Classement




Contenu populaire
Contenu avec la plus haute réputation dans 13/11/2023 Dans tous les contenus
-
Aller une petite Normalement quand il y en a deux on met un S non ?3 points
-
Du classique, mais je trouve cela sympa (récupération des petits crayon de chez IKEA)
 3 points
3 points -
@RicoDarksky Comme l'a mentionné @fran6p, la premiere partie de ton code, soit celle concernant le filament_motion_sensor, c'est inutile. Ton capteur ne détecte que la présence de filament. Ici, petite correction à effectuer : [filament_switch_sensor toolhead_runout] switch_pin: ^!P1.25 pause_on_runout: True # Va effectuer une pause avant d'éxécuter le runout_gcode runout_gcode: M117 Fin de Filament # déplacer avant le lancement de M600, sinon le message risque d'apparaitre apres le changement de filament SET_FILAMENT_SENSOR SENSOR=0 # désactive le détecteur pour éviter des ON/OFF répété et des comportements aléatoires de Klipper M600 # manque un 0 insert_gcode: M117 Filament insere SET_FILAMENT_SENSOR SENSOR=1 # je le met ici, mais il serait préférable de l'inclure dans ta macro RESUME ! et finalement : [gcode_macro M600] description: Filament change gcode: PAUSE Y=10 ; everything needed is defined there # placer sous gcode: et avec minimum deux espaces devant le code ! G91 G1 E-10 F1500 # tu pourrais placer une ligne qui va retirer ton filament de l'extrudeur (ajuster la longueur de 10mm selon la tete) G90 Voilà.... Fran6P pourra compléter ou corriger au besoin !!3 points
-
Connaissant @Yo' c'est un vélo d'appartement En tout cas bravo pour ta réalisation3 points
-
Voila une EXCELLENTE nouvelle, Le laser I.R. sur le PLA rend super bien, la preuve en image, gravure environ 70 mm de long. (sur du Galaxy Black de Prusa)
 2 points
2 points -
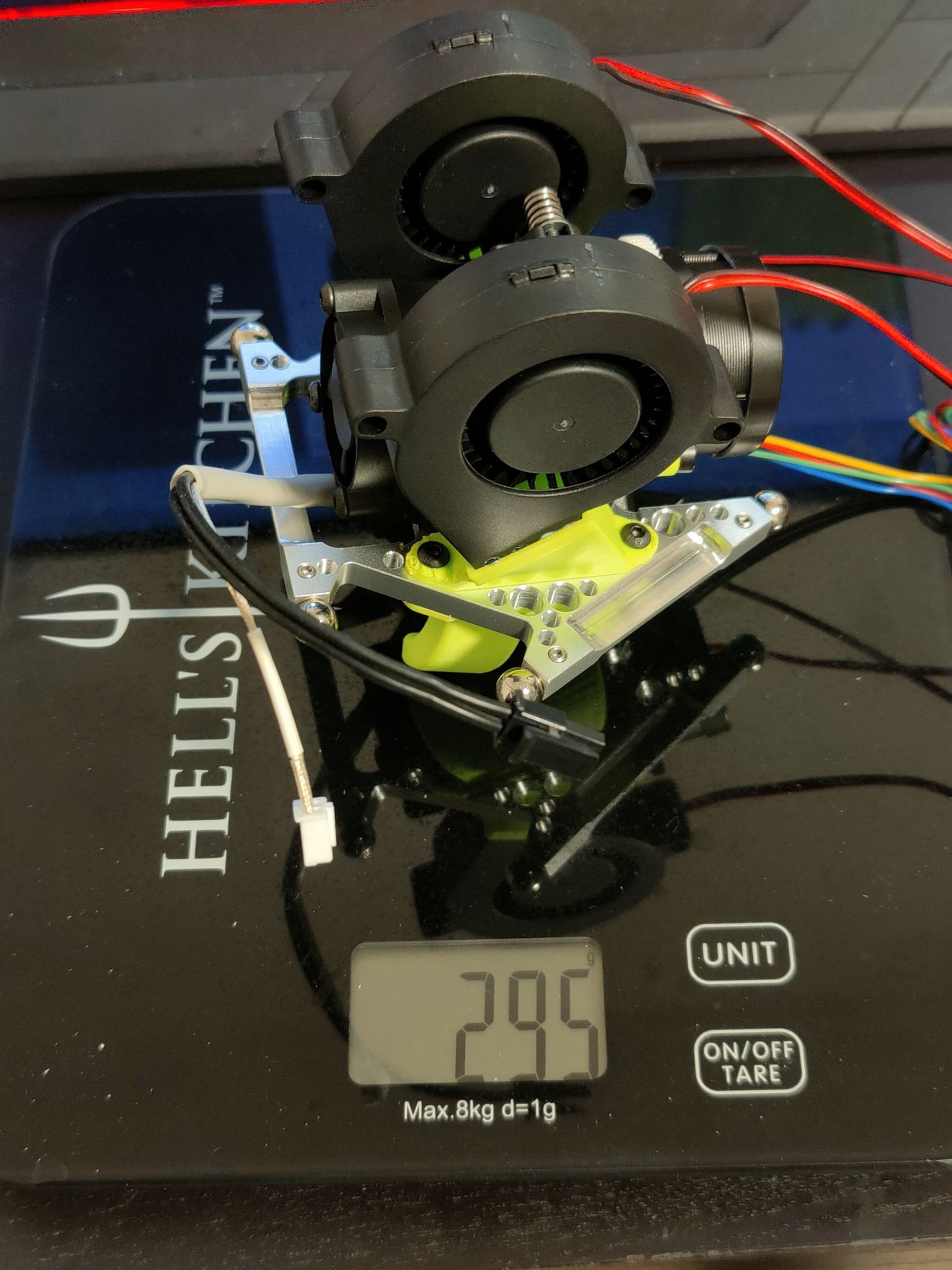
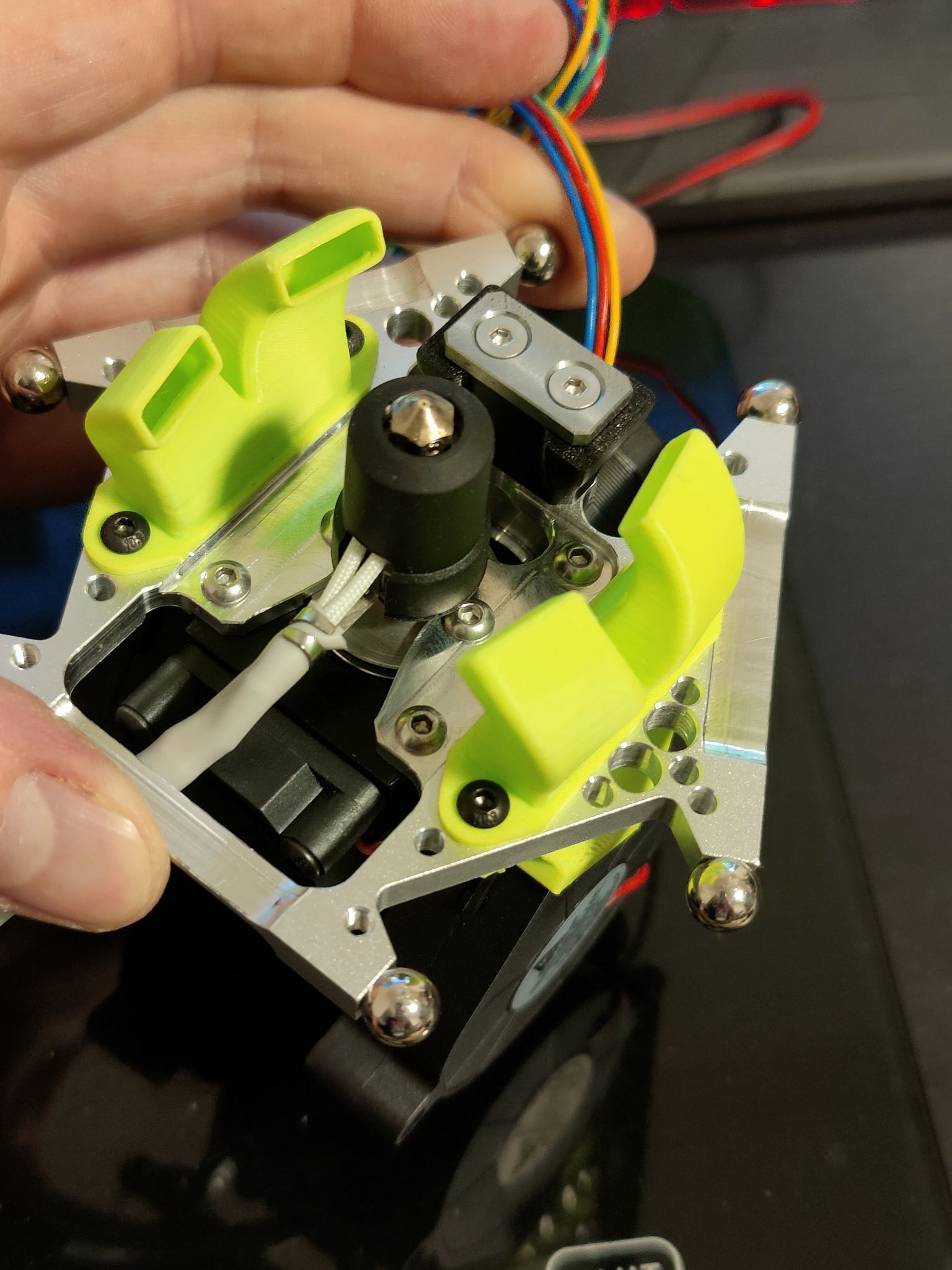
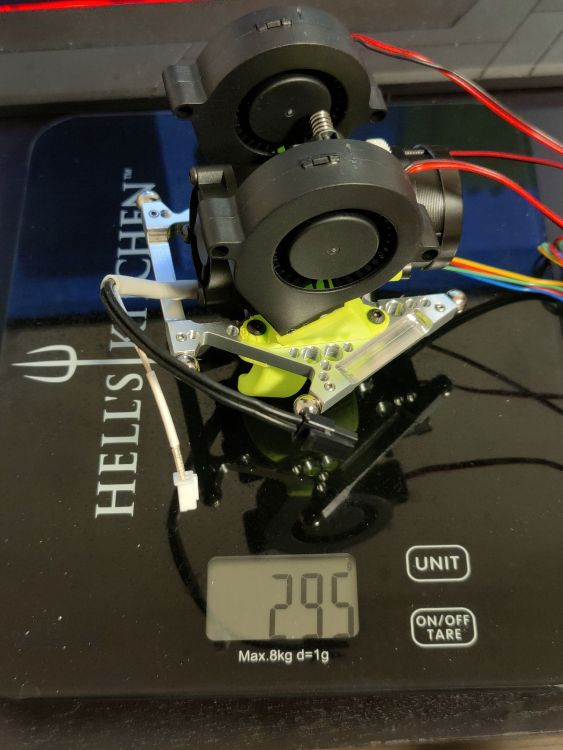
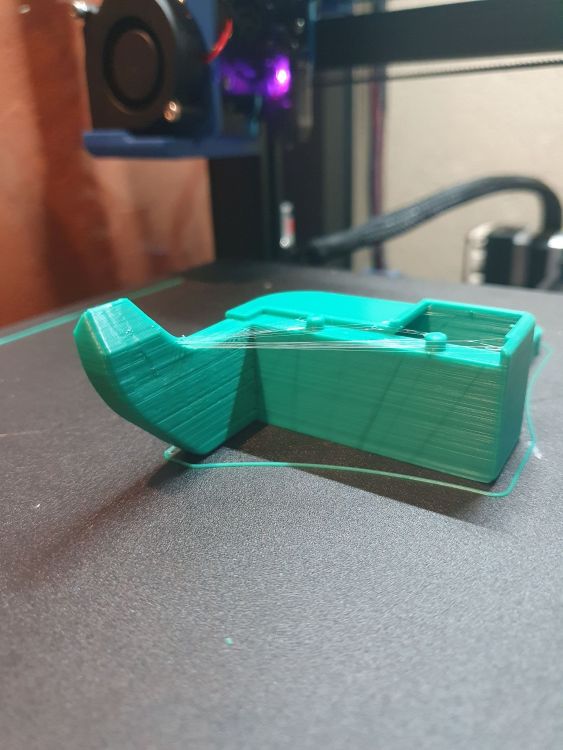
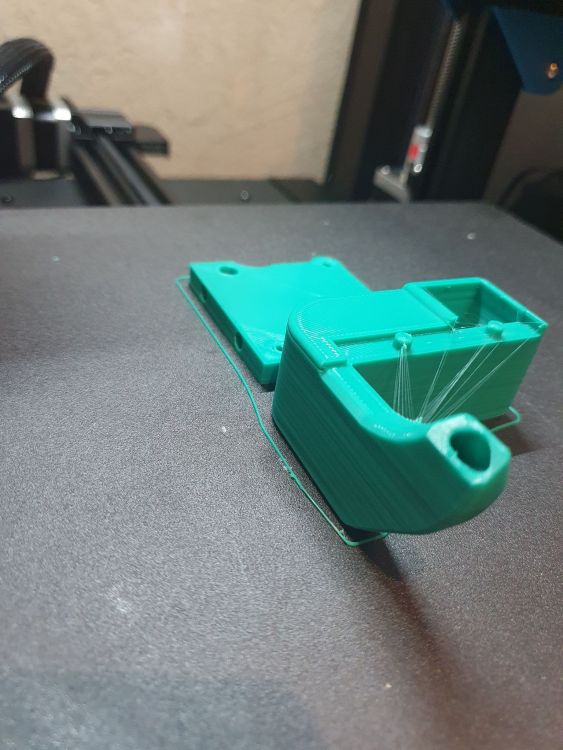
Après une petite absence dûe aux vacances j'ai repris le projet. J'ai dû remodéliser le support central car trop fin pour mes inserts et il manquais 0.5mm de hauteur pour mon cas. La tête assemblée est à 295g, un bon score comparé à la V400 ou la version LGX : V400 = 374g SR origine (bowden) = 264g SR Orbiter = 371g SR LGX maison = 351g uToolHead = 295g Prochaine étape le câblage, et ensuite installation du BBT Pad 7.
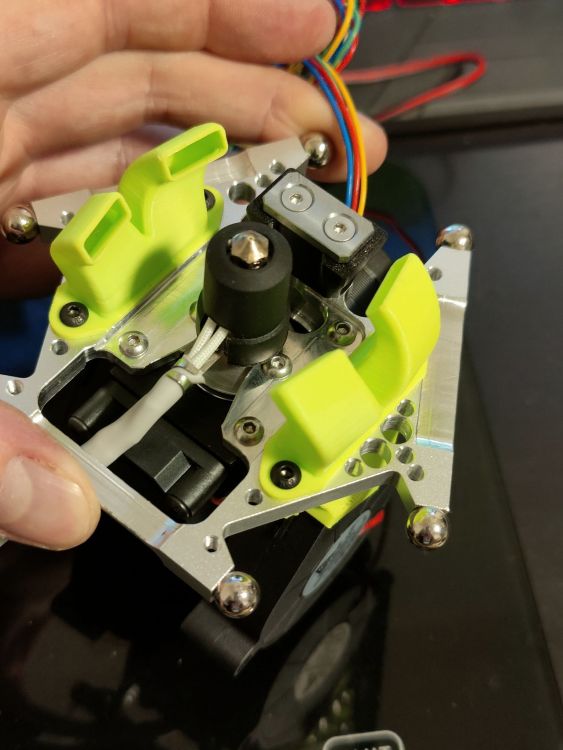 2 points
2 points -
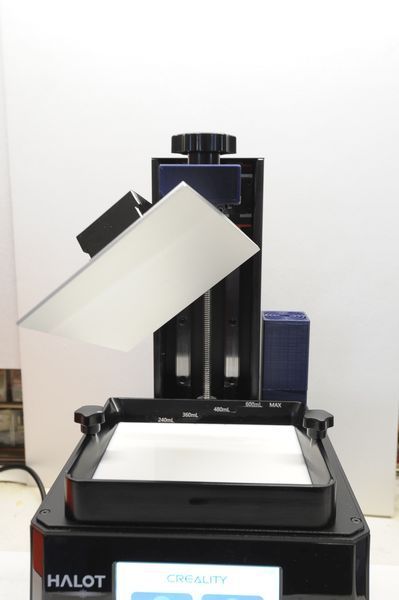
Un peu foutraque en présentation, des allers et retour sur le même sujet, mais une vraie mine de renseignement. Du bon sens aussi, comme par exemple ne pas vider le bac à chaque impression. Et surtout la méthode de calibrage, en 2 essais j'ai une machine parfaitement réglée. Bon, je reconnais que j'ai du relire plusieurs fois le document, c'est pas évident au premier abord, mais ça marche. Sinon, j'ai fait quelques améliorations. Dans l'ordre : - Un ancien store occultant recyclé, très efficace pour laisser la résine dans le bac. - Une poignée qui devrait être d'origine. - Une pièce pour égoutter le plateau. - Un purificateur digne de ce nom, 4 fois le volume de charbon actif de l'original et recyclage interne. J'ai mis un ventilo du double d'épaisseur venant d'une CR10 Et pour finir un insolateur UV-led Sunlu, pas cher et très efficace. J'ai essayé 3 sclicers, LycheeSlicer, Chitubox et Halot Box. Contre toute attente c'est le dernier qui me convient le mieux, il a tout ce qu'il faut et après de très nombreuses mise à jour, la dernière il y a quelques jours, il est au point. Il reste encore un bug, le changement d'échelle à la main, ce sera pour une prochaine fois. J'ai pris de la résine Jayo lavable a l'eau, c'est parfait, aucune odeur n'est perceptible en impression.



 2 points
2 points -
Comme le fût du canon : un certain temps2 points
-
Pour info, j'ai eu une réponse de leur part concernant le fonctionnement sur une imprimante delta Donc wait & see2 points
-
un diable d'escalier ! comme pour les machines à laver surtout du temps où elles étaient équilibrées avec des blocs de béton.2 points
-
Non si je ne me trompes pas comme le dit @Funboard29 tu peux utiliser le plateau creality exemple : https://www.3djake.fr/creality-3d/plaque-en-verre-carborundum?sai=7807&gclid=Cj0KCQiAjMKqBhCgARIsAPDgWlxX_kYUa1EOkY4ZUVHYKktJcxjiKHps__yBkI80NhEZFjKteSTkkgcaAl0zEALw_wcB C'est compatible cr10s pro2 points
-
Oui c’est cela, et avec mes imprimantes 3D je vais faire de grandes statuts me montrant comme le David de Michel-Ange (en mieux outillé, évidement).2 points
-
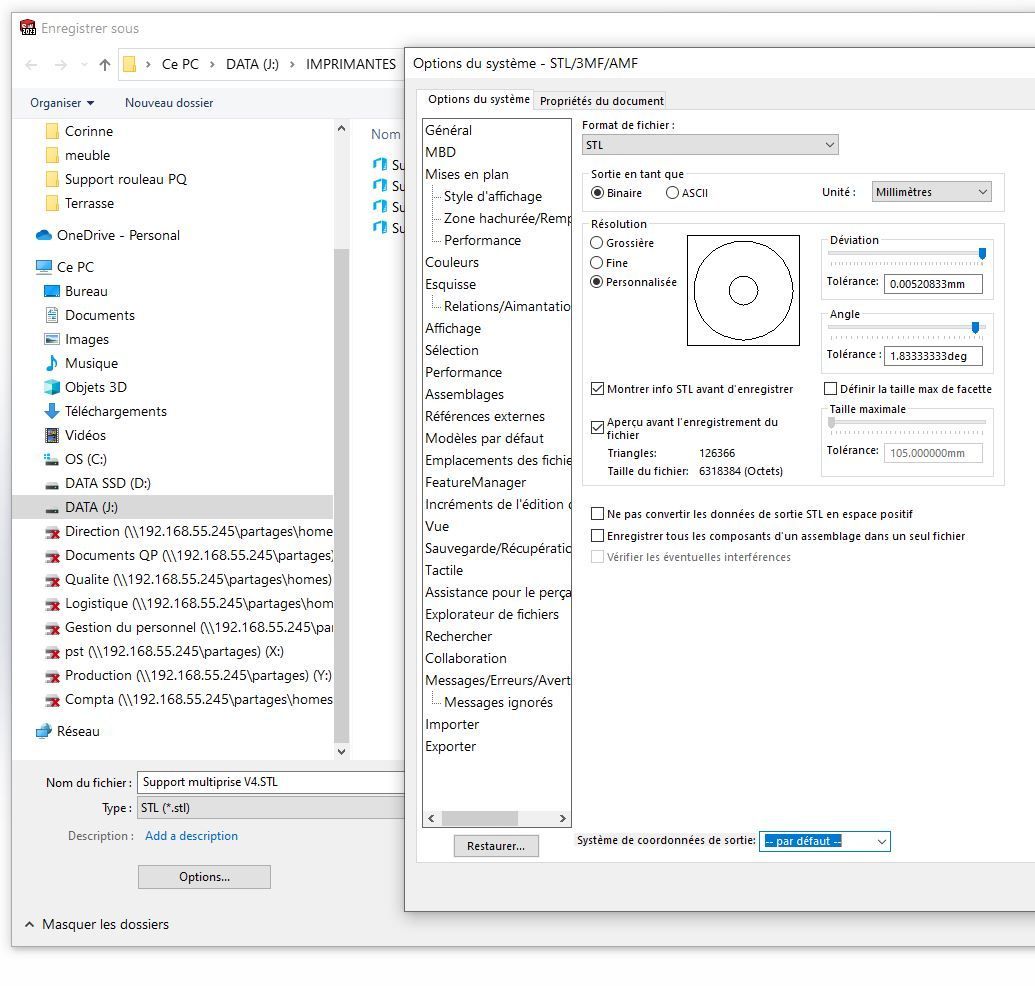
Dans Solidworks quand tu enregistres en STL, avant de valider, tu vas dans le bas de la fenêtre "OPTIONS" Résolution, personnalisée et tu augmentes déviation et angle (sans aller au maxi sinon tes fichiers STL seront monstrueux). Voici mes réglages et je n'ai pas de facettes.
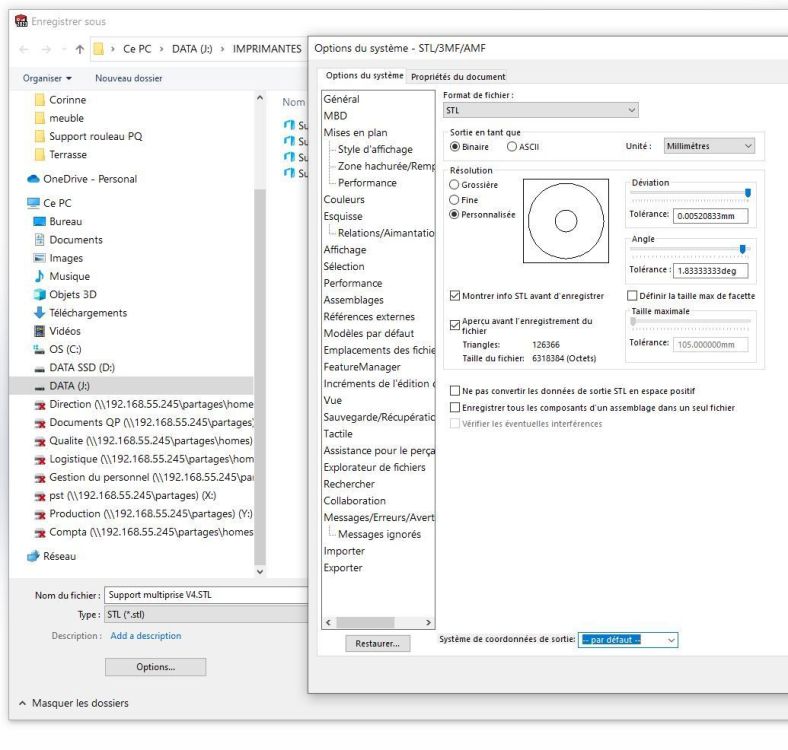 2 points
2 points -
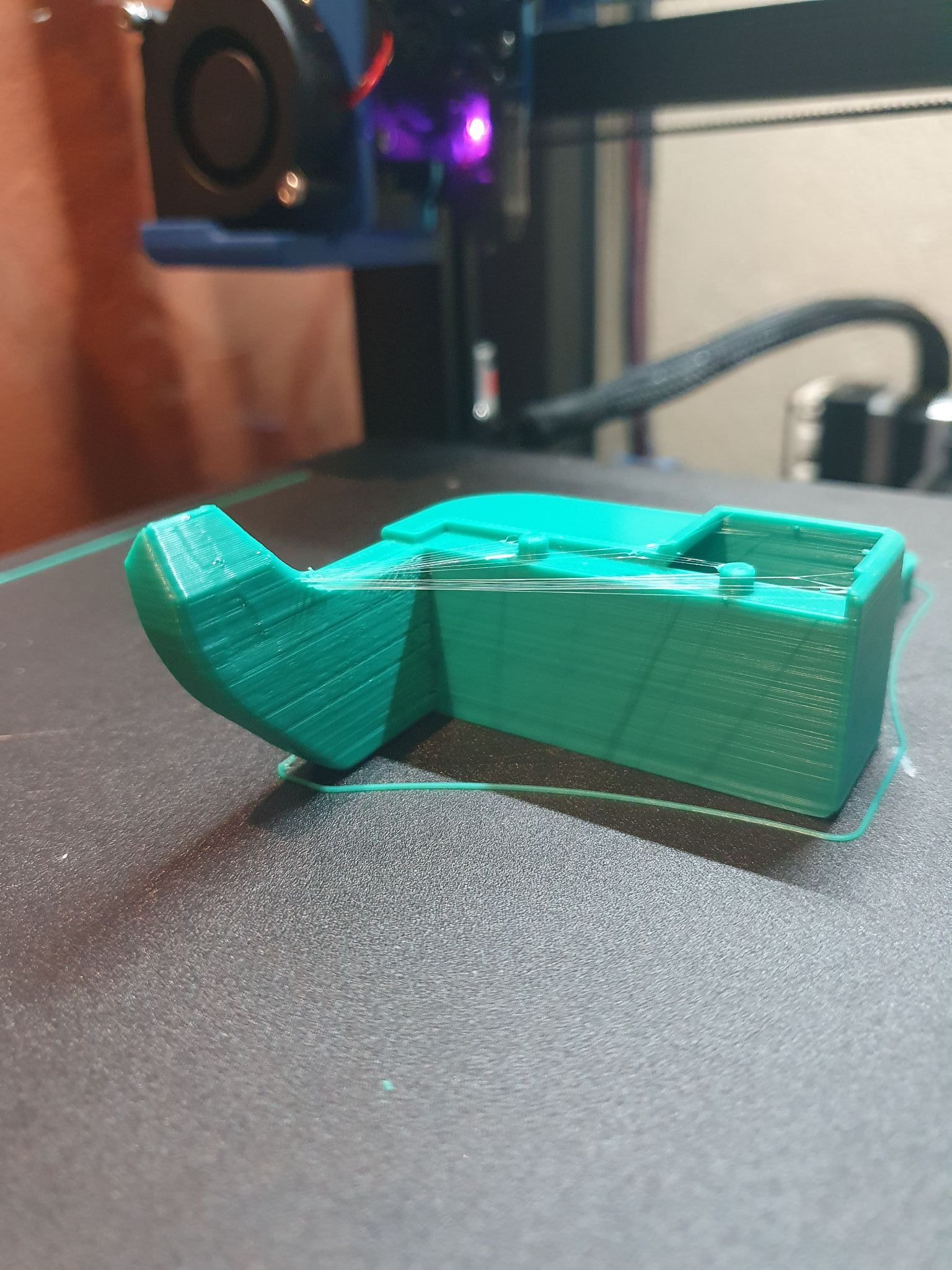
Hello, Il y a quelque temps, je suis passé au VTTAE et j'ai été étonné de voir qu'il n'y avait pas d'insert pour fixer un porte bidon. En fouillant sur mon site de vente par correspondance préféré, j'ai trouvé : Un support à scratch. Un support qui se fixe sous la selle. Mon projet de support s'est basé sur le second article avec pour but de le solidifier (cf commentaires) en le fixant sur deux points. Voici le STL.support de porte bidon sous selle.stl Imprimé en PLA recyclé en 0.2. ça fonctionnait très bien jusqu'à ce qu'un aléa de l'activité physique vienne à bout du porte bidon alors en place. Le second projet a été de faire un porte bidon plus solide avec un bridage du bidon pour ne pas le perdre. Voici les STL. barre porte bidon.stlcercle porte bidon.stl La barre est imprimée en PETG en 0.2. Le cerclage est imprimé en TPU en 0.2. Si vous l'imprimez, un retour est le bienvenu. Sportivement,






 1 point
1 point -
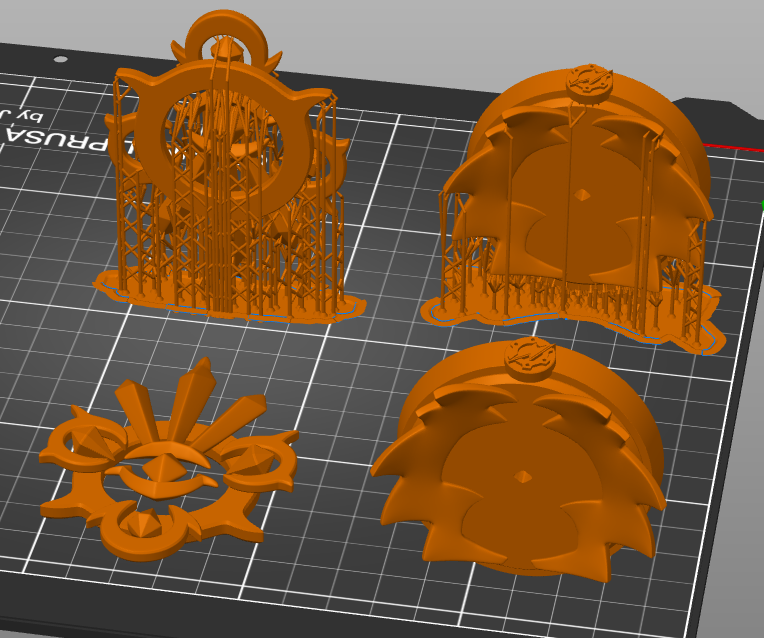
Pour tous les amoureux de la licence Warcraft, Blizzard a mis en ligne tout un tas de modèles 3D issus de son nouveau jeu Warcraft Rumble (un jeu mobile d'action/stratégie à la manière d'un Clash Royale pour les connaisseurs). Vous pouvez retrouver les modèles de toutes les unités jouables du jeu ainsi que d'autres (PNJ et boss). Dans chaque modèle que vous téléchargerez, vous pourrez trouver le ou les modèles de base ainsi que leur double avec les supports modélisés pour l'impression résine (c'était le cas sur ceux que j'ai regardé). Tous les modèles sont trouvables ici : https://warcraftrumble.blizzard.com/fr-fr/collection
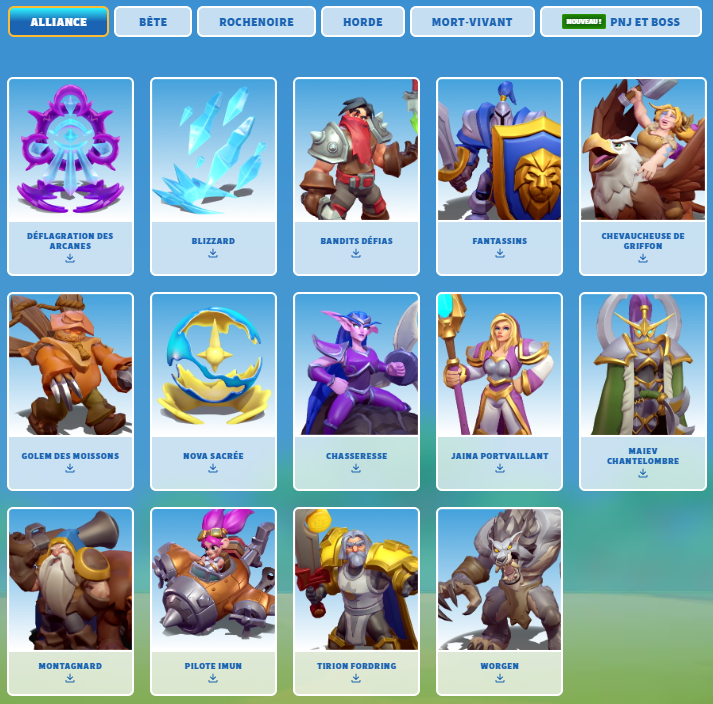
 1 point
1 point -
J'ai partagé moi avis ici : Je confirme la possibilité d'annuler des pièces sur un print en cours à partir de l'appli bambu pour la P1S.1 point
-
PROBLEME RESOLU : Brancher un clavier sur un port usb du speeder pad ! attention le clavier sera en QWERTY : la touche correspondant au % est ici : alors que le % sur un clavier AZERTY est ici :
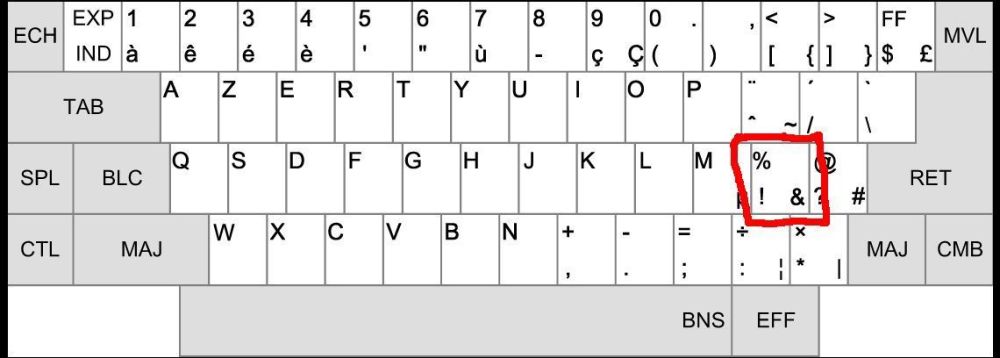
 1 point
1 point -
Ha oui le bug de l’échelle qui passe a 1% quand on saisie une valeur, sous Halot Box, c'est pas top ( oblige de changer l’échelle via clic sur les petites flèches, ou avec un autre trancheur et d'exporter en .stl pour revenir le trancher sous Halot Box. ) Aussi, avec Halot Box, on ne peut pas placer une partie d'un objet sous le plateau ( si tu le met en Z=-qqchose, hop il le remet en Z=0 et j'ai pas trouvé comme sous Ultimaker Cura une coche pour qu'il ne face pas cela... , par exemple pour un objet que l'on veut imprimer a même le plateau, ayant un socle pas parfaitement plan ou si l'on ne veux pas imprimer complètement le socle... Donc je garde sous le clic d'autre trancheur pour ce genre de cas spécifique...
 1 point
1 point -
Salutation ! Oui c'est pour moi aussi la piste, tu a création d'une ventouse lors de l'impression. Imagine un gobelet en plastique que tu plonge et sort d'un volume d'eau avec plusieurs orientation différentes. Bien voir les orientations du gobelet, où il n'y a pas de possibilité d’emprisonner de l'aire lors de la plongé, ou de soulever de l'eau lors de la levé (vide d'aire qui fait monter de l'eau emprisonné dans le gobelet au dessus du niveau de l'eau) . Bien souvent, on n'y échappe pas, il faut ajouter des perçages / des trous au tout début des/de la ventouse pour éviter les effets de ventouse. (Pour que l'air/la résine circule sans effet de ventouse ) Et on les rebouchent en poste traitement. Regarder des vidéo sur l'outil de "suction cup detector" dans "Lychee Slicer Pro" pour bien comprendre ( cf https://www.google.com/search?q=lychee+slicer+suction+cup+detector -> (exemple ) -> Éventuellement aussi a regarder la vidéo suivante (pas vraiment sur les ventouses mais qui donne des bonne bases pour avoir de bon résultats d'impression)1 point
-
Merci pour ton accueil, ma première impression sera la tour Effel à l'échelle 11 point
-
Pareil, plutôt P1S, à priori - objectivement, il ne reste pas grand chose pour justifier de partir sur la X1C ... après si tu as les moyens (outre l'écran, si tu veux une meilleure caméra - celà dit celle de la X1C est loin d'être parfaite non plus, 1080p c'est vraiment la limite basse et la lumière interne est loin d'être suffisante pour avoir un bon rendu) et que tu veux la version +++, pars sur une X1C.1 point
-
Pour revenir au projet de XTOOL le "xTool Screen Printer", on voit sur une vidéo qu'il faut 45 minutes de laser ( avec un laser super rapide) pour faire un stencil pour une couleur plus le temps de dépose du produit sur la trame avant le laser (au moins 15 mn) donc pour préparer le matériel pour trois couleurs c'est déjà trois heures de travail. Après on va commencer la première sérigraphie, attendre le séchage de l'encre démonter le premier écran récupérer l'encre qui est dessus puis le nettoyer, après recommencer tout cela la seconde couleur et enfin pour la troisième. Je vous laisse deviner le temps total passé pour faire un seul dessin. (je pense qu'avec la préparation des écrans la journée sera mangée pour un seul dessin).
 1 point
1 point -
Lance une recherche sur "Freecad Voronoi". Mais je ne pas sûr que FreeCAD soit le meilleur logiciel pour ça. Peut-être Blender ?1 point
-
Mon idée de départ et de pouvoir avoir toutes mes machines à portée de main dans mon bureau de travail (une surface d'environ 15-18m²) Pour pouvoir faire ça comme énoncé plus haut, j'ai plusieurs contraintes, dont la plus importante, la santé des enfants et occupant de la pièce. Actuellement j'ai du FMD via une X1C et 2 ams, j'ai la place pour pouvoir y ajouter une imprimante résine avec tout le système de nettoyage et UV Dans ma liste de machine potentiellement capable de répondre à mes contraintes, je reconnais que la Saturn 3 ultra en bundle (curing etc) actuellement sur le site d'Elegoo avec le Mars Mate ma immédiatement séduis, ta vidéo à d'autant plus fini de me convaincre de son utilité et efficacité par rapport aux autres système plus petit fournis à l'intérieur des macines. Le Mars Mate n'est pas pilotable via la machine, j'ai bien noté ce point faible de l'appareil, mais je pense qu'a l'aide d'une prise connecté c'est assez facile de pouvoir le stopper lorsque la machine à fini son travail (en espérant que les durée d'impression des slicer soit aussi fiable que pour le FDM) Maintenant, l'Ultraprint, la GKTwo ou encore la X2 peuvent aller dans mon garage...et on oublis toute cette histoire de filtration . Je vais m'intéresser de plus près à cette Ultraprint1 point
-
C'est un peu l'impression que j'ai Tout ce que j'ai écrit n'est à prendre que comme exemple, pas à utiliser tel quel… Il faut «interpréter» et adapter à sa propre imprimante. A moins que dans ton fichier «printer.cfg» tu n'utilises d'autres fichiers de configuration ajoutés via une (des) section(s) [include monbeaufichierdeconfiguration.cfg], c'est dans celui-ci qu'il faut ajouter les nouvelles sections / macros.1 point
-
Merci pour ta réponse rapide (je te suis sur YouTube), et je partage de plus en plus ton avis sur cette histoire de 8K 12K 14K, tes vidéos le montre bien Je suis tombé sur cette X2 et elle a capté mon intérêt parce qu'elle a le bac chauffant et imprime rapidement. Sur le site il est indiqué : Mais en réalité quand on sélectionne la France, ça dit que ce n'est pas possible. De base je partais pour la Saturn 3 Ultra en bundle avec le Mars Mate, l'imprimante sera dans un bureau et j'ai 2 enfants, contrôler les émanations des résines est très important pour moi. Comme alternative j'ai mon garage mais vu qu'il y fait très froid l'hiver, j'ai besoin d'une machine avec bac chauffant. En bac chauffant j'ai pu noté la GK Two, et cette X2. La GK Two n'a pas cette vitesse d'impression qu'a la Saturn 3 Ultra.... Bref, un peu déçu de pas pouvoir commander ou avoir plus d'info sur cette X2 qui réunis tout ce que je cherche1 point
-
Même pas Geetech Standard1 point
-
Hello, 25 minutes de lavage, c'est énorme. Je n'ai jamais utilisé le mr propre donc je peux pas trop dire. Cela dit j'ai eu hier soir un phénomène similaire avec une résine que je n'ai jamais utilisée, je me demande si la résine n'est pas plus responsable que le post traitement1 point
-
@Aezio effectivement, la gourde est souvent recouverte de poussière et de boue. Pour boire, je dévisse le haut de la gourde et je bois au goulot. Au moins c'est propre et le débit est plus intéressant1 point
-
Avec tout ce que tu prends en pleine poire en VTT, il y a longtemps que tu l'as avalé la contamination. Concernant la forme du porte bidon, il y a un principe simple à toujours avoir en tête : plus la masse à transporter est proche de son support, plus la liaison pourra être légère (à méditer).1 point
-
Navré de pas pouvoir plus aider. Mais donc là pour moi la piste serait de trouver les sources du firmware qui fonction, de voir si quand tu le compile toi même si cela fonctionne toujours et si oui alors regarder pour l'adapter pour ton besoin. Mais c'est pas gagné.1 point
-
Des petits dauphins en orme :
 1 point
1 point -
je vais peut être dire une connerie, mais si tu essayais les petits purificateur d'air pour imprimante résine ? Anycubic et Eleego en font qui coute moins de 40€, mis à côté de l'imprimante ça peut marché. Et si tu n'as pas encore ton caisson, test déjà avec un gros carton ou une housse pour imprimante, comme ça tu sauras si c'est vraiment ça. ET si tu veux en faire un pour pas chère, il y a des plaques de polystyrène extruder pas trop épaisses (60x120cm) dispo dans n'importe quel GSB, tu les coupes au cutter , les colles avec du ni clou - ni vis et rouler petit bolide, tu as un caisson pour moins de 20€.1 point
-
Mouais, autant, je comprends que les cartes-mères 8bits ne soient plus produites, mais les Atmega 2560 sont utilisés sur plein de matériel, à commencer par les mega arduino1 point
-
La sonde semble ok donc regarde la nappe qu'elle soit bien en place et en bonne état vérifie la cartouche chauffante, et si cela n'est pas a ce niveau alors faudra voir côté carte mère.1 point
-
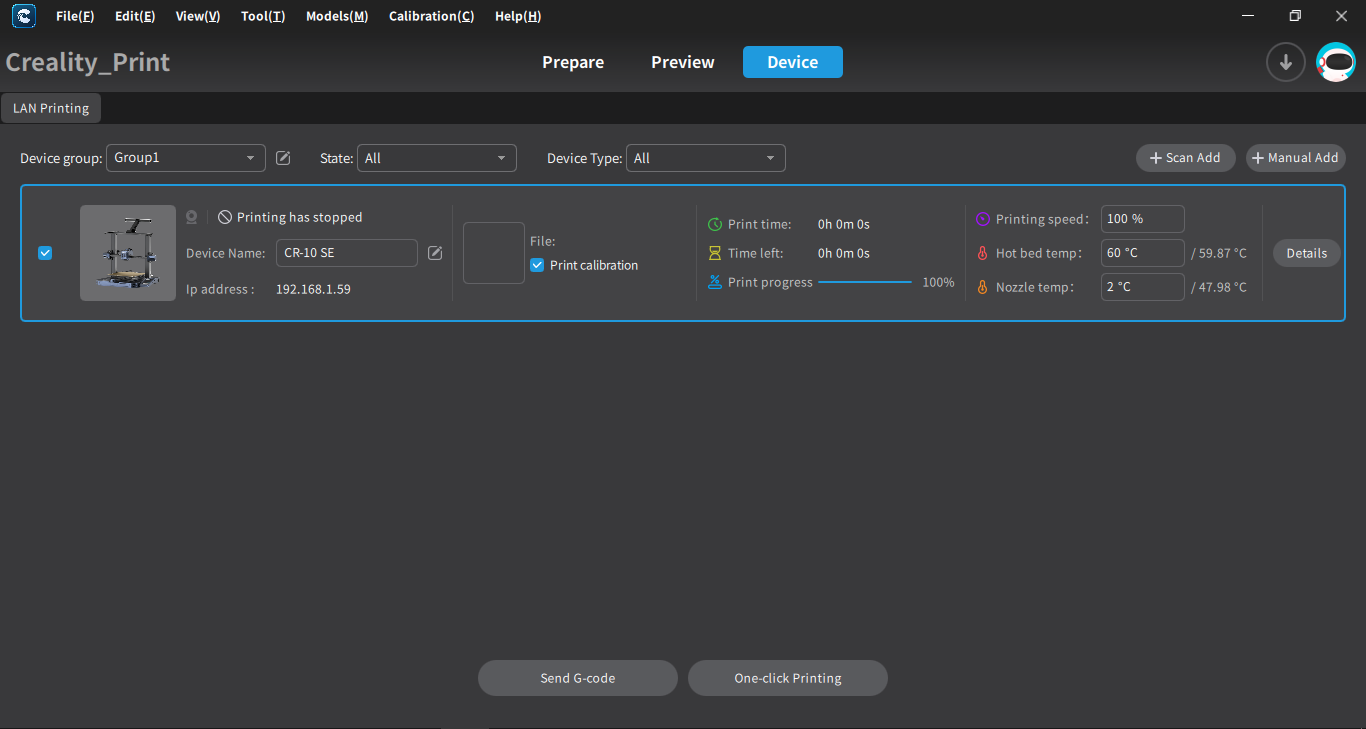
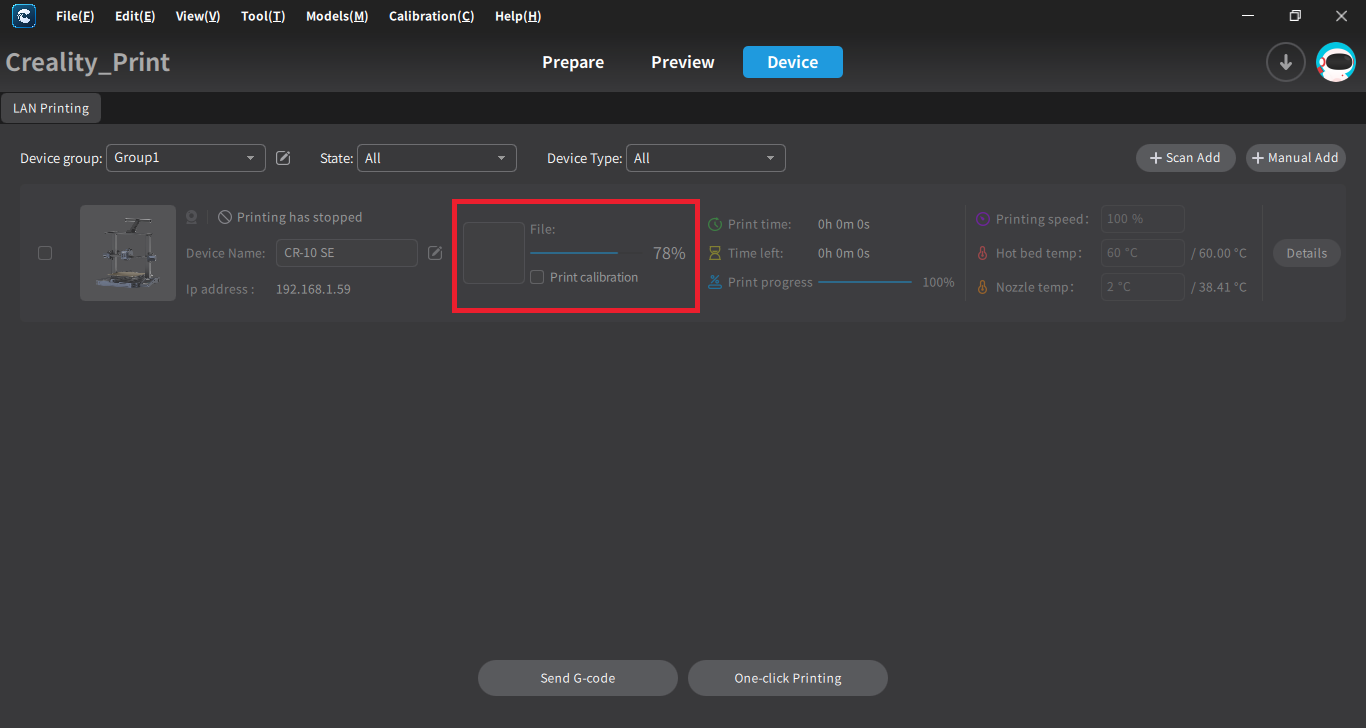
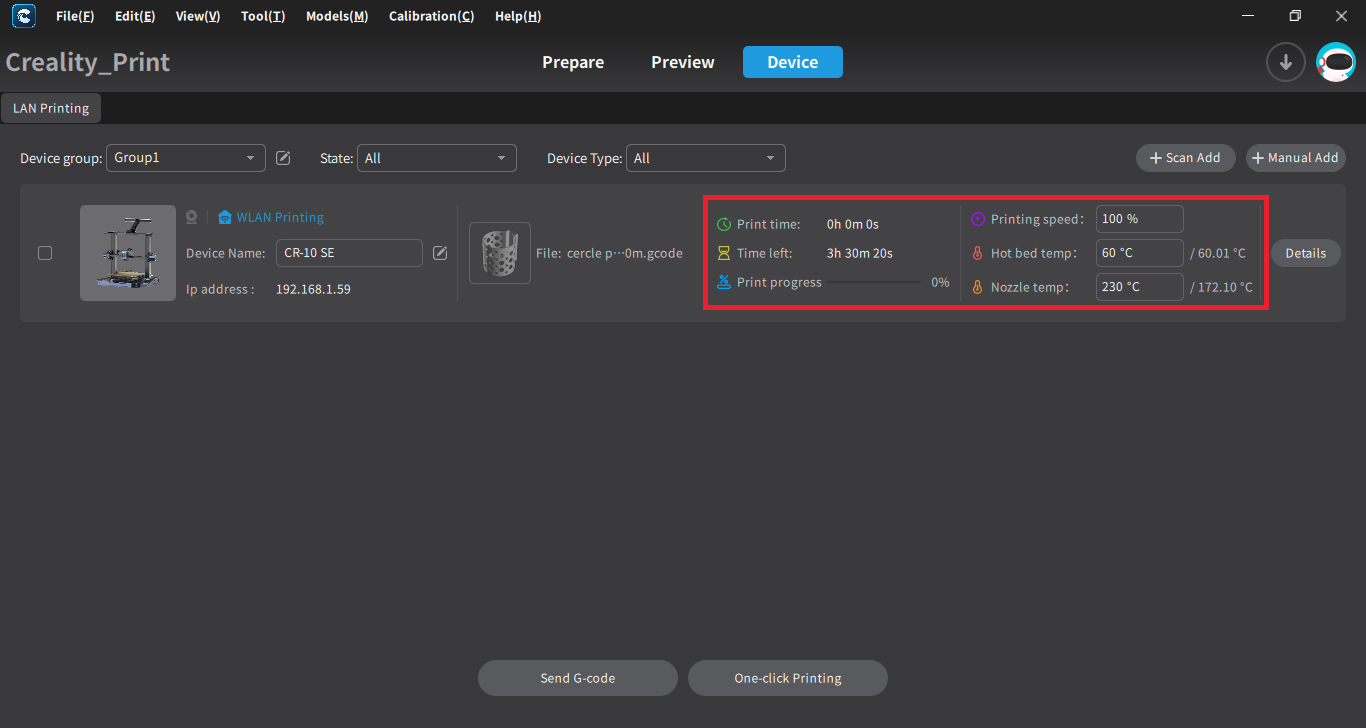
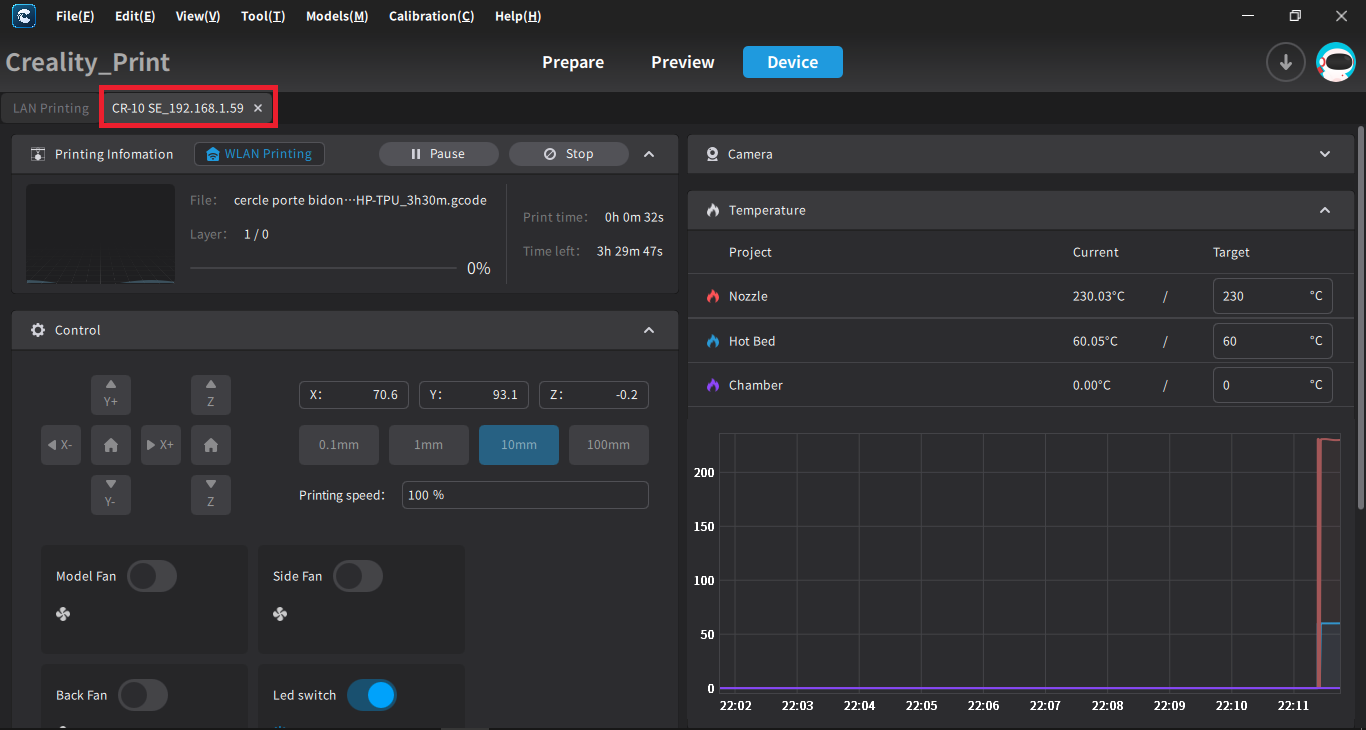
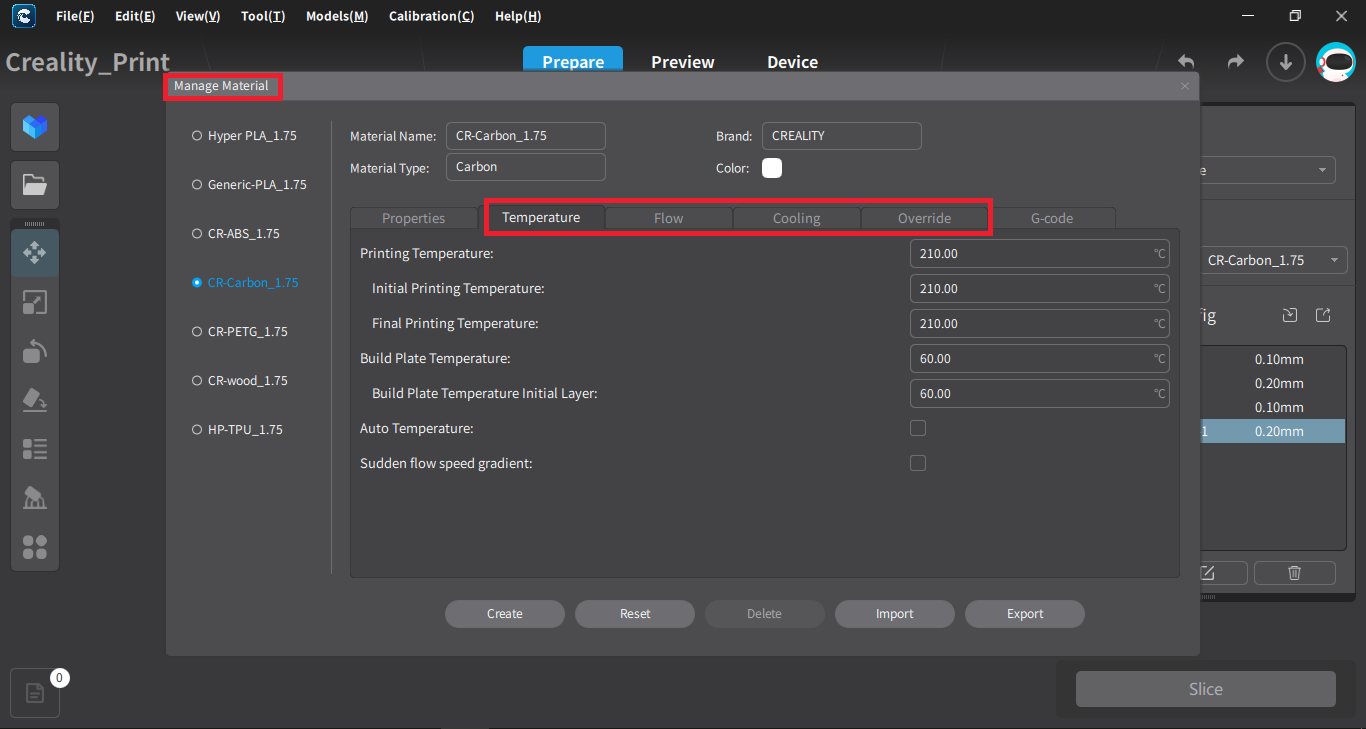
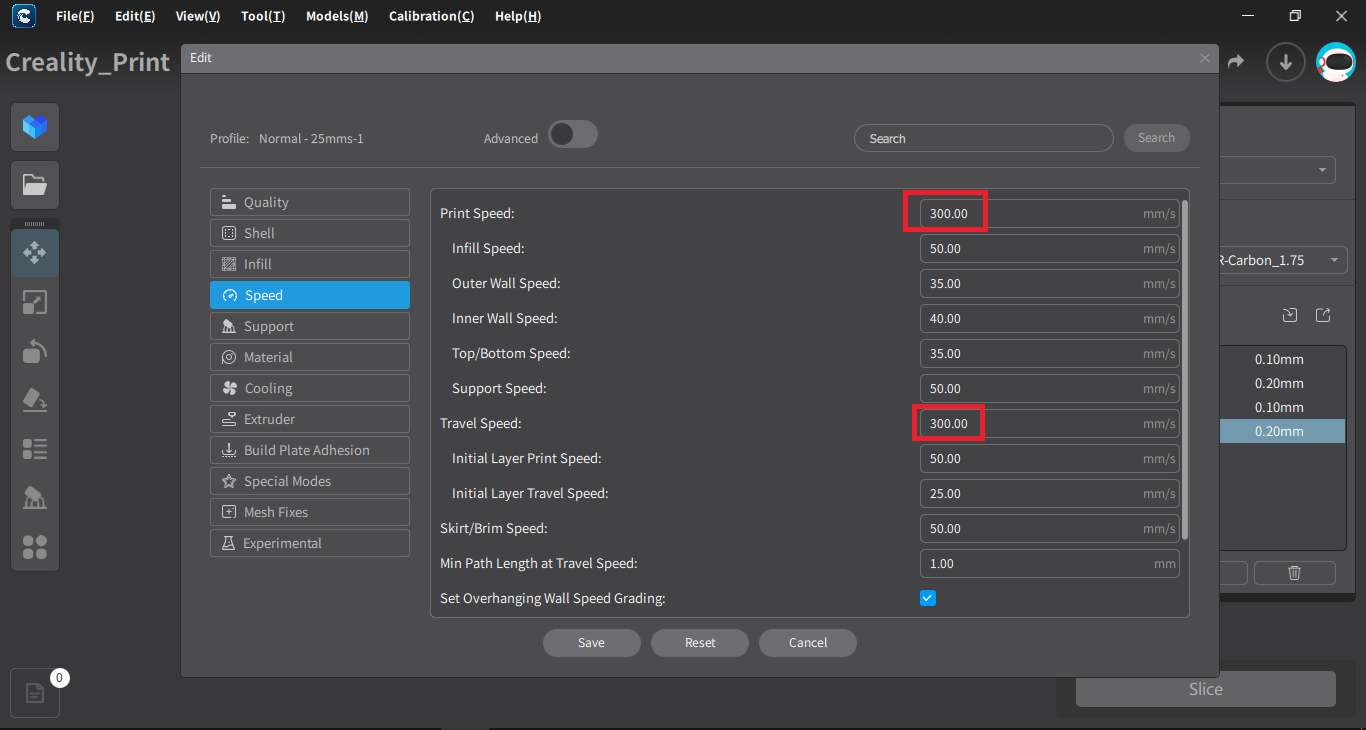
Hello, Voici quelques images supplémentaires de Creality Print. Il y a du très bien et du moins bien. En m'aventurant dans les diverses fonctionnalités, j'ai découvert le LAN printing qui est proposé à l'export du STL. En gros, on ajoute l'imprimante sois en scannant le réseau (qui n'a jamais fonctionné chez moi), soit en renseignant manuellement l'IP de l'imprimante (qui a fonctionné au bout de plusieurs tentatives). On coche l'imprimante, on clique sur "One-click Printing". Le fichier est transféré sur l'imprimante. L'impression se lance. En cliquant sur détails, on retrouve la page de Klipper accessible avec l'IP de l'imprimante. Cette fonctionnalité est top. Pour les curieux, la fonctionnalité de l'objet imprimé est visible su ce sujet ci dessous. Lors du test, j'ai lu que Creality Print est un dérivé de Creality Slicer lui même dérivé de CURA. Et là, je comprends mieux mon aversion pour les menus de réglages de Creality Print. Outre la complexité des réglages, faites attention à : 1) Des menus sont en double. Par exemple, la température, le débit et le refroidissement peuvent se configurer soit dans les réglages du filament, soit dans les réglages de la qualité d'impression. Me concernant, seuls les réglages dans le profil de la qualité d'impression ont été pris en compte. 2) Les profils liés à la qualité de l'impression sont dépendant du profil du filament. Je me suis créé un profil avec du 25 mm/s lorsque le filament choisi était du PLA, puis j'ai changé de profil de filament et je me suis retrouvé avec les valeurs par défaut. En espérant que Creality Print évolue rapidement (et dans le bon sens). Vu la quantité de réglages, vu que les filament ne sont jamais strictement les mêmes, vu que les propriétés des filaments changent avec le temps après leur ouverture. Combien de kg de filament et combien de tests faut-il pour peaufiner tous ces réglages ?
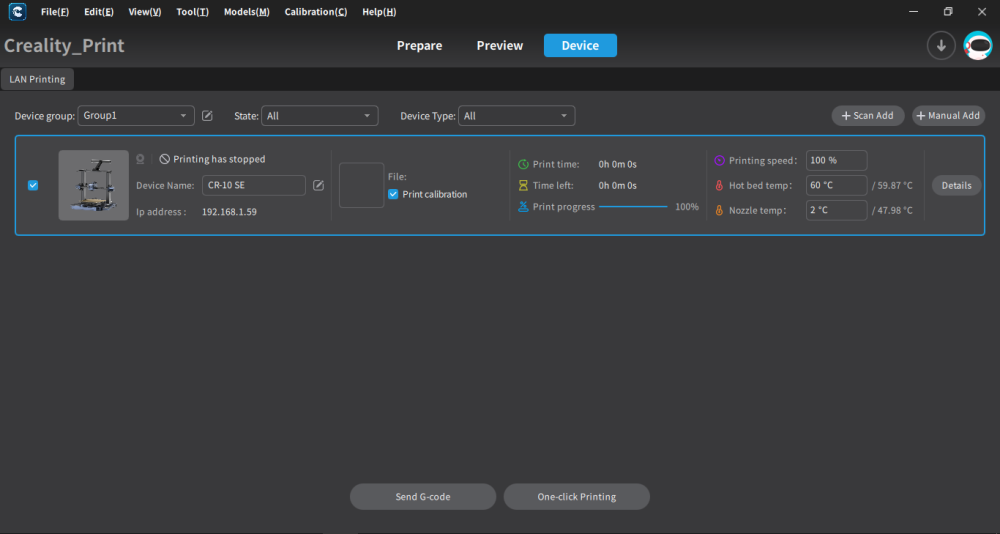

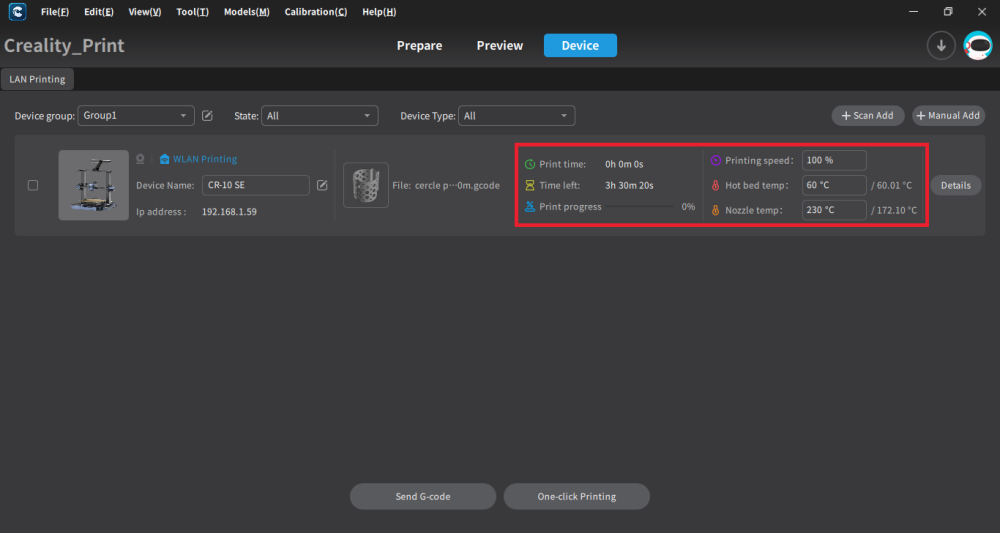
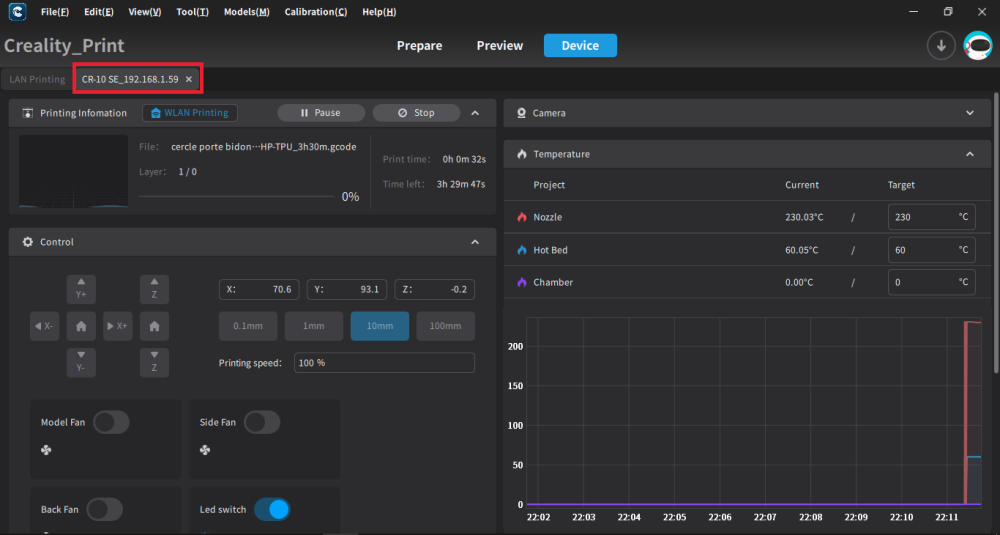
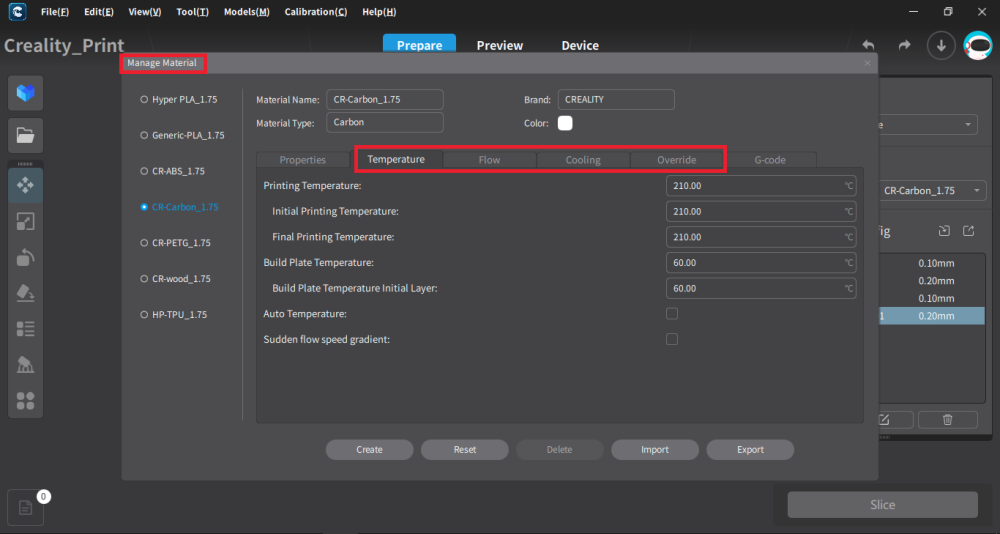
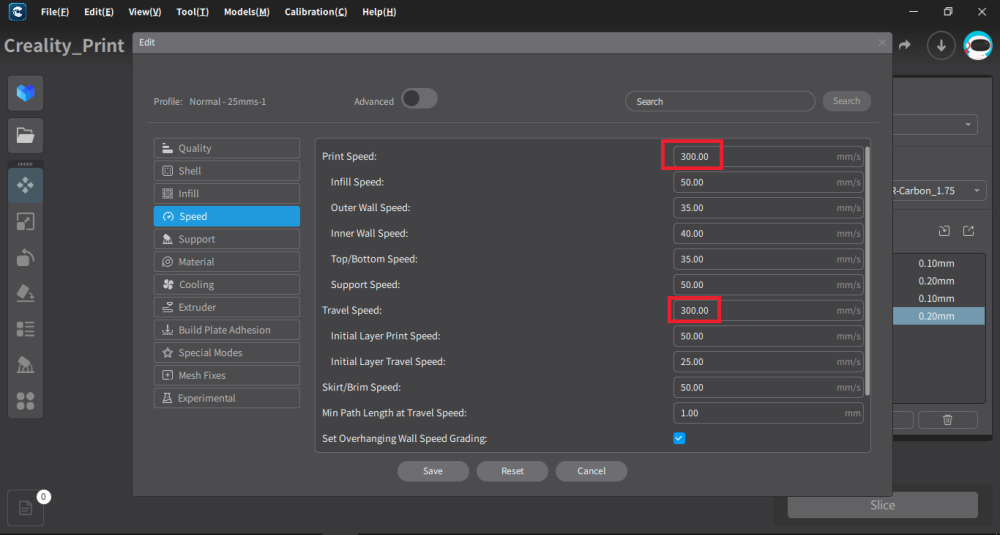 1 point
1 point -
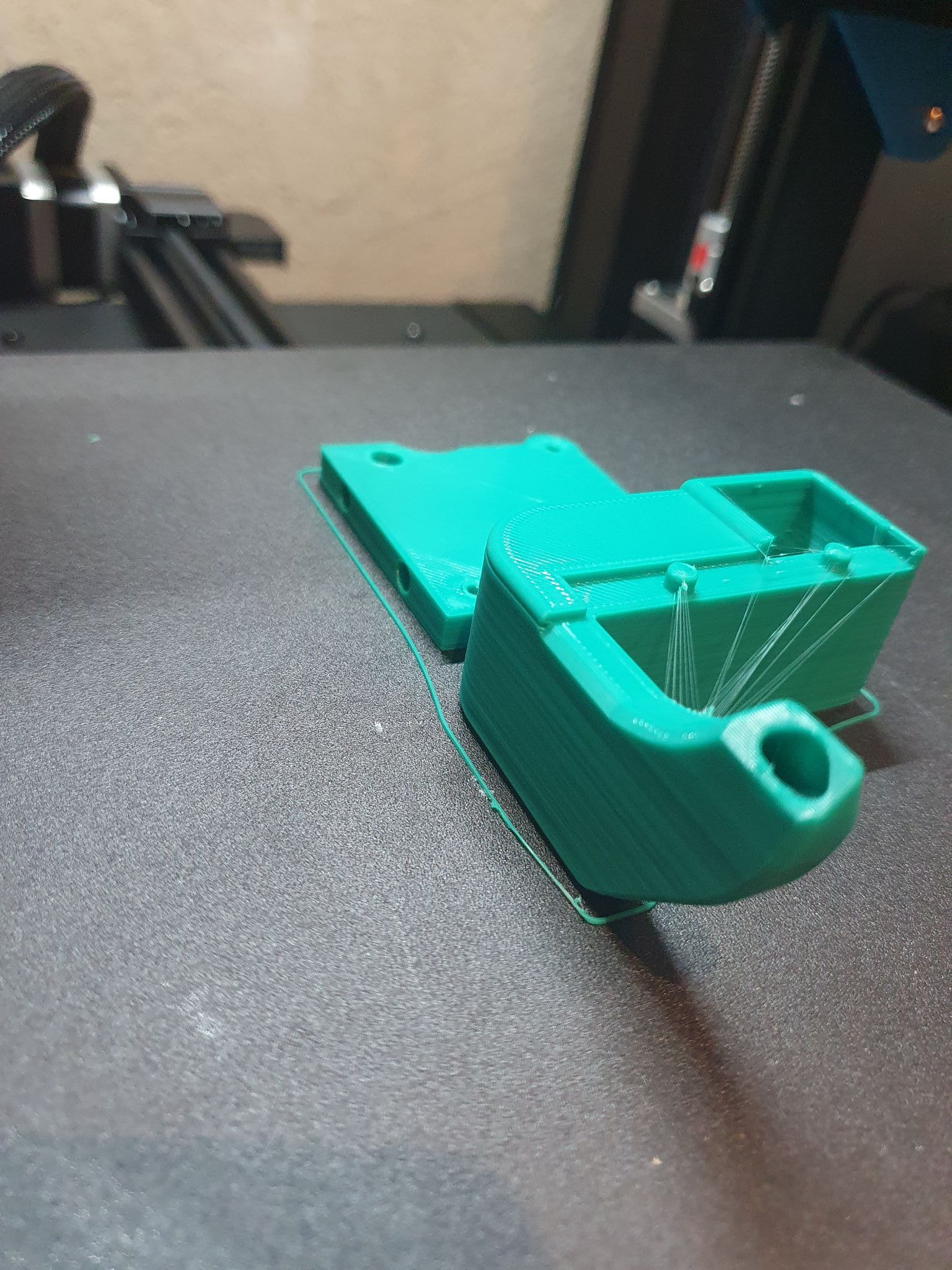
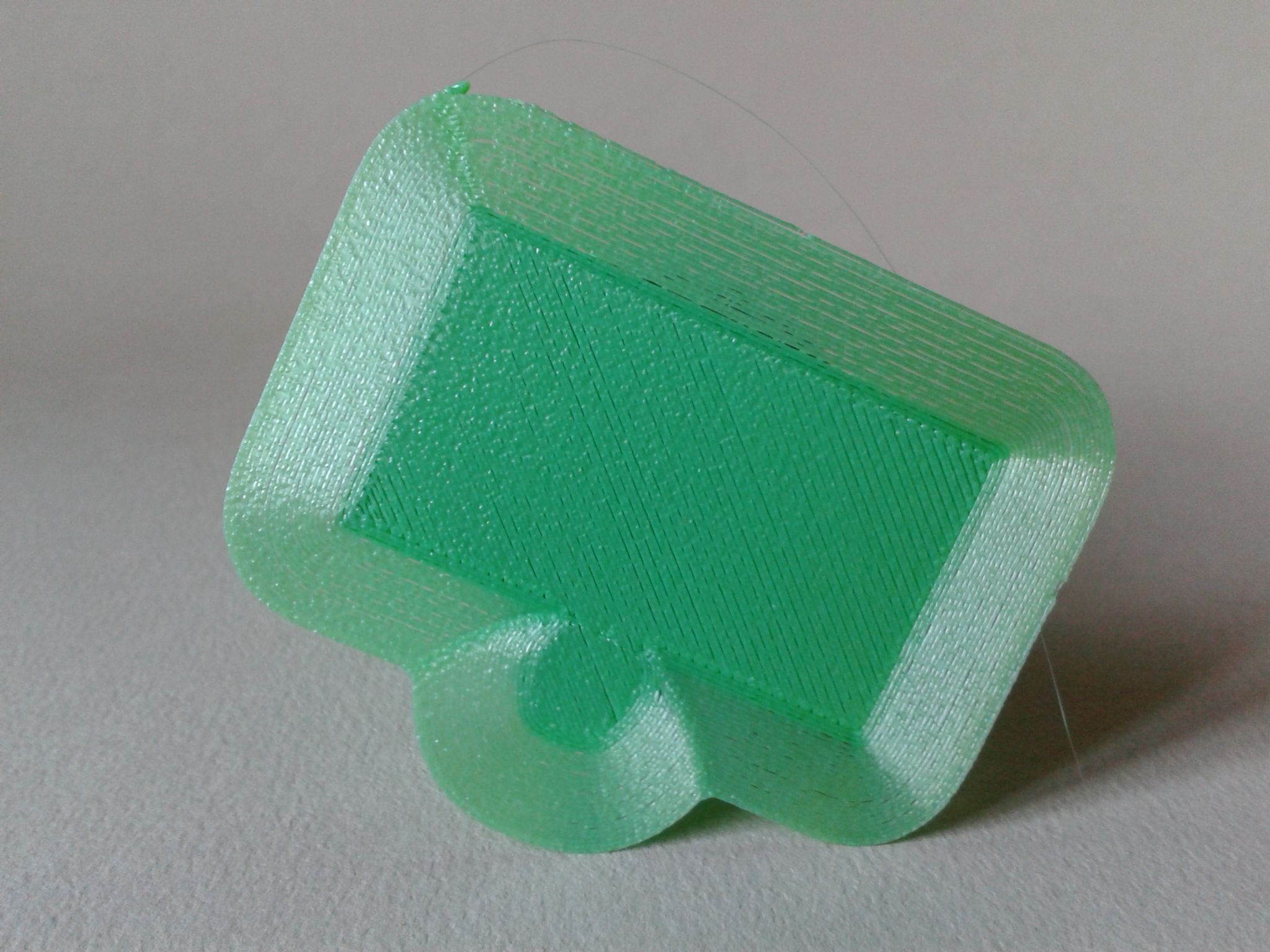
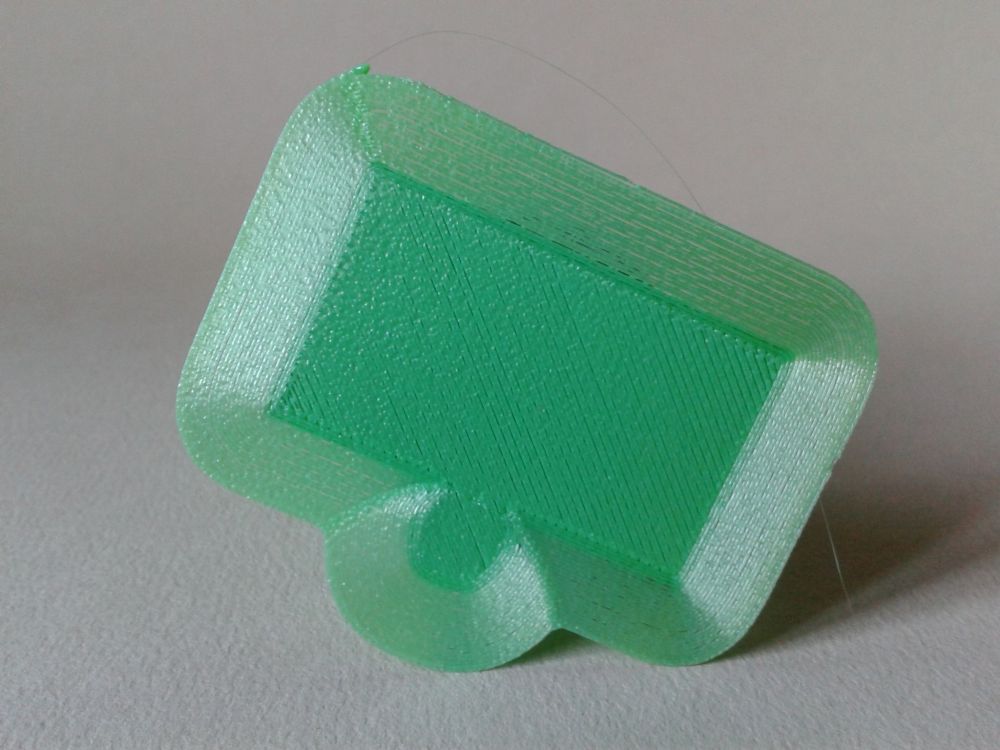
Bon j'ai essayé en baissant la température, de 200 à 190 on dirait que ca diminue : En tout cas ça fait moins profond, j'ai tenté à 180 mais la on dirait que ça se diffuse : j'ai qorti un nouveau modèle de fanduct avec un profil standard : Sans gros défaut, je vais le monter ce soir, j'en ai téléchargé deux autres en fonction des prochains résultats. J'ai entre temps fait un cube (profil standard) parfait ! Bon je vais regarder cette ventilation mais je ne sais pas trop comment évaluer les flux j'ai l'impression que c'est un problème insolvable.




 1 point
1 point -
Il ne faut pas désespérer, l'impression 3D n'est pas simple mais il faut persévérer Continue à poser tes questions dans ce sujet, on va continuer à t'aider : https://www.lesimprimantes3d.fr/forum/topic/55538-feider-de-chez-bricorama-problème-carte-sd-formaté/1 point
-
J'espère que la voiture est une miniature1 point
-
Eau tiède plus savon noir => très efficace pour le lavage / nettoyage1 point
-
J'AI TROUVE !!! A la ligne 2802 de mon fichier config_adv.h j'ai inhibé le stealthchop pour l'axe Z et ça roule. On me dit souvent souvent que j'ai le défaut d'être têtu. Des fois c'est utile.1 point
-
Dans les menu on trouve une notion de Z-Offset ( après un leveling, il faut faire un Home, chercher a placer la buse en Z=0 et au centre du plateau et ajuster le Z-Offset pour que le nez de la buse gratte une feuille de papier placé entre le plateau et la buse. ) Après avoir ajusté la valeur du Z offset après un leveling, préparer une impression avec en "type d’adhérence plateau" une "bordure" (brim) bien large et lors de l'impression regarder pour encore ajuster/affiner le Z-offset pour obtenir des lignes bien jointive pour la bordure. (sur la photo suivante on peut distinguer que mon Z-Offset n'est pas encore parfait car les lignes de la bordure ne sont pas bien jointive partout, mais c'est déjà pas trop mal ... )
 1 point
1 point -
Merci beaucoup Oui c'est vrai que j'ai oublié de préciser que le décor faisait 52 cm de large par 42 de haut et 41 de profondeur1 point
-
Les débuts sont prometteur car j'ai imprimé un pied de lampe à pétrole de 160mm de auteur avec une tête fileté à l'extrémité avec une vitesse de 70mm/s pour commencer, mais le constructeur promet une vitesse de 250mm/s avec la même qualité d'impression. La prochaine impression que je ferai sera plus rapide.1 point
-
Bon ils ont publié en photo sombre sans drap de la Futur Flsun S1 qui semble donc bien être une imprimante Delta totalement close et Flsun a indiqué sur un précédent poste parler de vitesse rapide supérieur a 1000mm/s attendont de voir l'annoncé réelle et dans quelle condition.1 point
-
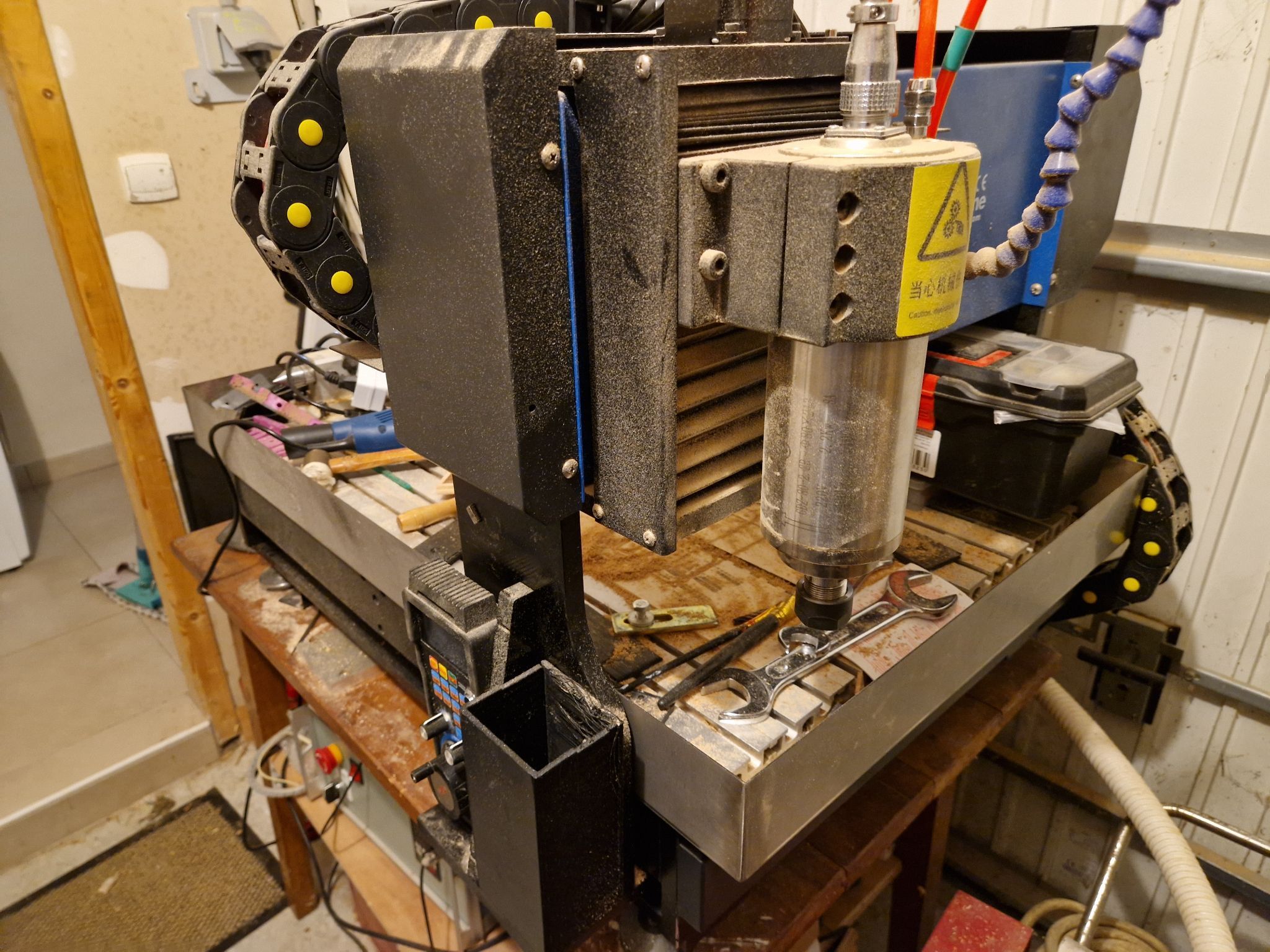
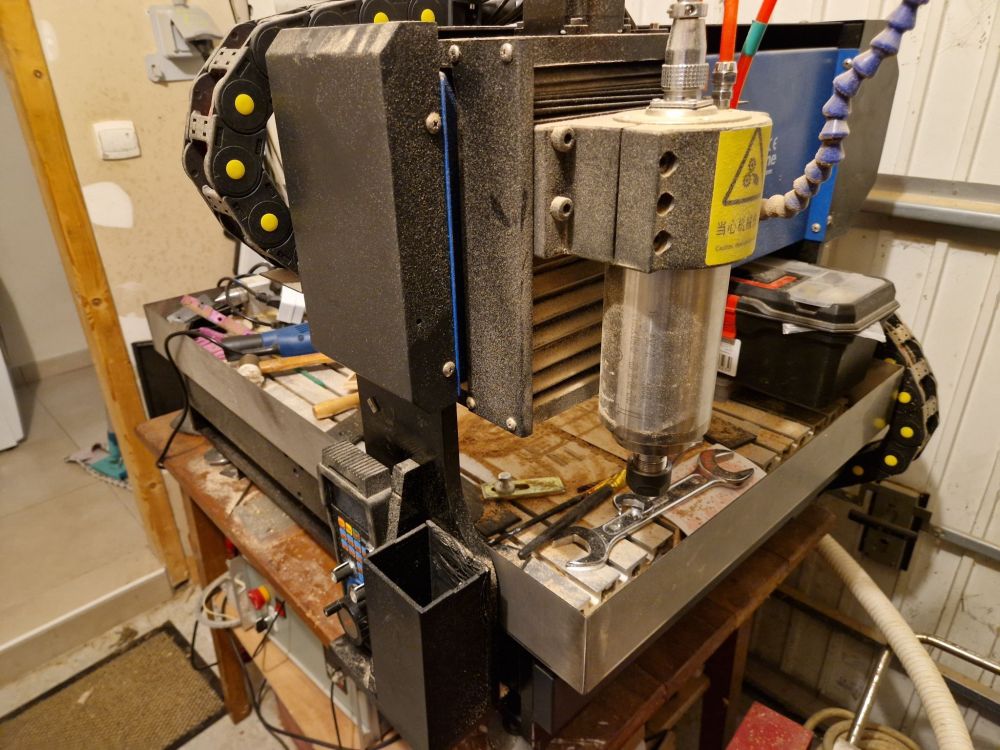
Ma machine est une 60x40 Elle est bien adaptée pour le bois ou le métal : J'ai également un petit axe rotatif.
 1 point
1 point