Classement




Contenu populaire
Contenu avec la plus haute réputation dans 11/09/2023 Dans tous les contenus
-
Je rappelle que ce que l'on cherche à compléter est un glossaire pas une encyclopédie sinon à l'allure où ça va on suit le chemin des Académiciens.5 points
-
Le problème avec le brise chaleur, c'est que l'on ne peut pas écrire l'accent Canadien avec3 points
-
Pour le "heatbreak" je proposerai bien "barrière thermique"3 points
-
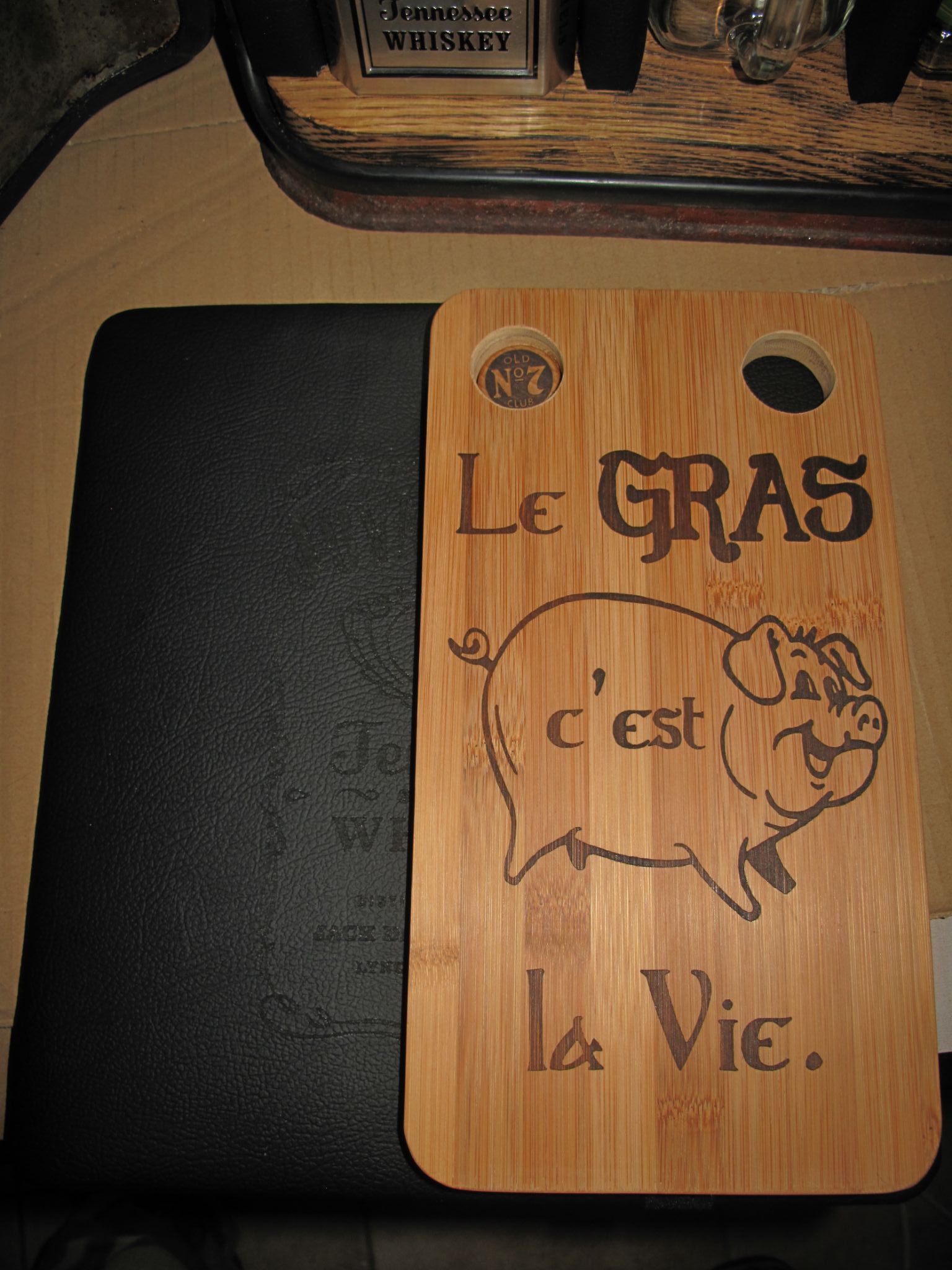
Gravures sur la planche finies
 3 points
3 points -
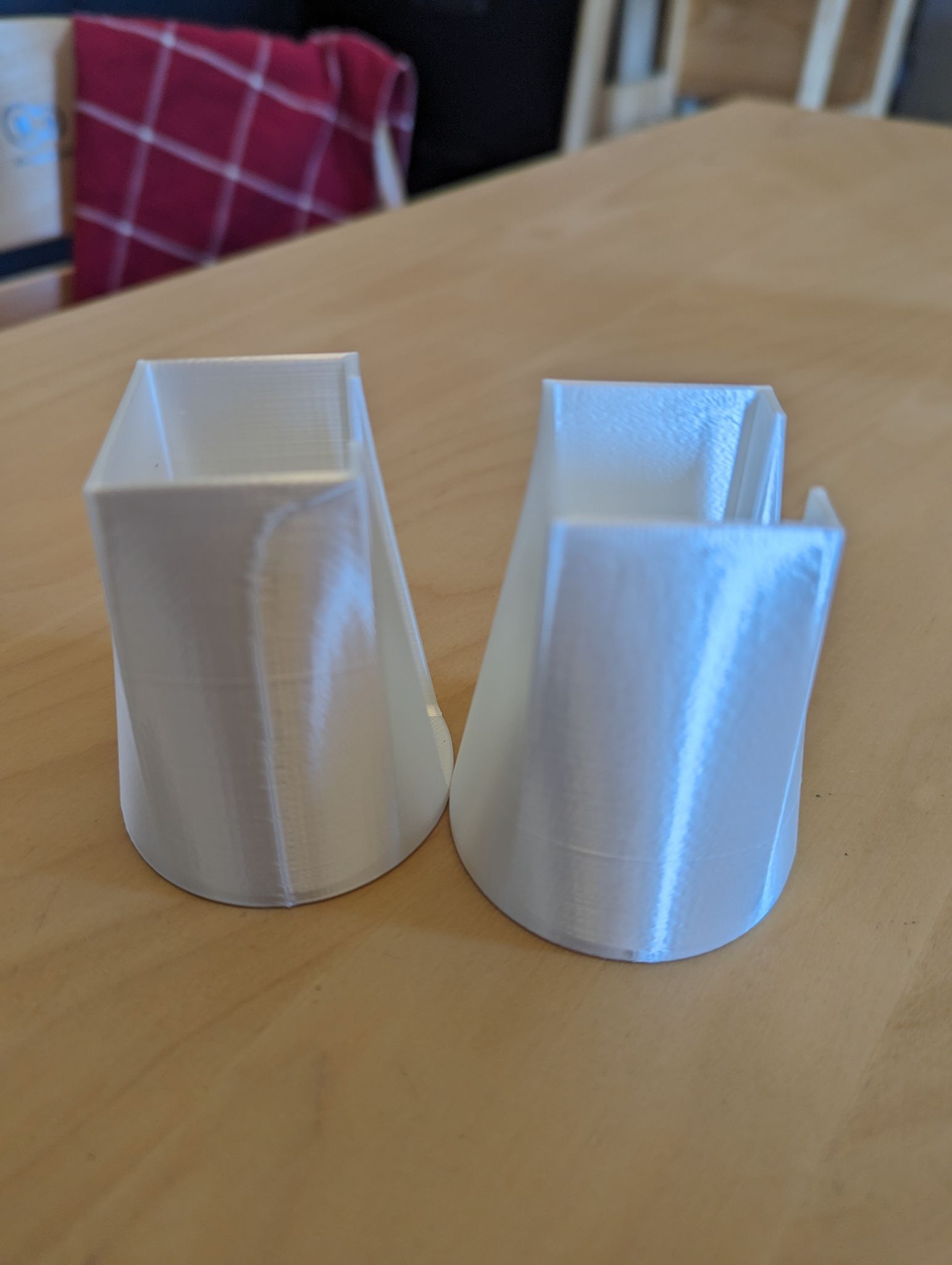
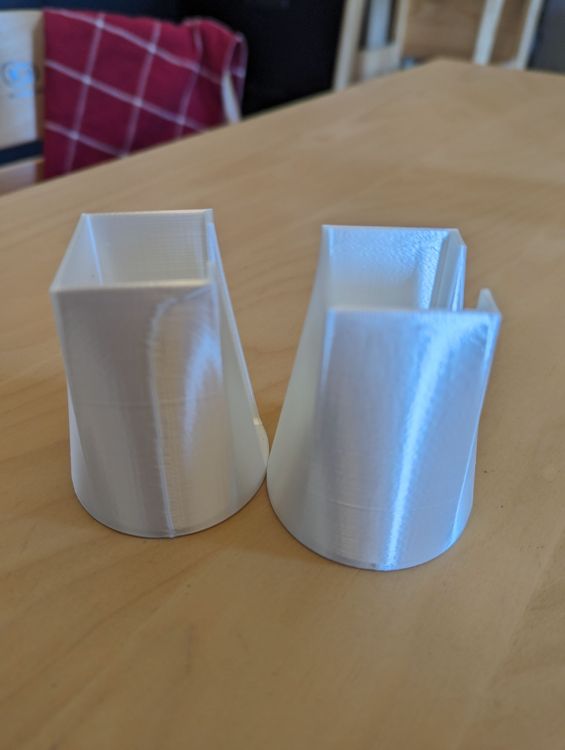
Je vous fait un petit retour de débutant sur cette machine et un comparatif avec la voxelab Aquila S3 du même coup. D'abord la Ender 3 V3 est bien plus simple à monter que son homologue (les 20 minutes annoncées sont mêmes larges). J'avais mis 2h à monter l'autre et avec pas mal de sueur en plus . À noter que la creality fait un bruit bien moins important à l'usage (la faute au petit ventilateur de l'extrudeur de la Aquila tout petit et qui fait un bruit très aiguë) Le logiciel de découpe 3D creality print est plus complet mais du coup moins beginner friendly que le logiciel voxelmaker. Cependant je pense que creality sera à l'usage plus pratique après la prise en main initiale. L'insertion/extraction du filament : les 2 machines ont les fonctionnalités "identiques" insertion/extraction "automatisés". J'ai renvoyé la Aquila car le finalement ne s'est jamais extrait malgré plusieurs tentatives. La Ender fait sortir le filament sans problèmes ce qui évite également pas mal de sueur pour changer de bobines. Le plus important : l'impression ! J'ai choisi un impression standard à chaque fois et les pièces sont issues du même filament. On y voit pas mal de petites différences de qualité pour un temps d'impression identique. La pièce issue de la Ender V3 est à droit, Aquila à gauche. Force est de constater que l'impression de la Ender est un cran au dessus. Il y a moins de stries, les bords sont plus nets et le socle mieux rempli. A prix équivalent je trouve la creality bien plus facile à vivre.
 3 points
3 points -
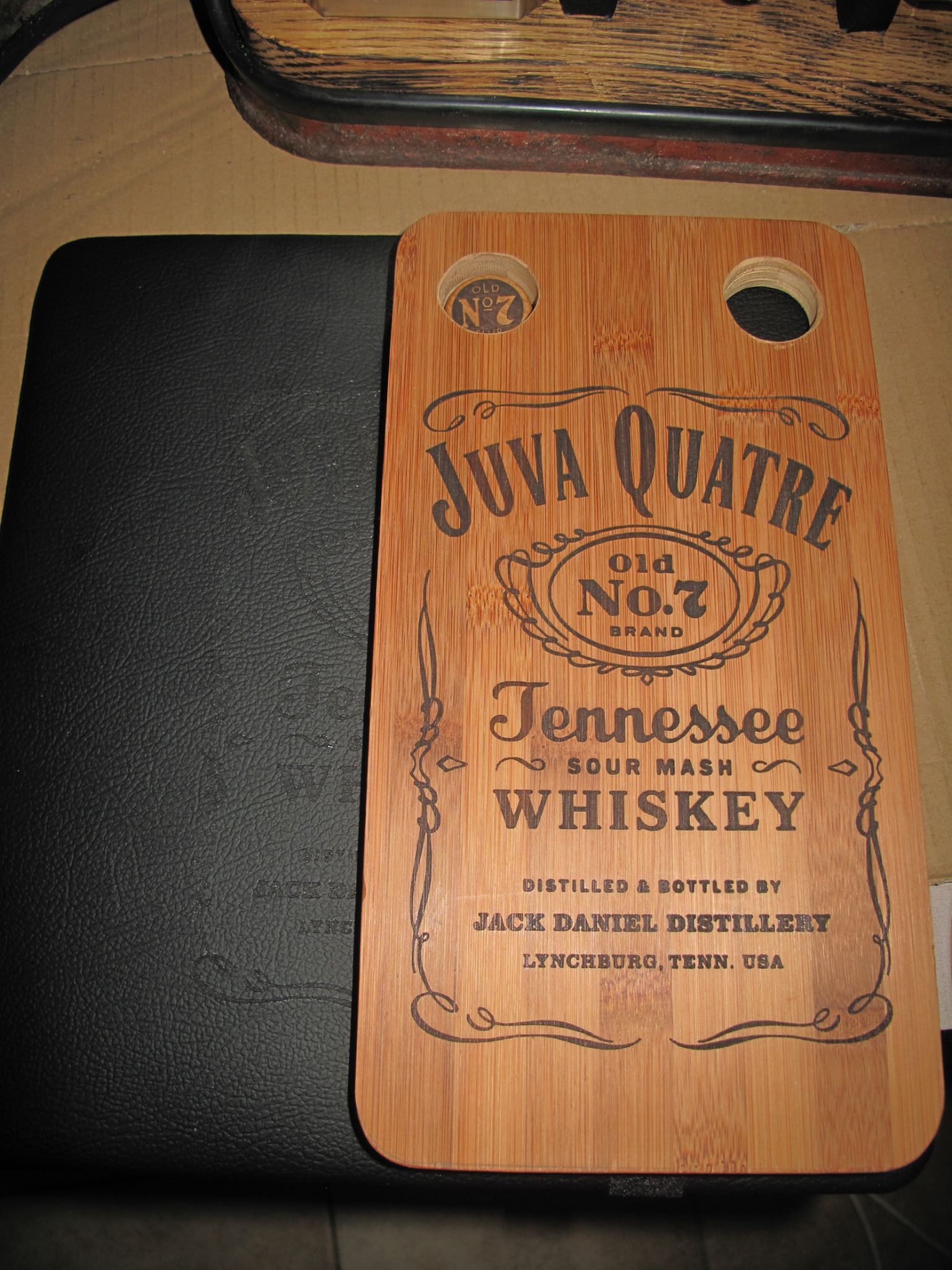
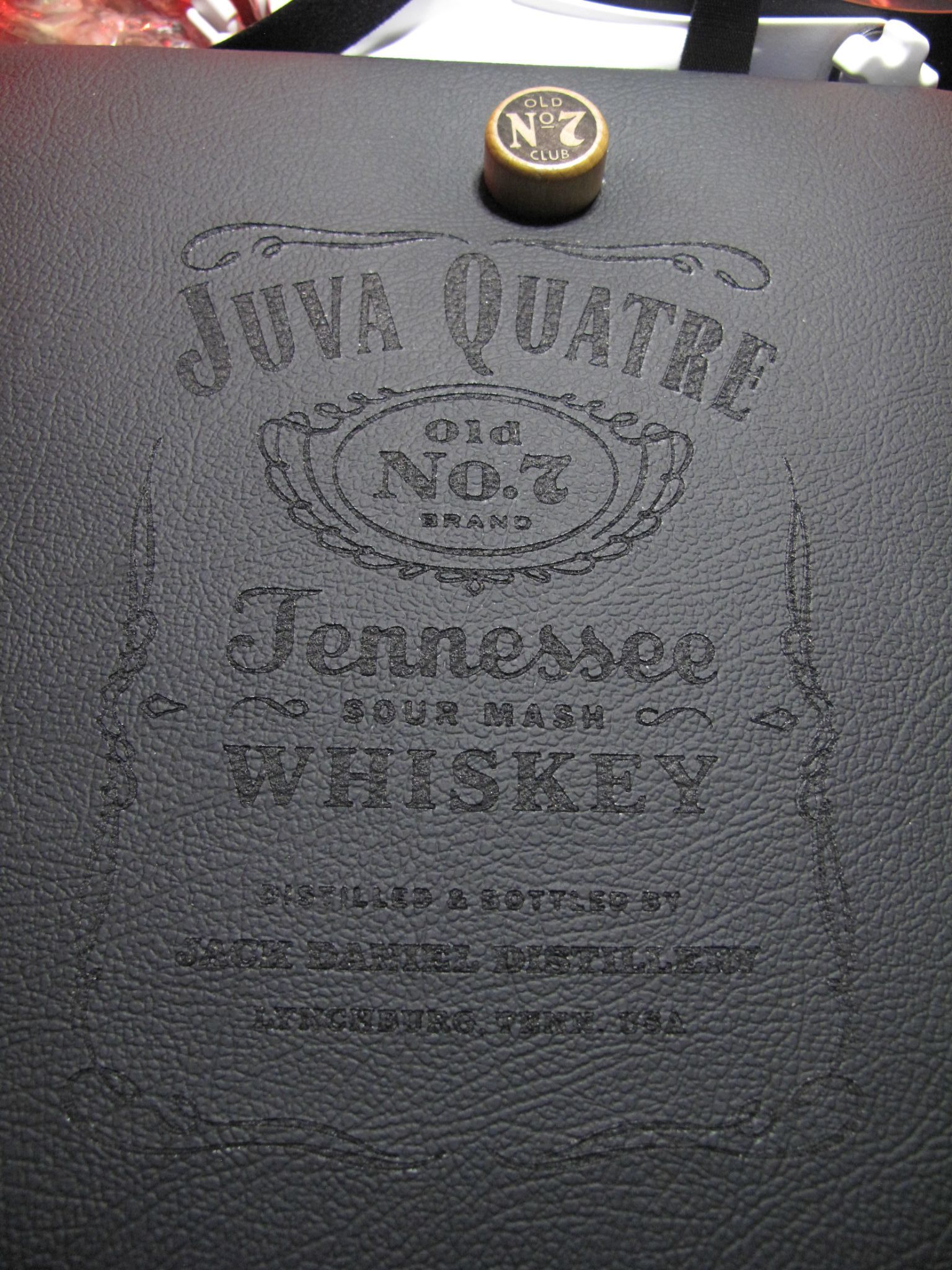
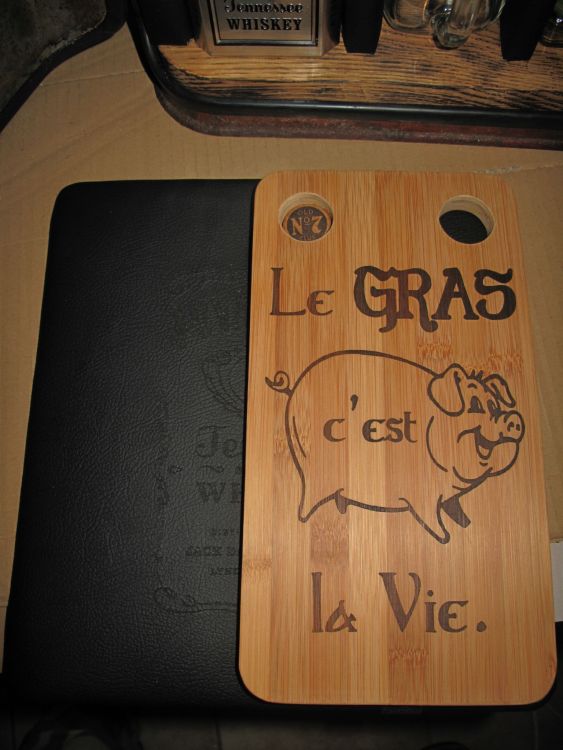
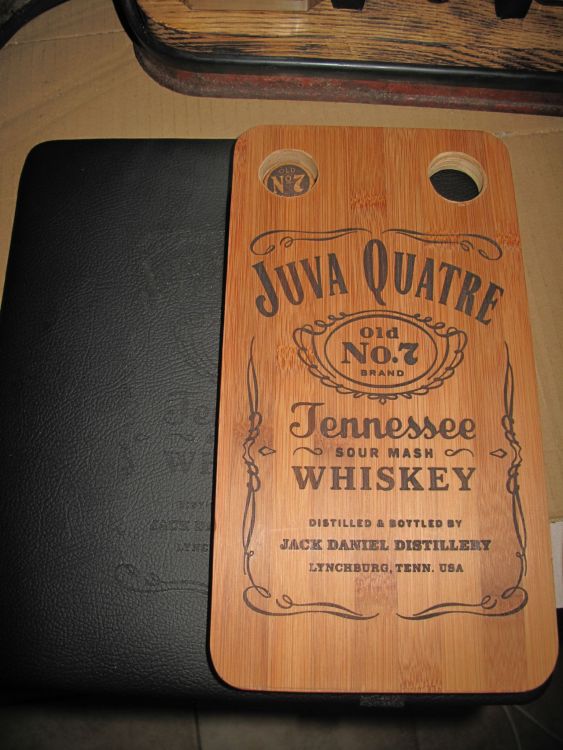
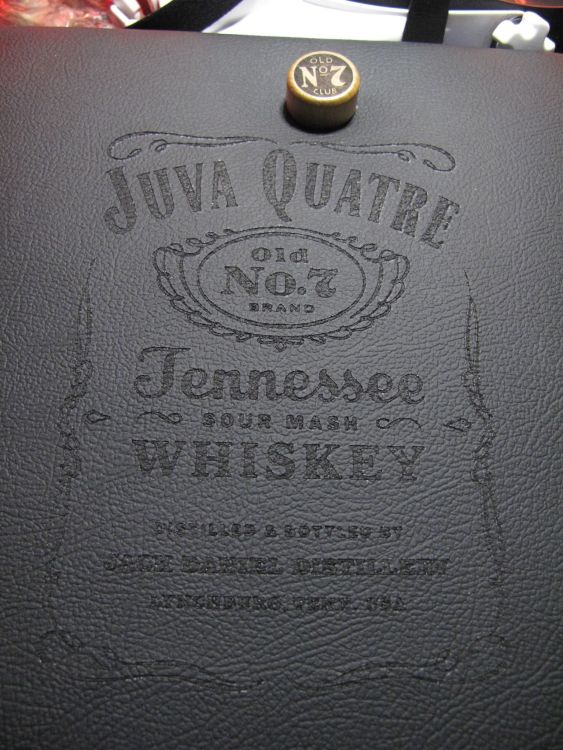
Aménagement de l'arrière avec quelques impressions 3D, table et chaises sous la malle, la roue de secours est fixée par 2 vis et écrous avec 2 "calle" en 3D entre le support et la jante, la sangle n'est la que pour la déco, sous la roue il y a une réhausse en 3D, la sangle est prise dedans (j'ai pas pensé à faire de photo). "bouchon" pour la finition Le jerrycan étant troué, je l'ai un peu customisé... Gravure laser sur "cuir" végétale Je doit encore fixé le cache sur la porte mais j'attend de recevoir le couteau (pour le saucisson) et l'ouvre bouteille car sur cette partie, il y aura accroché, la planche à découpé gravée au laser, un couteau et un ouvre bouteille. J'attend aussi le décapsuleur qui sera fixé sur le côté extérieur du jerrycan, avec ça on est prêt pour tout les rassemblements...




 3 points
3 points -
A toutes fins utiles, ce forum est en langue française. Je trouve dommage de devoir se plier à la facilité en utilisant le terme anglais pour le lit d'impression constitué d'un plateau la plupart du temps chauffant (plateau sensé donner une planéité) recouvert d'une «couverture» (glace, miroir, fine tôle avec un revêtement permettant une accroche, plaque FR4, …). Idem pour le terme anglais «mesh» dont le français est «maillage»; il n'y a que pour «heatbreak» que je n'ai pas encore trouvé de traduction qui me satisfasse (coupe chaleur ?). Sinon, autant aller jusqu'au bout et ne proposer que des définitions en anglais. Quand les termes français existent et ne portent pas à confusion, pourquoi être plus royaliste que le roi ? Ceux qui me lisent depuis plus de 7 ans connaissent mon attachement à ma langue natale et ce n'est pas aujourd'hui, à mon âge, que cela va changer Pour en revenir à la définition du décalage en Z, le plus simple serait d'avoir une définition pour «Zoffset de sonde» ou «Décalage en Z de sonde» (acception la plus courante (pléonasme) de «Zoffset»).3 points
-
Par contre en 2022 leurs filaments étaient visiblement incroyablement bien rangés, alors que bon en vrai un an plus tard c'est devenu juste des bobines normales un peu foutraques ! ("Fake it until you make it", comme disait l'autre)
 2 points
2 points -
Sinon, c'est bien ce que je disais: une formule mathématique2 points
-
il évite que la fusion du filament remonte au delà du bloc de chauffe. Afin d'éviter des colmatages.2 points
-
@Colinette Mon expérience TPU pour l'instant s'arrête en gros, à environ de 900g de TPU 95A de chez e-Sun (violet- transparent) donné pour 200°-220°C, imprimé vers 205-210, sur le lot du même filament plus récent (donné pour 210-230). Dans les points que j'ai notés : Ender 3 V2 direct drive miniXtrudeur et hotend stock (PTFE débouchant sur la buse) déserrer la vis de pression sur le filament de l'extrudeur, pour le TPU on doit voir à peine les crans sur le filament. Vitesse d'impression plus lente sur une ender 3v2 vers 35 mm/s ventilation max 50% ou moins (stringing) je ne souviens pas de problème d'adhérence particulier ( en dehors des jupes et bordure, plus difficile à enlever) (plaque verre carborundum) Le TPU n'aime pas trop les "porte à faux", si en couche de 0.16mm pour le PLA on peut aller jusqu'à presque 70° pour le TPU c'est nettement réduit plutôt 40-45. Certains modèles à éviter, donc. Les supports ont tendance à bien coller sur la pièce. Comme le TPU n'aime pas trop les ponts aussi, remplissage vers 10% si tu montes plus haut la pièce devient plus rigide. Si as des supports un peu haut type tube, ils ne cassent pas mais ils bougent beaucoup, trop souple et perte en prècision. J'ai fait une série de 6 gros pneus pour une maquette type rover. impression pour chaque 10_12 heures. étalées sur une bonne semaine, pas de probléme d'humidité en laissant la bobine en place. Pour te faire la main (et les réglages), le mieux est de commencer par faire quelques boîtes en 0.8mm de paroi. et voir les retours de @PPAC2 points
-
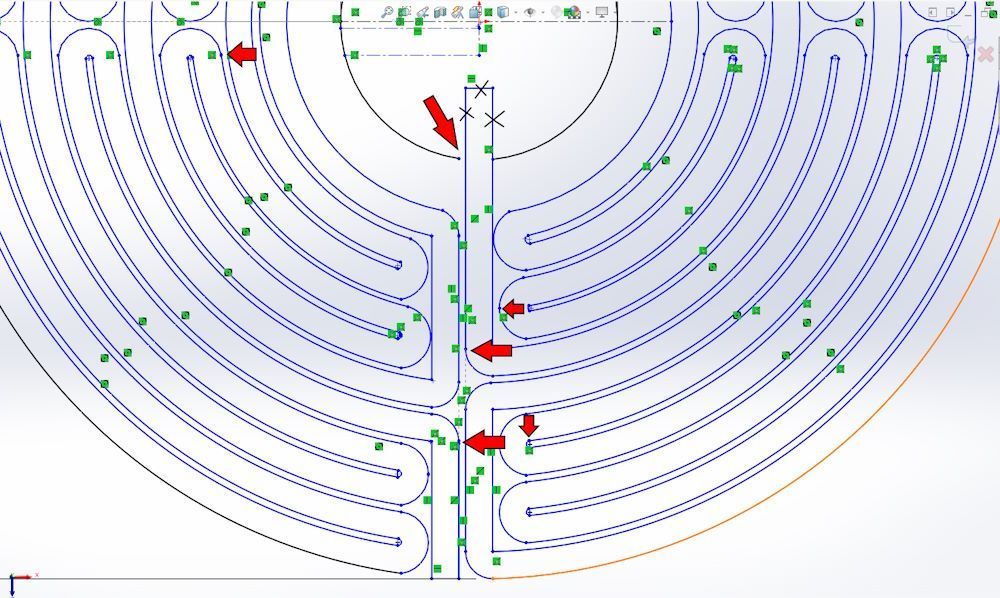
Salut, Pour pouvoir extruder un contour, il faut qu'il soit fermé. Or ce n'est absolument pas le cas, comme le montre la copie d'écran ci-dessous. Sans compter le trou béant central, à quasiment chaque raccordement d'arcs de cercle, tu as des chevauchements qu'il faut supprimer. En voici quelques exemples:
 2 points
2 points -
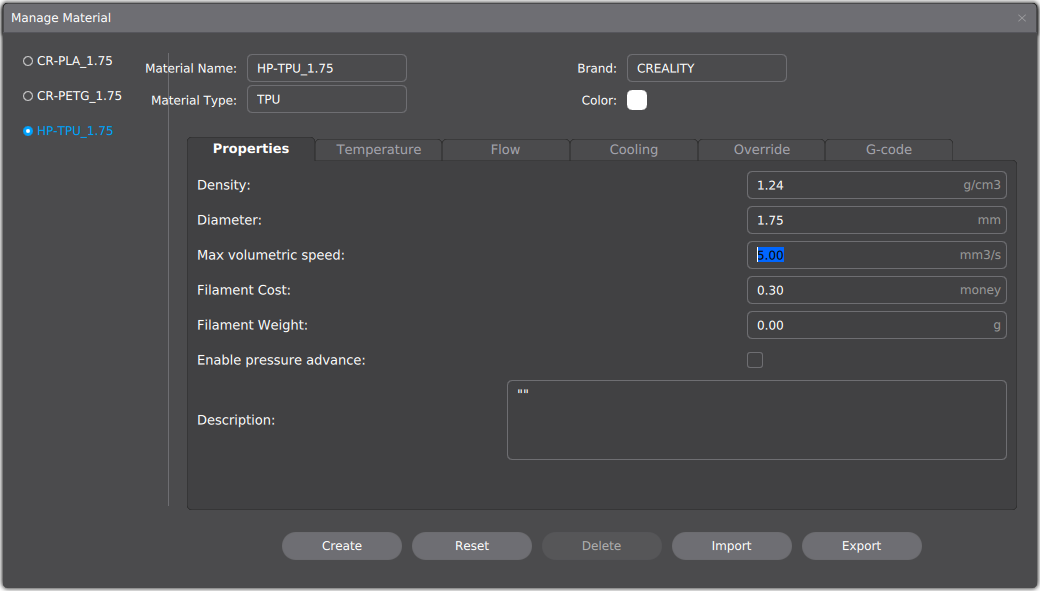
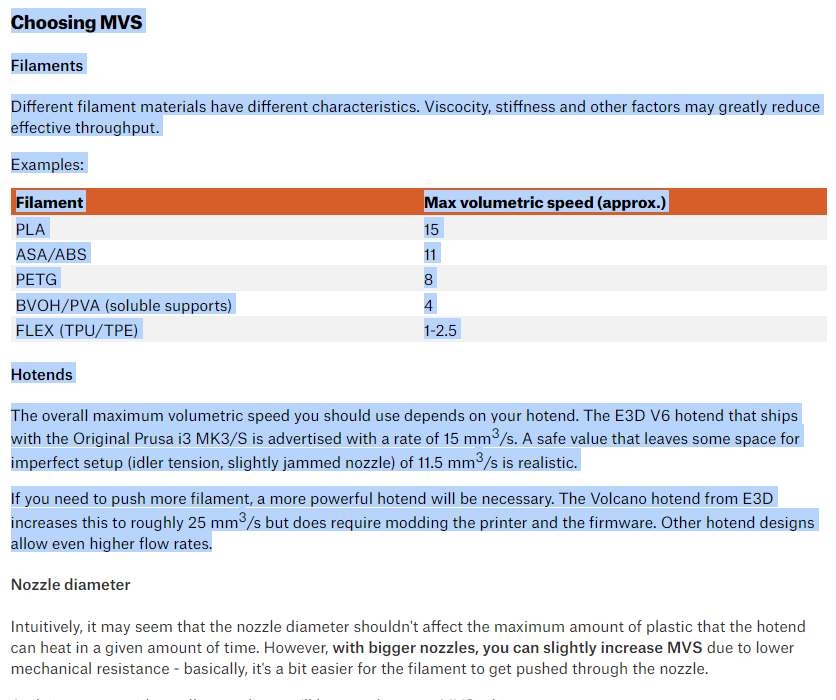
Tu semble avoir donné les points clés que j'avais oublié de mentionner. Merci Edit > Sinon @hyoti, si je te dis que, pour une buse de 0.4 mm de diamètre, avoir un "Max volumetric speed" = 5.00 mm³/s, alors cela devrait limiter les déplacements d’extrusion avec une vitesse de max ~= 39.81 mm/s. Calcul : Vitesse max = "Max volumetric speed" / (Pi * "rayon de la buse"^2) = 5.00 / (3.14 * 0.2^2) ) = 39,808917197 Cela te semble cohérent ou je me suis trompé car il me manque l'age du capitaine ? Merci.1 point
-
Bonsoir, Merci à tous pour vos conseils. J'ai monté l'imprimante ce soir en 20 minutes, déballage compris. Je n'ai eu qu'un souci de précision quand il s'agissait de bloquer le câble qui va à la tête ; il faut le glisser dans un petit goulet et j'ai trouvé l'opération assez approximative (mais je suis toujours trop prudente avec la nouveauté !). J'ai pu tester l'auto-leveling et mes résultats sont moyens il me semble (1,1mm d'écart en diagonale). Il n'y a rien à faire j'imagine. Il y a une petite LED colorée dans la tête, c'est joli.
 1 point
1 point -
J'ai déplacé les commentaires sur le "maximum volumetric speed (mm³/s)" dans un autre sujet1 point
-
vs max volumetric speed "MVS" = 5.00 mm³/s, hauteur de couche "LH" = 0.2 mm, largeur de ligne "LW" = 0.4 mm ( cf buse de 0.4 mm de diamètre ) Calcul "vitesse max"= MVS/(LH*EW) = 5÷(0,2×0,4) = 62.5 mm/s et Zut ... ma formule calcul "un autre genre de vitesse max" que chez Prusa ... mais alors de quoi ? Edit > mais faire des hauteurs de couche de 0.2 mm avec une buse de 0.4 mm de diamètre c'est être en limite basse ... il me semble que l'on parle de limiter la hauteur de couche a 0.8 * le diamètre de la buse, ce qui donne 0.32 mm pour la hauteur de couche. max volumetric speed "MVS" = 5.00 mm³/s, largeur de ligne "LW" = 0.4 mm ( cf buse de 0.4 mm de diamètre ) diamètre buse = 0.4 mm hauteur de couche limite "LH" = diamètre buse * 0.8 = 0. 32 mm Calcul "vitesse max"= MVS/(LH*EW) = 5÷(0,32×0,4) = 39,0625 mm/s et là cela tombe mieux1 point
-
Dans son article, les points intéressants sont : d'où vitesse max= MVS/(LH*EW)
 1 point
1 point -
pas de possibilité de changer de diamètre de buse de la Ender-3 V3 SE, avec Creality Print, donc je ne sais pas. Mais je suppose que oui. Expérimentalement, j'image qu'on fait des essais des vitesse d’extrusion de disons 10 cm de filament en hauteur ( a une température, pour un filament, pour une tête donnée ) et quand l'extrudeur patine pour pousser ou que le boudin extrudé n'est pas beau alors on se dit j'ai atteint la limite. Mais pour ensuite du "G1 E100 Fqqchose" arriver a la valeur du "max volumetric speed" j'ai pas encore cherché/trouvé la formule.1 point
-
Sûrement ou semi-empirique ! doit rentrer en compte plein de paramètres : puissance de chauffe, température, longueur de buse, les différents matériaux de l'ensemble de chauffe, conductivité thermique, Cp, perte, viscosité du filament fondu,gradient de température ,.... pas si simple, on doit pouvoir trouver des éléments.1 point
-
Selon Papa Prusa : Max volumetric speed = Layer Height × Extrusion Width × Speed https://help.prusa3d.com/article/max-volumetric-speed_1271761 point
-
Une formule mathématique, non ?1 point
-
@PPAC C'est tout à fait cohérent, Est-ce que la "max volumetric speed" varie avec la taille de la buse. Sais-tu comment ce paramètre est déterminé ? Merci.1 point
-
Tiens je me demande comment nos amis canadiens traduisent Heatsink dans les règles de l'art ? évier à chaleur, siphon à chaleur, ......? @PierreG1 point
-
Ah oui ça bouge un peu, y a plus rien d'autre que ma K1 sur la table basse, tout tombé par terre. ^^ Bon par contre hier soir j'ai fait une impression en mode quality pour une amie et j'ai fini par virer la détection des erreurs par IA suite à trois fausses détections d'affilées, heureusement j'étais à côté de la machine et le truc cool on peut virer l'option pendant l'impression sans problème.1 point
-
Si c'était aussi simple Le coupe chaleur, barrière thermique (c'est la traduction que j'avais utilisée pour la photo ci-dessus) possède trois zones : celle située dans le bloc de chauffe où le filament est en phase liquéfiée, liquide (attention ce n'est tout de même pas aussi fluide que de l'eau) et peut donc être extrudé sur le lit d'impression, celle située dans le radiateur de la tête (souvent refroidi dynamiquement par un ventilateur), où le filament doit êtres solide pour pouvoir être poussé vers la zone chauffée la «barrière» entre ces deux zones où le filament n'est plus totalement solide mais pas encore non plus liquide (température un peu au-dessous de la température de transition vitreuse) L'important avec une barrière thermique (heatbreak) est la zone 2: le filament ne doit pas commencer à s'y ramollir sous peine de colmatage. Faut-il ajouter / compléter avec le diamètre de cette barrière : 5 mm => modèle traversant (passthrough), un tube PTFE y passe et va jusqu'à la buse 2 mm => modèle tout métal (full metal (jacket)), le PTFE s'arrête plus haut dans la zone 2 Ces données s'appliquent à un filament de 1,75 mm de diamètre1 point
-
J'allais poster la photo mais j'ai été grillé Pour le coup je ne vois pas ce qu'il y a de neuf1 point
-
Un dispositif réduisant la transmission de la chaleur issue du bloc de chauffe vers le restant de la tête d'impression. Il isole la phase liquide, extrudée par la buse, du reste de la tête. J'ai une petite aversion pour les expressions de nos amis québécois qui, de par la loi 101, ont une tendance à traduire parfois littéralement les termes anglo-américains. Autant j'adore "divulgacher" par exemple (bien mieux que "spoiler") autant le "brise chaleur" me laisse dubitatif.1 point
-
Par exemple là, https://www.crealitycloud.com/software-firmware/software pas besoin de l'imprimante pour se faire la main dessus, il est quand même un peu différent des autres (tu trouveras ideamaker simple après) pour voir le contenu des profils d'impression il faut faire édit et ensuite mettre advanced.1 point
-
Malgré ce que j'ai posté mi juillet, quelques temps après j'ai rencontré des problèmes de premières couches avec un plateau a 55°. Du coup, j'ai investigué un peu plus pour arriver a la solution suivante, qui depuis un mois et demi et quelques trentaines d'impressions, s'est avérée parfaite : Cool plate (j'ai imprimé du PLA à 35° de plateau et du PVA à 40°) : 3DLAC Ingineering plate : (impression de TPU (35°), ABS (90°), ASA (90°), PA66 (110°), PETG(75°)) : DimaFix et attente que la plaque redescende en dessous de 50° pour un décollement facile. Et quand ca devient trop sale, un coup d'alcool isopropylique , un coup du spray qui va bien, et ca repart ! "L'expérience est une lanterne que l'on porte sur le dos et qui n'éclaire jamais que le chemin parcouru"1 point
-
Je confire que 5 couches et je n'ai plus de trou dans les couches supérieures. J'en ai même profité pour rajouter l'option de lissage sur les couches.1 point
-
Salut, Alors, de prime à bord, il y a des soucis d'esquisse: - Le symbole (-)devant un noms d'esquisse signifie que ton esquisse est sous contrainte (bleu dans SW), c'est a dire que si tu attrape un point ou une ligne (bleu) et que tu tire, ton esquisse va finir en vrille. C'EST VITAL d'avoir des esquisses "totalement contraintes". -Tu as egalement des relations perdues, par exemple, beaucoup de cercles non tangents aux arcs de cercles. Ils sont sequents en 2 points, voila ce genre de truc qui cloche. - Tu as egalements quelques lignes qui se chevauchent, c'est pour ça que la selection est partielle. Sur quelle base est-tu parti pour créer cette esquisse? car il manque beaucoup de cotes!1 point
-
Ok merci j'avais verifié mais même en vérifiant en agrandissant presqu'à fond je n'avais pas vu toutes ces lignes qui se chevauchent Je suis (suivre !) donc la ligne très agrandie et vais de problème en problème Pour le centre il n'est pas fini ainsi que la couronne ( il y a 6 pétales) et avant de les dessiner je ne voulais que tester le ruban Y a t-il une commande spécifique pour trouver ce genre d'erreur car SW 2018 ne me signale rien . Merci à vous deux pour cette aide1 point
-
Salut @Sam86si tu as un besoin important de pièce TPU il te faut avant tous de préférence une imprimante avec un direct drive, la Sovol SV06 est un assez bonne machine la seul amélioration importante que mes potes qui la possède ont effectué dessus c'est le remplacement des roulements par des roulements plus silencieux. La SV07 j'ai un avis plus mitigé perso j'ai pas compris pourquoi il n'avait pas utiliser une structure de SV06 passer sous klipper. La Neptune 4 pro j'ai un ami de longue qui la reçoit dans quelques jours j'aurais des retours plus concret prochainement mais sur papier cette machine est vraiment intéressante en tout cas. Une des 2 nouvelles imprimantes de FlashForge pourrait aussi être un super choix sur papier, à savoir la 5M en précommande à 399€, cette dernière est de format Core XY rapide rigide, avec plateau magnétique et un système de Tête a changement de buse ultra rapide en 3s, elle gère le TPU sans aucun soucis. Après faut malgré tout resté a l'ecoute des premier retour qui auront lieux mais j'avoue que c'est une machine (dans mon cas sa grande soeur la 5M Pro) que j'aurais envie de tester sa tête d'impression d'interpelle.1 point
-
https://all3dp.com/2/z-offset-3d-printing-how-to-adjust-it/ bonne lecture... A moins de distinguer : le Z-offset décalage que l'on souhaite avoir par rapport à l'altitude z=0 normale pour effectuer une impression sur une pièce présente sur le plateau ou pour l'affinage de la position de la buse. le Probe Z Offset qui lui représente le décalage entre le déclenchement d'un capteur et la buse Mais je pense que ça va apporter de la confusion...1 point
-
Je ne suis pas d'accord : pour le nivellage, pas besoin d'un Z-Offset... On pourrait palper à n'importe quelle hauteur (tant que la sonde touche le lit), car ce qu'on cherche pour le nivellage, c'est la différence de hauteur des points palpés afin d'en extrapoler les corrections à apporter. (oui je suis aussi un peu têtu mais il faut bien que ce glossaire soit juste...) Et à partir du moment où la sonde remplace la butée Z alors il y a un Z offset. Sortons des préjugés et autres dogmatismes : cf. la deuxième citation de @PPAC dans son dernier post ci-dessus.1 point
-
Rupteur thermique. Car c'est bien son utilité. Un dispositif réduisant la transmission de la chaleur en provenant du bloc de chauffe, vers le restant de la tête d'impression. Je comprends hautement ton souci linguistique que j'approuve, mais je vais prendre le cas d'un utilisateur dont la langue française est absente de sa machine, il va chercher dans le glossaire à quoi correspond le terme. Dont la traduction se trouve dans la définition, après le terme anglais ne lui sera plus étranger. Si dans notre belle langue nous avons un mot pour tout, l'anglais aussi1 point
-
Ce qui me gêne dans cette phrase, c'est qu'on fait référence aux conditions d'impression de la première couche. Certains pourraient croire que "décalage en Z" comprend la hauteur de la première couche (alors que cette dernière est fixée par le slicer ou trancheur pour les puristes francophiles). J'ai d'ailleurs lu sur un autre forum que le "décalage en Z" (y'a pas, je préfère z-offset, même si dans le Larousse, offset existe en français mais veut dire autre chose) comprend la hauteur de la première couche... Aussi je propose de remplacer cette phrase par : Le "décalage en Z" est une valeur de compensation pour ajuster la distance entre le nez de la buse et le plateau (ou lit d'impression), en condition de température de la première couche pour la buse et le plateau (tous les deux propres), dans le but d'obtenir une impression adéquate de la première couche. Mais ce n'est qu'une propal car le texte est déjà correct.1 point
-
Cela n'est pas un Tuto. Mais juste un fichier d'impression normalement pour une "Ender-3 V3 SE" mais qui embarque une vignette ( qui n'est pas affiché avec ma "Ender-3 V3 SE" et je me dis que peut être ils ont utilisé un profil de "Ender S1" avec donc la vignette pour ta machine.firmware... ) En fait la difficulté c'est de connaitre le format et taille en pixels attendus par le firmware pour les vignettes embarqué dans un fichier .gcode ... et là c'est pas spécialement documenté et il y a au moins 5 variantes a ma connaissance (mais surement plus ...)1 point
-
Désolé j'ai eu un weekend chargé. Merci de ta réponse @isidon Wow je ne connaissais pas la GK2 mais c'est clairement pas le même budget ^^ Pas mal le coup du tapis chauffant ça peut être une idée même si j'ai un peu peur de la conso électrique. Je vais voir pour la rapatrier à l'intérieur en hiver après négociation avec Madame... ^^ J'en profite pour te remercier pour ta dernière vidéo sur la Mini 8ks. Je l'avais un temps envisagée mais ça me conforte dans mon achat1 point
-
Très probablement s'agissait-il d'un heatbreak mal refroidi. Le montage du satsana a dû tout remettre dans l'ordre.1 point
-
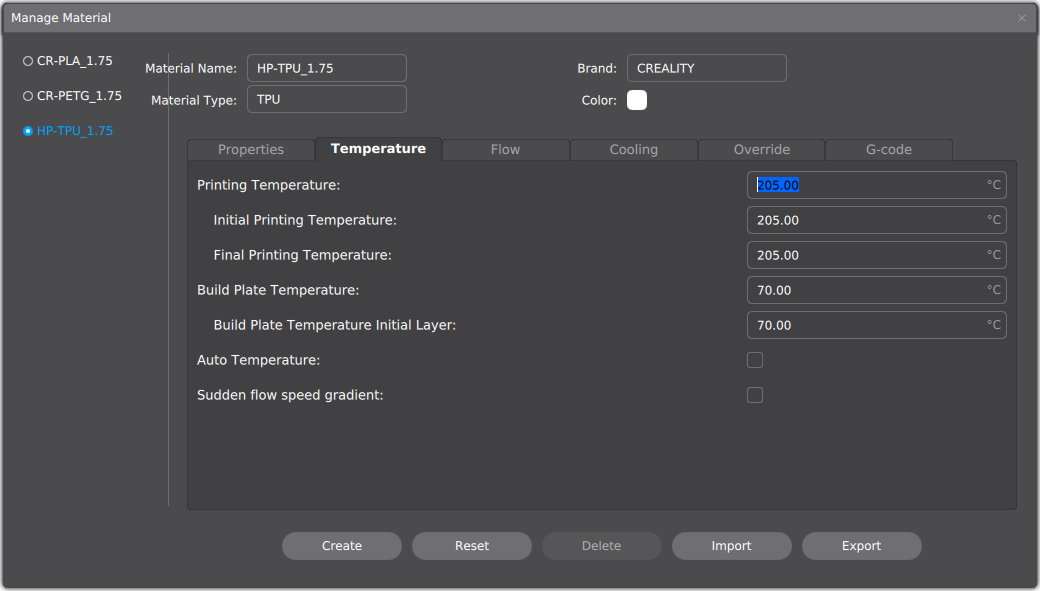
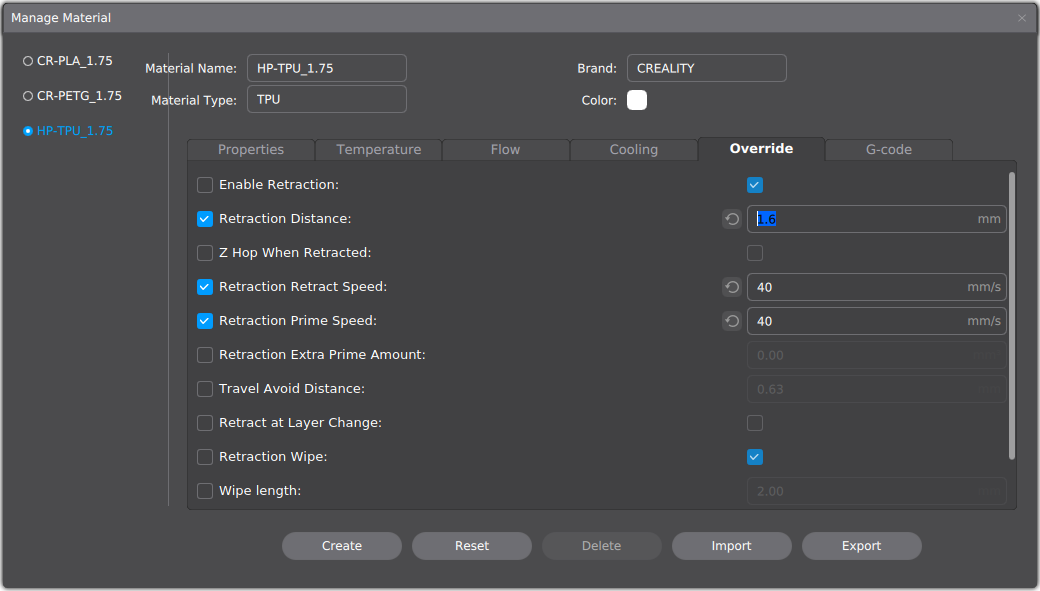
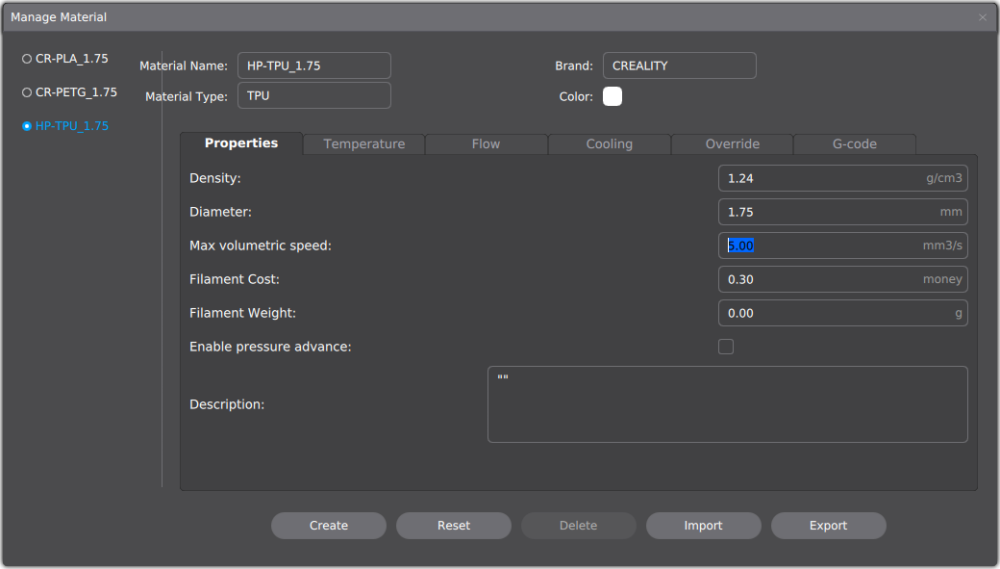
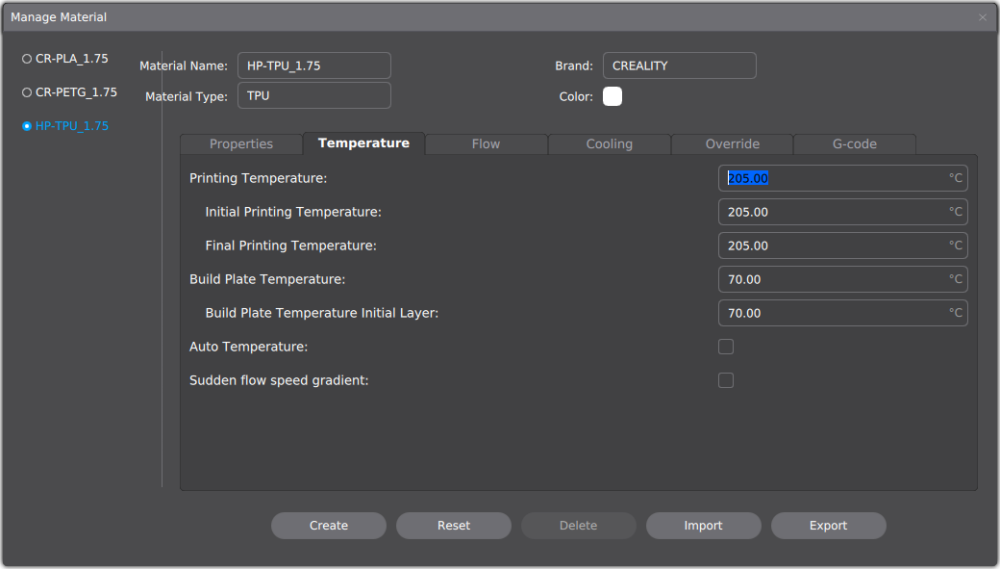
Salutation Alors c'est dans ma liste de choses a faire pour mon test de la "Ender-3 V3 SE" que d'imprimer du TPU (avec un TPU de dureté Shore 95A normalement imprimable avec cette machine) Pour une idées des "Dureté shore" des filaments TPU quand spécifié ( ex "95A" ) source https://www.atome3d.com/pages/echelle-shore Et il y a bien un profil filament TPU qui limite le volume d'extrusion sous "Creality Print v4.3.6" pour la "Ender-3 V3 SE" Edit > Mais cela serait plutôt 235°C que 205°C en température d'impression pour le "TPU 95A translucide ArianePlast" que je compte utiliser. Je devrais donc normalement vite savoir si cela donne ou non de bon résultats... et te dire. Il me fraudais aussi, faire le calcul, pour passer du "maximum volumetric speed (mm³/s)" a une vitesse max d'impression (mm/s) pour une buse de 0.4 mm de diamètre, pour en déduire un profil pour Ultimaker Cura ( mais il me semble que souvent on évite de dépasser le 80mm/s et on reste plutôt sur du 60mm/s voir même du 40 mm/s en vitesse d'impression pour du TPU, donc sous Ultimaker Cura.) Sinon il semble que les bobines de filament TPU absorbent très vite l'humidité (laissé 24h sortie de sont sachet et l'on obtient des impressions avec un état de surface moins propre/nette). Il faut donc bien les conserver dans leur emballage fermé si possible hermétiquement et avec un sachet déshumidificateur si tu ne veux pas avoir a les sécher avant d'utiliser la bobine. il mes semble que c'est illustré dans
 1 point
1 point -
En tout cas la concurrence s'est réveillée entre temps ...1 point
-
en fait c'est juste un câble mâle femelle pour prolonger l original qui est trop court suite au montage direct drive. On ne voit rien sur ce câble. ça doit être une petite soudure sur les contacteurs ou le fil dans la gaine ... J'ai commandé un câble moteur d' 1,5 m pour le changer depuis la carte mère et ne plus avoir de rallonge panne étonnante, si ça peut servir à quelque un un jour!!! Meri LoLo1 point
-
Je suis content de pouvoir rapporter que mon plan de masquage s'est déroulé comme prévu. Et voici le résultat... Ce n'est pas parfait, mais je suis contant du résultat, et les autocollants ne devraient pas aviir de problème d'accroche (quand ils arriveront)... Je dois encore m'occuper du circuit pour les leds, de peindre le pilote (ça va être long), et de m'occuper des détails sur la carrosserie et le tableau de bord... Vu encore un Nichimo Exceed 443WDS en vente sur group Facebook, avec de jolies photos et un vendeur indiquant un chassis imprimé... Dans la pratique, l'examen attentif des photos indique que le chassis inférieur est imprimé, ainsi que les demi gearbox avants et arrières... Je suis très heureux que mes fichiers servent à réparer des Nichimos... Je le mentionne, mais aussi que la provenance des fichiers devraient être indiquée dans l'annonce... Et le retour que j'ai c'est que je ne devrait pas hijacker l'annonce pour promouvoir mes produits... Le gars dit qu'il n'au aucune connaissance de qui a imprimé les fichier ni d'où ils ont été téléchargés (ce serait surprenant, car le gars est dans bien des groupes où j'ai publié ces photos, mais soit)... Au final, quand je vois ça, je suis tenté d'ôter tout les fichier de Thingiverse et Printables, et de les rendre payants sur Cults3D si ce n'est pas de les ôter complètement... (nb : le peu de dons reçus ne couvre même pas les bobines de filaments utilisées pour faire tout mes test prints)... Pas sûr de quoi penser ni décider, mais cela devient malheureusement de plus en plus fréquent...1 point
-
C'est les anglo-saxons qui nous mettent .... ils utilisent plutôt BED que plate. Il est vrai qu'un lit propre sans détritus (ou plateau), sans punaise c'est parlant. Comme on fait son lit on imprime (plus ou moins bien). est-ce qu'un plateau avec une couverture (magnétique, PEI,..) devient un lit, Perso, le terme plateau me convient bien, mais comme on lit des trucs en anglais plateau (synonyme lit) Pourquoi faire simple quant on peut ....1 point
-
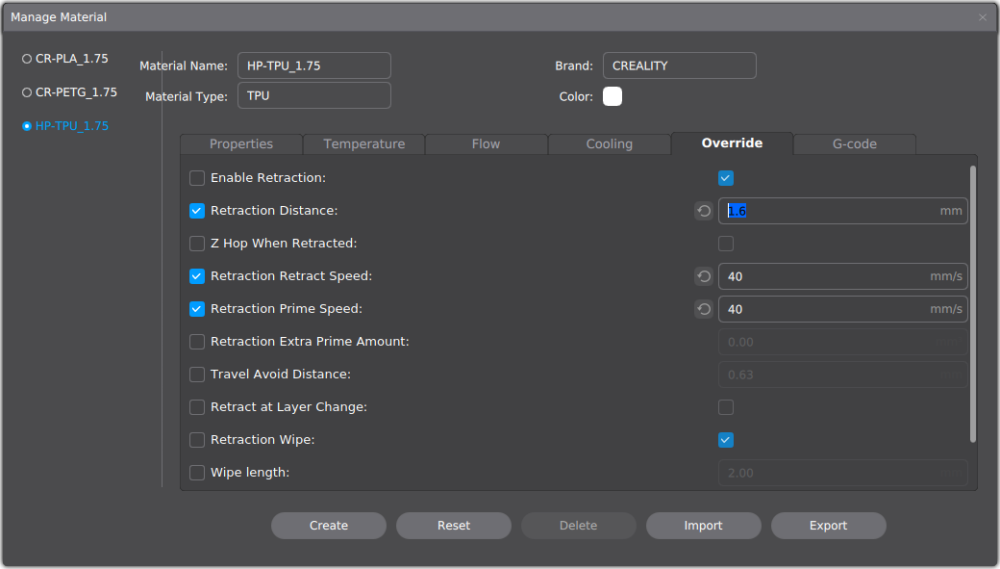
@PPAC Bonjour à toi // Photo Z-Offset BLTouch et dessin technique point de déclenchement BL-Touch A mon sens, ce qui ne va pas ce sont les photos, celle de gauche sans la présence du Capteur illustre parfaitement le texte et ce qu'est le z-offset. Quant à celle de droite, elle n'a rien à faire là. Tout juste illustre telle le montage du capteur en vu de l'obtention du but recherché (mesurer une hauteur, une distance, etc..) compte tenu des limites physique de déploiement du doigt de ce dernier. Dans cette photo, issue de la doc BLTouch, on voit le positionnement du doigt en plusieurs endroit, ce dernier à une course maximale définie, il va se déployer complètement.... Etre enfoncé progressivement, car la tête (ou la barre du Z servant aussi à l'X ) va descendre pour aller se positionner sur la valeur du Z-Offset défini à la gratouille auparavant, enfonçant ainsi ce dernier, puis s'arrêter. Au bout de 100 µs des poils en moins ou en plus d'immobilité (imperceptible pour nos yeux..), le capteur rentre la tête comme une tortue... Mais mesure de la distance est faite. On peut dire alors, qu'il à enregistré la valeur du z-offset, cette dernière correspondant pour lui à une distance de remontée de son doigt. Une définition tient en quatre, allez cinq lignes maxi comme dans un dictionnaire... Surtout pour le z-offet qui n'est qu'une hauteur définie en la buse et le bed.. Hélas, je n'aime pas trop les anglicismes, mais là, le terme Bed me semble presque obligatoire dans un glossaire d'impression 3D, tellement il est cité et repris de partout...Puis appelons un chat un bed Je plussoie, c'est plus simple. T'ain @PPAC se prend la tête avec le glossaire, répond aux questions pleines de vices des membres , teste des machines entre la poire et le café, sans compter le reste. Modérateur ici, n'est pas un job de tout repos. Chapeau.1 point
-
Bonjour, L'alim est intacte, elle sort bien son 24V. J'ai retrouvé une CM, c'est la même sauf qu'elle n'a qu'un quartz au lieu de deux; mais elle a bien la même référence. J'ai démonté l'autre hier et bien sûr, on ne voit absolument aucun dommage. Je pense remonter la nouvelle et voir si elle est reconnue par l'ordinateur. Bon dimanche à tous Christian.1 point
-
Salut ! Petit suivit sur l'avancée de mon projet qui ... stagne. Je m'explique : j'ai constaté un problème majeur dans le mouvement de ma tete d'impression. J'ai toujours ce point "dur" lorsque je déplace ma tête en Y. Cela se produit dans une "zone". Je vais devoir observer de plus prêt les modifications que j'ai apporté pour corriger le défaut d'alignement des poulies : en faisant cela j'ai en fait créer un problème. Le serpent qui se mort la queue ! Je ne désespère pas de trouver/apporter une solution mais après tout ces efforts cela m'a coupé un peu les ailes, j'ai eu besoin d'un brake ^^ Je reviens vers vous quand j'aurais planché un peu sur le sujet ! A très vite pour des nouvelles (pour ceux qui suivaient le sujet ou ceux qui le découvrent ;)1 point
-
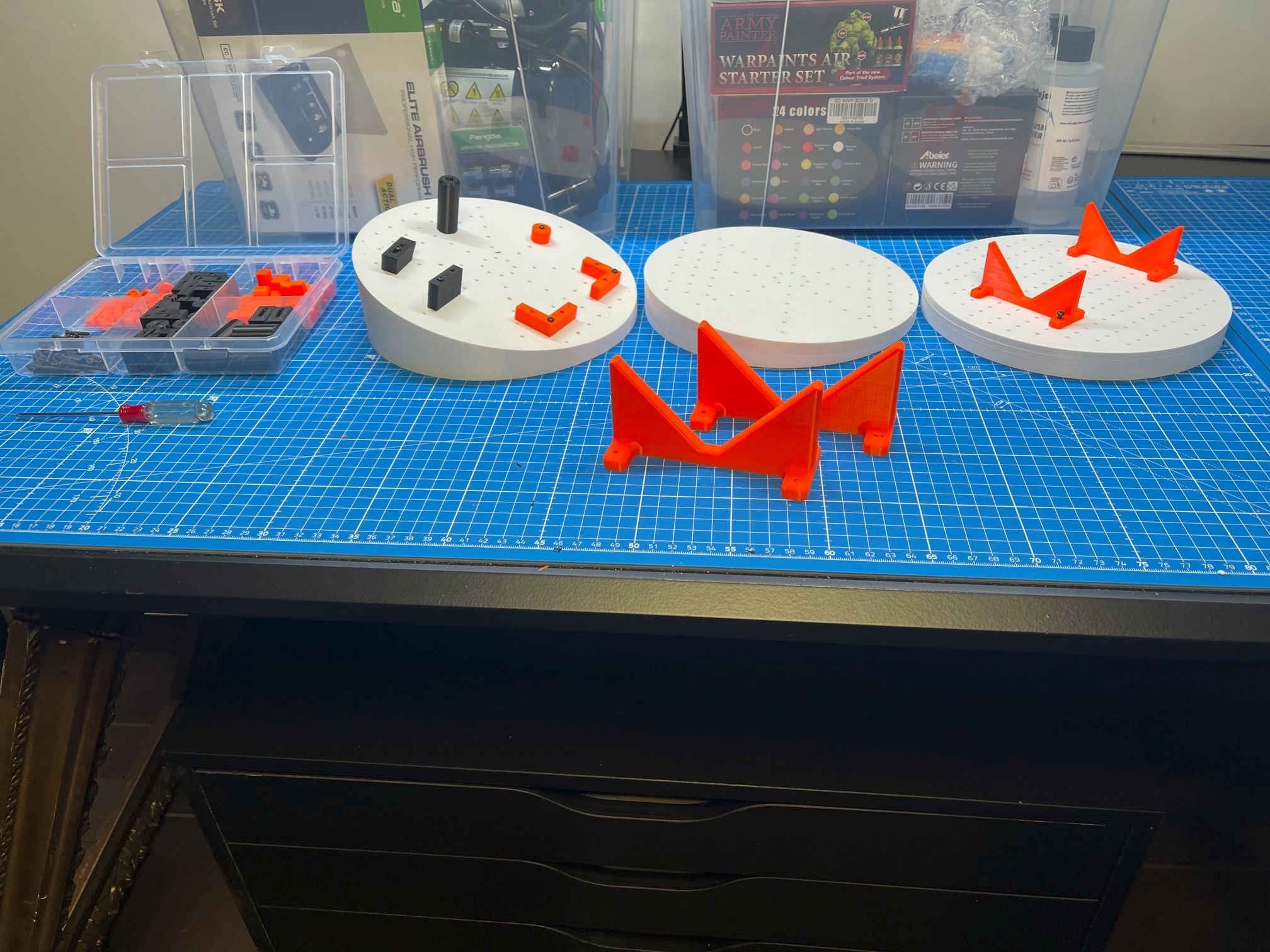
Voyant le pauvre petit plateau rotatif vendu avec la cabine de peinture sur lequel rien ne tient, je n'ai pas pu résister à l'appel de la CAO pour le compléter et améliorer. Donc j'ai fait trois faux plateaux inclinés (0° - 5° - 15°) avec des trous répartis sur la surface pour fixer des brides de différentes formes et hauteurs (stockés dans une petite boiboite) ainsi que deux jeux de supports pour cylindres. Le tout en PETG pour résister aux attaques chimiques.
 1 point
1 point -
La seule méthode pour s'améliorer, c'est la pratique.... - Bien préparer les supports, en résine pas grand chose à faire, on peut peindre directement sans apprêt, en FDM c'est autre chose, la il faut bien préparer, poncer, apprêter surtout avec le PLA, l'ABS est moins chiant car plus facile à poncer et la peinture accroche mieux. - Toujours bien nettoyer l'aéro (même un pas cher) après utilisation, un aéro qui crache parce qu'il y a de la peinture séché qui bouche la buse c'est très désagréable et ça ruine une peinture. - La peinture à tendance à devenir moins fluide au bout d'un certain temps (j'en ai ouvert depuis plus d'un an), il ne faut pas hésiter à diluer un peu la peinture même si elle semble correcte si utilisation avec l'aéro, pas besoin si peinture au pinceau. Perso j'utilise de la PRO-COLOR, j'essayerai la Vallejo Game Air quant j'aurais besoin de me réapprovisionner, la PRO-COLOR est bonne mais j'ai eu quelque problème avec certains apprêt. Je ne mélange pas à l'eau, je préfère un thinner. Pour ce qui est de l'environnement même fenêtre ouverte, le "nuage" de peinture se dépose partout donc le mieux c'est d'avoir une mini "cabine de peinture" comme celle-ci https://www.amazon.fr/Airbrush-pulvérisation-daspiration-Accessoire-aérographe/dp/B07T19Z5HZ/ref=sr_1_7?keywords=cabine%2Bpeinture%2Baerographe&sr=8-7&th=1 Je me suis fait une aspiration avec un moteur de VMC et un filtre mais c'est pas top, ça aspire, le filtre est bien sale mais ça ne "canalise" pas assez le nuage de peinture mais j'ai aussi tendance à envoyer trop de débit d'air dans l'aéro. Il ne faut pas croire qu'avec un aéro beaucoup plus cher, vous allez devenir meilleur, oui ça améliore la qualité mais quant on métrise bien la technique, ils sont aussi plus facile à entretenir et nettoyer (pour certaine marque en tout cas) et c'est plus facile de trouver des pièces détachée comme les joints. Perso j'aime bien les Harder & Steenbeck, je me suis fait plaisir avec un Infinity CR plus Two in one FPC (buse et aiguille 0.2) et un Evolution Sylverline M (buse et aiguille 0.4), deux aéro car celui en 0.4 c'est pour les grande surface (bon c'est pas un pistolet à peinture...) et celui en 0.2 pour les très petits détailles. J'avais pas envie de changer la buse et l'aiguille à chaque fois donc j'en ai pris 2.... Mais cela reste un investissement et un aéro à 30 euros va très bien aussi. J'achète ici : https://www.aerographediscount.fr/ , ils ont du choix et ça fait marcher une boutique située en France...1 point