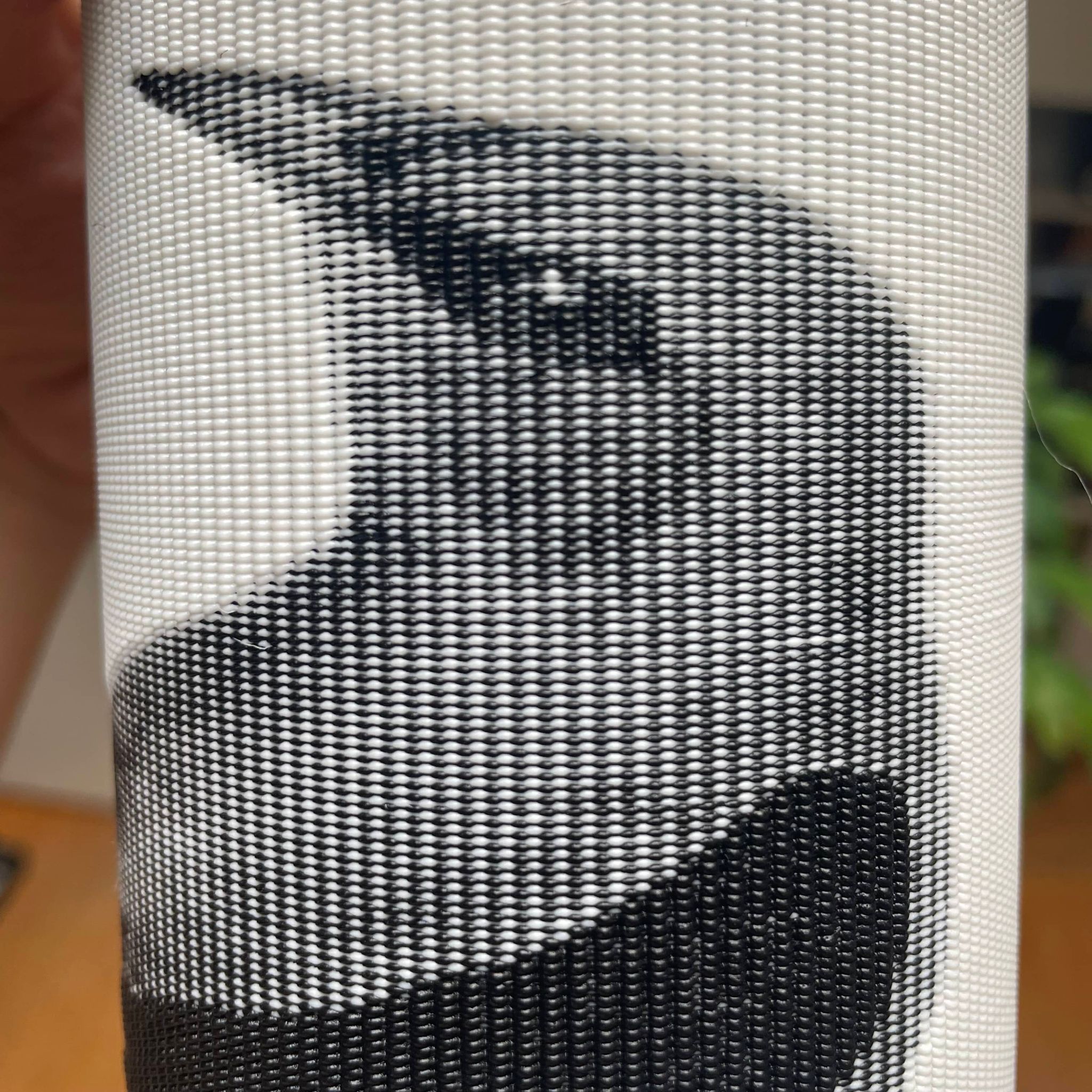
Hello, J'ai réussi à obtenir des effets de dégradés avec 2 couleurs en utilisant un effet de tramage (comme on utilise dans l'impression traditionnelle). Je me suis basé sur le rapport de recherche intitulé Dual-Color Mixing for Fused Deposition Modeling Printers par Tim Reiner, Nathan Carr, Radomír Mech, Ondrej Štava, Carsten Dachsbacher & Gavin Miller. Le principe est assez simple : on alterne les couleurs à chaque couche et on module l'amplitude des vagues en fonction de l'intensité de couleur avec l'amplitude de la couleur 1 inversement proportionnelle à celle de la couleur 2. Les vagues sont en décalage 1 de phase. J'ai programmé le Gcode sur Grasshopper pour Rhino afin de pouvoir utiliser une image comme référence ou bien moduler les amplitude en fonction de la géométrie de l'objet. Cela permet des effets de dégradés intéressants. Le toolchanger de la Prusa XL permet des impressions rapides et surtout avec un minimum de gâchis : pour les exemples ci dessous on est à environ 3h d'impression avec un taux de gâche de moins de 5% en poids, là ou on serait plus sur 200% avec un système type MMU ou AMS. Je galèe un peu en ce moment à obtenir des résultats propres pour des modèles avec de grandes variations de circonférence car difficile de conserver le décalage de phase entre les vagues lorsque celles-ci sont de longueurs variables mais en bossant un peu dessus on doit pouvoir trouver un solution, si quelqu'un a une idée je suis preneur !





 1 point
1 point -
Nouvelle review d'@isidon surpris par le DLP de l'Elegoo Mars 4 ! https://www.lesimprimantes3d.fr/test-elegoo-mars-4-dlp-20230907/1 point
-
Bonjour, j'imprimais depuis quelques jours une série de pièces pour faire la maquette du rover martien Perseverance. Tout allait bien comme habituellement avec mon imprimante FFCP, puis tout d'un coup, impossible d'imprimer correctement, mauvaise adhérence sur le plateau, mauvaise adhérence des couches entre elles, ... Je vérifie les paramètres d'impression et le nivellement du plateau : RAS. Je pense à un problème classique de hotend. Je démonte les 2 extrudeurs, je nettoies, je remplace les buses qui ont quand même 5 ans, mais sans voir de problème majeur. Je reprends l'impression et je ne vois aucune amélioration. Pensant à un problème de filament, j'ai remplacé celui-ci par un autre plus ancien et lors du remplacement je me suis rendu compte que des morceaux de filament ancien, de quelques cm à une dizaine de cm de long, étaient collés à l'intérieur du tube plastique d'alimentation (entre la bobine et l'extrudeur). Ils n'empêchaient pas le passage du filament normal mais le freinait ce qui pouvait peut être expliquer les problèmes. J'au du utiliser un fil de cuivre de 3 mm de diamètre pour bien purger le tube de tous ces résidus. Après remontage, l'imprimante fonctionne de nouveau nickel. Je n'avais pas idée de ce genre de problème et n'en avait pas vu mention dans des forums jusqu'à présent. Je vérifierai maintenant à chaque remplacement de filament que des morceaux ne sont pas restés à l'intérieur de ce tube.1 point
-
La carrosserie est assemblée... Non sans pester sur les différentes tailles de vis et longueur utilisées... Et repéré une petite erreur à corriger sur la carrosserie avec les tailles de vis... Quelques pièces ne sont pas collées et l'arceau n'inclus pas la lumière à ce stade, car je vais devoir faire un trou quelque part, et je ne sais pas encore où... Je m'attaquerai à cela après avoir fait la peinture... Et avec les lumières allumées...(il me faut encore faire l'installation définitive du circuit dans la carrosserie)... Je verrai quand je pourrais peindre cette carrosserie... La voiture ne tournera pas avant l'année prochaine, car elle est mon entrée pour le concours de proto de Montluçon 2024... Les autocollants ne sont pas encore partis, donc cela va prendre du temps... Et dans tout les cas, je suis super content, car en vrai aussi, elle sympa, cette carrosserie1 point
-
1 point
-
Salut, Je trouve que tu ventiles bien fort pour du PETG. En général, un refroidissement à 30% est plutôt conseillé. Le remplissage est aussi très important. Une valeur de 25% à 30% devrait être suffisant. est-ce que le résultat est meilleur?1 point
-
Il reste bien mystérieux mais je pense que c'est une nouvel imprimante vu que ça ressemble fortement à une tête d'impression et qu'il parle de bruit. Après aucune idée du fonctionnement.1 point
-
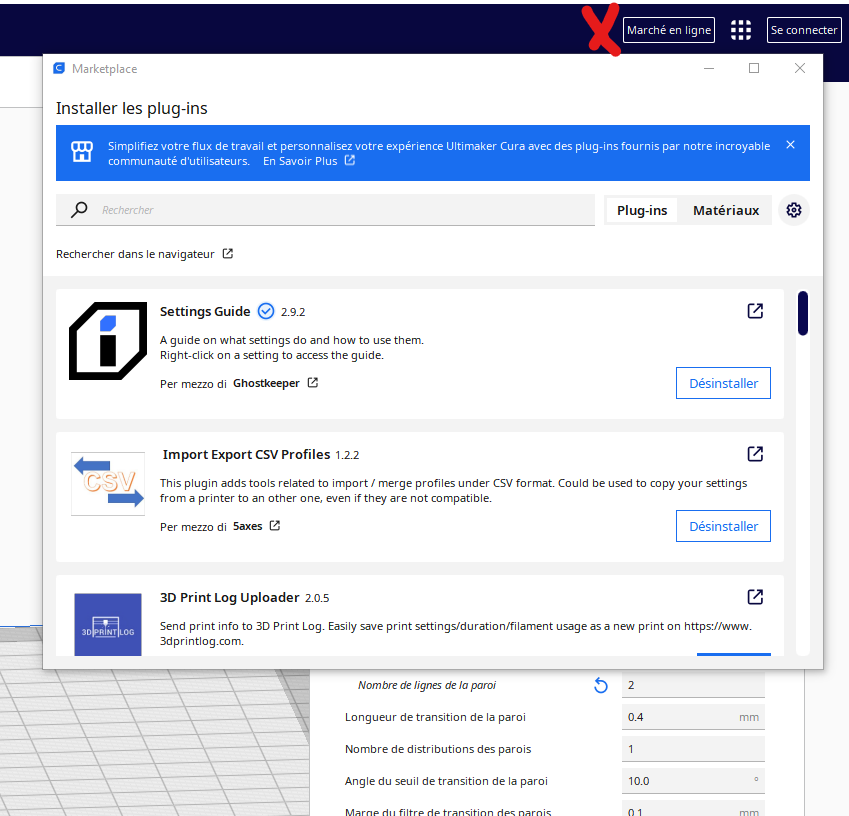
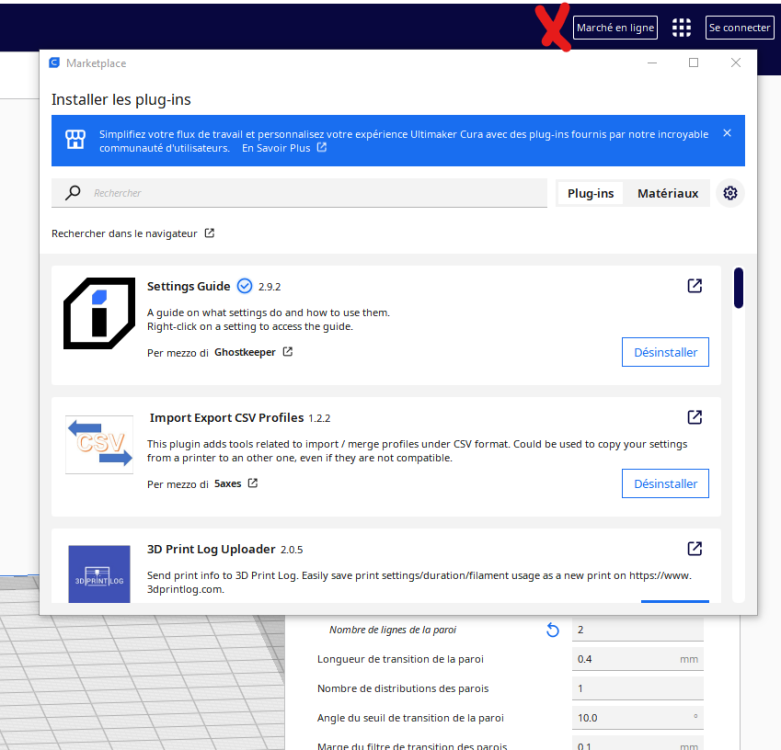
Tu devrais l'avoir dans les extensions de CURA, il y a d'autres extensions Cura intéressantes à installer. il faut aller sur marché en ligne puis Plugins et télécharger celles qui te plaisent ou utiles.
 1 point
1 point -
C'est également mon intime conviction... mais la vérité est peut-être ailleurs !1 point
-
pour info, il y a quelques mois, un certains youtuber = Gueroloco a fait une vidéo, où à 27min il dit qu'il a reçus du matériel prototype BambuLab très innovent = "on va être ailleurs".... (vidéo "Q&R avec la GueraLoca + Nouveau Studio" du 31 dec 2022.) Donc pour moi on est bien dans un nouveau système multi-couleurs avec mélange des couleurs primaire + du blanc = 4 bobines = AMS modifié ... Le "everyone" est plus pour dire que çà marchera sur toutes les Bambulab et pas obligé d'acheter une nouvelle imprimante. Comme dit un peu plus haut, BambuLab a déjà lancé des filaments avec couleurs primaire pour l'impression lithophanie. Puis si on regarde le boitier en photo dans l'annonce, on remarque sur la droite le poussoir du coupe filament (donc la vue de ce boitier laisse supposer que c'est vue de derrière, vue de devant c'est le ventilateur de la tête, et qu'il sera monté à la place de l'extruder actuel, avec peut être une nouvelle tête => il y a des chances). Ensuite si on regarde bien le logo, on peu se rendre compte que çà représente vue de dessus le filament blanc au milieu, avec tout autour les 3 couleurs primaire. il y a des chances que çà soit le filament blanc qui soit poussé, et on y ajoute les 3 autres plus ou moins, pour le colorer. Perso j'ai déjà remarqué des soucis de coloration sur du blanc dû à un autre filament vert dont le colorant semblait puissant et laissait un résidu qui colorait le filament blanc lorsqu'il était utilisé après le vert...., donc si les filaments primaire ont des colorants qui ont un pouvoir de colorer plus que le filament sur lequel il se trouve (un peu comme les soucis de décoloration dans une machine à laver), on aura une possibilité d'imprimer en plusieurs couleurs... (ne pas oublier que la matière première du PLA, ce sont des billes transparente, et que les fabricants rajoutent quelques trucs à leur sauce et du colorant). Ce sont mes déductions, mais je pense que je suis assez dans le mille...1 point
-
Ouais autant juste un AMS-like pouvait se considérer comme une équipement / accessoire supplémentaire, autant la réduction du bruit, çà commence à faire penser à une nouvelle imprimante ... Une S1C ? (pas en format XXL, mais juste une X1C+++, AMS-like plus simple et plus robuste et moins de purge, plus silencieuse, etc.) Et le "pour tous" ne serait ni "pour tous les possesseurs d'une Bambu Lab" ni "pour tous les possesseurs d'une imprimante" (si accessoire générique), mais juste... "pour tout public", au sens, "pour tous les acheteurs" / pour Monsieur tout le monde (prêt à acheter ce nouveau modèle).1 point
-
Oui, mais on trouve aussi son contraire : https://filament2print.com/fr/blog/45_problèmes-humedite-filaments-3d.html1 point
-
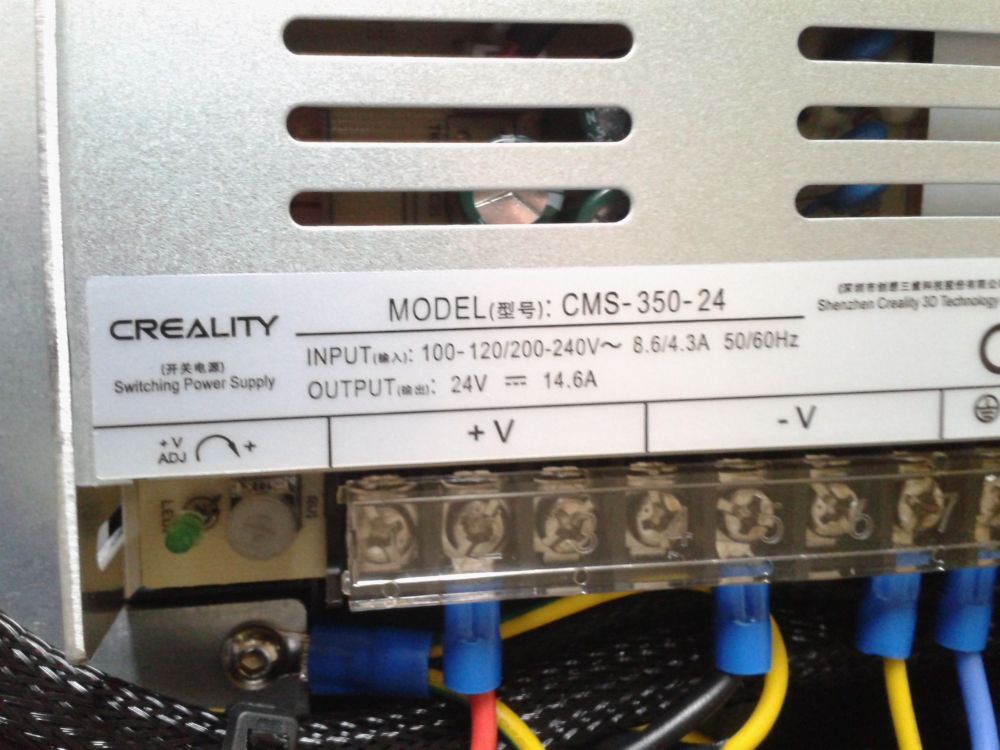
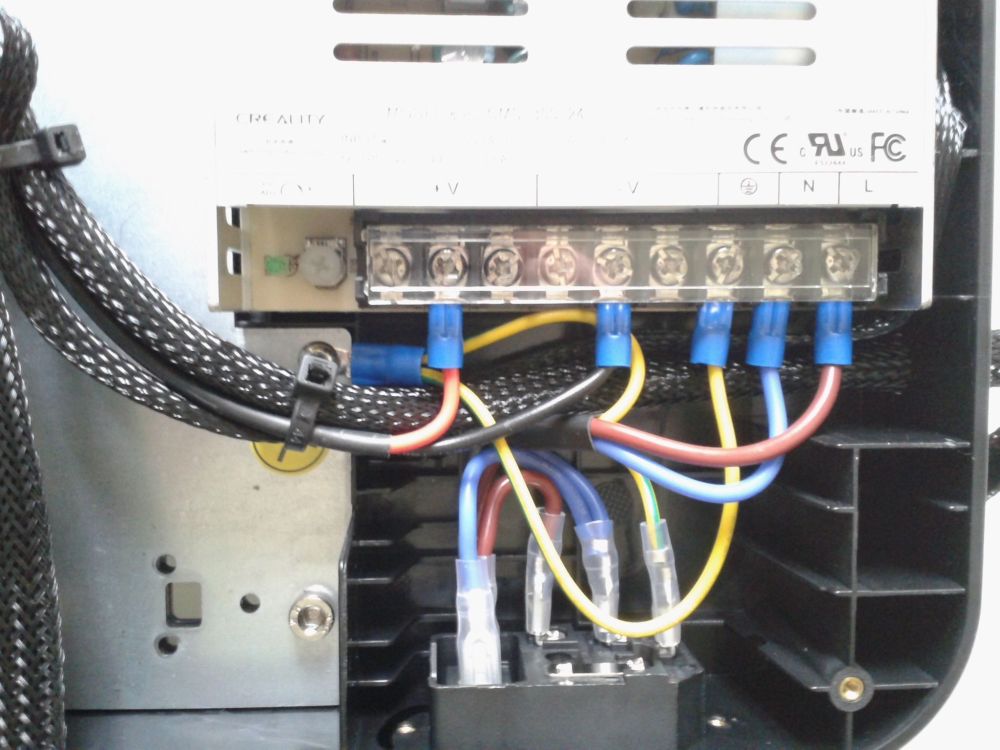
Une vue de la façade avant ? Tu n'utilises plus la plaque métallique dessous ? Si oui, une petite plaque recouvrant les arrivées / sorties de l'alimentation et le bloc secteur avec son interrupteur serait un plus niveau sécurité1 point
-
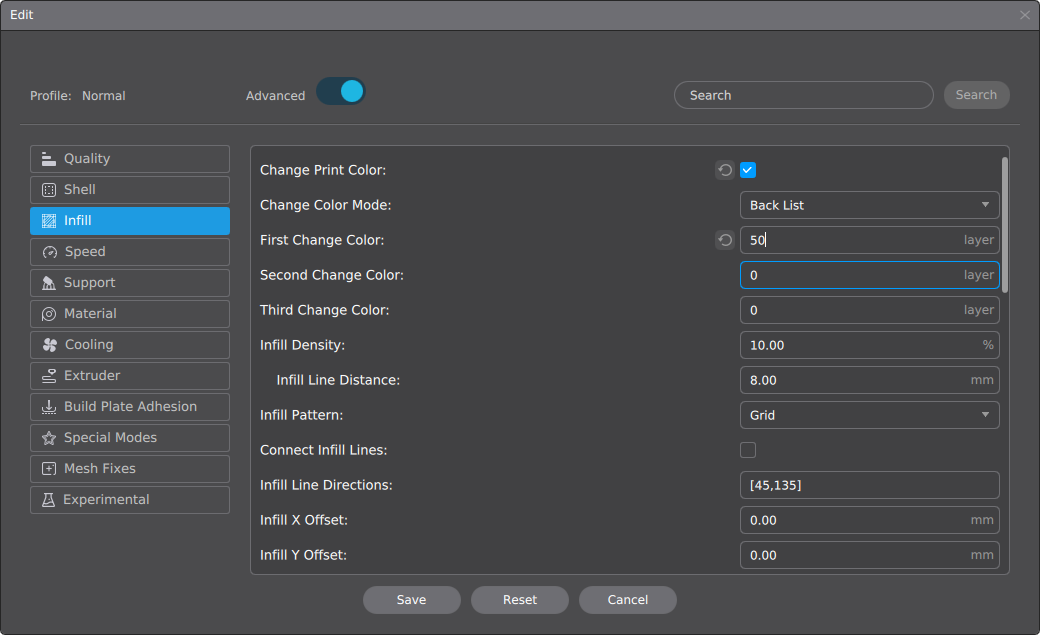
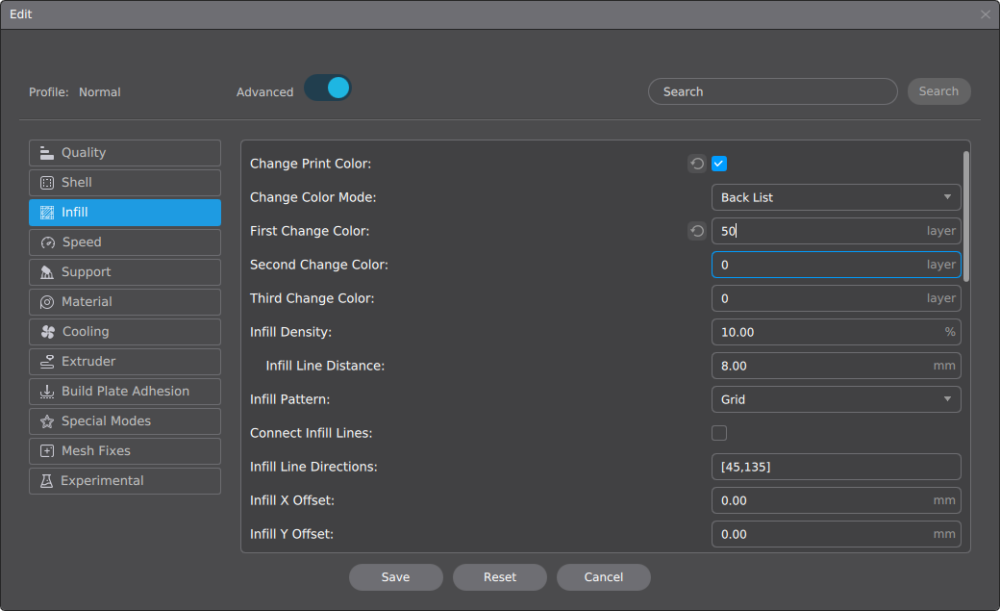
Sous Creality Print, il y a une histoire de "Change Print Color" dans la section "Infill" d'un profil d'impression (si en "Advanced") Mais je n'ai pas retrouvé de M600 dans le fichier obtenu avec les paramètres que j'ai testé. Dans l'archive du firmware stock de la "Ender-3 V3 SE" téléchargé sur https://www.crealitycloud.com/software-firmware/firmware?source=1 Le fichier "Ender-3 V3 SE_HWCR4NS200320C13_SWV1.0.4_GD303_20230804.bin" fait 225,9 kB (225 900 octets) et le dossier "TJC_SET" fait ~8,2 MB OUI ! Enfin ! Et pour moi, ton post fait lors de l'annonce de la Ender-3 V3 SE devrait rester visible (ne pas être mis a la poubelle) car il y a des hypothèses et informations qui ne sont pas (ou pas encore) sur ce sujet.
 1 point
1 point -
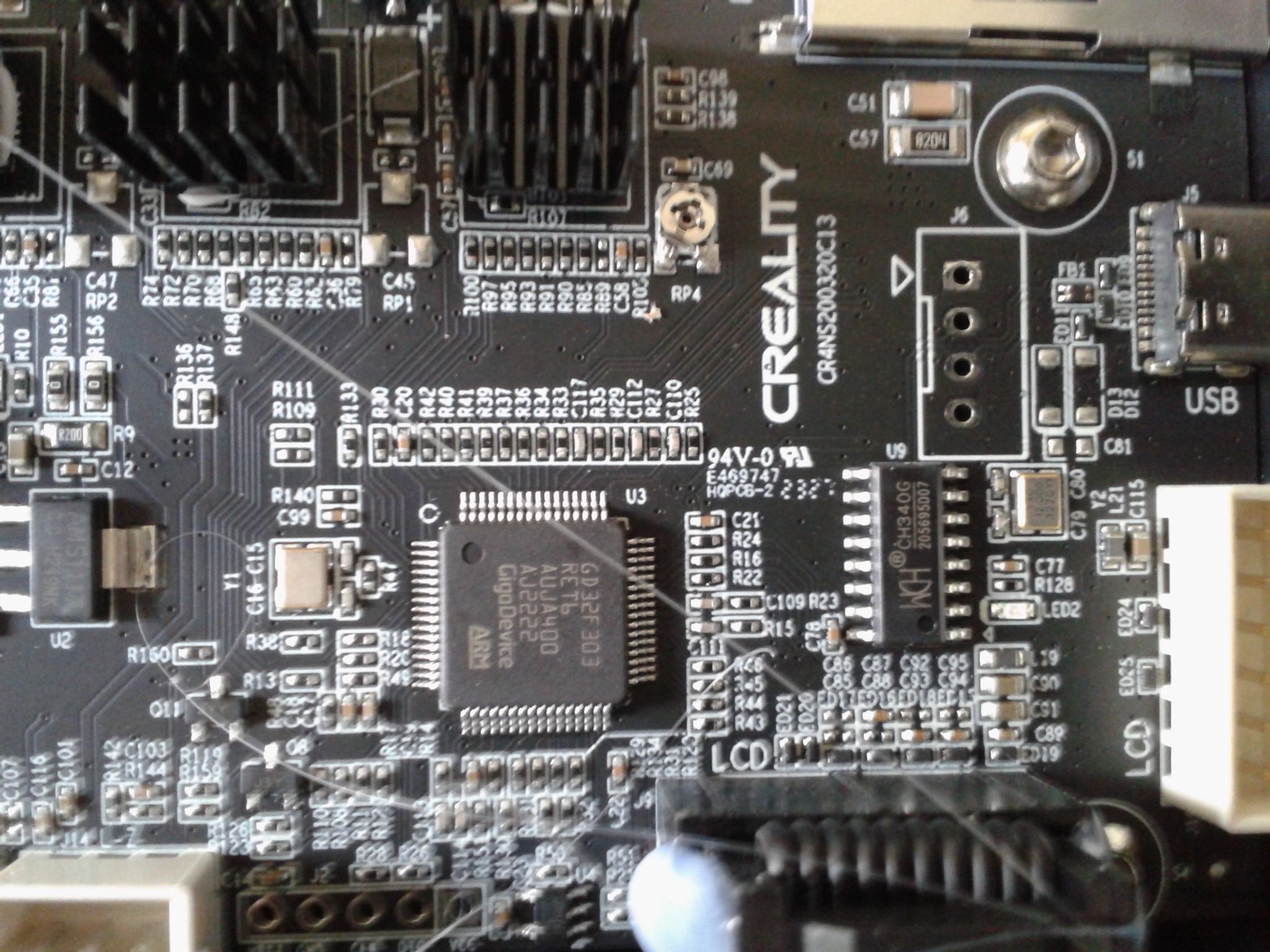
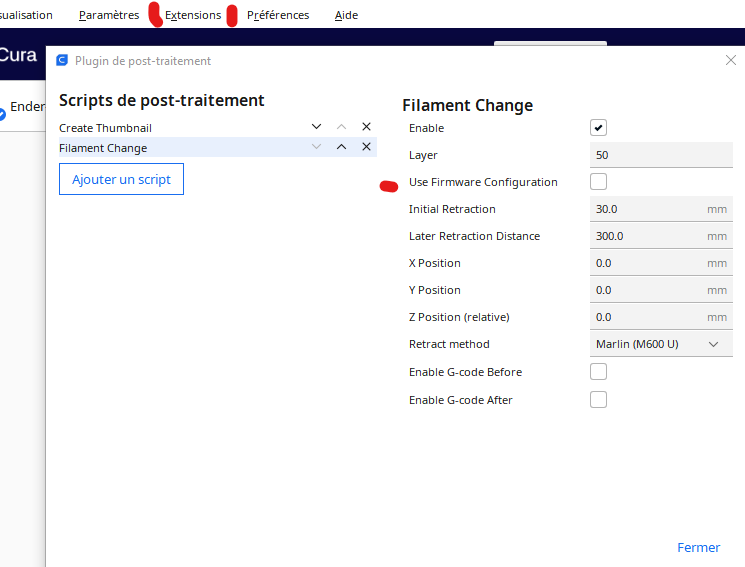
Cela te permet entre autre via les extensions de CURA de lancer un (des) changement de filament à la couche que tu souhaites par exemple, pour changer de couleur. cura extensions__posttraitement__modifier gcode sripts ajouter. Dans creality print pas vu ? A partir d'un PC, il faut se méfier de : mise en veille impromptue, un antivirus lourd ( ou autre) qui prend trop de ressource (selon la machine) , ..... liaison coupée ou trop ralentie et cela plante l'impression. @PPAC juste par curiosité, le firmware, il fait quelle taille : comme le CPU est un GD32.......RET (il me semble) avec 512k de mémoire, la barre des 256k pourrait être franchie.
 1 point
1 point -
Enfin.... Je pense que tu peux mettre à la poubelle mon post initial, le tiens étant plus important. Si un modo me lit OCAZOU...1 point
-
J'aurais bien une suggestion mais ça risque d'être censuré1 point
-
Nouvelle communication de Bambu Lab sur les réseaux sociaux à propos des annonces du 20/09 et cette fois ça ne parle pas de couleur mais de bruit, avec apparemment un nouveau produit qui intégrerait un mode silencieux qui réduit de manière active les bruits des moteurs : Et j'ai comme l'impression que ça ne va pas être le dernier message comme ça, on risque d'en voir encore quelques-uns d'ici au 20/09 (je pense que les modérateurs peuvent supprimer le mot "colorées" du titre du sujet !)
 1 point
1 point -
@PPAC C'est exactement pareil pour moi, segmenation fault quand je clique sur "slice". Le problème est connu mais pas réparé apparemment: https://www.crealitycloud.com/group-detail/61e69213c812f9de6278f864 La version Windows est fonctionnelle via WIne par contre, je viens de le lancer ! Par contre impossible de me connecter au cloud, il prend l'inscription mais pas la connexion, je ne peux pas acheter le kit à 3€ pour l'instant... Quand je valide le formulaire rien ne se passe: https://www.creality.com/pages/k1-give-back-event-pack je suis bien connecté au site Creality.1 point
-
Oui. je n'ai pas vu la température du plateau baisser (mais le fait que les températures ciblent affichées, ne sont pas mises à jour sur l’écran lors du changement de filament, peut laisser planer un doute ...(si j'ai fait le changement trop vite le plateau n'a peut-être pas eu le temps de baisser en température ... il me faudrait re-tester dans une pièce bien froide))1 point
-
Tu as remplacé la structure interne par du remplissage en augmentant probablement le poids. Tu devrais ouvrir un sujet dans la section modélisme, on va encombrer celui-ci.1 point
-
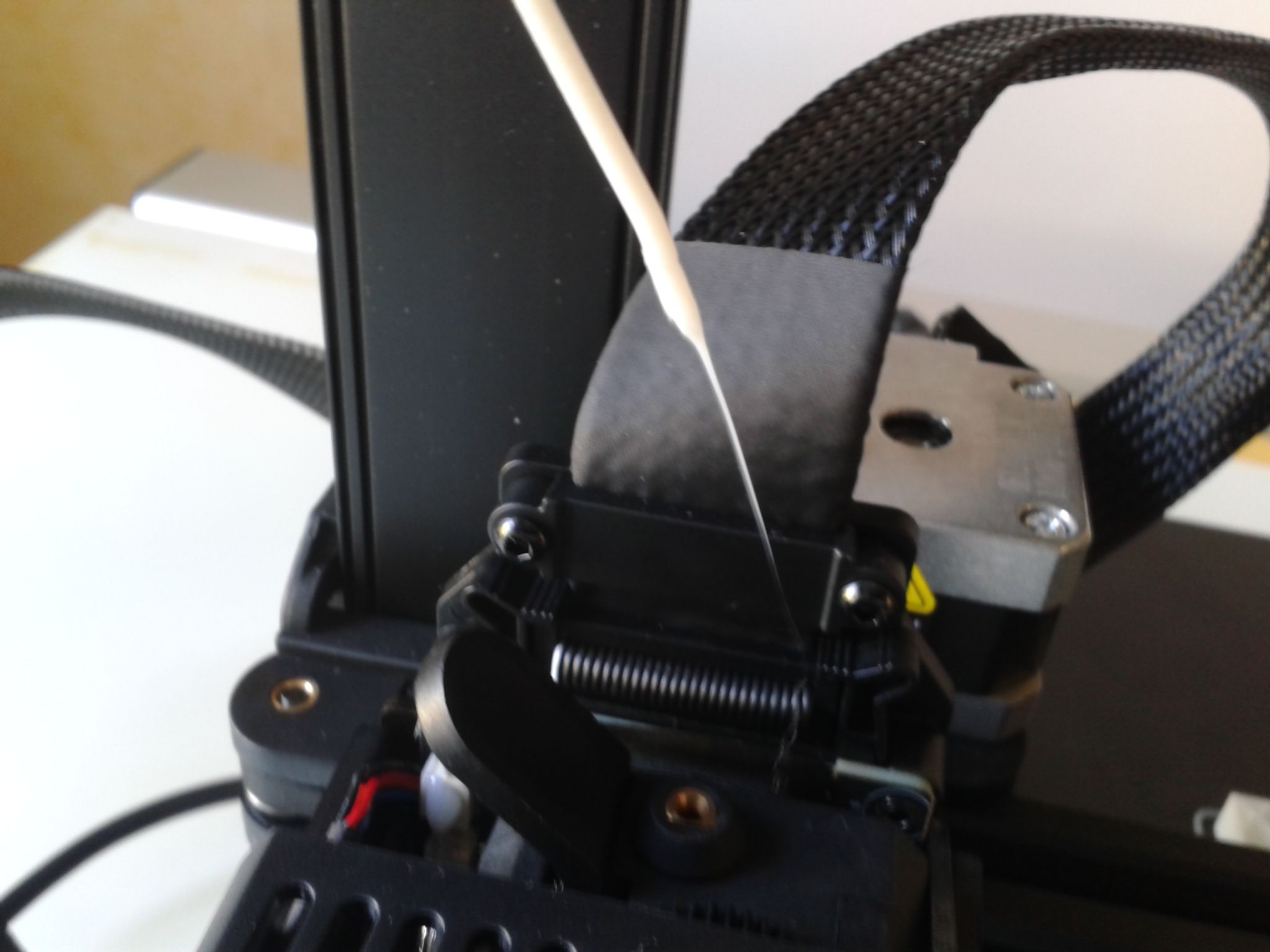
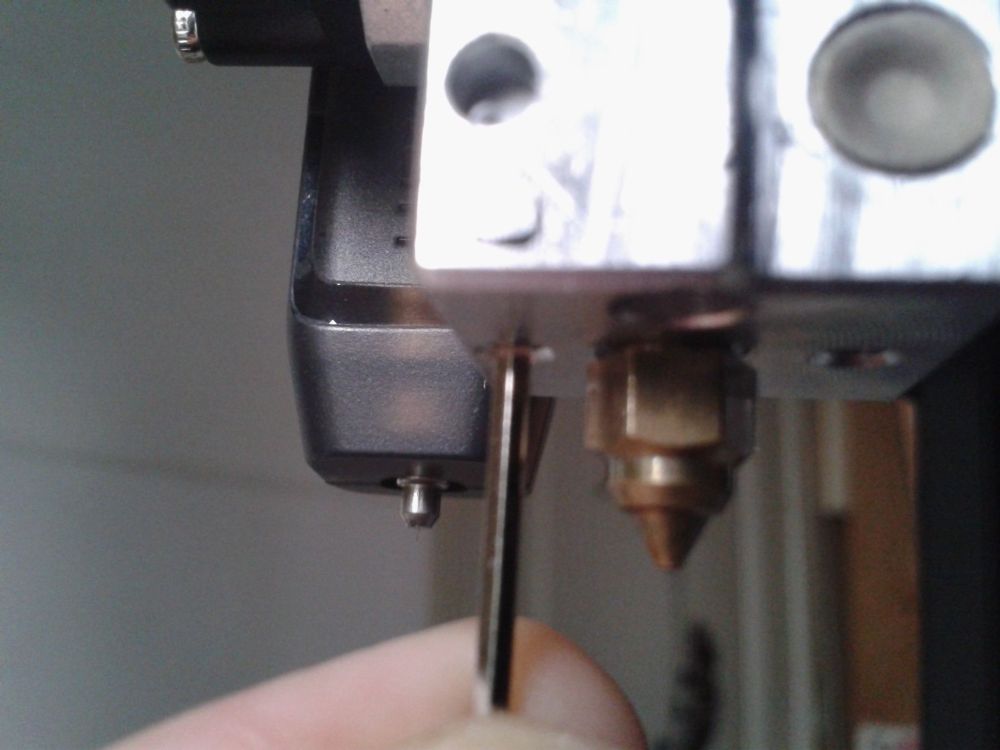
On y est presque, plus qu'a bien positionner l'embout1 point
-
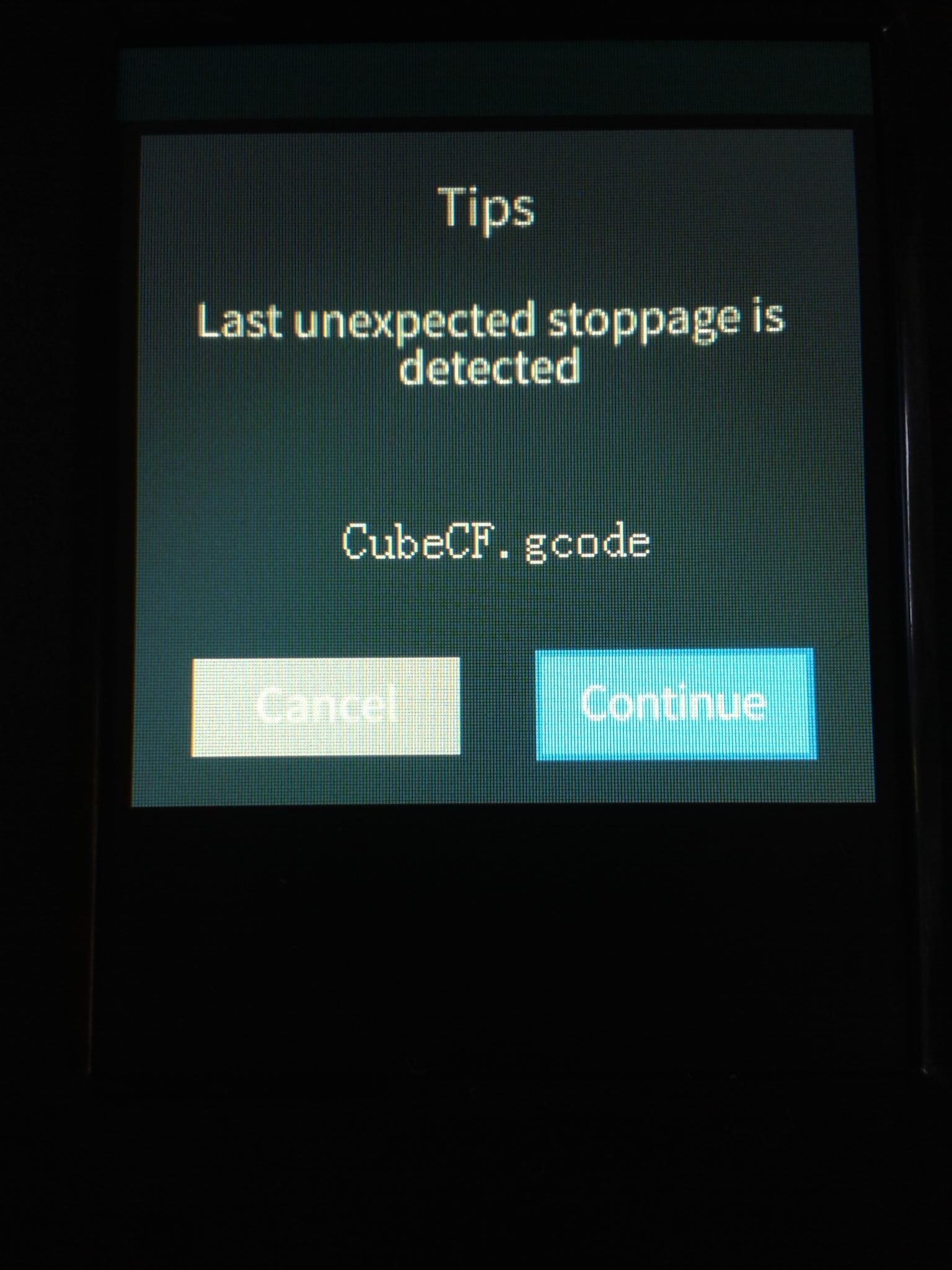
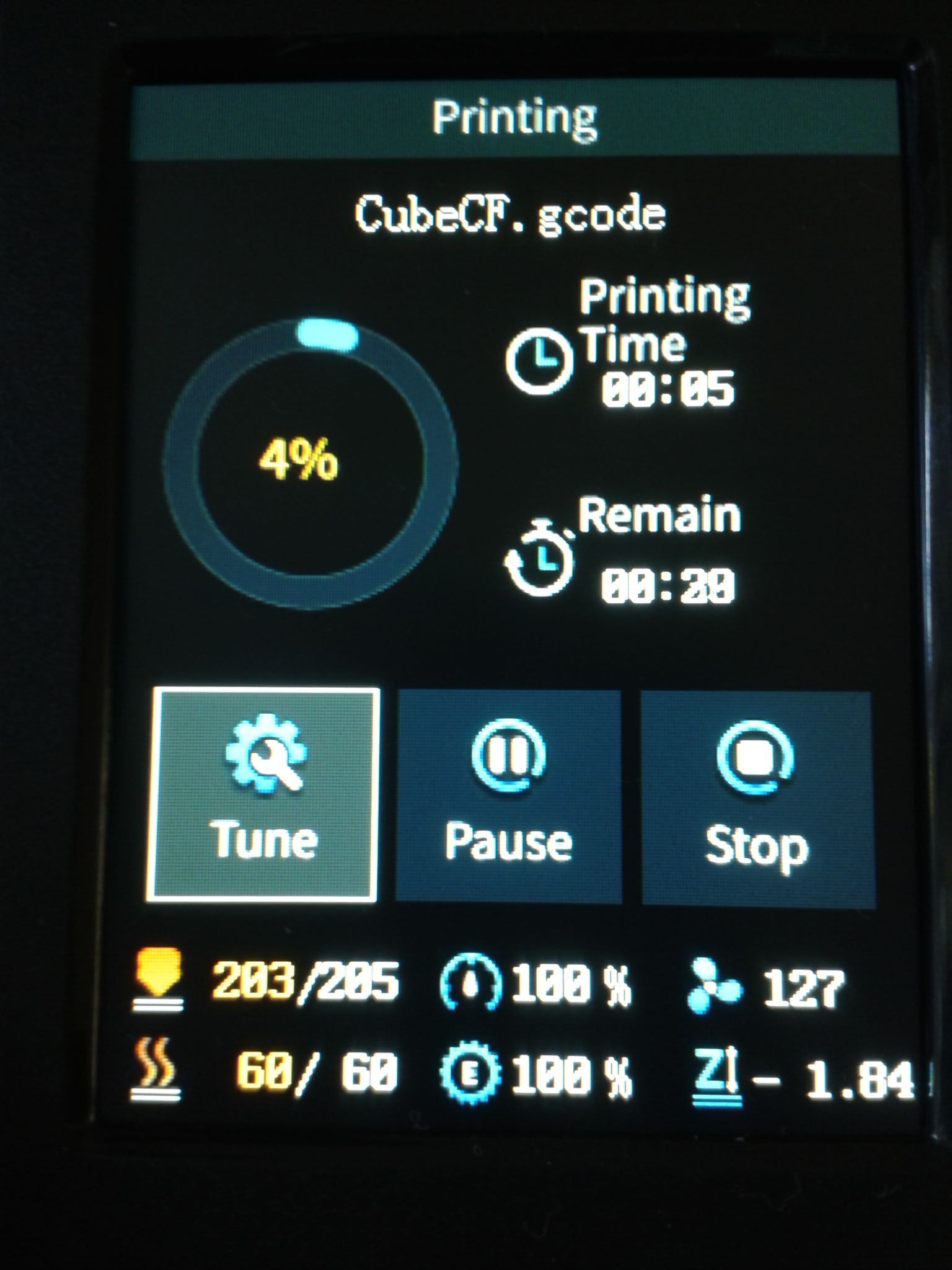
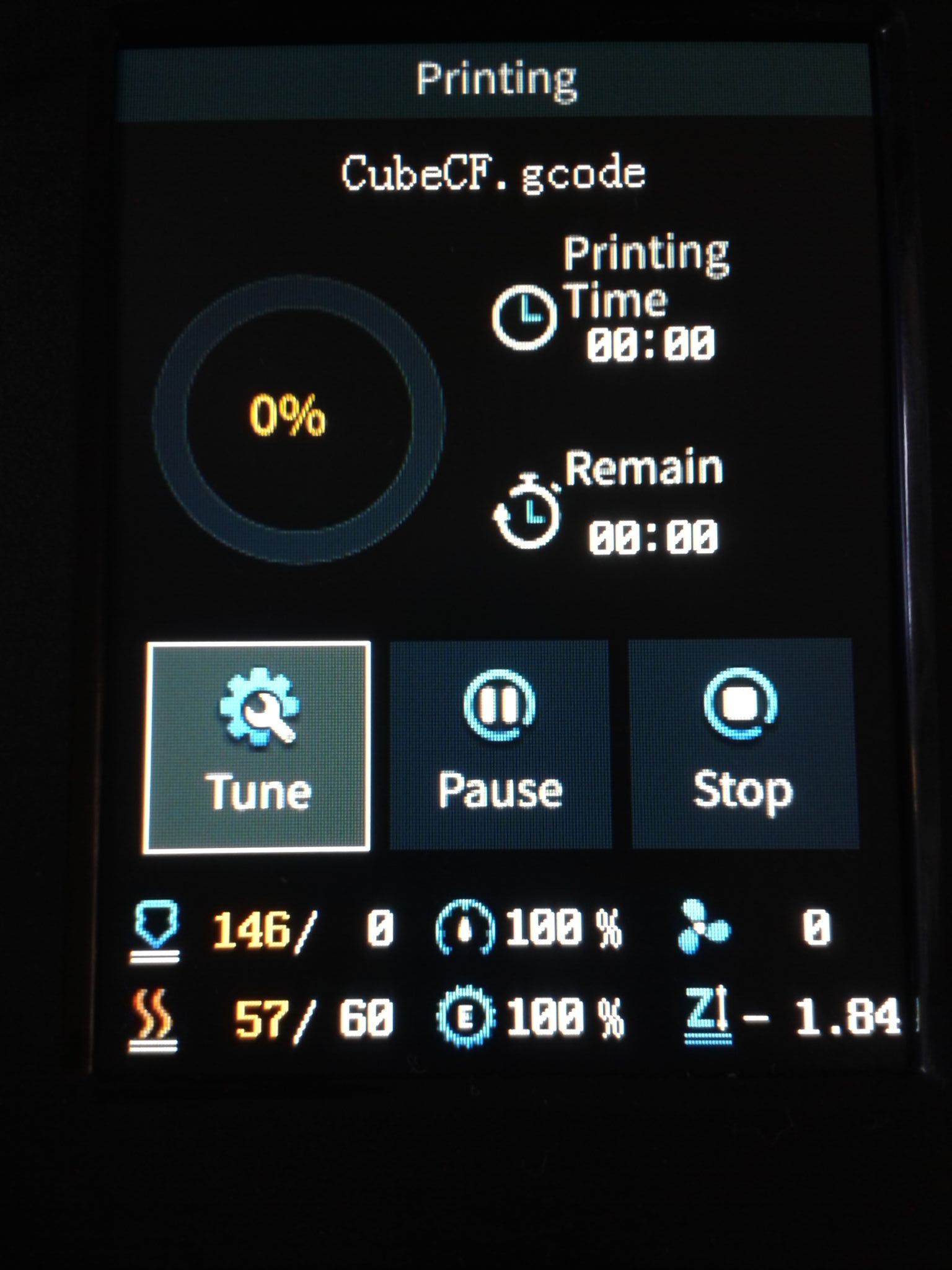
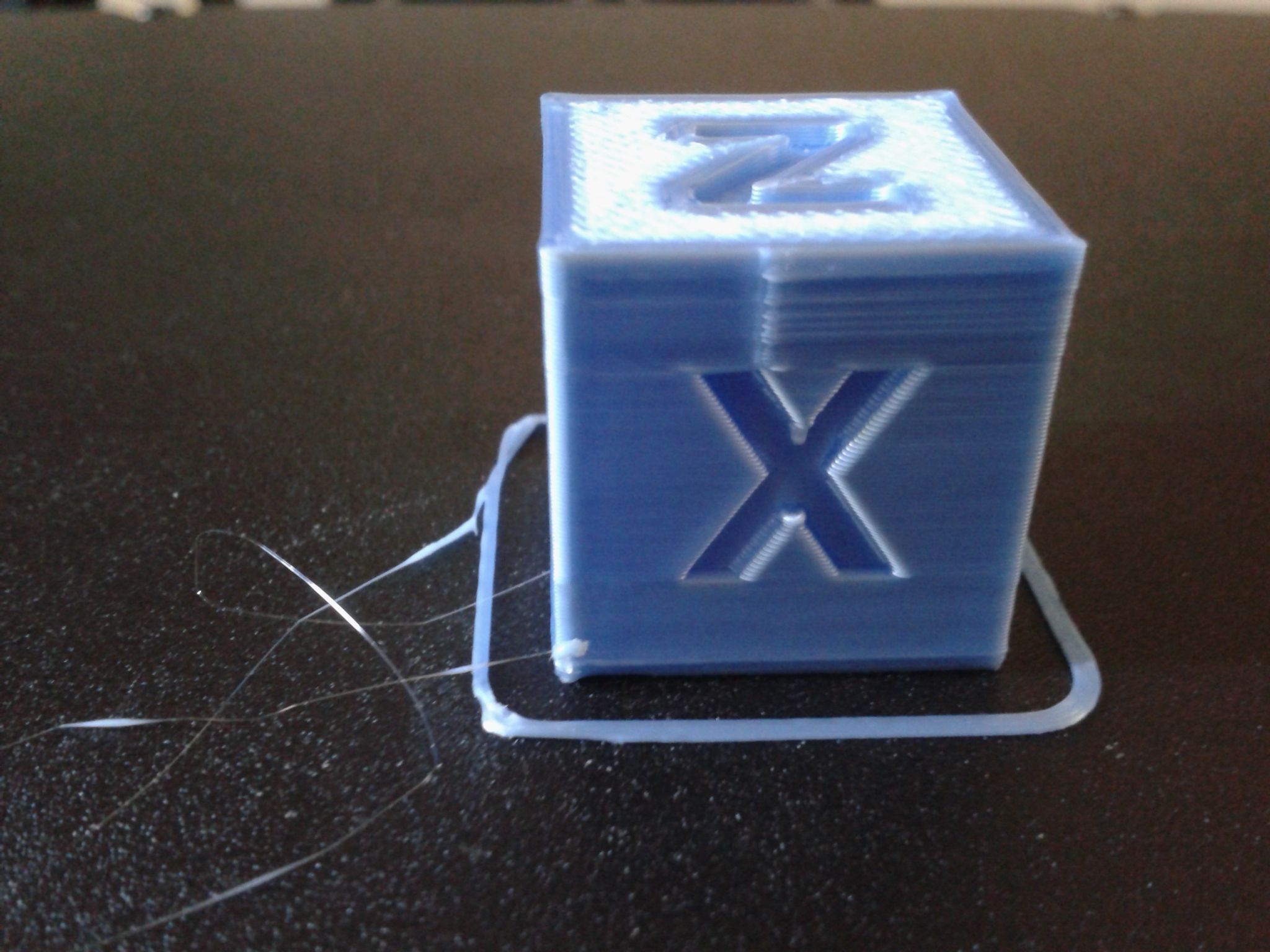
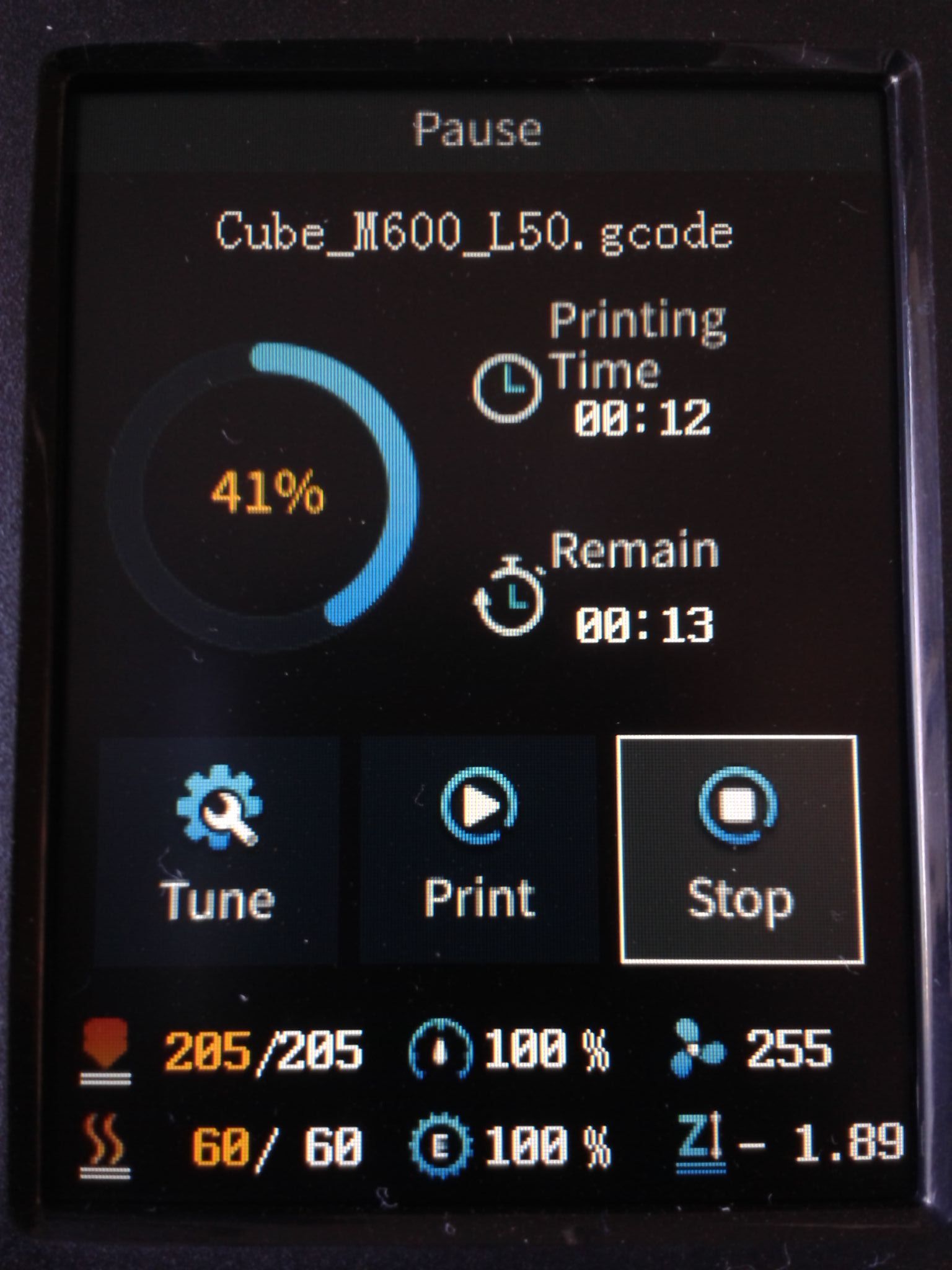
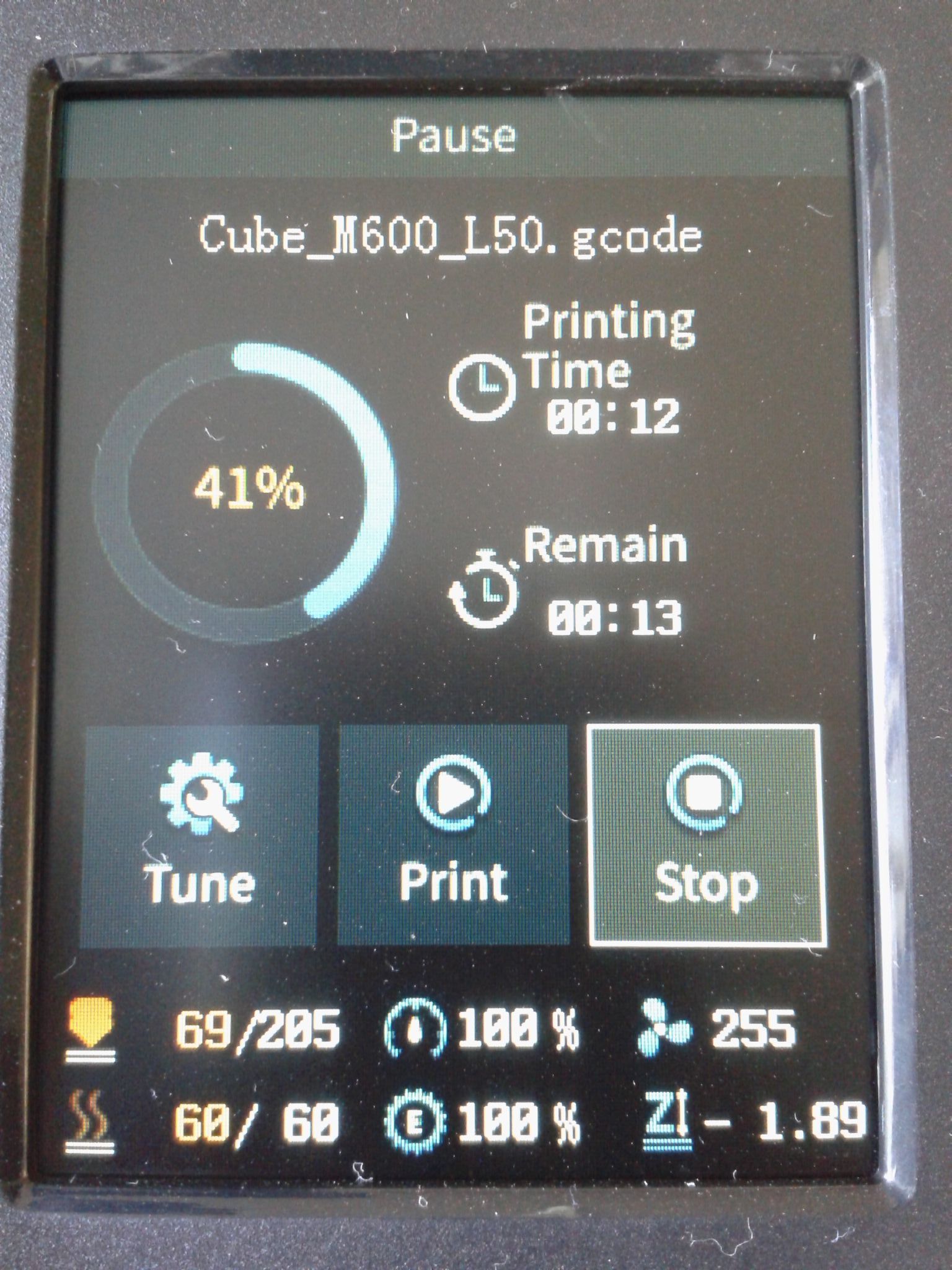
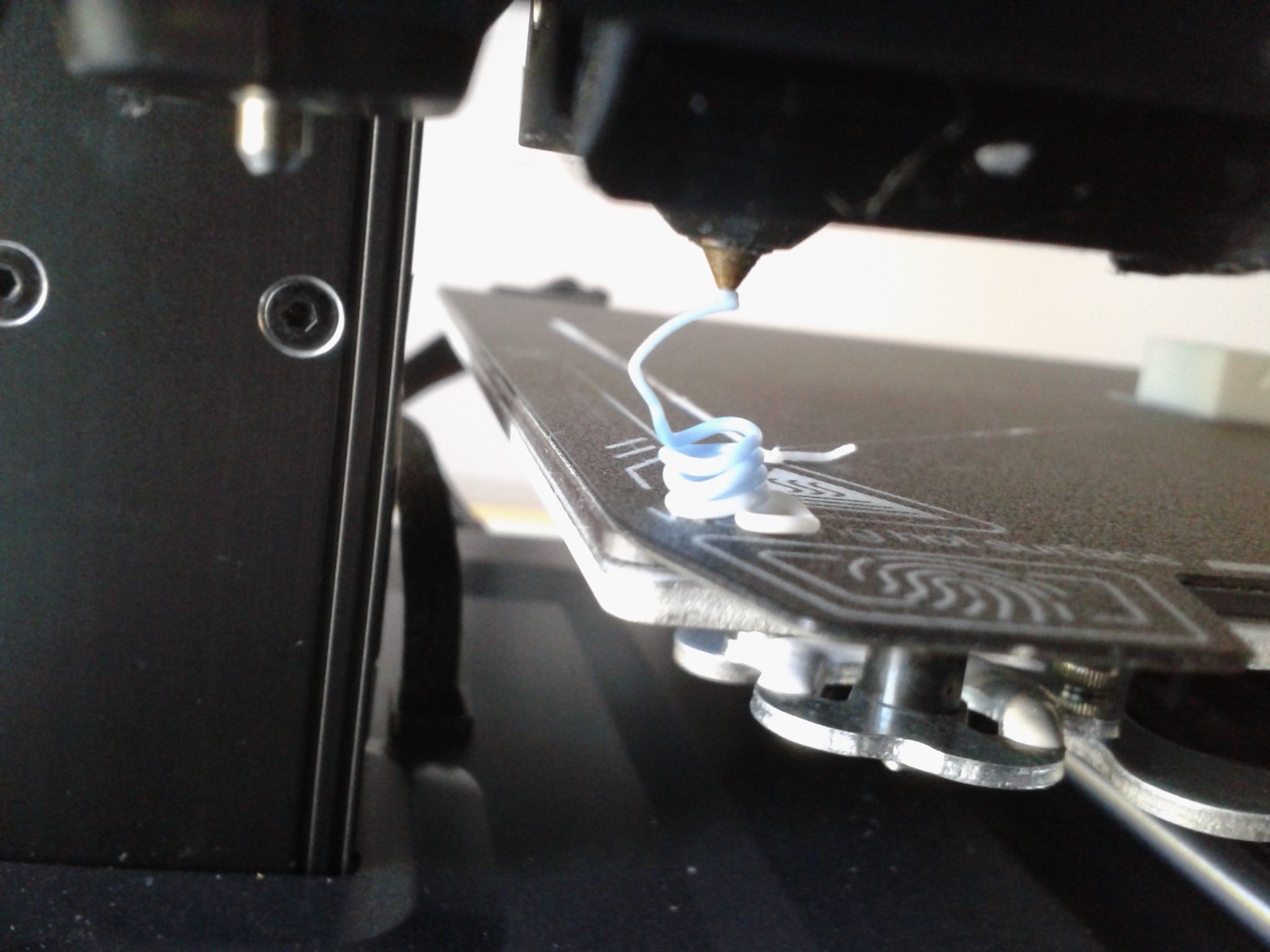
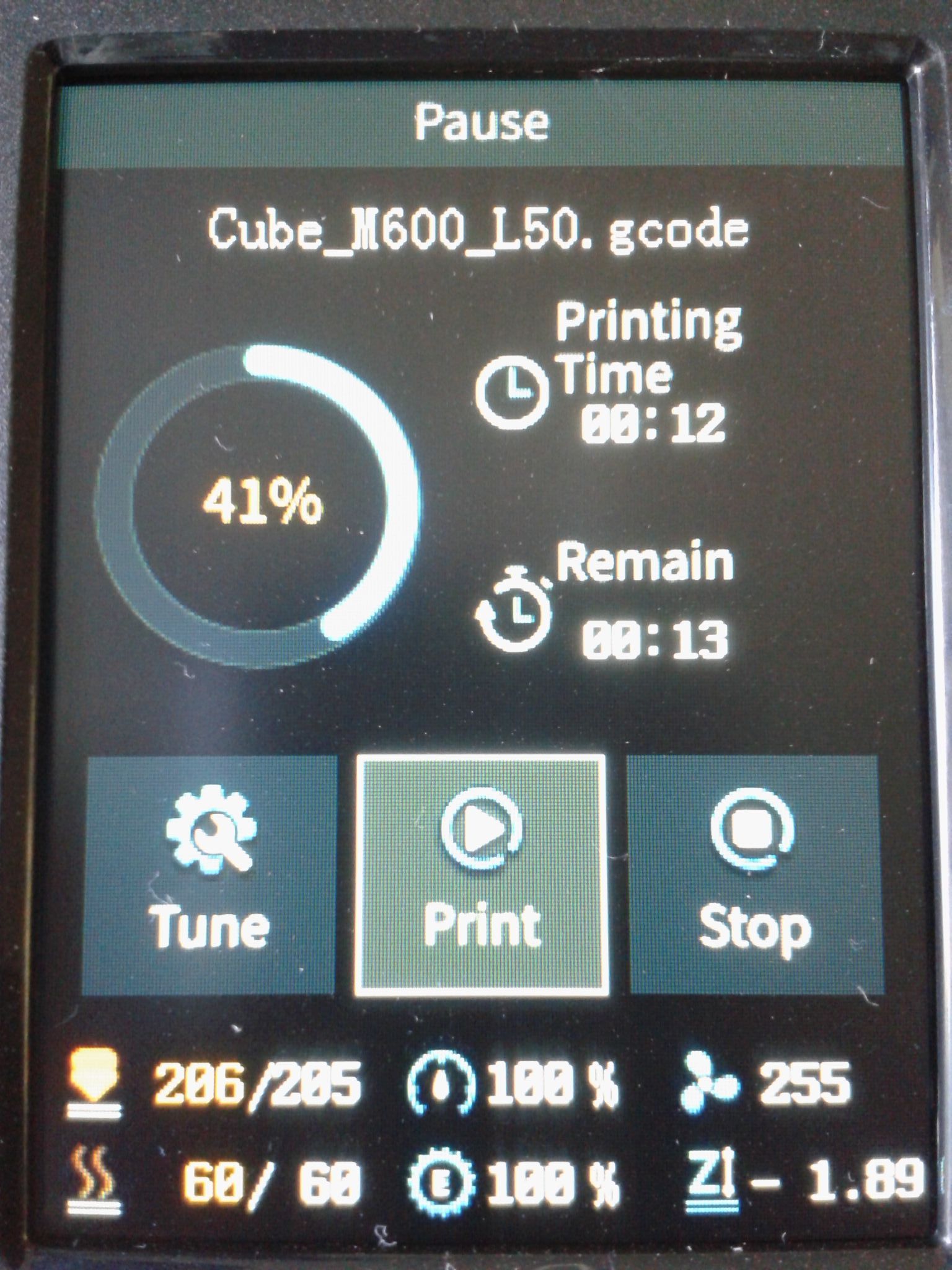
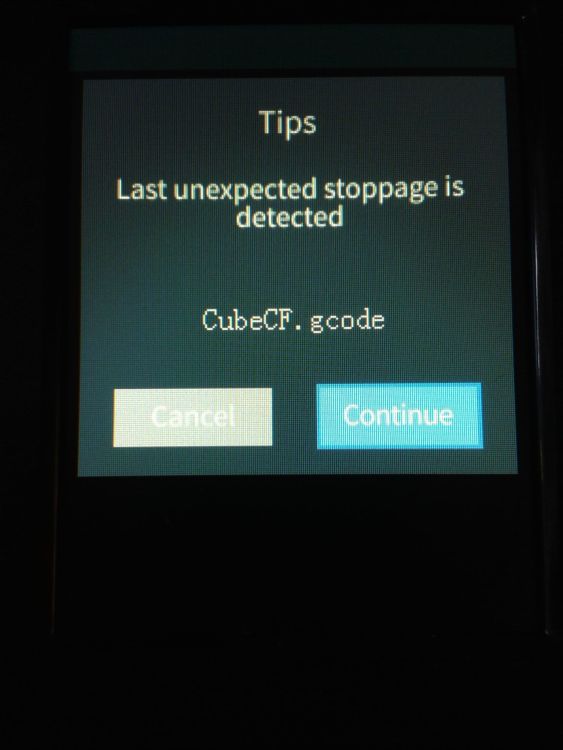
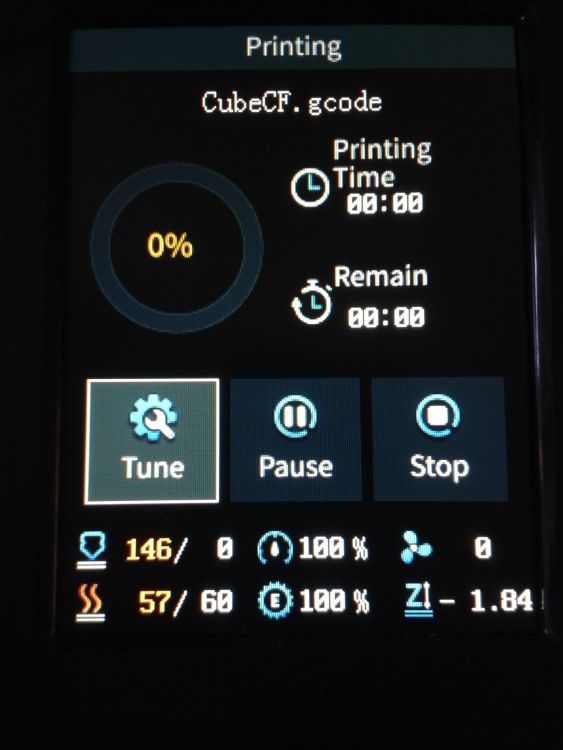
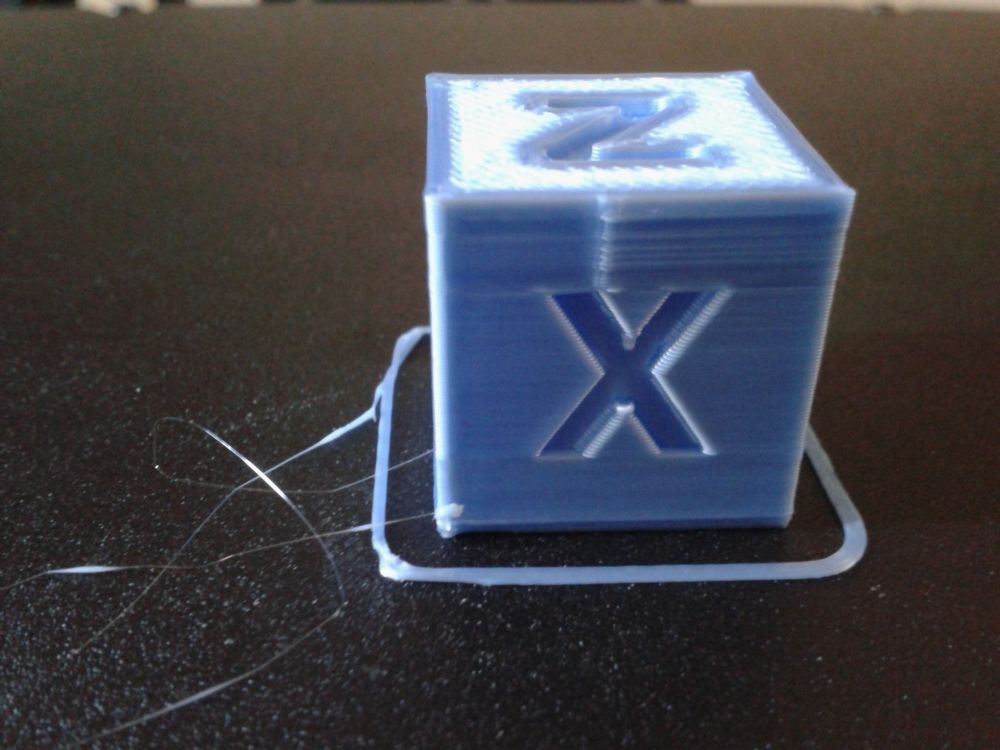
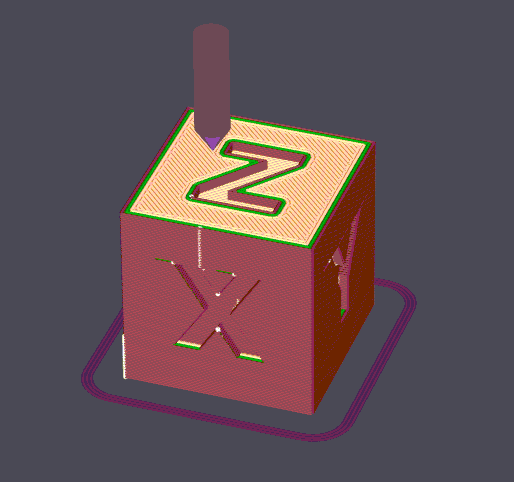
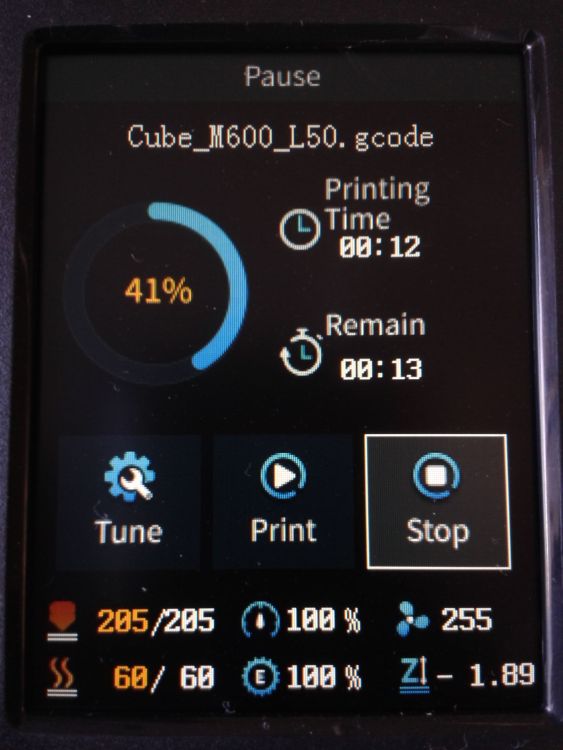
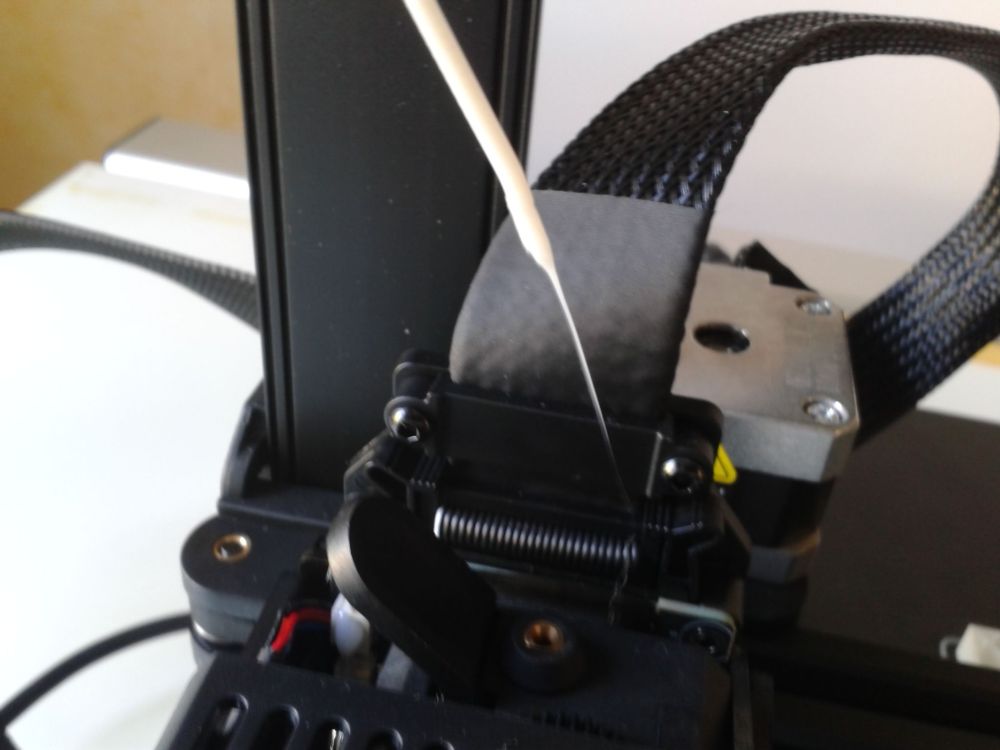
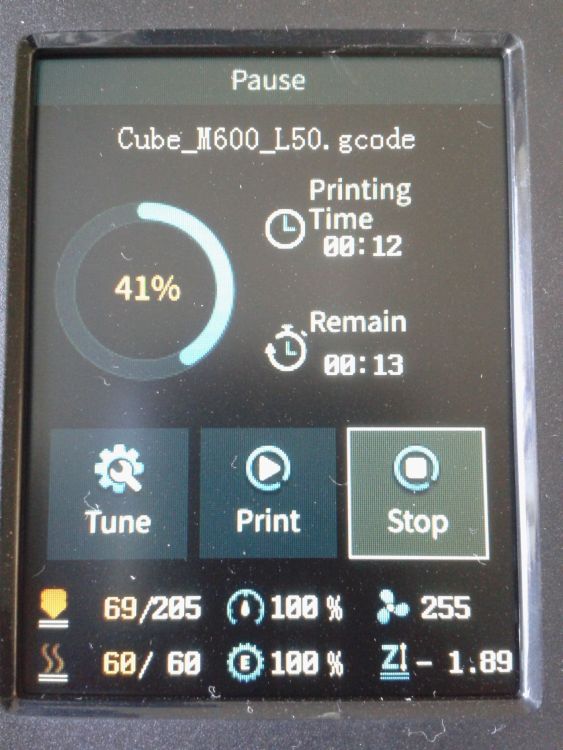
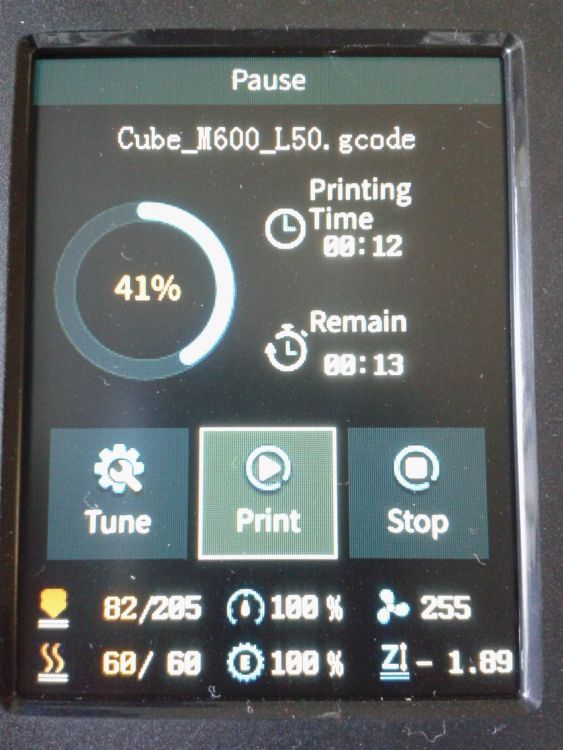
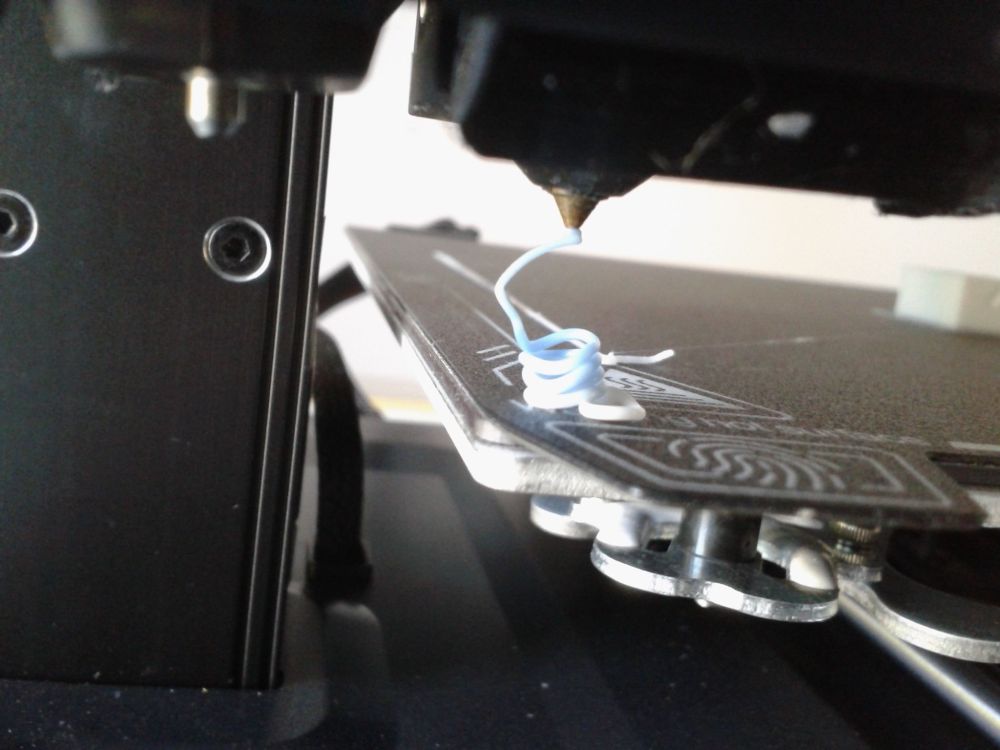
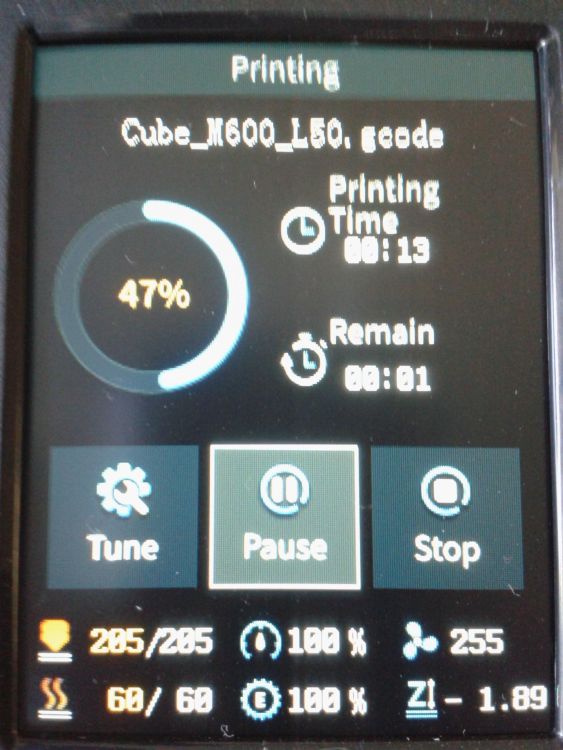
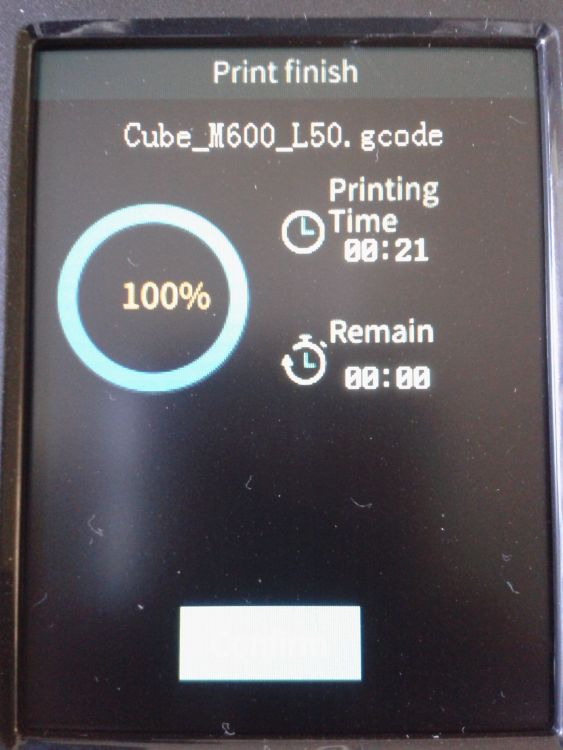
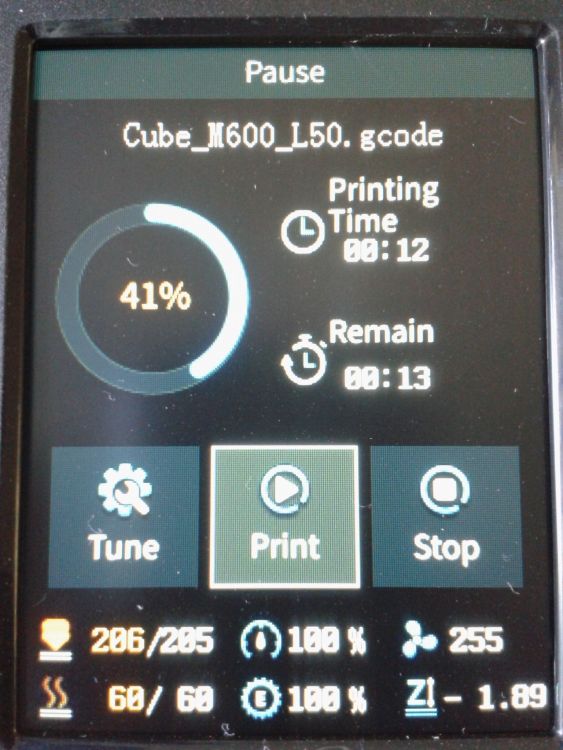
Sorry, pas compris. Des moteurs à moins de 60°C sont pour moi des moteurs froids Éventuellement tu pourras toujours régler le pilote en réduisant la tension ( M906 ) Je parlais de la fourchette des limites des températures de l'environnement préconisé par le constructeur pour faire fonctionner la machine. Et oui, 50°C ce n'est pas encore trop chaud mais j'étais habitué à moins avec mes précédentes machines. (Ou c'est car il fait 30°C et j'imprime rarement dans une pièce à 30°C) Ah d'accord. C'est gênant à l'usage ou simplement esthétique ? C'est vrai qu'avec mon plateau en verre, je n'ai jamais eu de gros soucis (et je n'ai jamais eu peur de "frotter". Là ce n'est pas pratique pour enchaîner les impressions, car je n'ai pas encore trouvé le bon Z Offset. Car il me faut (comme je fessais sur mon plateau avec une surface buildtak collé sur un carreau de verre de ma K8400) prendre une lame émoussée (pour ne pas trop abîmer la surface surtout pas avec une lame de cutter car trop tranchante et l'on risque d'enlever/découper une tranche de la surface d'impression) puis bien plaquer la lame contre la surface d’impression, et tourner autour de l'objet imprimé tout en la poussant sans trop forcer mais suffisamment pour arriver à décoller l'impression ... Et youpi ! un M600 dans un fichier d'impression fonctionne. Cela éject le filament, vient se parker, fait des suite de bips, et sur l’écran le bouton pour faire normalement "Pause" change en "Print" Mais cela stop la chauffe de la tête ( la température chute ) et le 1er clic sur "Print" remet la chauffe de la tête, donc permet de purger en poussant manuellement quand a température ... et une fois a température cela fait une suite de bips, et alors, un second clic sur "Print" permet de continuer l'impression Je viens de tester et je dirai, oui. La reprise sur coupure de courant fonctionne bien lors d'une impression depuis la carte SD. Mais la remise en chauffe ce fait a la position de l’arrêt et donc il y a un petit blob qui se forme, puis cela fait un Home X et Y et reprend depuis le début de la couche interrompue. Coupure de courant ( via interrupteur à bascule) lors de l'impression Puis quand l'on remet en fonction la machine Et si l'on clic "Continue", cela remet en chauffe le plateau, puis la tête, et seulement après les températures atteintes, cela faite un Home X et Y et recommence la couche interrompue. Bon là ne pas regarder la jupe car j'avais modifié le Zoffset un poil de trop et que j'ai réajusté avant la fin de la jupe, et ne pas regarder les marques les traces des coutures en Z ( j'ai utilisé le profil d'impression "Normal" sans le modifier sous CrealityPrint et forcement les placement des jointures de couche ne sont pas le top pour ce model avec se placement/orientation ) L'on peut voir des cheveux d'ange des mouvements de la reprise.








 1 point
1 point -
pour la ligne de purge, frotter la plaque avec les doigts (après un hamburger de préférence) à l'emplacement de la ligne de purge. J'ai eu ce soucis avec la plaque PC de ender 3 S1 plus où quand je l'ai eu je réglais le Z-offset comme pour la plaque de verre de E3 V2. (à la feuille, il faut que cela gratte à peine) ou correction du z-offset (avec tune,...) une première couche en 0.28mm aide bien aussi.1 point
-
C'est gênant, je n'ai que des Gentoo et je ne sais pas comment localiser la police nécessaire... Edition: j'ai trouvé comment extraire l'appimage et ai installé les polices qui se trouvait dans le dossier fonts. Maintenant les caractères s'affichent mais Creality Print n'a pas la langue française ?1 point
-
Si mais ça ne fonctionne qu'avec des pièces imprimées ayant plusieurs couches Là ça concerne la ligne purge (une vraie purge à retirer ) et l'éventuelle jupe (une bordure s'enlève un peu plus facilement quand le Zoffset est bien réglé donc que les spires sont jointives).1 point
-
Bien vu En tout cas ça ne ressemble pas à une puce piezzo mais dans une autre forme au capteur de pression déjà utilisé par Creality sur certains de ses modèles (première fois sur la CR6-SE). Yes (voir également M913 et M569) Le firmware gère également la compensation de résonance (Input shaping) via le M593 Je n'ai jamais vraiment réussi à les enlever proprement sur le plateau originel de la E3S1 (en grattant fortement avec la spatule livrée mais ça dégrade un peu la surface ). Sorry, pas compris. Des moteurs à moins de 60°C sont pour moi des moteurs froids Éventuellement tu pourras toujours régler le pilote en réduisant la tension ( M906 ) Pour la base plastique, le point que je voulais soulever concernait non pas la fragilité potentielle (en cas de chute) mais comment le portique est assemblé sur cette base. Il n'y a apparemment qu'une plaque métallique pour rigidifier (habituellement c'est au moins un profilé 2040 qui est utilisé). Avec les accélérations actuelles, en cas de pièce imprimée haute, j'espère que ça ne tanguera pas trop. Les minis fils entre les oreilles (la prise de vue rapprochée met en évidence certains «défauts» invisibles à l’œil nu), honnêtement pour moi ne sont pas un gros défaut et sont surtout très faciles à enlever. Bonne poursuite des tests.1 point
-
Il est temps d'attaquer le montage... On attaque avec le chassis, et particulièrement avec la modification shocks. Le chassis n'inclus pas les trous pour cela, car je voulais qu'il soit possible de l'utiliser en version standard, et que les mods, soient une expérience de modification plutôt qu'un simple add-on. Le cluster shock mods inclut deux gabarits de perçages pour définir les position des trous dans le chassis (je pourrais éventuellement fournir une version de ceux-ci pour le chassis original, mais c'est une décision que je n'ai pas encore prise)... Les deux pièces s'alignent avec les trous existants dans le chassis et l'alignement est facile à faire... Le chassis étant prêt, il est temps de s'attaquer au train avant... L'axe principal et les ressorts sont les seuls éléments qui ne peuvent être facilement remplacés... Je pourrais remplacer le reste, mais j'avais suffisamment de pièces dans mon fatras pour couvrir ce chassis tout en ayant assez pour reconstruire les chassis à reconstruire... Le cluster de suspension avant que j'utilise est la version prête pour les amortisseurs incluant les emplacement pour les billes pivots des amortisseurs. J'utilise le ressort et l'axe de ressort original pour conserver le débattement de la suspension avant. Mettre un ressort sur l'amortisseur réduirait ce débattement à cause de la coupelle du ressort... Le servo est fixé à la mode big bear, avec un sauve servo qui se trouvait dans mon tas de pièces, et l'extension pour supporter les amortisseurs est mise en place. Puis viennent les amortisseurs... Ensuite on passe à la gearbox, qui sera montée au stéroides, avec roulements sur l'axe de l'idle gear, un moteur brushless, un différentiel renforcé, et un idle gear imprimée SLM stainless steel... Très rapidement, la gearbox est quasi complète... Il manque encore les roulettes de la wheelie bard, mais je m'en occupperait plus tard... Les ancrages des amortisseurs remplacent ceux de la grappes bras arrière, et ils font partie du cluster shocks mod... L'étape suivante est la fixation de la gearbox au chassis... Une fois encore le débattement est identique à celui du chassis d'origine avec les ressorts (le bas est limité par le chassis et peut être facilement étendu, d'ailleurs, mais il faudra changer la patte de fixation inférieure de l'amortisseur... L'ESC trouve sa place sous la barre de renforts ajoutée pour la suspension arrière (que je pense requise étant donné le point de fixation des amortisseurs). Vous pouvez noter l'espace pour la batterie plus accomodant que le chassis origine (jusqu'à 138mm) et les trous pour faciliter la gestin de cables quand on roule... Les body mounts sont des tamiy hex mounts...... Le chassis est presque prêt. Il me faut encore trouver la clé allen pour les vis non standard M2x8 que j'ai pour les jantes... Il me restera ensuite à m'occuper de la carrosserie... Roues et pare-chocs additions...1 point
-
J'ai commandé une XL en 5 têtes le 18/11/2021 et une XL en 2 têtes le 20/11/2021. Et je les attends depuis bientôt DEUX PUTAINS D’ANNÉES , veuillez m'excuser, je me suis laisser emporter durant quelques secondes.1 point
-
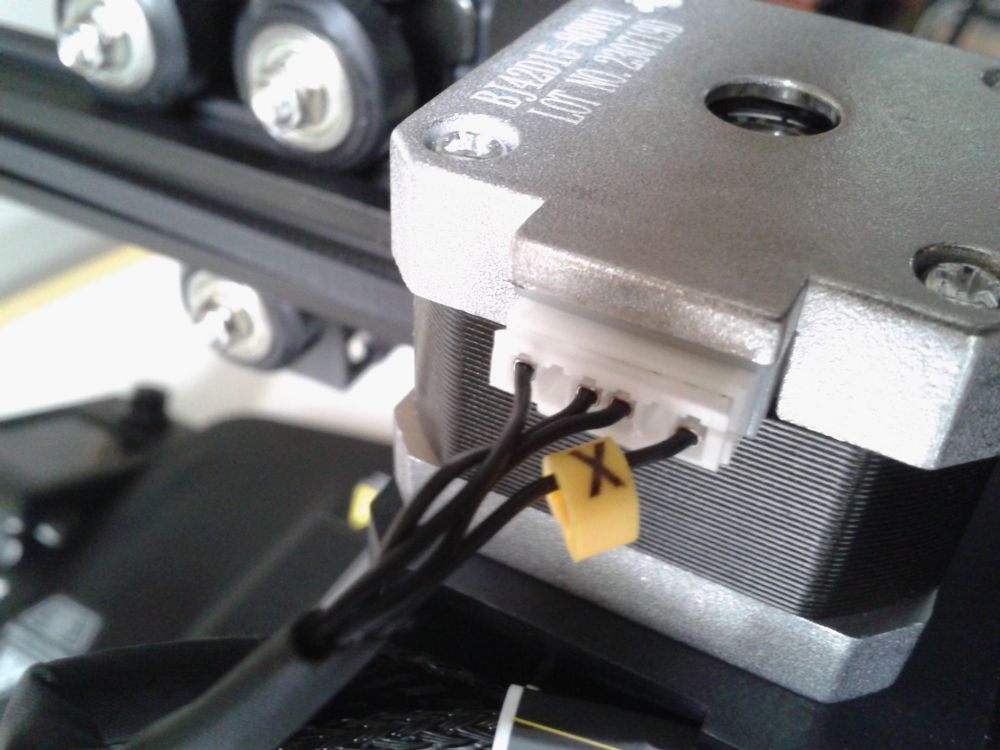
Salut et bienvenue sur le forum, As-tu vérifié le branchement du moteur X, côté carte-mère et côté moteur?1 point
-
Le savoir est perfectible et s'accompagne toujours d'une marge d'incertitude. Ce n'est pas une raison pour le remplacer par l'ignorance.1 point
-
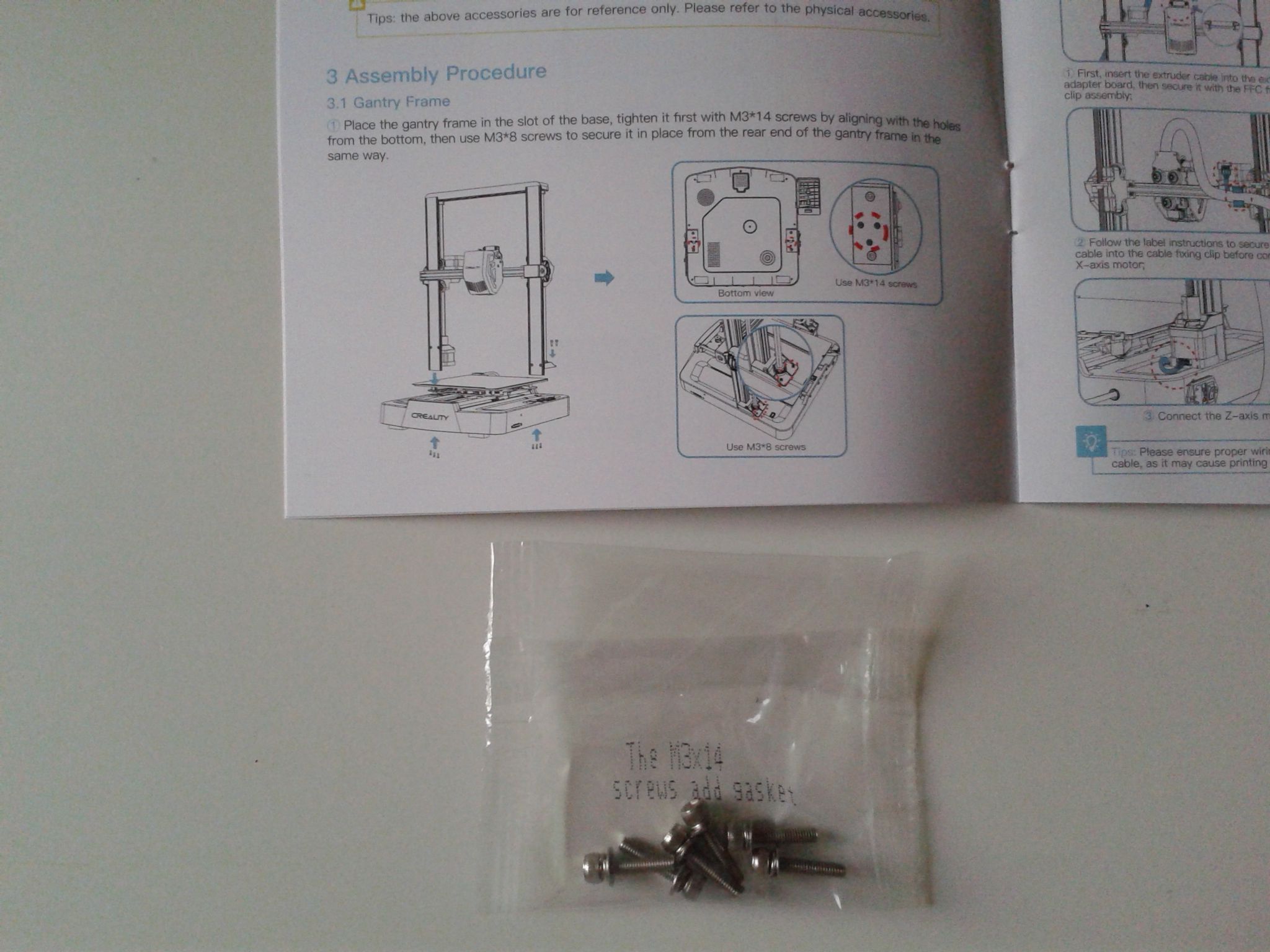
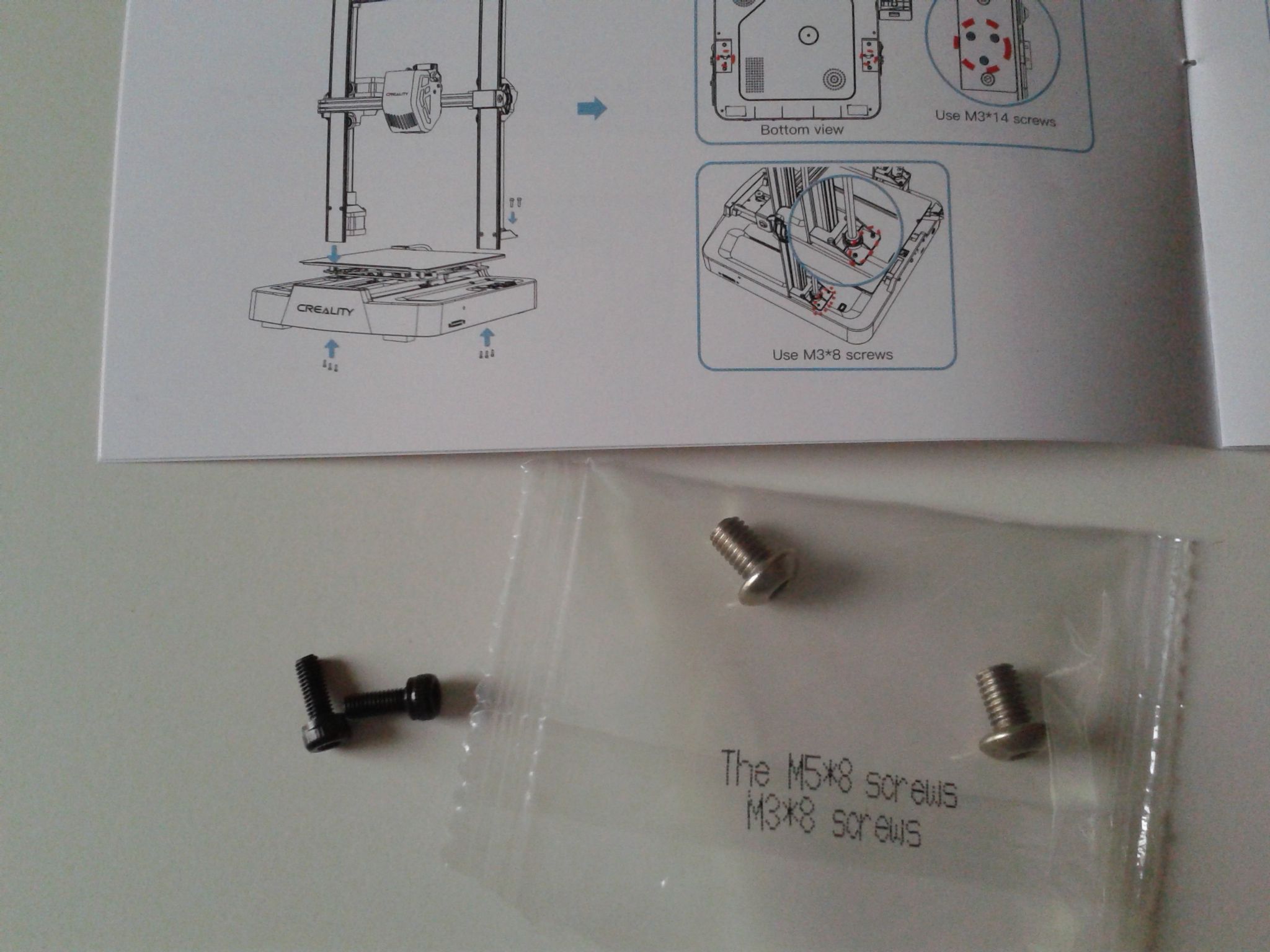
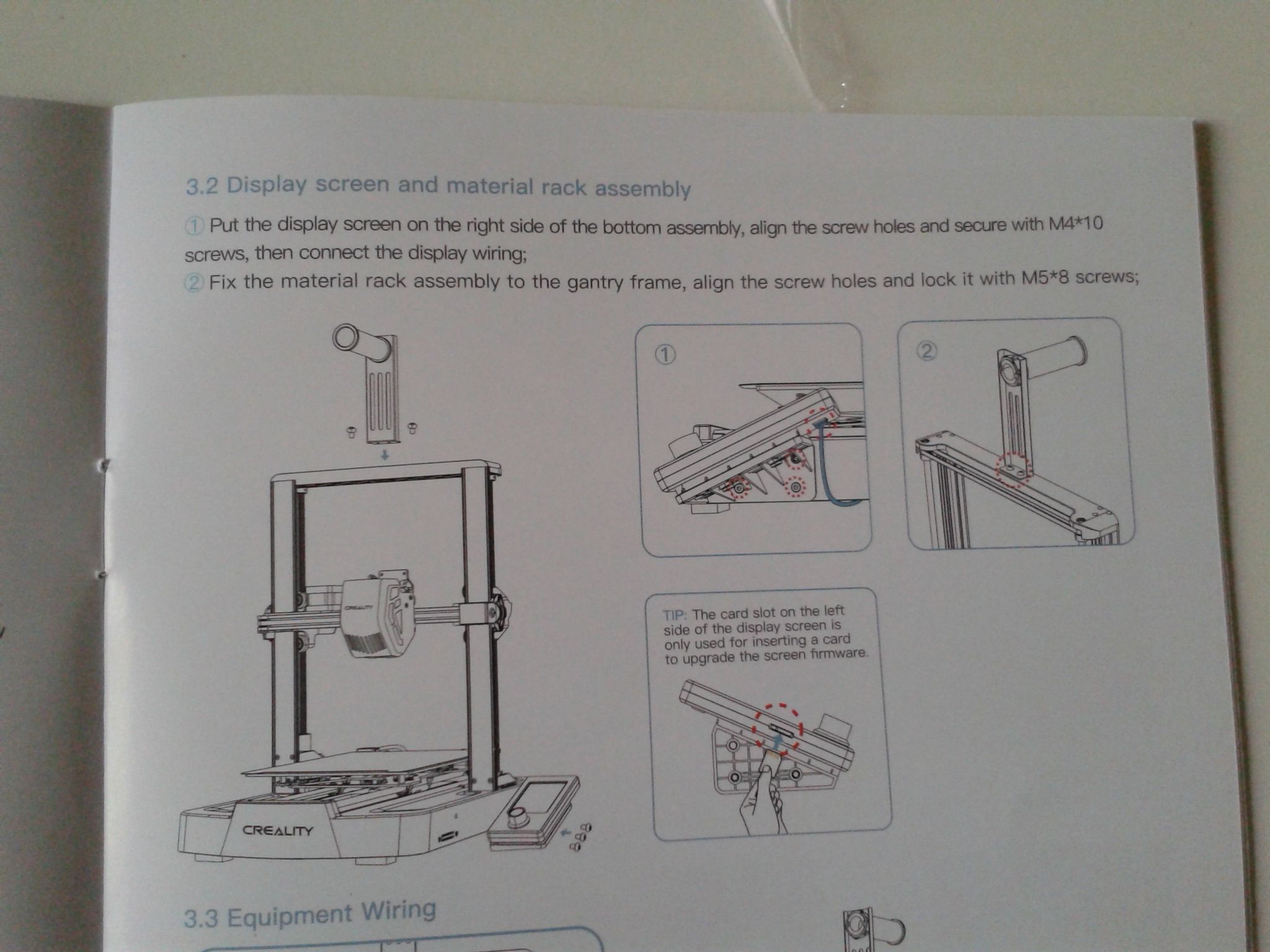
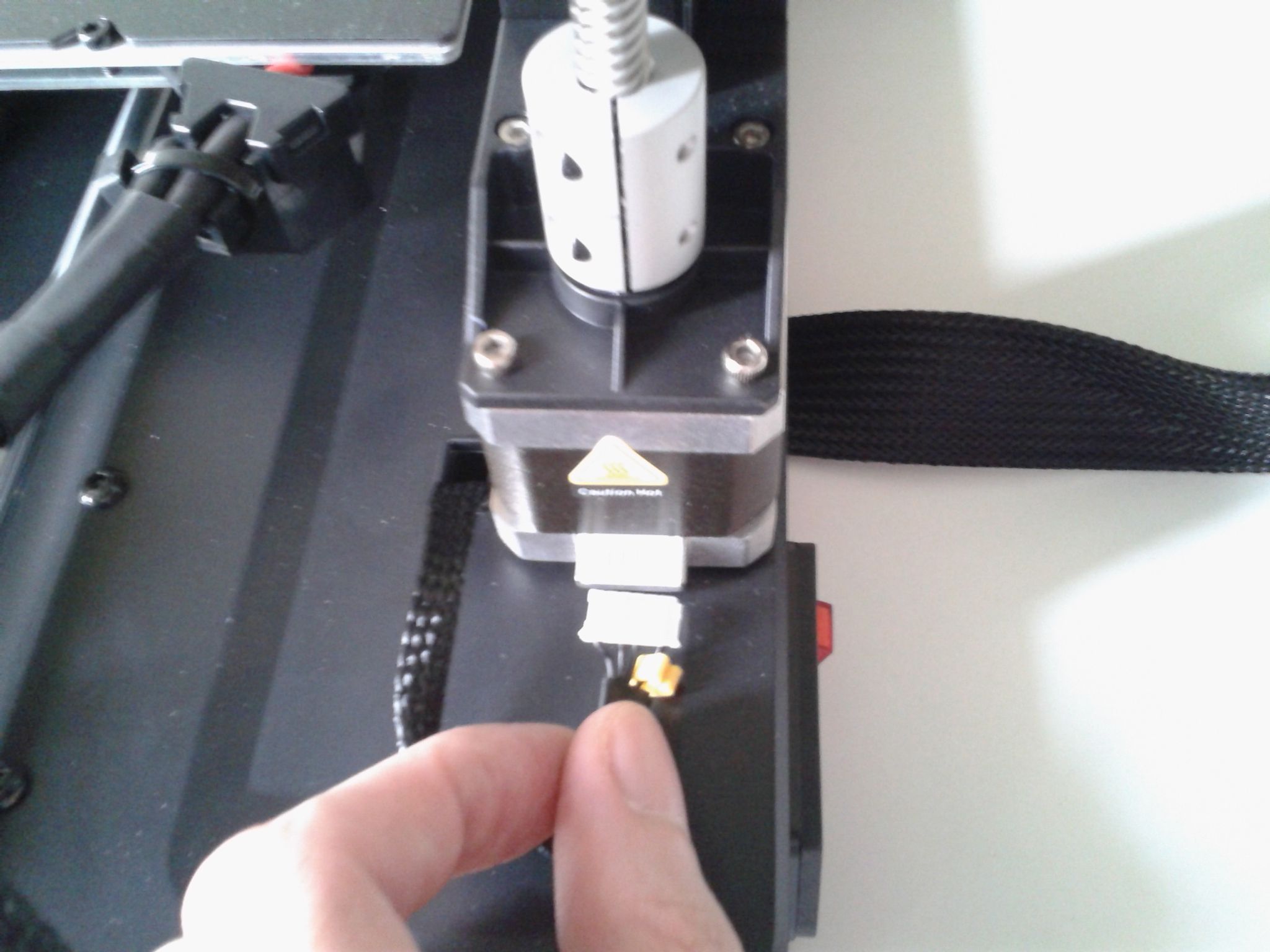
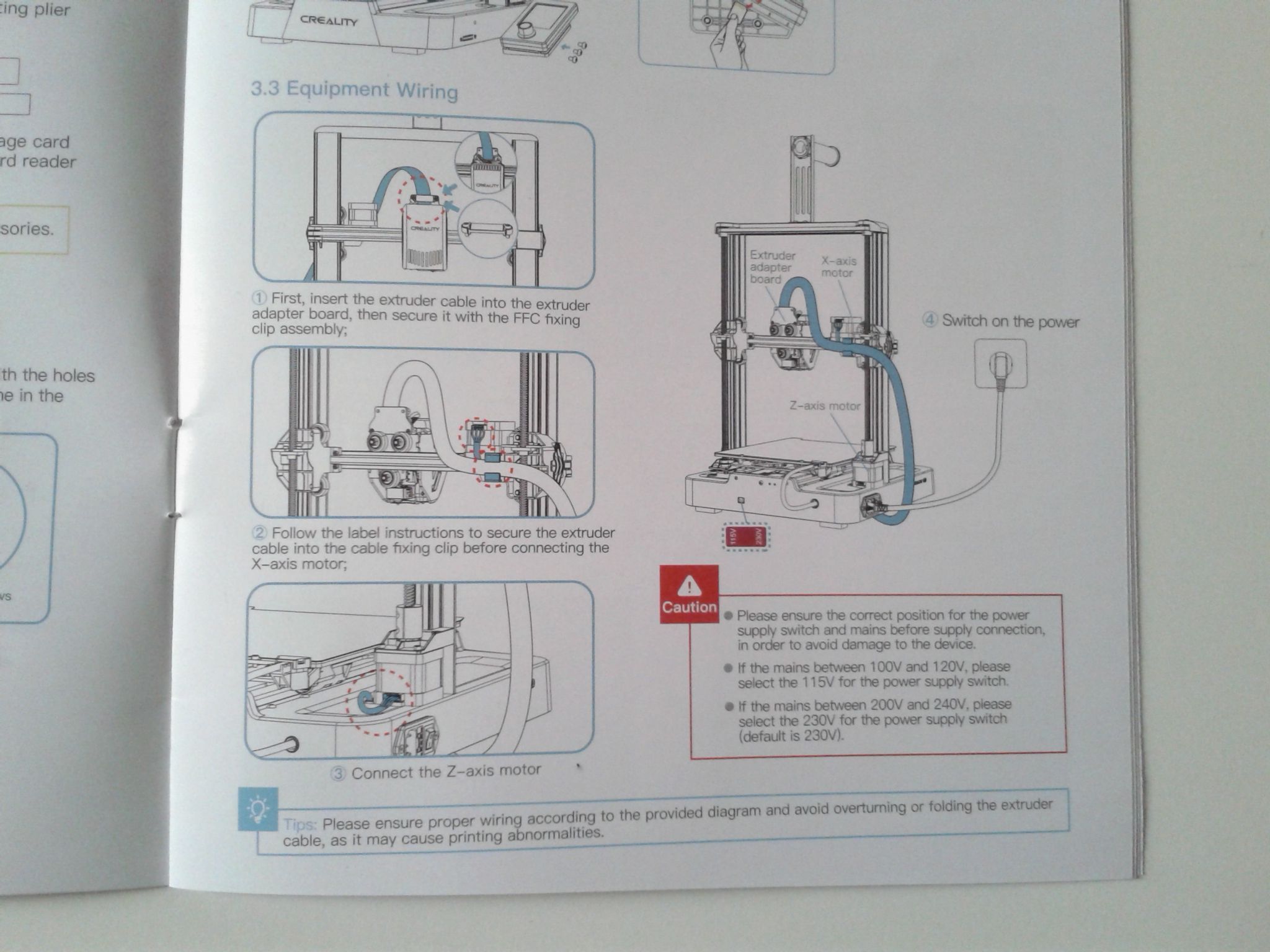
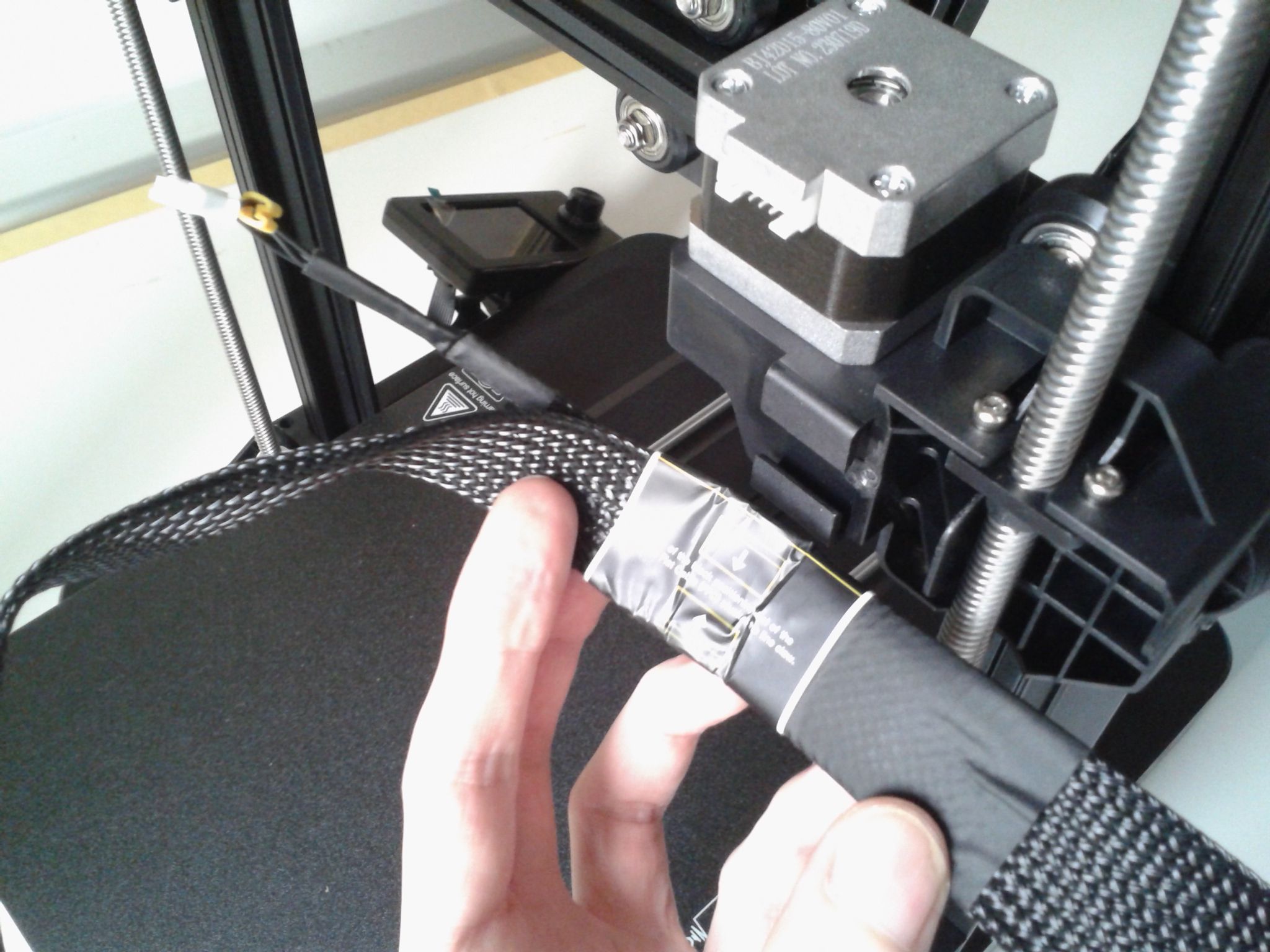
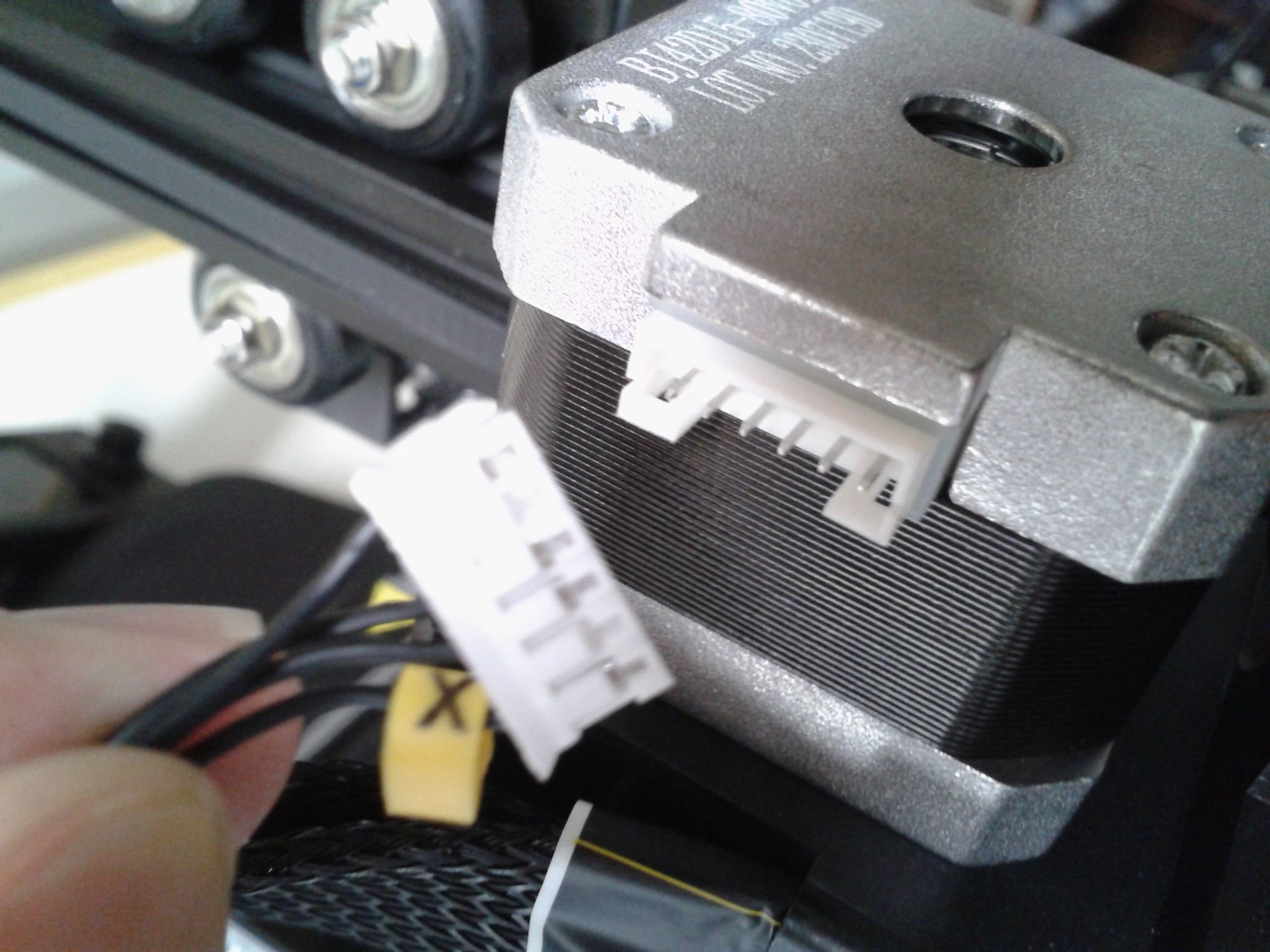
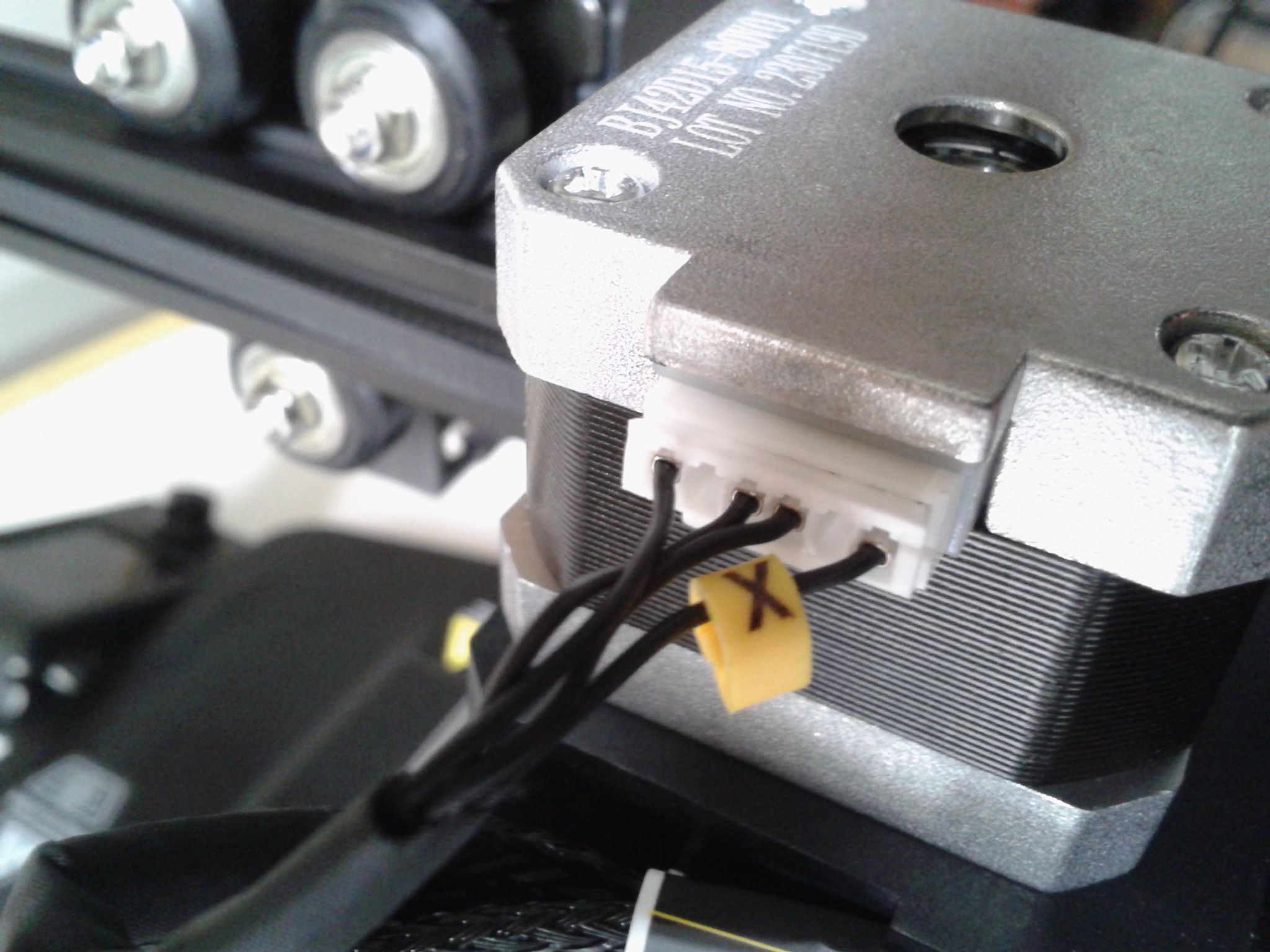
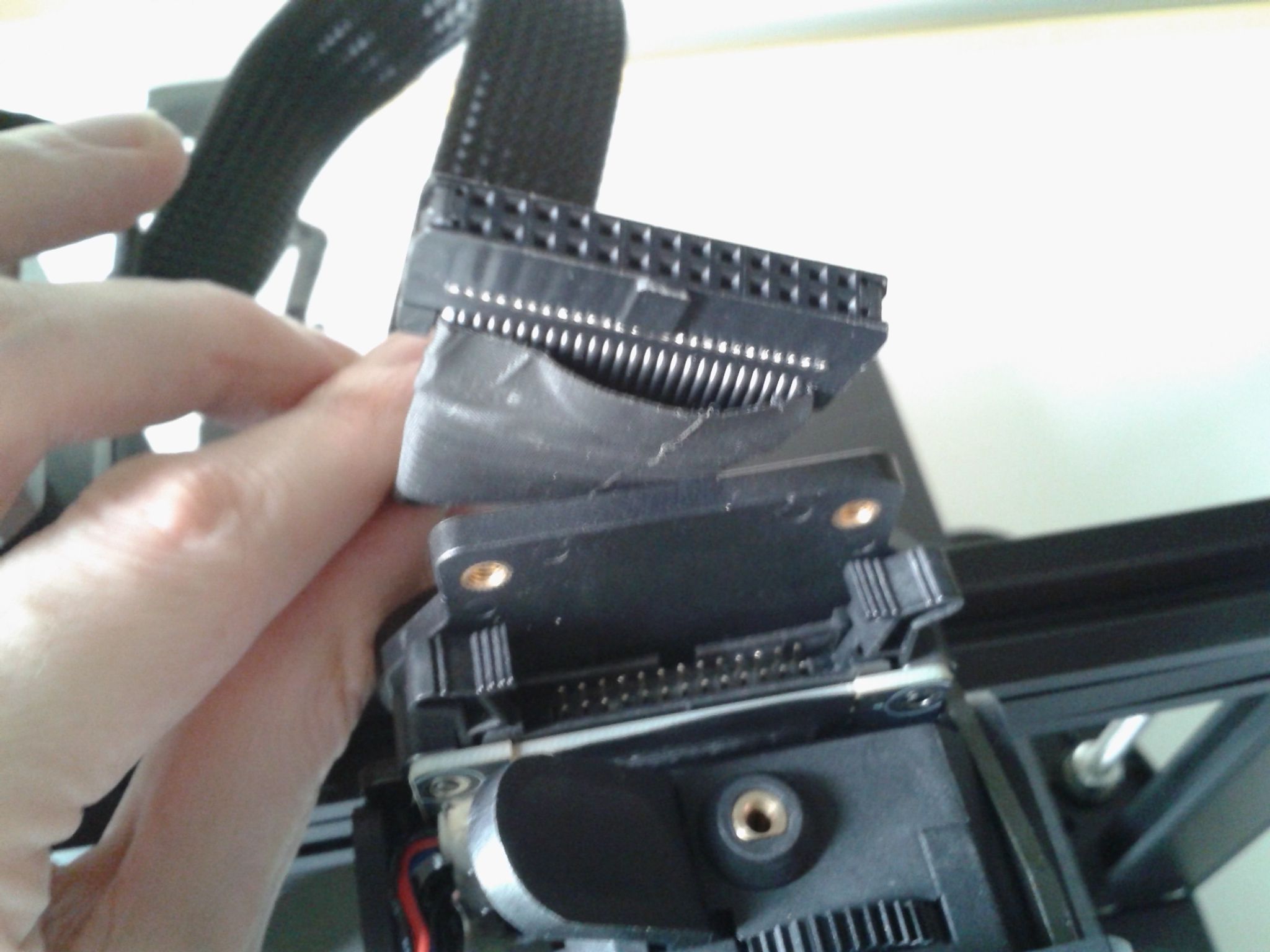
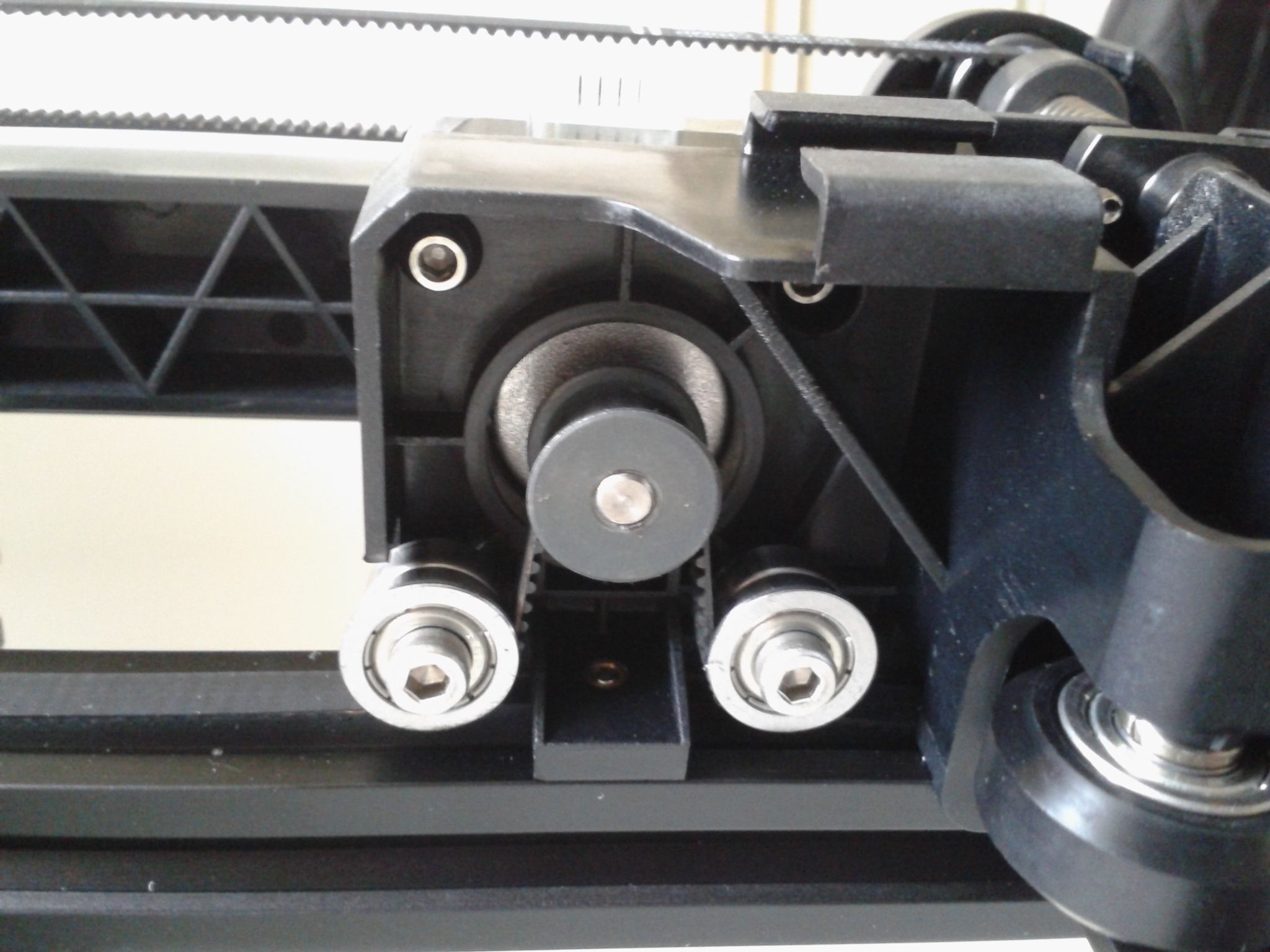
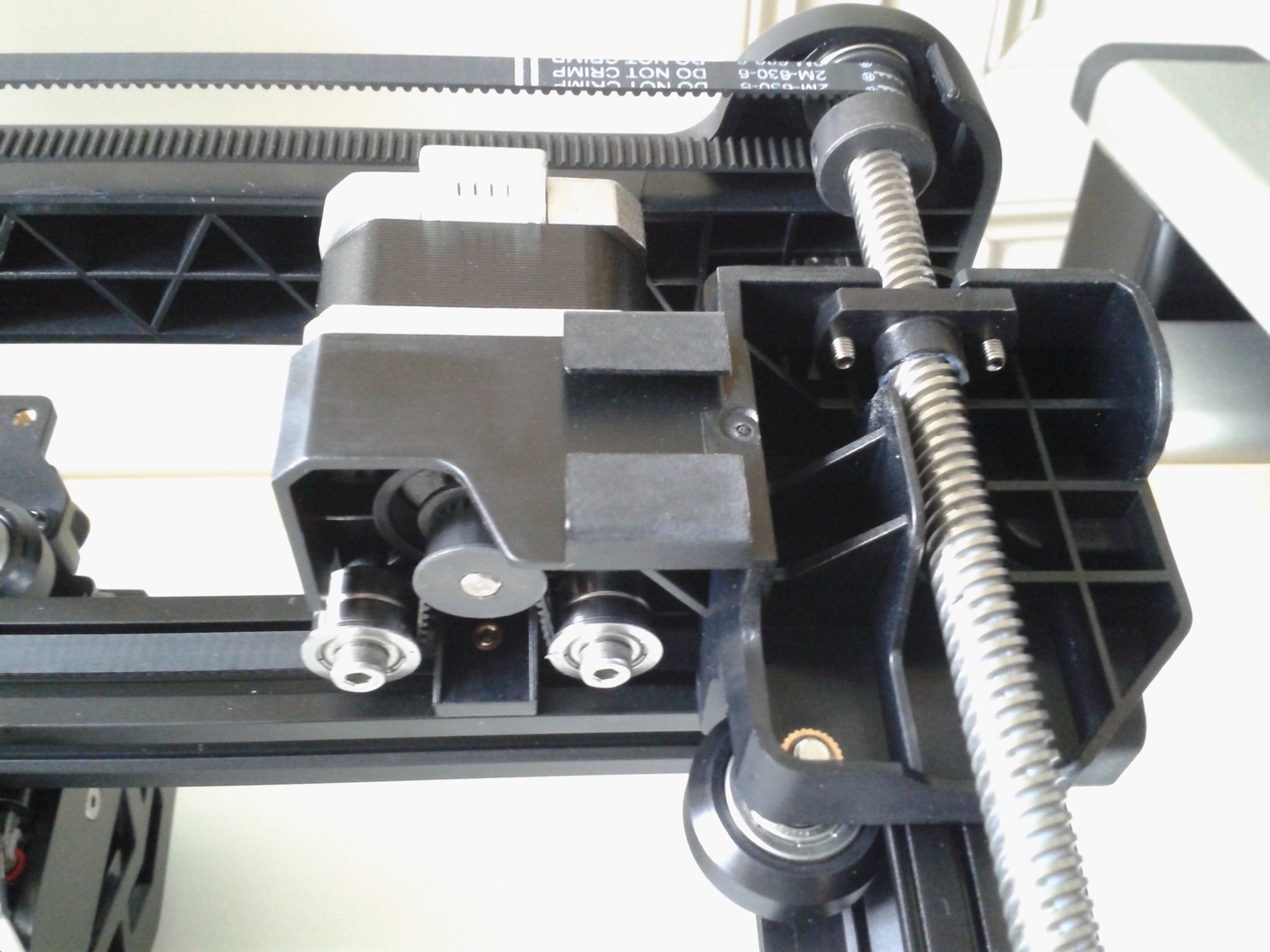
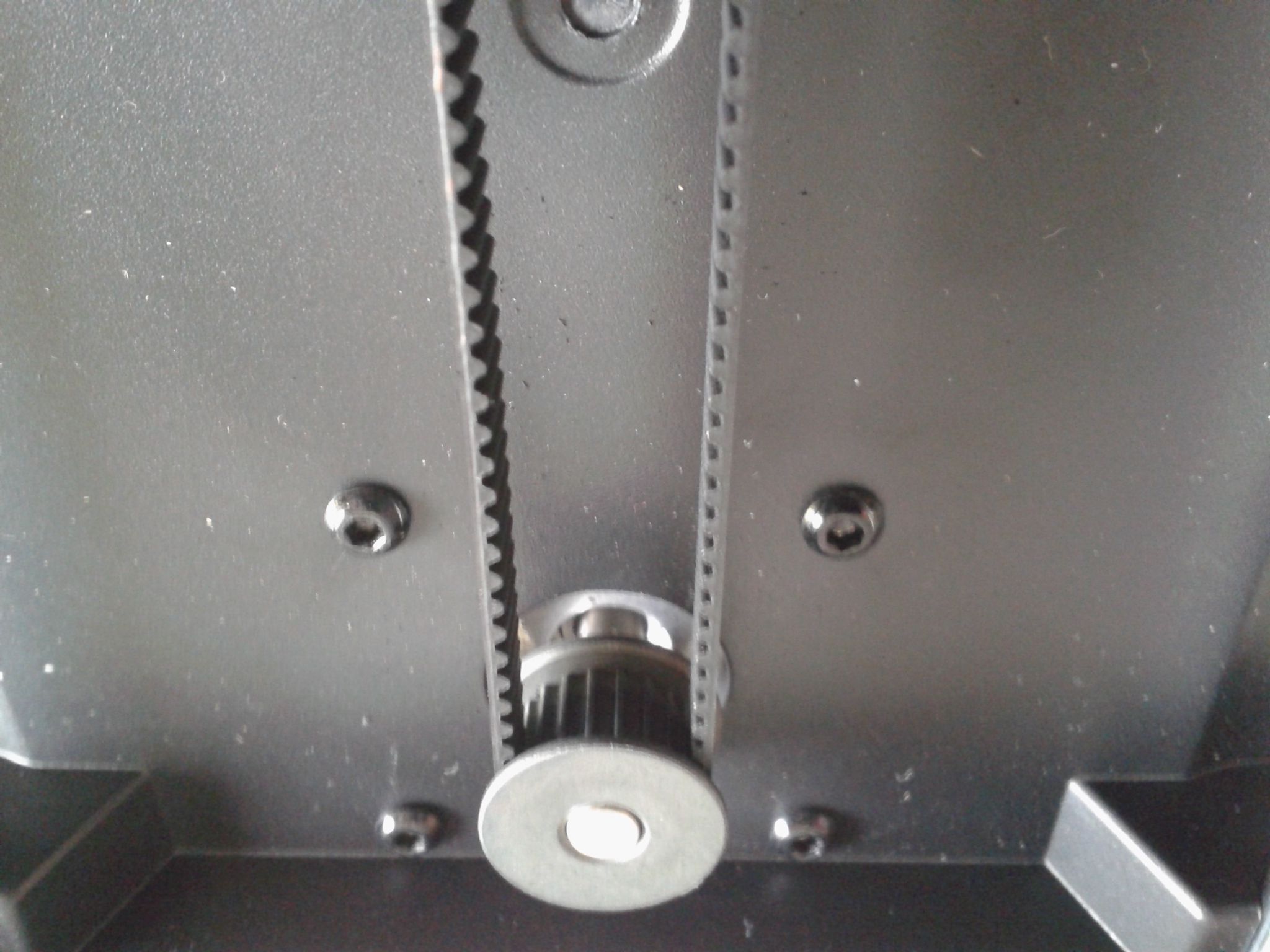
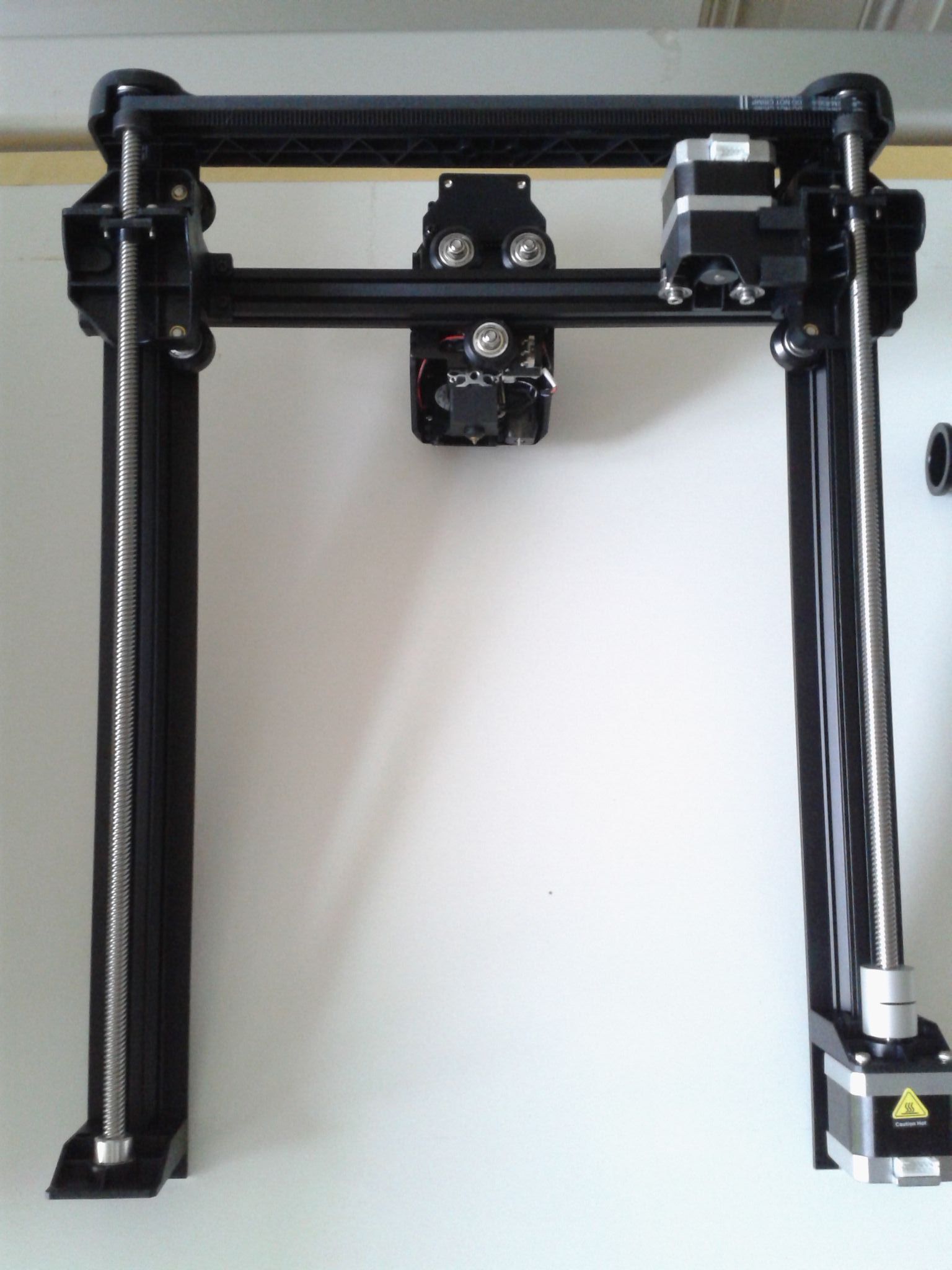
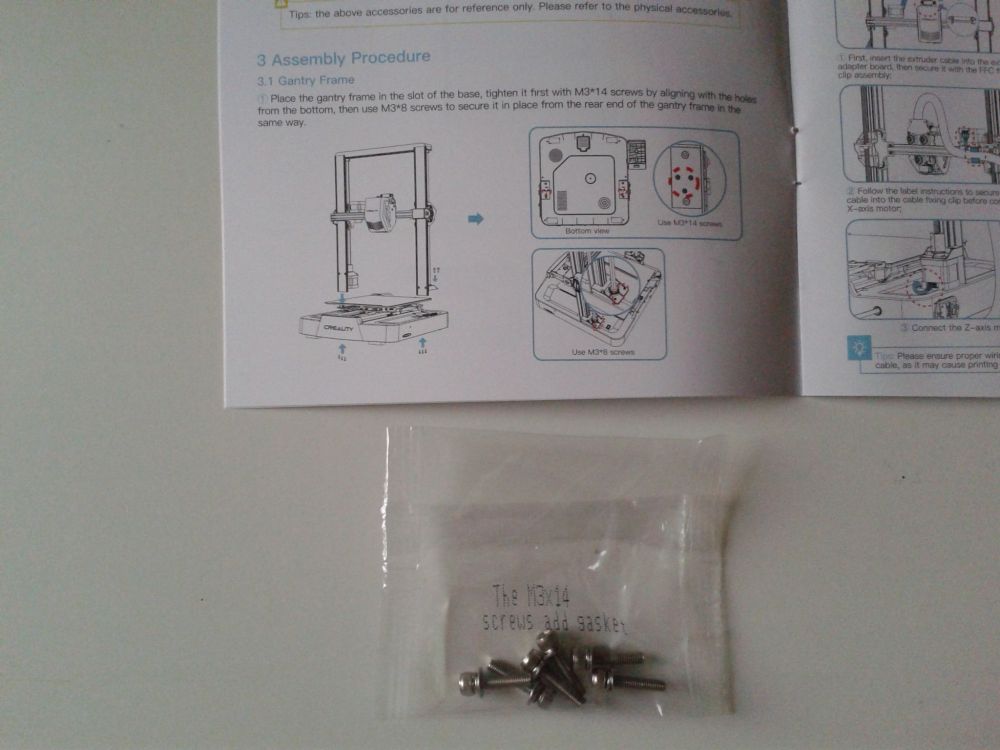
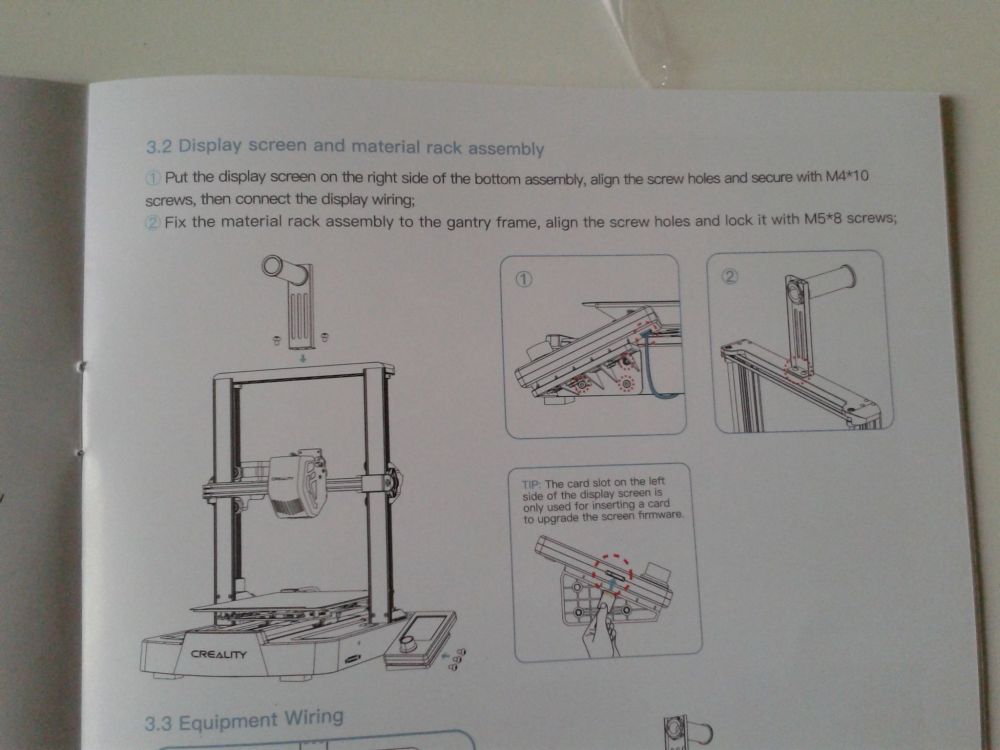
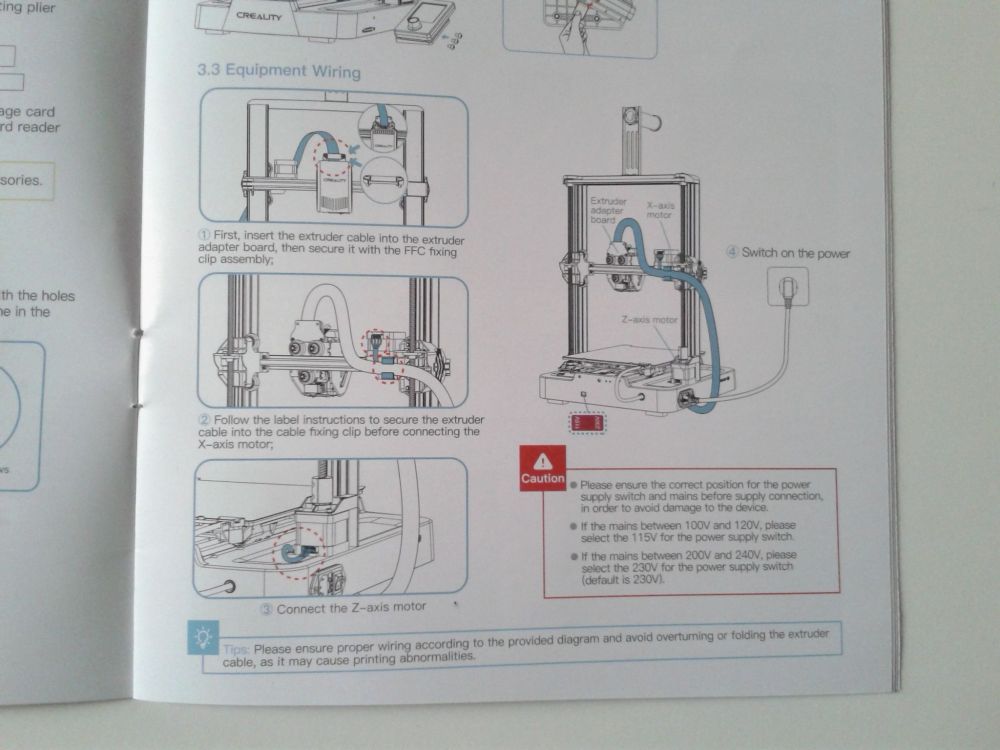
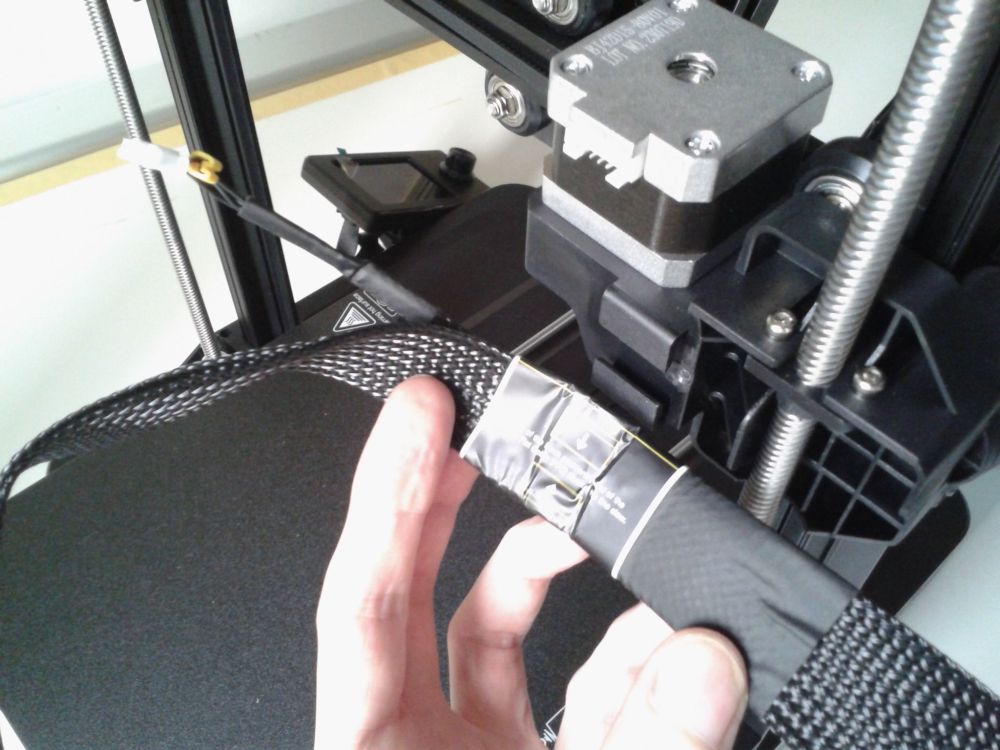
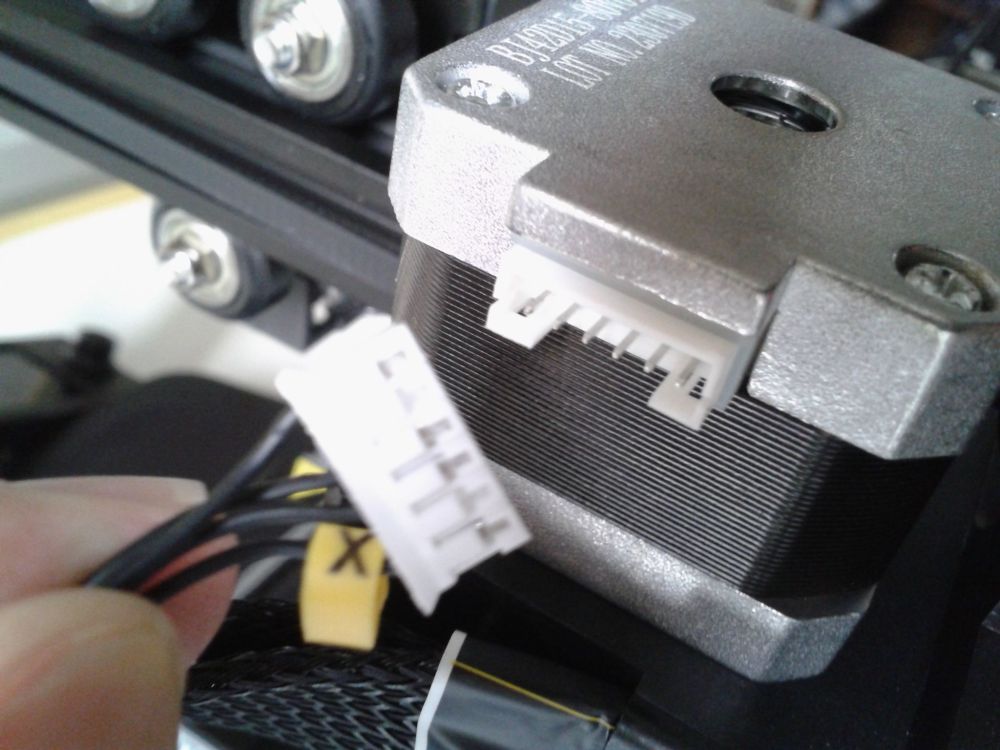
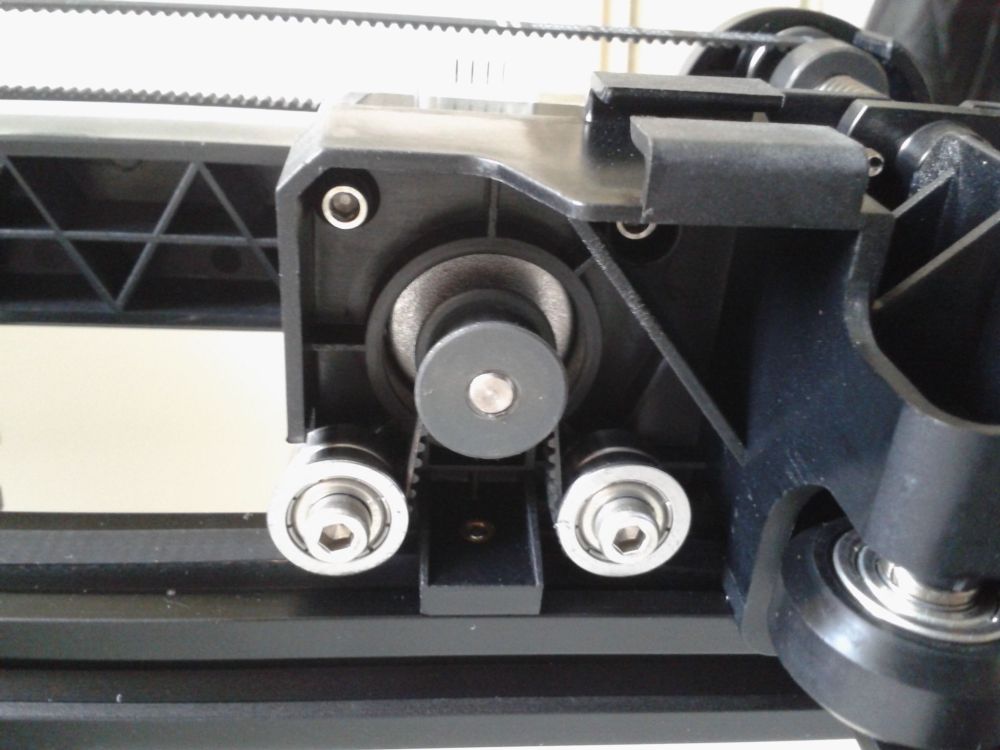
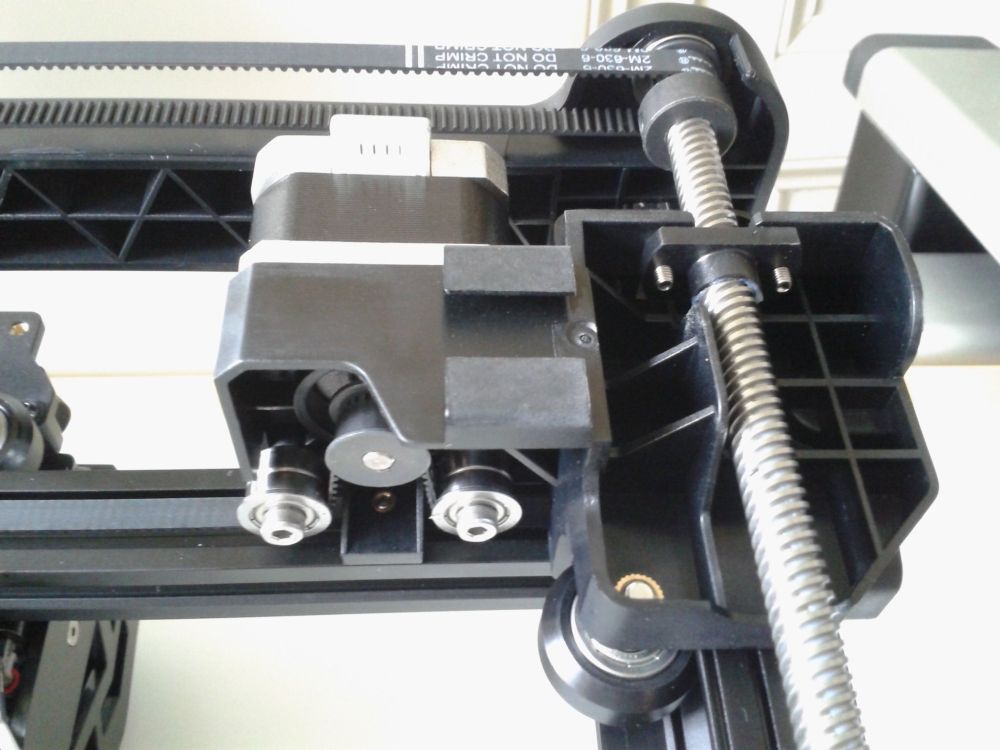
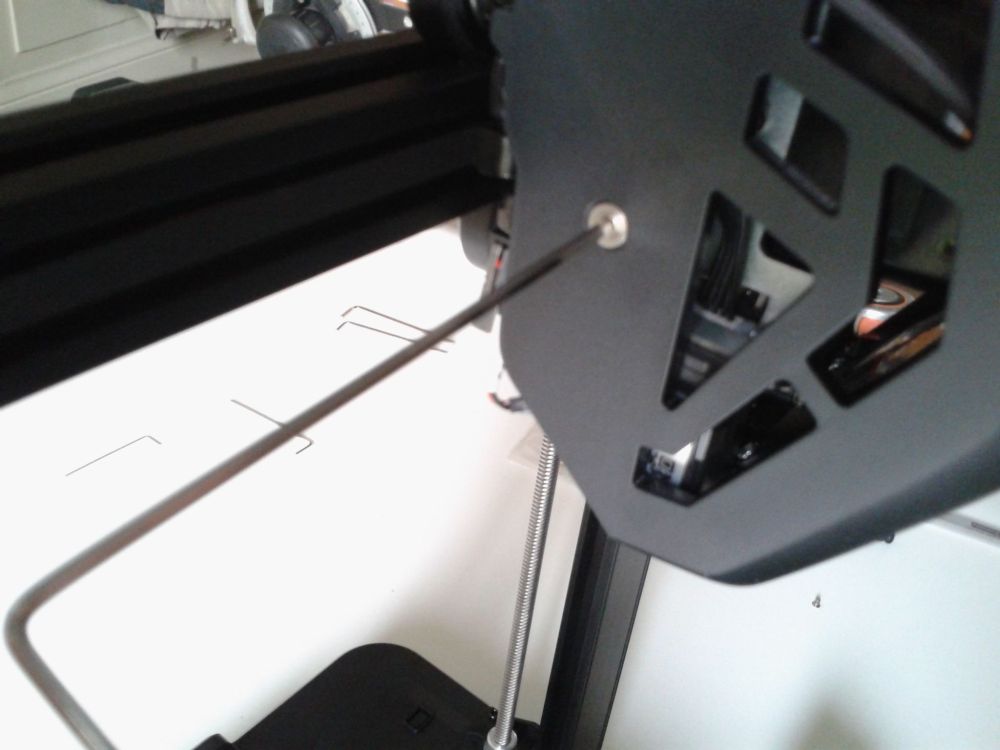
Assemblage Sur la chaîne YouTube de "Creality After-sale" on trouve une vidéo officielle de déballage et d'assemblage "Ender-3 V3 SE Unpacking operation". (Vidéo que l'on retrouve sur la carte SD fournie.) L'ensemble des étapes d'assemblage sont illustrées dans le manuel papier (en Anglais et Chinois) fourni. Manuel papier, repris dans les deux versions PDF (Anglais ou Chinois) sur la carte SD fournie, ou encore, téléchargeable (Anglais) par exemple sur Creality Cloud -> Products -> Ender-3 V3 SE -> chercher alors "Product Manual:" pour trouver un lien/bouton "Download". Photos en vrac Mise en place du "cadre de portique" (fr) / "gantry frame" (en) / de l'arche ( se munir de la clé hexagonale M2.5 ) J'ai préféré après avoir enfiché l'arche dans les empreintes sur la base, délicatement basculer l'ensemble pour faciliter la mise en place (sans les serrer) des 6 vis (M3 x 14mm) du dessous Puis remettre l'ensemble sur ses pieds et pour chaque côté, approcher l'ensemble d'un bord de table pour finaliser les serrages. Il y a encore deux vis (M3 x 8 mm) a placer sur le dessus de la base, côté gauche (là où il n'y a pas de moteur), pour finaliser la fixation de l'arche. Après cela le portique/l'arche semble bien solidaire de la base si on essaye de la bouger par le haut. Vient ensuite la fixation du support de l’écran avec 3 vis (M4 x 10 mm) et du porte-bobine avec 2 vis (M5 x 8 mm) Là encore pour fixer le support de l’écran a la base, profiter d'un bord de table pour faciliter la mise en place et serrage des vis. Branchement du connecteur du faisceau de câbles principale a la tête d'impression, placement du faisceau de câbles, connexion du moteur de l'axe X. Photos en vrac connexion du moteur de l'axe Z (Le moteur de l'axe Y, dans la base de l'imprimante, est normalement déjà connecté) Vérification des tensions des courroies, et photos des vis a tourner pour ajuster leur tensions Pour l'axe X, sur le coté droit du portique (celle la plus à avant) Pour l'axe Y, a l'arrière de la machine
























 1 point
1 point -
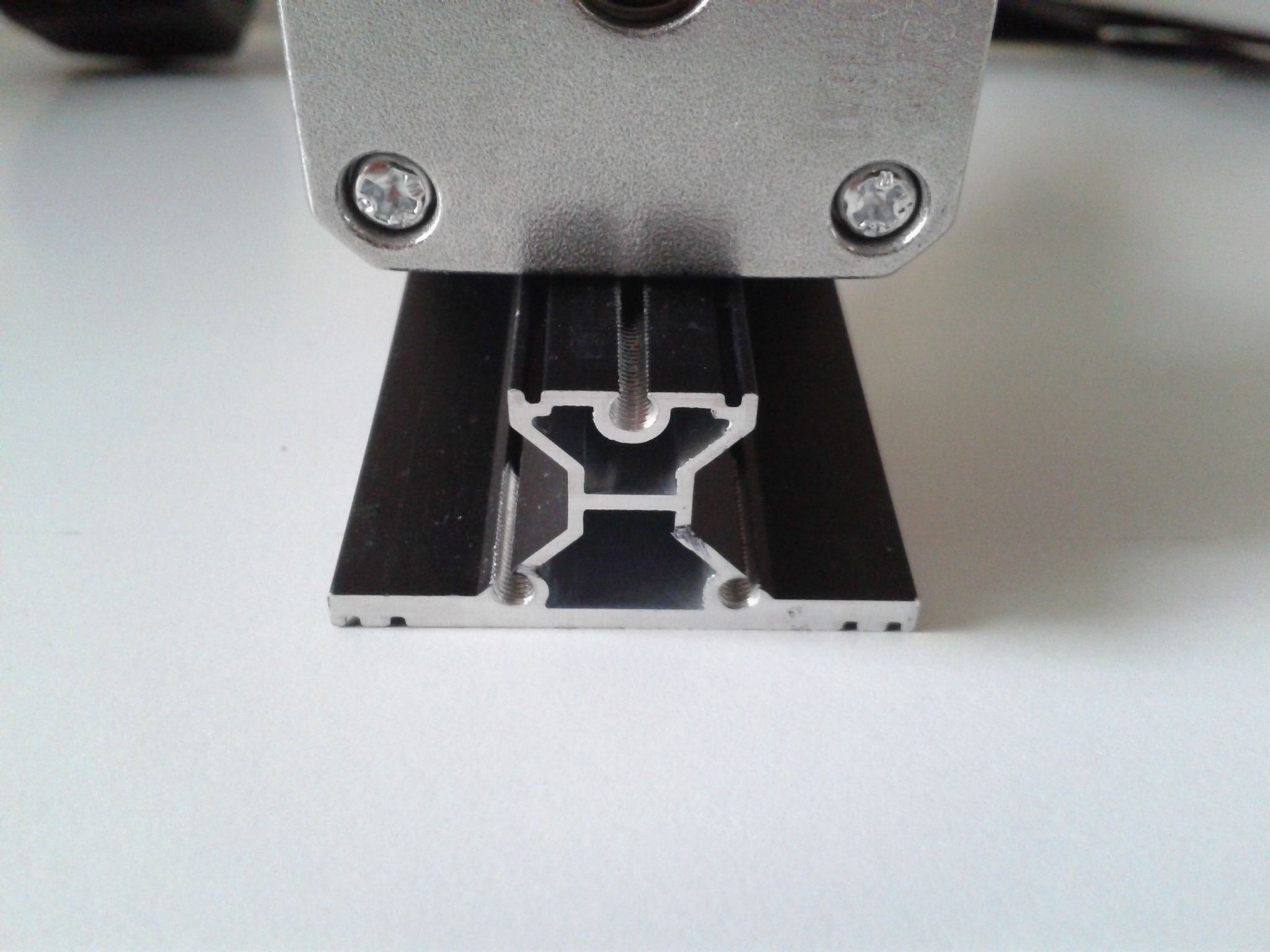
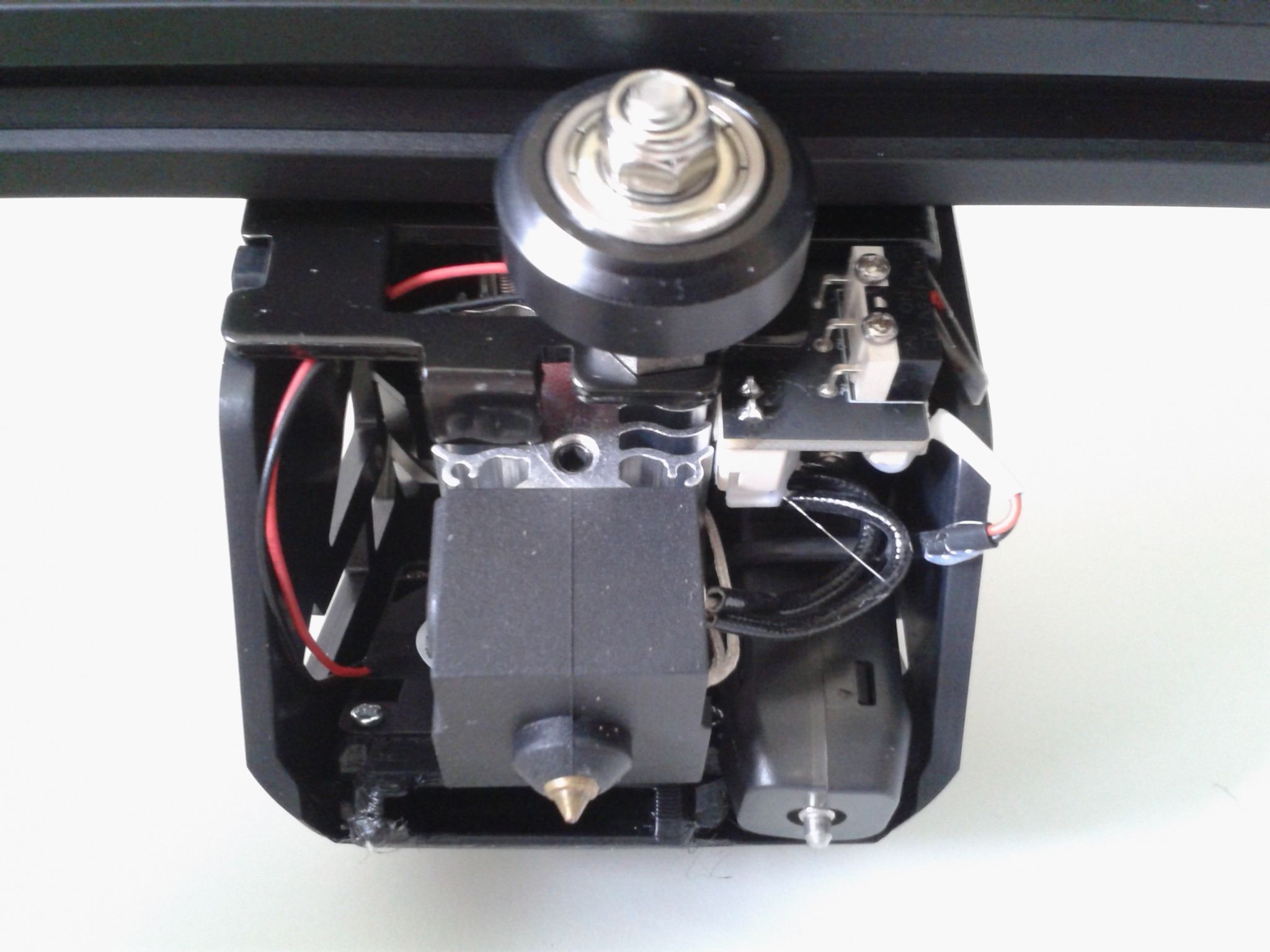
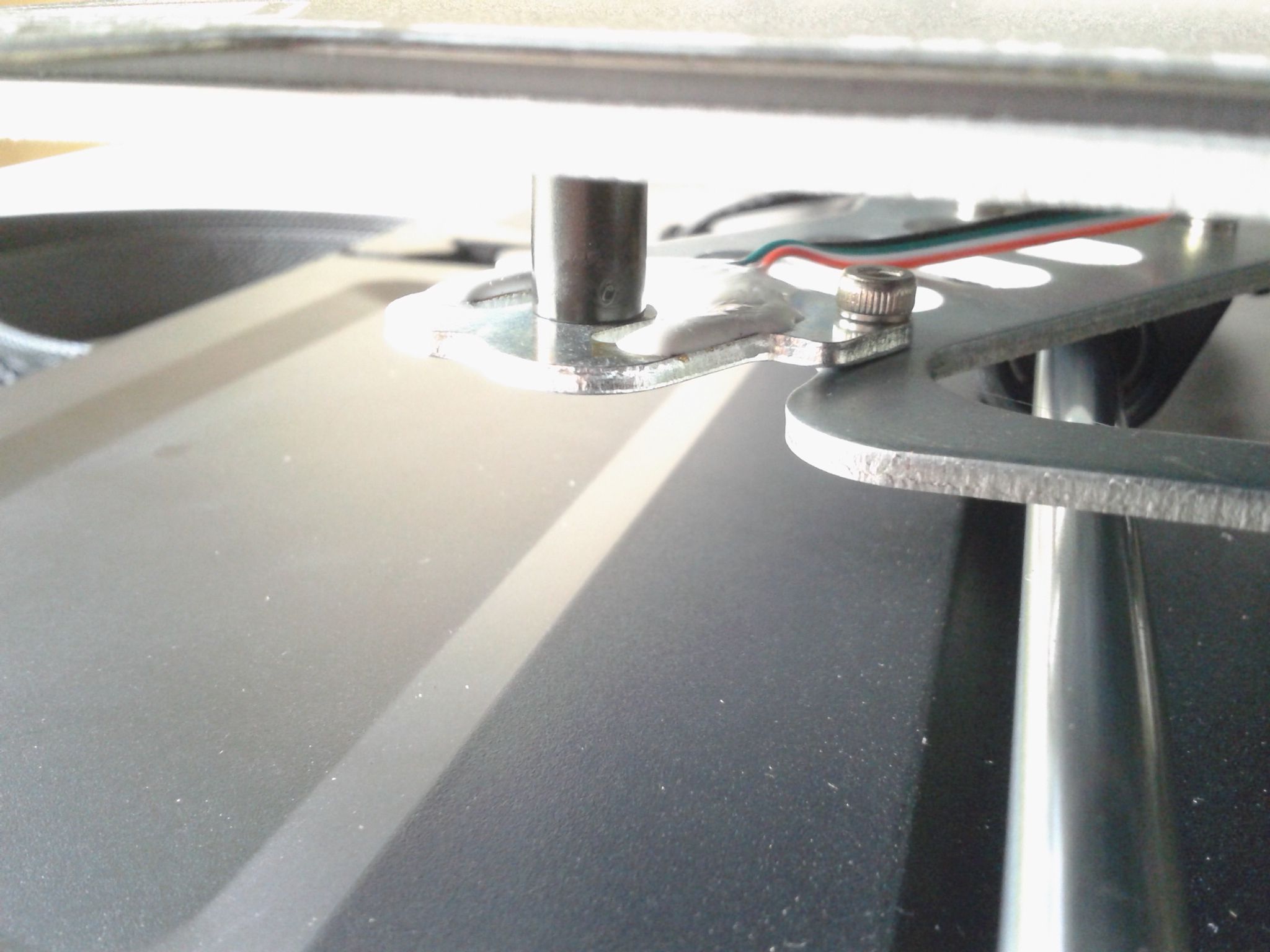
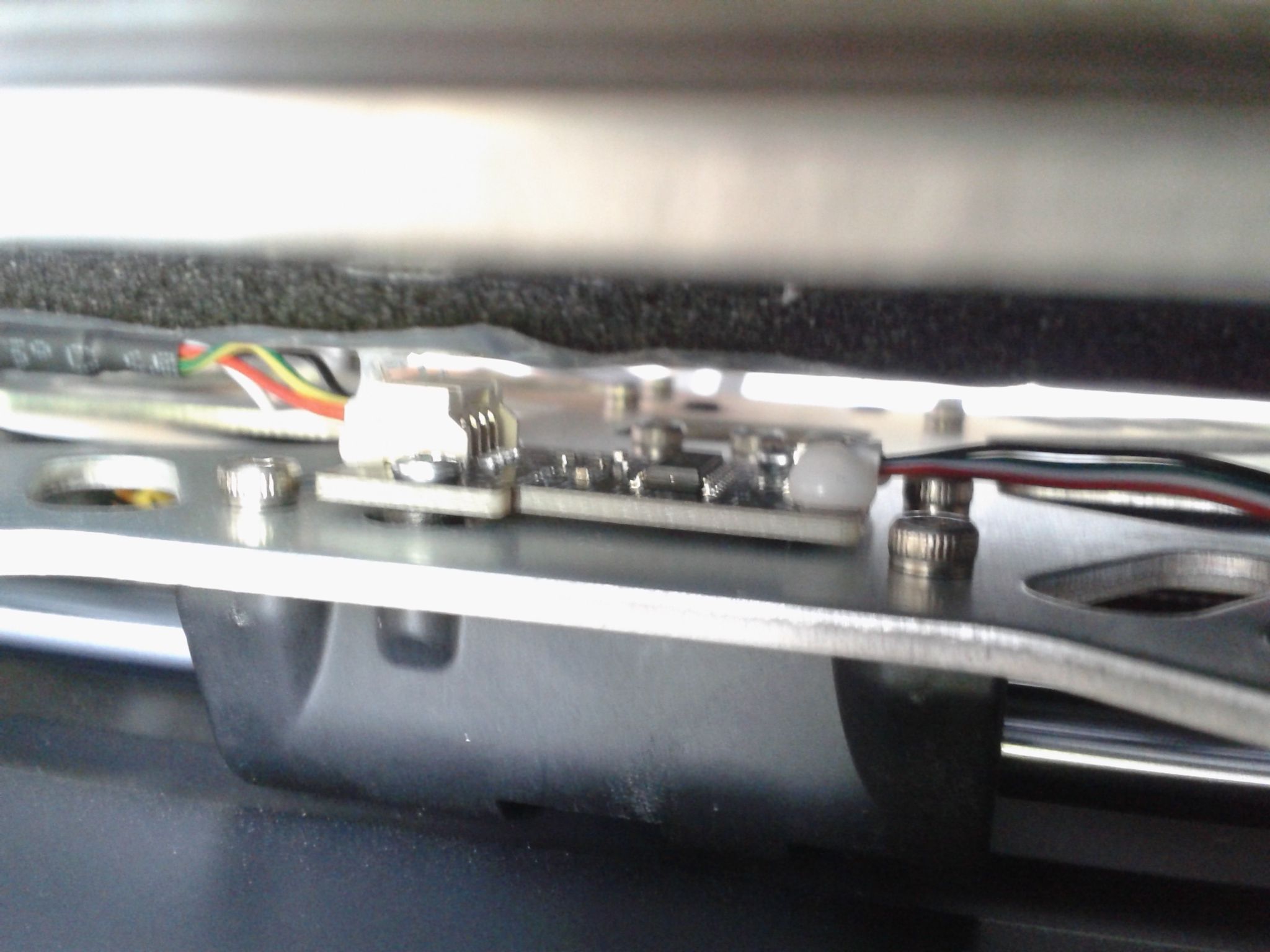
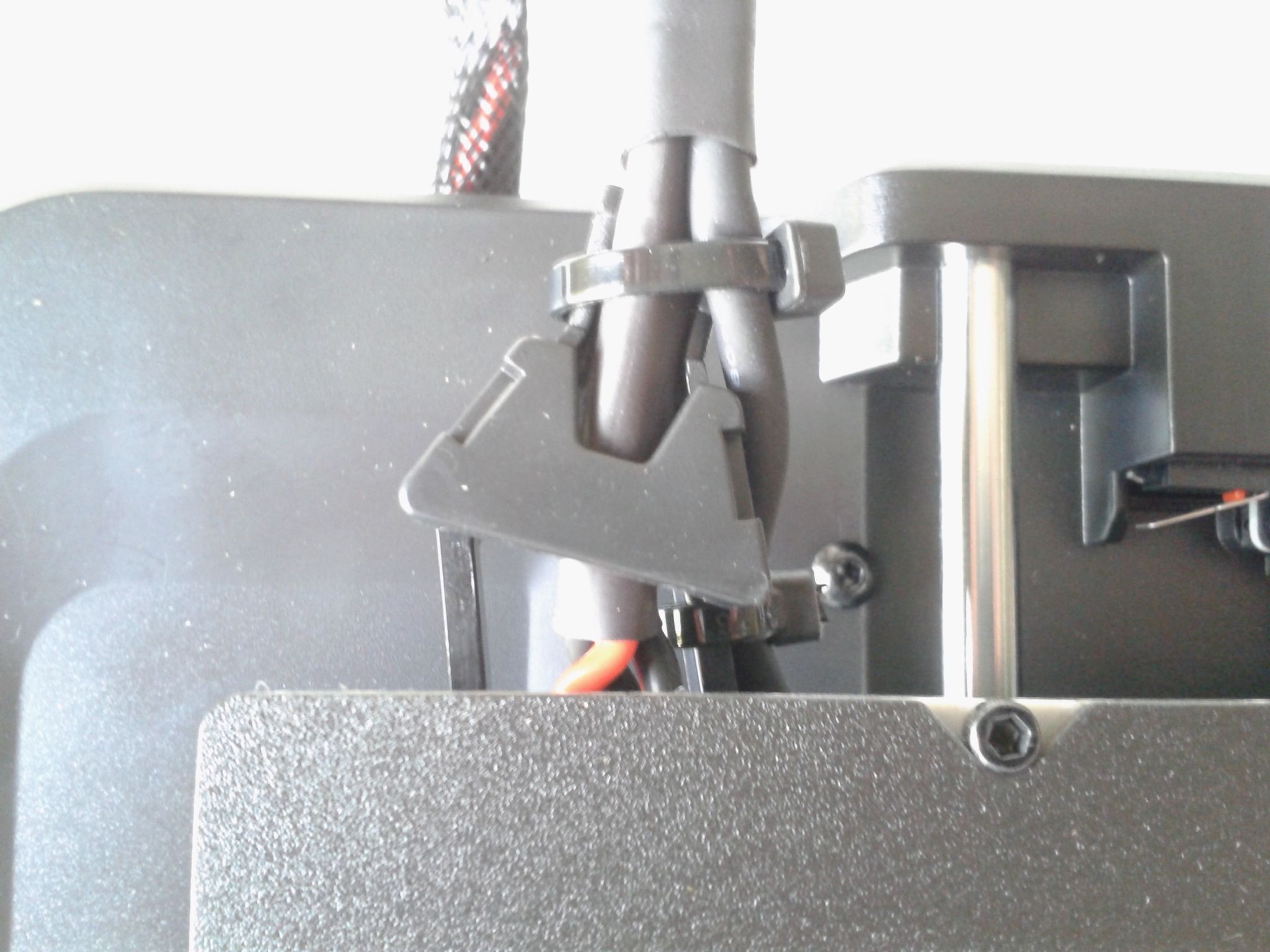
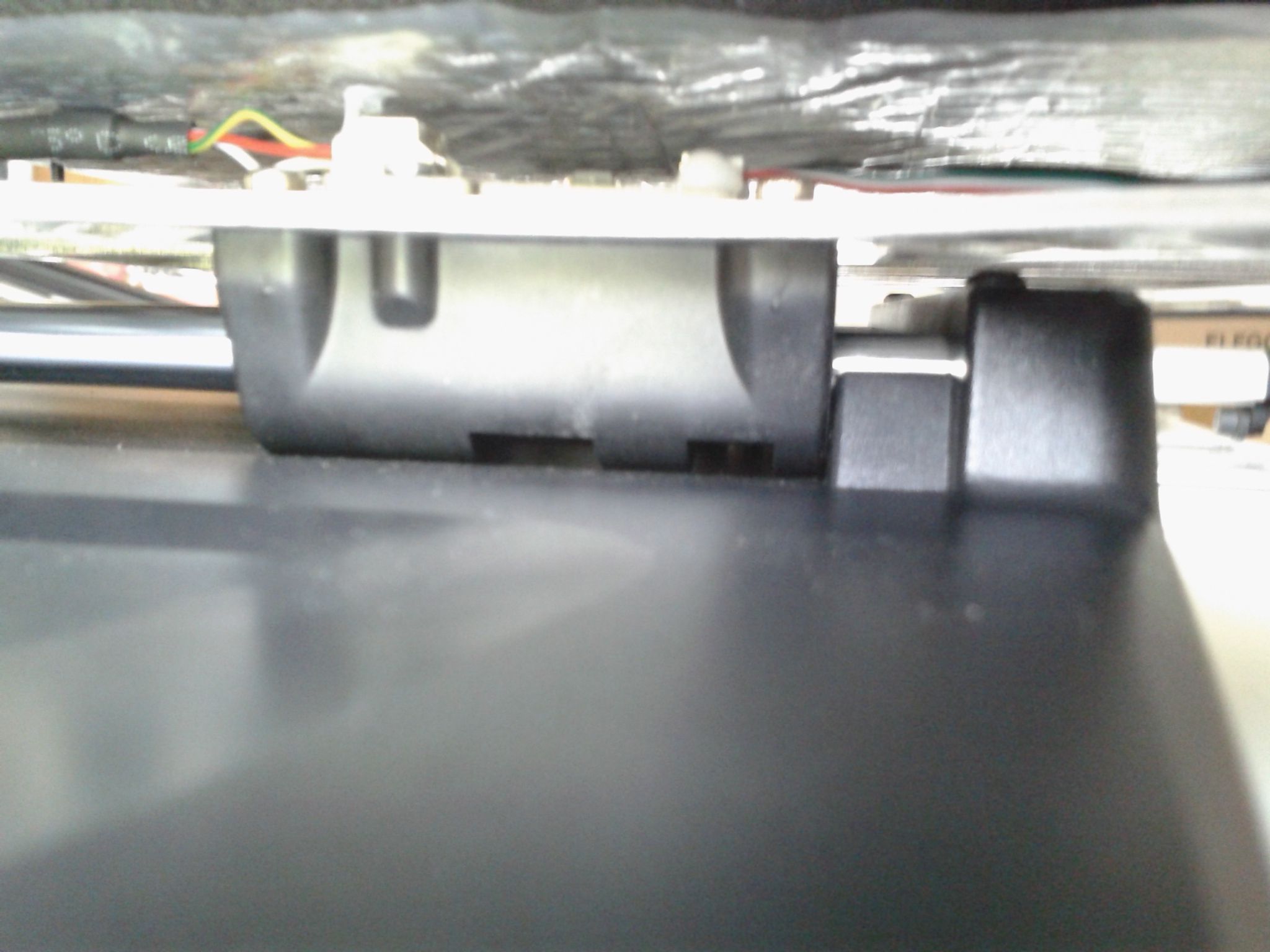
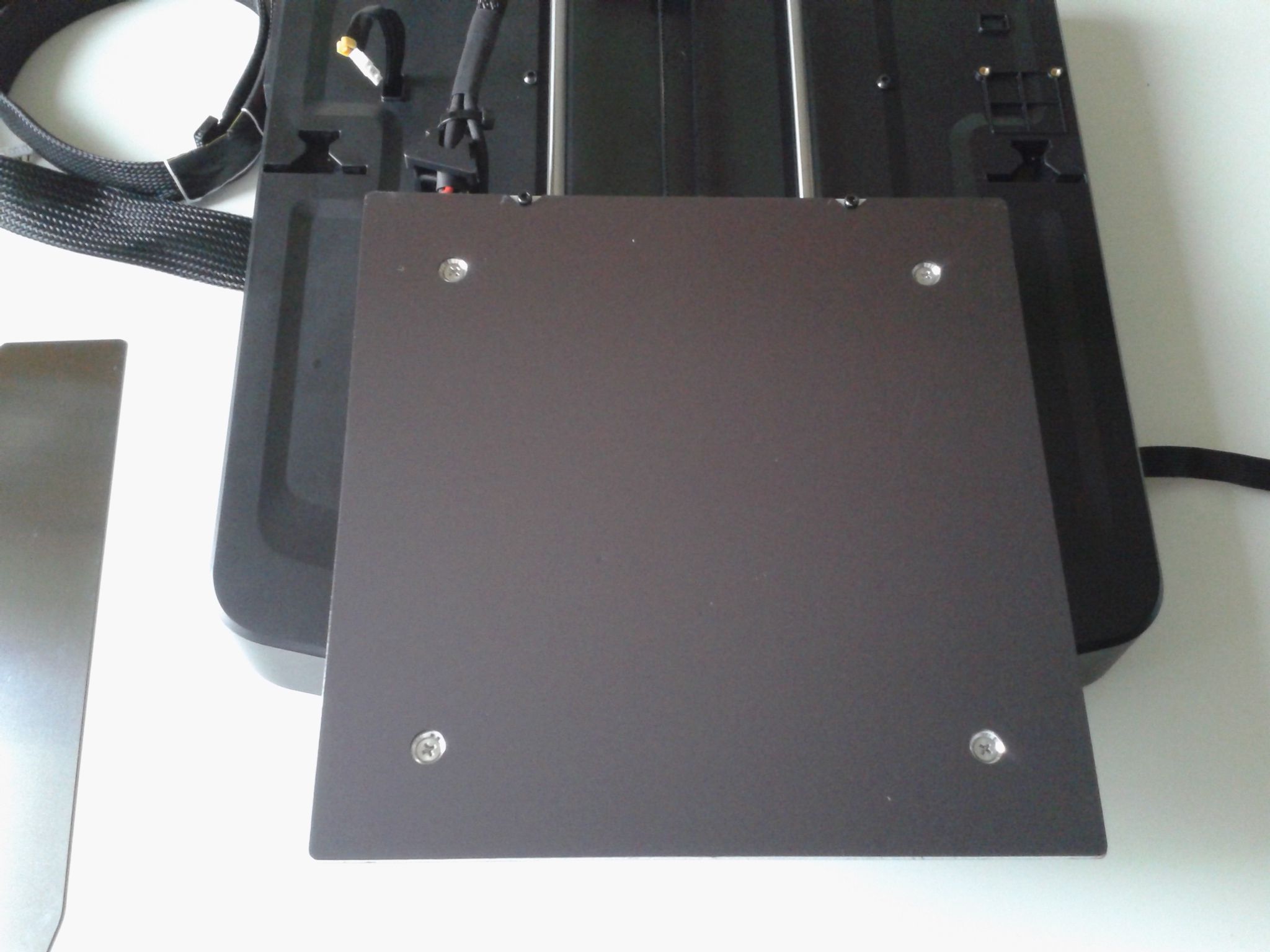
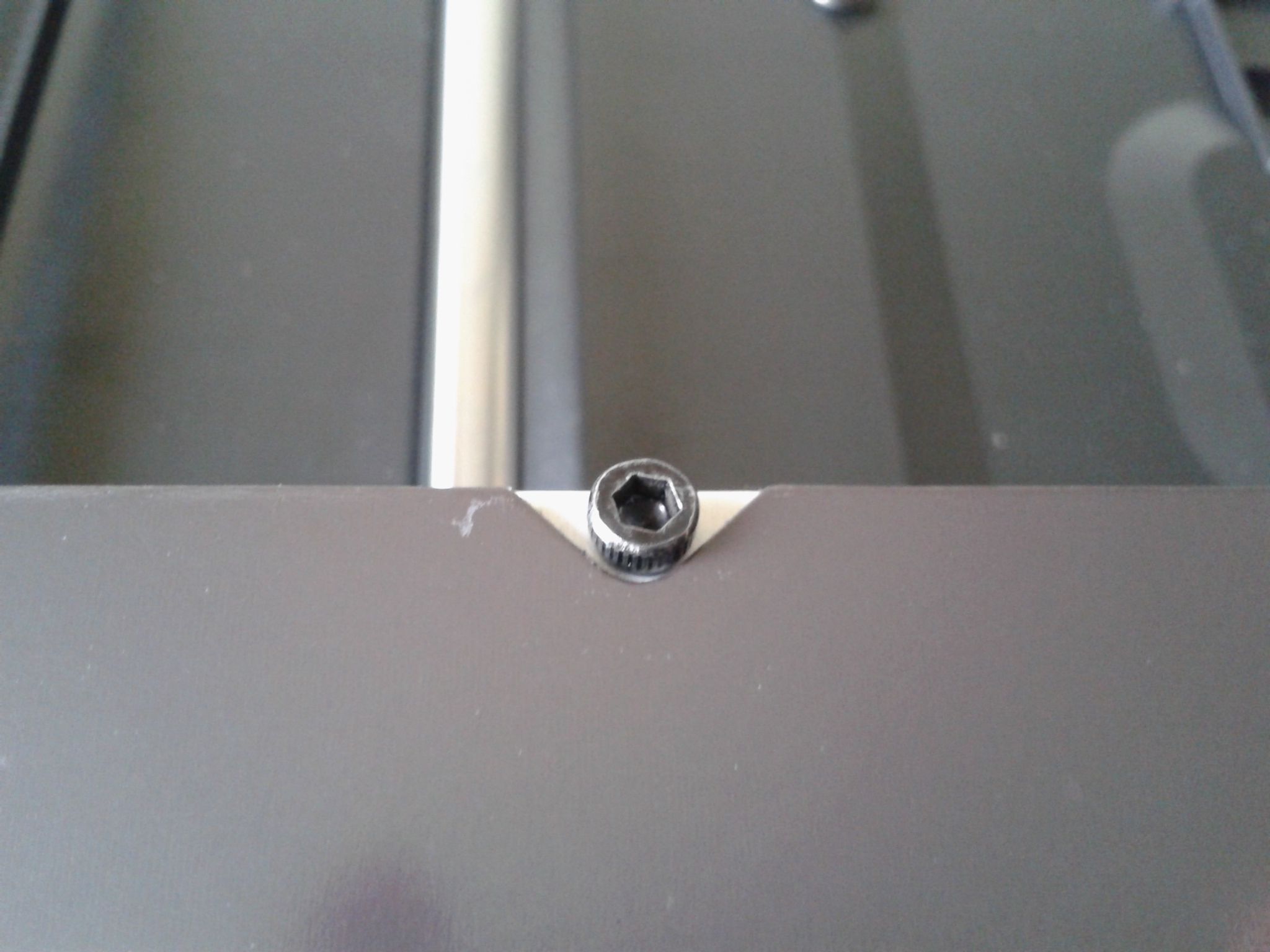
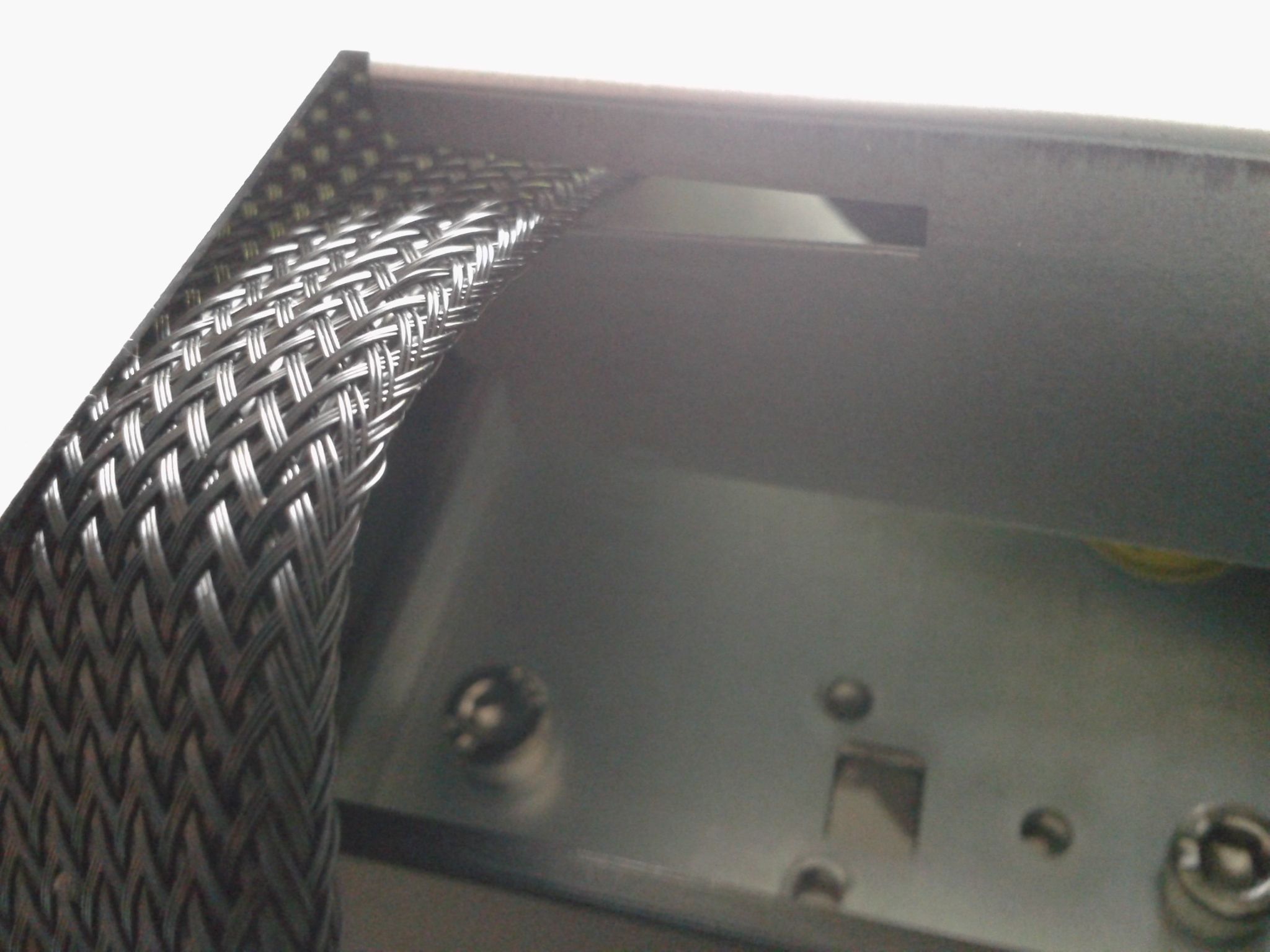
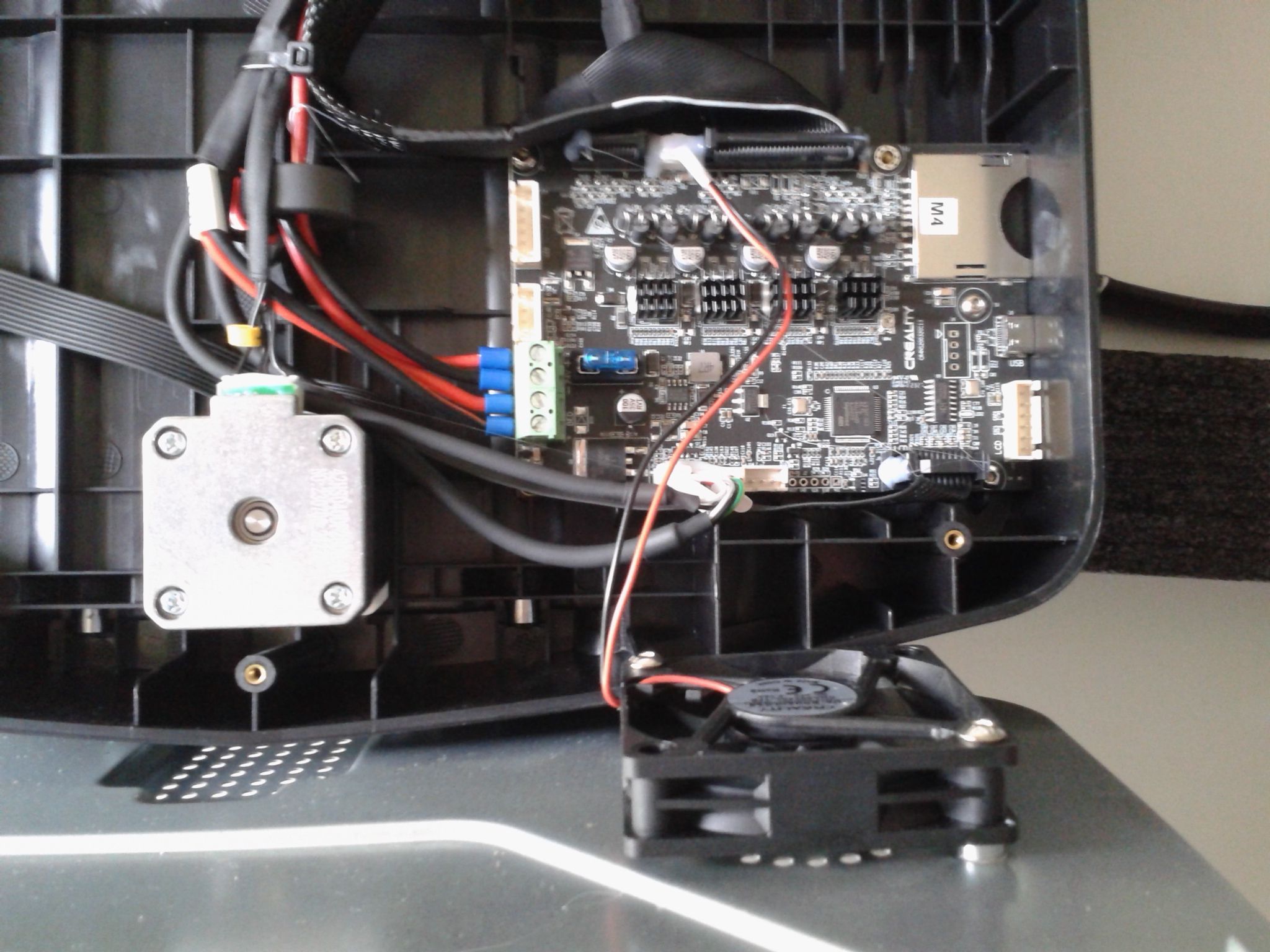
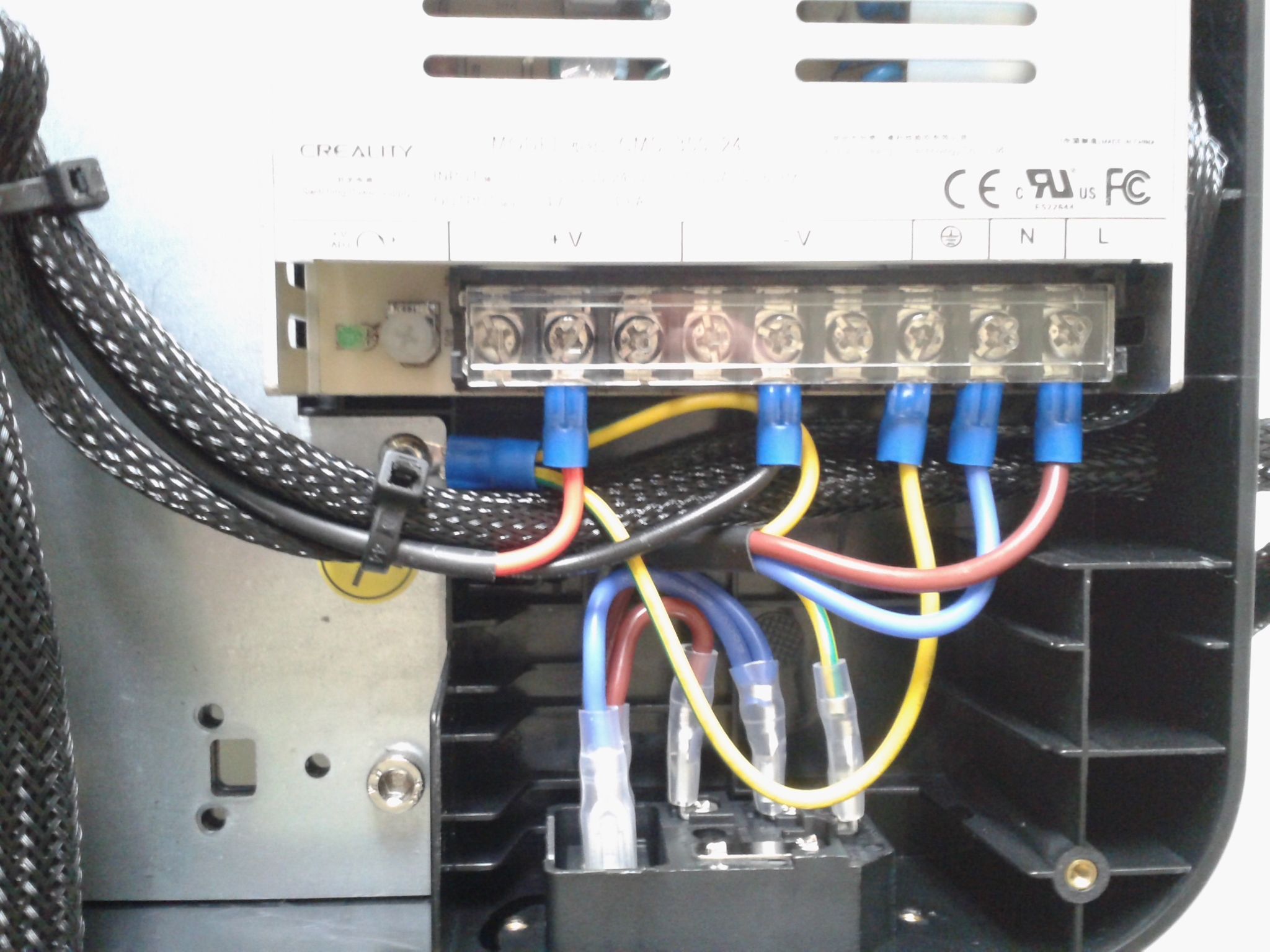
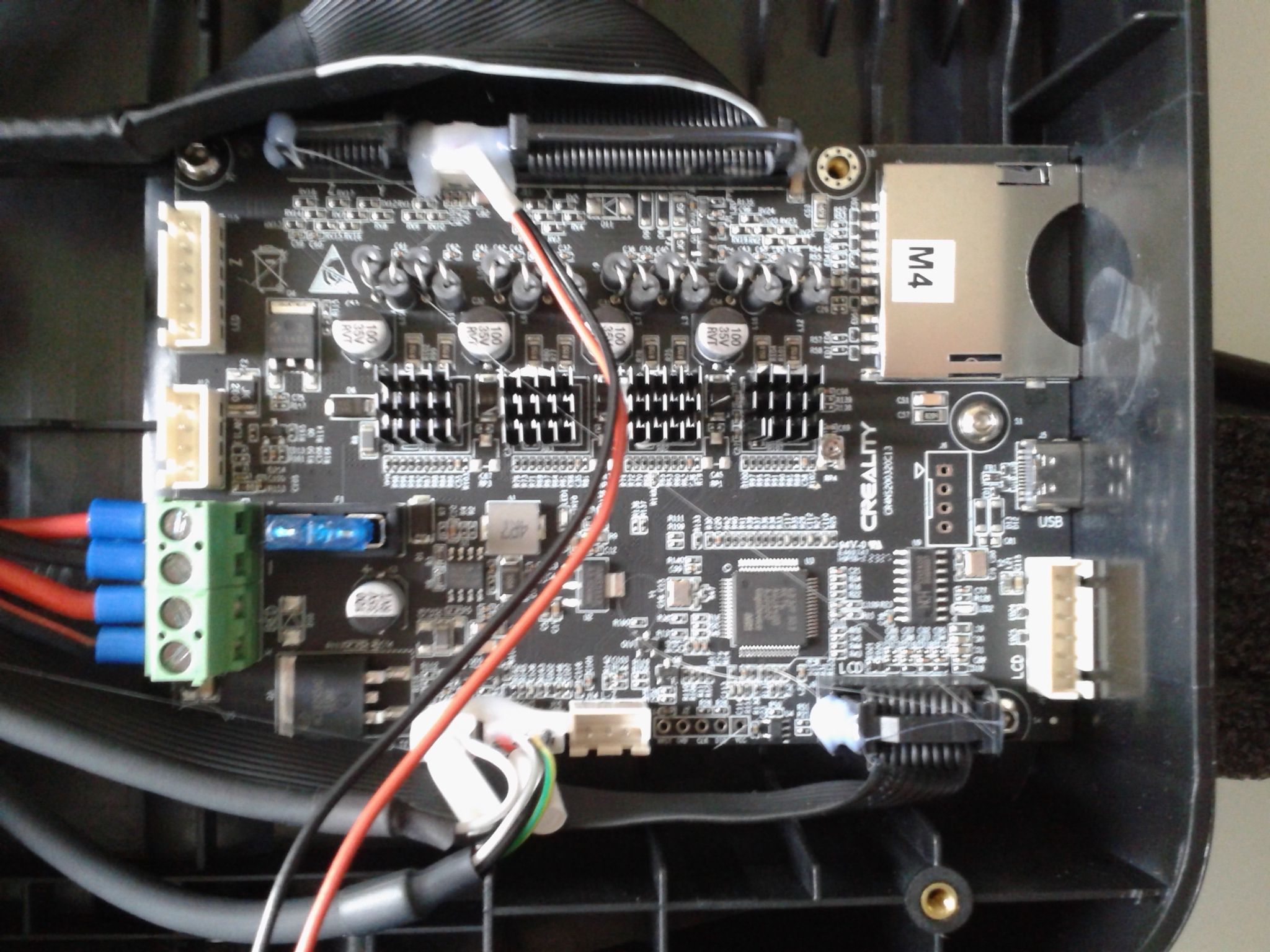
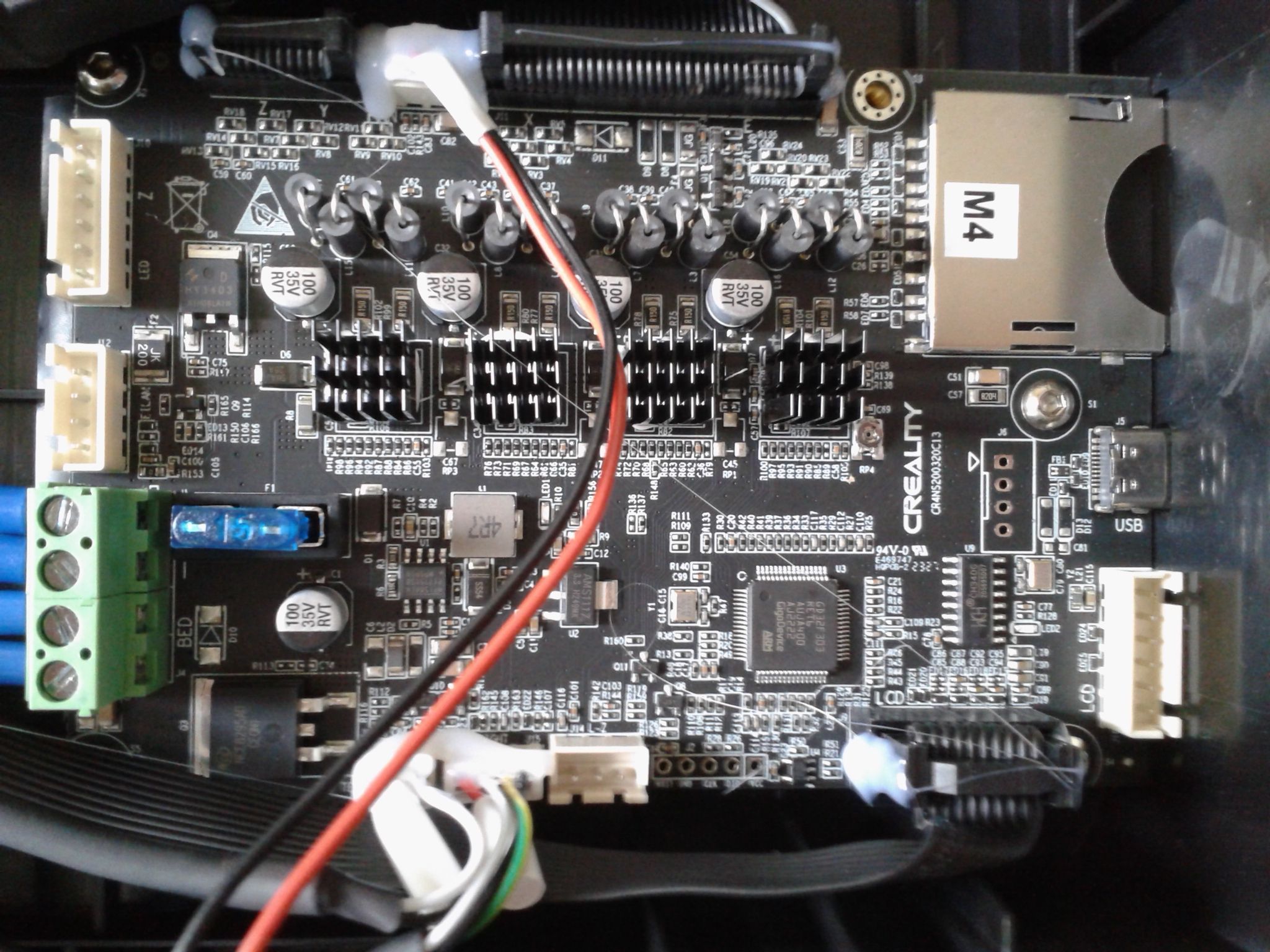
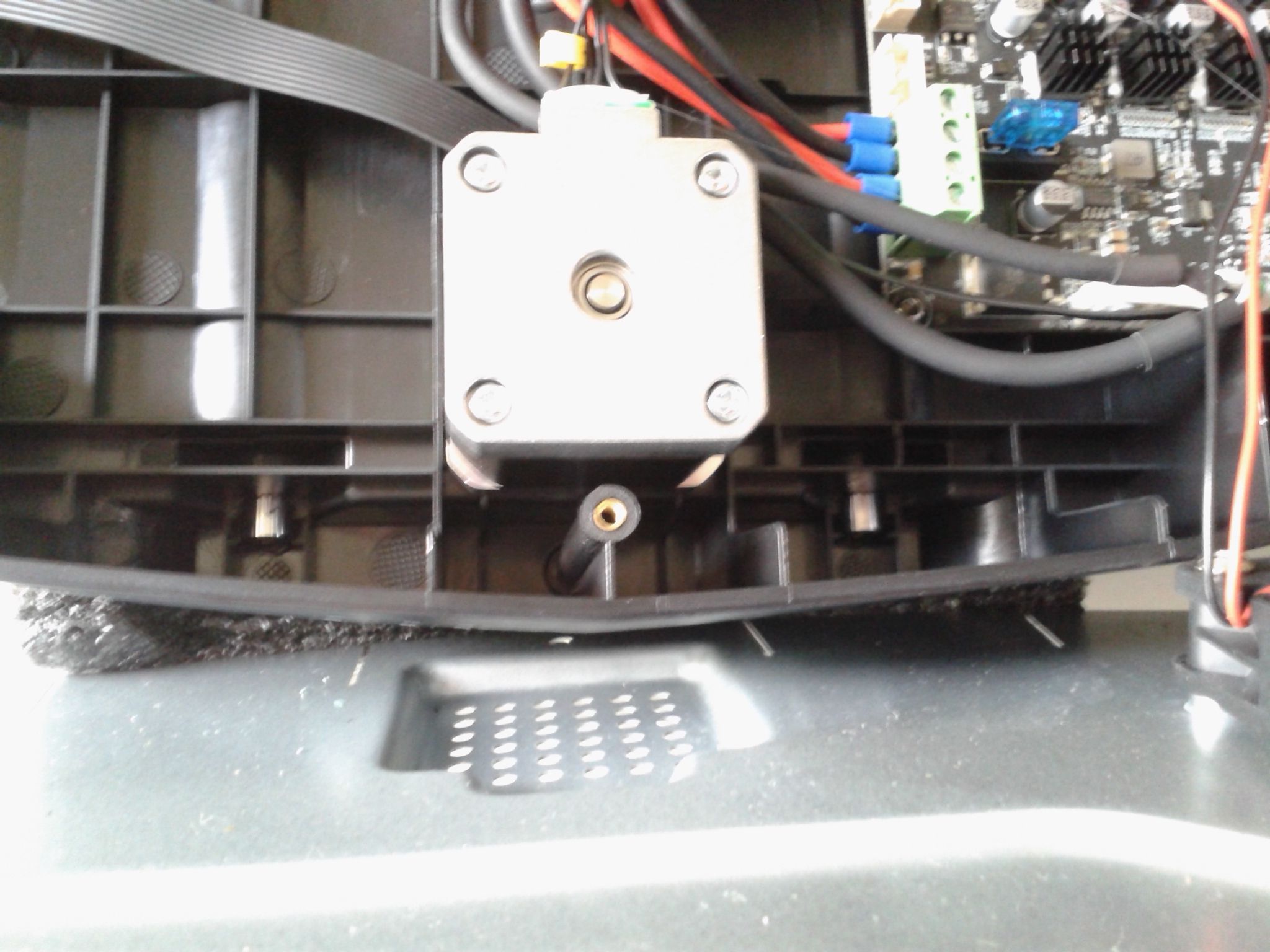
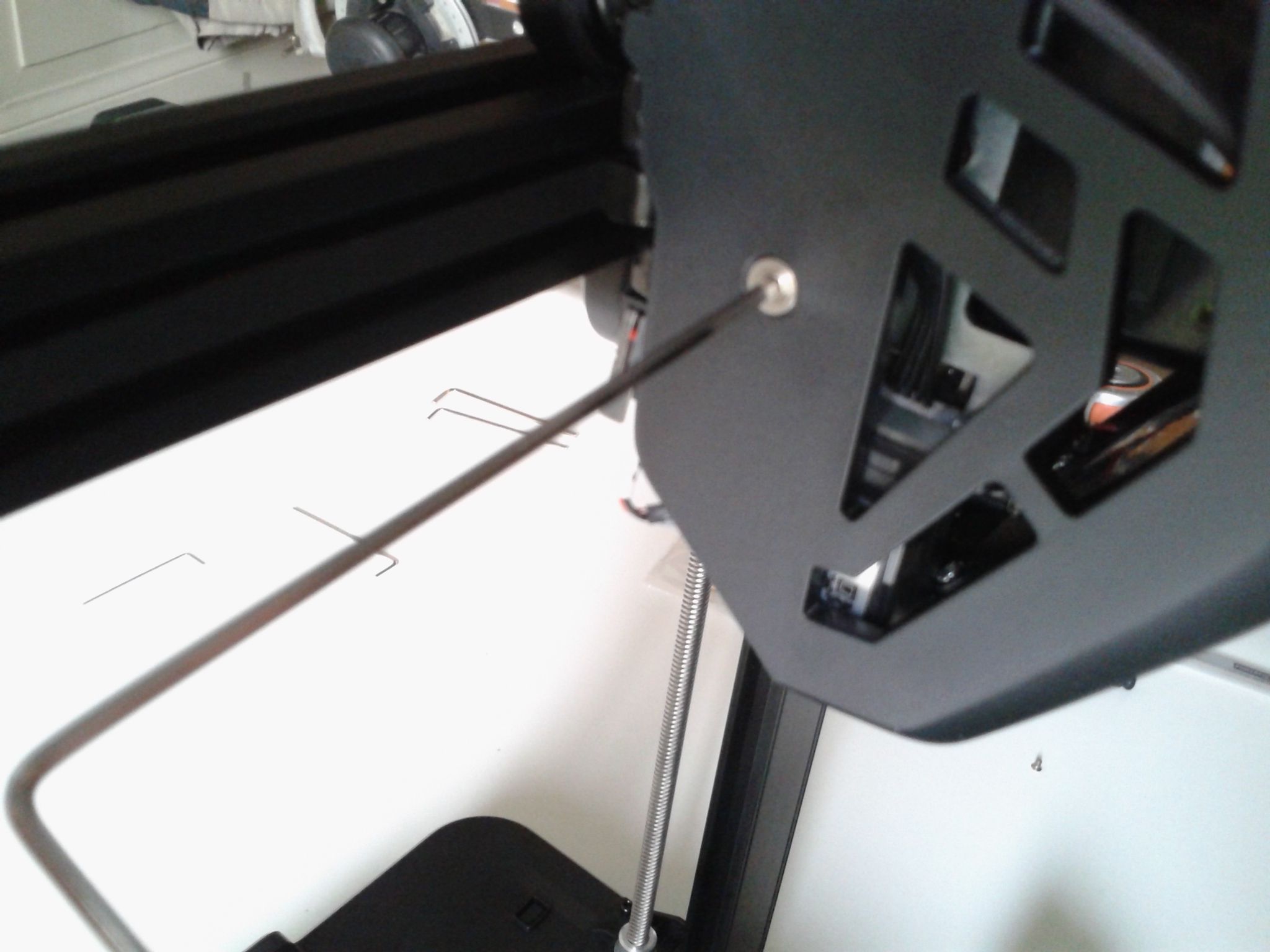
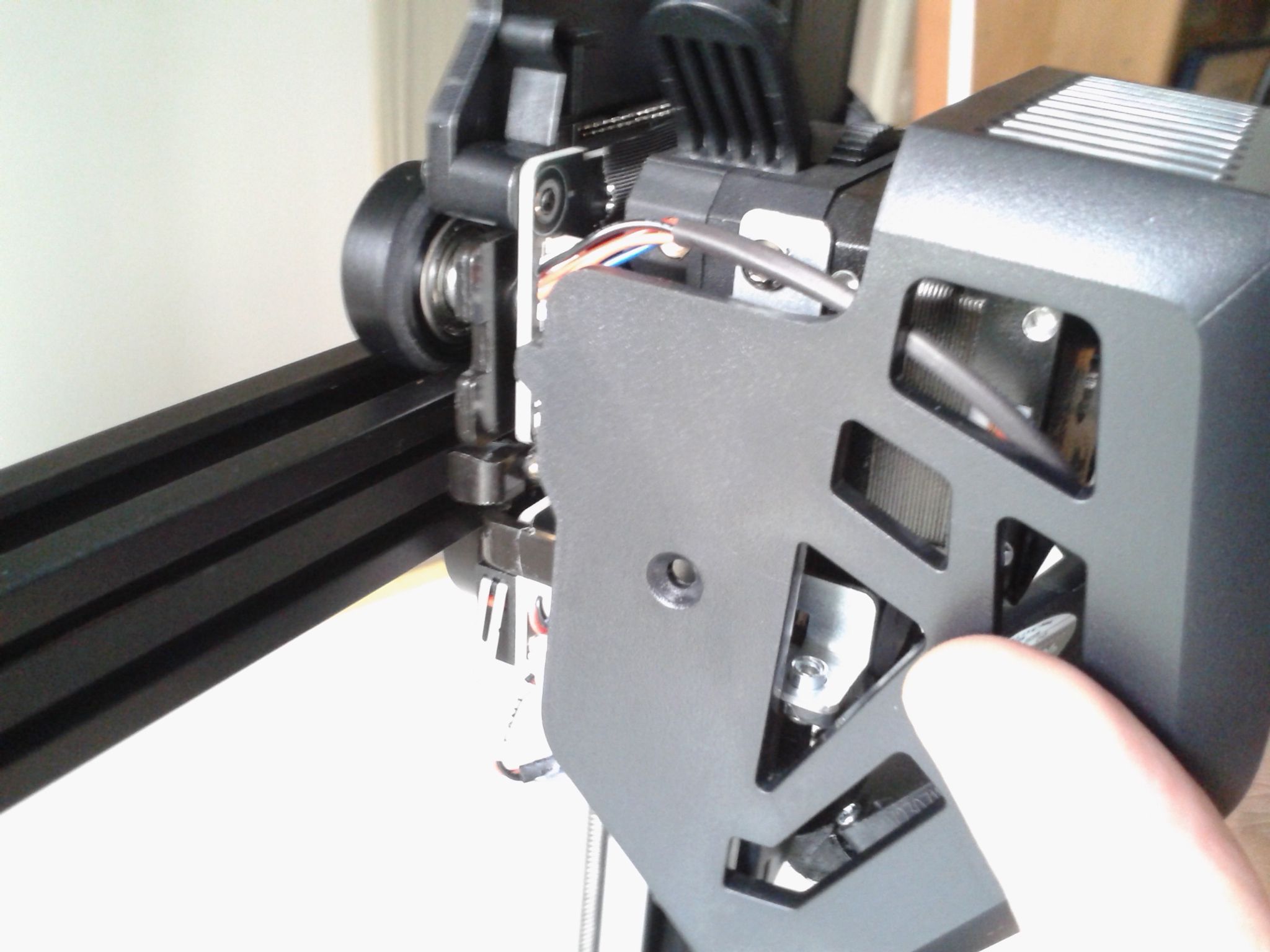
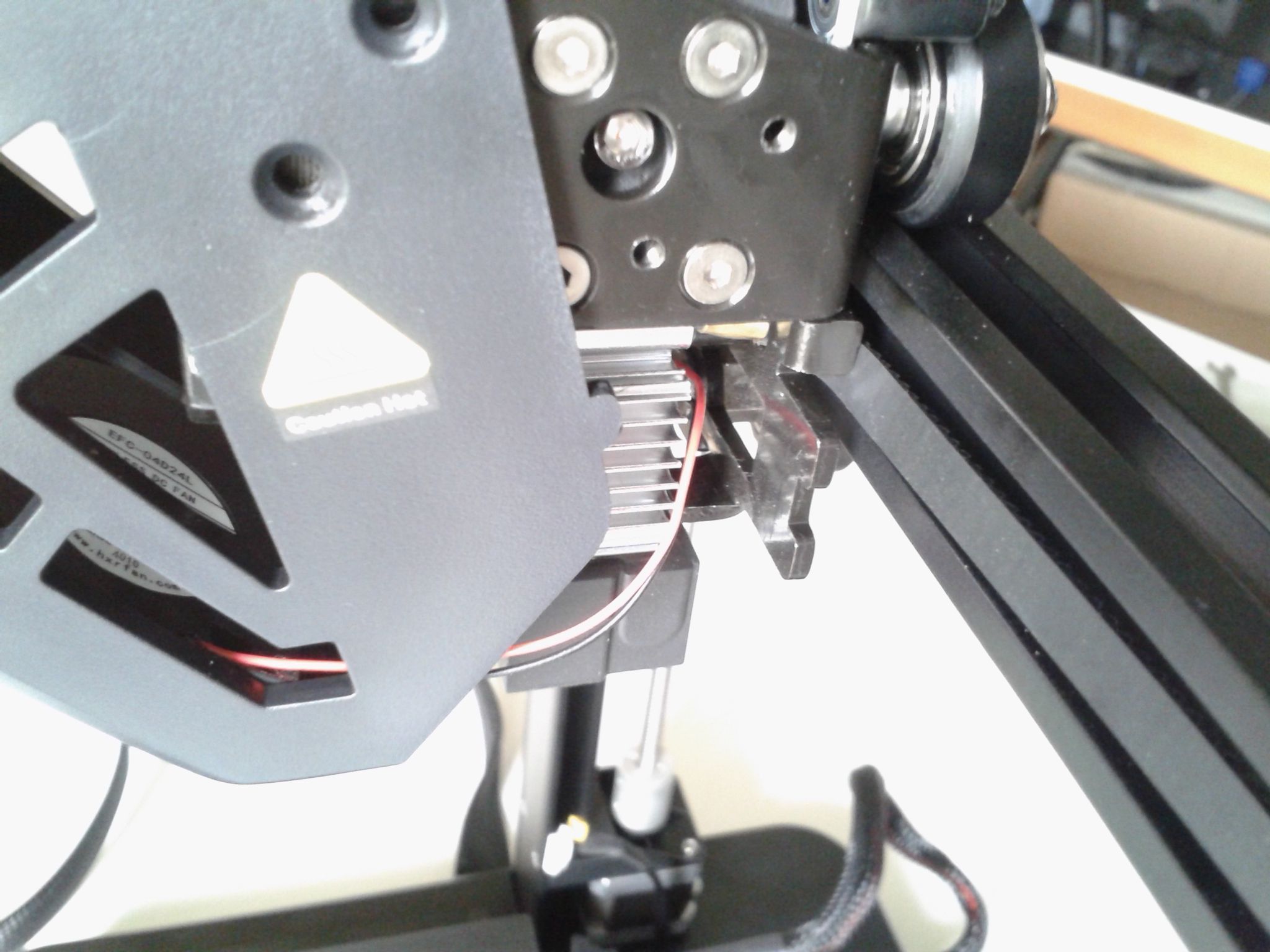
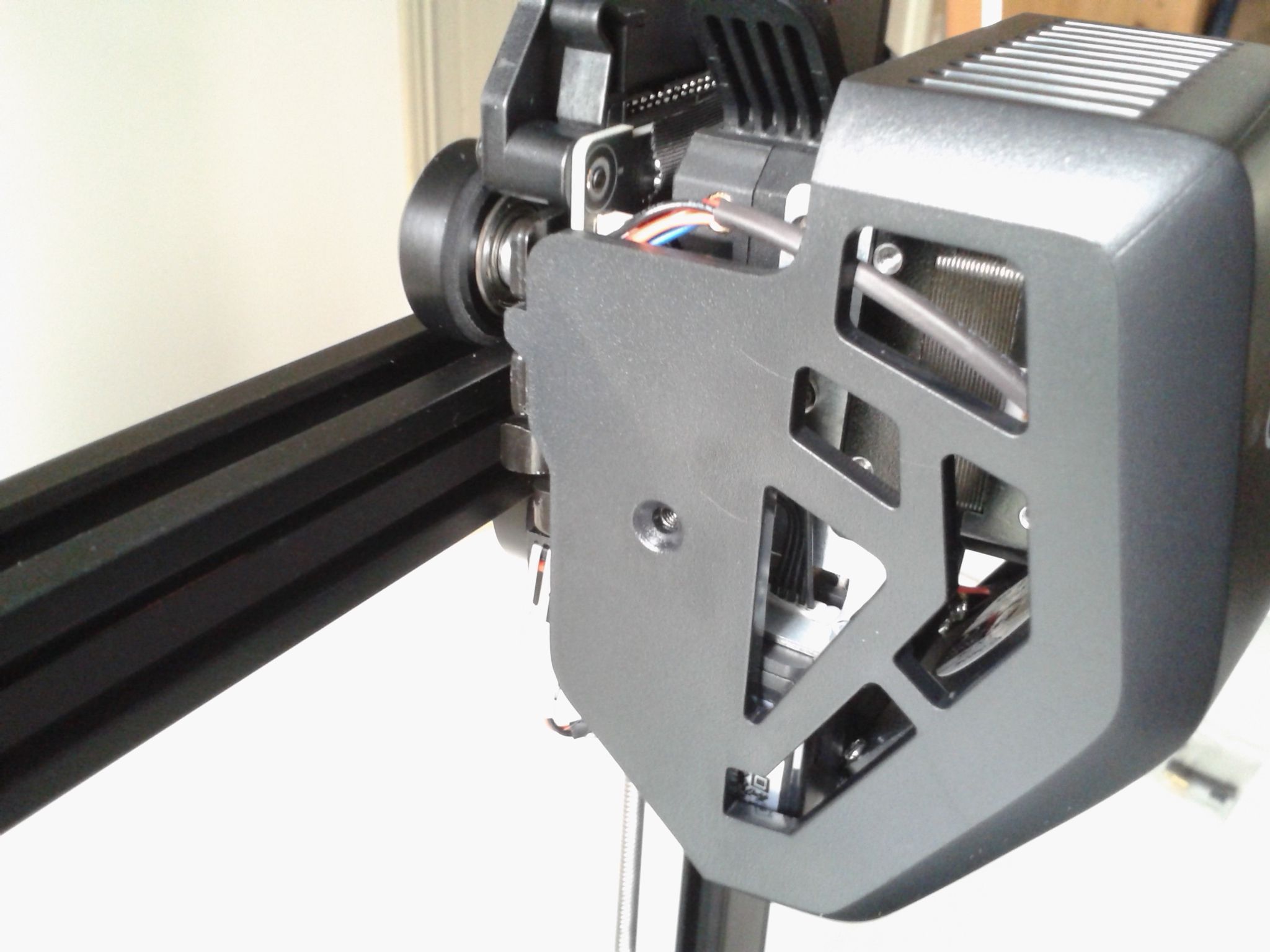
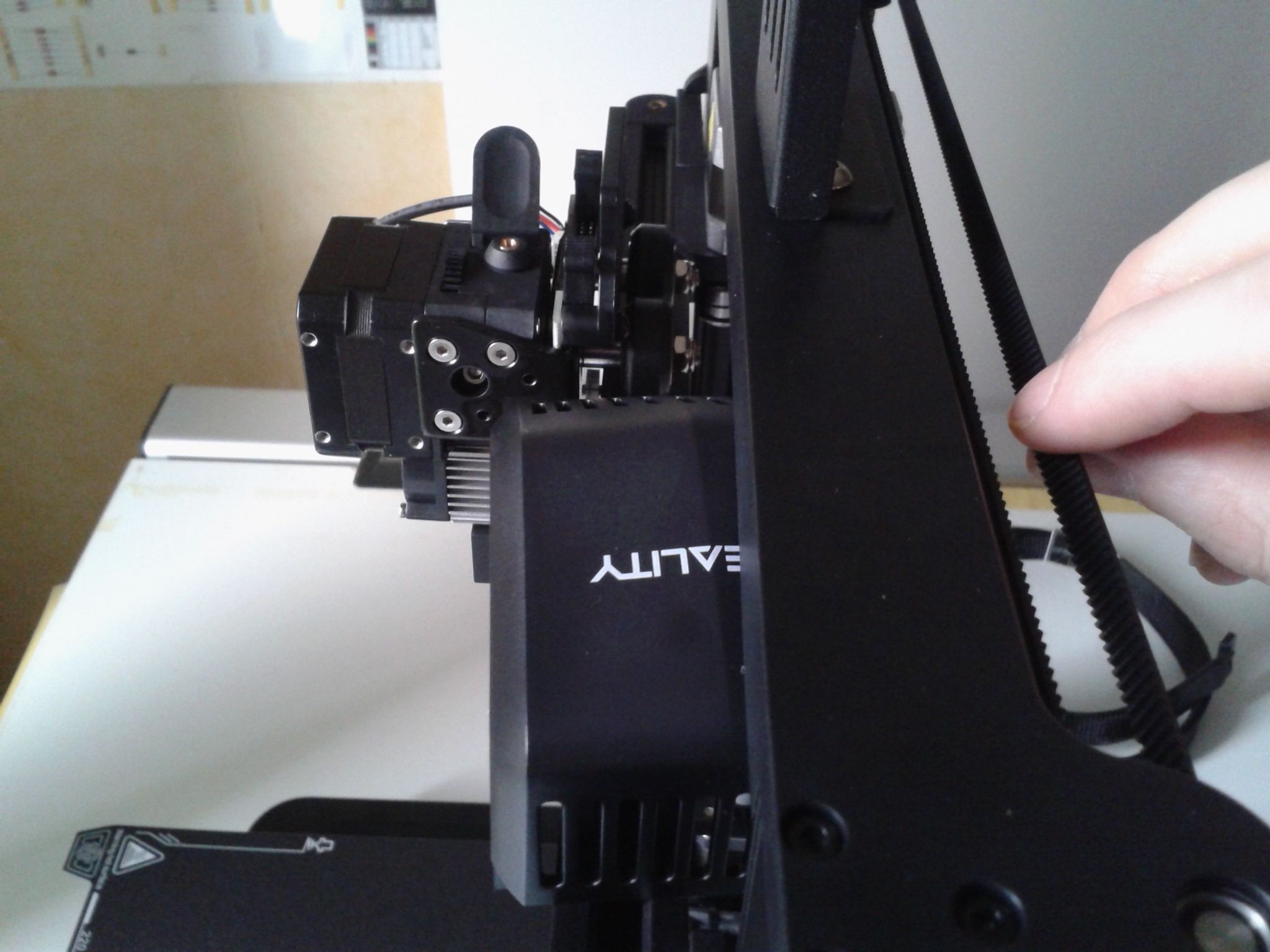
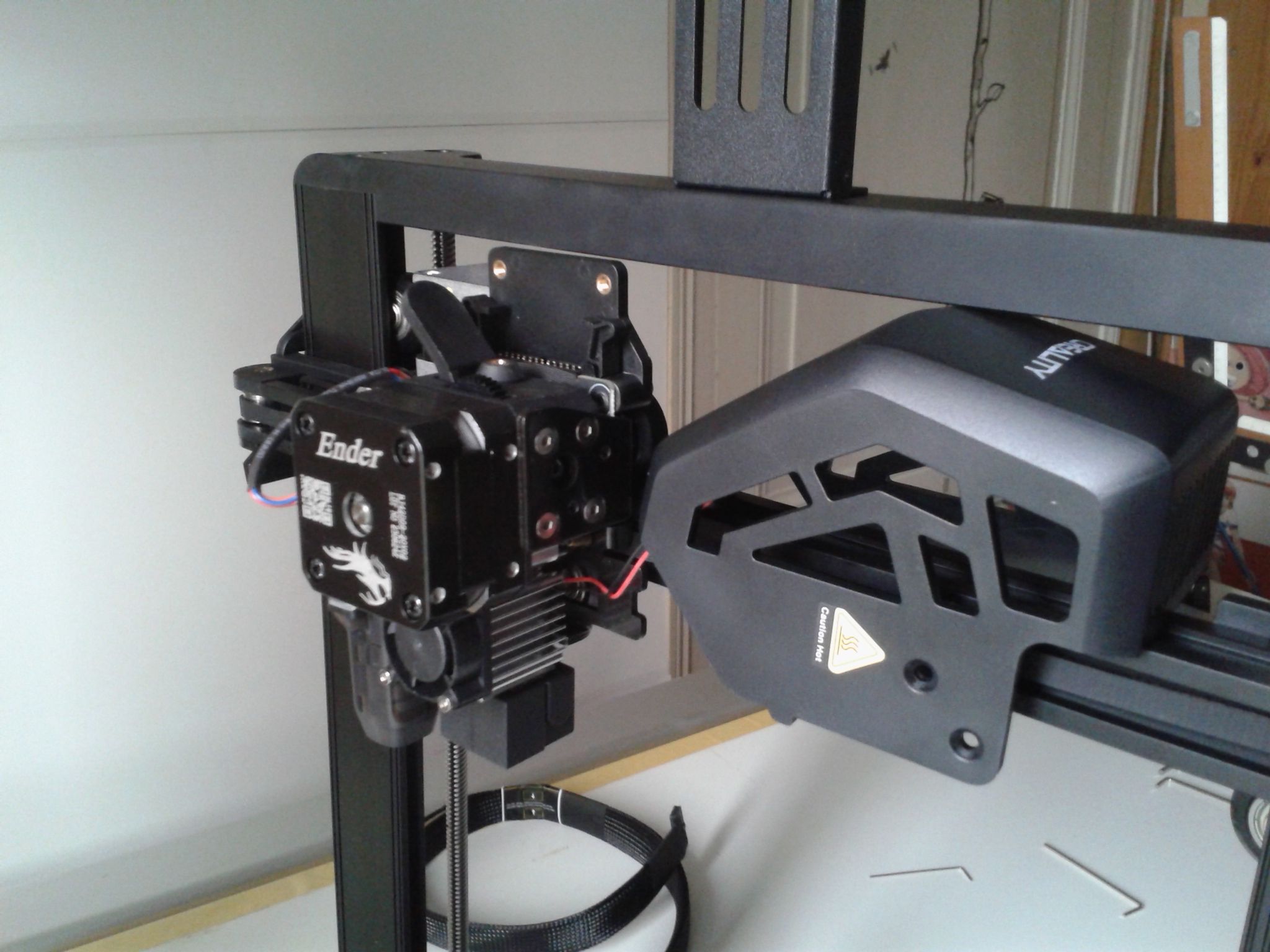
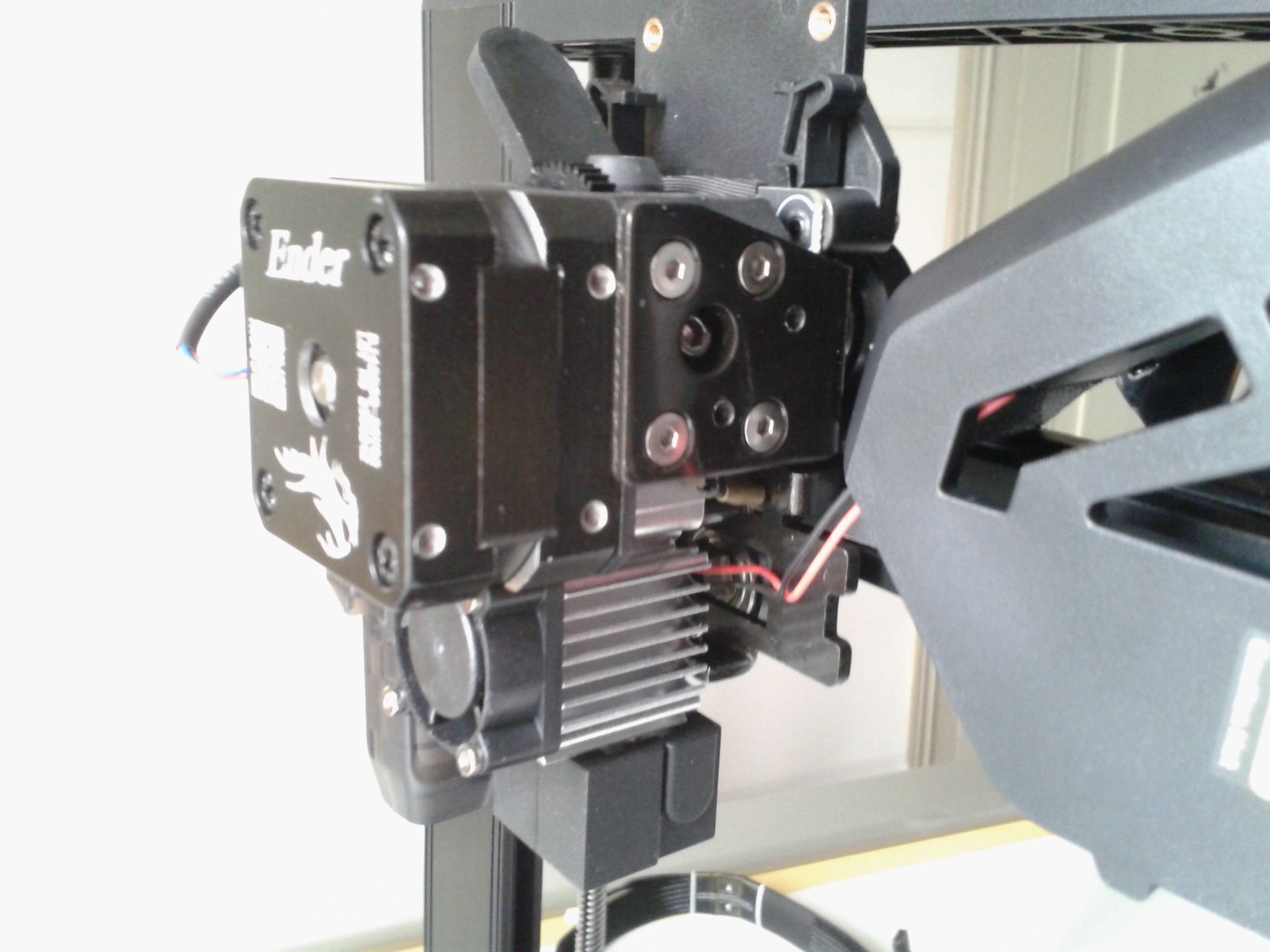
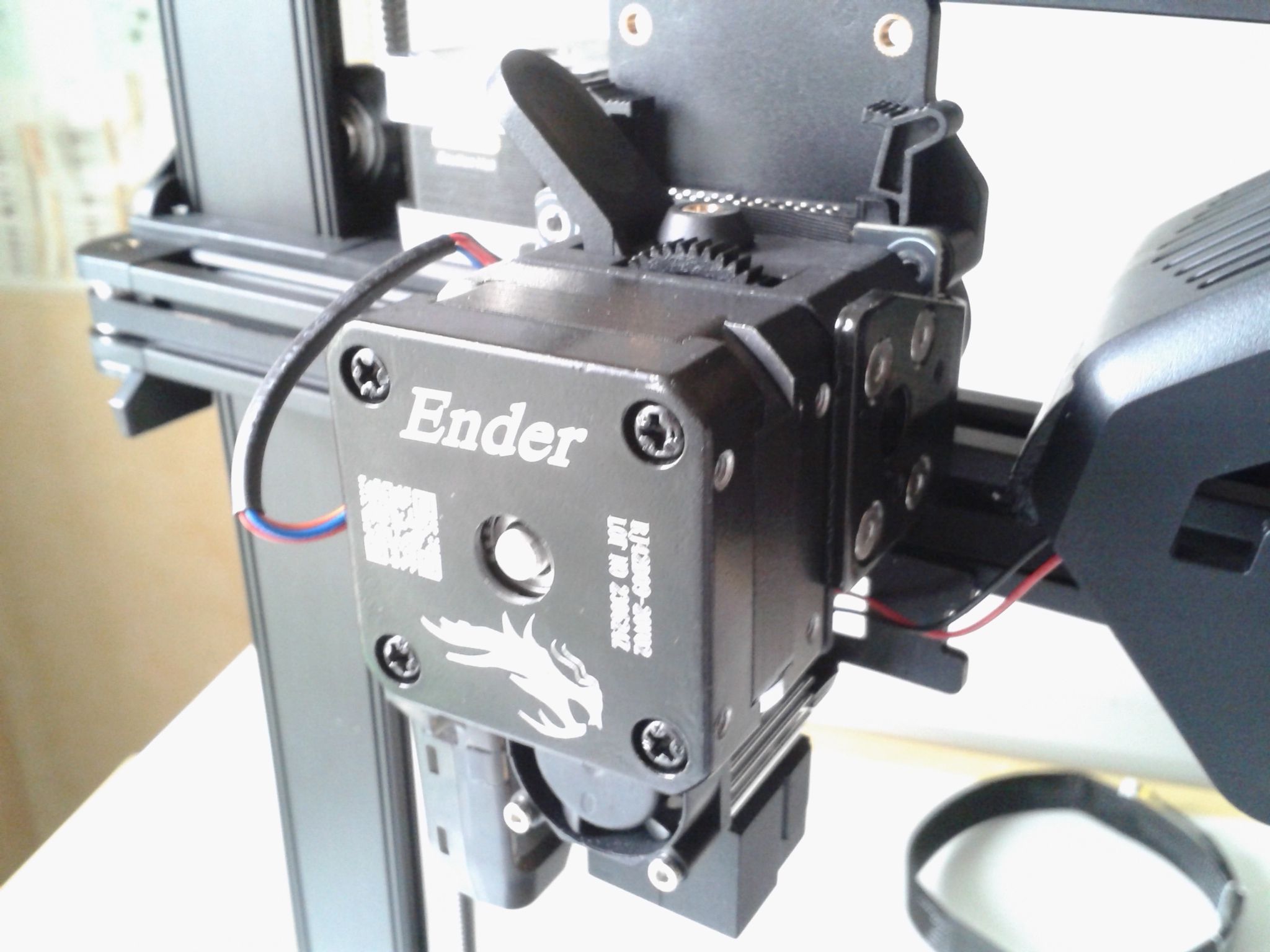
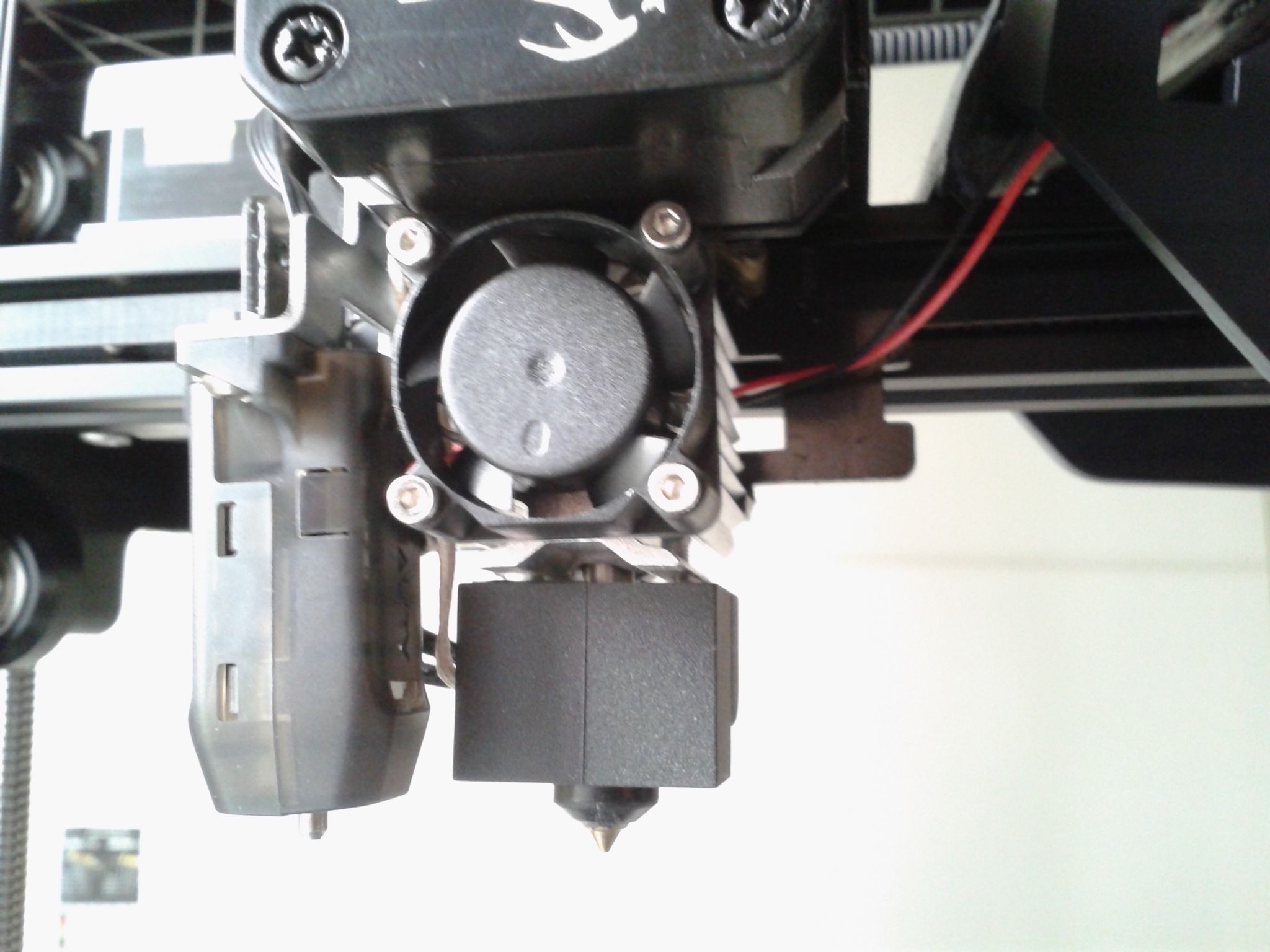
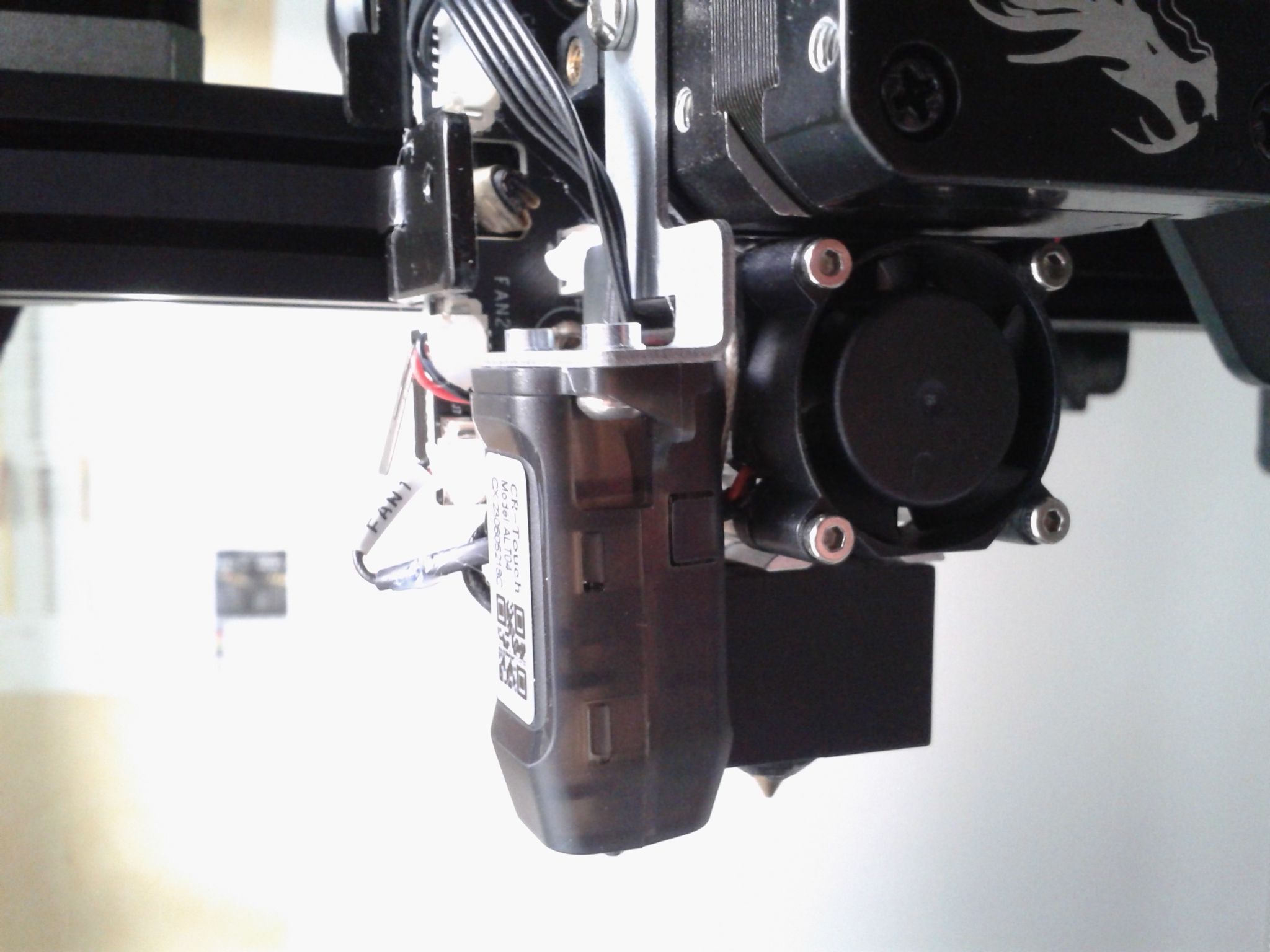
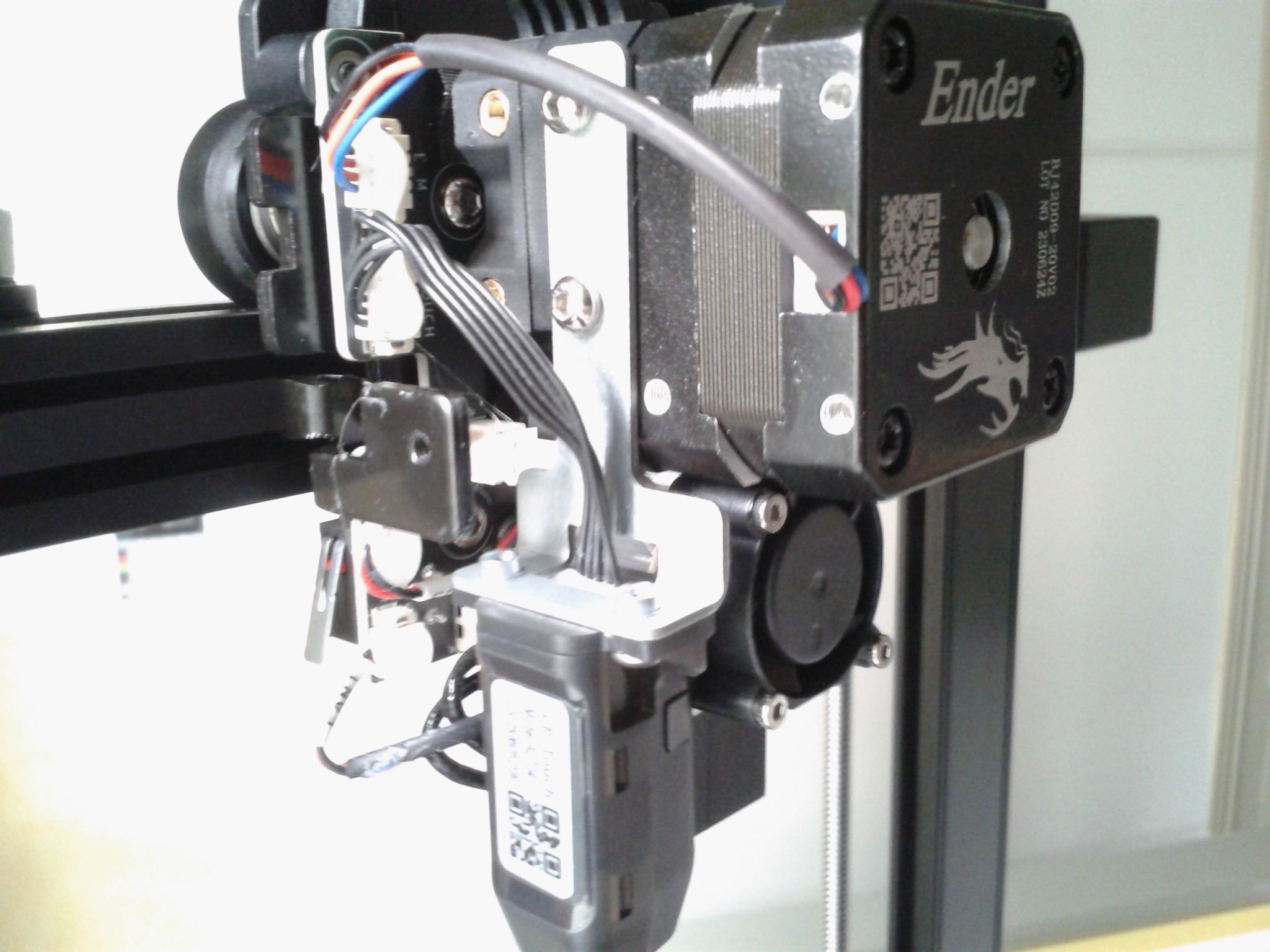
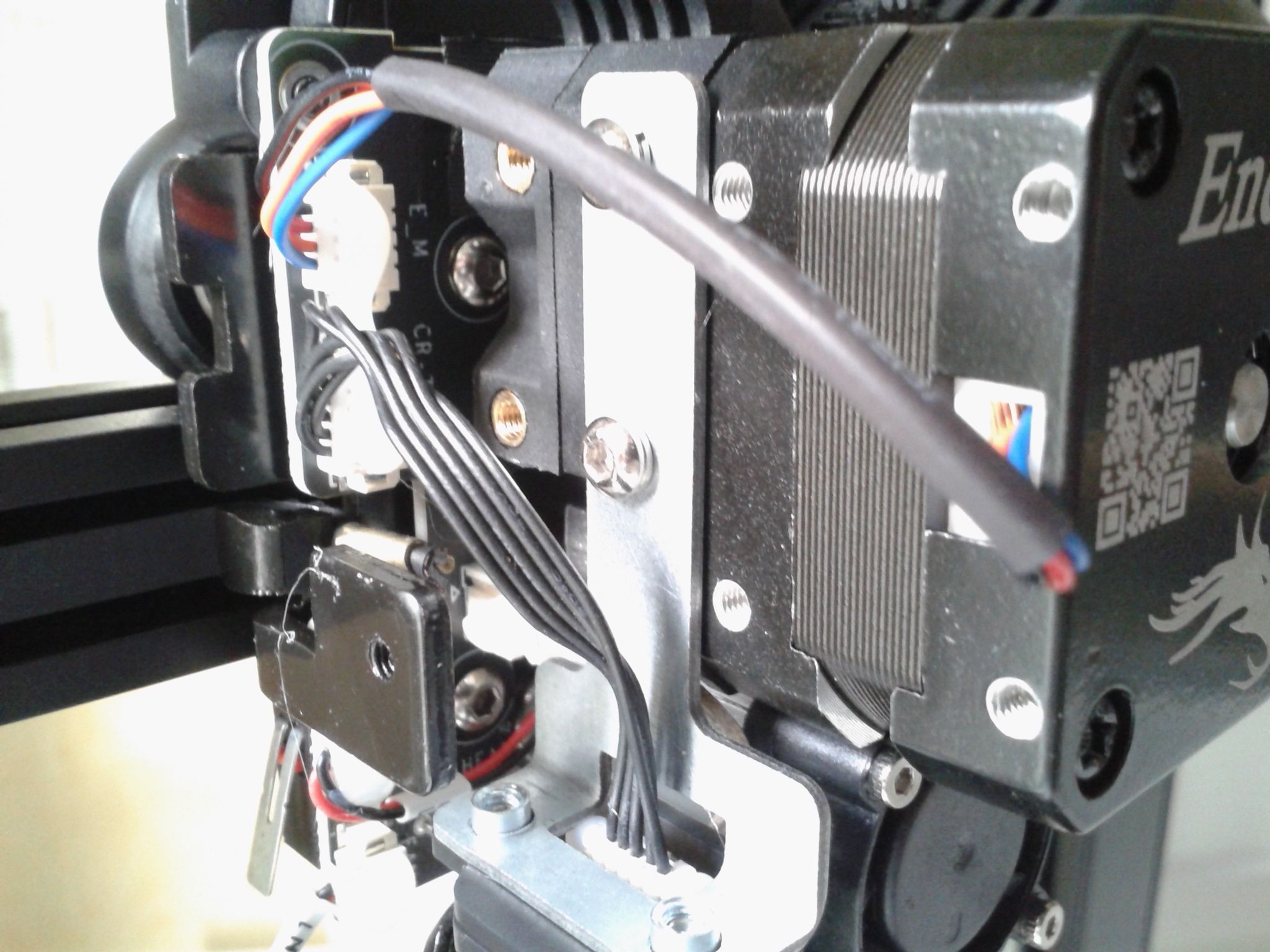
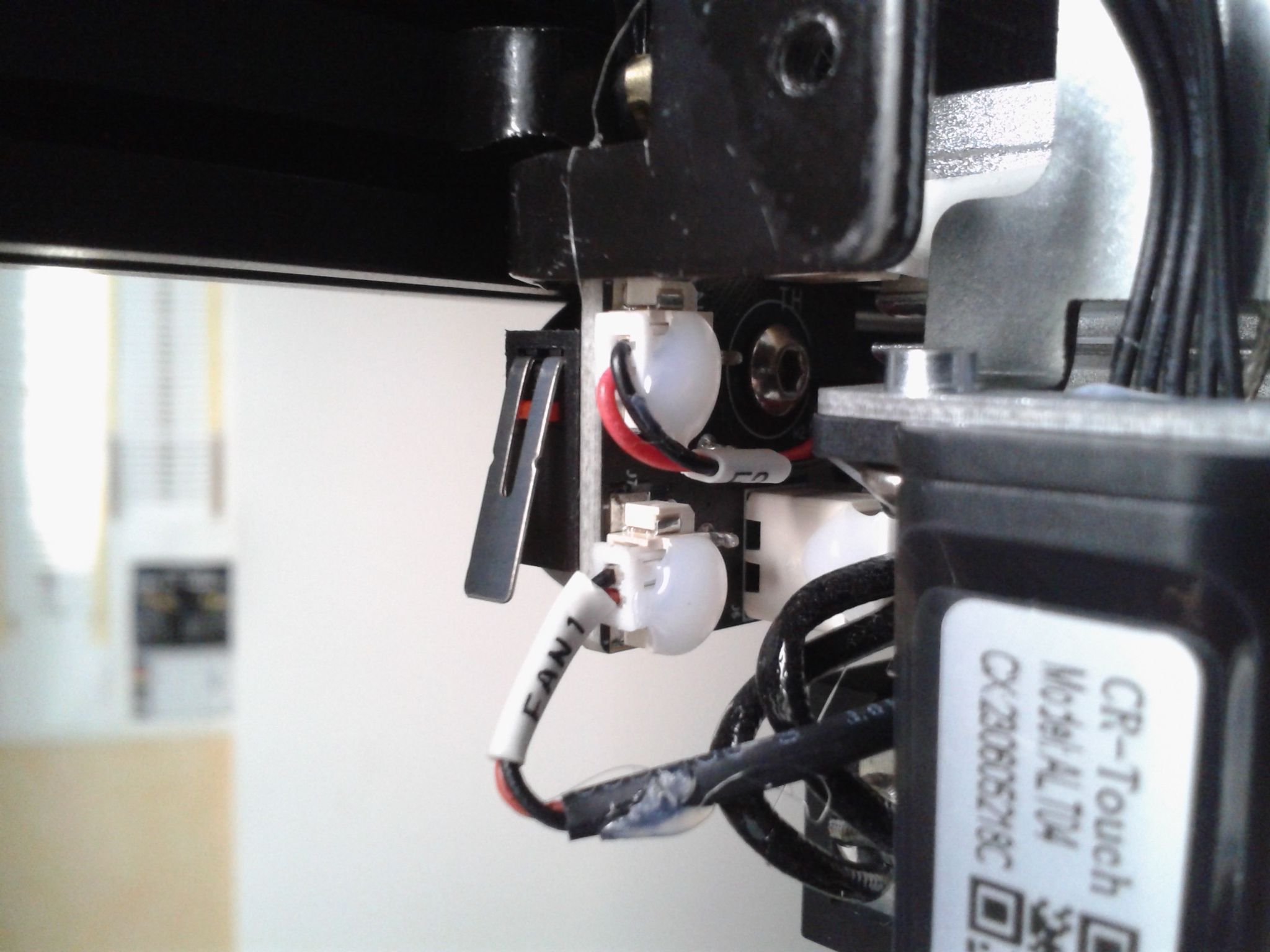
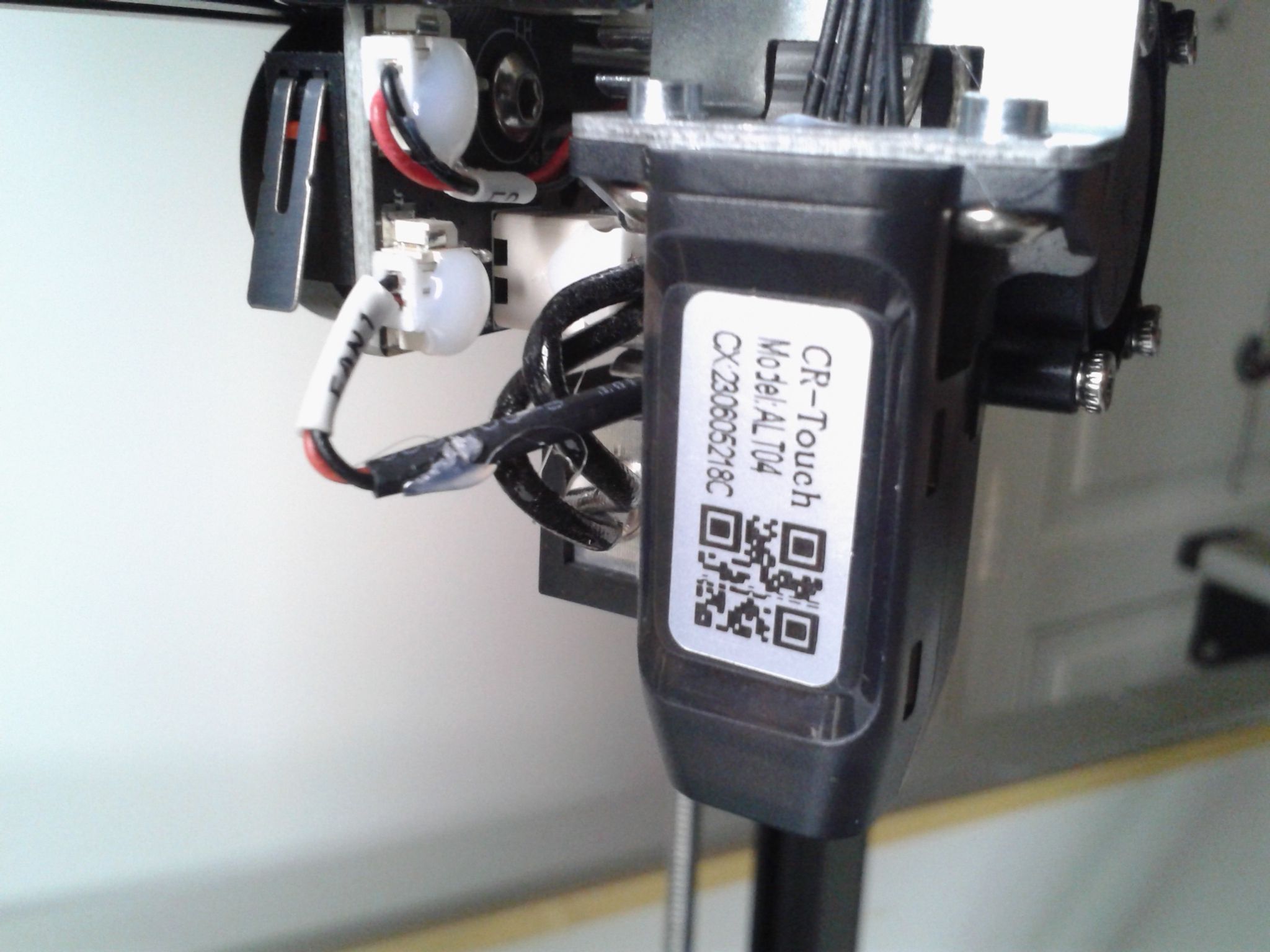
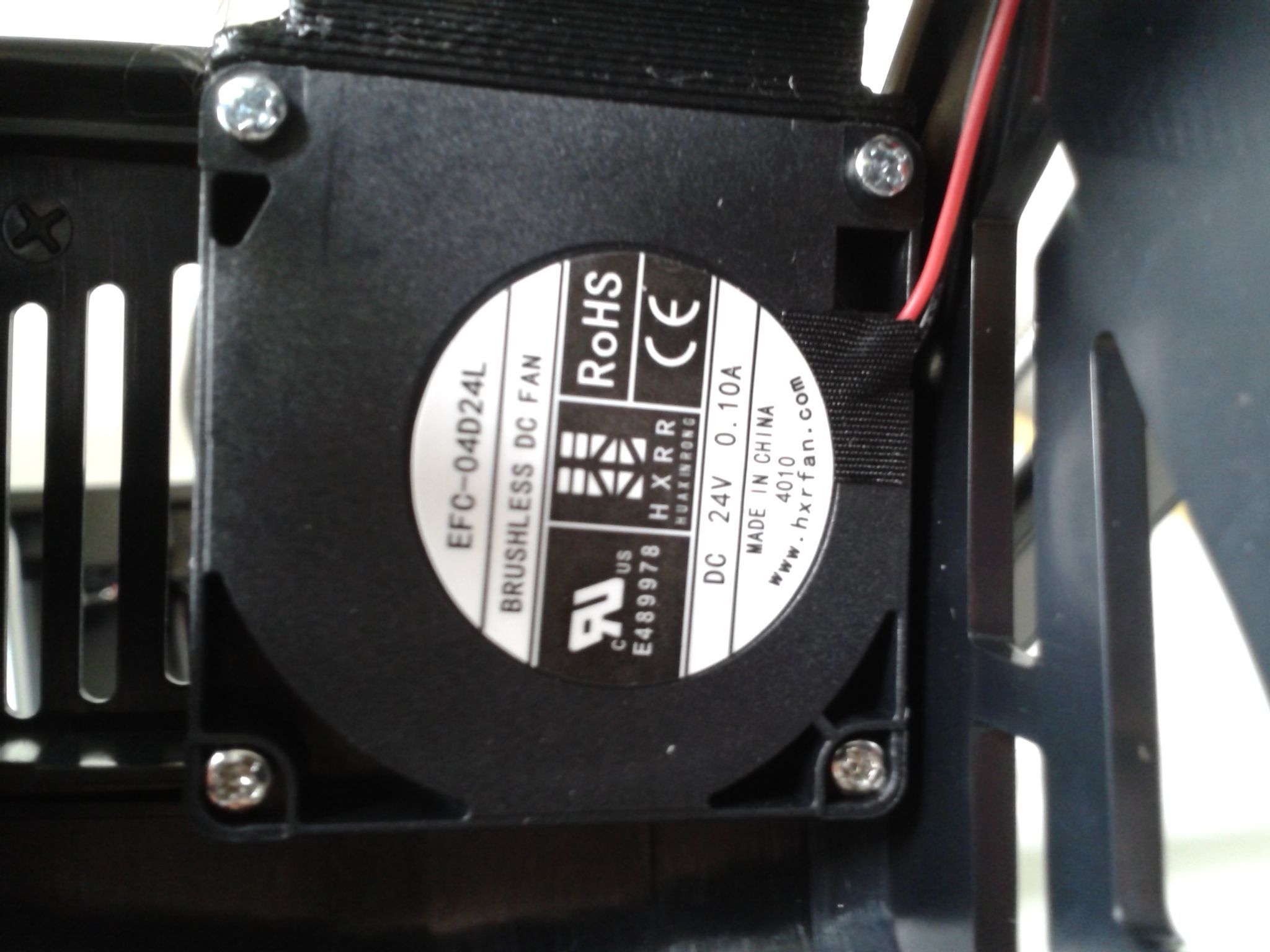
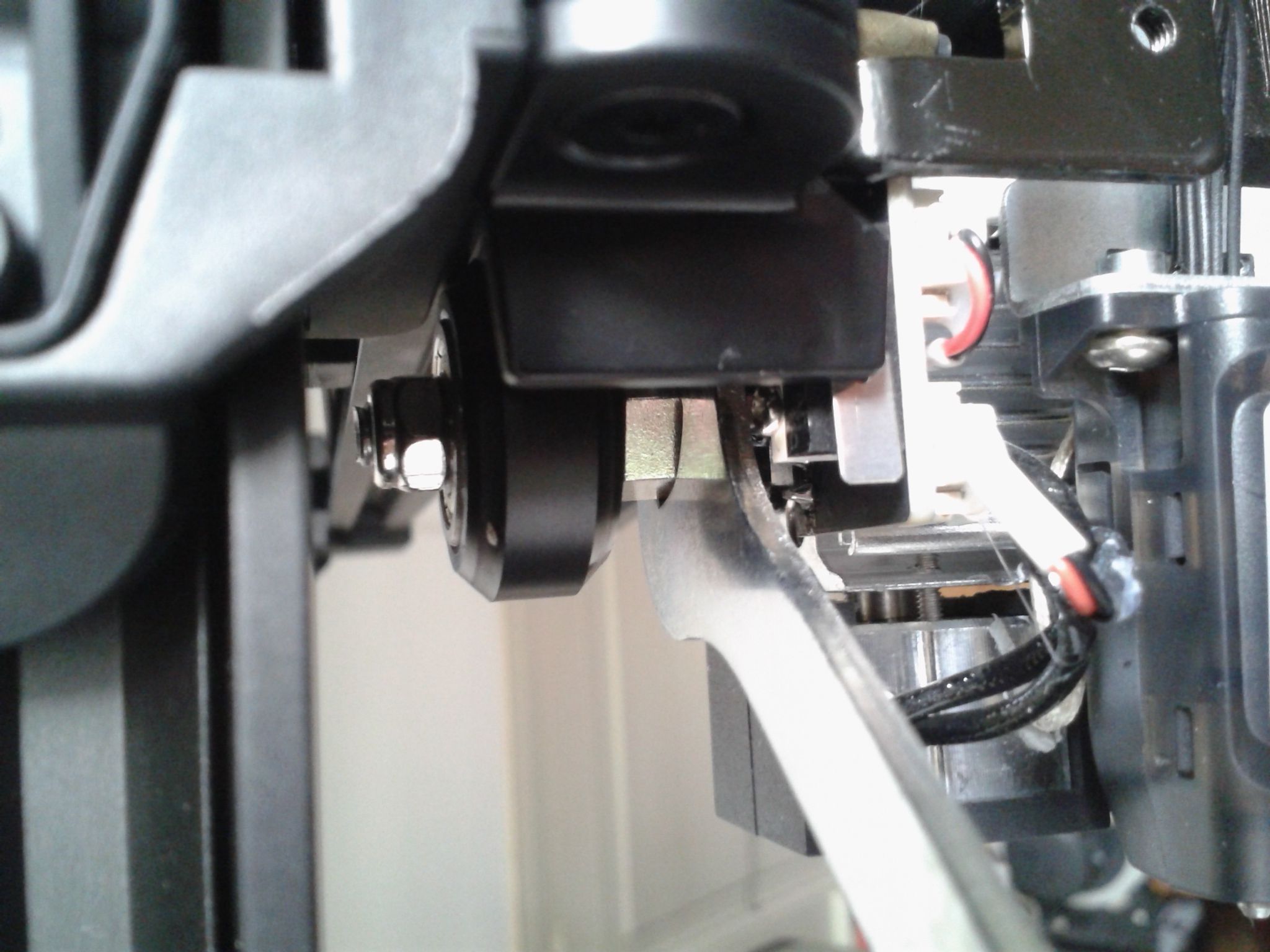
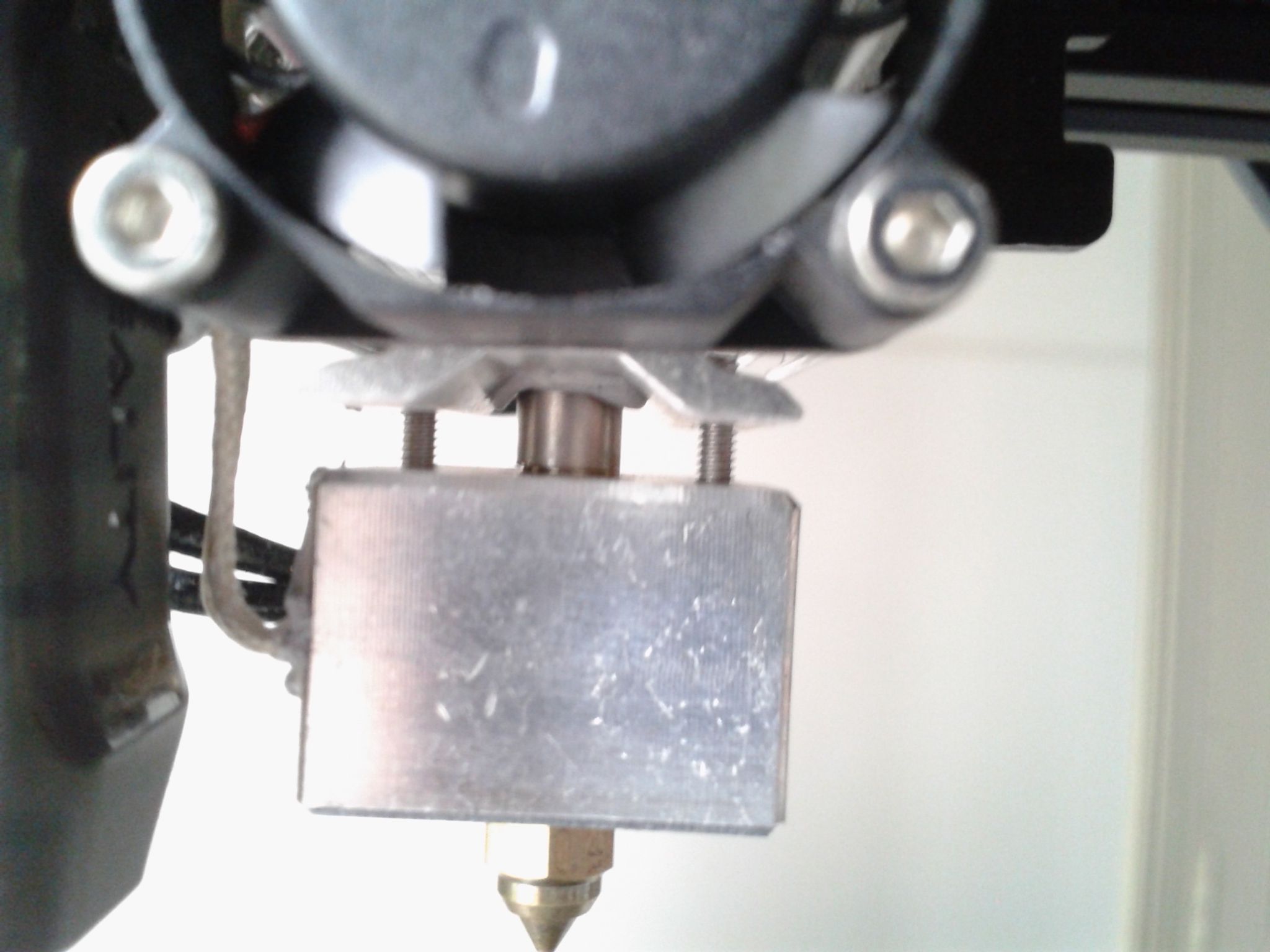
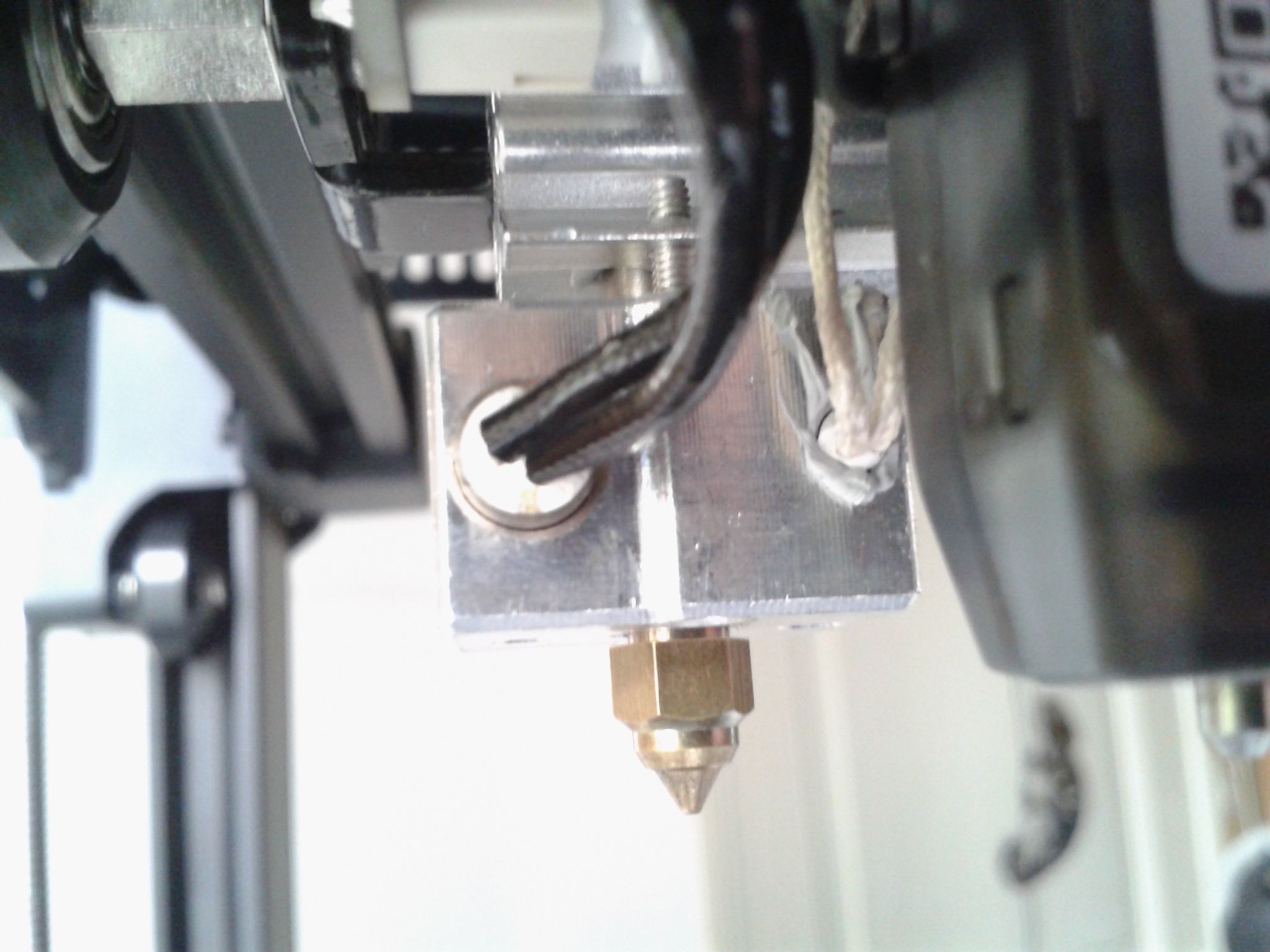
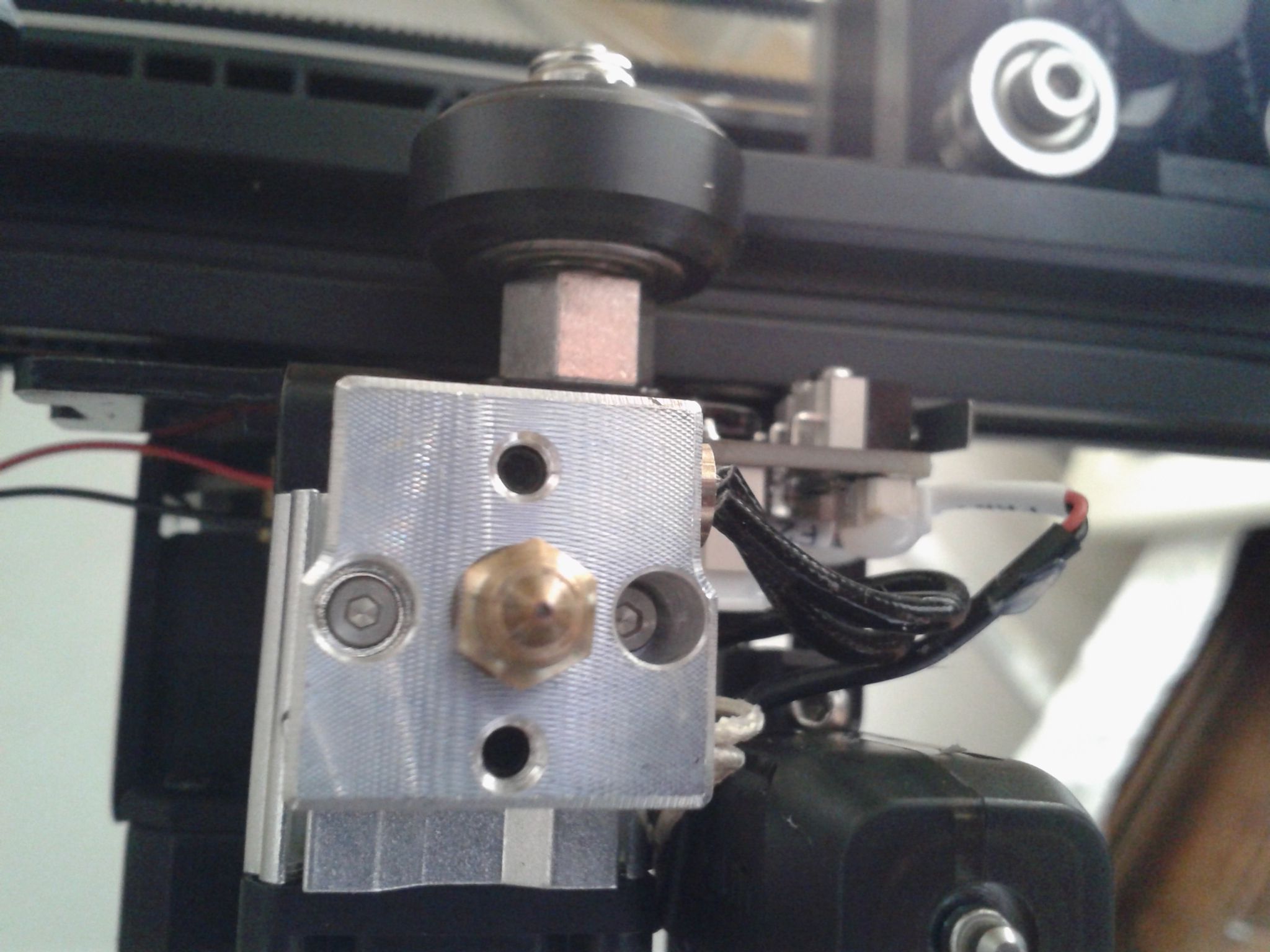
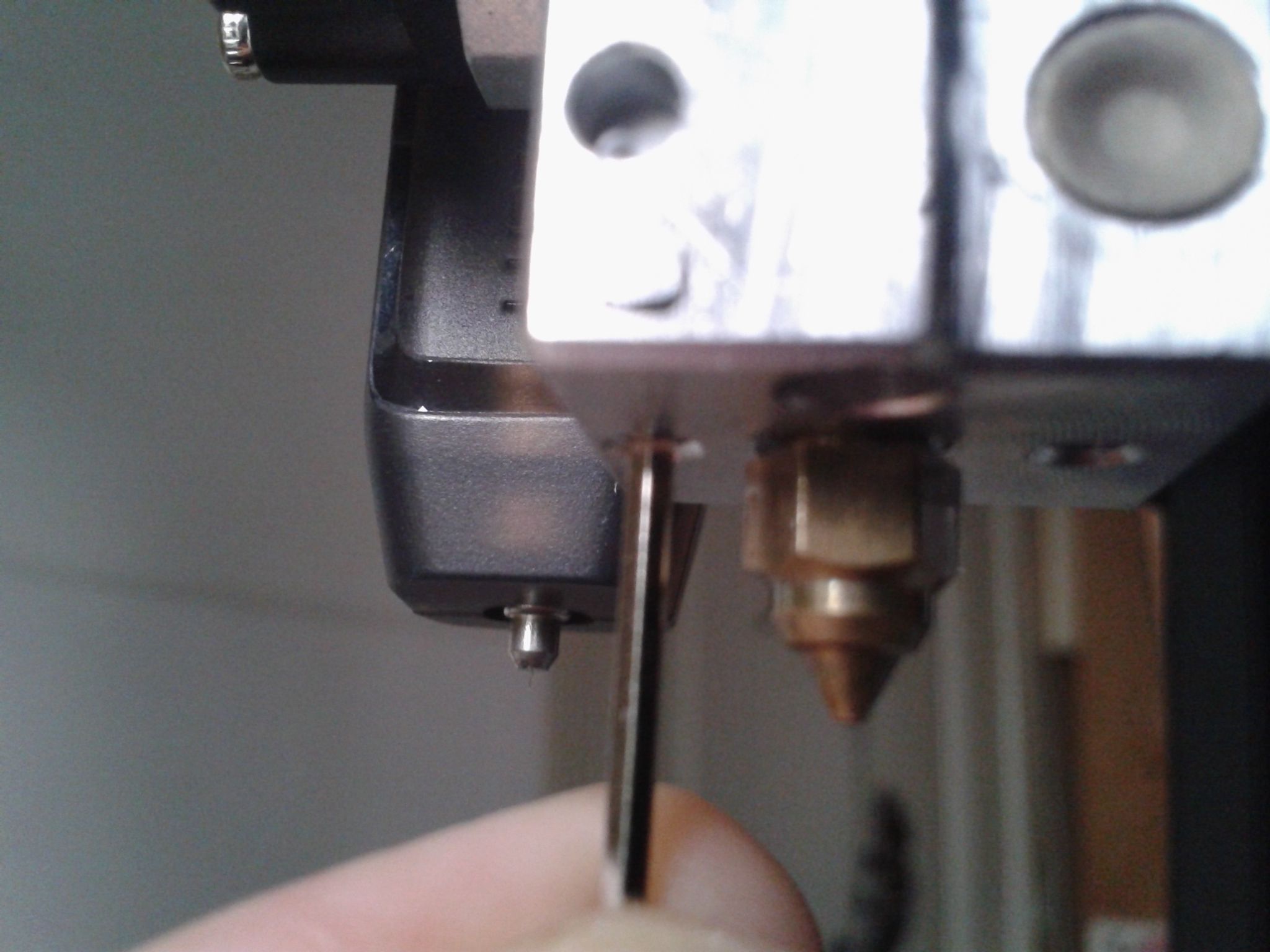
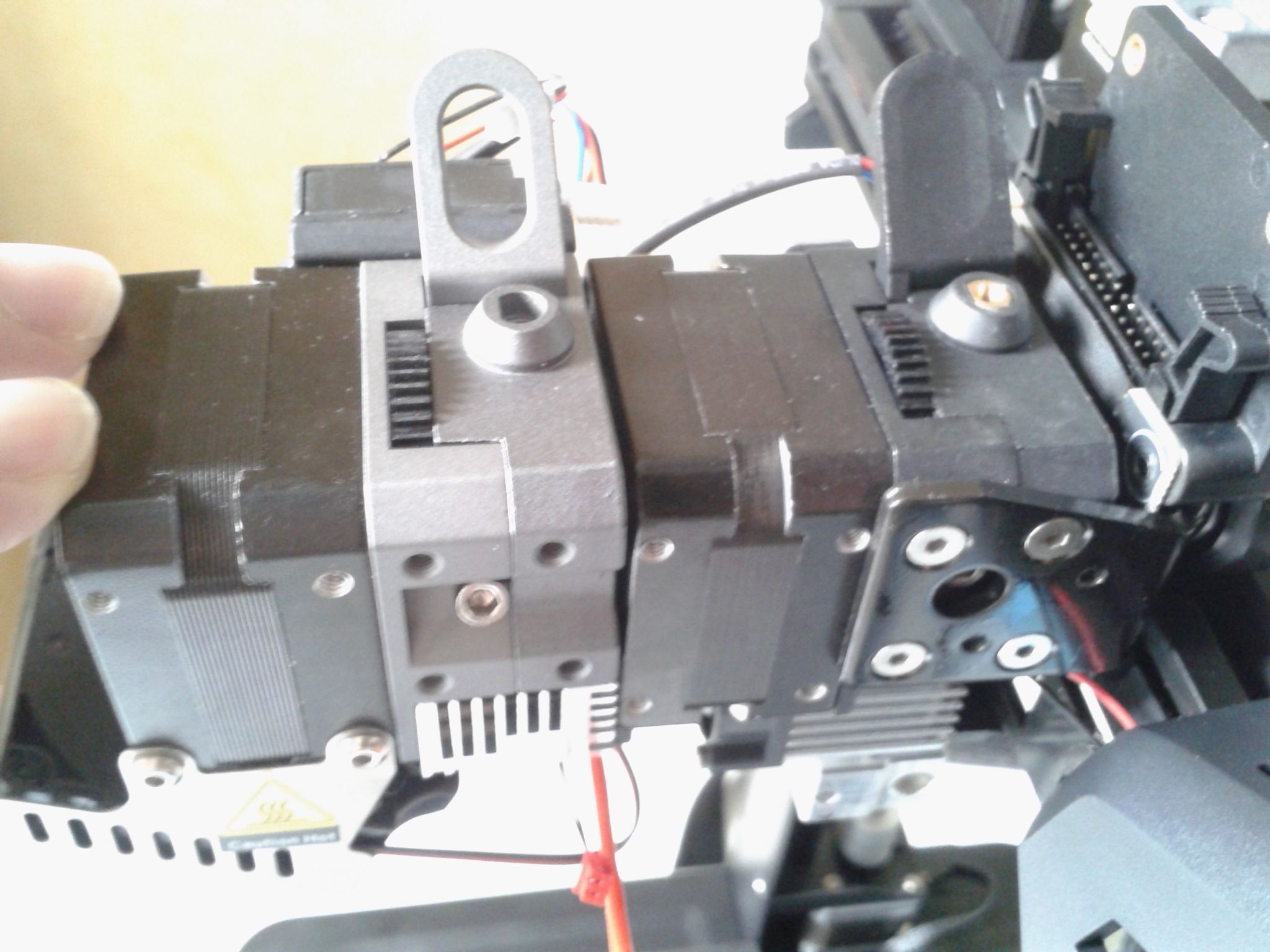
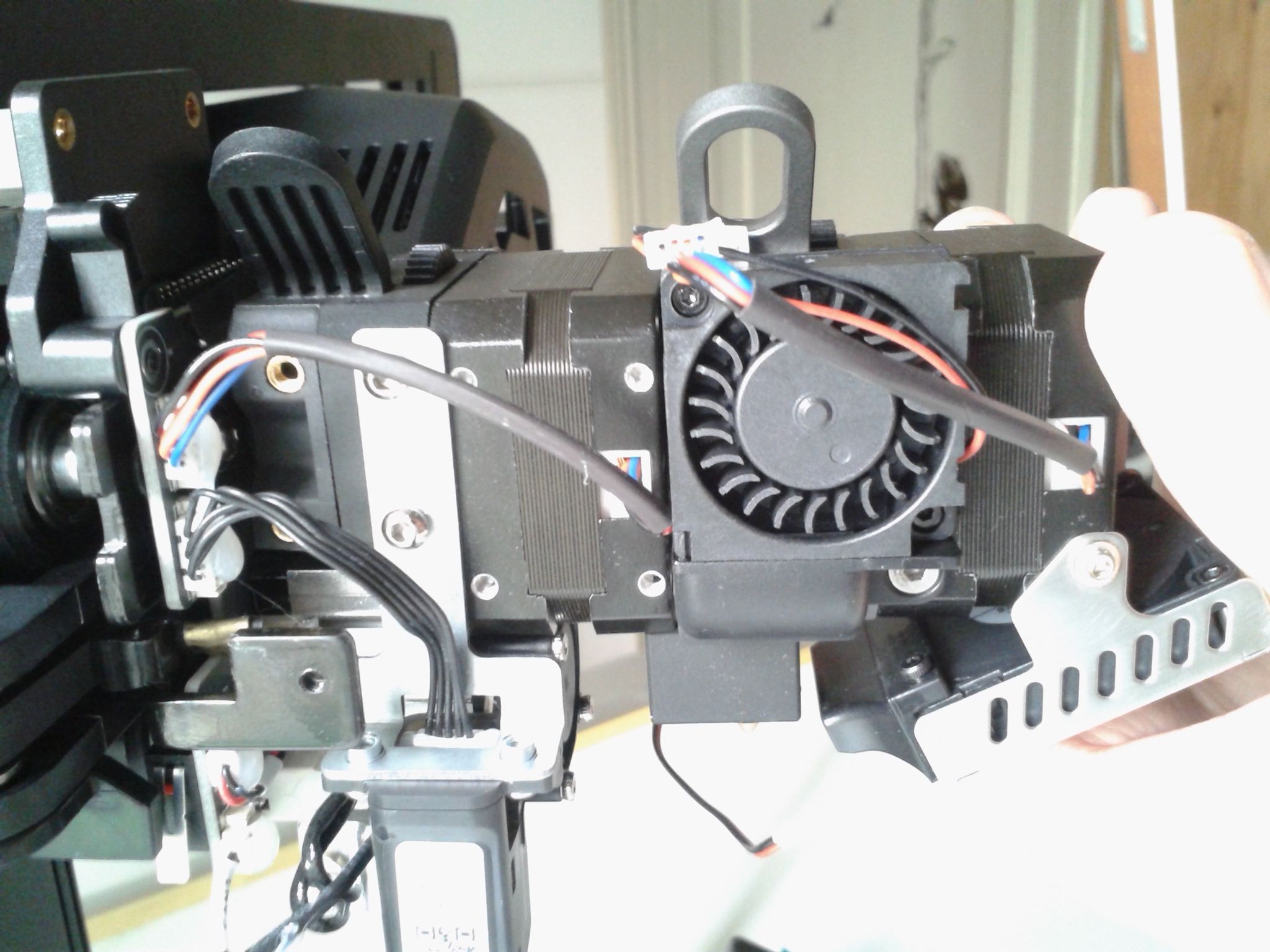
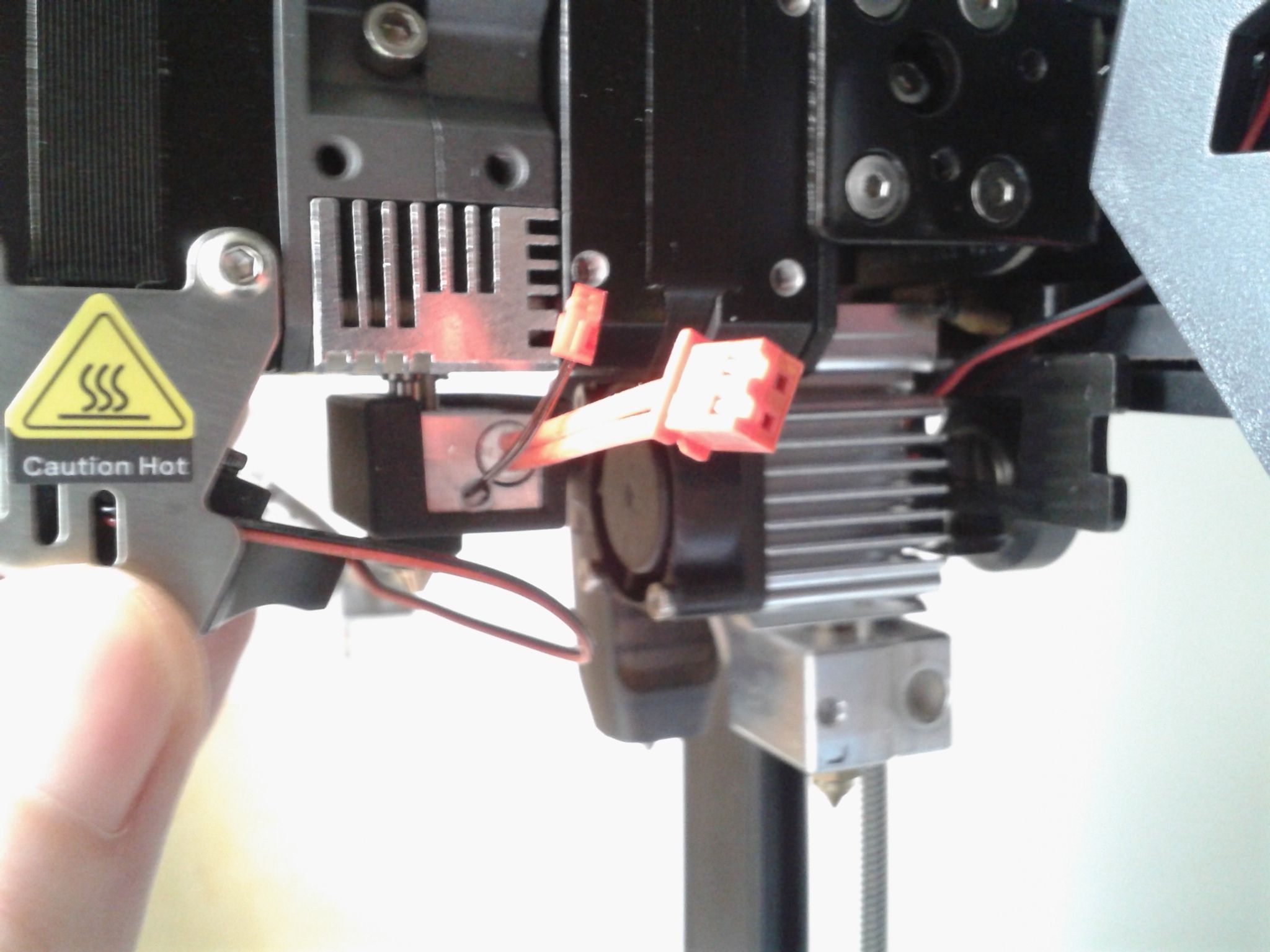
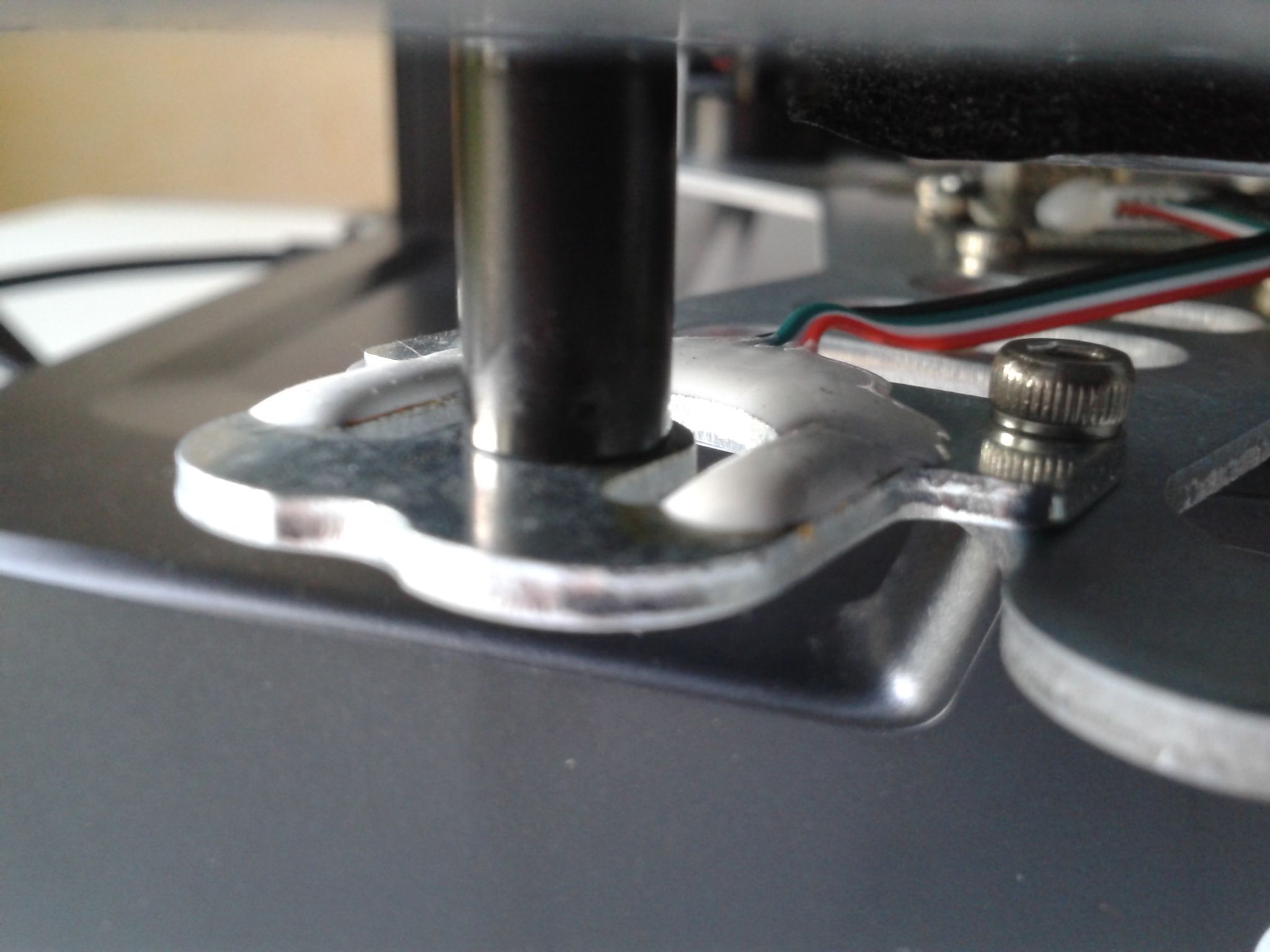
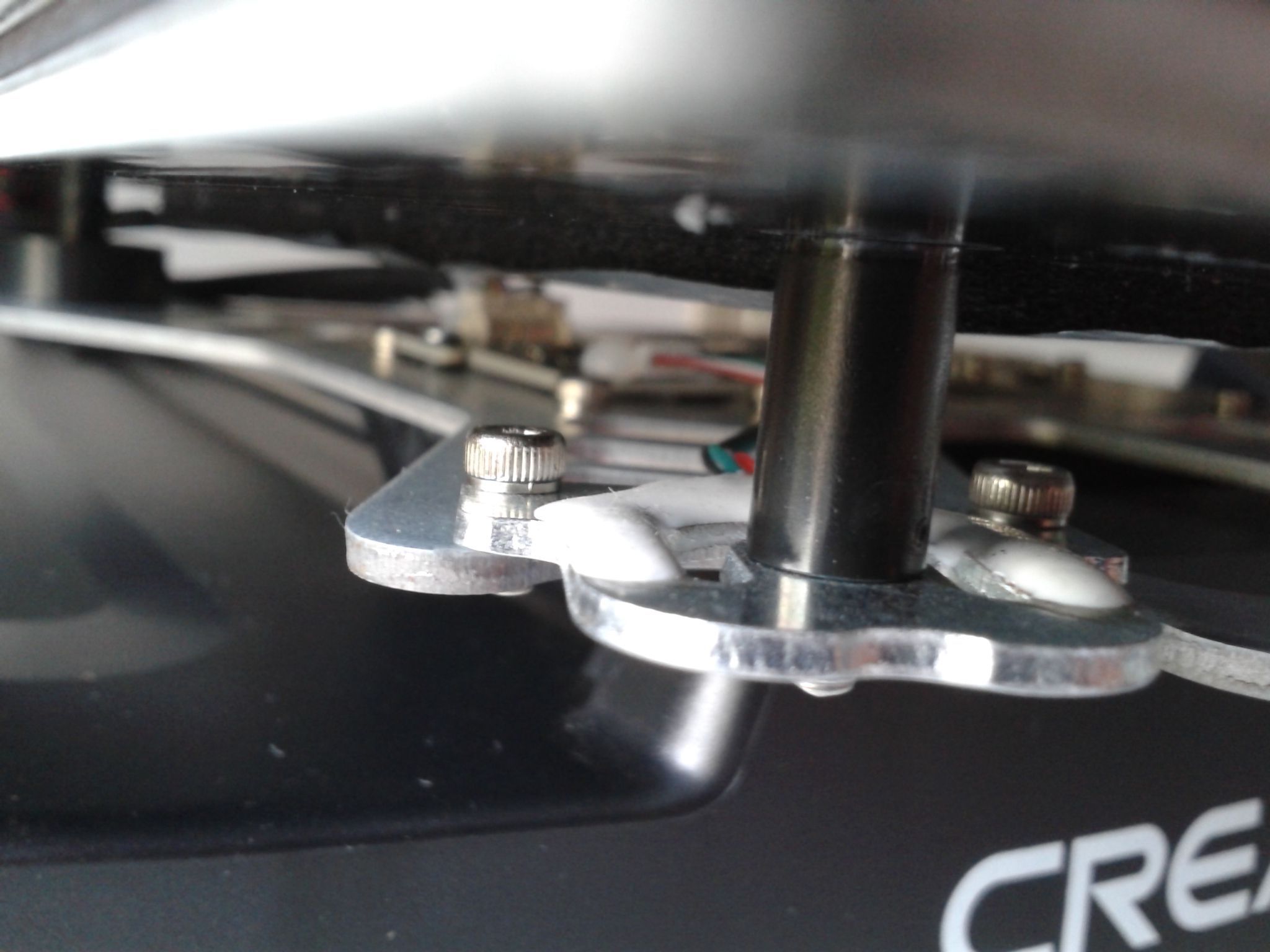
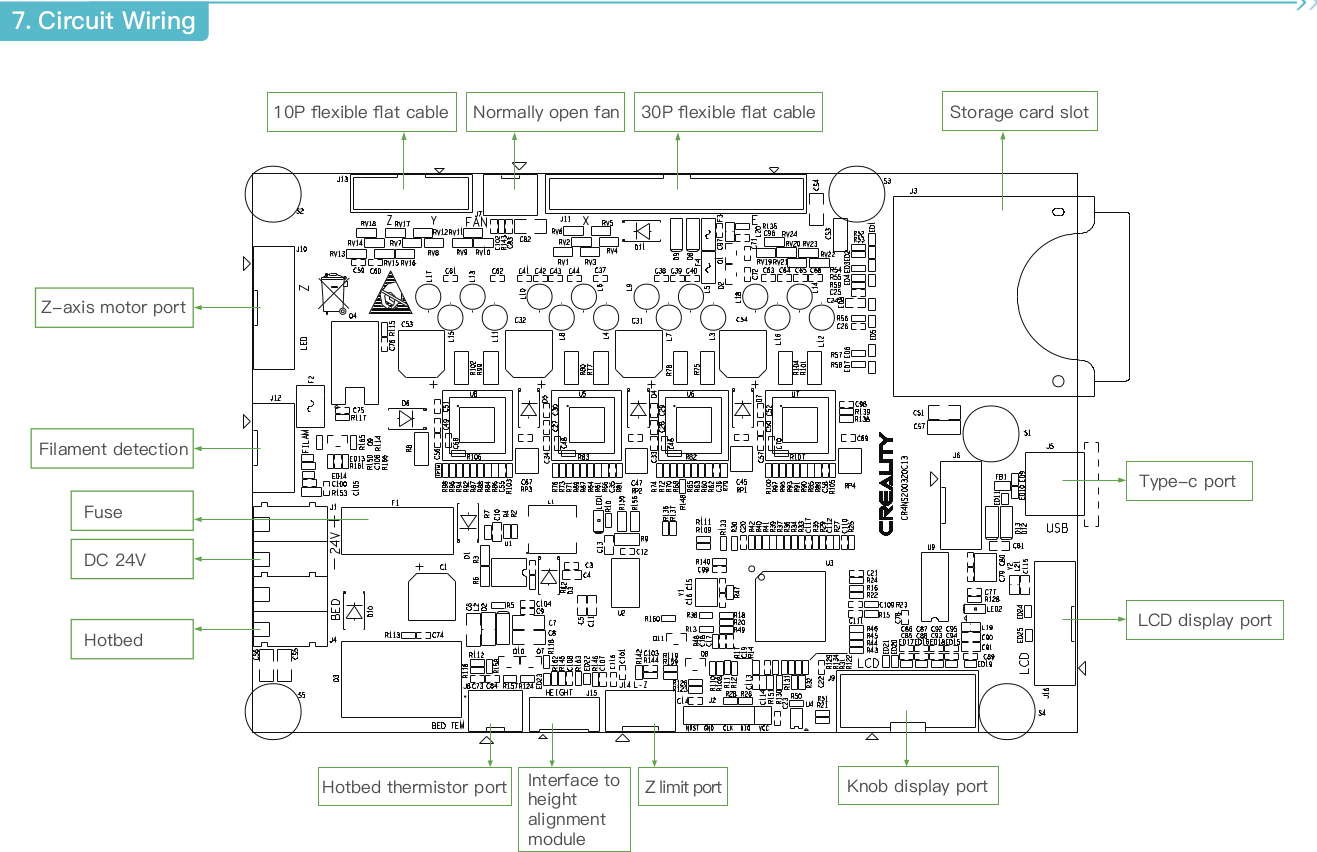
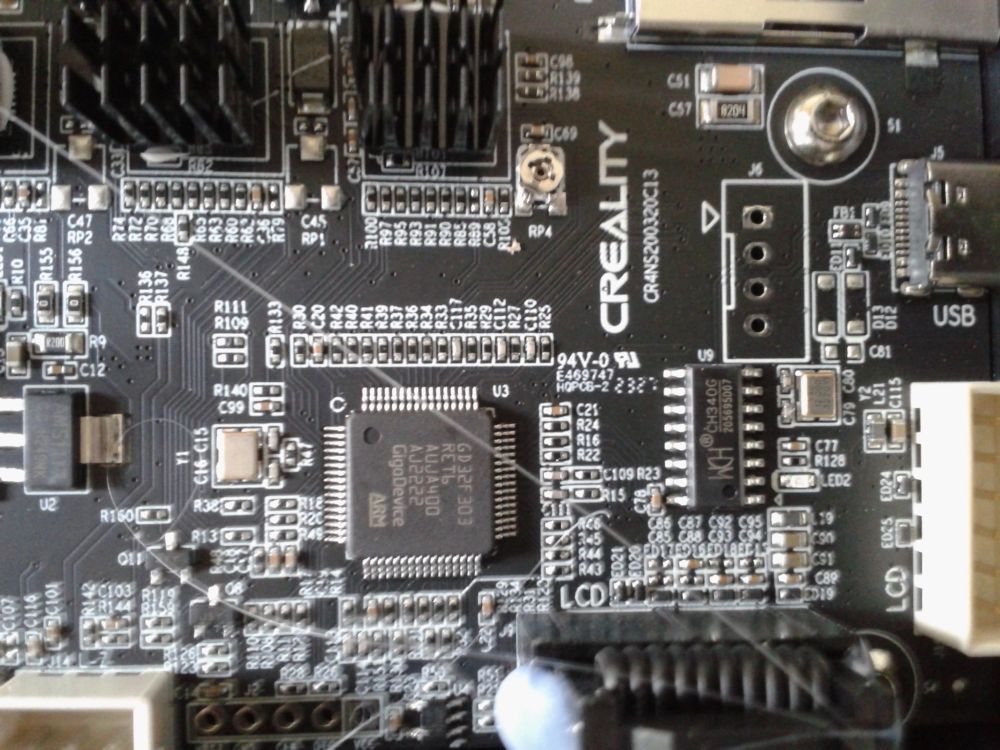
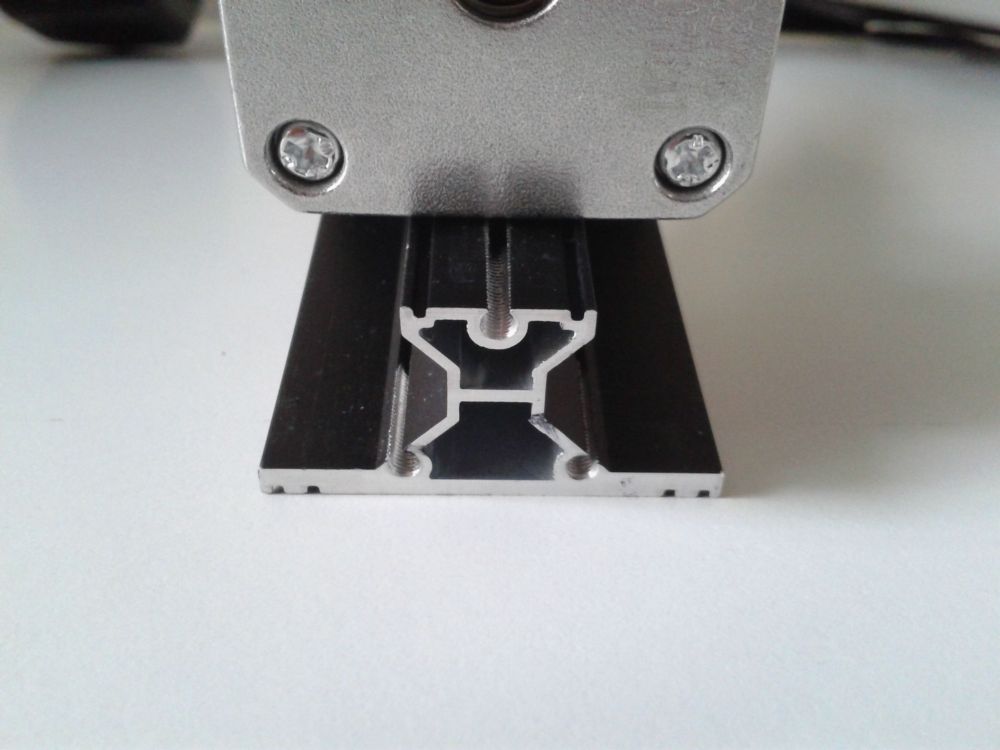
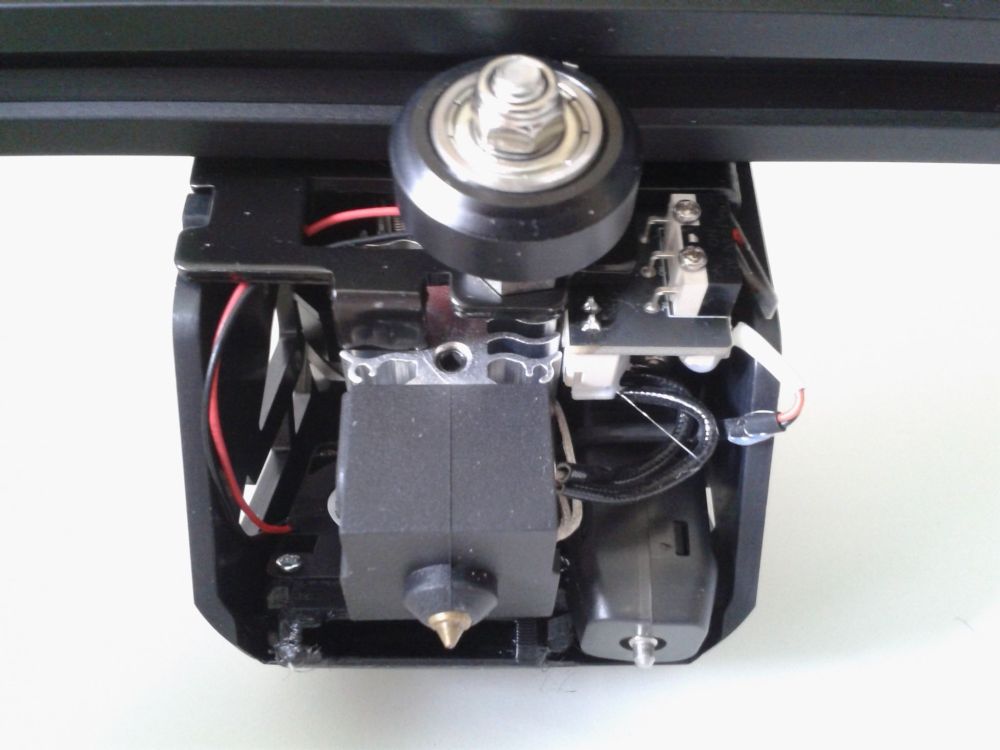
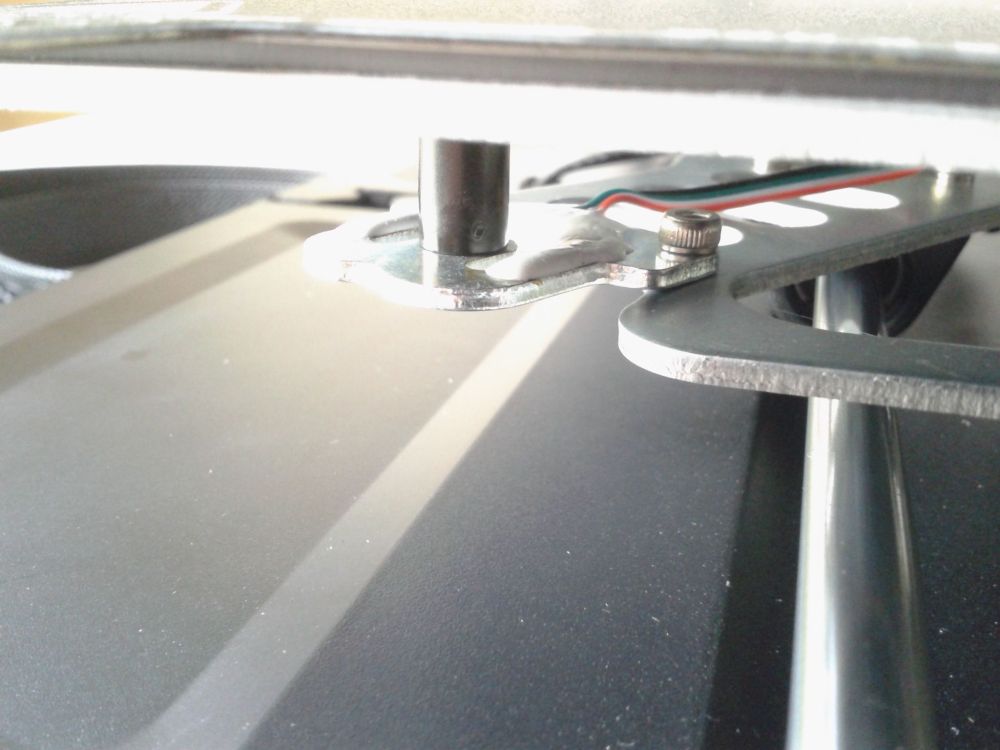
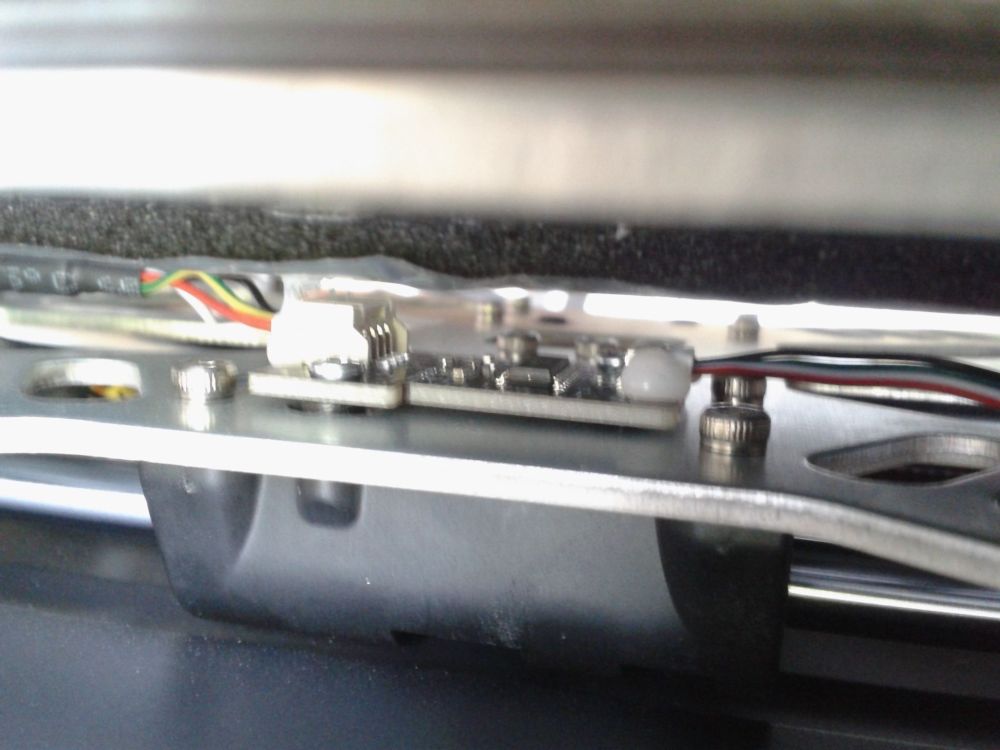
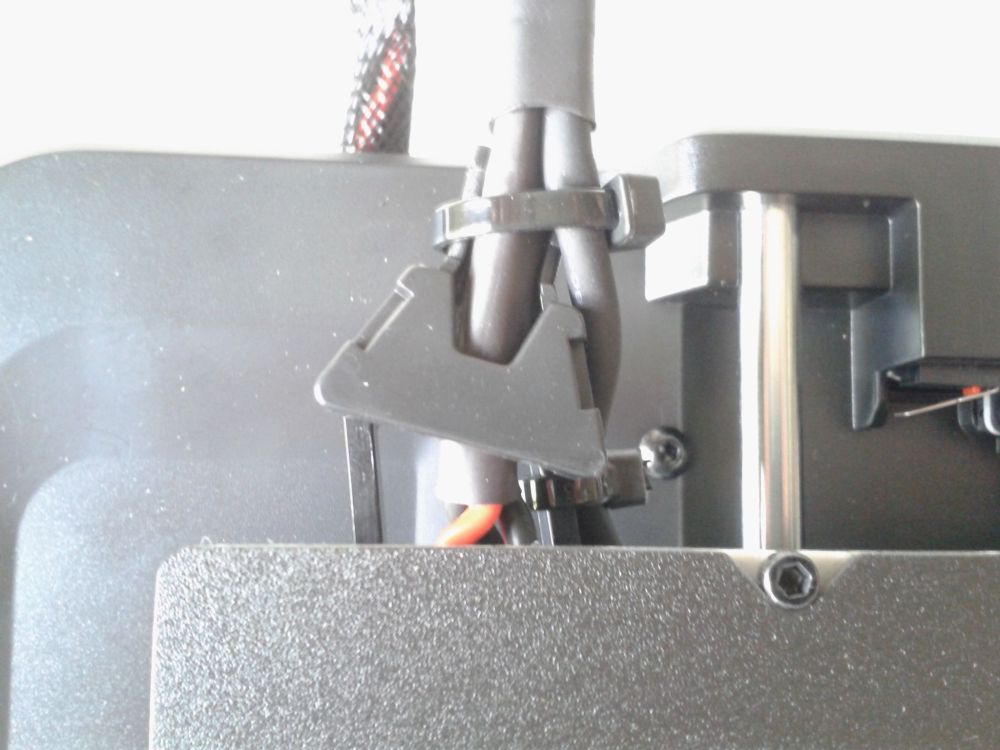
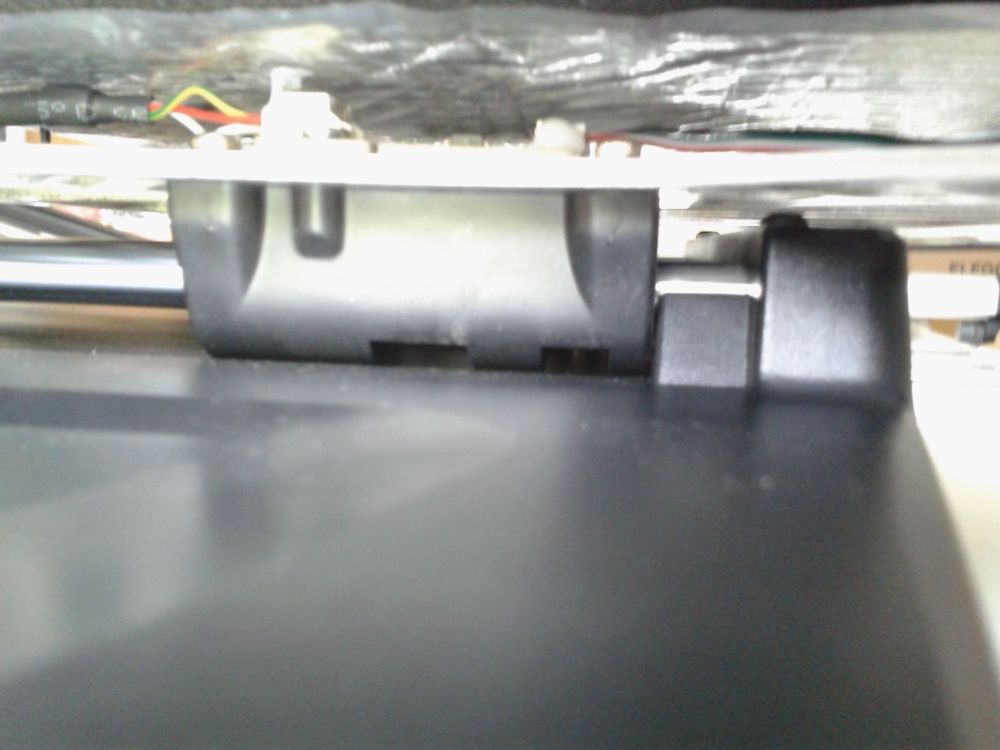
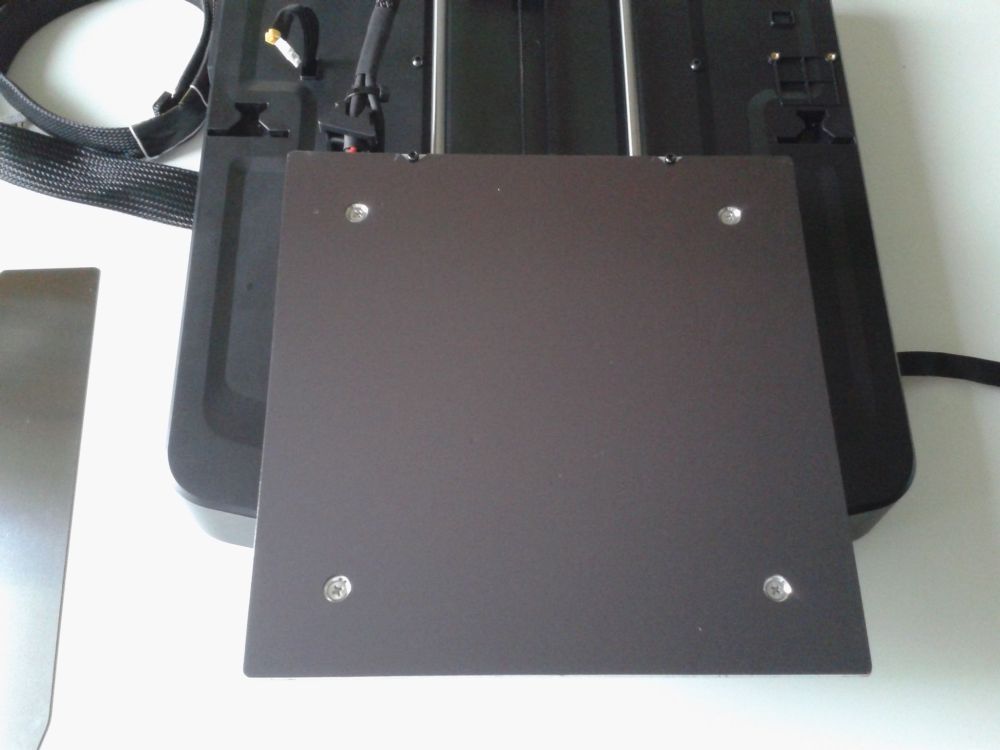
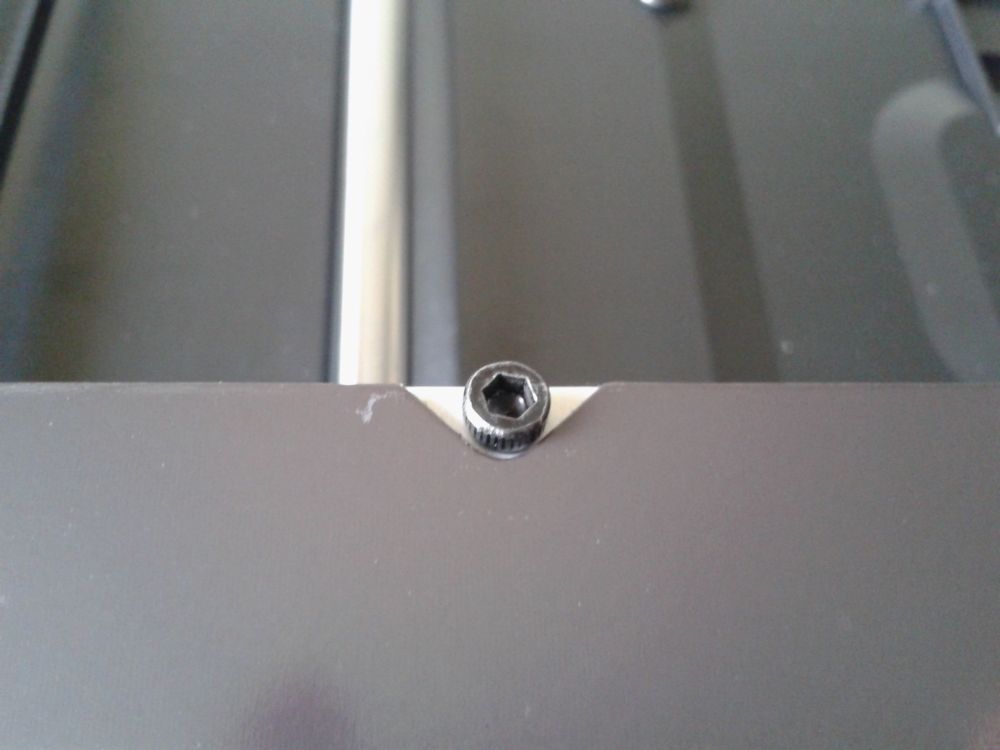
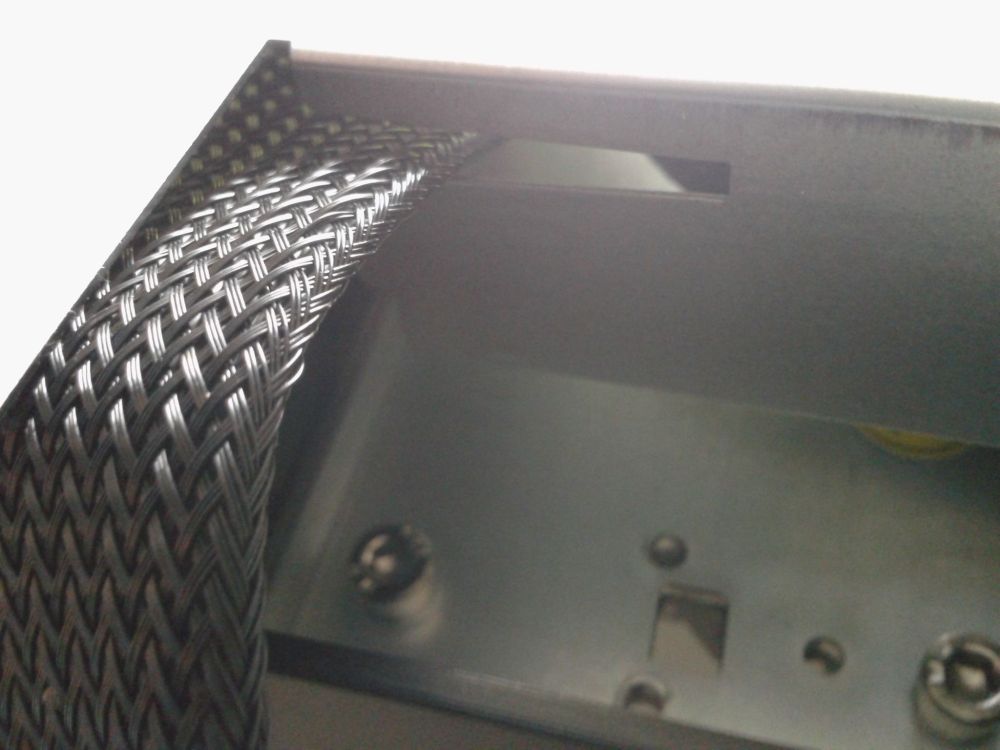
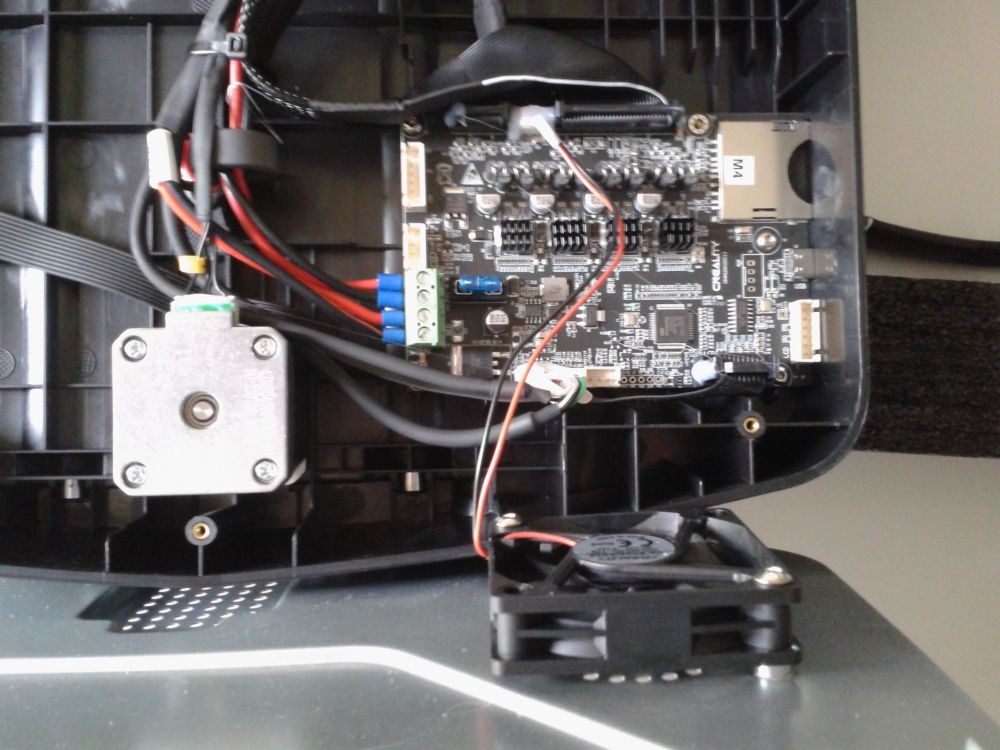
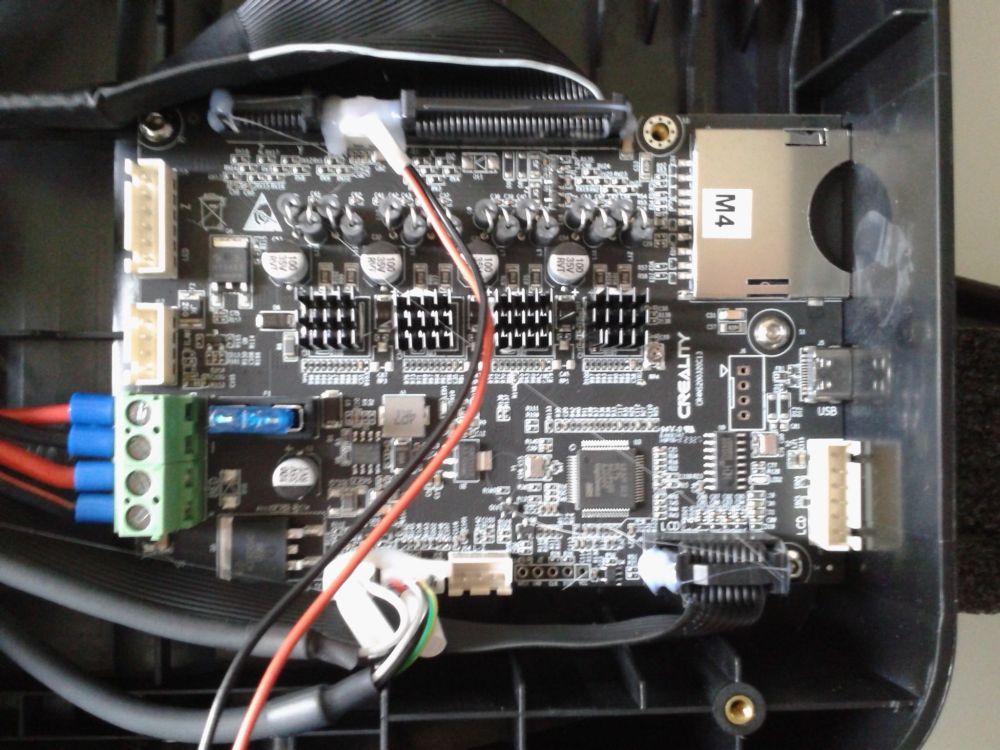
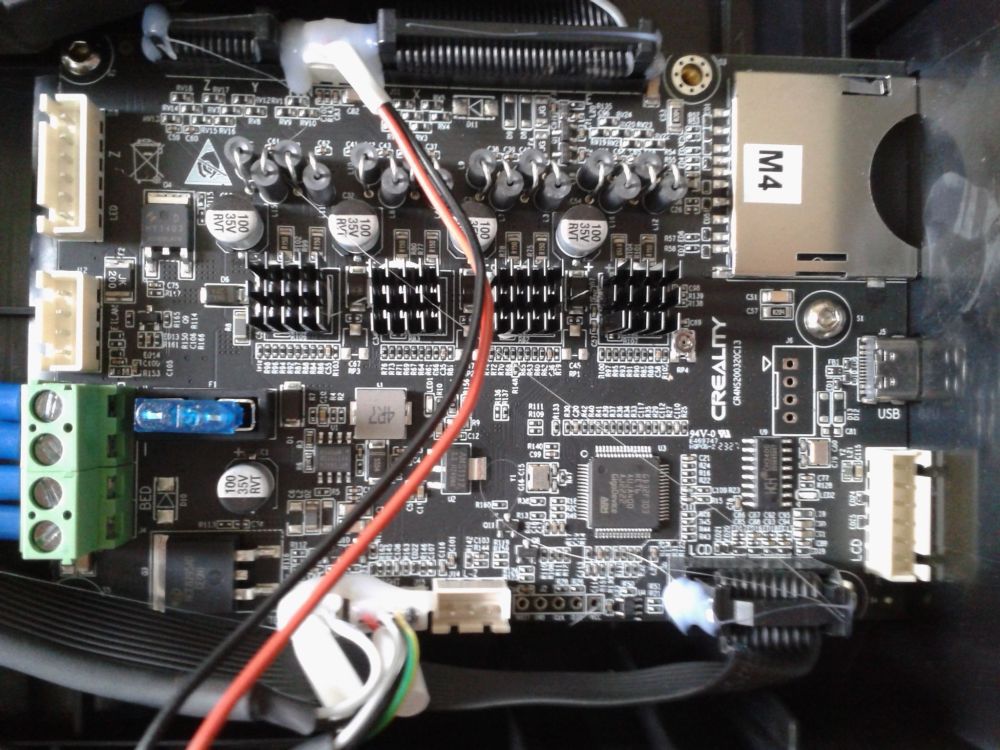
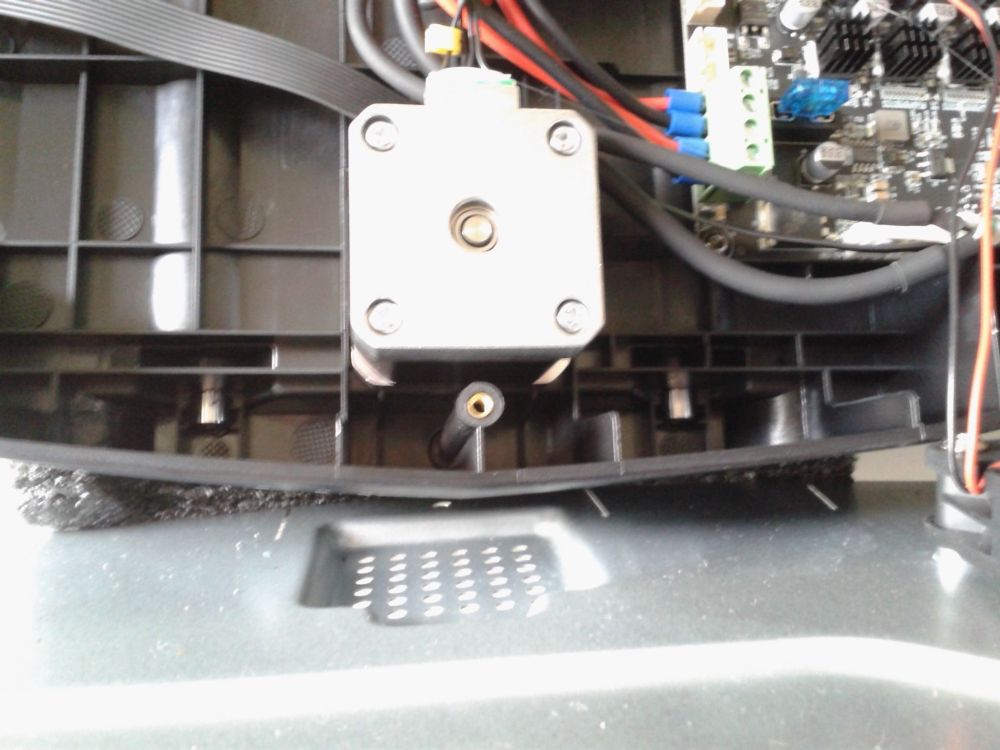
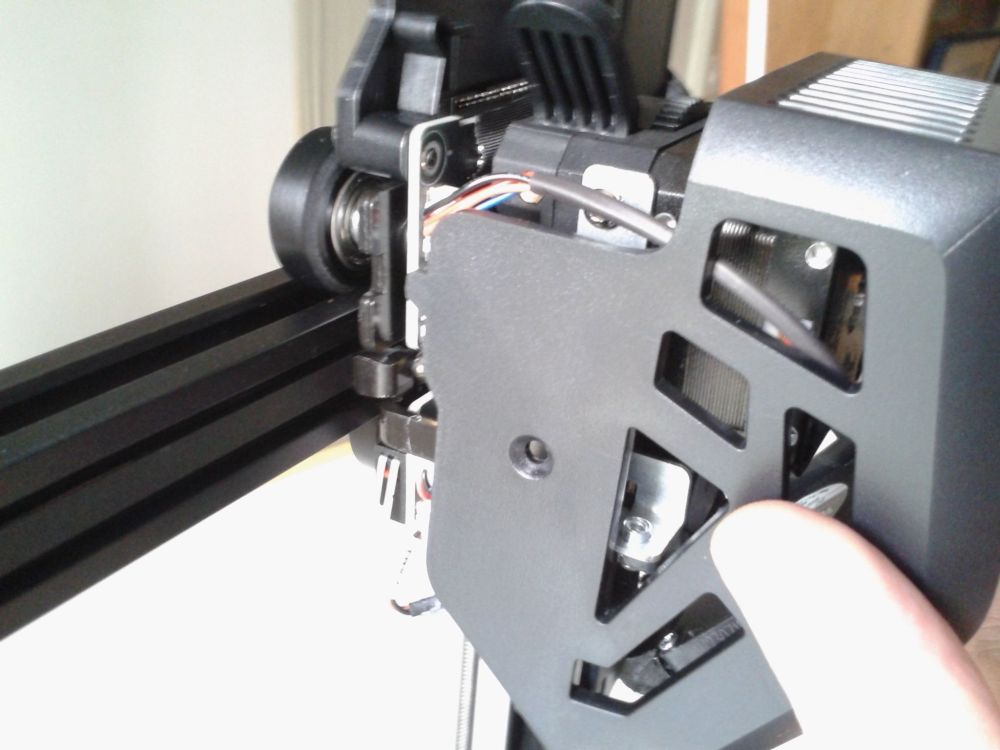
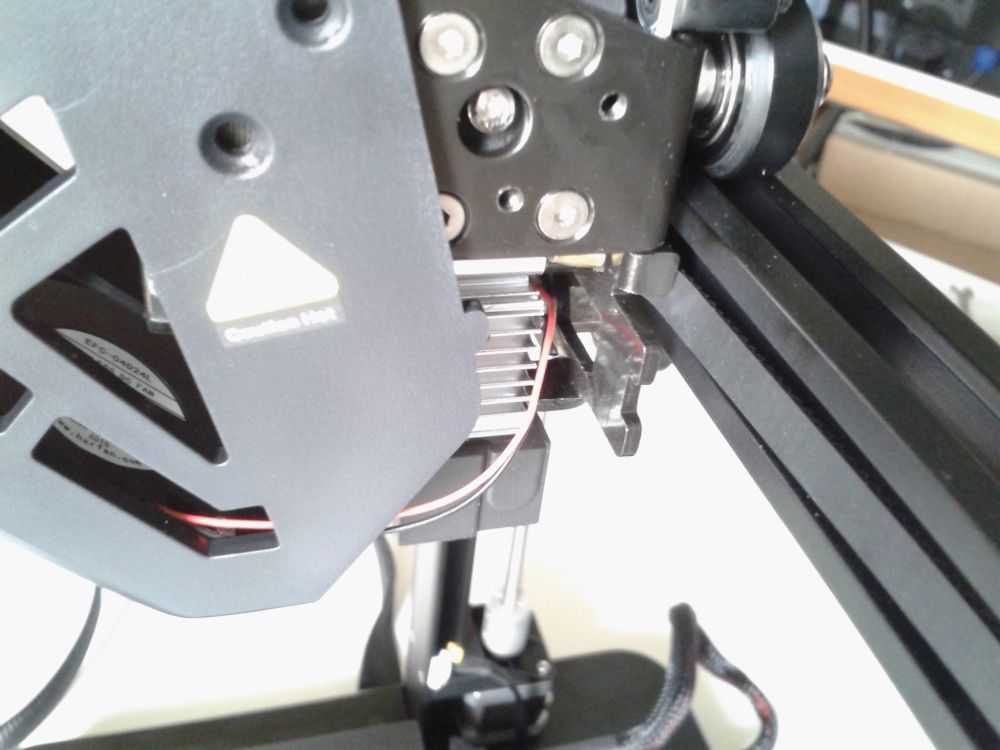
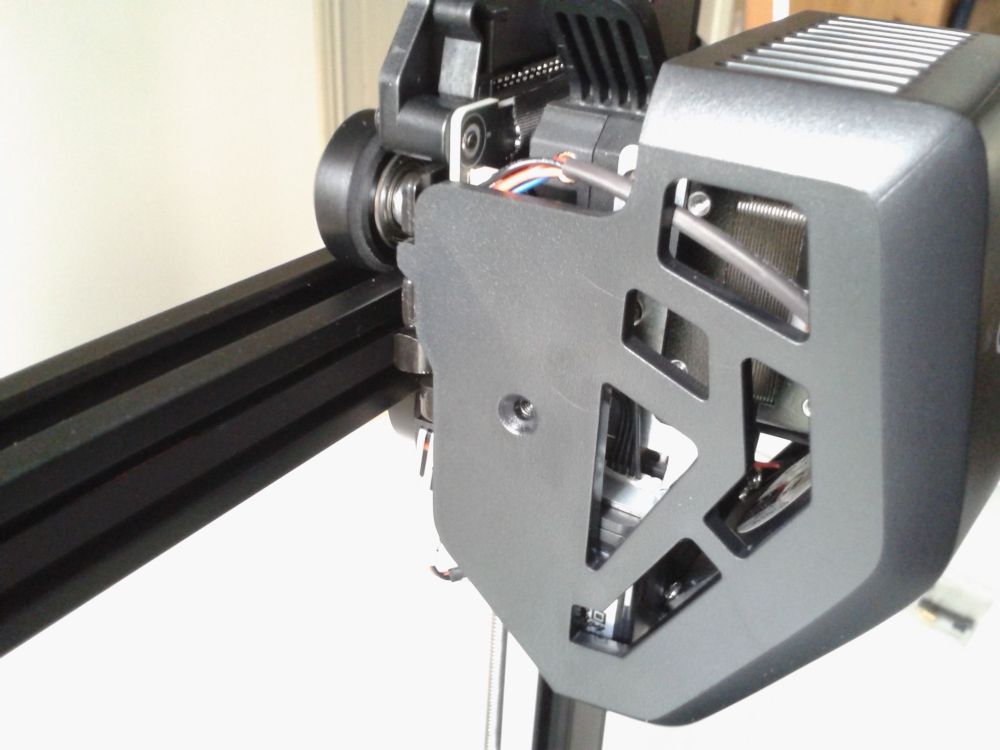
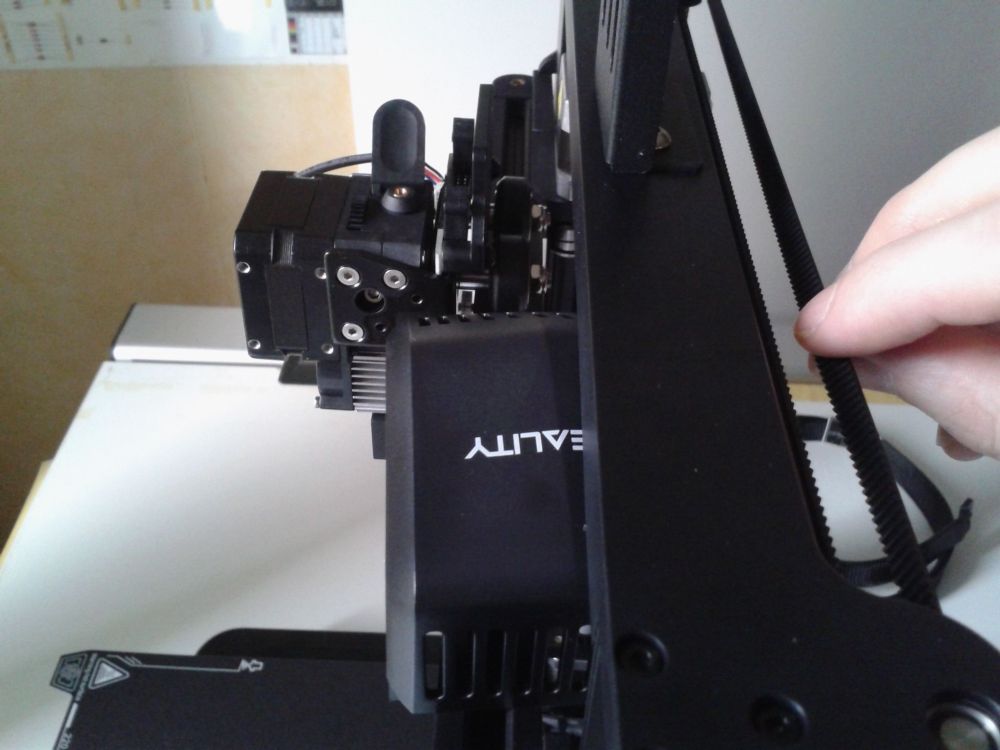
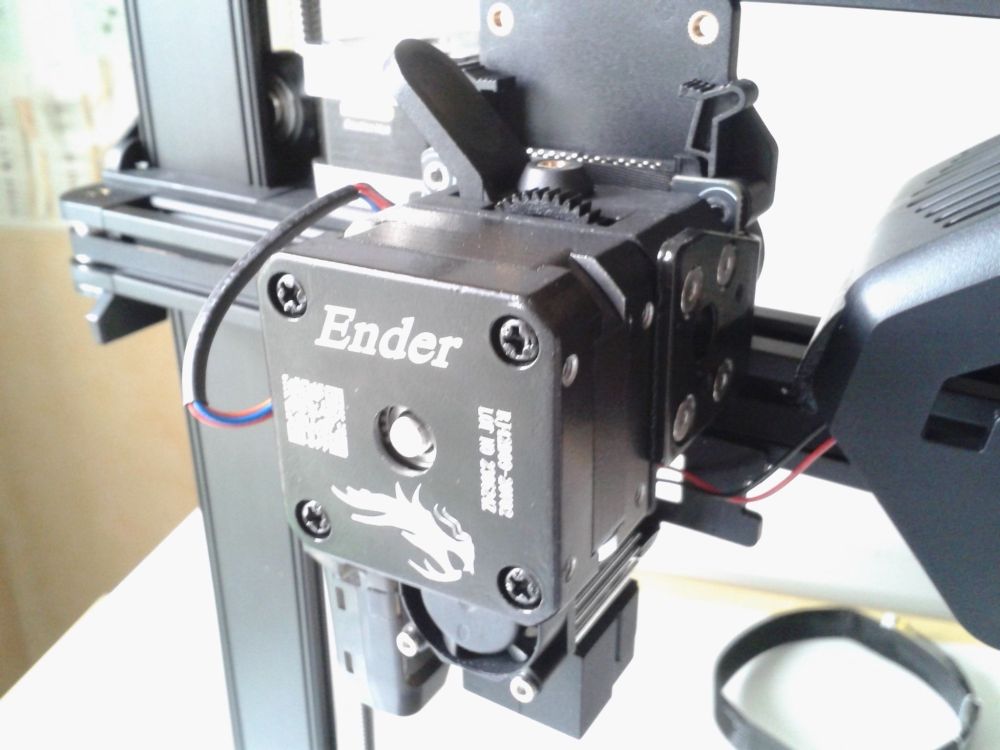
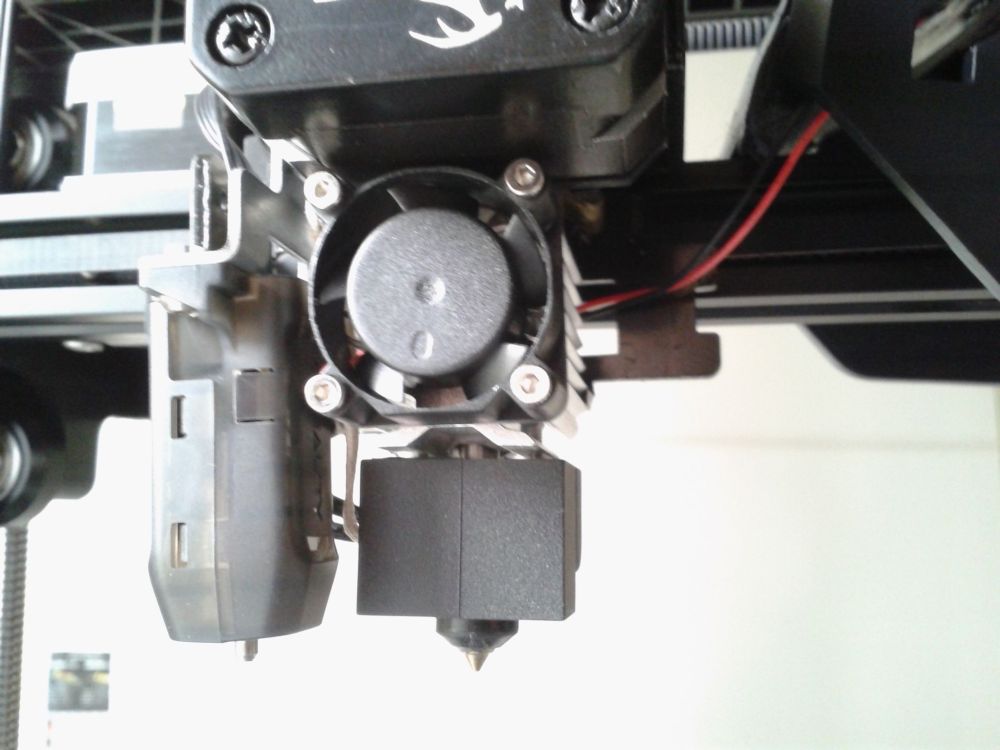
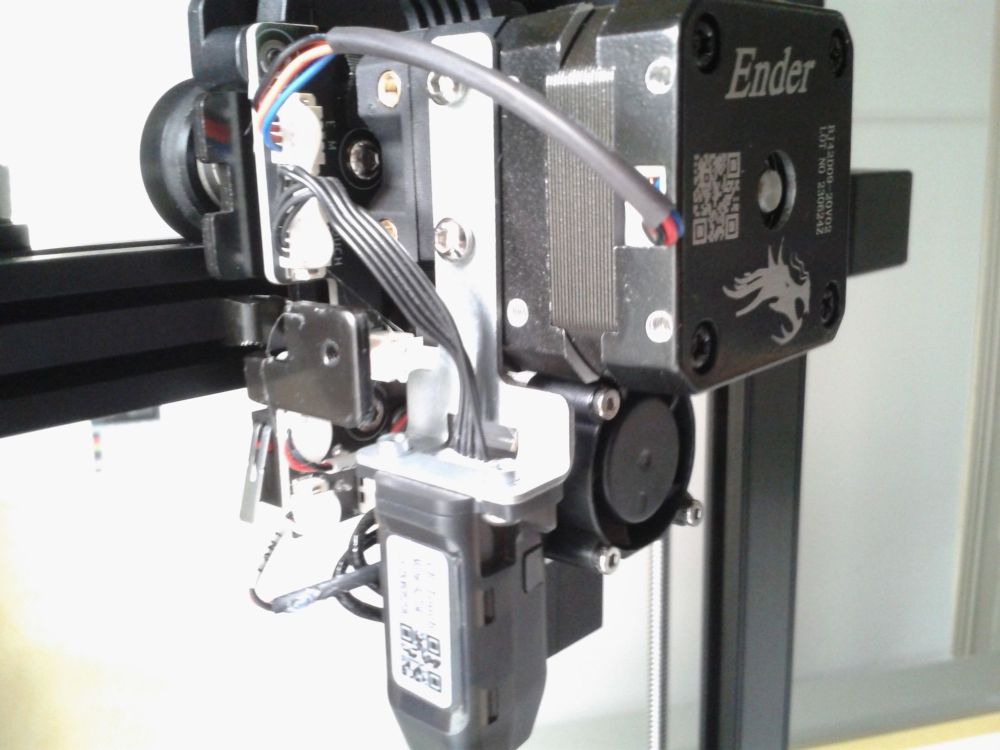
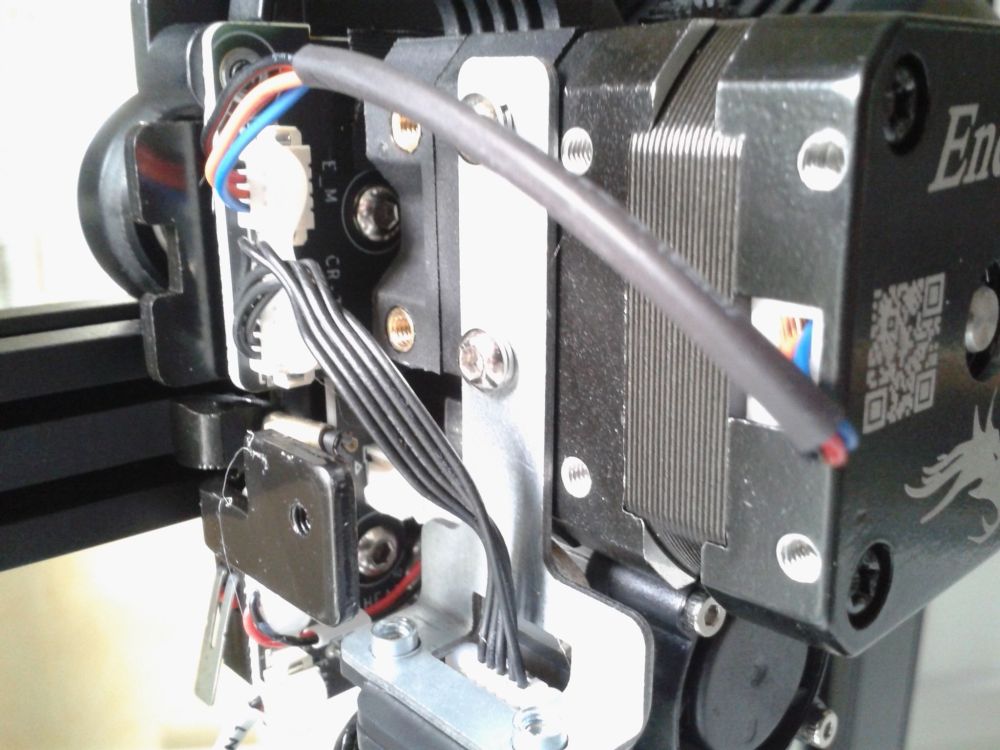
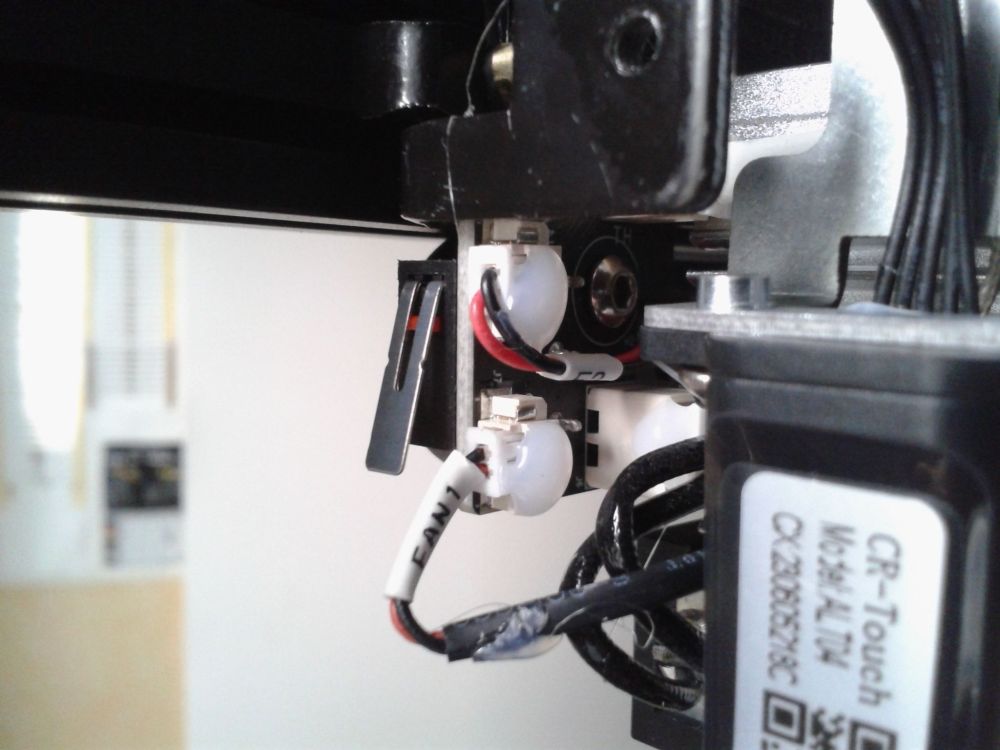
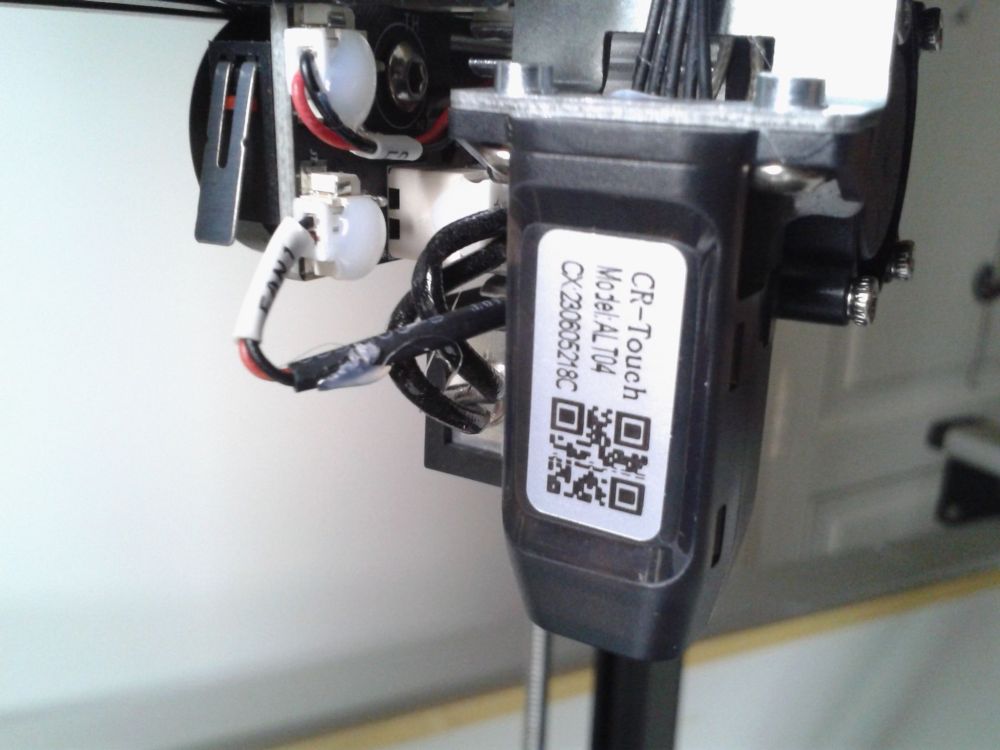
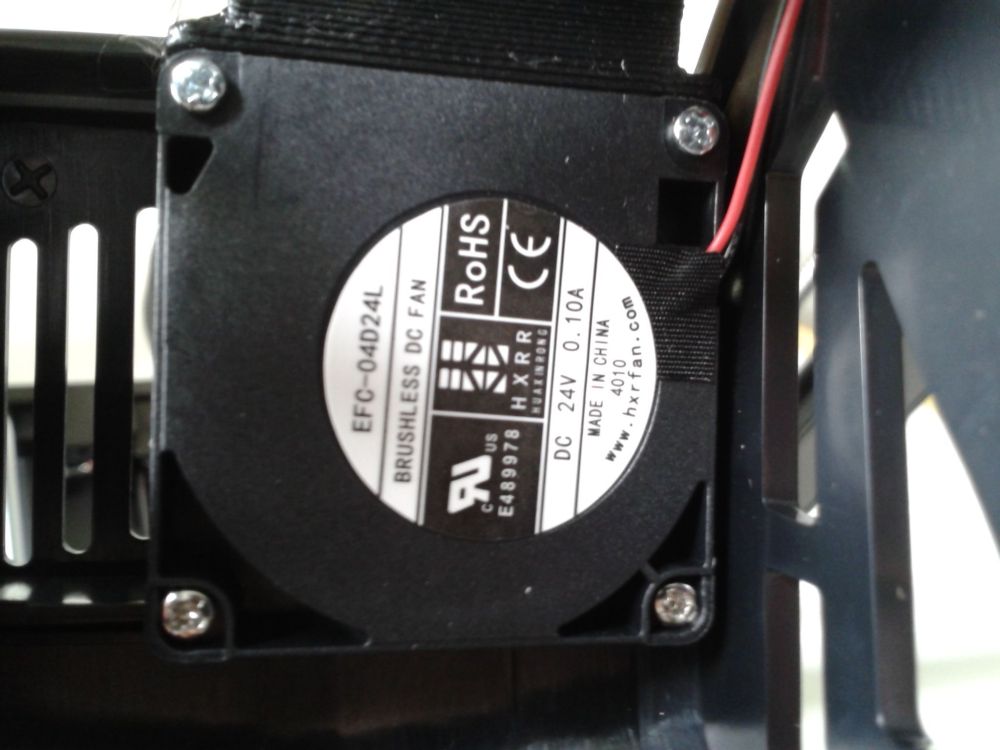
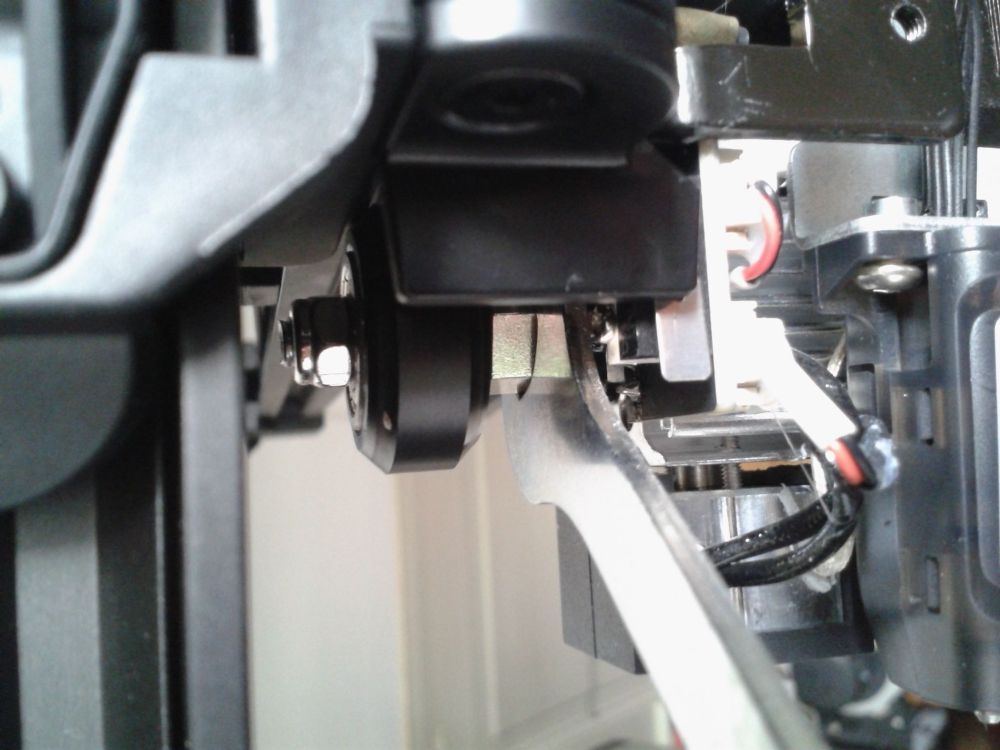
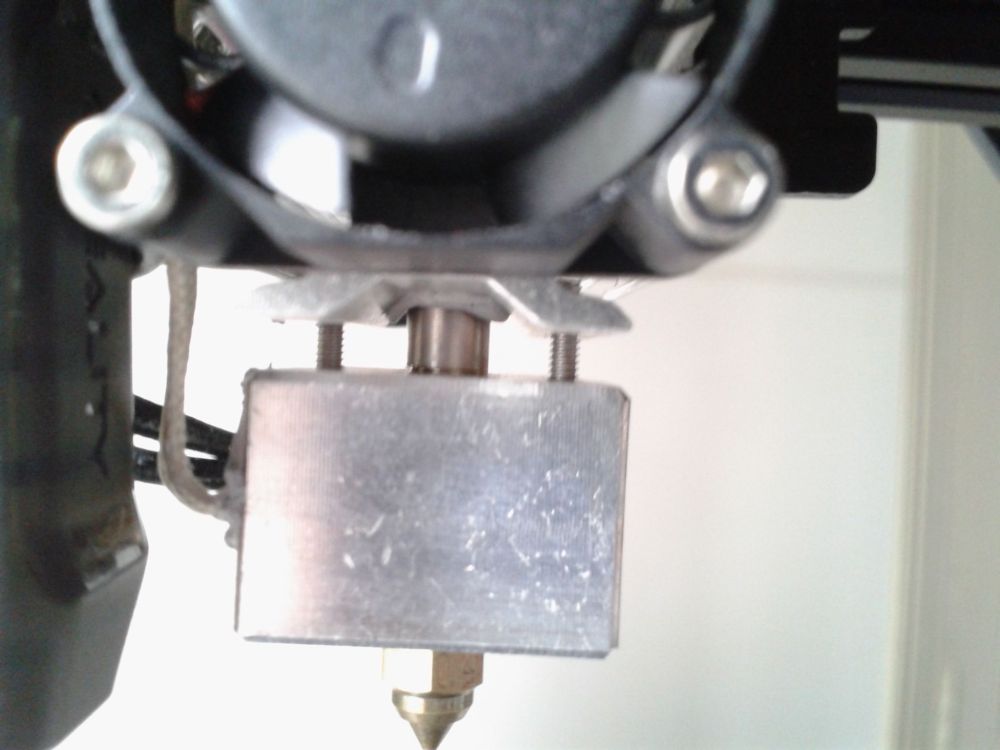
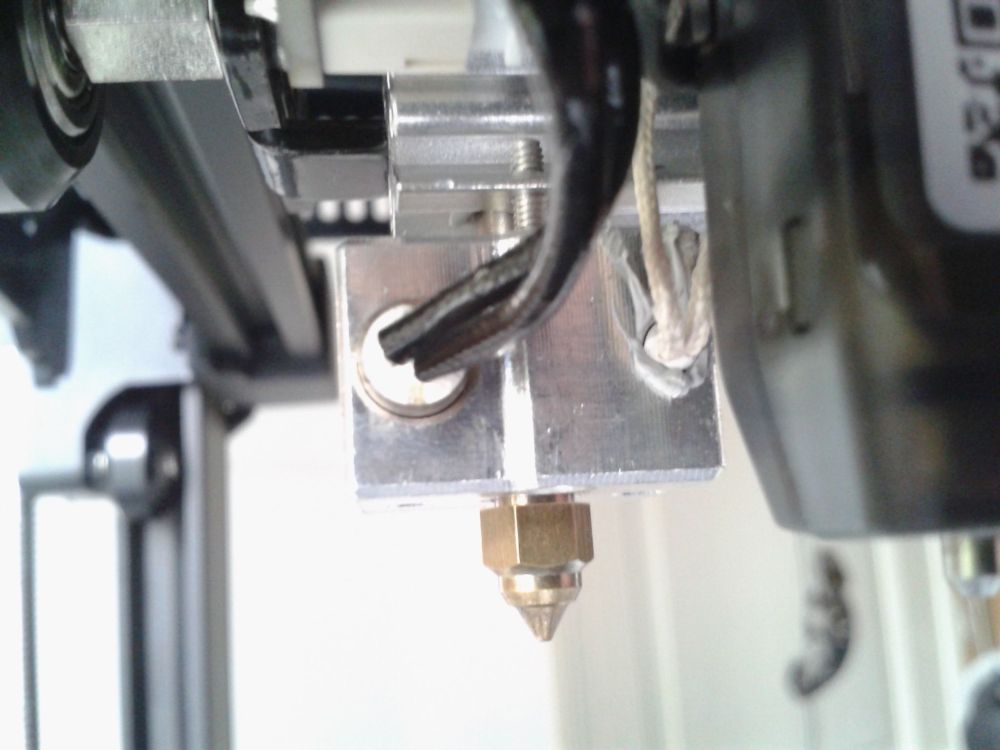
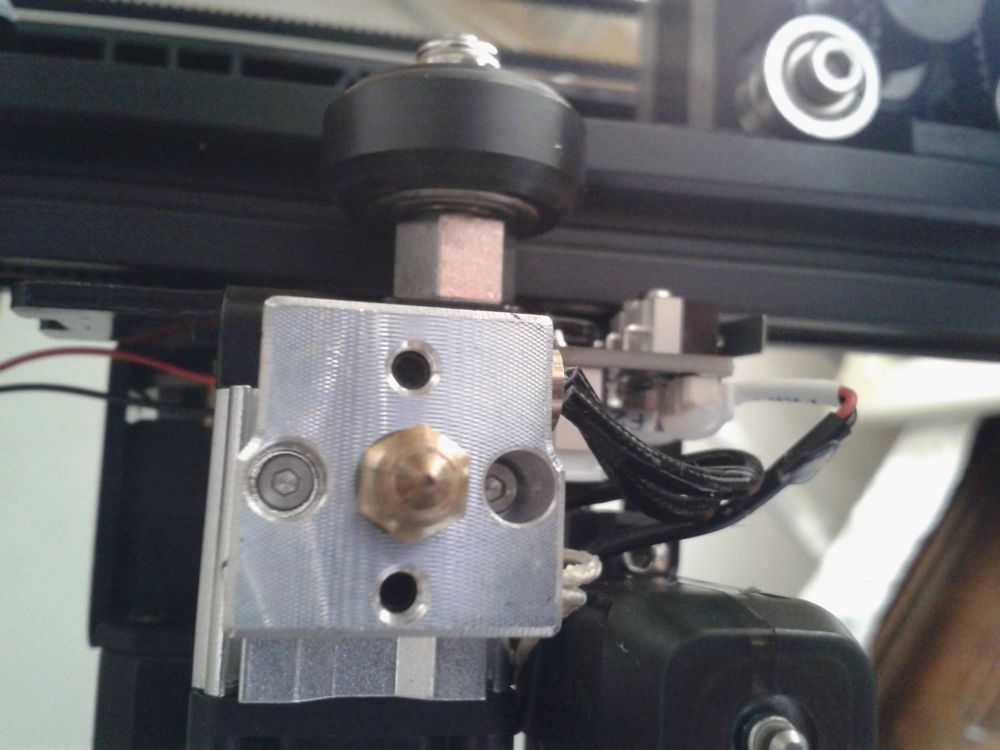
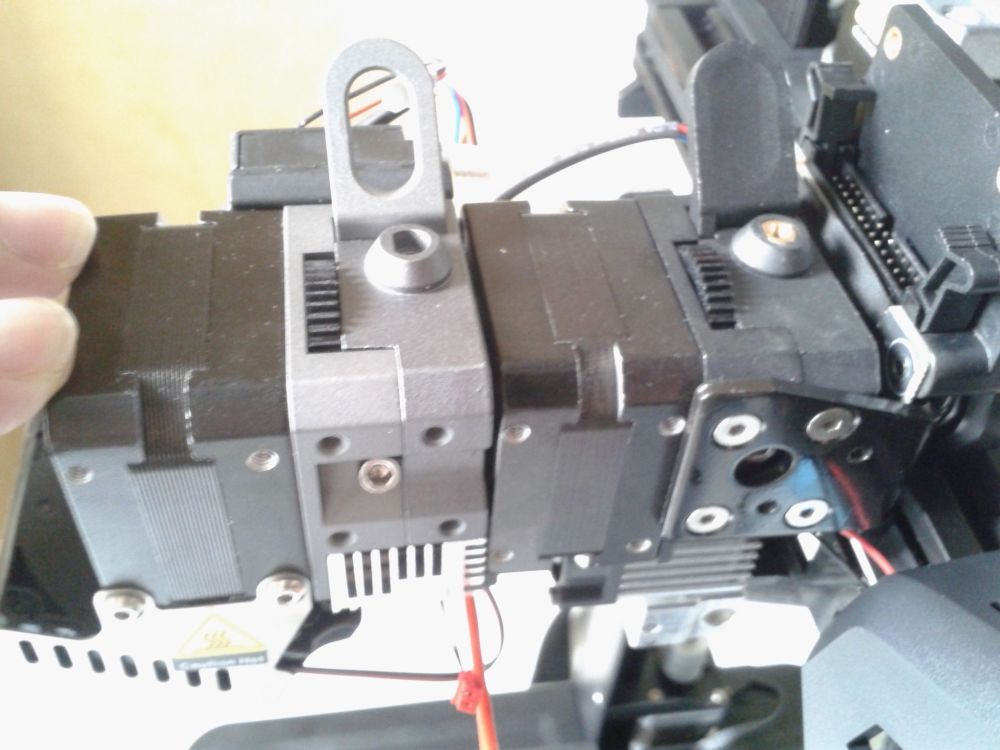
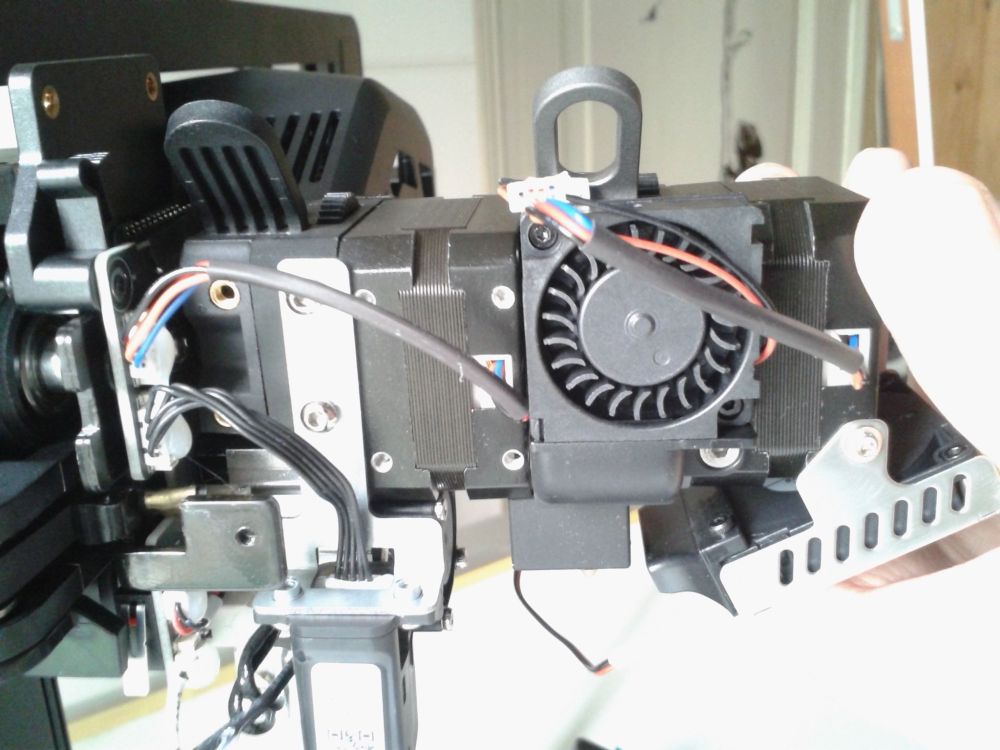
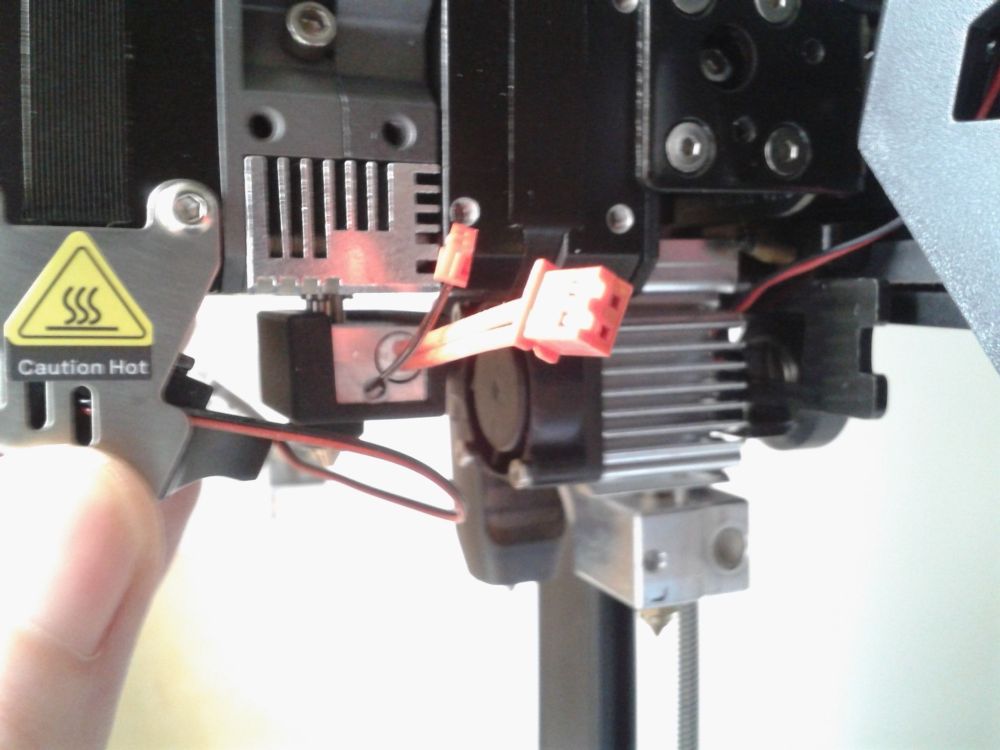
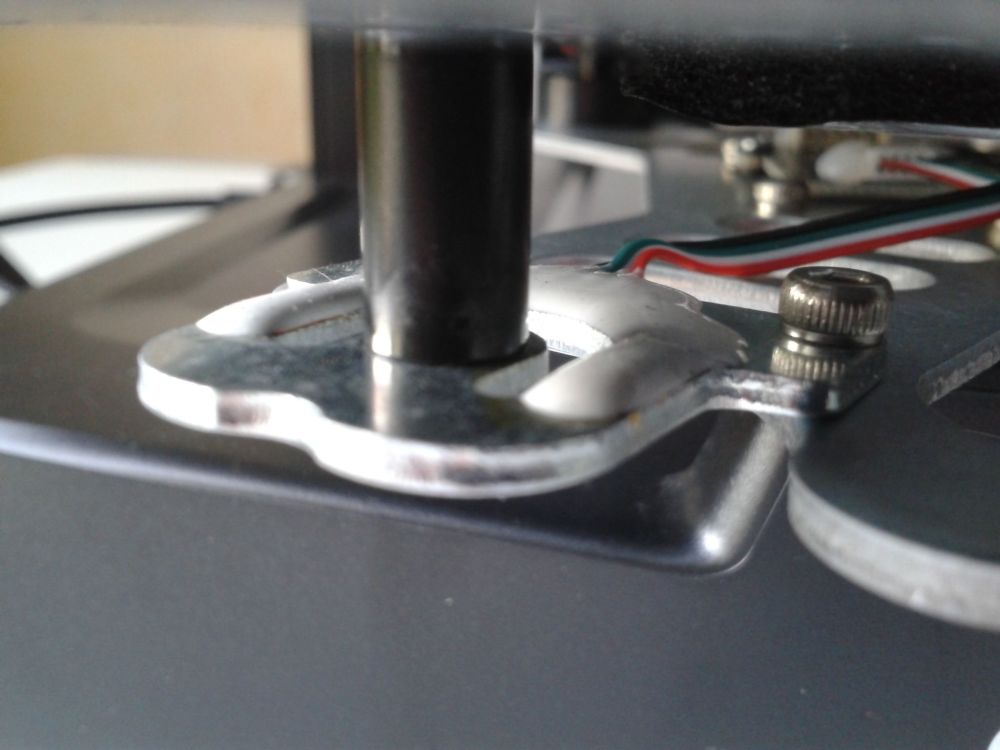
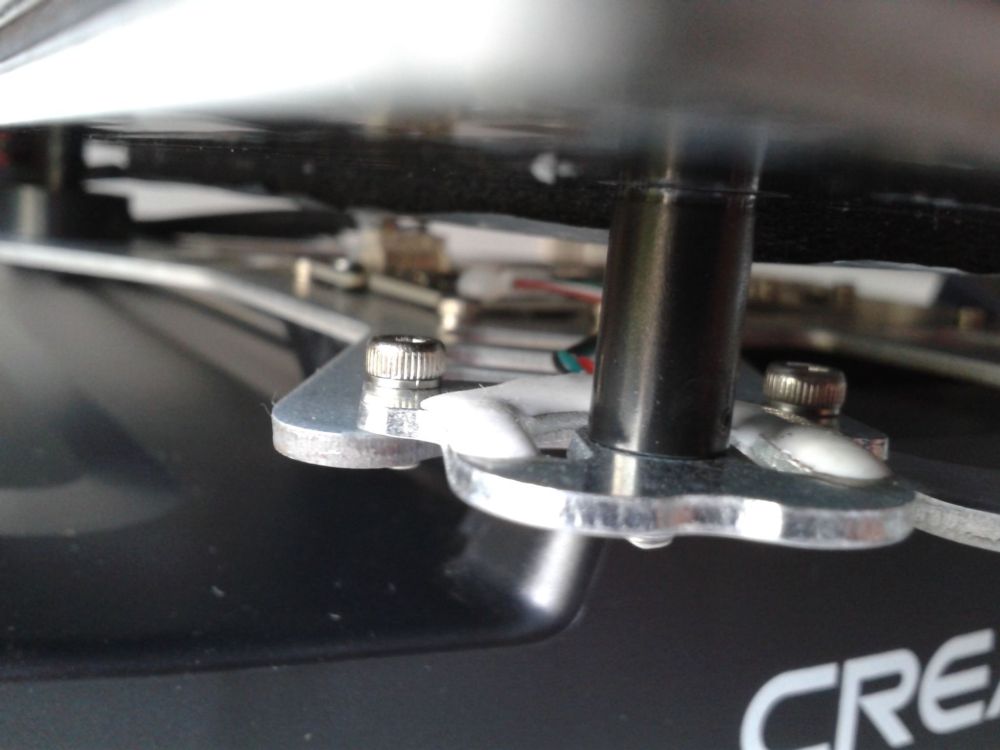
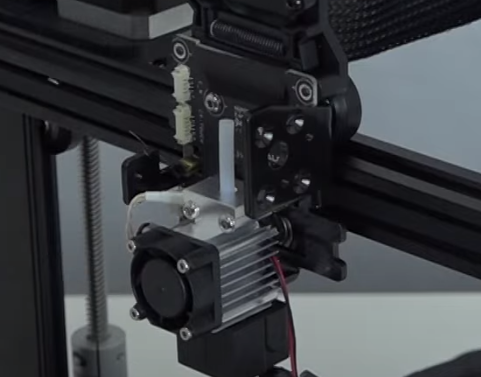
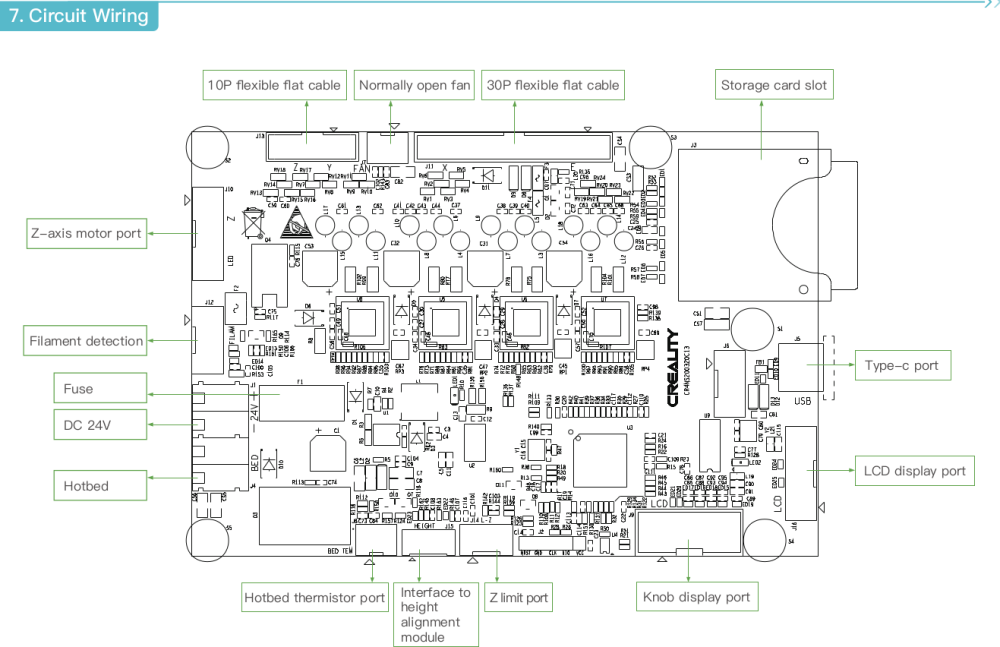
Détails matériels (hardware) Photos en vrac (Edit> Sous le plateau, l'on peut voir 4 "colonnettes" noir. Il s'agit d'entretoises en plastique. Noter que les deux entretoises, côté gauche (au-dessus du capteur de pression et pour permettre de passer le système en plastique de maintien des câbles du plateau) font 14 mm de hauteurs. Alors que les deux autre entretoises, à droite, font 16 mm de hauteurs. (voire la vidéo Service Tutorial Ender-3 V3 SE Replacement Counter Height Module ) ) Alors étrangement il y avait un petit jeu du plateau chauffant (de gauche à droite et un poil de haut en bas, si on le titille dans tous les sens) Les quatre vis a tête fraisée, traversants le plateau chauffant, dont les têtes sont visiblement si l'ont enlevé la plaque flexible, n'étaient pas complètement vissées (d'un, voire trois tour, selon la vis). Bonne stabilité du plateau après leurs serrages. (Edit > Après réflexion je suis revenus légèrement desserrer 3 de ses vis ( 1/4 de tours ) celles qui ne sont pas au dessus du capteur de pression, afin de permettre une très légère bascule du plateau chauffant. Car si le plateau chauffant ne se déforme pas alors avoir trop serré les vis risque de réduire la pression qui serra transmise au capteur de pression ... ) A l'arrière du plateau deux vis qui servent de buté pour la plaque flexible Le dessous de la machine. 8 vis (tête empreinte hexagonale M2) à enlever pour ouvrir le cache. Attention au faisceau de câbles principal (à déplacer/glisser hors du "U" ) et aux câbles du ventilateur de refroidissement de la carte-mère ( ventilateur fixé sur le cache en métal et câbles plutôt courts) (Source image schéma carte-mère : page 21 du "3D Printer User Manuel v1.0" (PDF Anglais) de la "Ender-3 V3 SE" ) La tête d'impression Même si elle dispose d'un extrudeur "Sprite", la tête d'impression de la "Ender-3 V3 SE" à une configuration spécifique, comparait aux têtes d'impression ayant un extrudeur "Sprite" des séries "Ender 3", "Ender 3 S1", et "CR". Là pour cette tête d'impression, Il y a 2 pins de plus (connecteur 26 pin et non 24 pin) pour le connecteur du faisceau de câble principal (car le détecteur de fin de course X est monté sur la tête) avec donc un PCB (circuit imprimé) légèrement différent (connecteur du endstop Z en plus) le radiateur de refroidissement du heatbreak est différent le ventilateur du radiateur de refroidissement du heatbreak est placé différemment. (Car le support du CR-Touch lui prend la place qu'il avait) le ventilateur radial, de refroidissement de l'impression, se trouve fixé sur le cache plastique de la tête d'impression (et non plus via un support métal fixé sur le moteur de l'extrudeur). le corps de chauffe semble taillé sur mesure ... trois vis ( M2.5 ? ) a retirer pour séparer le cache de la tête d'impression attention aux fils, du ventilateur radial, de refroidissement de l'impression, qui est fixé dans ce cache en plastique (utiliser (tirer a la main), la courroie de synchronisation Z pour permettre d'avoir suffisamment d'espace si l'axe Z tout en haut, pour poser sur la barre de l'axe X, le cache avec les fils du ventilateur encore connecté au PCB de la tête) (L'on peut remarquer que la tête de la vis, du système d'ajustement du serrage du filament dans les roues d'entrainement du filament, était caché par le cache plastique. ( c'est pas spécialement pratique si l'on a besoins d'ajuster cela ... )) Après avoir enlevé la chaussette en silicone de protection/isolation du corps de chauffe (photo où l'on voit la chaussette de silicone, avec encore le cache plastique de la tête, d'ou le "fan duct" sur cette photo), l'on remarque un corps de chauffe non standard. Il y a deux vis traversante par le dessous (tête de vis avec une emprunte hexagonale M1.5) qui le fixe au radiateur de refroidissement du heatbreak, et les taraudages/passage des vis sans tête (avec une emprunte hexagonale M1.5), de maintien, de la cartouche de chauffe et de la thermistance sont sur le dessous du corps de chauffe. Voyant la taille et diamètre des vis, traversent le corps de chauffe, et le fixant au radiateur de refroidissement du heatbreak, je n'ai pas cherché à continuer de démonter (pour voir le heatbreak et le tube PTFE dans le heatbreak), pour ne pas risquer de casser ses petites vis fortement serrées, avant la suite du test. Je reviendrais après plusieurs impressions, faire le démontage et vous mettre des photos, ici (A FAIRE), afin de ne pas risquer retarder mon test. (Edit> En fait, pour arriver à voir le tube PTFE dans le heatbreak, il sauf commencer par chercher à enlever l'extrudeur ... Source image Service Tutorial Ender-3 V3 SE Replacement of extruded backplanes ) Lors de ses manipulations, comme j'ai déplacé a la main la tête sur l'axe X, j'ai remarqué des zones de points durs (de résistance différente) pour les déplacements le long de l'axe X. (des à-coup/saccades ressentis lors du déplacement a la main) J'ai donc ajusté, l'écrou excentrique sur la roue/le galet, a l'arrière, en bas de la tête d'impression. De manière à ne plus ressentir de saccades lors des déplacements avec la main, de la tête sur l'ensemble de l'axe X. ( Clé plate de "10" (le coté le plus gros, de la clé plate double)) Pour comparer, ce qui suit, sont des photos d'une tête d'impression "Sprite Pro +" (max 300°C, pour filament de 2.85 mm de diamètre, avec une buse de 0.8 mm de diamètre) que l'on devrait pouvoir monter sans trop de difficultés, par exemple, sur une "Ender-3 S1". et quelques photos, où je tiens a la main la tête "Sprite Pro +", a coté, de la "tête Sprite de la Ender-3 V3 SE" (max 260°C, pour un filament de 1.75 mm de diamètre, avec une buse de 0.4 mm de diamètre), pour, plus facilement, comparer ( Définitivement, je ne vais pas pourvoir rapidement et sans démontage/remontage de plusieurs éléments, changer l'une par l'autre, quand je voudrais utiliser des bobines de filament de 2.85 mm de diamètres... )







































 1 point
1 point -
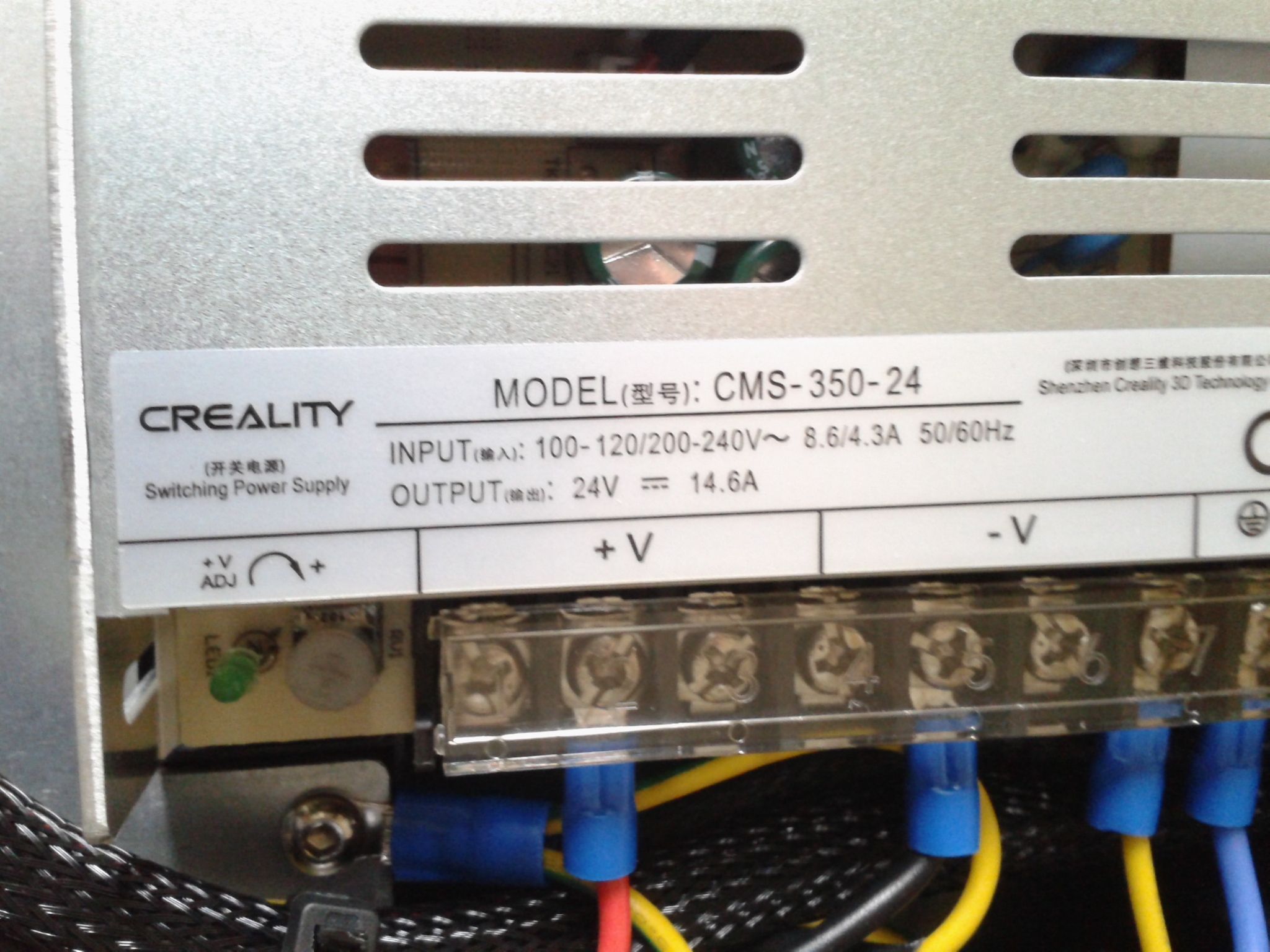
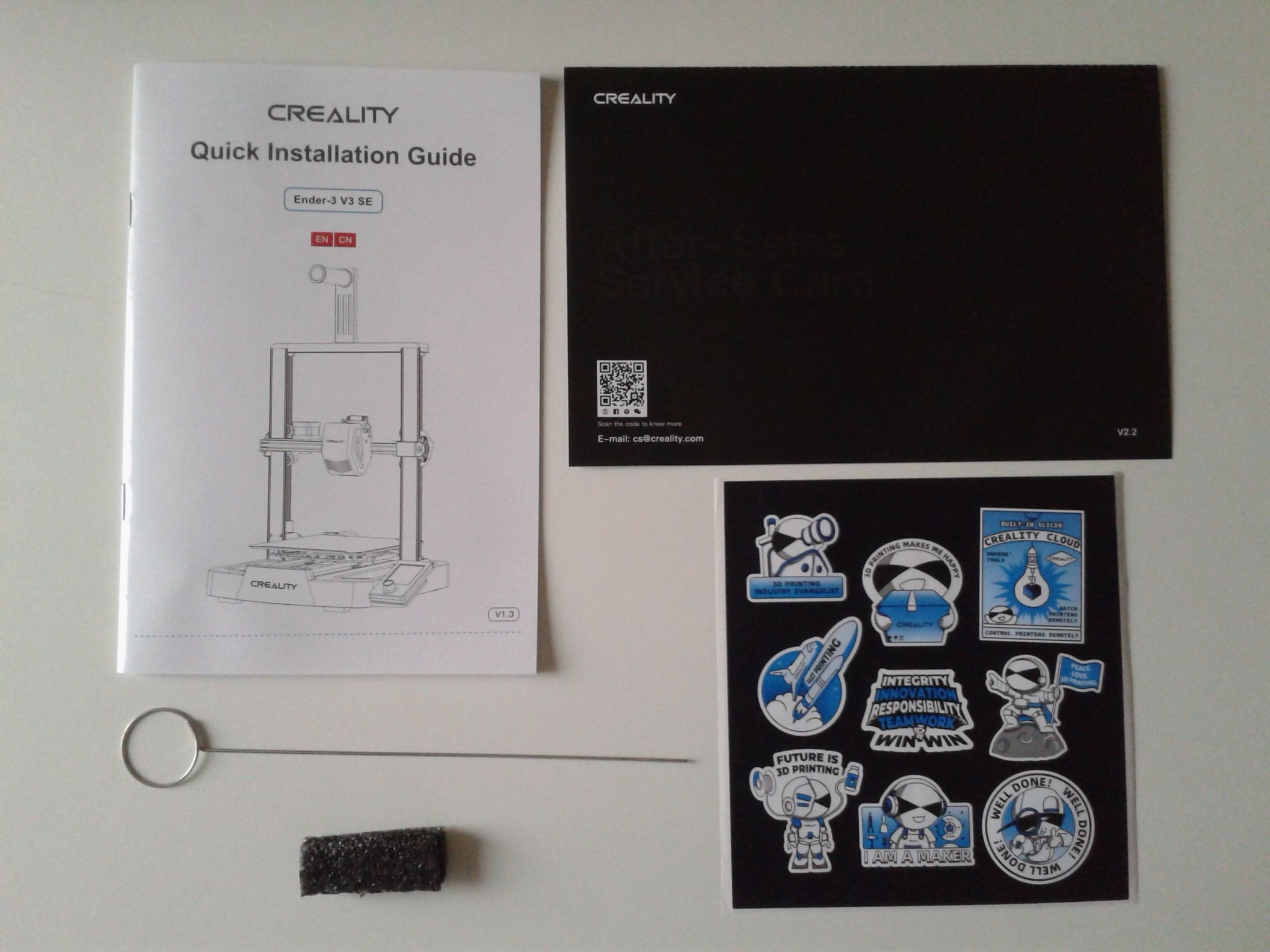
Déballage Photos en vrac ... Un petit tournevis plat ( largeur de ~2.5 mm, pour le sélecteur de tension et pour serrer les borniers d'alimentation sur la carte mère ) 2 clé plates Une petite pour écrou de 6 mm ( pour serrage buse) Une double, pour écrou M10 et M8 ( pour serrage ? ) 5 clés hexagones M4 M3 ( Pour les vis du porte bobine ) M2.5 ( Pour les vis de l'arche, et du support de l’écran ) M2 ( Pour les vis du cache métal du dessous, et du cache plastique de la tête ) M1.5 Un lecteur de carte SD ( et carte micro SD) USB avec une carte SD de 8GB sans marque. L’écran de contrôle Le porte bobine (Étonnamment, j'ai aussi de fourni, un câble d'alimentation pour les prises US ... ) ... ...



















 1 point
1 point -
1 point
-
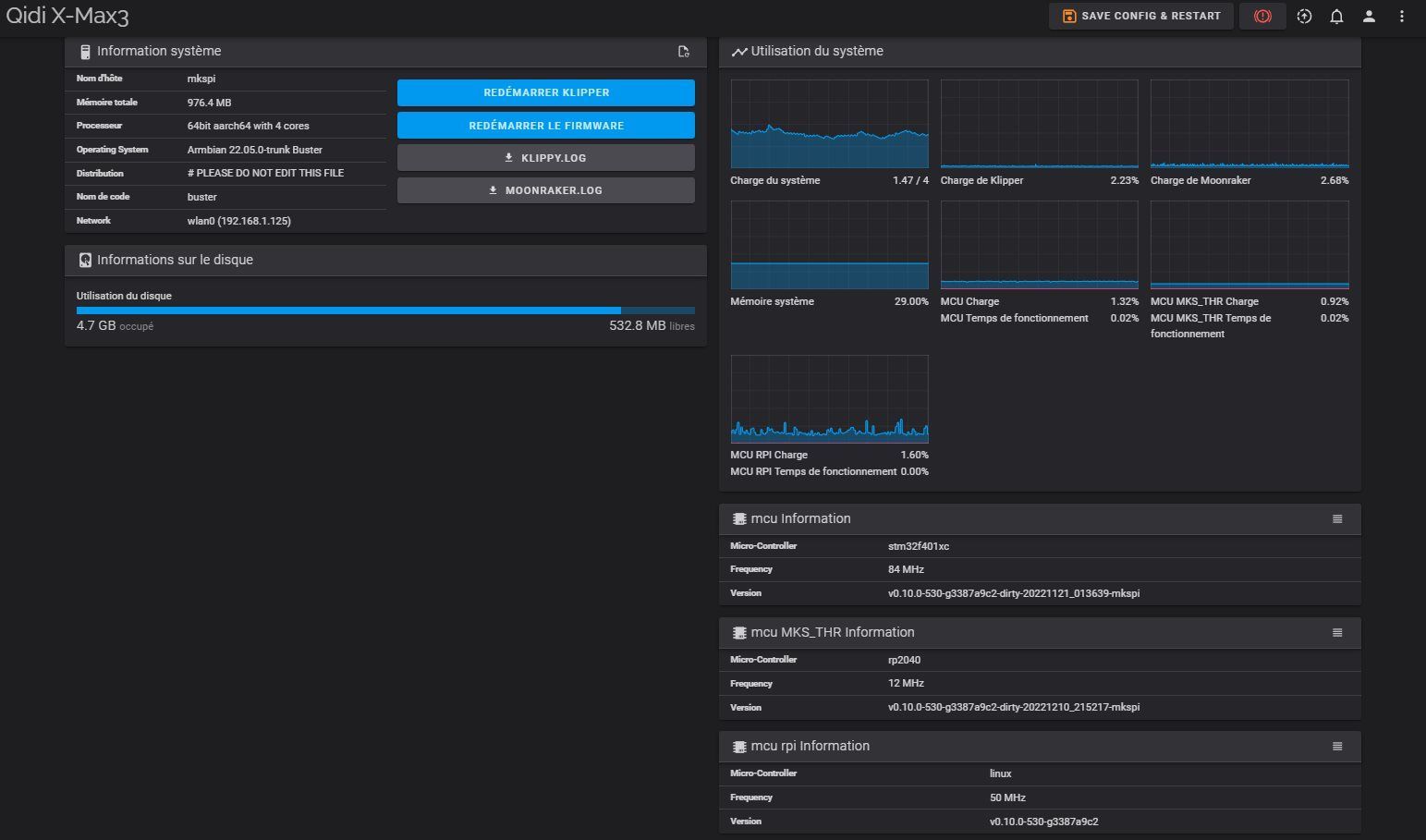
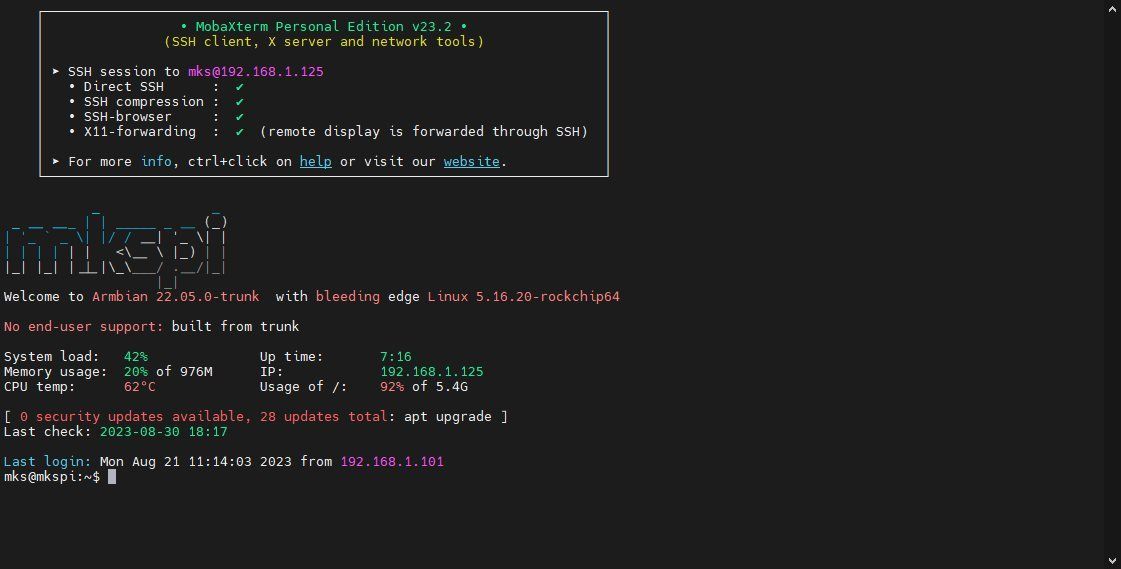
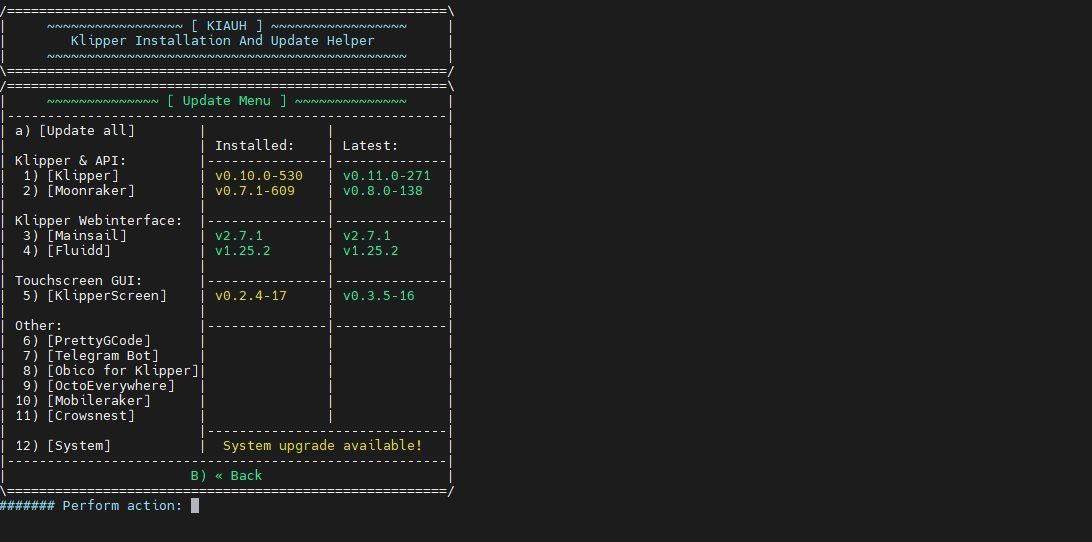
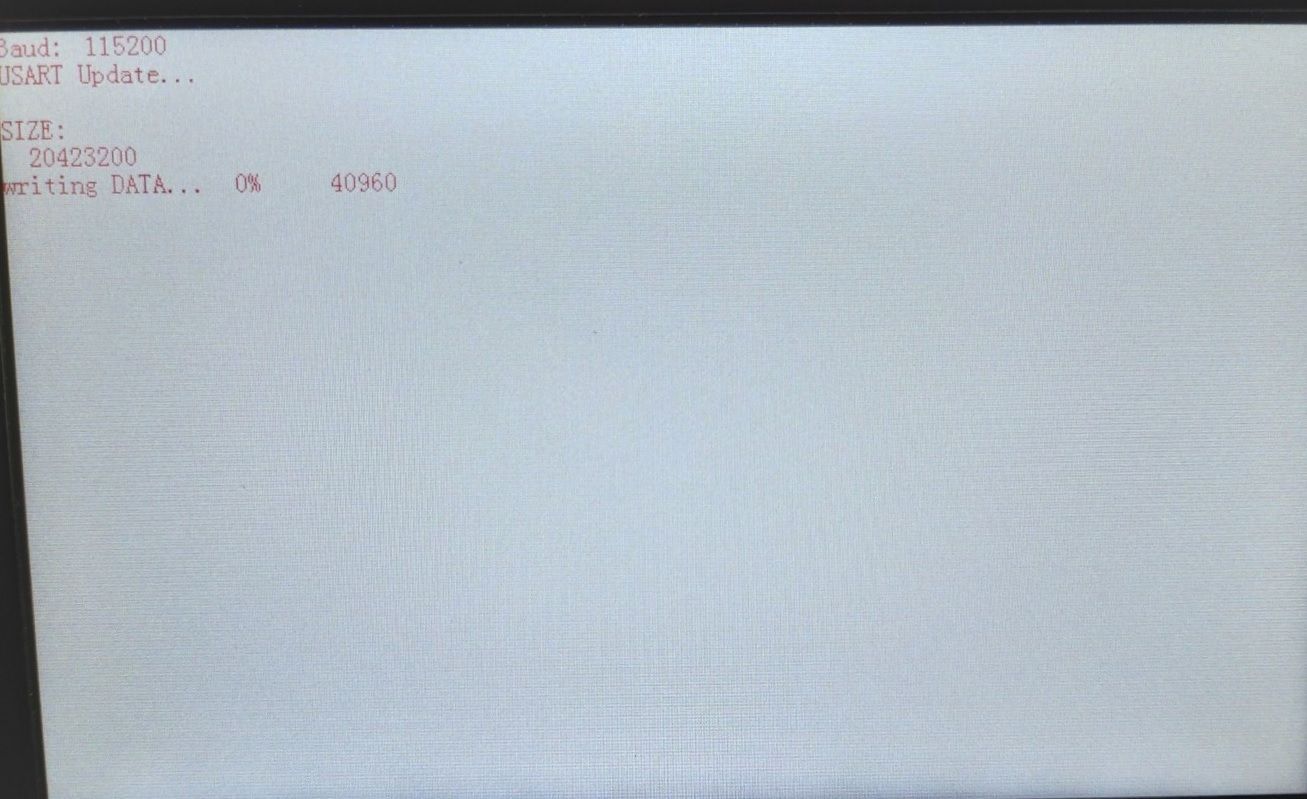
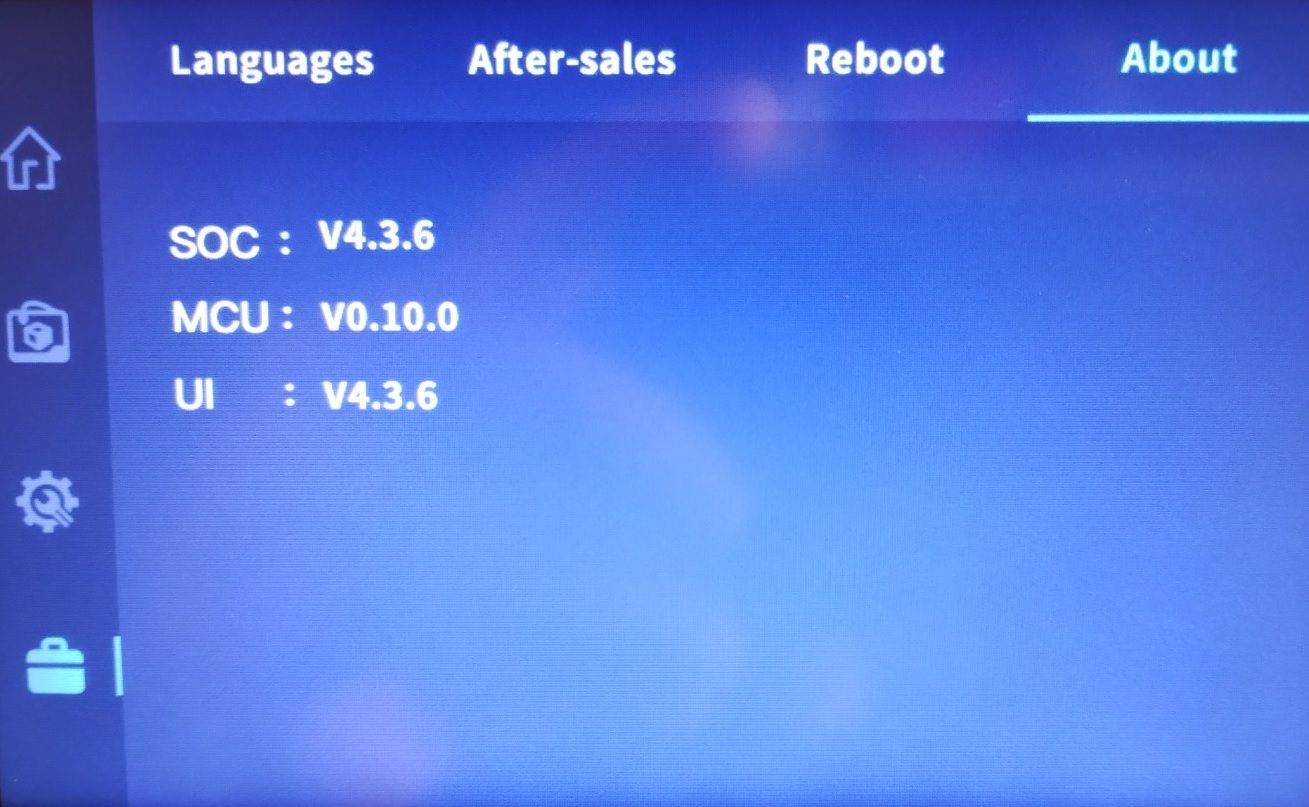
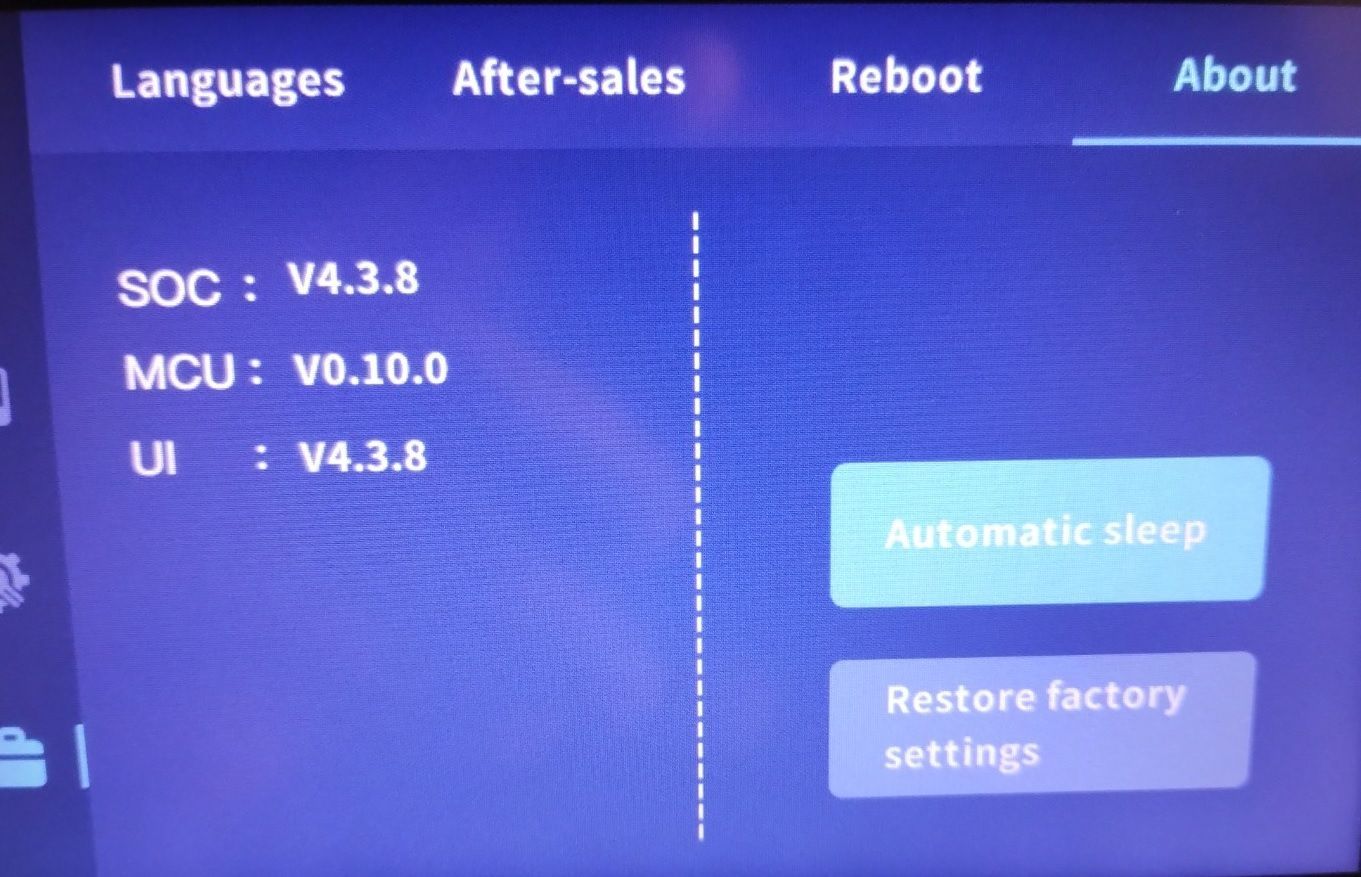
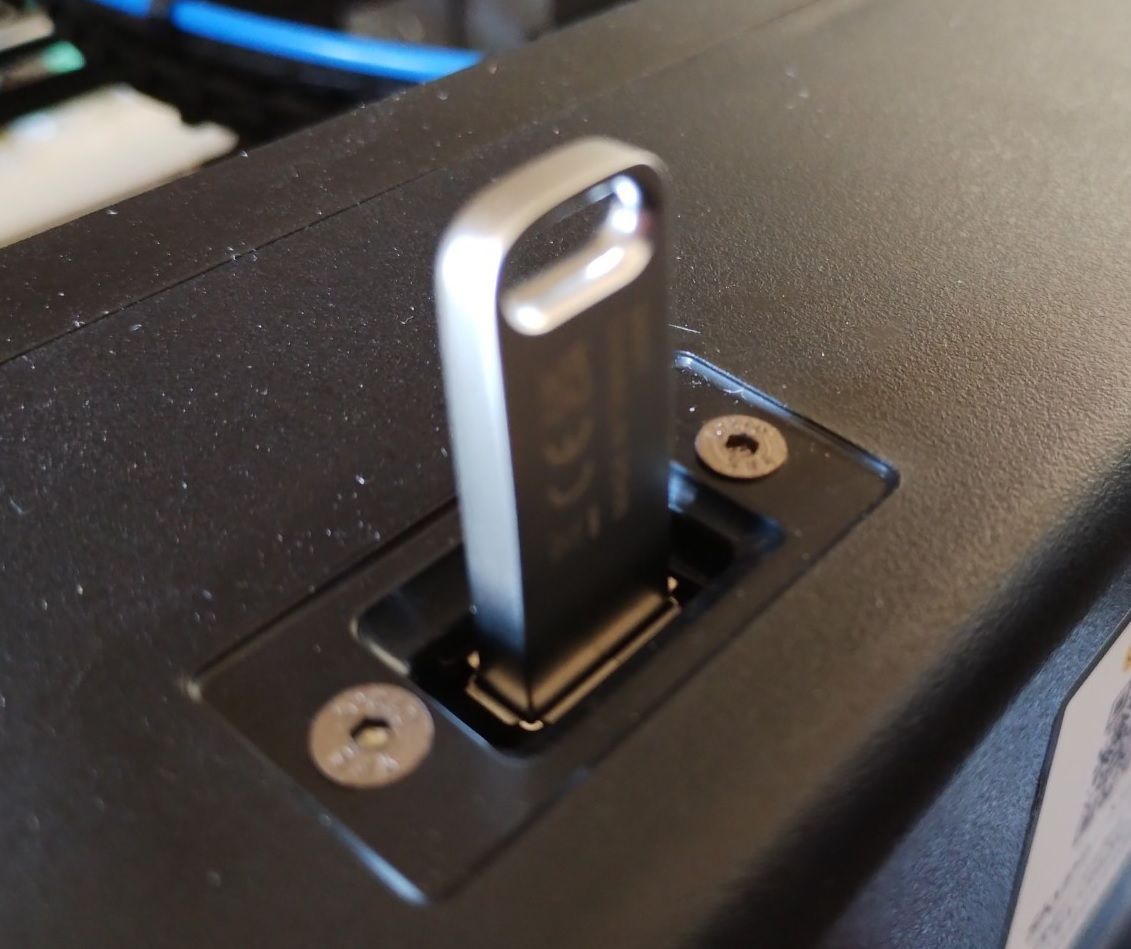
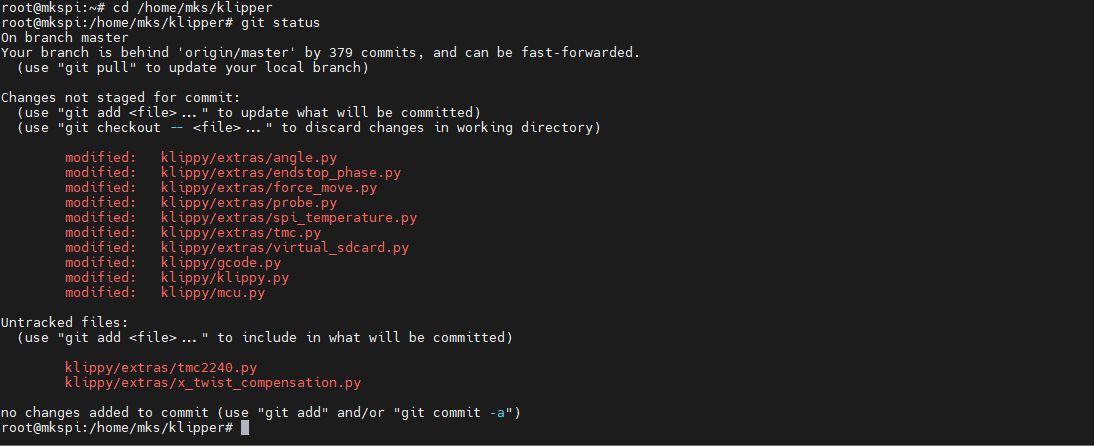
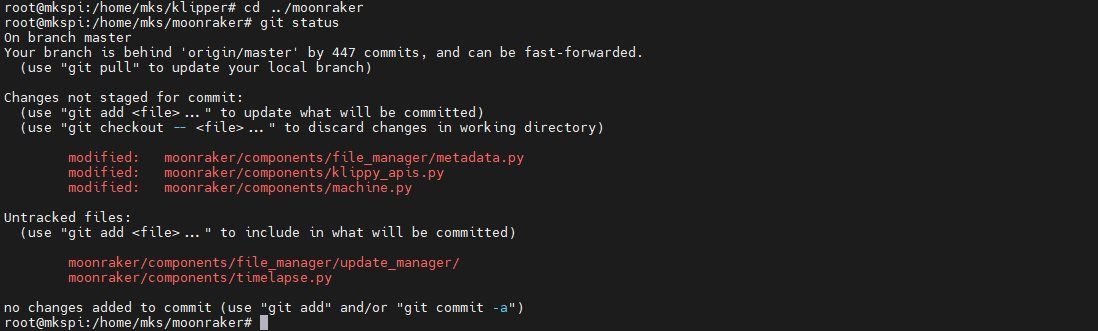
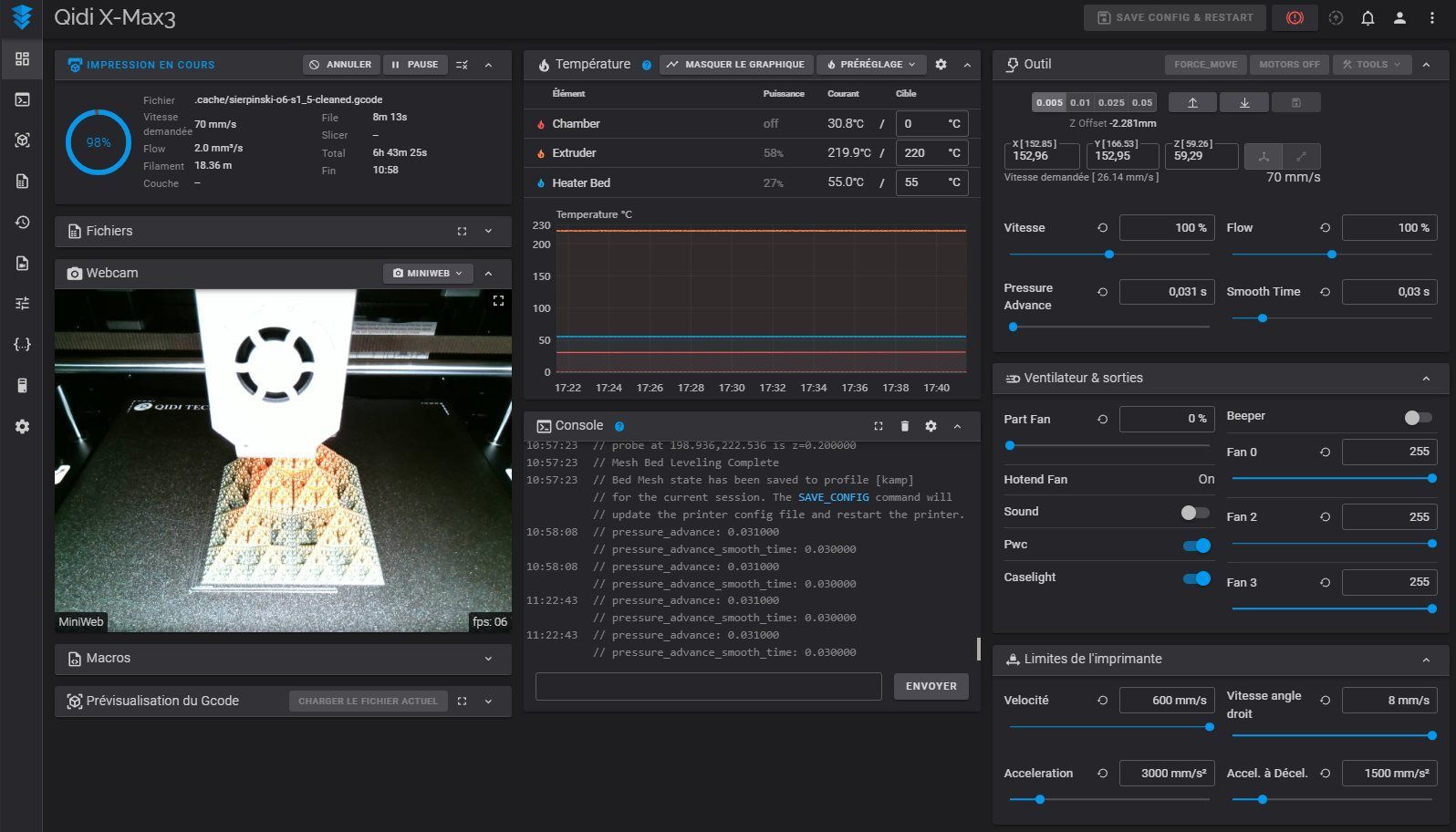
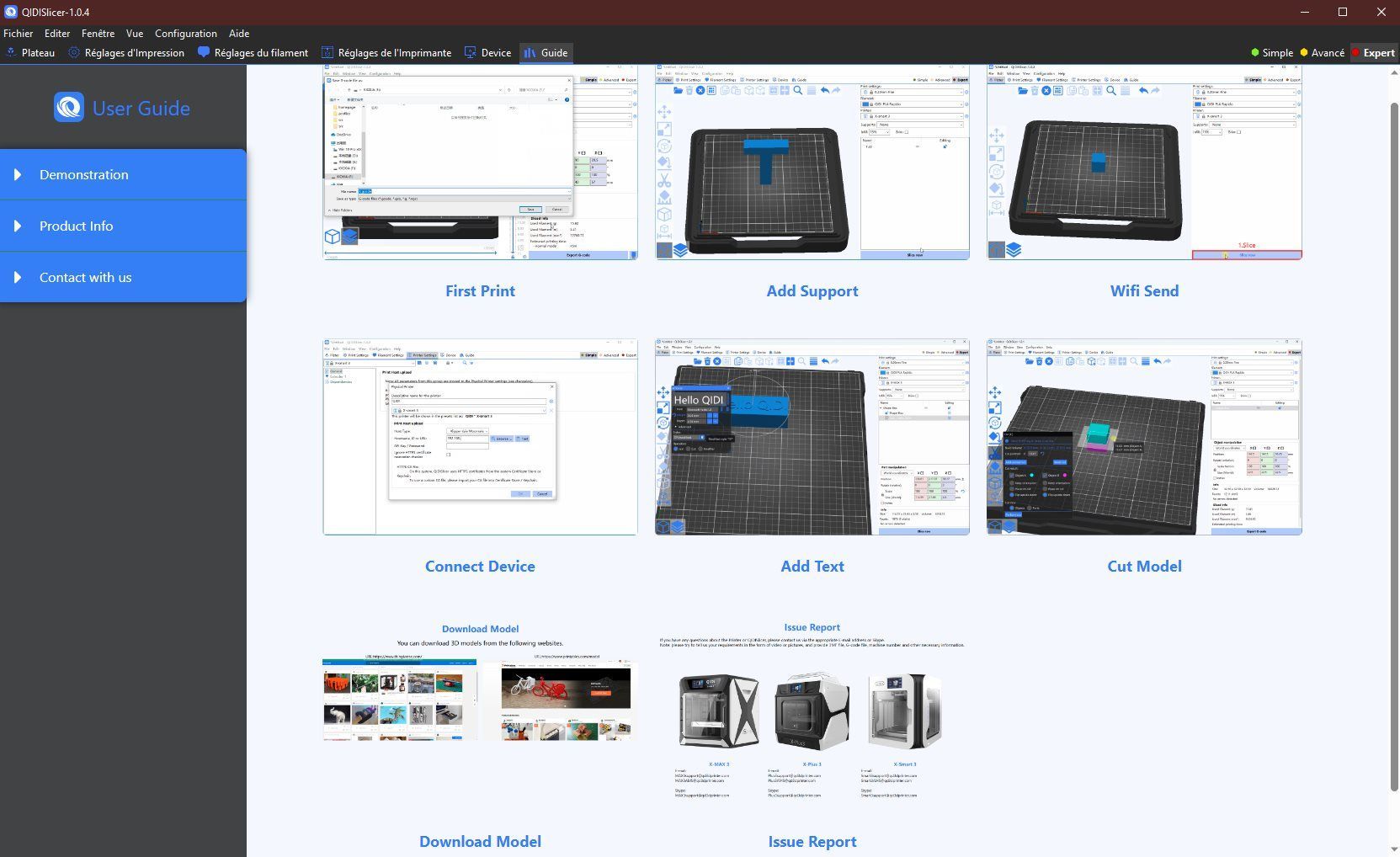
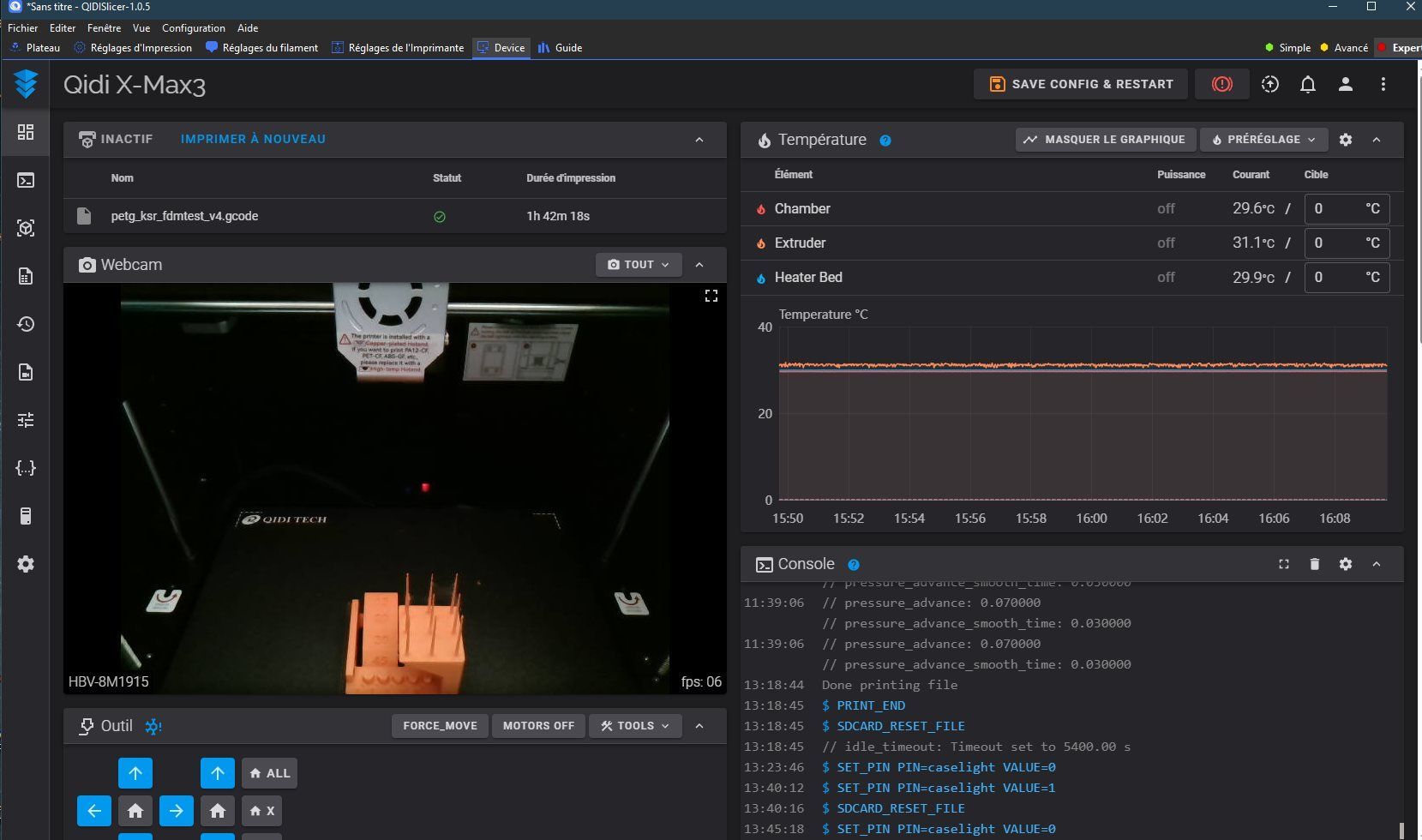
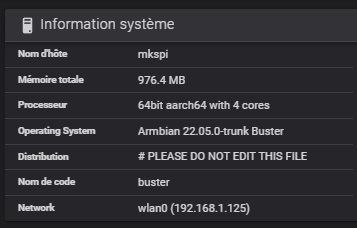
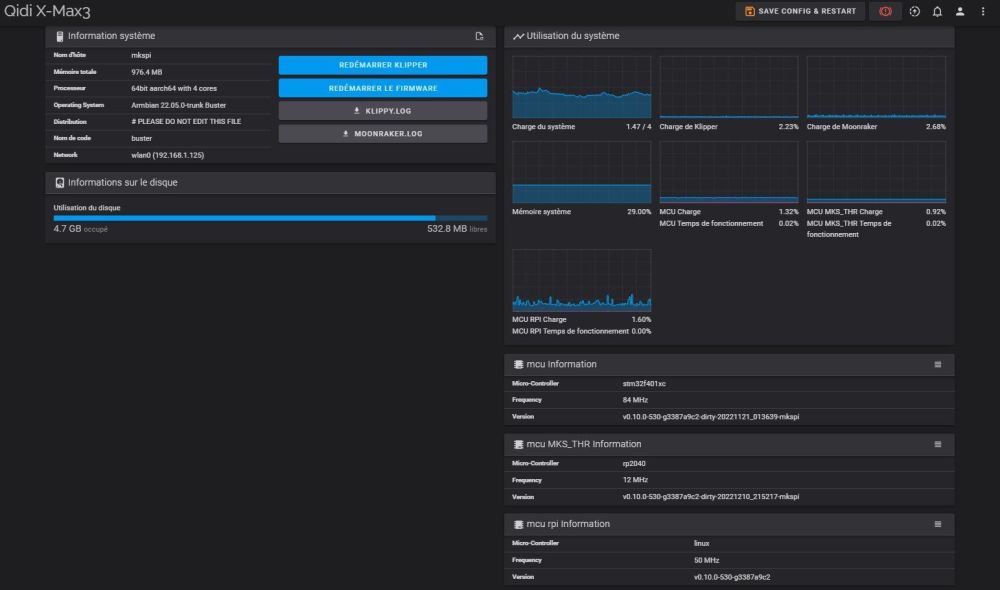
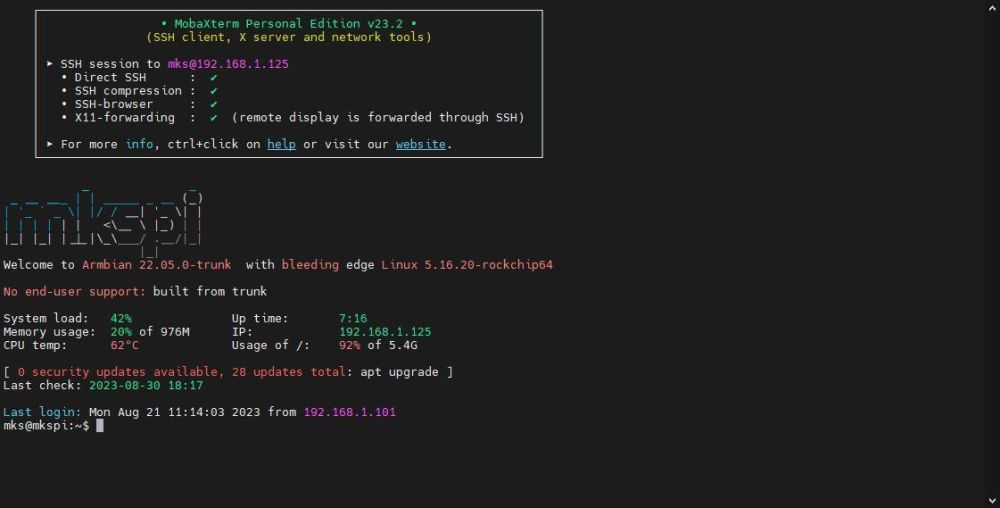
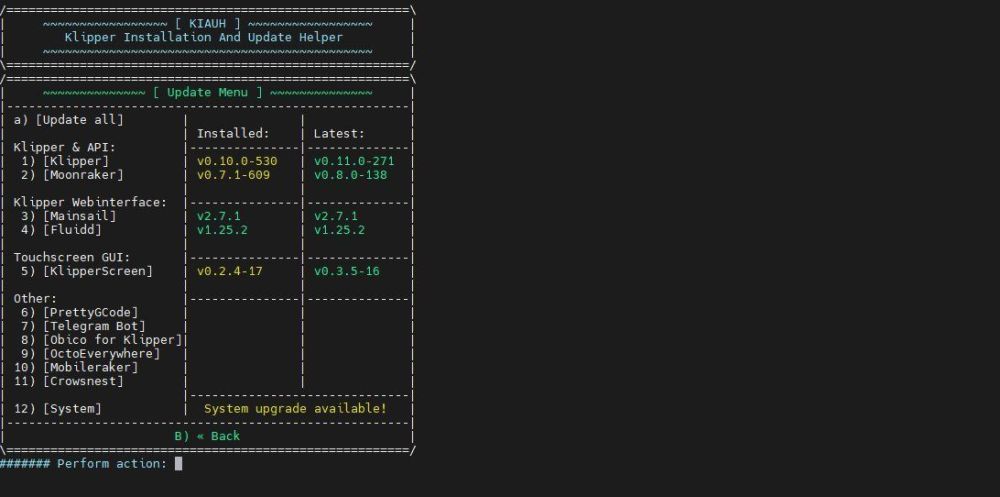
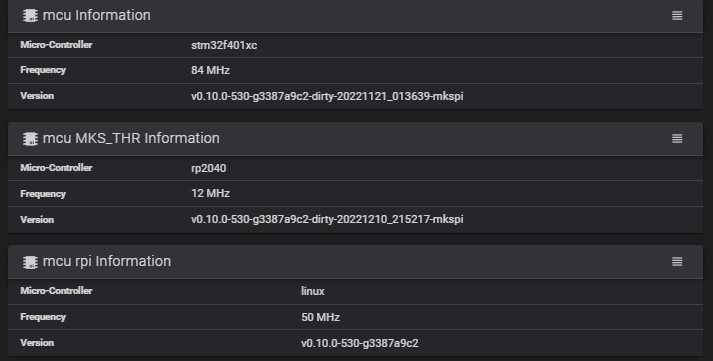
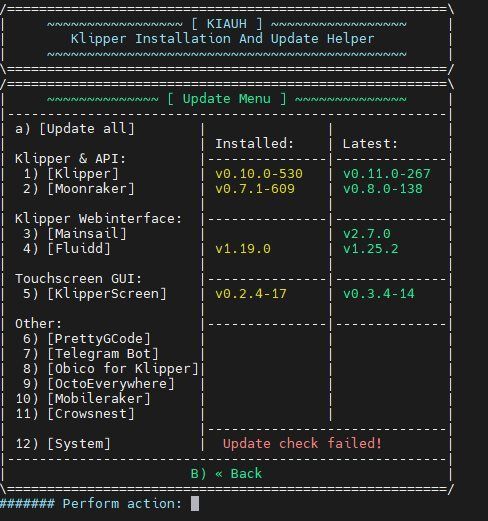
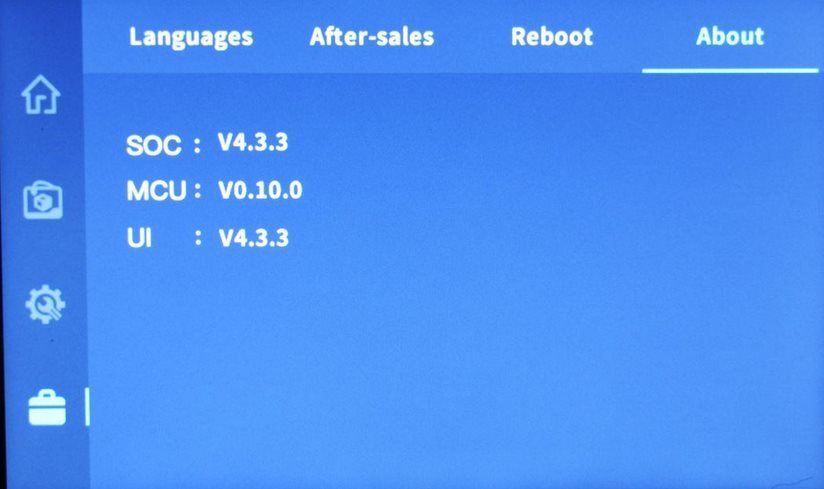
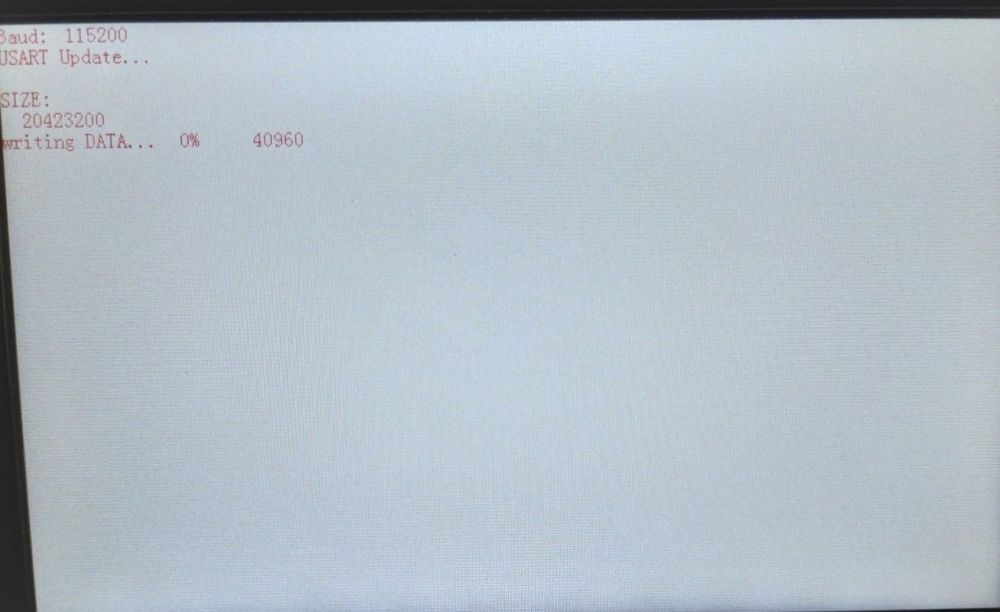
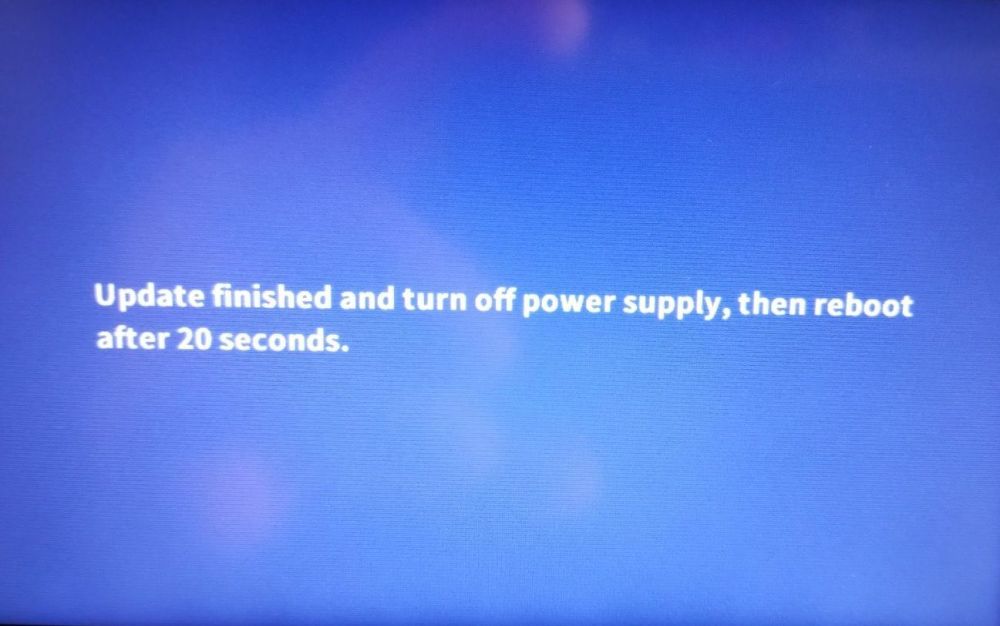
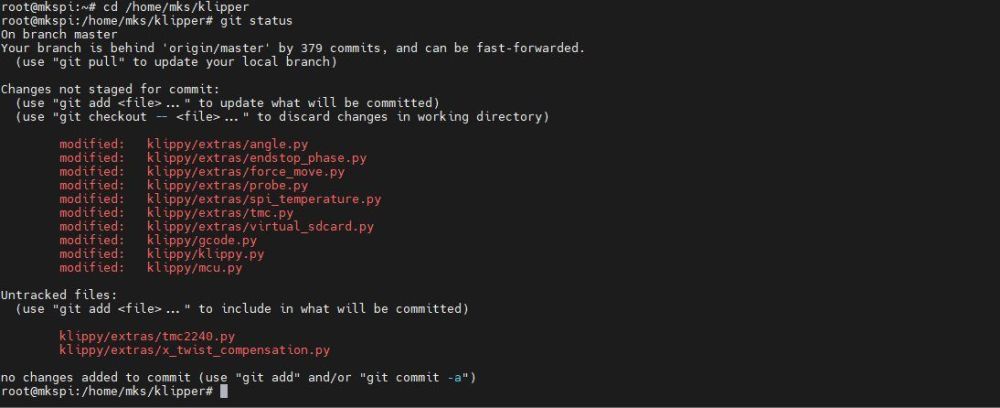
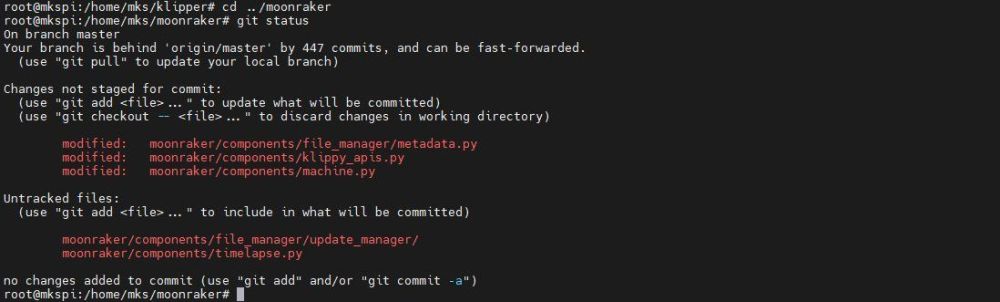
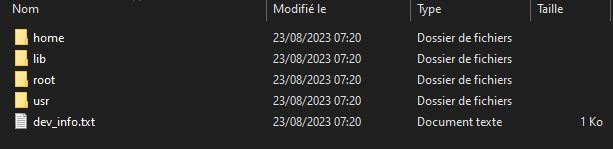
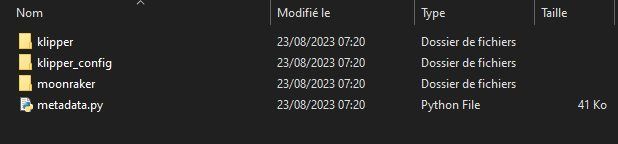
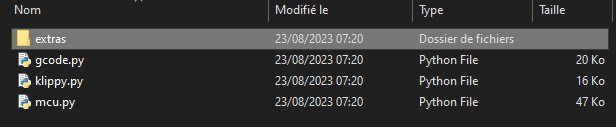
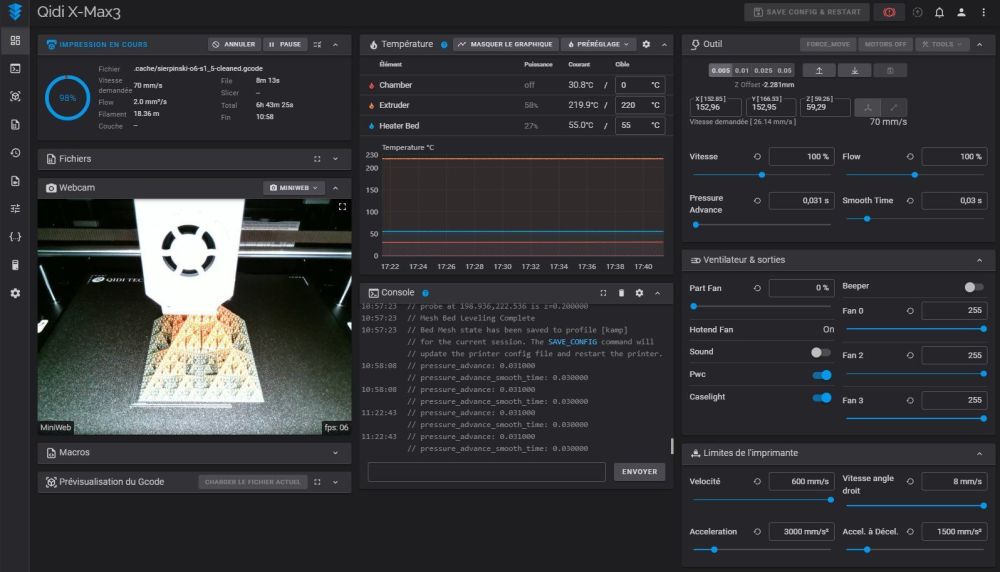
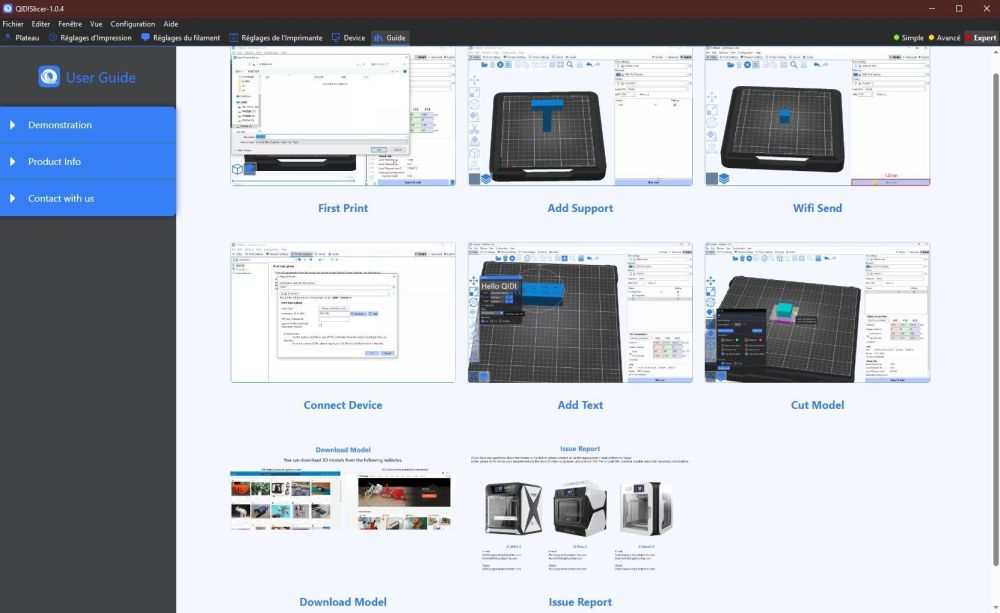
TLDR; Sujet plutôt technique qui n'intéressera que les férus d'informatique (Linux toussa…). Nous aborderons dans ce sujet la partie logicielle, à savoir : le système d'exploitation (Armbian), l'écosystème Klipper (Klipper, Moonraker, Fluidd) et le trancheur QidiSlicer (basé sur Prusaslicer, lui-même basé sur Slic3r, …). Armbian La carte Qiditech est un ordinateur monocarte (SBC en anglais, Small Board Computer) dont le contrôleur Rockchip RK3328, fonctionne avec un système d'exploitation dérivé de la distribution Debian pour les architectures ARM: Armbian. Qiditech utilise l'image système fournie par Makerbase pour son matériel MKS PI, ce que semble nous indiquer la section «Information système» de l'interface Web Fluidd (accès via le port «inhabituel» de 10088 ) : Dommage que cette version soit ancienne (buster), deux versions majeures sont apparues depuis (bullseye et bookworm il y a quelques mois déjà). Le Github de Makerbase du MKSPI précise quels utilisateurs (avec leur mot de passe ) existent (root et mks) : Ni une, ni deux, je tente une connexion ssh vers cette carte (PuTTY, Mobaxterm, le ssh natif de Windows ou encore WSL… il n'y a que le choix). ssh mks@192.168.1.125 et voilà le résultat (connexion via MobaXterm) : Cool Même si Qiditech ne donne pas ces informations, on a donc un accès complet au système. On va donc pouvoir aller regarder de plus près ce qui existe sans avoir à «bidouiller» pour accéder au système d'exploitation (d'autres constructeurs feraient bien de s'en inspirer). Le «home» de l'utilisateur mks ainsi que celui de l'utilisateur «root» (celui qui a tous les droits sur un système Unix) permet de prendre connaissance ce qui a été installé : Chose intéressante, KIAUH est installé mais comme préconisé par Qiditech, je ne vais pas, pour le moment, l'utiliser pour faire des mises à jour. A son premier lancement `./kiauh/kiauh.sh`, j'ai droit à une demande de mise à jour de lui-même : Une fois KIAUH mis à jour, je vérifie simplement quelles sont les versions de Klipper, Moonraker et consorts. Comme je le redoutais, ce sont d'anciennes versions qui si elles devaient être mises à jour nécessiteraient de reflasher le firmware Klipper sur les cartes et de sérieuses modifications ayant été introduites dans Moonraker en fin d'année passée (novembre / décembre 2022) demanderaient là aussi un peu de travail pour rendre le tout compatible (chemins d'accès, base de données, etc.) : Avant d'aller plus loin avec l'écosystème Klipper, revenons au système d'exploitation proposé par Qiditech (Armbian buster). Mise à jour du système En remarque préalable, aucune notification de la part du système ne nous signale quand / s'il y a une mise à jour disponible . C'est à l'utilisateur d'aller consulter soit le Github de la X-Max3 ou cette page du site Qiditech. Mince, une mise à jour «toute» fraiche est proposée (début septembre), une version v4.3.8. Ce sera la seconde depuis réception de cette imprimante. D'origine, la version système était en v4.3.3 passée après une première mise à jour en v4.3.6 : Je vais profiter de cette nouvelle mise à jour (v4.3.8) pour reprendre les étapes : récupérer l'archive via le lien plus haut, décompresser celle-ci, copier le dossier QD_Update avec son contenu (contient trois fichiers: printer.cfg, QD_Max_SOC et QD_Max3_UI5.0) à la racine d'une clé USB formatée FAT32, sectorisation de 4Ko, sans nommer cette clé (Qiditech fournit une jolie clé USB de 16Go) après avoir éjecté cette clé du PC, l'insérer dans la prise USB en haut à l'arrière droit de la X-Max 3, via l'écran tactile, accéder à la page d'informations système, puis cliquer sur le bouton Updating Au bout d'un moment (très rapide en fait), cette page s'affiche Éteindre l'imprimante et bien attendre au moins 30 secondes (le super condensateur de la carte contrôleur doit se décharger) avant de rallumer. L'écran quasi «blanc» est très peu lisible mais on arrive à distinguer que quelque chose se passe (le pourcentage croit régulièrement mais lentement ainsi que le nombre d'octets transférés. La communication se fait à 115200 bauds, Il y a une vingtaine de méga octets à transférer (probablement le firmware de l'écran (QD_MAX3_UI5.0) flashé en mode série)… Et c'est très très très long (entre une demi-heure et pas loin de quarante minutes lors de ma première mise à jour) Il vaut mieux que durant cette mise à jour, il n'y ait pas de coupure de courant Finalement après avoir patienté (un bon thermos de café), le système redémarre, la page «à propos» affiche la nouvelle version (4.3.8) ainsi que deux boutons supplémentaires (Restaurer les réglages «usine» et Activer/Désactiver la mise en veille de l'écran) Pour des mises à jour, j'ai déjà connu mieux et surtout plus rapide. Un point que Qiditech devrait améliorer à mon avis . Autres remarques: Cette mise à jour remplace purement et simplement le fichier «printer.cfg» donc si des modifications y avaient été faites, elles seront perdues sauf si une sauvegarde a été réalisée, Après cette mise à jour du système, il faut refaire deux étapes d'étalonnage (à cause du point précédent , les paramètres des résultats des calibrations en fin du ficher sont effacés (la section SAVE_CONFIG DO NOT EDIT)) : Zoffset et topographie du plateau («bed mesh»), Compensation de résonances (Input shaping) L'historique des impressions est remis à zéro et ce point là est vraiment «pénible» Survol du système, de Klipper et Moonraker L'accès ssh permet d'obtenir plus d'informations sur les versions installées même si la page d'informations système de Fluidd donne déjà des indications pour Klipper, version ancienne 0.10 Comme on l'a vu précédemment, la page des mises à jours de KIAUH affiche les versions installées et celles en cours des dépôts Github. Aucun des composants n'est récent: Klipper: v0.10.0-530, actuellement 0.11.0-267 Moonraker: v0.7.1-600, actuellement 0.8.0-138 Fluidd: v1.19.0, actuellement 1.25.2 Klipperscreen: v0.2.4-14 actuellement 0.3.4-14 Le système Armbian lui non plus n'est pas «up to date». Un «git status» dans chacun des dossiers (Klipper, Moonraker et Klipperscreen) apporte les informations indiquant quels fichiers ont été modifiés par rapport aux versions officielles De plus dans dossier QD_Update ayant servi à la mise à jour, le fichier QD_MAX_SOC (mise à jour partielle de l'OS) est une archive qui contient elle-même une archive data.tar. Son contenu permet de connaitre quels fichiers sont ajoutés et/ou remplacés dans le système Armbian Contenu de l'archive data.tar /home/mks /home/mks/klipper/klippy /home/mks/klipper/klippy/extras /home/mks/moonraker/moonraker/components /home/mks/moonraker/moonraker/components/file_manager /home/mks/moonraker/moonraker/components/file_manager/update_manager /home/mks/klipper_config /root En conclusion de ce survol rapide, Qiditech utilise des briques logicielles «Open source» mais à partir de versions datées. Qiditech a modifié un peu Klipper et Moonraker pour prendre en compte leur écran 5" associé à son serveur X (xindi). C'est la raison pour laquelle, ce constructeur recommande de ne pas faire de mise à jour mais d'utiliser plutôt ses propres mises à jour, voir cette page. C'est certainement, à l'heure actuelle, l'imprimante respectant le plus la philosophie Open source et ses licences (GPL principalement). Ultérieurement, je me pencherai plus sur la faisabilité de mettre à jour Klipper et consort dans leurs versions «vanilla». Cela nécessitera certainement de reflasher Klipper pour la carte contrôleur et la carte fille de l'extrudeur, rien qui ne me semble insurmontable mais l'objet du test de la Qidi X-Max 3 n'est pas là (j'ai encore quelque filaments à tester ). Les seules modifications / mises à jour que je me suis permis de réaliser sont : via KIAUH, mise à jour de Fluidd et instalation de l'interface Web Mainsail Les deux interfaces Web fonctionnent (Fluidd via le port 10088, Mainsail via le port 80). Mainsail signale juste qu'il serait bien de mettre à jour les versions de Klipper et moonraker pour profiter de toutes ses fonctionnalités ce n'est peut-être que sur mon imprimante mais les dates et heures n'étaient pas actualisées. Après analyse, il apparait que deux daemons de synchronisation de l'heure sont activés et visiblement entrent en conflit et se mettent en échec (chronyd et systemd-timesyncd) : Etant plus familier de chronyd que du systemd, volià les étapes que j'ai utilisées: Désactivation de systemd-timesyncd systemctl status systemd-timesyncd systemctl stop systemd-timesyncd systemctl disable --now systemd-timesyncd.service systemctl status systemd-timesyncd Modifications du fichier de configuration (serveur de temps): cat /etc/chrony/chrony.conf sudo nano /etc/chrony/chrony.conf sudo systemctl restart chronyd systemctl status chronyd chronyc sources date chronyc tracking Maintenant les dates et heures correspondent La plupart de mes matériels (imprimantes 3D, Lasers, …) sont équipés de caméras permettant de surveiller mais aussi de prendre des clichés, des vidéos. D'origine, Qiditech n'a pas de caméra. Qu'à cele ne tienne et à l'impossible nul n'est tenu. J'avais en stock une Webcam qu ne demandait qu'à être utilisée et installée. C'est chose faite (Fluidd) : Le trancheur QIDITECH, QIDISlicer Pour ses imprimantes «série 3», Qiditech ne base plus son trancheur (slicer) sur une version de Cura mais utilise comme base Prusaslicer, lui-même basé sur Slic3r, … Dans le respect de la licence, Qiditech ouvre son dépôt Github accessible ici (dernière version v1.0.5 de fin août 2023), le trancheur est aussi téléchargeable via cette page (un manuel succinct mais suffisant est également de la partie) Les profils de ses imprimantes récentes ainsi que ceux des filaments sont évidemment intégrés. Pour ceux préférant / utilisant un autre trancheur, Qiditech fournit également des profils (pour le moment Prusaslicer, Simplify3d, (Cura à venir)) ou signale que Orcaslicer peut être utilisé (pas utilisé car pas fan du tout d'une inscription obligatoire pour pouvoir utiliser ce logiciel). Dans l'ensemble, c'est le trancheur que j'ai utilisé pour tous les tests d'impression. Basé sur Prusaslicer, seules quelques modifications cosmétiques ont été apportés. Il y a juste deux onglets ajoutés: L'onglet (Device) permet dans un premier temps de paramétrer la connexion réseau vers la X-Max 3 (un didacticiel animé prend en main l'utilisateur), une fois paramétrée, la sélection de cet onglet affiche l'interface Web directement dans le trancheur L'onget (Guides) donne accès à des didacticiels animés à propos de quelques manipulations de ce trancheur: Même si l'accès à Fluidd peut se faire via Qidislicer, je préfère y accéder via mon navigateur (Firefox ou Vivaldi), je peux y régler la taille et le nombre de colonnes de ce qui est affiché (CTRL + / CRTL -) : La version de Qidislicer que j'avais installée était la version 1.0.4. Dernièrement, j'ai vu surgir cette fenêtre Mise à jour effectuée sans soucis. Voilà c'est terminé pour cette fois, en espérant n'avoir été ni trop long ni trop court (contrepéterie inside ) Pour les tests d'impression, vous pouvez aller consulter le test complet : https://www.lesimprimantes3d.fr/test-qidi-x-max-3-20231010/








 1 point
1 point














.thumb.jpg.987da816bbdb87b15f15c78ecabcf834.jpg)